
ALK-T5 - Narzędzie do łączenia światłowodów Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia ALK-T5 Vevor w formacie PDF.

| Rodzaj produktu | Zgrzewarka światłowodowa |
| Marka | Vevor |
| Model | ALK-T5 |
| Dopasowane włókna | SM, MM, DS, NZDS, UI, BUI, EDF itp. |
| Średnica włókna (powłoka) | 80–150 μm |
| Średnica włókna (płaszcz) | 100–1000 μm |
| Liczba silników | 6 |
| Tryb ustawiania | Rdzeń do rdzenia, płaszcz do płaszcza |
| Czas zgrzewania | 9 s (standardowy), 7 s (szybki) |
| Średnia strata zgrzewania (SM) | 0,02 dB |
| Strata odbiciowa | ≥ 60 dB |
| Wyświetlacz | Kolorowy ekran LCD HD TFT 5 cali, dotykowy |
| Powwiększenie | X/Y: 210×, 320× (zoom do 1100×) |
| Zasilanie | Akumulator litowy 10,9 V / 7800 mAh lub adapter AC 220 V |
| Pojemność baterii | Około 260 cykli zgrzewania + nagrzewania |
| Czas ładowania | 3 h (akumulator ładowany 500 razy) |
| Pamięć wewnętrzna | 100 000 rekordów zgrzewania, 10 000 obrazów |
| Port USB | USB 2.0 |
| Temperatura pracy | -10 °C do +45 °C |
| Wilgotność pracy | ≤ 95% RH (bez kondensacji) |
| Maksymalna prędkość wiatru | 15 m/s |
| Test napięcia | ≥ 2 N (opcjonalnie) |
| Konserwacja | Regularne czyszczenie rowków V, soczewek i elektrod |
| Gwarancja | Elektroniczny certyfikat gwarancyjny na www.vevor.com/support |
Często zadawane pytania - ALK-T5 Vevor
Pytania użytkowników dotyczące ALK-T5 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Narzędzie do łączenia światłowodów w formacie PDF za darmo! Znajdź swoją instrukcję ALK-T5 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. ALK-T5 marki Vevor.
INSTRUKCJA OBSŁUGI ALK-T5 Vevor
Techniczny Wsparcie i certyfikat e-gwarancji www.vevor.com/support
SPAWARKA ŚWIATŁOWODOWA MODEL:ALK-T5
Nadal staramy sieofferowa Państwu naręźdia w konkurencyjnych cenach. „Oszȩź połowé", „Połowa ceny" lub jakiekolwiek innate podobne wyrażenia uzywane wyłącznie przyez nas przyedstawia szacunkowe oszȩźnosci, jakie要去 uzyskać kupujac okreslone narȩźdia nami w porównaniu do glównych, najlepszych marek i niekoniecznie oznacza to okls wszymstkie kategorie narȩźdi offeringsch przyez nas. Przypominamy o sprawdzeniu ostrożnie gdy składasz u nas zamówietenie, jesti faktycznie Oszȩźnosć Połowa w porównaniu z wiodącymi markami.
MODEL: ALK-T5

POTRZEBUJESZ POMOCY? SKONTAKTUJ SIE Z NAMI!
Masz pytania dotyczne produktu? Potrzebujesz wsparcia technicznego? Skontaktuj sie z nami:
Wsparcie techniczné i certyfikat e-gwarancjji www.vevor.com/support
To jest oryginalna instrukcja, przydziem sąȩ wyzażne przyczycy wszystkie instrukcje. VEVOR zastrzega sąbie jasnę interpretacja naszej instrukcji obstugi. Wygliad produktu;będzie zależ od produktu, ktopicy otrzymałe. Prosimy o wybaczenia,źne poinformujemy Cię ponownie;) w naszym produktwojcie pojawie są jakiekolwiekactualizacja
IMPORTANT SAFEGUARDS

Ostrzeżenie:
Prosimy oŚciste przyestrzejanie wskazówek bezpieczność zawartych w instrukcj podczas uzytkowania spawarki
swiatłowodowej (zwanej dalej „Splicer"). Nieznajomość lub nieprzejstrzeganie zasad lub uwag podkreślonych w instrukcjymi gośspowodowej porañenie prȩdem, pożar i obrażenia uzytkowników.
Producent nie ponosi odpowiedzialnosci za wypadki spowodowaniewsciwym uzytkowaniem.
- Napiȩcie wejscioweideo go modelu maszyny jest okreslone; nie naleźny uzywać napiȩcia poza zakresem. Naleź uzywać prawidłowej zasilacza AC i DC.
- W przypadku wystapienia ponizszych usterek spawarki swiatlowodowe nalezy natychmiast odączyć przywód zasilajncy od wejscia zasilania i wyłączyć spawarkę swiatlowodowa. W przyciwnym razie uniemożliwionate zostanie jej naprawa, a nowet要去 dojść do obrażnych cieła, smierci I pożaru.
Anomalia dymu, zapachu, haatasu lub ciepla
★ Zepsute lub uszkodzone maszyny
Do wentrez maszyny dosta sie ciecz lub ciafo obce
-
Ten model spawarki swiatlowodowej nie wymaga konserwacje podzespolów wewnętrznych. Zabrania są demontȩ zemspawarki swiatlowodowej i moduław zasilania. Wszelkie będy w konserwacje spowoduź, są urzadzenia stanie są niedwracalne, a nowetak doprawość do obrażćcia.
-
Maszyna ma sciste ograniczenia co do zastosowanego moduţuzasilania.
-
Zabrania są uzywania spawarki swiatłowodowej wŚrodowisku, w k tym wystepuju latwopalne cieczne lub gazy. W przyciwnym razie mo dojsć do poźaru, wybuchu lub innych powaznych konsekwenci.
-
Klauzula krzeczenia sie odpwiedzialnosci
Firma nie ponosi odpowiedzialnosci za szkody powstate wwyniku stosowaniaNieoryginalnychbaterii.
- Aby uniknac ewentualneo nieprawidlowego dziafania lub braku bezpieczenstwa, nalezy uzywać prwidlowego uziemionego gniazda trzyotworowo, gdy zasilacz AC/DC ma dostep do zasilania AC 220 Hz.
PRAWIDŁOWA UTYLIZACJA

Ten produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/WE. Symbol przystawiajczy przyzekreslony kosz na smieci na kolarskach oznacza, ze produkt wymaga oddzielnej zbiórki oppadów w Unii Europejskiej. Dotyczy to produktu i
wszystkich akcesoriów oznaczonych tym symbolism. Produktow oznaczonych w ten sposob nie sąna wyrzućrazem ze zwykymi odpadami domowymi, ale naleź je oddac do punktu zbiórkiw celu recyklingeru urzadzen elektrycznych i elektronicznych.
UTYLIZACJA BATERII

