
ALK-T7 - Narzędzie do łączenia światłowodów Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia ALK-T7 Vevor w formacie PDF.

| Typ produktu | Zgrzewarka światłowodów |
| Marka / Model | Vevor ALK-T7 |
| Wymiary (Dł. x Szer. x Wys.) | 166 x 144 x 158 mm |
| Waga | 1,43 kg (bez baterii) / 1,85 kg (z baterią) |
| Zasilanie | Bateria Li-ion 7800 mAh (żywotność 260 cykli spawania+grzania, ładowanie 3 h) lub zasilacz sieciowy 13,5 V / 5 A |
| Obsługiwane typy włókien | SM (G.652/G.657), MM (G.651), DS (G.653), NZDS (G.655), BI-1, UBI-1, EDF-1, G657B3- |
| Średnica włókna | Powłoka: 80-150 µm; płaszcz: 125-1000 µm |
| Wyrównanie | Wyrównanie rdzenia, wyrównanie powłoki, precyzyjne wyrównanie |
| Czas spawania | 9 s (tryb standardowy) / 7 s (tryb szybki) |
| Średnia strata spawania | 0,02 dB (SM), 0,01 dB (MM), 0,02 dB (DS), 0,04 dB (NZ-DS) |
| Tłumienność odbiciowa | ≥ 60 dB |
| Test napięcia | ≥ 2 N |
| Ekran | Kolorowy HD LCD 5 cali, powiększenie X/Y 210x, X lub Y 320x (zoom 1100x) |
| Przechowywanie wyników | 100 000 rekordów spawania + 10 000 obrazów |
| Grzanie | Programowalne: temperatura 10-260 °C, czas regulowany w zależności od tulejki (2 mm: 10-15 s, 4 mm: 14-19 s, 6 mm: 17-23 s) |
| Interfejs danych | USB 2.0 do eksportu danych |
| Warunki użytkowania | Temperatura: -10 °C do +45 °C; wilgotność ≤ 95% RH; wysokość 0-5000 m; maks. prędkość wiatru 15 m/s |
| Konserwacja | Regularne czyszczenie rowka V, dociskaczy, grzałki; korekcja ARC; wymiana elektrod co 5000 wyładowań |
| Bezpieczeństwo | Ochrona przed przeładowaniem/rozładowaniem baterii; automatyczne wyłączanie; czuwanie; nie używać w atmosferze wybuchowej |
| Dołączone akcesoria | Zasilacz sieciowy, bateria, ładowarka samochodowa (12 V), obcinacz do włókien, szczypce do ściągania izolacji, walizka transportowa |
| Gwarancja | Elektroniczny certyfikat gwarancyjny na www.vevor.com/support |
Często zadawane pytania - ALK-T7 Vevor
Pytania użytkowników dotyczące ALK-T7 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Narzędzie do łączenia światłowodów w formacie PDF za darmo! Znajdź swoją instrukcję ALK-T7 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. ALK-T7 marki Vevor.
INSTRUKCJA OBSŁUGI ALK-T7 Vevor
Techniczny Wsparcie i certyfikat e-gwarancji www.vevor.com/support
SPAWARKA ŚWIATŁOWODOWA
MODELE: ALK -T7
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach. „Oszczędź połowę”, „Połowa ceny” lub jakiekolwiek inne podobne wyrażenia używane wyłącznie przez nas
przedstawia szacunkowe oszczędności, jakie możesz uzyskać kupując określone narzędzia
z nami w porównaniu do głównych, najlepszych marek i niekoniecznie oznacza to okł wszystkie kategorie narzędzi oferowanych przez nas. Przypominamy o sprawdzeniu ostrożnie
gdy składasz u nas zamówienie, jeśli faktycznie Oszczędność Połowa w porównaniu z wiodącymi markami.
MODELE: ALK-T7

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami:
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponowni jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.

Ostrzeżenie: Ten produkt jest przeznaczony do łączenia szklanych włókien optycznych używanych do komunikacji i jes surowo zabronione łączenie innych substancji. Nieprawidłowa obsługa może spowodować porażenie prądem, pożar lub obrażenia ciał Przeczytaj uważnie i przestrzegaj poniższych zasad dla własnego bezpieczeństwa.
(1) Używaj zasilacza dostarczonego wraz z tym produktem. Nie używ innego zasilacza, baterii ani przewodu zasilającego. Nie używaj tego produktu pod innym napięciem, aby nie spowodować pożaru lub poraż prądem.
(2) Nie dopuść, aby płyn, taki jak woda lub materiał metalowy, dostal urządzenia, w przeciwnym razie może to spowodować pożar, porażenie prądem lub awarię urządzenia. Zatrzymaj korzystanie ze sprzętu, odłącą gniazdo baterii i skontaktuj się z naszym personelem konserwacyjnym, zdarzy się tvórakolwiek z powyższych sytuacji.
(3) Nie wolno używać spawarki światłowodowej w środowisku zagrożon wybuchem lub wybuchem, w przeciwnym razie może dojść do pożaru wybuchu.
(4) Nie dotykaj elektrod, gdy spawarka jest włączona, ponieważ może spowodować obrażenia spowodowane wysokim napięciem generowanym przez łuk elektrod. Upewnij się, że zasilanie jest wyłączone, a linia energetyczna została odłączona podczas wymiany elektrod.
(5) W przypadku pojawienia się dymu, nieprzyjemnego zapachu lub nietypowego hałasu należy natychmiast zaprzestać używania spawarki, odłączyć wtyczkę zasilania i skontaktować się z naszym personelem konserwacyjnym. Dalsze używanie może spowodować pożar, porażenie prądem lub awarię sprzętu.
(6) Rozmontowywanie i ponowne montowanie spawarki światłowodowej, także ponowne montowanie akumulatora lub zasilacza jest zabronione za względu na ryzyko przegrzania, wybuchu lub pożaru.
(7) Należy ściśle przestrzegać instrukcji obsługi dotyczącej korzystania:
akumulatora. Nieprawidłowe działanie może spowodować przegrzanie akumulatora, jego pęknięcie lub eksplożję, co może doprowadzić do pożaru lub obrażeń ciała.
*Nie należy ładować akumulatora innymi metodami niż te opisane w to instrukcji;
* Proszę nie wrzucać baterii do ognia;
*Nie należy łączyć elektrod dodatnich i ujemnych za pomocą odwrotnych interfejsów;
* Nie ładować i nie rozładowywać w wysokiej temperaturze, w ogniu bezpośrednim świetle słonecznym;
*Proszę nie rzucać i nie uderzać w baterię;
*Jeśli elektrolit z akumulatora wycieknie, obchodź się z nim ostrożnie. wyciek przypadkowo dostanie się na skórę lub do oczu, musisz dokładnościć i natychmiast udać się po pomoc medyczną, jednocześnie informując dział napraw o konieczności przetworzenia akumulatora.
(8) Spawarka światłowodowa musi być naprawiana i debugowana przez profesjonalistę. Nieprawidłowa naprawa może spowodować pożar lub porażenie prądem. W przypadku awarii prosimy o kontakt z naszym działem napraw.
PRAWIDŁOWA UTYLIZACJA

Ten produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19 /WE . Symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzucać razem ze zwykłymi odpadami domowymi, ale należy je oddać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych.
UTYLIZACJA BATERII

