
ALK-T3 - Narzędzie do łączenia światłowodów Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia ALK-T3 Vevor w formacie PDF.

| Marka | Vevor |
| Model | ALK-T3 |
| Typ produktu | Spawarka do światłowodów |
| Wymiary (około) | 160 x 170 x 140 mm |
| Waga | 2,8 kg |
| Zasilanie | Akumulator litowy 10,9 V / 7800 mAh; zasilacz sieciowy 220 V AC; ładowarka samochodowa 12 V DC |
| Wydajność | Około 260 spawów + podgrzewań na ładowanie |
| Czas ładowania | 3 godziny |
| Obsługiwane typy włókien | SM, MM, DS, NZDS, UI, BUI, EDF (jednomodowe, wielomodowe itp.) |
| Średnica włókna | Powłoka: 80-150 µm; Płaszcz: 100-1000 µm |
| Tryb ustawiania | Rdzeń, powłoka, precyzyjny (wybieralny) |
| Średnia strata spawu | 0,03 dB (SM), 0,02 dB (MM), 0,05 dB (DS, NZDS) |
| Czas spawania | 7 s (tryb szybki) / 9 s (tryb standardowy) |
| Wyświetlacz | Kolorowy dotykowy wyświetlacz LCD 5 cali |
| Powikększenie | 210x do 320x (zoom do 1100x po spawaniu) |
| Test wytrzymałości na rozciąganie | ≥ 2 N (opcjonalnie) |
| Podgrzewanie rurki | Średnice 2-6 mm; czas 10-23 s; temperatura do 260 °C |
| Pamięć | 100 000 rekordów spawów, 10 000 obrazów |
| Główne funkcje | Automatyczne ustawianie, korekcja łuku, automatyczne podgrzewanie, automatyczny start, zapis obrazu |
| Zalecana konserwacja | Czyszczenie rowków V, soczewek, dociskaczy; wymiana elektrod po 5000 wyładowań |
| Bezpieczeństwo | Wewnętrzne wysokie napięcie; nie demontować; używać oryginalnych akcesoriów; unikać płynów i kurzu |
| Dostępne części zamienne | Elektrody, akumulator, zasilacz sieciowy, ładowarka samochodowa, nożyk do światłowodów |
| Możliwość naprawy | Wymiana elektrod przez użytkownika; zalecana profesjonalna konserwacja |
| Zgodność | FCC Part 15, dyrektywa UE 2012/19/WE (WEEE) |
| Gwarancja | Elektroniczny certyfikat gwarancyjny na www.vevor.com/support |
Często zadawane pytania - ALK-T3 Vevor
Pytania użytkowników dotyczące ALK-T3 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Narzędzie do łączenia światłowodów w formacie PDF za darmo! Znajdź swoją instrukcję ALK-T3 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. ALK-T3 marki Vevor.
INSTRUKCJA OBSŁUGI ALK-T3 Vevor
Techniczny Wsparcie i certyfikat e-gwarancji www.vevor.com/support
SPAWARKA ŚWIATŁOWODOWA MODEL:ALK - T3
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach. „Oszczędź połowę”, „Połowa ceny” lub jakiekolwiek inne podobne wyrażenia używane wyłącznie przez nas
przedstawia szacunkowe oszczędności, jakie możesz uzyskać kupując określone narzędzia
z nami w porównaniu do głównych, najlepszych marek i niekoniecznie oznacza to okł wszystkie kategorie narzędzi oferowanych przez nas. Przypominamy o sprawdzeniu ostrożnie
gdy składasz u nas zamówienie, jeśli faktycznie Oszczędność Połowa w porównaniu z wiodącymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
OPTICAL FIBER FUSION SPLICER
MODEL: ALK- T3

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami:
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponowni jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
IMPORTANT SAFEGUARDS

Ostrzeżenie:
Prosimy o ścisłe przestrzeganie wskazówek bezpieczeństwa zawartych w instrukcji podczas użytkowania spawarki światłowodowej (zwanej dalej „Splicer”). Nieznajomość lub nieprzestrzeganie zasad lub uwag podkreślonych w instrukcji może spowodować porażenie prądem, pożar i obrażenia użytkowników. Producent nie ponosi odpowiedzialności za wypadki spowodowane niewłaściwym użytkowaniem.
-
Napięcie wejściowe tego modelu maszyny jest określone; nie należy używać napięcia poza zakresem. Należy używać prawidłowego zasilacza AC i DC.
-
W przypadku wystąpienia poniższych usterek spawarki światłowodowe należy natychmiast odłączyć przewód zasilający od wejścia zasilania i wyłączyć spawarkę światłowodową. W przeciwnym razie uniemożliwiona zostanie jej naprawa, a nawet może dojść do obrażeń ciała, śmierci I pożaru.
