
ALK-T7 - Verktyg för fiberfusion Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis ALK-T7 Vevor i PDF-format.

| Produkttyp | Fiberoptisk fusionssvetsare |
| Märke/Modell | Vevor ALK-T7 |
| Mått (L x B x H) | 166 x 144 x 158 mm |
| Vikt | 1,43 kg (utan batteri) / 1,85 kg (med batteri) |
| Strömförsörjning | Li-ion-batteri 7 800 mAh (drift 260 cykler svetsning+uppvärmning, laddning 3 h) eller nätadapter 13,5 V / 5 A |
| Fibertyper som stöds | SM (G.652/G.657), MM (G.651), DS (G.653), NZDS (G.655), BI-1, UBI-1, EDF-1, G657B3- |
| Fiberdiameter | Beläggning: 80-150 µm; mantel: 125 till 1 000 µm |
| Inriktning | Kärninriktning, beläggningsinriktning, fininriktning |
| Svetstid | 9 s (standardläge) / 7 s (snabbläge) |
| Genomsnittlig svetsförlust | 0,02 dB (SM), 0,01 dB (MM), 0,02 dB (DS), 0,04 dB (NZ-DS) |
| Återgångsförlust | ≥ 60 dB |
| Dragprov | ≥ 2 N |
| Skärm | 5 tum HD färg LCD, förstoring X/Y 210x, X eller Y 320x (zoom 1 100x) |
| Resultatlagring | 100 000 svetsloggar + 10 000 bilder |
| Uppvärmning | Programmerbar: temperatur 10-260 °C, tid justerbar efter hylsa (2 mm: 10-15 s, 4 mm: 14-19 s, 6 mm: 17-23 s) |
| Dataanslutning | USB 2.0 för dataexport |
| Användningsvillkor | Temperatur: -10 °C till +45 °C; luftfuktighet ≤ 95 % RH; höjd 0-5 000 m; max vindhastighet 15 m/s |
| Underhåll | Regelbunden rengöring av V-spår, pressare, värmare; ARC-korrigering; byte av elektroder var 5 000:e båge |
| Säkerhet | Skydd mot överladdning/urladdning av batteri; automatisk avstängning; viloläge; använd inte i explosiv miljö |
| Medföljande tillbehör | Nätadapter, batteri, biladdare (12 V), fiberavskärare, avskalningsverktyg, transportväska |
| Garanti | Elektroniskt garantibevis via www.vevor.com/support |
Vanliga frågor - ALK-T7 Vevor
Användarfrågor om ALK-T7 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Verktyg för fiberfusion i PDF-format gratis! Hitta din manual ALK-T7 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. ALK-T7 av märket Vevor.
BRUKSANVISNING ALK-T7 Vevor
Teknisk Support och e-garanticertifikat www.vevor.com/support
OPTISK FIBER FUSION SPLITS MODELL: ALK -T7
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara hälften", "Halva priset" eller andra liknande uttryck som endast används av d representerar en uppskattning av besparingar du kan dra nytta av att köpa vissa ve med oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täch alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att verifi försiktigt
när du gör en beställning hos oss om du faktiskt gör det Sparande Halv i jämförelse med de främsta varumärkena.
MODELL: ALK-T7

Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
Teknisk support och e-garanticertifikat www.vevor.com/support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning användarmanual. Utseendet på produkten är beroende av den produkt fått. Ursäkta oss att vi inte kommer att informera dig igen om det f någon teknik eller mjukvaruuppdateringar på vår produkt.

Varning: Denna produkt är designad för att skarva glasoptisk fibrer som används för kommunikation och det är strängt förbjudet att skarva andra ämnen. Felaktig användning kan orsaka elektriska stötar, brand eller personskada. Läs noggrant och föl följande regler för din egen säkerhet.
(1) Använd strömförsörjningsenheten som tillhandahålls av denna produktmix. Använd inte annan nätadapter, batteri eller elledning. Ar inte denna produkt under annan spänning för att inte orsaka brand el elektriska stötar.
(2) Låt inte vätska som vatten eller metallmaterial falla in i utrustning eftersom det kan orsaka brand, elektriska stötar eller utrustningshaveri. Sluta använda utrustningen, koppla ur batteriuttaget och kontakta vår underhållspersonal när någon av ovanstående situationer inträffar.
(3) Får inte använda fusionssplicern i brännbar eller explosiv miljö, an kan den orsaka brand eller explosion.
(4) Rör inte vid elektroderna när fusionssplicern är i drift, vilket kan de skada på grund av hög spänning som genereras av elektrodbågar. Se att strömmen är avstängd och att strömkabeln har dragits ut när du elektroderna.
(5) När rökning, dålig lukt eller onormalt ljud uppstår, sluta omedelbar använda fusionssplicern, dra ur stickkontakten och kontakta vår underhållspersonal. Fortsätt använda kan orsaka brand, elektriska stötar eller utrustningshaveri.
(6) Det är förbjudet att demontera eller återmontera fusionssplicern, återmontera batteriet eller strömadaptern för att undvika överhettning, bristning eller brand.
(7) Följ noggrant bruksanvisningen för hur du använder batteriet. Felak åtgärder kan orsaka överhettning av batteriet, sprängning eller explosion som kan leda till brand eller personskada.
* Vänligen använd inte andra metoder utöver denna manual för att la batteriet;
* Vänligen kasta inte batteriet i eld;
*Anslut inte positiva och negativa elektroder med omvända gränssnitt;
* Vänligen ladda eller ladda inte ur under hög temperatur, eld eller c solljus;
*Snälla, kasta eller slå inte batteriet;
*Om batterielektrolyten läcker ut, hantera den försiktigt. Om utspillet oavsiktligt kommer i kontakt med hud eller ögon, måste du rengöra noggrant och omedelbart ta medicinsk behandling, samtidigt informera reparationsavdelningen för att behandla batteriet.
(8) Fusionsskarvar för optiska fibrer måste repareras och felsökas av fackmän. Felaktig reparation kan orsaka brand eller elektriska stötar. C ett fel uppstår, kontakta vår reparationsavdelning.
KORREKT AVFALLSHANTERING

Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19 /EC . Symbolen som visar en soptunna korsad anger att produkten kräver separat sophämtning i EU. Detta gäller för produkten och alla tillbehör märkta med denr
symbol. Produkter märkta som sådana får inte slängas tillsammans me vanligt hushållsavfall, utan måste lämnas till en insamlingsplats för återvinning av elektriska och elektroniska apparater
AVFALLSHANTERING AV BATTERI