Aby zminimalizować zagrożenia dla zdrowia i środowiska po zakończeniu okresu użytkowania produktu, przepisy dotyczące zużytego sprzętu elektrycznego i elektronicznego (WEEE) oraz dyrektywa w sprawie zużytych baterii wymagają, aby ten prod
został przekazany do odpowiedniego punktu zbiórki, do którego zostanić on wysłany w celu wyjęcia baterii i poddania odpowiedniemu recyklingu. Aby uzyskać więcej informacji na temat recyklingu i bezpiecznej utyliza zużytych baterii w Twojej okolicy, skontaktuj się z lokalnymi władzami.
FCC INFORMATION
UWAGA: Zmiany lub modyfikacje wykonane bez wyrażnej zgody strony odpowiedzialnej za zgodność mogą spowodować unieważnienie prawa użytkownika do korzystania ze sprzętu!
To urządzenie jest zgodne z częścią 15 przepisów FCC. Jego działan podlega następującym dwóm warunkom:
1) Produkt ten może powodować szkodliwe zakłócenia.
2) Produkt ten musi być odporny na wszelkie zakłócenia, w tym zakło mogące powodować niepożądane działanie.
OSTRZEŻENIE: Zmiany lub modyfikacje tego produktu, które nie został wyraźnie zatwierdzone przez stronę odpowiedzialną za zgodność, mogą unieważnić prawo użytkownika do korzystania z produktu.
Uwaga: Ten produkt został przetestowany i uznany za zgodny z ograniczeniami dla urządzeń cyfrowych klasy B zgodnie z częścią 15 przepisów FCC. Ograniczenia te mają na celu zapewnienie odpowiednie ochrony przed szkodliwymi zakłóceniami w instalacjach domowych.
Ten produkt generuje, wykorzystuje i może emitować energię o częstotliwości radiowej i jeśli nie zostanie zainstalowany i używany zgodnie z instrukcją, może powodować szkodliwe zakłócenia w komunikacji radiowej. Nie ma jednak gwarancji, że zakłócenia nie wyst w konkretnej instalacji. Jeśli ten produkt powoduje szkodliwe zakłócenia w odbiorze radia lub telewizji, co można stwierdzić poprzez wyłączenie i ponowne włączenie produktu, zaleca się, aby użytkownik spróbował skorygować zakłócenia, stosując jeden lub więcej z następujących środków.
- Zmiana orientacji lub położenia anteny odbiorczej.
- Zwiększ odległość między produktem a odbiornikiem.
- Podłączyć produkt do gniazdka w innym obwodzie niż ten, do które
podłączony jest odbiornik.
- Skonsultuj się ze sprzedawcą lub doświadczonym technikiem RTV, a uzyskać pomoc.
1. Środowisko pracy
1.1 Środki ostrożności dotyczące użytkowania/przechowywania spawarki:
- Temperatura pracy : -10 °C \~ + 45 °C
- Ograniczenie temperatury : -20 °C \~ +55 °C
- Wilgotność robocza : ≤95 % RH ( bez kondensacji )
● Maksymalna prędkość wiatru : 15m/s - Warunki przechowywania: - 10 °C \~ + 45 °C ( Z baterią, Bez kondensacji ) -20 °C + 60 °C ( Bez baterii, Bez kondensacji )
Nie należy używać spawarki w środowisku zagrożonym pożarem lub wybuchem, w razie ryzyka pożaru lub wybuchu.
Nie używaj ani nie przechowuj spawarki w środowisku o wysokiej temperaturze lub wysokiej wilgotności, ponieważ może to spowodować uszkodzenia urządzenia. Gdy spawarka zostanie przeniesiona z otoczen o niskiej temperaturze do otoczenia o wyższej temperaturze, podejmij możliwe środki rozgrzewające, aby wyeliminować kondensację.
Używając urządzenia w zapylonym otoczeniu, należy zastosować odpowiednie środki ochrony przeciwpyłowej, aby zapobiec przedostawani się dużej ilości pyłu do urządzenia i powodowaniu jego awarii.
2. Zasilacz
Proszę używać wyłącznie akcesoriów pasujących do spawarki i nie używać żadnych zasilaczy, baterii ani przewodów zasilających, które nie są określone w instrukcji.
Proszę nie używać spawarki pod napięciami, które nie są określone dla danego modelu, w przypadku pożaru lub porażenia prądem. Dostosowa przewód zasilający ładowarki samochodowej jest dostępny tylko do zasilania 12 V samochodów benzynowych. W żadnych okolicznościach
użytkownicy nie powinni używać go w samochodach z silnikiem Diesla zasilaniem 24 V.
3. Bateria
Prosimy o ścisłe przestrzeganie instrukcji podczas korzystania z baterii. Niewłaściwe korzystanie z baterii może spowodować jej nagrzewanie, pęknięcie, eksplożję, pożar lub obrażenia użytkowników.
Nie należy ładować akumulatora metodami, które nie są określone w instrukcji.
Nie wrzucaj baterii do ognia.
Nie należy zamieniać biegunów dodatniego i ujemnego.
Nie wystawiaj rozładowującego się akumulatora na działanie promieni słonecznych, wysokiej temperatury ani ognia.
Nie rzucaj baterią i nie uderzaj w nią.
Jeśli elektrolit z baterii wycieknie, należy obchodzić się z nim ostrożnie. Jeśli skóra lub oczy użytkownika zostaną przypadkowo zanieczyszczone elektrolitem, należy je dokładnie umyć i natychmiast zwrócić się o pon lekarską. Jednocześnie
Proszę powiadomić dział obsługi technicznej w celu zabrania się do naprawy akumulatora.
4. Inne środki ostrożności
Nie dopuść, aby do wnętrza produktu dostały się jakiekolwiek płyny lu materiały metalowe, ponieważ może to spowodować pożar, porażenie prądem lub awarię produktu. Jeśli woda lub jakiekolwiek materiały metalowe dostaną się do produktu, zaprzestań korzystania z niego, odzasilanie, wyłącz sprzęt i skontaktuj się z działem serwisowym.
Proszę nie dotykać elektrod, gdy sprzęt pracuje, w razie zranienia wys napięciem. Proszę odciąć zasilanie i wyłączyć sprzęt przed wymianą elektrod.
Nie rozbieraj ani nie niszcz spawarki, jej akumulatora ani adaptera, ponieważ grozi to przegrzaniem, wybuchem lub pożarem. spowodowany.
Z wyjątkiem komponentów, które można zmieniać w tej instrukcji, prosi nie próbować demontować żadnych części spawarki. Konserwacja lub naprawa sprzętu musi być wykonywana przez profesjonalnych techników naszej firmy, nieprawidłowe działanie może spowodować pożar lub porażenie prądem.
Nie dotykaj termokurczliwej rurki w trakcie jej nagrzewania lub zaraz p zakończeniu nagrzewania, ponieważ termokurczliwa rurka jest bardzo gorąca i może spowodować oparzenia.