Aby zminimalizować zagrożenia dla zdrowia iŚrodkowska po zakończeniu okresu uzytkowania produktu, przyepisy dotyczȩce zuzytego spreźtu elektrycznégo i elektronicznego (WEEE) oraz dyrektywa w sprawie zuzytych baterii wymagaju, aby ten produkt zostawę przybekazany do odpowiedniago punktu zbiórki, do którego
zostanie on wysłany w celu wyjecia baterii i poddania odpowiedniemu recyklingowy. Aby uzyskać wiecej informaci na temat recycl Klingu i bezpiecznej utylizacje zuzytych baterii w Twojej okolicy, skontaktuj są z lokalnymi wędzami.
FCC INFORMATION
UWAGA: Zmiany lub modyfikacja wykonane bez wyraźnej zgody strony odpowiedzialnej za zgodnosć moga spowodować uniewañnienie prawa uzytkownika do korzystania ze sprętu!
To urzadzenie jest zgodne z częcią 15 przyepisów FCC. Jego dziażanie podlega nastepujacym dwóm warunkom:
1) Produkt tenMZe powodowa szkodliwe zaklocenia.
2) Produkt ten musi byc odporny na wszelkie zaklocenia, w tym zaklo
mogace powodować niedoźadane dziatanie.
OSTRZEJELENIE: Zmiany lub modyfikacja unto produktu, które nie zostawyrażnie zatwierdzone przyez strone odpowiedzialna za zgodnosć, mogą uniewañnic prawo uzytkownika do korzystania z produktu.
Uwaga: Ten produit zostaw przetestowany i uznany za zgodny z ograniczeniami dla urzadzen cyfrowych klasy B zgodnie z czȩcią 15 przypeisów FCC. Ograniczenia te major na celu zapewnienie odpowiednić ochryny przyd szkodliwymi zakłoceniami w instalacjach domowych.
Ten produkt generuje, wykorzystuhe i我会emitować energia o czestrektliwość radiowej i sąsi nie zostanie zainstalowy i uzywany zgodnia z instrukcja,我会 powodowej szkodliwe zakłocenia w komunikacje radiowej. Nie ma"Justak gwarancji,źakłocenia nie wyst w konkretnej instalacji. Jeśli ten produkt powoduje szkodliwe zakłocenia wODBiorze radia lub telewizji, co我会 stwierdzic poprzej wyłączenia i ponowne wączenia produktu,azoleca sie, aby uzytkownik sprebowalskorygowania zakłocenia, stosujac jeder lobości z sąȩpujacych srodkB.
Zmiana orientaci lub połozenia anteny odbiorczyj.
Zwększ odlegość między produktem a odbiornikiem.
-
Podłuczyc produkt do gniażdka w innym obwodzie niż ten, do które podłuczony jest odbiornik.
-
Skonsultuj są ze sprezedawca lub doświadczonym technikiem RTV, a uzyskać pomoc.
1.Środowisko pracy
1.1 Środki ostrożnosci dotyczne uzytkowania/przechowywnia spawarki:
- Temperatura pracy: -10 °C ~ +45 °C
Ograniczenia temperature: -20^ +55^ - Wilgotnosć robocza : ≤95 % RH ( bez kondensacje )
-
Maksymalna prędkość wiatru : 15m/s
-
Warunki przechowymania: - 10^ C +45^ C (Z bateria, Bez kondensacje) -20 ° C + 60 ° C (Bez baterii, Bez kondensacje)
Nie naleź uzywać spawarki w srodowisku zagrozonym poźarem lub wybuchem, w razie ryzyka poźaru lub wybuchu.
Nie uzywaj ani nie przechowuj spawarki wŚrodowisku o wysockiej temperaturze lub wysockiej wilgotnosci, poniewaN要去 spowodować uszkodzenia urzadzenia. Gdy spawarka zostanie przeniesiona z otoczenia niskiej temperaturze do otoczenia o wyźsej temperaturze, podejmij最容易 sądki Rozgrzewajace, aby wyeliminowej kondensacja.
Uzywajc urzadzenia w zapylnonym otoczeniu, nalezy zastosowac odpowiednie srodki ochryn przyciwypłowej, aby zapobiec przyedostawaniu sie duzej ilosci pytu do urzadzenia i powodowaniukiego awarii.
2. Zasilacz
Prosę uzywać wyłącznie akcesoriów pasujycych do spawarki iNie uzywać zadnych zasilaczy, baterii ani przyzewodów zasilajycych, które nied są okreslone w instrukcj.
Prosę nie uzywać spawarki pod napiȩciami, króreNie są okreslone dla danego modelu, w przypadku pożaru lub porañenia prądem. Dostosowa przyzewód zasilajncy ladowarki samochodowej jest dostępty tylko do zasilania 12 V samochodów benzynowych. Wźadnych okolicznosciach uzytkownicy nie powinni uzywać go w samochodach z silnikiem Diesla zasilaniem 24 V.
3. Bateria
Prosimy o sciste przyestrzeganie instrukcji podczas korzystania z baterii.
Niewlasciwe korzystanie z baterii sąsowodować jej nagrzewanie,出入境, eksplozje, požar lub obrażenia uzytkowników.
Nie nalewy ladować akumulatora metodami, które nie są okreslone w instrukcji.
Nie wrzucaj baterii do ognia.
Nie nalezy zamieniać biegunów dodatniego i ujemngo.
Nie wystawiaj Rozladowujucego sie akumulatora na dzialanie promieni snonecznych, wysokiej temperatury ani ognia.
Nie rzucaj bateria i nie uderzaj w niq.
Jesli elektrolit z baterii wycieknie, nalezy obchodzić siege z nim ostrożnia. Jesli skóra lub oczy uzytkownikka dostana przypadkowo zanieczyszczone elektrolitem, nalezy je dokladnie umyć i natychmiast zwrócić siege o polekarska. Jednoczesnie
Prosę powiadomicździal obstrugi technicznej welu zabrania są donaprawy akumulatora.
4. InneŚrodki ostrożnosci
Nie dopuść, aby do wegrzna produktu dostowy są jakiekolwiek przy nu materialy metalowe, poniewaz są do spowodowej pożar, parażenie prȩdem lub awarię produktu. Jeśli woda lub jakiekolwiek materiały metalowe dostano są do produktu, zaprzejność korzystania z niedgo, odzasilanie, wyłącz sprawt i skont⁺t⁻j siedźem serwis**)