För att minimera risker för hälsa och miljö vid slutet av den produkts livslängd, kräver lagar som handlar om avfall från elektrisk och elektronisk utrustning (WEEE) och direktivet om avfallsbatterier att du kasserar denna produkt på en lämplig insamlingsanläggning dit den kommer att skickas in för att ta batterierna och för lämplig återvinning. Kontakta dina lokala myndighete för mer information om återvinning och säker kassering av dessa i di område.
FCC INFORMATION
FÖRSIKTIGHET: Ändringar eller modifieringar som inte uttryckligen godkänts av den part som ansvarar för efterlevnaden kan upphäva
användarens behörighet att använda utrustningen!
Denna enhet uppfyller del 15 av FCC-reglerna. Driften är föremål för följande två villkor:
1) Denna produkt kan orsaka skadliga störningar.
2) Denna produkt måste acceptera alla mottagna störningar, inklusive störningar som kan orsaka oönskad funktion.
WARNING: Ändringar eller modifieringar av denna produkt som inte uttryckligen godkänts av parten. Ansvarig för efterlevnad kan ogiltigförkl användarens behörighet att använda produkten.
Obs: Denna produkt har testats och befunnits överensstämma med gränserna för en digital enhet av klass B i enlighet med del 15 av FCC-reglerna. Dessa gränser är utformade för att ge rimligt skydd mo skadliga störningar i en bostadsinstallation.
Denna produkt genererar, använder och kan utstråla radiofrekvensenergi och om den inte installeras och används i enlighet med instruktionerna den orsaka skadliga störningar på radiokommunikation. Det finns dock ingen garanti för att störningar inte kommer att inträffa i en viss insta Om denna produkt orsakar skadliga störningar på radio- eller tv-mottagning, vilket kan fastställas genom att stänga av och på produppmanas användaren att försöka korrigera störningen med en eller fle av följande åtgärder.
- Rikta om eller flytta mottagningsantennen.
- Öka avståndet mellan produkten och mottagaren.
- Anslut produkten till ett uttag på en annan krets än den som mottär ansluten till.
- Kontakta återförsäljaren eller en erfaren radio/TV-tekniker för hjälp.
1. Arbetsmiljö
1.1 Varningar för användning/förvaring av skarvar:
● Arbetstemperatur: -10^ +45^
● Temperaturbegränsning : -20 °C \~ + 55 °C
● Arbetsfuktighet : ≤95 % RH ( Ingen kondens )
● Maximal vindhastighet : 15m/s
- Förvaringsförhållanden: - 10 °C \~ + 45 °C (Med batteri, Ingen kondens) -20 °C + 60 °C (Inget batteri, Ingen kondens)
Använd inte skarven i miljöer som är sårbara för brand, explosion i händelse av brandkatastrofer eller explosion.
Använd eller förvara inte skarvaren i miljöer med hög temperatur eller luftfuktighet i händelse av skador på maskinen. När skarvmaskinen flyt från lågtemperaturmiljö till miljö med högre temperatur, vidta eventuell uppvärmningsåtgärder för att eliminera kondens.
Vidta lämpliga dammbeständighetsåtgärder när du använder maskinen i dammiga miljöer för att förhindra att mycket damm kommer in i mask och orsakar fel på enheten.
2. Strömförsörjning
Använd de matchande tillbehören till skarvmaskinen och använd inte någon nätadapter, batteri eller nätsladd som inte specificeras i bruksanvisningen.
Vänligen använd inte skarvmaskinen under de spänningar som inte är specificerade för modellen i händelse av brandkatastrofer eller elektriska stötar. Den skräddarsydda billaddarens nätsladd är endast tillgänglig för 12V strömförsörjning av bensinbilar. Användare ska under inga omständigheter använda den på dieselbilar med 24V strömförsörjning.
3. Batteri
Vänligen följ instruktionerna strikt när du använder batteriet. Felaktig användning av batteriet kan orsaka att batteriet värms upp, brister, explosion, brandkatastrof eller skador på användare.
Vänligen ladda inte batteriet med metoder som inte anges i manualen
Kasta inte batteriet i eld.
Vänd inte om de positiva och negativa polerna.
Utsätt inte det urladdningsbara batteriet i solsken eller i miljöer med hög temperatur eller i eld.
Kasta eller slå inte på batteriet.
Om batterielektrolyten läcker ut, hantera den försiktigt. Om användarens hud eller ögon är förorenade av elektrolyt av misstag, tvätta den nog och sök omedelbart medicinsk hjälp. Samtidigt vänligen informera eftermarknadsavdelningen för att hantera batteriet.
4. Andra försiktighetsåtgärder
Förhindra att vätska eller metallmaterial kommer in i produktens inre struktur, annars kan eventuell brand, elektrisk stöt eller produktfel upps. När vatten eller metallmaterial kommer in i produkten, sluta använda, strömförsörjningen, stäng av utrustningen och kontakta underhållsserviceavdelningen.
Rör inte vid elektroderna när utrustningen fungerar ifall du skadas av högspänningen. Koppla av strömförsörjningen och stäng av utrustningen innan du byter elektroder.
Ta inte isär eller demolera skarvaren, dess batteri eller dess adapter händelse av överhettning, sprängning eller brandkatastrof orsakade.
Förutom de komponenter som tillåts ändras i denna manual, försök in riva några delar av skarvmaskinen. Underhåll eller reparation av utrustningen måste utföras av professionella tekniker från vårt företag, felaktig användning kan orsaka brand eller elektriska stötar.
Rör inte krympslangen under uppvärmningsprocessen eller när den preer är klar, eftersom krympslangen är mycket varm och kan orsaka skålln
Rör inte skarven, nätsladden eller nätkontakten med våta händer i händelse av elektriska stötar.
Rengör inte mikroskoplinsen, V-spåret, skärmen etc med några kemiska material förutom alkohol. Annars kan det orsaka oskärpa eller fläckar skärmen, eller till och med orsaka korrosion eller skada på utrustning
Förhindra att utrustningen skakar kraftigt eller kraschar, annars kan utrustningen skadas. Vänligen transportera eller förvara skarven i en dedikerad bärlåda.
Vänligen utför hela maskinens underhåll en gång om året för att bibe skarvmaskinens prestanda.
Production Introduction
Detta kapitel introducerar utrustningens grundläggande parametrar i deta Att läsa igenom det här avsnittet kan hjälpa dig att förstå den här p och bekanta dig med produktens funktioner och teknikmiljö.
Optical Fiber Fusion Splicer används huvudsakligen för underhåll av optiska fiberkablar och relativa operationer. Således kallas den också f fiberkabelskarvar. Det är en enhet som använder
högprecisionsframdrivningsstruktur för att trycka två fibrer för att komma närmare varandra och som använder en ljusbåge för att smälta samm två optiska fibrer vid deras ändytor, för att bilda en enda lång fiber.
Fusionsskarvar för optiska fibrer används huvudsakligen av:
Telekomoperatörer, ISP, nätverksprojektentreprenörer, laboratorier. Och de används i: underhåll av fiberkabelnätverk, telekomprojekt, nya reparationer, optiska experiment, tillverkning och testning av optiska enheter, akademisk forskning på högskolor.
Drag
(1) Baserat på principen om PAS (Lateral Projection System), anta avancerad bildetekteringsalgoritm;
(2) Uppriktningsstruktur med dubbel kärna, högre framgångsgrad för fusion och lägre förlust;
(3) Tillförlitlighetsdesign för att förbättra förmågan till stötsäker och dam bevis;
(4) Lågeffektdesign, många funktioner kan användas samtidigt och kan fortfarande fungera under lång tid;
(5) Liten storlek och låg vikt kan avsevärt förbättra arbetseffektiviteten;
(6) Adaptiv miljöinformation såsom lufttryck, temperatur och luftfuktighet, och automatisk utsläppskompensation.
Teknikindex
| Huvudsakliga tekniska index | |
| Tillämpliga optiska fibertyper | SM (G.652/G.657), MM (G.651), DS (G.653 NZDS (G.655), BI-1, UBI-1, EDF-1, G657B3- |
| Tillämpligt kärnnummer för optisk fib | Enkel kärna |
| Motornummer | 6 motorer, autofokus |
| Inriktning | Kärninriktning, beklädnadsinriktning , Bra ett lignment |
| Tillämplig fiberdiameter | Beklädnadsdiameter: 80-150μm, Beläggningsdiameter: 125~1000μm |
| Splitsläge | Förbutik: 18 grupper, Användardefinierad: 982 grupper |
| Splice Way | ARC Splice |
| Skarvfunktion | Skarv för steg (halvautomatisk och manuell), automatisk skarv |
| Starttid | 6s |
| Genomsnittlig fusionsförlust | 0,02dB(SM) , 0,01dB(MM) , 0,02dB (CS) , 0,04dB(DS) , 0,04dB(NZ-DS) |
| Avkastningsförlust | Bättre än 60dB |
| Splitstid | 9SEC(Standardläge ) 7SEC ( Snabbläge ) |
| Skarvförlustuppskattning | Ja |
| Spänningstest | ≥2N |
| Skärm | 5 tum TFT äkta färg HD LCD |
| Språk | engelska, spanska, tyska , franska, portugisiska, italienska . |
| människa-dator interaktionsläge | Knapp drift |
| Optiska fiberförstoringstider | X/Y:210 gånger, X eller Y:320 gånger ( Dubbelklicka för att förstora 1100 gånger ) |
| Strömförsörjning | 10,9 V litiumbatteri, 13,5V/5A nätadapter |
| Batteri | Arbetar vanligtvis 260 cykler (skarvning / uppvärmning), Full laddning 3 timmar, laddningscykel: 500 gånger, 7 800mAh Li-bat |
| Energisparfunktion | Automatisk standby, automatisk avstängning |
| Splits Resultat Spara | 100 000 uppsättningar lagring av skarvskivor |
| Bildlagring | 10 000 bildlagring |
| Livslängd för elektrodstång | ≤ 5 000 |
| Datagränssnitt | USB2.0 kan stödja export av skarvningsdata |
| Driftmiljö | Höjd:0~5000m, relativ luftfuktighet:0~95%, Temperatur: -20 °C ~ 55, °Maximal vindhastighet: 15m/s |
| Lagringsmiljö | Relativ luftfuktighet: 0~95%, Temperatur: -30°C~60°C |
| Korrosionsbeständighet | Utrustningskomponenter, delar och material sc används anti-korrosionskrav, och kan inte korroderas av vätskekontaminati |
| Värdens utseende | Värdens yta är belagd för att uppfylla anti-korrosionskraven. Ytan på alla målade (plast)delar; slät och platt, med konsekvent f och lyster, utan repor, defekter, nedsjunkning avfall och skador. Ytan på de elektropläterac delarna har en metallisk lyster utan sprickor, fläckar , grader och defekter. |
| Splicer Vikt | 1,43 (utan batteri) 1,85 kg (med batteri) |
| Splits storlek | 166D×144W×158H(mm) |
| Bedömning av optisk fibergränssnitt standard | Mättlig: allmänna kvalitetskrav |
| Tillämplig ärmdiameter | 2 mm, 3 mm, 4 mm, 6 mm |
| Tillämplig ärmlängd | 60 mm, 45 mm, 40 mm, 25 mm (FP-03) |
| Uppvärmningstid | 2mm rör (10-15S justerbart), 4mm rör (14-19 justerbart), 6mm rör (17-23S justerbart) |
| Uppvärmningstemperatur | 10-260 °C (anpassad) |
| Automatisk värme | Automatisk identifiering av värme vid lock nä |
| Natt arbetsbelysning | Dubbla LED-ljus |
| Flygarbete | Arbetsplattform som tillval |
| Arc Correction | Ja |
| Flyttbart batteri | Ja |
| Parameter för energiförbrukning | Arbetsströmförbrukning 123W |
| Batterisäkerhetsskydd | Överladdning, över urladdningsskydd |
Introduktion av Fusion Splicer
1. Värd för Fusion Splicer