Nie dotykaj spawarki, przewodu zasilającego ani wtyczki zasilania mokrękami, ponieważ grozi to porażeniem prądem.
Nie czyść soczewki mikroskopu, rowka V, ekranu itp. żadnymi materiał chemicznymi poza alkoholem. W przeciwnym razie może to spowodową rozmycie obrazu lub plamy na ekranie, a nawet korozję lub uszkodzer sprzętu.
Proszę unikać silnego potrząsania lub zderzenia sprzętu, w przeciwnym razie sprzęt może zostać uszkodzony. Proszę transportować lub przechowywać spawarkę w dedykowanym pudełku transportowym.
Aby utrzymać wydajność spawarki, należy raz w roku przeprowadzać kompleksową konserwację urządzenia.
Production Introduction
W tym rozdziale szczegółowo przedstawiono podstawowe parametry sprzętu. Przeczytanie tej sekcji może pomóc zrozumieć ten produkt i zapoznać się z jego funkcjami i środowiskiem technologicznym.
Spawarka światłowodowa jest używana głównie do konserwacji kabli światłowodowych i operacji względnych. Dlatego jest również nazywana spawarką światłowodową. Jest to urządzenie, które wykorzystuje wysoce precyzyjną strukturę napędową, aby popychać dwa włókna, aby zbliżyć do siebie i wykorzystuje łuk elektryczny, aby stopić dwa włókna optyczne na ich powierzchniach końcowych, tworząc pojedyncze długie włókno.
Spawarki światłowodowe są głównie stosowane przez: operatorów telekomunikacyjnych, dostawców usług internetowych, wykonawców
projektów sieciowych, laboratoria. Są one stosowane w: konserwacji sie kabli światłowodowych, projektach telekomunikacyjnych, naprawach awaryjnych, eksperymentach optycznych, produkcji i testowaniu urządzeń optycznych, badaniach naukowych na uczelniach.
Cechy
(1) Na podstawie zasady PAS (Lateral Projection System) zastosowano zaawansowany algorytm wykrywania obrazu;
(2) Struktura z podwójnym rdzeniem, wyższy wskaźnik powodzenia fumniejsze straty;
(3) Konstrukcja zwiększająca niezawodność w celu zwiększenia odporności na wstrząsy i kurz dowód;
(4) Konstrukcja o niskim poborze mocy, wiele funkcji może być używa jednocześnie i może działać przez długi czas;
(5) Niewielkie rozmiary i niewielka waga mogą znacznie zwiększyć wydajność pracy;
(6) Adaptacyjne informacje środowiskowe, takie jak ciśnienie powietrza, temperatura i wilgotność oraz automatyczna kompensacja wypływu.
Indeksy technologiczne
| Główne indeksy techniczne | |
| Stosowane typy włókien optycznych | SM (G.652/G.657), MM (G.651), DS (G.653 NZDS (G.655), BI-1, UBI-1, EDF-1, G657B3- |
| Obowiązujący numer rdzenia światłowodu | Pojedynczy rdzeń |
| Numer silnika | 6 silników, autofokus |
| Wyrównanie | Wyrównanie rdzenia, Wyrównanie powłoki, Cienki wyrównanie |
| Średnica włókna odpowiednia | Średnica powłoki: 80-150μm, Średnica powłoki: 125 ~ 1000μm |
| Tryb łączenia | Wstępnie zapisane: 18 grup, zdefiniowane prużytkownika: 982 grupy |
| Sposób łączenia | Złącze łukowe |
| Funkcja łączenia | Łączenie krok po kroku (półautomatyczne i ręczne), łączenie automatyczne |
| Czas rozruchu | 6s |
| Średnia strata spoiny fuzyjnej | 0,02 dB (SM), 0,01 dB (MM), 0,02 dB (CS) dB (DS), 0,04 dB (NZ-DS) |
| Strata zwrotu | Lepsze niż 60dB |
| Czas łączenia | 9 SEC (tryb standardowy) 7 SEC (tryb szyb |
| Oszacowanie strat spawów | Tak |
| Test rozciągania | ≥2N |
| Ekran | 5- calowy kolorowy wyświetlacz TFT HD LCI |
| Język | Angielski, hiszpański, niemiecki , francuski, portugalski, Włoski . |
| tryb interakcji człowiek-komputer | Przycisk działanie |
| Czas powiększenia światłowodu | X/Y: 210 razy, X lub Y: 320 razy (Kliknij dwukrotnie, aby powiększyć 1100 razy) |
| Zasilacz | 10,9 V, zasilacz 13,5 V/5 A |
| Bateria | Zwykle pracuje 260 cykli (łączenie /nagrzewa Pełne ładowanie 3 godziny, cykl ładowania: razy, 7 akumulatorów litowo-jonowych 800 m) |
| Funkcja oszczędzania energii | Automatyczne czuwanie, automatyczne wyłączanie |
| Zapisz wynik łączenia | 100000 zestawów pamięci rekordów połączeń |
| Przechowywanie obrazów | 10000 Miejsce na obrazy |
| Żywotność pręta elektrodowego | ≤ 5 000 |
| Interfejs danych | USB2.0 może obsługiwać eksportowanie dany splicingowych |
| Środowisko operacyjne | Wysokość: 0~5000m, Wilgotność względna: 0~95%, Temperatura: -20°C~55°C, Maksymalna prędko wiatru: 15m/s |
| Środowisko przechowywania | Wilgotność względna: 0~95%, Temperatura: - 30°C~60°C |
| Odporność na korozję | Wymagania antykorozyjne dla elementów wyposażenia, części i materiałów, i nie mogą zostać skorodowane przez zanieczyszczenia płynne |
| Wygląd gospodarza | Powierzchnia hosta jest powlekana, aby spełr wymagania antykorozyjne. Powierzchnia wszystkich malowanych (plastikowych) części; gładka i płaska, o spójnej kolor i połysk, bez zarysowań, defektów, zwisów, złuszczeń i uszkodzeń. Powierzchnia galwanizowanych części ma metaliczny połysk bez pęknięć, płazadziory i wady. |
| Waga łącznika | 1,43 (bez baterii) 1,85 kg (z baterią) |
| Rozmiar łącznika | 166Dł.×144Szer.×158Wys.(mm) |
| Ocena interfejsu światłowodowego standard | Umiarkowane: ogólne wymagania jakościowe |
| Średnica rękawa odpowiednia | 2mm, 3mm, 4mm, 6mm |
| Długość rękawa odpowiednia | 60mm, 45mm, 40mm, 25mm (FP-03) |
| Czas nagrzewania | Rura 2 mm (regulowana w zakresie 10–15S), 4 mm (regulowana w zakresie 14–19S), rura (regulowana w zakresie 17–23S) |
| Temperatura ogrzewania | 10-260°C (niestandardowe) |
| Automatyczne ogrzewanie | Automatyczne rozpoznanie nagrzewania przy przykryciu zamknąć |
| Oświetlenie do pracy w nocy | Podwójne światła LED |
| Prace lotnicze | Opcjonalny podnośnik koszowy |
| Korekta łuku | Tak |
| Ruchoma bateria | Tak |
| Parametr zużycia energii | Pobór mocy roboczej 123W |
| Ochrona bezpieczeństwa akumulatora | Przeładowanie, przeładowanie ochrona przed rozładowaniem |
Wprowadzenie spawarki światłowodowej
1. Gospodarz Fusion Splicer