★ Anomalia dymu, zapachu, hałasu lub ciepła
★ Zepsute lub uszkodzone maszyny
★ Do wnętrza maszyny dostała się ciecz lub ciało obce
-
Ten model spawarki światłowodowej nie wymaga konserwacji podzespołów wewnętrznych. Zabrania się demontażu spawarki światłowodowej i modułów zasilania. Wszelkie błędy w konserwacji spowodują, że urządzenie stanie się nieodwracalne, a nawet doprowadza do obrażeń ciała.
-
Maszyna ma ścisłe ograniczenia co do zastosowanego modułu zasilania.
-
Zabrania się używania spawarki światłowodowej w środowisku, w którym występują łatwopalne ciecze lub gazy. W przeciwnym razie mo: dojść do pożaru, wybuchu lub innych poważnych konsekwencji.
- Klauzula zrzeczenia się odpowiedzialności
Firma nie ponosi odpowiedzialności za szkody powstałe w wyniku stosowania nieoryginalnych baterii.
- Aby uniknąć ewentualnego nieprawidłowego działania lub braku bezpieczeństwa, należy używać prawidłowego uziemionego gniazda trzyotworowego, gdy zasilacz AC/DC ma dostęp do zasilania AC 220 Hz.
PRAWIDŁOWA UTYLIZACJA

Ten produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/WE. Symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzucać razem ze zwykłymi odpadami domowymi, ale należy je oddać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych.
UTYLIZACJA BATERII

Aby zminimalizować zagrożenia dla zdrowia i środowiska po zakończeniu okresu użytkowania produktu, przepisy dotyczące zużytego sprzętu elektrycznego i elektronicznego (WEEE) oraz dyrektywa w sprawie zużytych baterii wymagają, aby ten prod został przekazany do odpowiedniego punktu zbiórki, do którego zostanie on przekazany w celu wyjęcia baterii i poddania odpowiedniemu recyklingowi. Aby uzyskać więcej informacji na temat recyklingu i bezpiecznej utylizacji tych odpadów w Twojej okolicy, skontaktuj się z lokalnymi władzami.
FCC INFORMATION
UWAGA: Zmiany lub modyfikacje wykonane bez wyrażnej zgody strony odpowiedzialnej za zgodność mogą spowodować unieważnienie prawa użytkownika do korzystania ze sprzętu!
To urządzenie jest zgodne z częścią 15 przepisów FCC. Jego działanie podlega następującym dwóm warunkom:
1) Produkt ten może powodować szkodliwe zakłócenia.
2) Produkt ten musi być odporny na wszelkie zakłócenia, w tym zakło
mogące powodować niepożądane działanie.
OSTRZEŻENIE: Zmiany lub modyfikacje tego produktu, które nie został wyraźnie zatwierdzone przez stronę odpowiedzialną za zgodność, mogą unieważnić prawo użytkownika do korzystania z produktu.
Uwaga: Ten produkt został przetestowany i uznany za zgodny z ograniczeniami dla urządzeń cyfrowych klasy B zgodnie z częścią 15 przepisów FCC. Ograniczenia te mają na celu zapewnienie odpowiednie ochrony przed szkodliwymi zakłóceniami w instalacjach domowych.
Ten produkt generuje, wykorzystuje i może emitować energię o częstotliwości radiowej i jeśli nie zostanie zainstalowany i używany zgodnie z instrukcją, może powodować szkodliwe zakłócenia w komunikacji radiowej. Nie ma jednak gwarancji, że zakłócenia nie wyst w konkretnej instalacji. Jeśli ten produkt powoduje szkodliwe zakłócenia w odbiorze radia lub telewizji, co można stwierdzić poprzez wyłączenie i ponowne włączenie produktu, zaleca się, aby użytkownik spróbował skorygować zakłócenia, stosując jeden lub więcej z następujących środków.
- Zmiana orientacji lub położenia anteny odbiorczej.
- Zwiększ odległość między produktem a odbiornikiem.
- Podłączyć produkt do gniazdka w innym obwodzie niż ten, do które podłączony jest odbiornik.
- Skonsultuj się ze sprzedawcą lub doświadczonym technikiem RTV, a uzyskać pomoc.