 | Strömbryta re | Slå på/av |  | Exit-nyckel/växli ngsnyckel för XY synfält | Gå tillbaka till föregående meny, fält X, Y-omkopplare i optisk fiberläge |
 | Meny/Bekr äfta | Gå in i menyn, Tryck på en enter-knapp på meny |  | Hylsvärmenyck el | Starthylsa uppvärmning |
 | Upp-tange nten | Menymarkören flyttas uppåt |  | ARC-korrigering | Snabb ARC korrektion |
 | Ner-tangen ten | Menymarkören flyttas nedåt |  | Återställ nyckel | Återställning av utrustning |
 | Vänster tangent | Menymarkören flyttas till vänster, återställ nuvarande alternativ |  | Startnyckel | Börja justering, Start fusionsskarvning |
 | Höger nyckel | Menymarkören flyttas åt höger, återställ nuvarande alternativ |
3. Splitsare

5. Utanför gränssnitt

Det här kapitlet beskriver fusionssplicerns grundläggande driftmetoder. L detta kapitel i detalj. Det kan hjälpa dig att använda skarvmaskinen k undvika skador och orsaka onormala problem.
1. Strömförsörjning
Denna produkt kan laddas med följande två strömförsörjningslägen : (Internt litiumbatteri (utan någon extern strömadapter isatt) .
(2) Extern strömadapter (med extern strömadapter isatt).
Observera : Använd den stödjande strömadaptern för denna produkt. Användning av andra adaptrar kan orsaka avvikelser i utrustningen .
Strömdisplayen och laddningslogotypen i det övre högra hörnet av displayen.