 | Klawisz zasilania | Włącz/wyłącz | Klawisz wyjścia/przełącznik pola widzenia XY | Powrót do poprzedniego menu,pole X, przełącznil Y w trybie światłowodowym | |
 | Menu/Potwierdź | Wejdź do menu,Naciśnij klawisz Ente w menu | Klucz do ogrzewania rękawa | Rękaw startowy ogrzewanie | |
 | Klawisz w górę | Przesuwanie kursora menu w górę | Korekta łuku | Szybki ARC korekta | |
 | Klawisz w dół | Przesuwanie kursora menu zniżkowy |  | Klawisz resetowania | Resetowanie sprzętu |
 | Lewy klawisz | Kursor menu przesuwa się w lewc zresetuj aktualna opcja |  | Kluczyk startowy | Rozpocznij wyrównanie, Start spawanie metodą fuzji |
 | Prawy klawisz | Kursor menu przesuwa się w prawo, zresetuj aktualna opcja |
3. Łącznik

Uwaga : Proszę używać zasilacza zgodnego z tym produktem. Używał innych zasilaczy może powodować nieprawidłowe działanie sprzętu .
Wyświetlacz stanu naładowania i logo ładowania w prawym górnym rosy wyświetlacza.

Gdy poziom naładowania akumulatora jest zbyt niski, na ekranie wyświetlacza spawarki światłowodowej wyświetli się komunikat alarmowy. Użytkownik powinien wówczas naładować akumulator lub skorzystać z zasilacza sieciowego.
2. Włącz/wyłącz
Naciśnij krótko przycisk zasilania, aby go włączyć, kontrolka przycisku zasilania zaświeci się na czerwono, brzęczyk wyemituje dwa sygnały dźwiękowe, a następnie włókno optyczne wyświetlany jest interfejs obserwacji. Naciśnij i przytrzymaj przycisk zasilania, aby wyłączyć, a następnie pojawi się interfejs wyłączania. Po kliknięciu przycisku wyłączania możesz zauważyć, że wyświetlacz jest najpierw wyłączony, następnie wskaźnik zasilania jest wyłączony, co oznacza, że spawarka została wyłączona normalnie.
3. Interfejs początkowy
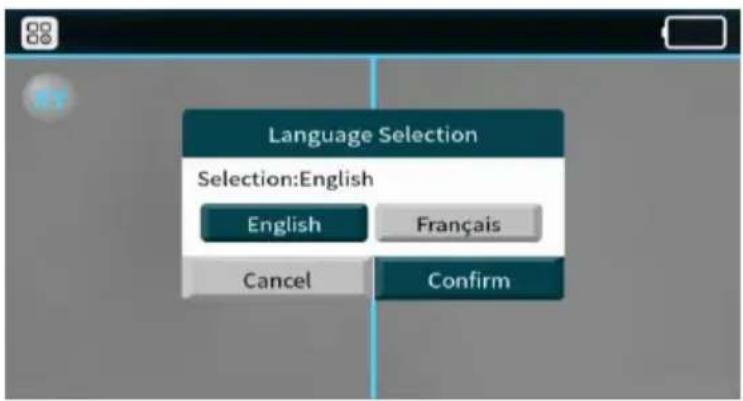
◆ Wybór języka ( angielski, francuski, niemiecki, portugalski, włoski, hiszpański )
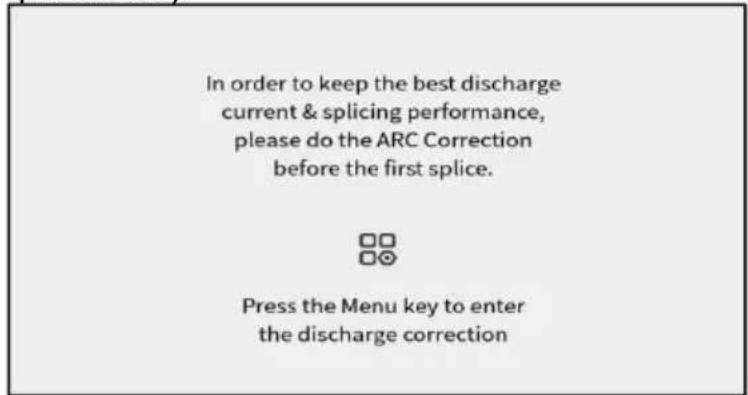
◆ Pierwsza korekta ARC ( korekta ARC może poprawić wydajność i stabilność spawania)
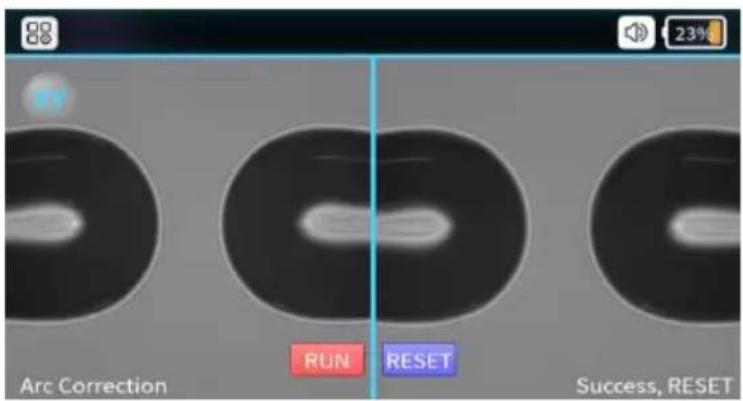
◆ Interfejs korekcji łuku łukowego ( cięcie i umieszczanie włókna w prawidłowy sposób)

◆ Korekcja ARC zakończona sukcesem ( Po wyświetleniu komunikatu sukces ” na ekranie, proces korekcji ARC jest zakończony; należy nacisnąć przycisk [Rest], aby wyjść z trybu.)
Interfejs obserwacji włókien

Wprowadzenie do funkcji Splicer Interfejs

Ustawienia systemu i funkcji skrótów
Menu ustawień systemowych
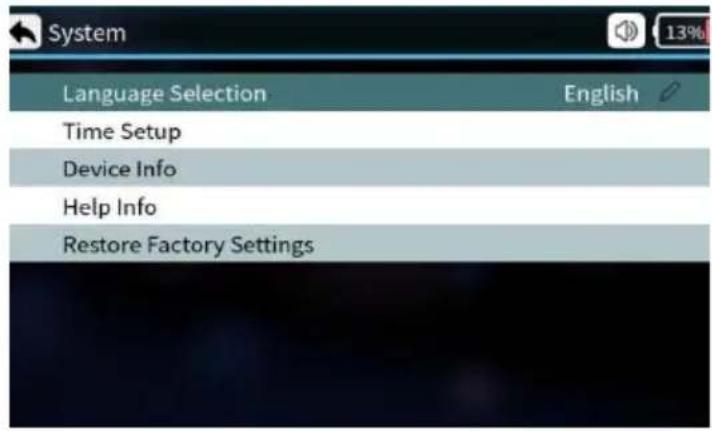
| Zestaw systemowy | Wyjaśnić |
| Wybór języka | Angielski , francuski , niemiecki, portugalski, włoski, hiszpań |
| Ustawienia czasu | Ustawianie czasu systemowego |
| Informacje o urządzeniu | Bieżące informacje dotyczące urządzenia |
| Informacje Pomocy | Instrukcja obsługi |
| Przywróć ustawienia fabryczne | Ustawienia są przywracane do ustawień fabrycznych |
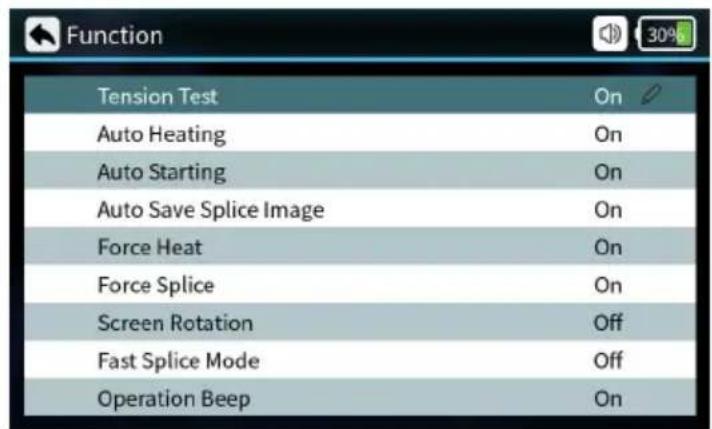
Funkcja skrótu Menu
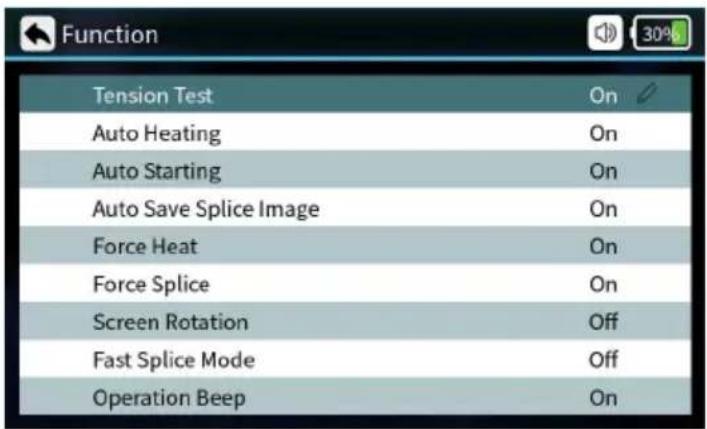
| Funkcjonować | Wyjaśnić |
| Test rozciągania | Po włączeniu tej opcji test naprężenia zostanie wykonany automatycznie po wykonaniu połączeń. |
| Automatyczne ogrzewanie | Włóż włókno do podgrzewacza, zamknij pokrywę i włącz automatyczne ogrzewanie. |
| Automatyczne uruchamianie | Po włączeniu, łączenie odbywa się automatycznie po zamk pokrywy. |
| Automatyczne zapisywanie obrazu połączenia | Po włączeniu obraz połączenia jest automatycznie zapisywa |
| Wymuś ciepło | Gdy urządzenie jest włączone i nie wykryto światłowodu, naciśnięcie przycisku ogrzewania również powoduje jego podgrzanie. |
| Siłowe połączenie | Po włączeniu tej funkcji użytkownik może nacisnąć przycisk aby wymusić kontynuację spawania światłowodowego, gdy spawania światłowodowego wykryje zwarcie kątowe lub niedopasowanie włókien. |
| Obrót ekranu | Interfejs ekranu obrócony o 180° |
| Szybki tryb łączenia | Można włączyć lub wyłączyć; czas łączenia ulega skróceniu włączony jest tryb szybki. |
| Operacja Beep | Sygnały dźwiękowe można włączyć lub wyłączyć. |
1. Przygotowania przed łączeniem
Montaż osłony światłowodowej

Zamontuj osłonę na włóknie, aby chronić złącze po spawaniu. Przed instalacją upewnij się, że w osłonie nie ma brudu i przytrzymaj osłone
2. Zdejmowanie innych warstw ochronnych z wyjątkiem powłoki włóknistej
Zdejmowanie pozostałych warstw ochronnych i powłokowych na szerokości 40mm za pomocą ściągacza izolacji.