1. Środowisko pracy
1.1 Środki ostrożności dotyczące użytkowania/przechowywania spawarki:
● Temperatura pracy : -10 °C \~ +45 °C
● Ograniczenie temperatury : -20 °C \~ +55 °C
● Wilgotność robocza : ≤95 % RH ( bez kondensacji )
● Maksymalna prędkość wiatru : 15m/s
- Warunki przechowywania: - 10 °C \~ + 45 °C ( Z baterią, Bez kondensacji ) -20 °C + 60 °C ( Bez baterii, Bez kondensacji )
Nie należy używać spawarki w środowisku zagrożonym pożarem lub wybuchem, w razie ryzyka pożaru lub wybuchu.
Nie używaj ani nie przechowuj spawarki w środowisku o wysokiej temperaturze lub wysokiej wilgotności, ponieważ może to spowodować uszkodzenia urządzenia. Gdy spawarka zostanie przeniesiona z otoczen o niskiej temperaturze do otoczenia o wyższej temperaturze, podejmij możliwe środki rozgrzewające, aby wyeliminować kondensację.
Używając urządzenia w zapylonym otoczeniu, należy zastosować odpowiednie środki ochrony przeciwpyłowej, aby zapobiec przedostawaniu się dużej ilości pyłu do urządzenia i powodowaniu jego awarii.
2. Zasilacz
Proszę używać wyłącznie akcesoriów pasujących do spawarki i nie używać żadnych zasilaczy, baterii ani przewodów zasilających, które nie są określone w instrukcji.
Proszę nie używać spawarki pod napięciami, które nie są określone dla danego modelu, w przypadku pożaru lub porażenia prądem. Dostosowa przewód zasilający ładowarki samochodowej jest dostępny tylko do zasilania 12 V samochodów benzynowych. W żadnych okolicznościach użytkownicy nie powinni używać go w samochodach z silnikiem Diesła zasilaniem 24 V.
3. Bateria
Prosimy o ścisłe przestrzeganie instrukcji podczas korzystania z baterii. Niewłaściwe korzystanie z baterii może spowodować jej nagrzewanie, pęknięcie, eksplożję, pożar lub obrażenia użytkowników.
Nie należy ładować akumulatora metodami, które nie są określone w instrukcji.
Nie wrzucaj baterii do ognia.
Nie należy zamieniać biegunów dodatniego i ujemnego.
Nie wystawiaj rozładowującego się akumulatora na działanie promieni słonecznych, wysokiej temperatury ani ognia.
Nie rzucaj baterią i nie uderzaj w nią.
Jeśli elektrolit z baterii wycieknie, należy obchodzić się z nim ostrożnie. Jeśli skóra lub oczy użytkownika zostaną przypadkowo zanieczyszczone elektrolitem, należy je dokładnie umyć i natychmiast zwrócić się o pon lekarską. Jednocześnie
Proszę powiadomić dział obsługi technicznej w celu zabrania się do naprawy akumulatora.
4. Inne środki ostrożności
Nie dopuść, aby do wnętrza produktu dostały się jakiekolwiek płyny lu materiały metalowe, ponieważ może to spowodować pożar, porażenie prądem lub awarię produktu. Jeśli woda lub jakiekolwiek materiały metalowe dostaną się do produktu, zaprzestań korzystania z niego, od zasilanie, wyłącz sprzęt i skontaktuj się z działem serwisowym.
Proszę nie dotykać elektrod, gdy sprzęt pracuje, w razie zranienia wys napięciem. Proszę odciąć zasilanie i wyłączyć sprzęt przed wymianą elektrod.
Nie rozbieraj ani nie niszcz spawarki, jej akumulatora ani adaptera, ponieważ grozi to przegrzaniem, wybuchem lub pożarem. spowodowany.
Z wyjątkiem komponentów, które można zmieniać w tej instrukcji, prosi nie próbować demontować żadnych części spawarki. Konserwacja lub naprawa sprzętu musi być wykonywana przez profesjonalnych techników naszej firmy, nieprawidłowe działanie może spowodować pożar lub porażenie prądem.
Nie dotykaj termokurczliwej rurki w trakcie jej nagrzewania lub zaraz p zakończeniu nagrzewania, ponieważ termokurczliwa rurka jest bardzo gorąca i może spowodować oparzenia.
Nie dotykaj spawarki, przewodu zasilającego ani wtyczki zasilania mokrękami, ponieważ grozi to porażeniem prądem.
Nie czyść soczewki mikroskopu, rowka V, ekranu itp. żadnymi materiał chemicznymi poza alkoholem. W przeciwnym razie może to spowodować rozmycie obrazu lub plamy na ekranie, a nawet korozję lub uszkodzeń sprzętu.
Proszę unikać silnego potrząsania lub zderzenia sprzętu, w przeciwnym razie sprzęt może zostać uszkodzony. Proszę transportować lub przechowywać spawarkę w dedykowanym pudełku transportowym.