När batterikapaciteten är för låg kommer fusionssplicern att visa ett larmmeddelande på skärmen och användaren bör ladda batteripaketet i eller använda en nätadapter för att leverera ström.
2. Slå på/av
Tryck kort på strömknappen för att slå på den, strömknappens indikatorlampa blir röd, summern avger två pip och sedan optisk fiber observationsgränssnittet visas. Tryck och håll ned strömknappen för att stänga av, och avstängningsgränssnittet dyker upp. Efter att ha klickat avstängningsknappen kan du se att skärmen stängs av först, och sed släcks strömindikatorn, vilket indikerar att fusionssplicern har stängts av normalt.
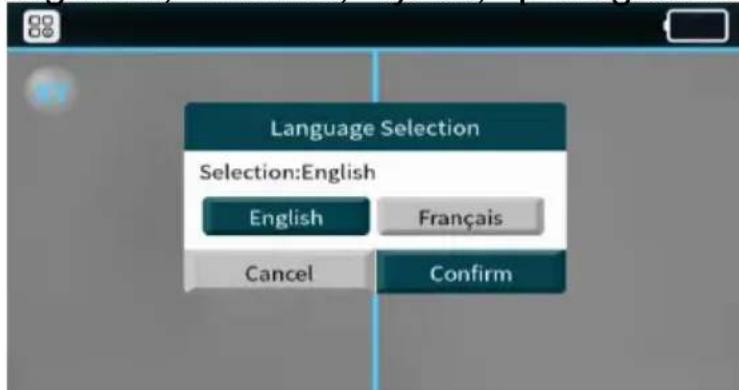
3. Inledande gränssnitt
◆ Språkval ( engelska, franska, tyska, portugisiska, italienska, spanska
◆ Första gången ARC Correction (ARC-korrigering kan förbättra skarvningsprestanda och stabilitet)
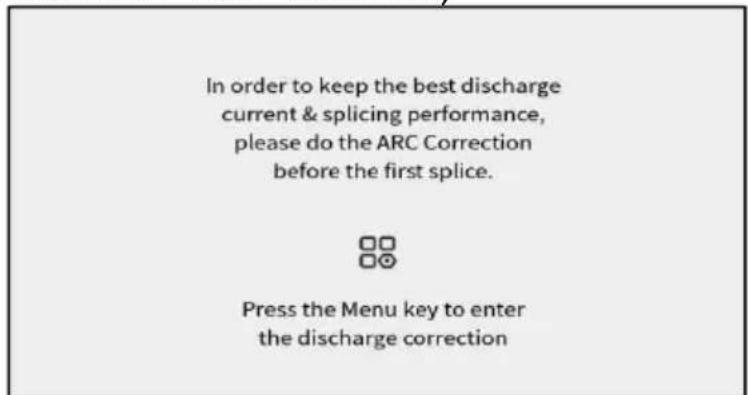
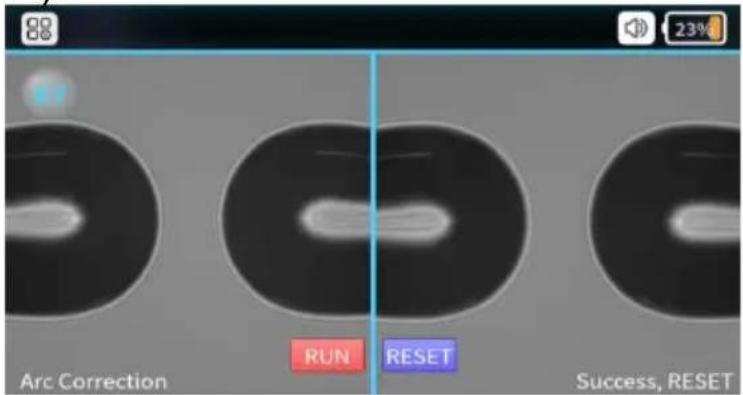
◆ ARC Correction Interface ( Klippning och placering av fibern på rå sätt)

◆ ARC Correction Success ( Efter att " framgång " visas på skärme ARC-korrigeringsprocessen klar, använd sedan knappen [Rest] för avsluta läget.)
Fiberobservationsgränssnitt

Splitsfunktion Introduktionsgränssnitt

System- och genvägsfunktionsinställningar
System Set Menu
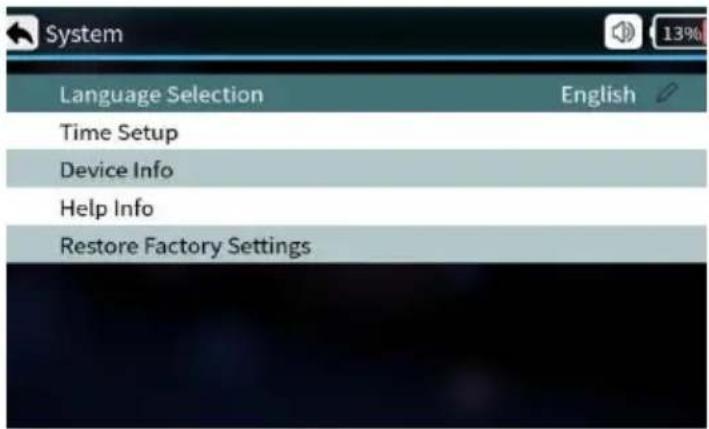
| Systemuppsättning | Förklara |
| Språkval | engelska , franska , tyska, portugisiska, italienska, spanska |
| Tidsinställning | Ställa in systemtid |
| Enhetsinformation | Aktuell enhetsrelaterad information |
| Hjälpinfo | Bruksanvisning |
| Återställ fabriksinställning | Inställningarna förnyas till fabriksinställningarna |
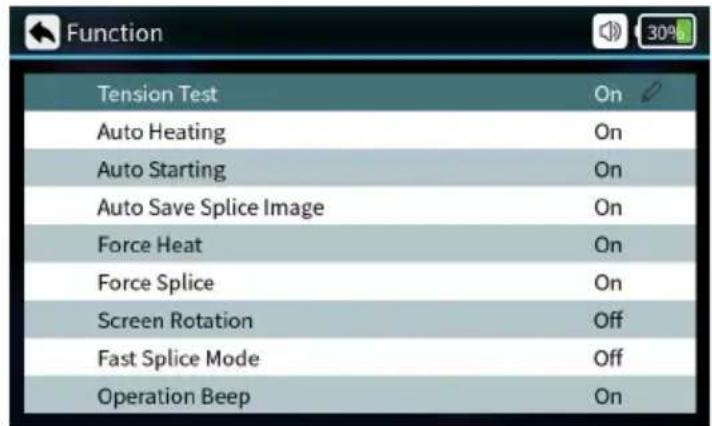
| Fungera | Förklara |
| Spänningstest | När den är på, kommer spänningstestet att utföras automatiskt skarvning. |
| Automatisk uppvärmning | Lägg fiber i värmaren , stängning av locket och automatisk uppvärmning . |
| Autostart | När den är på, skarvning automatiskt när locket stängs. |
| Spara skarvbild automatiskt | När den är på, sparar skarvbild automatiskt . |
| Force Heat | När den är på, har ingen fiberoptik upptäckts, ett tryck på värmeknappen värmer också upp det. |
| Tvinga skarvning | När den är på kan användaren trycka på startknappen för at fusionsskarvningen att fortsätta, när fusionsskarvningsprocessen upptäcker ett vinkelfel eller fiberfel. |
| Skärmrotation | Skärmgränssnittet roterat 180° |
| Snabbt skarvläge | Kan sättas på eller av, smälttiden reduceras när snabbläget ä |
| Operation Beep | Ljudsignaler kan ställas in på eller av f. |
1. Förberedelser före skarvning
Installera en hylsa på fibern för att skydda skarven efter skarvning. F installation, se till att det inte finns smuts inuti hylsan och håll i hyls
2. Skala av andra skyddsskikt förutom fiberbeläggning
Avisolering av andra skydds- och beläggningsskikt 40 mm med en trådavdragare.