Po zdjęciu włókna optycznego, użyj bezpyłowego papieru zanurzonego alkoholu o czystości 99%, aby oczyścić warstwę powłoki w kierunku okrężnym. Zaczynając od interfejsu między powłoką a gołym włóknem, obróć papier w kierunku gołego włókna w kierunku okrężnym i pozbąc resztek warstw powłoki.
3. Cięcie włókien
(1) Otwórz pokrywę urządzenia tnącego i umieść włókno za pomocą zacisku w gnieździe tnącym, utrzymując włókno optyczne pionowo względem powierzchni urządzenia tnącego.
(2) Naciśnij zacisk światłowodowy do przodu i upewnij się, że przód zacisku leży blisko szczeliny przycinającej. W przeciwnym razie włókno może być dłuższe niż oczekiwano.
(3) Naciśnij osłonę z włókien, aby ją rozdzielić.
(4) Otwórz pokrywę i wyjmij odcięte włókno.
(5) Wyjmij ścinki i włóż je do pojemnika na ścinki.
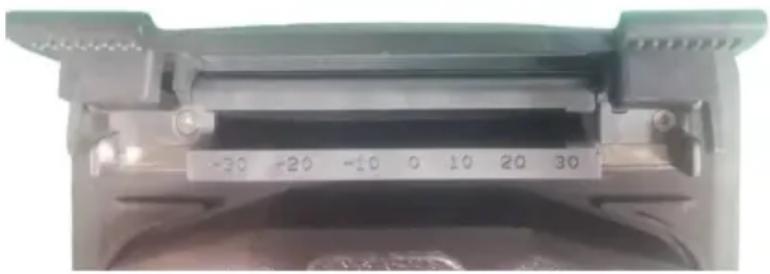
Uwaga : Jeśli głowica tnąca nie jest odpowiednio wyprofilowana lub c nie może być wykonane w dół, należy wyregulować ostrze tasaka.
4. Umieszczenie włókien
①Otwórz osłonę przeciwwiatrową i sprawdź, czy rowek V jest czysty. nie, wyczyść rowek V za pomocą dmuchawy lub ostrza.
②Umieść przycięte włókna w rowku V modułów spawalniczych i upewi się, że włókna znajdują się dokładnie w rowku V.
③Sprawdź, czy KOńce wlokien znajduja się w położeniu między kończykami elektrod a rowkami V. Upewnij się, że znajduja się blisko kończywek elektrod . W przeciwnym razie włókna należy wymienić.
④Zamknij delikatnie zdejmij osłonę przeciwwiatrową i rozpocznij łączenie

5. Operacje łączenia i podgrzewania
Wybierz odpowiedni program do spawania w zależności od rodzaju włókna.
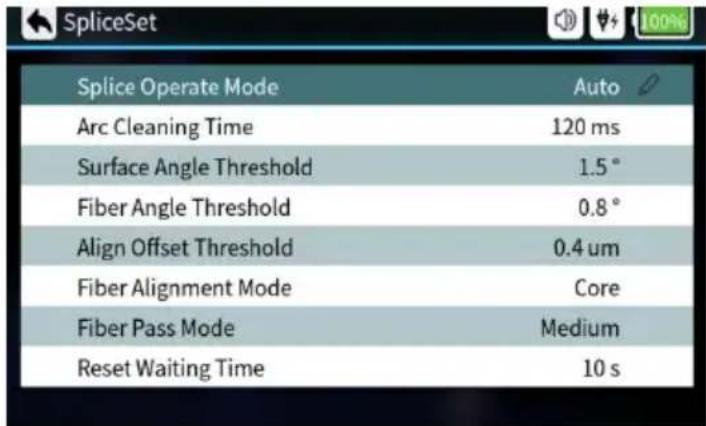
| Zestaw do łączenia | Wyjaśnić |
| Tryb pracy łączenia | Tryb automatyczny, tryb półautomatyczny, tryb ręczny opcjonalnie |
| Czas czyszczenia A rc | Czyste rozładowanie polega na usuwaniu drobnego przylegającego do powierzchni włókna światłowodowego poprzez rozładowanie włókna przed spawaniem. |
| Próg kąta powierzchni | Wartość graniczna kąta powierzchni czołowej włókna |
| Próg kąta włókna | Ograniczenie kąta po wyrównaniu włókien lewych i prawych |
| Próg przesunięcia wyrównani | Granica odchylenia środka po ustawieniu włókien lew prawych . |
| Tryb wyrównywania włókien | Wyrównanie rdzenia, wyrównanie płaszcza i dokładne wyrównanie |
| Tryb przejścia światłowodu | Można ustalić niskie, średnie i wysokie standardy. |
| Zresetuj czas oczekiwania | Po włączeniu testu rozciągania, czas oczekiwania na zresetowanie silnika po otwarciu osłony wiatroszczelnę |
6. Ustawienia programu Splice
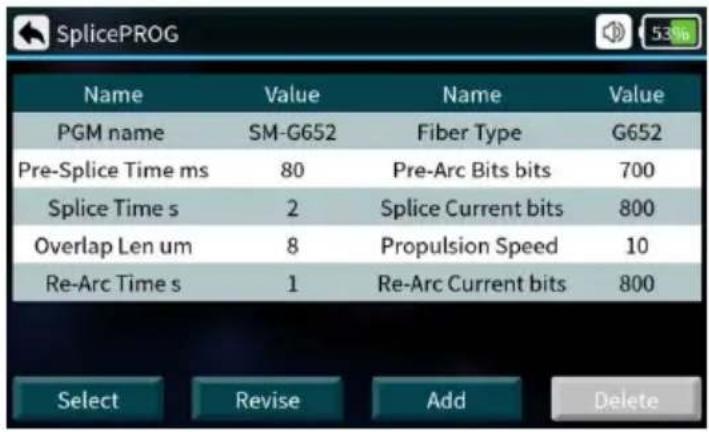
| Program do łączenia | Wyjaśnić |
| Nazwa PGN | Nazwa programu splicer |
| Czas przed montażem ms | Czas przed łączeniem można ustawić w zakresie: (ms) |
| Czas łączenia s | Czas łączenia można ustawić w zakresie: 0-5 (s) |
| Nakładanie się Len un | Nakładanie się Len można ustawić w zakresie: 0-5 |
| Czas ponownego łuku | Czas ponownego łuku można ustawić w zakresie: ( ) |
| Typ włókna | Ustaw typ włókna |
| Bity przedłukowe | Prąd przedłukowy można ustawić w zakresie: 0–40 (bitów) |
| Bity prądu łączenia | Prąd łączenia można ustawić w zakresie: 0–4000 |
| Prędkość napędu | Prędkość napędu można ustawić w zakresie: 0-50 (um/s) |
| Bity prądu Re-Arc | Prąd ponownego łuku można ustawić w zakresie: 0–4000 (bitów) |
7. Proces łączenia
Zamknij osłonę przeciwwiatrową, a włókno przejdzie w stan automatycznego wyrównania. System automatycznie sprawdzi końca włókien, jeśli końca włókien nie będą wykwalifikowane, spawanie nie zostanie rozpoczęte i na ekranie pojawi się komunikat o błędzie. Wło należy ponownie przeciąć. Jeśli przełącznik wymuszonego spawania jest włączony, użytkownik może nacisnąć przycisk start, aby kontynuować łączenie.
Jeśli ustawione jest półautomatyczne spawanie, ekran wyświetli informac o kącie po wyrównaniu włókien. W tym momencie możesz nacisnąć przycisk startu dla spawania łukowego. Jeśli wykryte kąty przekroczą ograniczony, na ekranie pojawi się komunikat o błędzie. Włókna będą musiały zostać ponownie przycięte.
| Wyświetlane obrazy (oś X/Y) | Wyjaśnij powiadomienie | Możliwe powody | Rozwiązania |
 | Kąty włókien , powierzchnie czołowe nie są kwalifikowane | Problemy z procesem cięcia włókien | Ponowne cięcie włókna |
 | |||
 | |||
 |