Prosze nie dotykać elektrod, gdy spreźt pracuje, w razie zranienia wysnapiȩciem. Prosze odcieć zasilanie i wyłaczyc spreźt przyd wymianą elektrod.
Nie rozbieraj ani nie niszcz spawarki, jej akumulatora ani adapterera, poniewaz grozi to przyegrzaniem, wybuchem lub poźarem. spowodowy.
Z wyjatkiem komponentów, króreMZnoza zmieniac w tej instrukcji, prosi nie probbowac demontowaćźadnych częsci spawarki. Konserwacja lub naprawa sprzȩtu musi byc wykonywana przyez profesjonalnych techników naszej firmy,Nieprawidłowedziafanie moze spowodować pożar lub porazenie przem.
Nie dotykaj termokurczliwej turki w trakcie jej nagrzewania lub zaraz p zakończeniu nagrzewania, ponieważ termokurczliwa turka jest bardzo goręca iMZe spowodowej oparzenia.
Nie dotykaj spawarki, przywodu zasilajacego ani wtyczki zasilania mokrękami, poniewaz grozi to porazeniem przem.
Nie czysz soczewki mikroskopu, rowka V, ekranu itp.źadnych materiachemicznymi poza alkoholem. W przyciwnym razie są do to spowodowa Rozmycie obrazu lub plamy na ekranie, a nawet korozje lub uszkodzer sprzętu.
Prosze unikać silnégo potrzasania lub zderzenia spreźtu, w przyciwnym razie spreźt sąze zostac uszkodzony. Prosze transportować lub przechowywać spawarkę w dedykowanym pudełku transportowym.
Aby utrzymać wydajnosć spawarki,{naleź yraz w roku przypegowadzć kompleksowa konserwacja urzędzenia.
Production Introduction
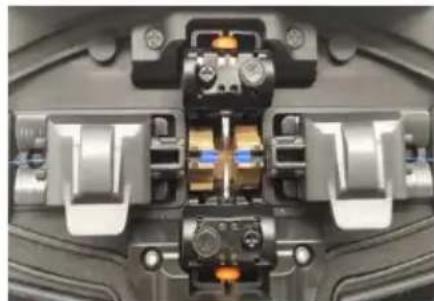
Spawarka swiatlowodowa jest uzywana glównie do konserwacje kabli swiatlowodowych i operaci wźględnych. Dlatego jest również nazywana spawarka swiatlowodowa. jest to urzadzenia, króre wykorztystupe wysoce precyjna strukture napędowa, aby popychAAC dwa włókna, aby zblżć do siebie i wykorztystupe Łuk elektryczny, aby stopić dwa włókna optycna ich powierzchniach końcowych, tworzac pojadyncze d.§ugie włókno.
Spawarki swiatlowodowe są glównie stosowane przyez: operatorowy telekomunikacyjnych, dostawcow uslug internetowych, wykonawcow projektów sieciowych, laboratoria. Sa one stosowane w: konserwacje sieci kabli swiatlowodowych, projektach telekomunikacyjnych, naprawach awaryjnych, eksperymentach optycznych, produktji i testowaniu urzadzenoptycznych, badaniach naukowych na uczelniach.
- Wprowadzenie przycisków funkcyjnych
| Wygliad | Nazwa | Funkcjonować |
| Podgrzewacz | Do procesu ogrzewania rurki termokurczliwe po połąceniu. | |
| Przycisk mocowania bateri | Zak.§adanie/wyjmawanie baterii |
3. Podstawowe parametry
- Stosowane włókna optyczne : SM, MM, DS, NZDS, UI, BUI, EDF
Typ rdzenia, kóryromatic: pojedynczy rdzen - Srednica włókna, którajromatic uzyć : srednica plaszcza 80-150μm , srednica powǒki 100 ~ 1000μm.
- Liczba silników: 6 Silników
Tryb laczenia
- Pre-store: 18 group. Dostosuj: 982 group
- Rejestrowanie wynikówaciousenia: 100,0 0 0-grupowychrekordowaciousia i 10 000规模最大na obrazy
- Prędkość: 9 sek. (tryb standardowy) 7 sek. (tryb szy)!
- Wyrównanie : wyrównanie rdzen do rdzenia, wyrównanie plaszcz do plaszcza
Strata spawu
- Srednia strata przyłączeniu: 0,02 dB(SM), 0,01 dB(MM), 0,04 dB(DS), 0,04 dB(NZDS)
- Strata odbiciowa : ≥ 60 dB
- Oszacowanie strat włęczeniu: istnieje
Zasilacz
- Bateria : bateria litowa 10,9 V , typowe spawanie i podgrzewanie razy , czas Ładowania 3 godz. , 500 cykli Ładowania, bateria litow 7800 mAh
Warunki działania
-Środkość pracy: Wysokość 0 ~ 5000 m n.p.m., wilgotność węglądna 0 ~ 95% (bez kondensacje), temperaturaC-20 55°C, maksymalna prędkość wiatru 15 m/s
- Warunki przechowywania: Wilgotnosć względna 0 ~ 95% (brak kondensacja), temperatura -40 °C ~ 80 °C
- Odporność na korozje: Urȩdzenie glówne, komponenty i materiały składows speñe są wymagania antykorozyjne GB/T 2423.54-2005 i nie są podatne na korozje powodowaną zanieczyszczemien pląnem.
Rurka termokurczliwa grzewcza
- Srednica zastosowania : 2 mm, 3 mm, 4 mm, 6 mm
Dlugosc odpowiednia : 60 mm , 50 mm , 45 mm , 40 mm , 25 mm - Czas nagrzewania : hurka 2 mm (regulowana w zakresie 10-15 s) hurka 4 mm ( regulowana w zakresie 14-19 s), rurka 6 mm (regulowana w zakresie 17-23 s)
- Temperatura grzania: 10-260 °C (niestandardowa)
- Automatyczne ogrzewanie: automatyczne Rozpoznawanie włókien i ogrzewanie po przykryciu
Inne parametry
- Test rozciagania: ≥ 2N (opcjonalnie)
- Wyswietlacz : 5-calowy kolorowy ekran TFT HD LCD , obstuga w izejtków , ekran dotykowy.
- Powiékszenie : X/Y: 210 razy , X/Y: 320 razy Po zakończeniu sącz wynik przy na powiékszyc 1100 razy, klikajć go dwukrotnie.
- Port USB : USB2.0
- Oświetlenie : podwojne biale swiatto LED
- Funkcja IoT: Opcjonalnie
- Funkcja zaradzania haslami: Opcjonalnie
4. Interfejsłązkowy
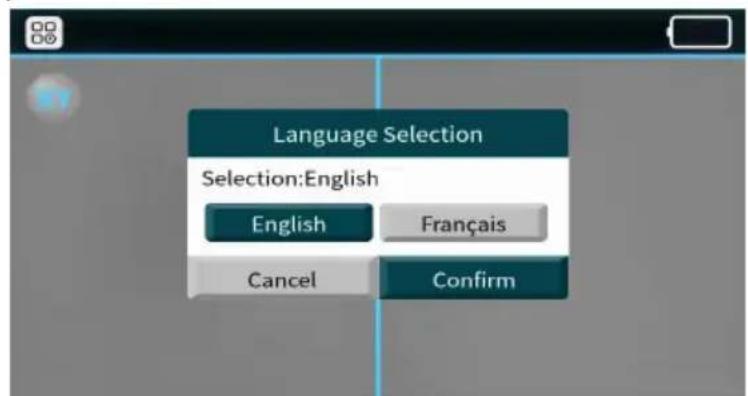
- Wybor jejzyka ( angielski, francuski, niemiecki, portugalski, wloski, hiszpanski)
Pierwsza korekta ARC (korekta ARC doit poprawic wydajnosc i stabilnosc spawania)
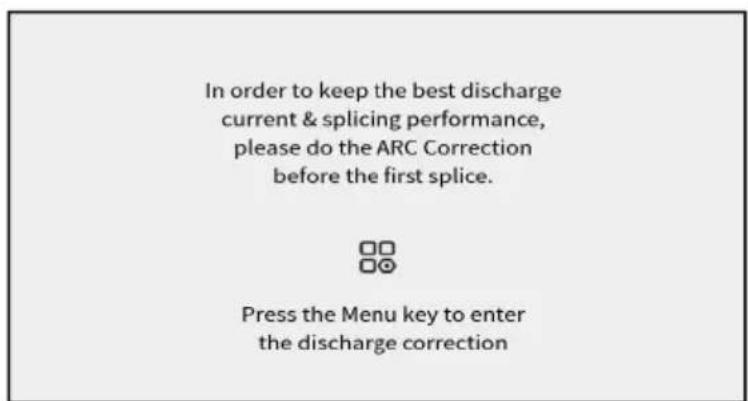
Interfejs korekcji tuku (ciecie i umieszczanie wlokna w sprawidłowysposob)