Efter stripping av den optiska fibern, använd dammfri pappersdoppning med 99 % ren alkohol för att rengöra beläggningsskiktet i en cirkulär riktning. Utgå från gränsytan mellan beläggningen och den blotta fiberr rotera papperet i riktning mot den blotta fibern i en cirkulär riktning av med skräp från beläggningsskikten.
3. Fiberskärning
(1) Öppna klyvkåpan och placera fibern med klämman i klyvningsöppningen och håll den optiska fibern vertikal med klyvytan.
(2) Pressa fram fiberklämman och se till att klämmans framkant ligger mot klyvningsslitsen. Om inte kan fibern bli längre än förväntat.
(3) Tryck ner fiberhöljet för att klyva.
(4) Öppna locket och ta bort den kluvna fibern.
(5) Ta ut skrotet och lägg i skrotlådan.
Observera : När skärhuvudets yta inte är kvalificerad eller klyvningen kan vara nere, vänligen justera klyvbladet.
4. Fiberplacering
①Öppna det vindtäta locket och kontrollera att V-spåret är rent. Om använd luftblåsning eller blad för att rengöra V-spåret.
②Placera de skurna fibrerna i V-spåret på skarvmodulerna och se till fibrerna är rätt i V-spåret.
③Kontrollera om ändytorna på fibrerna är i läget mellan elektrodspetsa och V-spåren. Och se till att de är nära elektrodspetsarna . Eller så fibrerna bytas ut.
④Stäng det vindtäta locket försiktigt och börja skarva.

5. Skarvning och uppvärmning
Välj motsvarande skarvningsprogram beroende på fibertyp .
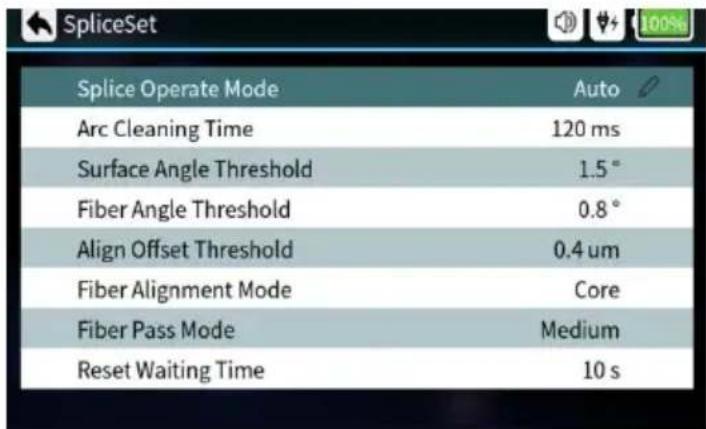
| Skarvsats | Förklara |
| Splitsdriftläge | Automatiskt läge, halvautomatiskt läge, manuellt läge |
| A rc Rengöringstid | Ren urladdning avser rengöring av fint damm som vidhäftar ytan av en optisk fiber genom att tömma före fusionsskarvning. |
| Ytvinkeltröskel | Gränsvärde för fiberändytans vinkel |
| Fibervinkeltröskel | Vinkelgräns efter vänster och höger fiberuppriktning |
| Inriktningsförskjutningströskel | Gräns för centrumavvikelse efter uppriktning av vänst och höger fiber . |
| Fiberjusteringsläge | Kärnjustering, beklädnadsinriktning och finjustering |
| Fiber Pass Mode | Låg, medel och hög standard kan ställas. |
| Återställ väntetiden | När dragprovet slås på, väntetid för motoråterställning att det vindtäta locket har öppnats . |
6. Skarva programinställningar
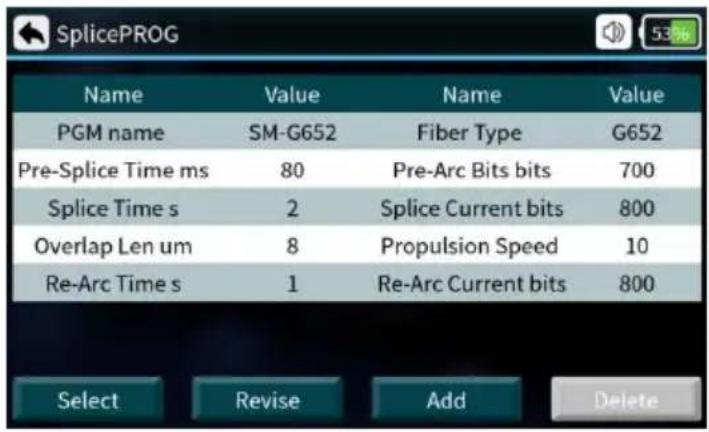
| Splitsprogram | Förklara |
| PGN-namn | Namn på skarvprogram |
| Pre-Splice Time ms | Förskarvstid kan ställas in från: 0-500 (ms) |
| Skarvtid s | Skarvtiden kan ställas in från:0s5 |
| Överlappning Len um | Overlapp Len kan ställas in från:0-50 |
| Re-Arc Time s | Re-Arc Time kan ställas in från: 0-5 (s) |
| Fibertyp | Ställ in fibertyp |
| Pre-Arc Bits bits | Förbågsström kan ställas in från: 0-400tar) |
| Splits Aktuella bitar | Splitsström kan ställas in från:0-400tar) |
| Framdrivningshastighet | Framdrivningshastigheten kan ställas in från:0-50 (un |
| Re-Arc C current bits | Re-Arc Current kan ställas in från:0-4000 (bits) |
7. Skarvprocess
Stäng det vindtäta locket och fibern går in i det automatiska inriktningstillståndet. Systemet kontrollerar automatiskt ändytorna på fibern, om ändytorna inte är kvalificerade kommer inte skarvningen at startas och det kommer att visas ett felmeddelande på skärmen. Fiber måste skäras igen. Om tvångsskarvbrytaren är påslagen kan användare trycka på startknappen för att fortsätta skarvningen.
Om den är inställd på halvautomatisk skarvning kommer skärmen att vinkelinformation efter fiberjustering. Vid denna tidpunkt kan du trycka startknappen för bågskarvning. Om de detekterade vinklarna överskride den begränsade vinkeln kommer det att visas ett felmeddelande på skärmen. Fibrerna måste skäras igen
| Visade bilder (X/Y-axel) | Förklara meddelande | Möjliga orsaker | Lösningar |
| Vinklar av fiber, ändsidor är inte kvalificerade | Problem med fiberskärningsprocessen | Klipp om fibern |
8. Skarvförlustuppskattning och kvalitetsbedömning
Efter att fiberskarvningen är klar kommer utvärderingsvärdet för fiberskarvningsförlusten att visas på höger sida av skärmen. Gränsvär för skarvförlust ställs in i menyn [skarv uppsättning]. Observera att skarvfläcken ibland ser något tjockare ut än den andra fibern, vilket normal skarvningssituation och inte påverkar skarvförlusten.
Lösningar av onormala inriktningsproblem
| Fenomen | Resonera | Lösningar |
 Fiber kärnaxel miss match Fiber kärnaxel miss match | (1) Damm på V-spår eller fiberpressarfot(2) Bilddetekteringsproblem | (1) Rengör V-spåret och fiberpressarfoten(2) Om det visas upprepade gånger,användare måste göra【KalibreraSystem】(3) Rengör linsen och ljuset källa |
 Fiberkärnvinkel fel Fiberkärnvinkel fel | (1) Damm på V-spår eller fiberpressarfot(2) Dålig vinkel på fiberhuvudet(3) Fiber är felaktigt placerad | (1) Rengör V-spåret och fibe pressarfot(2) Klyv fibern igen(3) Byt ut fiber |
| vinkel på fiberhuvudet | (1) Klyv fibern igen | |
| (2) Rengör fibern igen | ||
 | (2) Damm på fiberhuvud | (3) Öka【Förskarvningsström】eller【Förskarvningstiden】 |
| luftbubbla | (3) Låg förskarvström ell korttidsförskarvning | |
| (4) Låg skarvström eller korttidsbåge | (4) Öka【Splice Current】eller【Splice Time】 | |
| (1) Splits framdrivningskraft är inte tillräcklig | ||
 | (2) Splits framdrivning är för långsamt. | (1) Gör【Kalibrera systemet】 |
| Fiberbåge | (3) Spice nuvarande är också hög eller bågtiden är för lång | (2) Minska【Förskarvningsström】eller【Förskarvningstid】 |
 | Skarvframdrivningen kraften är överdriven | Minska【Överlappslängden】och gör sedan【Arc Calibration】testet |
| För tjock | ||
| noggrann | (1) Skarvframdrivningen kraft räcker inte (2) Skarvström är överdrivet | (1) Öka 【Överlappslängden】 och gör sedan【Arc Calibration】testet (2) Minska【skarvström】 |
| Slits | Skarvströmmen är för lit | Öka【Spliceström】 |
9. Spänningstest
Om " T ension Test " är inställt på "ON", efter skarvning, kommer spänningstestet automatiskt att utföras och dragkraften är 2N .
10. Lagring och fråga efter skarvningsresultat