8. Oszacowanie strat spawów i ocena jakości
Po zakończeniu spawania włókien, wartość oceny strat spawania włókie zostanie wyświetlona po prawej stronie ekranu. Wartość graniczna stra spawania jest ustawiona w menu [splice set]. Należy zauważyć, że mi łączenia czasami wygląda na nieco grubsze niż inne włókno, co jest normalną sytuacją łączenia i nie ma wpływu na utratę połączenia.
Rozwiązania problemów z nieprawidłowym ustawieniem
| Zjawiska | Powód | Rozwiązania |
 Niedopasowanie osi rdzenia włókna Niedopasowanie osi rdzenia włókna | (1) Kurz na rowku V lub stopdociskowej z włókna(2) Problem z wykrywaniem obrazu | (1) Wyczyść rowek w kształdc litery V i stopkę dociskową włókien(2) Jeżeli pojawia się wielokrotnie,użytkownicy muszą wykonać【KalibracjęSystem】(3) Wyczyść soczewkę i świadźródło |
 Kąt rdzenia włóknabłąd Kąt rdzenia włóknabłąd | (1) Kurz na rowku V lub stopdociskowej do włókien(2) Niewłaściwy kąt nachylenia główki włókna(3) Włókno jest umieszczone nieprawidłowo | (1) Wyczyść rowek w kształdc litery V i włókno stopka dociskowa(2) Ponowne rozcięcie włókna(3) Wymień włókno |
 pęcherzyk powietrza pęcherzyk powietrza | kąt nachylenia główki włókna(2) Kurz na powierzchni głowicy włókna(3) Niski prąd przed zgrzewaniem lub krótkotrwały prąd przed zgrzewaniem(4) Niski prąd spawania lub krótkotrwały łuk elektryczny | (1) Ponowne rozcieście włókien(2) Ponowne czyszczenie włókien(3) Zwiększ【Prąd przed łączeniem】lub【Czas przed łączeniem】(4) Zwiększ【Prąd spawania】lub【Czas spawania】 |
 Łuk światłowodowy Łuk światłowodowy | (1) Siła napędowa splotu nie jest wystarczająca(2) Napęd splotowy to za wolny.(3) Prąd przyprawowy je zbyt wysoki lub czas łuku jest zbyt długi | (1) Wykonaj【Kalibrację systemy】(2) Zmniejsz【Prąd przed łączeniem】lub【Czas przed łączeniem】 |
 Za gruby Za gruby | Napęd splotu siła jest nadmierna | Zmniejsz【Długość nakładki, a następnie wykonaj test【Kalibracji łuky】 |
 skrupulatny skrupulatny | (1) Napęd splotu siła ni wystarczy(2) Prąd łączenia wynos nadmierny | (1) Zwiększ【Długość nakładki】, a następnie wykonaj test【Kalibracji łuky】(2) Zmniejsz【Prąd łączenią】 |
 Szczelina Szczelina | Prąd łączenia jest zbyt mały | Zwiększ【Prąd łączenią】 |
9. Test rozciągania
Jeżeli „ Test rozciągania ” jest ustawiony na „WŁ.”, po połączeniu zostanie automatycznie wykonany test rozciągania, a siła naciągu wyniesie 2N .
10. Przechowywanie i wyszukiwanie wyników łączenia