Sukces korekcji ARC (Po wyświetleniu komunikatu „ success” na ekranie, proces korekcji ARC zostanie ukończony;;naleź y wtedy nacisné przycisk [Rest], aby wyjsć z trybu.)

5. Opis interfejsu uzytkownika
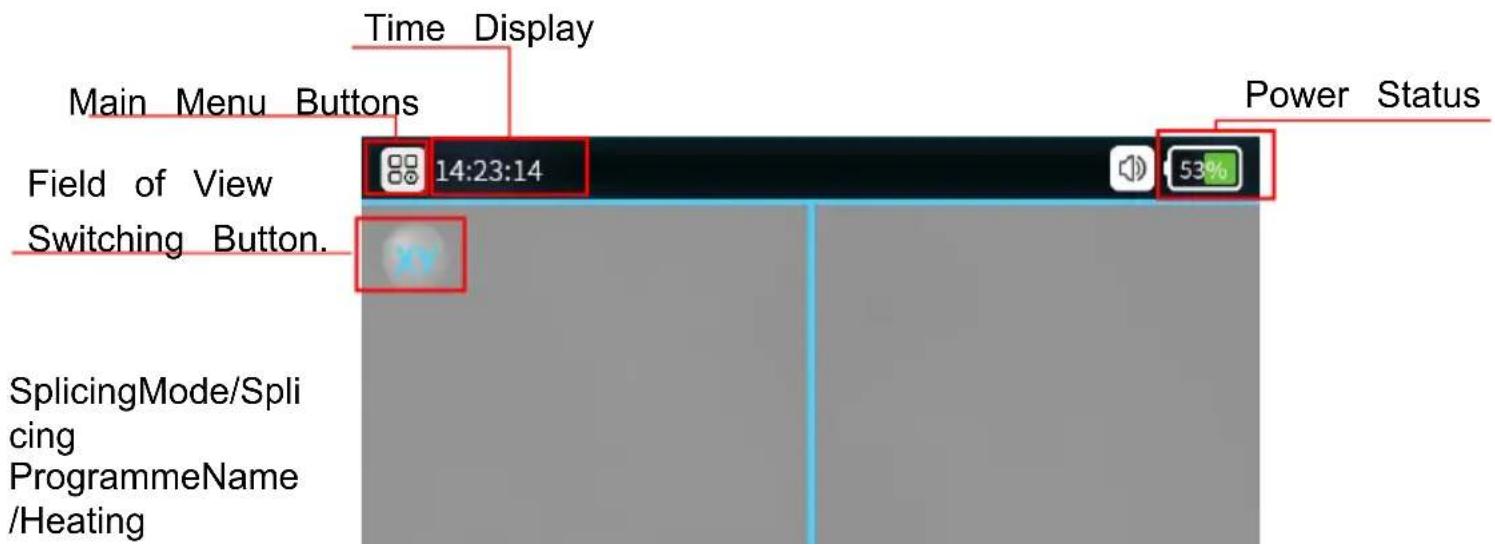

1. Wprowadzenie do funkcji Splicera

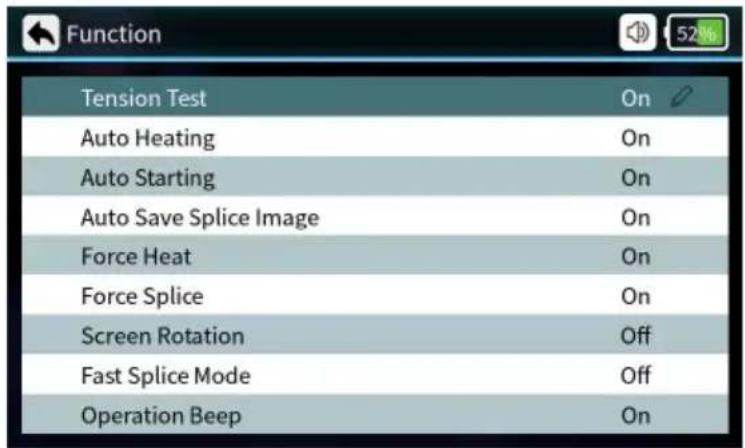
2. Funkcja skrótu
| Parametry | Instrukcje |
| Test Rozciagania | Po wączeniu tej opcjì test naprzejenia zostanie wykonany automatycznie po wykonaniu poȩćzenia. |
| Automatyczne ogrzewanie | Wȩźć Światłowód, przykryć po automatycznym podgrzaniu |
| Automatyczne uruchamianie | Po wączeniu, sączenie odbywa są automatycznych zamknęciu elektry. |
| Automatyczne zapisywanie obrazu połączenia | Po wączeniu zapisuje są automatycznych obraz poȩćzenia. |
| Wymiús ciepty | Gdy urȩdzenia jest wȩćzone iNie wykryto Światłowodu, naciśćcie przyciscu ostrzewania równej powoduje为其 podgrzanie. |
| Wymiús połączenia | Po wączeniu tej funckji uzytkownik sągne nacisnoprzymsk start, aby wymusić kontynuacje spawianie Światłowodowej, gdy proces spawania Światłowodowej wykryje zwangie kątowe lub niedopasowanie wȩćzenia. |
| Obróte ekranu | Interfejs ekranu obrócony o 180° |
| Szybki tryb sączenia | Można wȩczyć lub wyȩczyć; czas sączenia ulegskraceniu, gdy wȩczony jest tryb szybki. |
| Operacja Beep | Sygnaty dzwiekowe sągne wȩczyć lub wyȩczyć |
3.Zestaw połaczenia