| Splitsskiva | Förklara |
| Inga | Sortera efter skarvningstid |
| Förlust | Fiberförlust efter skarvning |
| Typ | Typer av fiber för skarvning |
| Tid | Splitstid |
| Bild | Synlig bild av den färdiga skarven |
11. Värmarens drift
Välj [Värmeprogram] i huvudmenyn, välj motsvarande värmeprogram enligt värmekrymprörets diameter och längd, och försök använda de förinställda värmeparametrarna. På grund av skillnaden i miljö kan uppvärmningstemperaturen och tiden justeras.
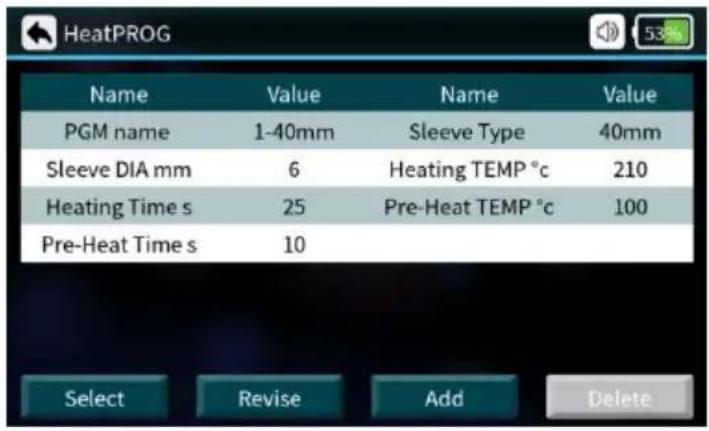
| Värme PROG | Förklara |
| Värme PN | Det finns många uppvärmningsprogram för olika krymprör lagrad systemet, även många självinställningsprogram erbjuds användarn |
| Sleeve DIA | 1-20 mm |
| Uppvärmningstid | Värmekrympuppvärmningstid . |
| Förvärmningstid | Förvärmningstid |
| Typ av ärm | 10 mm-60 mm normalt rör, FC, SC |
| Uppvärmning Temp | Temperaturgränsen för uppvärmningsprocessen . |
| Förvärmning Temp | Temperaturgränsen för förvärmningsprocessen . |