| Rekord łączenia | Wyjaśnić |
| NIE | Sortuj według czasu łączenia |
| Strata | Utrata włókien po spawaniu |
| Typ | Rodzaje włókien do łączenia |
| Czas | Czas łączenia |
| Obraz | Widoczny obraz gotowego połączenia |
11. Działanie grzałki
Wybierz [Program ogrzewania] w menu głównym, wybierz odpowiedni program ogrzewania zgodnie ze średnicą i długością termokurczliwej ru spróbuj użyć wstępnie ustawionych parametrów ogrzewania. Ze względu na różnice w środowisku, temperaturę i czas ogrzewania można dostosować.
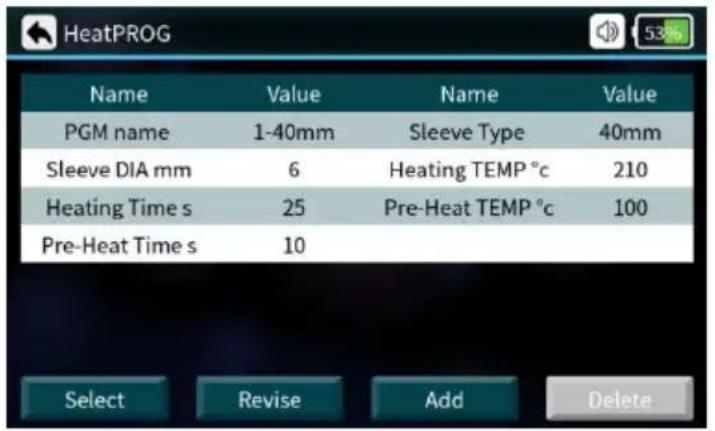
| PROGRAM OGRZEWANIA | Wyjaśnić |
| Ogrzewanie PN | W systemie zapisanych jest wiele programów grzewczych przeznaczonych do różnych rurek termokurczliwych. Użytkowni mają także do dyspozycji wiele programów do samodzielnego ustawiania. |
| Rękaw średni | 1-20 mm |
| Czas nagrzewania | Czas nagrzewania termokurczliwego . |
| Czas wstępnego nagrzewania | Czas podgrzewania |
| Rodzaj rękawa | Rura normalna 10mm-60mm, FC, SC |
| Temperatura ogrzewania | Granica temperatury procesu ogrzewania . |
| Temperatura wstępnego nagrzewania | Granica temperatury procesu podgrzewania wstępnego . |
- Otwórz pokrywę grzejnika.
- Wyjmij zespawany światłowód i przesuń termokurczliwą osłonę rurkę środka punktu łączenia.
- Położ Włóż osłonę ochronną do grzejnika, delikatnie wyprostuj światłowód i włóż osłonę ochronną do środka grzejnika, a następnie zamknij pokrywę grzejnika, a kontrolka ogrzewania zaświeci się.
- Po zakończeniu operacji nagrzewania kontrolka nagrzewania zgaśnie; tym momencie należy natychmiast otworzyć pokrywę nagrzewnicy, aby wyjąć światłowód. (Uwaga: Nie dotykaj rozgrzanej termokurczliwej osłony ochronnej rękoma, aby uniknąć poparzenia)
- Sprawdź efekt kurczenia się pod wpływem ciepła. Jeśli jest prawidłu umieść produkt na płycie chłodzącej w celu naturalnego chłodzenia. Je jest nieprawidłowy, jeśli wewnątrz znajduje się kurz lub pęcherzyki powietrza, zaleca się ponowne przeprowadzenie operacji kurczenia pod wpływem ciepła.
Maintenance
Menu konserwacji sprzętu
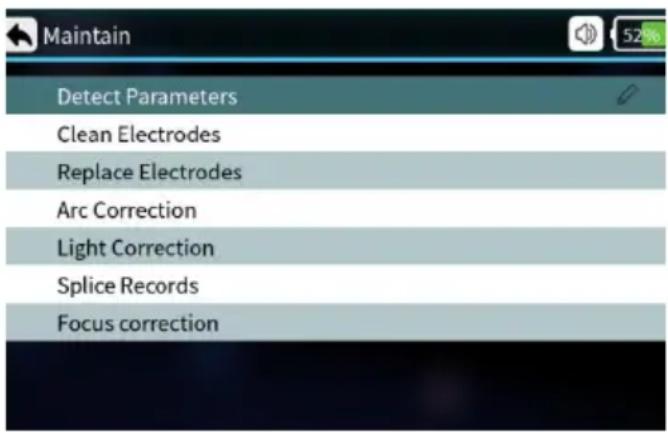
| SprzętKonserwacja | Wyjaśnić |
| Wykryj parametry | Automatyczna samokontrola położenia elektrody, silnika i innyci elementów parametry systemu |
| Wyczyść elektrody | Wielokrotne wyładowania prądu o dużej wartości w celu oczyszczenia elektrod. |
| Wymień elektrodę | Po wymianie elektrody następuje automatyczne ustalenie położ rozładowania i stabilizacja elektrody poprzez wielokrotne rozładowanie |
| Korekta łuku | Wykonuje operację korekcji łuku i automatycznie koryguje prąc rozładowania. |
| Wykrywanie światła | Automatyczna kalibracja źródeł światła czerwonego |
| Rekordy Splice | Czas łączenia zapytań, szacowana strata, obraz itp. |
| Korekta ostrości | Automatyczna kalibracja ostrości włókien na ekranie. |
1. Kalibracja łuku
Etapy kalibracji ARC są następujące:
(1) Wybierz [ Korekcja ARC ] w menu [Konserwacja].
(2) Umieść przecięte włókno w spawarce światłowodowej i zamknij osło przeciwwiatrową.
(3) Naciśnij przycisk Start, aby wykonać.
(4) Jeśli na wyświetlaczu pojawi się komunikat „Prąd łuku elektryczneg jest zbyt duży” lub „Prąd łuku elektrycznego jest zbyt mały”, należy kontynuować powtarzanie czynności opisanych w punktach (2) i (3) powyżej, aż do momentu wyświetlenia komunikatu o pomyślnej kalibrac rozładowania.
(5) Jeśli pojawi się komunikat „kalibracja rozładowania nie powiodła się należy ponownie rozpocząć krok (1).
Sugestia: w przypadku zmiany rodzaju włókna spawanego; gdy system jest modernizowany; gdy temperatura, wilgotność i ciśnienie powietrza w środowisku pracy ulegają znacznym zmianom; gdy występują ciągłe awarie spawania lub duże straty; spawarka nie była używana przez dło czas lub elektrody były używane zbyt wiele razy; należy wykonać kore łuku elektrycznego po wyczyszczeniu lub wymianie elektrody, w przeciwnym razie wpłynie to na efekt spawania.
2. Konserwacja elektrod
Wyczyść elektrodę
(1) Wybierz opcję [ Wyczyść elektrody ] w menu [Konserwacja].
(2) Naciśnij przycisk start, a urządzenie automatycznie wyczyści elektro Uwaga: Nie dotykaj końcówki elektrody twardymi przedmiotami, aby uniknąć jej uszkodzenia i wpłynąć na efekt łączenia.
Wymień elektrodę
Elektroda zużyje się z powodu użytkowania, należy wymienić elektrodę czas, w przeciwnym razie wpłynie to na efekt fuzji włókna optycznego wymianie elektrod należy zresetować liczbę wyłądowie dotykaj ńko cówki elektrody podczas wymiany.
(1) Przed wymianą elektrody użytkownik musi wyłączyć zasilanie.
(2) Odkręć śruby mocujące osłone elektrody i wyjmij elektrodę.
(3) Zamontuj nową elektrodę w gnieździe elektrody, założ osłonę elektr i powoli dokręć śruby.
(4) Sprawdź, czy linie łączące obie elektrody znajdują się w płaszczyź poziomej i pionowej; jeżeli nie, zamontuj je ponownie.
3. Test samokontroli parametrów systemu
Zdecydowanie zaleca się, aby spawarka światłowodowa przeprowadziła autotest parametrów systemu po każdej aktualizacji systemu; należy wymienić elektrody lub je przestawić; spawarka światłowodowa była transportowana na duże odległości lub była narażona na silne wibracje może to mieć wpływ na jakość spawania.
Oto kroki autotestu parametrów systemu:
(1) Wyczyść rowek w kształcie litery V wacikiem nasączonym alkohole wyczyść przygotowany światłowód.
(2) Wybierz opcję [ Wykryj parametr ] w menu [Konserwacja] i naciśr przycisk menu, aby przejść do interfejsu autotestu parametrów systemu
(3) Umieść przecięty światłowód w spawarce światłowodowej, zamknij osłonę przeciwwiatrową i naciśnij przycisk start, aby rozpocząć autotest parametrów systemu.
(4) W normalnych okolicznościach autotest parametrów będzie trwał około 2 minuty. Należy obserwować informacje wyświetlane na ekranie LCD. Jeśli autotest się nie powiedzie, należy skorygować działanie zgodnie z informacjami wyświetlanymi na ekranie i ponownie uruchomić autotest parametrów systemu (krok (2)).
4. Czyszczenie i konserwacja maszyny do łączenia
Czyszczenie rowka V
Jeśli w rowku V znajdują się zanieczyszczenia, włókna odchylają się o normalnej pozycji, a tym samym układ jest zaburzony, przez co strata spawu może być nienormalnie wyższa. Dlatego użytkownicy muszą regularnie sprawdzać i czyścić rowek V. Oto czynności:
( 1)Otwórz osłonę przeciwwiatrową.
( 2) Oczyć zanieczyszczenia na rowku V za pomocą dołączonej dmuchawy do pyłu.
( 3) Wyczyść dno rowka V wacikiem nasączonym alkoholem.
Uwaga: Nie dotykaj końcówek elektrod. Delikatnie wyczyść rowek V i używaj żadnych twardych przedmiotów (ostrzy itp.) do czyszczenia rowk jeśli wystąpią jakiekolwiek uszkodzenia wpływające na normalne funkcje.

sworznia dociskowego włókna
Kurz na prasach włókien może powodować problemy z mocowaniem lu trzymaniem włókien i będzie miał bezpośredni wpływ na jakość łączeni Użytkownicy powinni regularnie sprawdzać i czyścić prasy włókien.
- Otwórz osłone przeciwwiatrową.
- Wyczyść powierzchnię pras za pomocą cienki wacik zwilżony alkohc po czyszczeniu osusz prasę suchym wacikiem.