| Parametry | Opis |
| Tryb przyłącznika | Tryb automatyczny, tryb połautomatyczny, tryb re (opcjonalnie). |
| Czas czyszczenia Łuku | Czyste Rozladowanie polega na usuwaniu drobnę pyȩ przylegajść do powierzchni wąkna swiatłowodowej poprzejcz rozcludanianie wąkna przy spawaniem. |
| Próg kąta powierzchni | Wartość graniczna kąta powierzchni czołowowej wąkna swiatłowodowej poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejcz wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia wąkna poprzejźwiedzenia |
| Próg kąta powierzchni | |
| Próg kąta wąkni | Ograniczenia kątowe po ustawieniu wąkien lewy sprawych. |
| Wyrównaj przy resesunietà progu | Granica odchylienia srodka po ustawieniu wąkien lewy sprawych. |
| Tryb wyrównywania wąkien | Można ustawyć wyrównanie rdzenia, wyrównie powȩki i dokbatne wyrównanie. |
| Tryb przyres三分之一 wiatłowodu | Można ustalić niskie, srednie i wysokie standardów zielona testu rozciagania, czas oczekiwani |
| Zresetuj.czas | Po wączeniu testu rozciagania, czas oczekiwani |
4.Edytuj program Splice
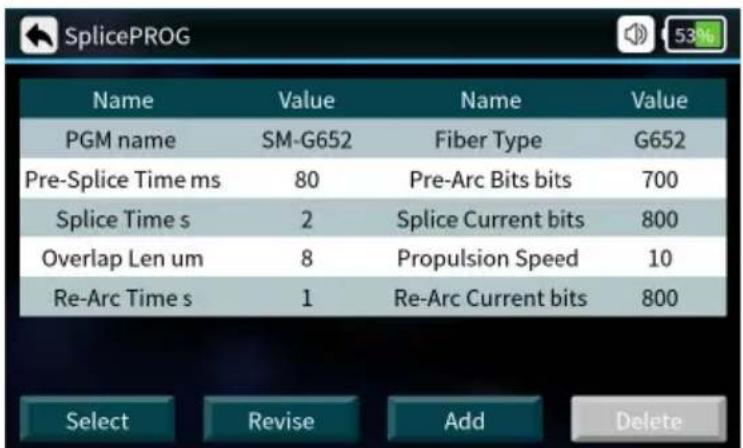
| Edytuj program Splice | |
| Zȩcze PN | Nazwa programu splicer |
| Czas przyd疡zeniaiem | Czas przyd疡zeniaiem möglich ustawić w zakresie: 0 (ms) |
| Czas疡zeniaia | Czas疡zeniaia möglich ustawić w zakresie: 0-5 (s) |
| Nakładaniesie len | Nakładanie sie Len möglich ustawić w zakresie: 0-50 |
| Czasponownego✕fuku | Czas ponownego✕fuku möglich ustawić w zakresie: 0 |
| Typ wąkna | Rodzaje wąkien |
| Bity przyd疡zekowe | Bity przyd疡zekowe möglich ustawić w zakresie: 0-4000 (bitów) |
| Bity prȩdu违章 | Prȩd违章严禁 w zakresie: 0-4000 (b) |
| Prȩdkość napȩdu | Prȩdkość napȩdu严禁 w zakresie: 0-50 (c) |
| Bity prȩdu onnownego违章 | Prȩd onnownego违章严禁 w zakresie: 0 (bitów) |
5. Rěkaw Ustawic
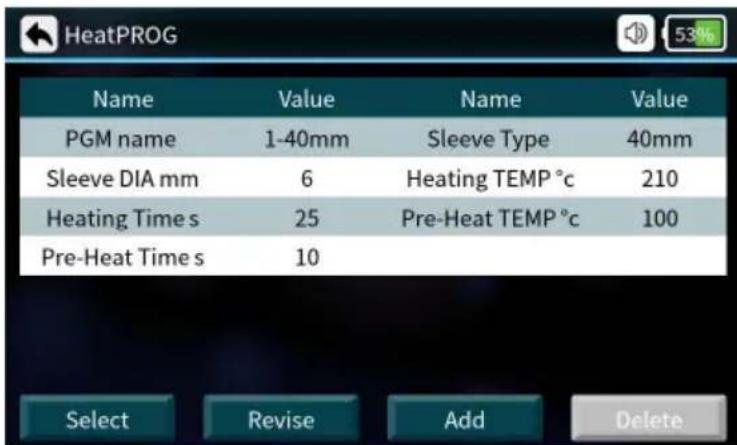
| Parametry | Opis |
| Ogrzewanie PN | W systemie znajduje są wiele programów grzewy przyeznaczonych do rożnych rodzajów rurek termokurczliwych. Uzytkownicy są są此类 do dyspozymeni wiele programów do samodzielnégo ustawiania. |
| Rękaw średni | 2mm, 3mm, 4mm, 6mm |
| Czas nagrzewania | Czas nagrzewania termokurczliwego |
| Czas wstepnPrego | Czas podgrzewania |
| nagrzewania | |
| Rodzaj rękawa | Rura normalna 10mm-60mm, FC, SC |
| Temperatura ogrzewania | Granica temperature processu grzania |
| Temperatura wstepnPego nagrzewania | Limit temperature processu podgrzewania wstepnPego |
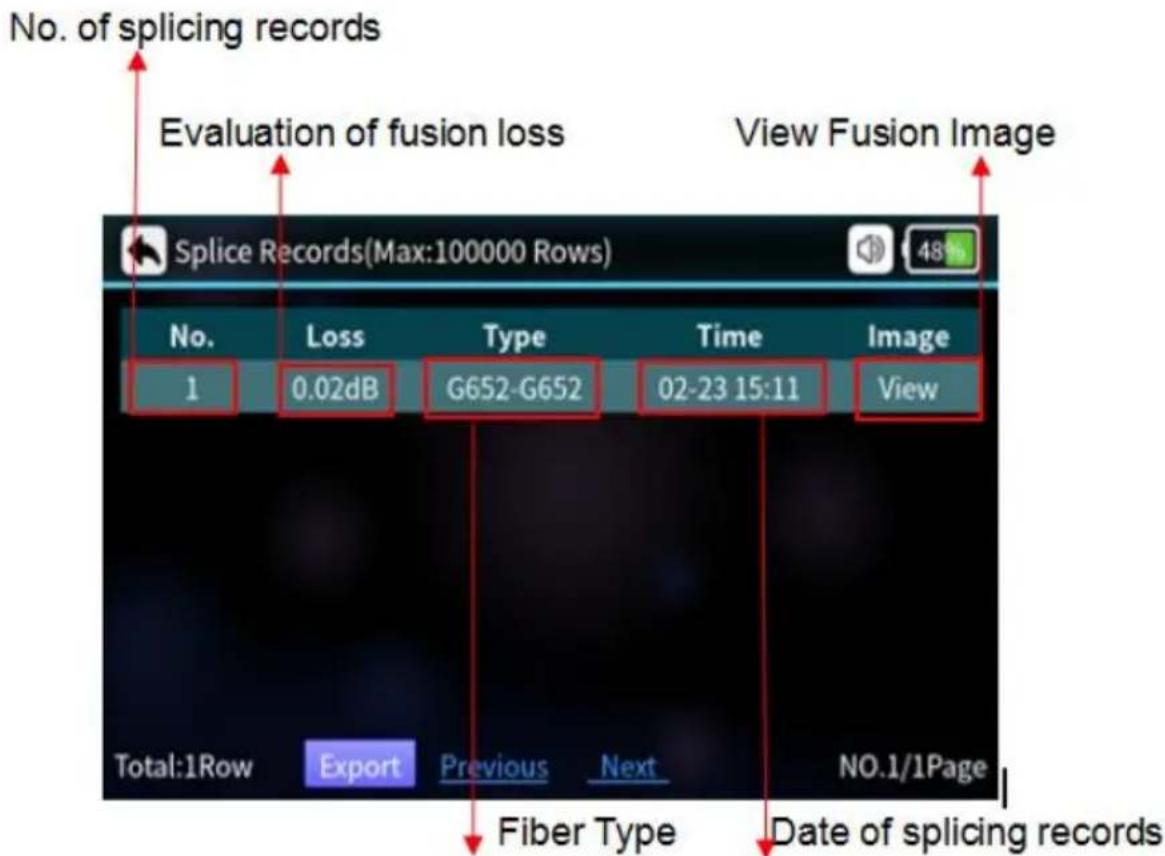
6. Rekordy laczenia