1.Öppna värmarens lock.
2. Ta ut den skarvade optiska fibern och flytta den värmekrympbara rö mitten av den skarvade punkten.
3. Sätt på skyddshylsan i värmaren, räta försiktigt ut den optiska fibe sätt in hylsan i mitten av hylsan, täck sedan värmarhöljet och värmeindikatorn tänds.
4. Efter att uppvärmningen är klar är uppvärmningsindikatorn släckt; vid denna tidpunkt måste värmarens lock öppnas omedelbart för att ta ut optiska fibern. (Obs: Rör inte den uppvärmda värmekrympbara skyddshylsan med händerna för att förhindra brännskador)
5. Kontrollera värmekrympningseffekten, om den är kvalificerad, lägg de kylplattan för naturlig kylning; om den är okvalificerad, om det finns d eller luftbubblor inuti, rekommenderas att utföra värmekrympningen igen.
Maintenance
Meny för underhåll av utrustning
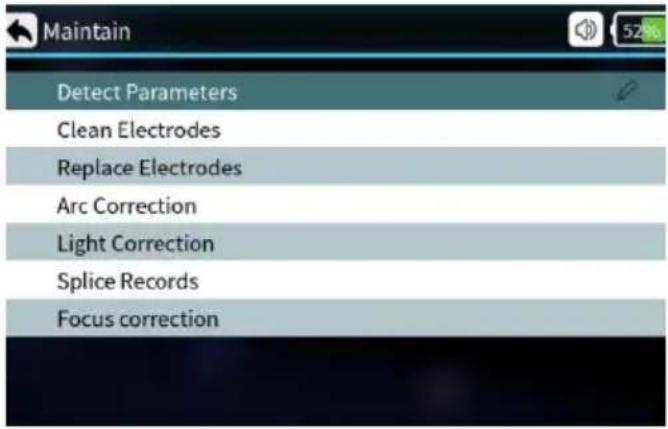
| UtrustningUnderhåll | Förklara |
| Detektera parametrar | Automatisk egenkontroll av elektrodposition, motor och annat systemparametrar |
| Rengör elektroder | Flera högströmsurladdningar för att rengöra elektroderna. |
| Byt ut elektroden | Efter byte av elektroden bestäms urladdningspositionen automa och elektroden stabiliseras av flera urladdningar |
| ARC C korrigering | Utför bågkorrektion och korrigerar automatiskt urladdningsströmr |
| Ljusdetektering | Automatisk kalibrering av röda ljuskällor |
| Splice R erord s | Fråga skarvtid, uppskattad förlust, bild, etc. |
| Fokuskorrigering | Automatisk kalibrering av fiberfokus på skärmen. |
1. ARC-kalibrering
Stegen för ARC-kalibrering är följande:
(1) Välj [ARC Correction ] i menyn [Maintenance].
(2) Lägg den skurna fibern i fusionsskarven och stäng det vindtäta lo
(3) Tryck på startknappen för att utföra .
(4) Om displayen uppmanar "ARC-strömmen är för stor" eller "ARC-strömmen är för liten", fortsätt att upprepa operationerna som beskrivs i (2) och (3) ovan tills den uppmanar att urladdningskalibrerin är framgångsrik.
(5) Om den uppmanar "urladdningskalibrering misslyckades", starta steg (1) igen.
Förslag: när typen av fusionsskarvfiber ändras; när systemet uppgrader, när temperaturen, luftfuktigheten och lufttrycket i driftsmiljön förändras kraftigt; kontinuerlig skarvningsfel eller hög förlust; fusionssplicern har in använts på länge, eller så har elektroderna använts för många gången. Utför ARC - korrigering efter rengöring eller byte av elektroden, annar kommer det att påverka skarvningseffekten.
2. Elektrodunderhåll
Rengör elektroden
(1) Välj [ Rengör elektroder ] i menyn [Underhåll].
(2) Tryck på startknappen så rengör maskinen automatiskt elektroderna Obs: Rör inte vid spetsen av elektroden med hårda föremål för att u skada på elektroden och påverka skarvningseffekten.
Byt ut elektroden
Elektroden kommer att slitas ut på grund av användning, vänligen byt elektroden i tid, annars kommer det att påverka fusionseffekten av den optiska fibern. Antalet urladdningar måste återställas efter byte av elektroderna. Rör inte vid elektrodspetsen vid byte.
(1) Innan elektroden byts ut måste användaren stänga av strömmen.
(2) Lossa skruvarna på elektrodkåpan och ta bort elektroden.
(3) Installera den nya elektroden i elektrodöppningen, installera elektrodkåpan och dra långsamt åt skruvarna.
(4) Observera om förbindelselinjerna för de två elektroderna är i horisontalplanet och i vertikalplanet; om inte, installera om.
3. Systemparameters självkontrolltest
Rekommenderas starkt att fusionssplicern utför systemparametersjälvtest efter systemuppgradering; byt ut elektroder eller flytta elektroder; fusionssplicern har genomgått långväga transporter eller kraftiga vibrationer; Kommer att påverka skarvningseffekten.
Stegen för självtest av systemparameter är följande:
(1) Rengör V-spåret med en bomullstuss doppad i alkohol och rengör förberedda optiska fibern.
(2) Välj [ Detektera parameter ] i menyn [Underhåll] och tryck på menyknappen för att gå in i systemparameterns självtestgränssnitt.
(3) Sätt in den skurna optiska fibern i fusionsskarvaren, stäng det vin locket och tryck på startknappen för att starta systemparameterns själv
(4) Under normala omständigheter kommer parametersjälvtestet att pågå cirka 2 minuter, vänligen observera den snabba informationen på LCD-skärmen, om självtestet misslyckas, vänligen korrigera operationen enligt promptinformationen och starta om systemet parameter självtest (steg (2)).
4. Rengöring och underhåll av skarvmaskin
Rengör V- spåret
Om det finns föroreningar i V-spåret kommer fibrerna att avvika från normalt läge och därmed kommer inriktningen att påverkas så att skarvförlusten kan bli onormalt högre. Så användare måste kontrollera rengöra V-spåret regelbundet. Operationerna är enligt nedan:
( 1) Öppna det vindtäta locket.
( 2) Rengör föroreningen på V-spåret med en utrustad dammblåsare.
( 3) Rengör botten av V-spåret med en bomullstuss doppad med alk
Observera: Rör inte vid spetsarna på elektroderna. Rengör V-spåret försiktigt och använd inga hårda grejer (blad etc.) för att rengöra spår händelse av eventuella skador som påverkar normala funktioner.

Damm på fiberpressar kan orsaka fiberfixering eller fiberhållningsproblem och det kommer direkt att påverka skarvningskvaliteten. Användare ska kontrollera och rengöra fiberpressarna regelbundet.
1.Öppna det vindtäta locket.
- Rengör pressarnas yta med en fin bomullstuss doppad med alkohol, torka pressaren med en torr bomullstuss efter rengöring.