Czyszczenie grzejnika
Kurz i brud łatwo osadzają się na grzejniku, dlatego należy regularnie czyścić płytę grzewczą suchym wacikiem bawełnianym.
5. Aktualizacja oprogramowania
(1) W menu [System] przejdź na stronę zapytania [Informacje o maszygdzie możesz wyświetlić numer wersji bieżącego spawarki światłowodow (np. V1.0.0 / V1.0.0).
(2) Uzyskaj najnowszy plik aktualizacji od producenta spawarki światłowodowej i porównaj, czy bieżąca wersja jest spójna. Jeśli numer wersji jest całkowicie spójny, nie ma potrzeby ponownej aktualizacji.
(3) Włącz spawarkę światłowodową, podłącz komputer i spawarkę światłowodową kablem USB, a na komputerze pojawi się monit o ope dysku U. Skopiiuj plik aktualizacji bezpośrednio do katalogu głównego dysku U, wyłącz i uruchom ponownie. (Uwaga: pamiętaj o wyłączeniu komputera po skopiowaniu pliku i odłączeniu kabla USB, w przeciwnyn razie mogą wystąpić nietypowe sytuacje.)
(4) Po ponownym uruchomieniu spawarki światłowodowej postępuj zgodnie z wyświetlanymi informacjami. Naciśnij pozycję menu, aby wejść do [Ustawienia systemowe] -> [Informacje o maszynie], spawarka światłowodowa automatycznie wykryje plik aktualizacji i automatycznie przeprowadzi aktualizację, poczekaj, aż spawarka światłowodowa automatycznie się zaktualizuje i automatycznie uruchomi ponownie, tzn. cały proces aktualizacji oprogramowania zostanie zakończony, jeśli wystąpi nienormalne przerwanie, powtórz kroki (2) (3) (4) ponownie. Je napotkasz problemy, których nie można rozwiązać, skontaktuj się z serwisem posprzedażowym.
Others
| Informacje ostrzegawcze | Powód | Środki zaradcze |
| Nieprawidłowe umiejscowienie włókna lewego (LFPC) | (1) Lewe włókno jest rozszczepione zbyt krótki;(2) Część lewa włókno włóżone do rowka V jest uszkodzony;(3) Lewe włókno nie jest wprowadzane do centrum rowek w kształcie litery VLewy sprzęt napędowy jest nieprawidłowo podłączony | W przypadku 1 lub 2, ponownie rozetnij lewą stronę włókno i zrótk pewnie rozszczepiony długość jest odpowiedniaW przypadku 3 wymień lewe włóJeżeli awaria nie pasuje do pkt. 3, wykonaj【Skalibruj system】,Jeśli problem Pozostaje , proszę skontaktuj się z serwisem posprzedażowym dział |
| Prawe włókno umieszczenie jest błędny (RFPC) | (1) Prawe włókno jest zbyt krótko przycięte;(2) Część prawego włókna położona do rowka V jest uszkodzony;(3) Prawe włókno nie jest wprowadzane środek rowka w kształcie litery V;Prawy sprzęt napędowy jest nieprawidłowo podłączony | Rozwiązania odnoszą się do powyższego |
| Lewo i prawo rozmieszczenie włókien Czy błędny(LRFP) | Tak samo jak powyżej | Rozwiązanie patrz powyżej |
| Lewe włókno jest Niewykwalifikowany(LFNQ) | (1) Powierzchnia lewego włókna jest zakurzona;(2) Lewe włókno jest słabo rozszczepione, np. z powod wady rdzenia, wady płaszc z lub uszkodzenia włókna. niekompletność | W przypadku 1, użyj alkoholu do wyczyszczenia lewego włóknaW przypadku 2, przerób włókno |
| Prawe włókno to niewykwalifikowany(Zapytanie) | (1) Powierzchnia prawego włókna jest zakurzona ( 2) Prawe włókno jest rozszczepione żle, takie jak wada rdzenia, wada płaszcza , wada włókna niekompletność | Rozwiązanie patrz powyżej |
| lewe i prawe to niewykwalifikowany(LRFNQ) | Tak samo jak powyżej | Rozwiązanie patrz powyżej |
| Lewa powierzchnia głowicy włókna jest niekwalifikowana(Łagodny Q) | Kąt powierzchni lewego włókna przekracza limit | Ponownie rozetnij lewe włókno.Jeśli chodzi o jakość cięcia nada słaby po wielokrotnych próbach, wymień ostrze (uwaga: w【Menu】->【Tryb łączenia】->【Próg kąta powierzchni】, głowa można ustawi limit kąta nachylenia powierzchni) |
| Prawa głowica włókna twarz jest niekwalifikowana(Rzeczywiste pytanie) | Prawy kąt czoła główki włół przekracza limit | Rozwiązanie patrz powyżej |
| Lewa i prawa stro główki włókna to niewykwalifikowany | Kąt powierzchni czołowej lewego i prawego włókna przekracza limit | Rozwiązanie patrz powyżej |
| Niekwalifikowane włókno kąt | Błędy kątowe włókien optycznych po obu stronach poziome i pionowe kierunki są większe niż ustawić próg. | Zmień położenie światłowodów po obu stronach boki. |
| Szacunkowa strata ilość jest za duża | (1) strata połączenia przekracza limit;(2) Wybrany program wykonuje nie pasuje do typ włókna | Wyczyść rowek V, ponownie wyka kalibrację łuku, a następnie ponownie wykonaj połączenie |
| Moc jest zbyt niewystarczający | Aktualny pozostały poziom naładowania baterii mniej niż 2% | Do ładowania użyj zasilacza |
| Wymień elektrody | Rekordy łuku elektrod przekroczyć limit | Wymień elektrody (uruchom【 Wymień elektrody 」,【 Skalibruj system】) |
| dźwięki łuku nieprawidłowo | Elektrody są nieprawidłowo umieszczony | Ponownie zainstaluj elektrodę ściśl |
| opóźnienie łuku lub system nie mógł łuku | ( 1)Elektrody są nieprawidłowo umieszczony;( 2) Końcówka elektrody jes zawinięte w monox | ( 1) Ponownie zainstaluj elektrodę( 2) Wyczyść końcówkę elektrody wymień ją elektroda |
| awarie systemu kiedy łuk | Elektrody są nieprawidłowo umieszczony | Ponownie zainstaluj elektrody ściśl |
| Kalibracja łuku awaria | ŚrodowiskoWpływa na łuk w dużym stopniu | Jeśli system ostrzega, że występu prąd łukowy jest za duży, zmniej prąd spawania, Następnie wykonaj【Kalibrację łuku】i odwrotnie.Jeżeli problem nadal występuje, skontaktuj się z Dział obsługi posprzedażowej |
| Włókno optyczne błąd wyrównania | (1) Soczewka mikroskopu, dioda LED lampa lub rowek V jest zakurzony;(2) Układ zasilania urządzeń jest wadliwy | Wyczyść soczewkę mikroskopu , Lampa LED i rowek V, jeśli problem nadal występuje, skontaktuj się z Dział obsługi posprzedażowej |
| Jakość połączenia światłowodowego jest słaba | ( 1) Włókno jest pyliste;( 2) Wybrano niewłaściwy t włókna lub program spawan( 3) Środowisko spawania ulega znacznym zmianom;( 4) Sprzęt sterujący jest uszkodzony | ( 1) Ponowne wykonanie światłowodu, spawanie Ponownie;( 2) Wybierz odpowiedni rodzaj włókna i program spawania;(3) Uruchom Kalibrację łuky , aby uzyskać odpowiednią intensywność łuku;(4) Obsługa【Kalibracja systemu】 |
| Klawiatura ma brak odpowiedzi | Awarie systemu | Wyłącz zasilanie i uruchom ponownie |
| Ekran nie ma jasn lub rozmyte kolory | ( 1) Awarie systemu;( 2) Przewód monitora LCD jest poluzowany lub uszkodzony | Wyłącz zasilanie i uruchom ponownie. Jeśli problem nadal występuje, skontaktuj się z serwisem. Dział obsługi sprzedaży |
| Po obu stronach włókna po rozładowaniu nie nastąpiło spawanie udało się | Nieprawidłowa intensywność rozładowania lub błąd systemu | Proszę kontynuować łączenie ponownie po korekcie rozładowania, jeśli nadal nie może rozwiązać problemu, n wyłączenie i ponowne uruchomieni |
| Światłowód w proces wyrównanie jest poza widokiem na zewnątrz | 1. Światłowód umieszczony na zewnątrz rowek w kształ litery V;2. System działa nieprawidłowo | 1. Proszę ponownie umieścić światłowód i upewnić się, że zną się on w środku Rowek w kształ litery V2. Wybrany tryb łączenia - > Me【tryb operacji łączenia】, wejdź w tryb „ręczny”, wybierz operacja dotycząca światłowodu, operator może przechodzić przez cztery klawisz kierunkowy przesuń odpowiednia strona włókn optyczne, silnik z powrotem do środka pola, a następnie wykonaj samokontrola parametry systemu . |
Karta serwisu posprzedażowego
Nazwa: Tele : ____ ____
Numer seryjny produktu : Model produktu :
Adres:
biuro zakupów:
Opis problemu:
Notatka
Stale wprowadzamy udoskonalenia, a projekt i specyfikacje mogą ulec zmianie bez powiadomienia.
Wszystkie informacje zawarte w tym podręczniku zostały starannie sprawdzone pod kątem poprawności. Zastrzegamy sobie prawo do wyjaśnienia wszelkich błędów typograficznych lub pominięć.
Informacje prawne
Bez wyrażnej zgody naszej firmy, żadna organizacja ani osoba może wyodrębniać, kopiować części lub całości zawartości
niniejszego podręcznika i nie może go rozpowszechniać w żadne formie.
◆ Niniejsza instrukcja opisuje produkt, a cechy lub funkcje jego akcesoriów są określane przez partie produkcyjne. Dlatego produ lub jego akcesoria opisane w instrukcji mogą nie być takie san te, które kupiłeś. Producent zastrzega sobie prawo do zmiany instrukcji, gdy jest to konieczne, bez formalnego powiadomienia nie ponosi odpowiedzialności za takie działania.
◆ Uwaga: Aby korzystać ze spawarki dokładnie i profesjonalnie, należy dokładnie przeczytać instrukcję obsługi.
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd. Suite 250, 9166 Anar Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main
| UK | REP |
YH CONSULTING LIMITED.
Techniczny Wsparcie i certyfikat e-gwarancji