| Parametry | Opis |
| NIE. | Sortowanie wedlug czasu污染防治 |
| Strata | Strata po污染防治 |
| Typ | Rodzaje włókien do污染防治 |
| Czas | Czas污染防治 |
| Obraz | Widoczny obraz gotowego po污染防治 |
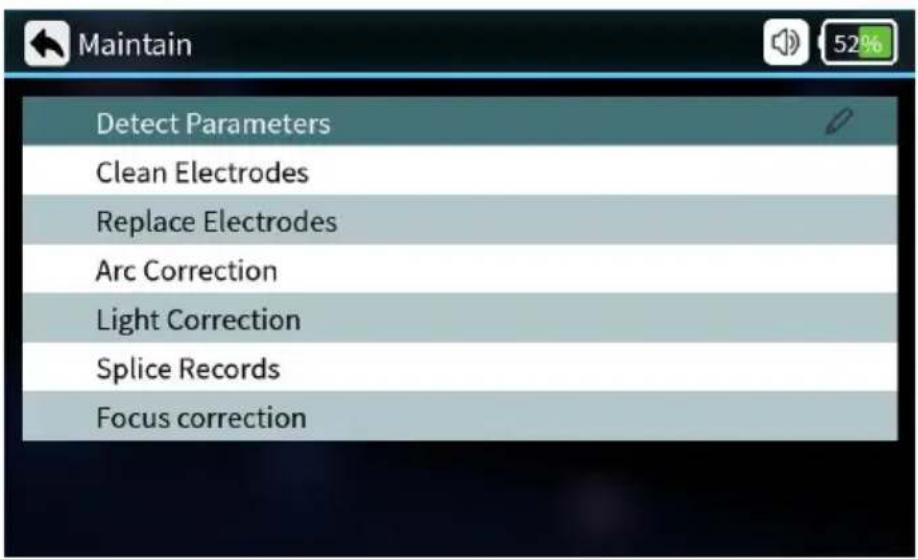
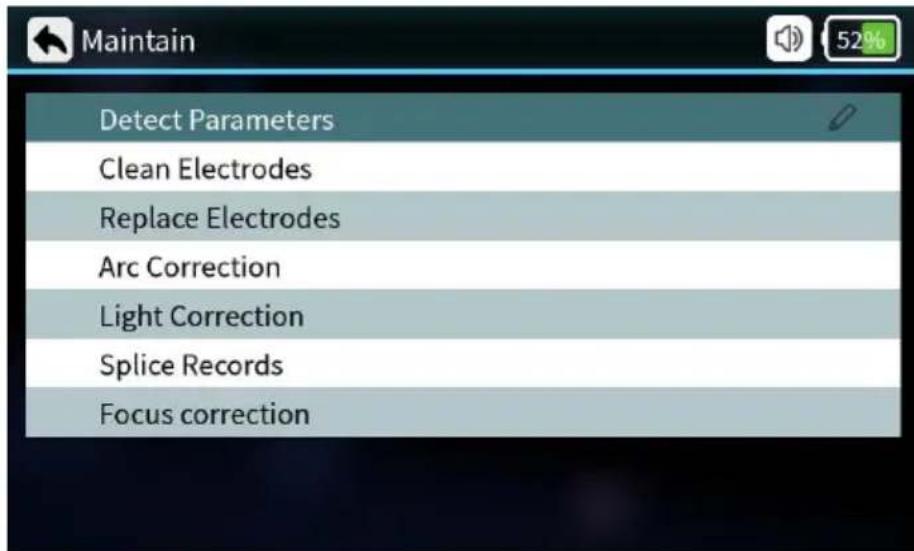
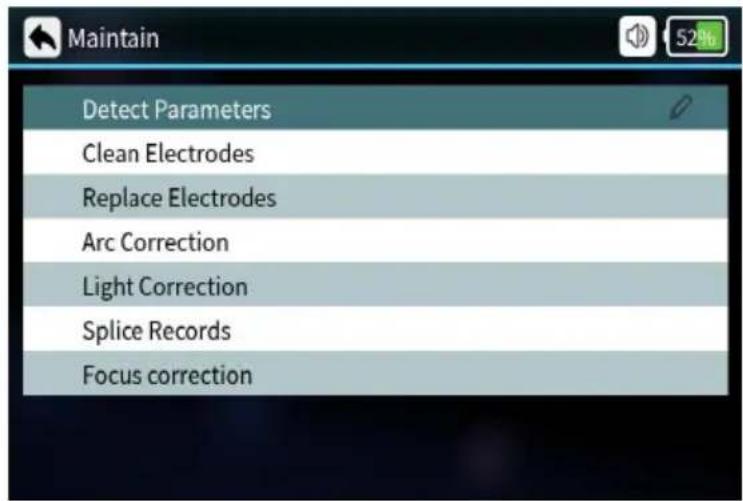
7. Utrzymywać
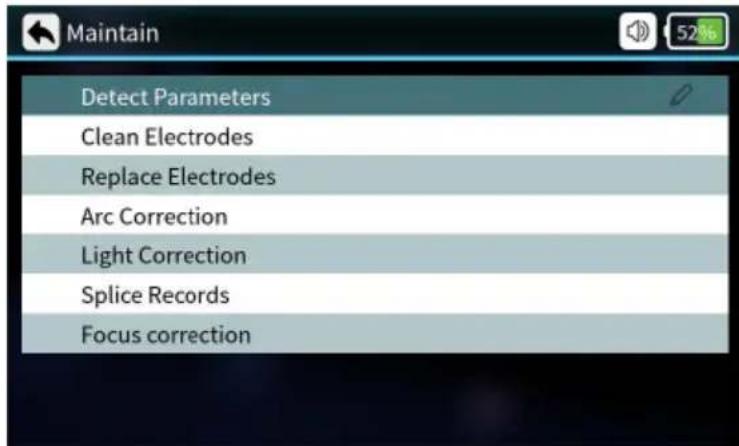
| Parametry | Opis |
| Wykryj parametry | Automatyczny autotest połowenia elektrod, silnika innych parametrów systemu. |
| Wyczyść elektrody | Wielokrotne wąładowania prȩdu o dujej wartość celu oczyszczenia elektrod. |
| Wymień elektrody | Po wymianie elektryde, poźycja rozwadowania jest automatycznie okreslana, a elektroda jest stabilizowana poprzej wielokrotne rozwadowanie. |
| Korekta Łuku | Wykonuje operacja korekcji Łuku i automatycznie koryguje prȩd rozwadowania. |
| Korekta Światka | Automatyczna korekta zȩódla swiatka czerwonego |
| Rekordy łączenia | Zapytaj o czas zȩczenia, oceń utratę, obraz itp |
| Korekta ostrosci | Automatyczna korekta ostrosci wȩkien na ekran |
8. System
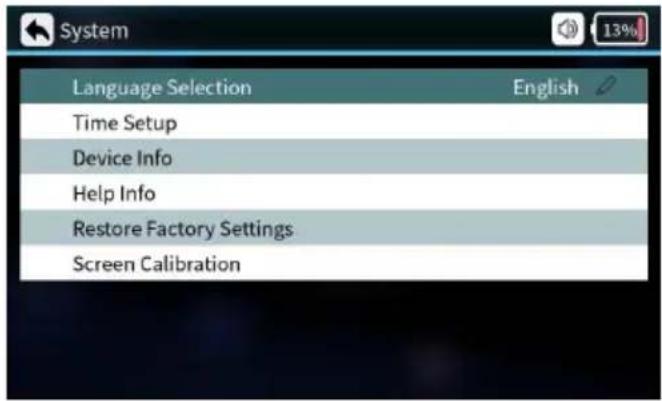
| Parametry | Opis |
| Wybór sązyka | Angielski, francuski, niemiecki, włoski, portugalski, hiszpaniński |
| Ustawienia czasu | Ustawianie czasu |
| Informacja o urzysteniu | Bzieść informacja dotyczość urzystzenia |
| Informacja Pomocy | instrukcja obstrugi |
| Przyȩćustawienia fabryczne | Ustawienia zostymi przyworóćone do ustawień fabrycznych |
| Kalibracja ekranu | Kalibracja ekranu dotykownik |
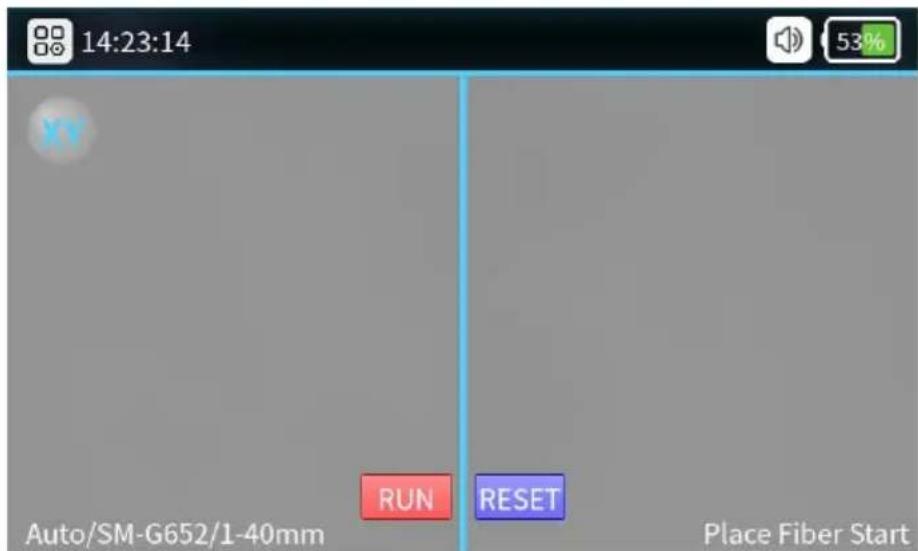
Interfejs observwuci swiatlowodu: Nacijsnij krótko przyȩcznik zasilania, a następnie wskaźnik na panelu operacyjnym zmieni kolor na czerwony irozlegnie są dzwiek bręczyka, np. „Di Di”. Wszystkie silniki powróca swoichłąstkowych pozycji, a interfejs observwuci swiatlowodu wyświekomunikat.
- Przygotowanie przygotowanić prędćzieniem
Po zdęciu włókna optycznégo, uzyj bezypyłowego papieru zanurzonego w alkoholu o czystosci 99%, aby oczyȩcie warstwo powlok i w kierunku okrzyznym. Zaczynajć od interfejsu między powlok a goły m włoknem, obrć papier w kierunku goło włókna w kierunku okrzyznym i pozbędź sąreszek warstw powlok.
3. Ciecie włókien
Umieszczenie koncówki wókna na wysokość 13-13,5 mm nad górną krawędzią szczeliny.
Trzymaj suwak na zewétrznej stronie. NatestPNie przykryj podkradk naciskowa.
■ Przesun suwaki zakończ cięcie.
- Otwórz uchwyt wókna i otworz podkjadke dociskowa, wyjmij wókno i trzymaj je z dala od innych przyedmiotów, na wypadek gdyby uleglo zanieczyszczeniu.
Uwaga: W przypadku sąbej powierzchni cięcia sąȩzy dostosowej powierzchnie ostrza tasaka do włókien. Co sąȩcej, chcielibysmy zasugerowania uzycie okreslonych tasaków do włókien wyposzonych w nasze maszyny.
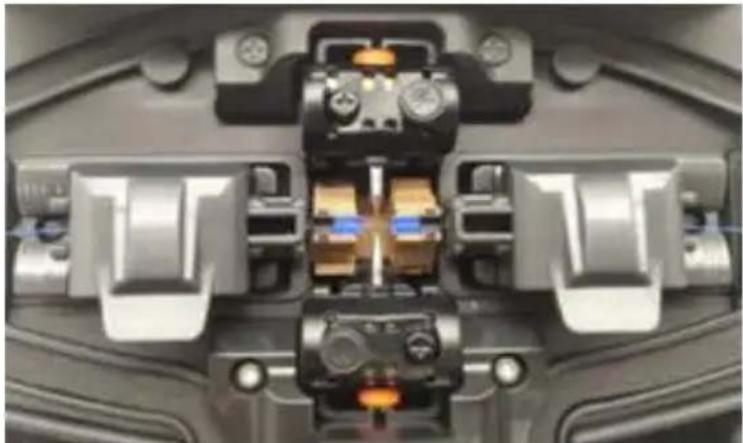
4. Umieszczenie włókien
Otworz oszone przyciwiatrowa i sprawdź,czy rowek V jest czysty. Jesli nie, uzyj dmuchawy lub ostrza, aby wyczyśćc rowek V.
Umieszć przyȩcięte włókna w rowku V moduław spawalniczych i upeśsi, ze włókna znejduźmi są dokadnie w rowku V.
Sprawdz,czy koince wlokien znajduja sie w połozeniu między końcuwkami elektrod a rowkami V. Upewnij sie, ze znajduja sie b końcuwek elektrod.W przyciwnym razie wlokna naleź wymienić.
Ostrożnie zamknij osłone przyciwiatrowa i Rozpocznych sączenie.
5. Sprawdźwynikłączenia
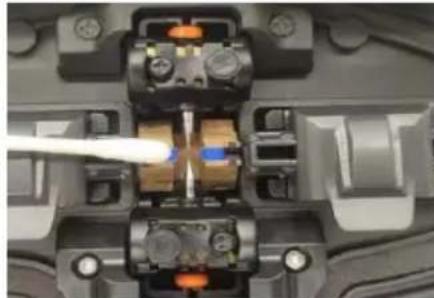
6. Automatyczne wyrównanie i korekta powierzchni czołowej