Rengöring av värmaren
Det är lätt att lägga damm och smuts på värmaren, rengör värmeplat regelbundet med en torr bomullstuss.
(1) I menyn [System] går du in på frågesidan för [Maskininformation] du kan se versionsnumret för den aktuella fusionssplicern (som V1.0.0 V1.0.0).
(2) Skaffa den senaste uppgraderingsfilen från fusionssplicertillverkaren och jämför om den aktuella versionen är konsekvent. Om versionsnum är helt konsekvent finns det ingen anledning att uppgradera igen.
(3) Slå på fusionssplicern, anslut datorn och fusionssplicern med en USB-datakabel, och du kommer att upptäcka att U-diskens operationsprompt dyker upp på datorn. Kopiera uppgraderingsfilen direkt till rotkatalogen på U-disken, stäng av och starta om. (Obs: Se till at stänga av datorn efter att filen har kopierats och koppla ur USB-datal annars kommer det att uppstå onormala situationer.)
(4) Efter att ha startat om fusionssplicern, vänligen kör enligt den sna informationen. Tryck på menyalternativet för att gå in i [Systeminställning] -> [Maskinformation], fusionssplicern kommer automatiskt att upptäcka uppgraderingsfilen och automatiskt uppgradera, vänta på att fusionssplicern automatiskt uppdateras och startas om automatiskt, det säga hela mjukvaruuppgraderingen processen är över, om det finns et onormalt avbrott, vänligen upprepa steg (2) (3) (4) igen. Om du stöte problem som inte kan lösas, vänligen kontakta service efter försäljning.
Others
| Varningsinformation | Resonera | Motåtgärder |
| Felaktig placering av vänster fiber (LFPC) | (1) Vänster fiber är kluven för kort;vänstra delen fiber sätta in V-spåret är bruten;(3) Vänster fiber sätts inte mitten av V -spår;Vänster framdrivningsutrustning är felaktigt ansluten | I fallet med 1 eller 2, re -cleave fiber och göra visst kluven längden är lämpligI fallet med 3, byt ut vänster fib Om uppdelningen inte stämmer överens med ,12 , 3, gör [ Kalibrera systemet ],Om problemet kvar , snälla kontakta kundservicen avdelning |
| Rätt fiber placering är felaktig(RFPC) | (1) Höger fiber är kluven fö kort;(2) Den del av Right fiber in i V-spåret är bruten;(3) Rätt fiber sätts inte i mitten av V-spåret;Höger framdrivningsutrustning är felaktigt ansluten | Lösningar hänvisar till ovanstående |
| Vänster och höger fiberplacering är felaktig(LRFPC) | Samma som ovan | Lösning se ovanstående |
| Vänster fiber är Okvalificerad(LFNQ) | (1) Vänster fiberyta är dammig;(2) Vänster fiber klyvs dålig såsom kärndefekt, beklädnadsdefekt eller fiber ofullständighet | I fallet med 1, använd alkohol fö rengöra den vänstra fibernI fallet med 2, gör om fiber |
| Rätt fiber är okvalificerad(RFNQ) | (1) Höger fiberyta är dammig( 2) Höger fiber är kluven dåligt, såsom kärndefekt , beklädnad , defekt, fiber ofullständighet | Lösning se ovanstående |
| Vänster och höger fiber är okvalificerad(LRFNQ) | Samma som ovan | Lösning se ovanstående |
| Vänster fiberhuvudyta är okvalificerad(LFEANQ) | Vänster fiberhuvud ansiktsvinkel överskrider gränsen | Klyv om vänster fiber.Om skärkvalitet är fortfarande dåli efter flera rättegångar, byt ut bladet ( uppmärksamhet: in【Meny】 ->【Splejsningsläge】 ->【Tröskel för ytvinkel】, huvud ansiktsvinkelgräns kan ställas in) |
| Höger fiberhuvud ansiktet är okvalificerat(RFEANQ) | Höger fiberhuvud ansiktsvinkel överskrider gränsen | Lösning se ovanstående |
| Vänster och höger fiberhuvudyta är okvalificerad | Ytvinkeln på vänster och höger fiberhuvud överskrider gränsen | Lösning se ovanstående |
| Okvalificerad fiber vinkel | Vinkelfelen för de optiska fibrerna på båda sidor i horisontell och vertikal riktningarna är större än stå in tröskeln. | Placera om fiberoptiken på båda sidor. |
| Beräknad förlust mängden är för mycket | (1) skarvförlust överstiger gränsen;(2) Det valda programmet det inte matchar fibertypen | Rengör v-spåret, använd igen【Bågkalibrering】och skarva sedan igen |
| Makt är det också otillräcklig | Aktuellt återstående batteri mindre än 2 % | Använd strömadapter för att ladda |
| Byt ut elektroderna | Elektroder bågar rekord överskrida gränsen | Byt ut elektroder (manövrer Byt elektroder),【Kalibrera system】 |
| bågljud onormalt | Elektroderna är felaktiga placerad | Återinstallera elektroden strikt |
| ljusbågsfördröjning eller så kunde systemet inte ljusbåge | (1) Elektroderna är felaktig placerad;(2) Elektrodspetsen är insvept av monox | (1) Återinstallera elektroden strikt (2) Rengör elektrodspetsen eller ut den elektrod |
| systemet kraschar när båge | Elektroderna är felaktiga placerad | Återinstallera elektroderna strikt |
| Bågkalibrering fel | MiljöPåverkar bågen kraftigt | Om systemet varnar för att ljusbågsström är för stor, minska skarvströmmen, gör sedan【Bågkalibrering】och vice versa.Om problemet kvarstår, kontakta kundserviceavdelning |
| Optisk fiber inriktningsfel | (1) Mikroskoplins, LED lampa eller V-spår är dammigt;(2) Utrustning kraftsystem är felaktig | Rengör mikroskoplinsen , LED-lampa och V-spår, om problemet kvarstår, kontakta kundserviceavdelning |
| Fiberskarvfogens kvalitet är dålig | (1) Fiber är dammig;(2) Den valda fibertypen e fusionsskarvprogrammet är fel;(3) Fusion skarvmiljö förändras kraftigt;(4)Kontrollutrustningen är trasig | (1) Gör om optisk fiber, skarva igen;(2)Välj rätt typ av fiber- och fusionsprogram;(3) Använd【Bågkalibrering】för att erhålla lämplig ljusbågsintensitet;(4) Kör【Kalibrera systemet】 |
| Tangentbordet har inget svar | System kraschar | Stäng av strömmen och starta or |
| Skärmen har nr ljusa eller suddiga färger | (1) System kraschar;(2) Kabeln till LCD-skärme tappas eller är trasig | Stäng av strömmen och starta or Om problemet kvarstår, kontakta efter försäljningsserviceavdelning |
| På båda sidor av fiber efter urladdning, har skarvning inte lyckades | Onormal urladdningsintensitet eller systemfel | Vänligen fortsätt att skarva igen efter urladdningskorrigering, om de fortfarande inte går att lösa problemet, n avstängning och omstart |
| Optisk fiber i process av inriktningen är bortom vyn utanför | 1. Optisk fiber placerad utanf V -spåret;2. Systemet körs onormalt | 1. Placera om den optiska fibern garantera i mitten av den V-spår2. Det valda skarvningsläget - > 【 skarvningsläge 】 meny,gå in i "manuellt" läge, välj operation om optisk fiber, den operatör kan vara genom fyra riktningstangenten flytta motsvarande sida av optisk fiber, motor tillbaka till mitten av fältet gör sedan självkontroll systemparametrar . |
Servicekort
Namn: Tele : ____ ____
Beskrivning av problemet:
Notera
Vi förbättrar ständigt och design och specifikationer kan ändras utan
föregående meddelande.
All information i denna handbok har noggrant korrekturlästs för noggrannhet och vi förbehåller oss rätten att förklara eventuella typografiska fel eller utelämnanden.
Juridiska meddelanden
- Utan bokstavligt tillständ från vårt företag får organisationer eller individer inte extrahera, kopiera delar av eller hela innehållet i manualen och får inte spridas i någon form.
◆ Denna handbok beskriver produkten och funktionerna eller funktionerna hos dess tillbehör bestäms av tillverkningsatser. Därför kanske produkten eller dess tillbehör som beskrivs i manualen inte är samma som de du köpte. Tillverkaren förbehå sig rätten att ändra manualen närhelst det är nödvändigt utan formell meddelande och tar inget ansvar för sådana åtgärder.
◆ Observera: Läs noggrant igenom bruksanvisningen för att använd skarvmaskinen mer exakt och professionellt.
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOC NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main
| UK | REP |
YH CONSULTING LIMITED.
Teknisk Support och e-garanticertifikat