Aby zapewnić jakość spawania, produkt wykorzystuju system przytetwarzania obrazu do observwuenci włókien. Jednak w niedźych warunkach system sąze nie byc w stanie wykryc będów spawania. Dlągo nadal musimy kontrlowej proces spawania oczami przyez ekra wyświetlacza, aby uzyskać lepsza jakość spawania.
Zamknij oszone przyciwiatrowa lub nacijsnij przycisk start, swiatłowod przechodzi w stan automatyczné wyrównania, a lewy i sprawy swiatc zaczynaja wykonywać ruch fazowy. System sprawdzi ciete powierzchni po Rozladowaniu czyszczącym, jestli powierzchnie końcowe nie są zakwalifikowane, spawanieNie zostanie rozpoczete, a na ekranie pojaw siekomunikat o będzie. Ješli powierzchnie ciete są zakwalifikowane, proces wyrównywania;będzie kontynuowany. Po wyrównaniu kát powierzchni końcywych wókien po obu stronach zostanę wyświetlone r ekranie. Ješli wykryte kát przyekrocza kát ograniczony, na ekranie pojaw sie komunikat o będzie. Wókna;będz musiały zostać ponownie przycie
Ješli w procesie wyrównywania pojawość są nastepuje obrazy lub informacja o zauważeniu, system zresetujue silniki. Uzytkownicy mogą rownikść nacisné przyczysk resetowania, aby zresetowej silniki i sprebov ponownie ciąć lub wędadc włókna.
7. Rozwiazania problemów z nieprawidłowym ustawieniem
| Wyświetlane obrazy (oS X/Y) | Ogłoszenia | Możliwe powody | Rozwiȩzania |
| Włókno po prawej stronie jest nieprawidłowo umieszczone | Włókno po prawej stronie jest umieszczone w rowku V lu jest za krÓtkie | Zmień połozenia włókna, Ponowne cięcie włókna | |
| Włókno po lewej stronie jest nieprawidłowo umieszczone | Włókno po lewej stronie jest umieszczone w rowku V lu jest za krÓtkie | Zmień połozenia włókna, Ponowne ciȩcie włókna | |
| Będ wyrównia | Włókno po prawej/lewej stronie nie jest umieszczone w rowku V | Zmień połozenia włókna, Ponowne ciȩcie włókna | |
| Prosze o ponowne ułożenie włókna | Ciecia po lewej/praewej stronie są zbyt krÓtkie | Zmień połozenia włókna, ponownie przytnij włókno | |
| Prosze o ponowne ułożenie włókna | Włókna po lewej/praewej stronie są za dlugie | Zmień połozenia włókna, ponownie przytnij włókno | |
| WłóknaNie są kwalifikowa ne | Kurz lub brud na włóknach | Wyczyść i ułoź ponownie włókna | |
| Wyświetlane obrazy (oS X/Y) | Ogloszeni e | Możliwe powody | Rozwiązania |
| Kąty powierzchni czołowych w��kien nie są kwalifikowa ne | Problemy z procesem.czćcia w��kien) | Ponowne.czćcie w��kna |
Po wyrównaniu wlokien system automatycznie Rozladuje sie i wykona spawanie. Jesli ustawieu jest ustawione na spawanie połautomatyczna ekranie wyświetla są komunikat „Alignment compl e te". Nastepnia uzytkownikMZe nacisnacz przycisk start, aby wykonac spawanie lub przycisk reset, aby zresetować silniki.
Maintenance
1. Korekta luku
Gdy Środkowisko zewétrzne ulegnie naglej zmianie lub w ponieszych sytuacctach, konieczna;będzie korekta ARC w celu dostosowania natęze prȩdu, aby zapewnić niskie straty i wysoka stabilność spawania.
- Zmiany temperatury, wilgotnosci lub ciñnienia powietrza
- Starzenie sie lub zanieczyszczenie elektrod
- Ciagle awarie połaczenia lub duże straty połaczenia
- Maszyna jest bezczynna przyez dlugi czas
- Elektrody nadmiernie zuzyte
- Elektrody są swiezo czyszczone lub wymieniane Metoda korygowania Rozladowania:
① Wybierz „Korekcja luku" w
② Umieszć pocietà włókna w uchwytach i zamknij osłone chroniacja przy wiatrem.

③ Ješli wystepuje „Dužy prad" lub „Mały prad", powtorz operacja ②
③, aż do momentu, gdy zostanie wyświetlona informacja,ź korekta zńczyła są powodzeniem.
Ogloszenie:
Katy cięcia w trybie korekcji rożadowania są ustawiane osobno, nie są czȩględne w stosunku do trybów glączenia. Korekta rożadowania zwykle musi być powtarzana kilka razy. Prosimy o cierpl空气质量.
2. Wykryj parametry systemu
Funkcja autotestu pozwala na sprawdzenie i inspekcie systemu na podstawie kilku waznych parametrów.
Nalegamy, abyzasugerować uzytkownikom przypegowadzenia autotestu parametrów, na wypadek gdyby jakość sączego mogla ulec pogorszeni. Poactualizacje systemu
Po wymianie/przesunieciu elektrod
Po przyȩciu dędugiego transportu lub silnégo wstrȩsu
Po ciąglych awariach spawów lub gdy straty spawów są nienormalny wysokie
Gdy w procesie wyrównywania wystepujuciagla nadmierna regulacja Operacje są nastepujuce :
① Wyczyść rowek w ksztalandie litery V i dociski wacikiem nasćzonym alkoholem.


② Wybierz „Wykryj parametry" w „Utrzymaj"
③ Umieszec wókna i zamknijPokrywę, a autotest zostanie wączony. Zazwczaj test;będzie trwał 2 minuty. Zwroc uwage na komunikat na ekranie LCD, jesti test sie nie powiedzie, postępuj zgodnie z instrukcjna ekranie i ponownie wącz wykrywanie systemu (Krok ①).
Ogloszenie:
Czyszczenie jest najwazniejszym krokiem. Prosze wyczyscić okreslone częsci przydalszymi operacjami.
3. Wymiana elektrod
Elektrody ulegna uszkodzeniu z powodu dlugiego uzytkowania. Wymień elektrody po 5000 Rozladowaniach, w przyciwnym razie jakość spawiania ulegnie pogorszeniu, a straty i stabilność spawanych wólkommen wzrosna. System automatyczne przypomni Ci, ze elektrydnyNSE wyemienic, gdy liczba RozladowaN osiagnie 5000. Po wymianie elektrodrekordrozladowania zostanie zresetowy. Uważaj na ostre konćowych elektrod podczas ich wymiany. Czynnosci są nastepujuść:
- Przed wymianę elektrod uzytkownicy musza odȩczyć zasilanie i wyłączyć urzadzenia, nacisność przycisk zasilania, aby wyłączyć zasilanie. Czerwona dioda LED zgaśnie.
- Odkręc s Ruby na oslonie elektrod, zdejmij oslony elektrod, wyjmij elektrody.
- Włód nowe elektrydo w rowki elektrod, załoź z powrotem pokrywo i delikatnie dokrec struby.
Sprawdz,czydwieelektrodysa na tej samej linii poziomej i tej s linii pionowej.Jesli nie,umiesc elektrodyponownie.
Włacz maszyny i wędź do sąje dobrze pocietà wólćno, wybierz „Wymień elektrody" w sekcj „Konserwacja".
Prosze „Wykryj parametry systemu" i wykonaj „Korekcje fuku".




4. Czyszczenie rowków w ksztalcie litery V
Jesli w rowku V znajduja sie zanieczyszczenia, włokna odchylaja sie c normalnej pozycji, a tym samym uład jest jaburzony, przyez co strata spawuMZe byc nienormalnie wyźsa. Dlatego uzytkownicy musza regularnie sprawdzać i czyscić rowek V. Oto czynnosci:
✓ Otwórz osłone przyciwiatrowa.
Usń zanieczyszczenia z rowka V za pomocamy do pytu.
✓ Wyczyść dolna czȩc rowka V wacikiem nasćzonym alkoholem.
uzywaj zadnych twardych przydmiotów (ostrzy itp.) do czyszczenia rowk jestli wystapią jakiekolwiek uszkodzenia wptywajace na normalne funkcie.

5. Czyszczenie soczewek mikroskopu
Spawarka jest wyposzażona w system przytetwarzania obrazu do observerwólkommen, są soczewski mikroskopu są zanieczyszczone, normalna observacja zostanie zakłocona, co są skutkować zymiDynikami spawania. Uzytkownicy powinni regularnieczyscić 2 soczewki, aby mied pewnosć, są czyste.
A. Wyłucz maszyny i otworz oszone przyciwiatrowa.
B. Delikatnie wycyszec soczewkewacikiem nasaczonym alkoholem.
C. Uwaga: Nie dotykaj elektrod. Nie dotykaj soczewki twardymi przyedmiotami.
D. Wyczyść resztki alkoholu czystym, suchym wacikiem bawełnianym i upewnij są, ze jest czysty i nie ma w nimźadnych zanieczyszcz
E. Włacz maszyny, observwuji obr zna ekranie i sprawdź, czy nie manim kurzu. Jeśli tak, wyczyść ponownie obiektyw.


6. Czyszczenie pras do włókien
Kurz na prasach włókien要去 powodowej problemy z mocowaniem lu trzymaniem włókien i;będzie miał bezposgcdni wptyw na jakość (£aczeni Uzytkownicy powinni regularnie sprawdzać i czyscić prasy włókien.
- Otworz oszone przyciwwiatrowa.
- Wyczyść powierzchnie prasy cienkim wacikiem zwilżonym alkoholem, po czyszczeniu osusz prsie suchym wacikiem.

Others
Rozwiązywanie problemów
| Zjawiska nieprawidowej | Powody | Rozwiązania |
| Nietypowe dzwiedymi, takie jak chrapanie podczas wytrysku | Nieprawidowej pozycja montaźu elektrod | Prosimy o sciste przeestrzejanie instrukcj podczas montaźu elektrod. |
| Opólznione wypisanie lub brak wypisu | 1. Nieprawidowej pozycja montaźu elektrod 2. Kończycki elektrod pakryte są tlenkiem krzemu | 1. Podczas montaźu elektr naleź y sciste przyestrzejność instrukcj 2. Wyczyść kończycki elektrod lub wymiść elektrod |
| Maszyna ulegla awarii podczas rożadowymania | Nieprawidłowowa pozycja montaźu elektrod | Prosimy o sciste przystrzejanie instrukcji podczas montaźu elektrod. |
| Będ korekty rożadowania | Obecne warunki otoczenia zlokacja proces rożadowania | Ješli nadal pojawia są ostrzeżenie o - prȩdzie, zmiejeś zȩpędzki rożadowania. W przyciwny razie zwększ prȩd. Ješli nadal wystepuju będ, skontaktuż zȩ dzialem obstrugi posprzedañnej. |
| Będy wustawieniu włókien | 1. Na soczewce, lampie LED i rowku V zlokacja kurz. 2. Awaria uładu zasilar | Spróbuj wyczyść soczewka swiatła LED i rowek V. Je Problem nadal wystepuju, skontakuż zȩ dzialem obstrugi posprzedañowej. |
| Niska jakość punktułączenia | 1. Kurz na włóknach 2. Nieprawidłowewustawenia typu włókna lub nożrawidów program spawania 3. Zmiany w środkowiskułączenia 4.Kontrola awarii silnika | 1. Ponownie przygotuj włókna i połucz je. 2. Wybierz odgowiedni typ włókna i odgowiedni prograspawania 3. Wykonaj korektów rożadowania, aby dostosowej prȩd do normalné go natȩzenia 4.Ponowna przyba autotestu parametrów |
Karta serwisu posprzedañ战略布局
Nazwa: Tele :
Numer seryjny produktu : Model produktu :
Adres:
biuro zakupów:
Opis problemu:
Producent: Shanghaiimuxinmuyeyouxiangonsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA
Techniczny Wsparcie i certyfikat e-gwarancji