Aby utrzymać wydajność spawarki, należy raz w roku przeprowadzać kompleksową konserwację urządzenia.
Production Introduction
Spawarka światłowodowa jest używana głównie do konserwacji kabli światłowodowych i operacji względnych. Dlatego jest również nazywana spawarką światłowodową. Jest to urządzenie, które wykorzystuje wysoce precyzyjną strukturę napędową, aby popychać dwa włókna, aby zbliżyć do siebie i wykorzystuje łuk elektryczny, aby stopić dwa włókna optycna ich powierzchniach końcowych, tworząc pojedyncze długie włókno.
Spawarki światłowodowe są głównie stosowane przez: operatorów telekomunikacyjnych, dostawców usług internetowych, wykonawców projektów sieciowych, laboratoria. Są one stosowane w: konserwacji sie kabli światłowodowych, projektach telekomunikacyjnych, naprawach awaryjnych, eksperymentach optycznych, produkcji i testowaniu urządzeń optycznych, badaniach naukowych na uczelniach.
- Wprowadzenie przycisków funkcyjnych
| Wygląd | Nazwa | Funkcjonować |
 | Podgrzewacz | Do procesu ogrzewania rurki termokurczliwe po połączeniu. |
 | Przycisk mocowania bateri | Zakładanie/wyjmowanie baterii |
3. Podstawowe parametry
- Zastosowalne włókna optyczne: SM, MM, DS, NZDS, UI, BUI, EDF itp.
- Typ rdzenia: pojedynczy rdzeń
- Silnik: 4 silniki
- Średnica włókna, której można użyć: Średnica płaszcza 80-150 μm Średnica powłoki 100-1000 μm
Tryb łączenia
● Pre-store: 1 8 grup. Dostosuj: 982 grup
- Rejestrowanie wyników łączenia: 100,0 0 0-grupowych rekordów łączenia i 10 000 miejsc na obrazy
- Prędkość łączenia : 9 sek. (tryb standardowy ) 7 sek. EC ( tryb
● Wyrównanie : wyrównanie między płytami
Strata spawu
- Średnia strata przy łączeniu : 0,03 dB (SM) , 0,02 dB (MM) , 0,0 (DS) , 0,05 dB (NZDS)
● Strata odbiciowa : ≥ 60 dB - Oszacowanie strat w łączeniu : istnieje
Zasilacz
- Bateria : Akumulator litowy 10,9 V , typowe spawanie i podgrzewa 260 razy , czas ładowania 3 godz. , 500 cykli ładowania, akumul litowy 7800 mAh
Warunki działania
- Środowisko pracy: Wysokość 0 \~ 5000 m n.p.m., wilgotność względna 0 \~ 95% (bez kondensacji), temperatura -20 °C \~ 55 °C, maksymalna prędkość wiatru 15 m/s
- Warunki przechowywania: Wilgotność względna 0 \~ 95% (brak kondensacja), temperatura -40 °C \~ 80 °C
- Odporność na korozję : Urządzenie główne, komponenty i materiały składowe spełniają wymagania antykorozyjne GB/T 2423.54-2005 i nie są podatne na korozję powodowaną zanieczyszczeniem płynem.
Rurka termokurczliwa grzewcza
- Średnica zastosowania : 2 mm, 3 mm, 4 mm, 6 mm
- Długość odpowiednia : 60 mm, 50 mm, 45 mm, 40 mm, 2 mm
- Czas nagrzewania : rurka 2 mm (regulowana w zakresie 10–15 s), rurka 4 mm (regulowana w zakresie 14–19 s), rurka 6 mm (regulowana w zakresie 17–23 s)
- Temperatura grzania: 10-260 °C (niestandardowa)
- Automatyczne ogrzewanie: automatyczne rozpoznawanie włókien i ogrzewanie po przykryciu
Inne parametry
- Test rozciągania: ≥ 2N (opcjonalnie)
- Wyświetlacz : 5-calowy kolorowy ekran TFT HD LCD, obsługa wielu języków, ekran dotykowy
- Powiększenie : X/Y: 210 razy, X/Y: 320 razy Po zakończeniu łącz wynik można powiększyć 1100 razy, klikając go dwukrotnie.
- Port USB : USB2.0
- Oświetlenie : podwójne białe światło LED
● Funkcja IoT: Opcjonalnie - Funkcja zarządzania hastami: Opcjonalnie
4. Interfejs początkowy
- Wybór języka ( angielski, francuski, niemiecki, portugalski, włoski, hiszpański )

◆ Pierwsza korekta ARC (korekta ARC może poprawić wydajność i stabilność spawania)
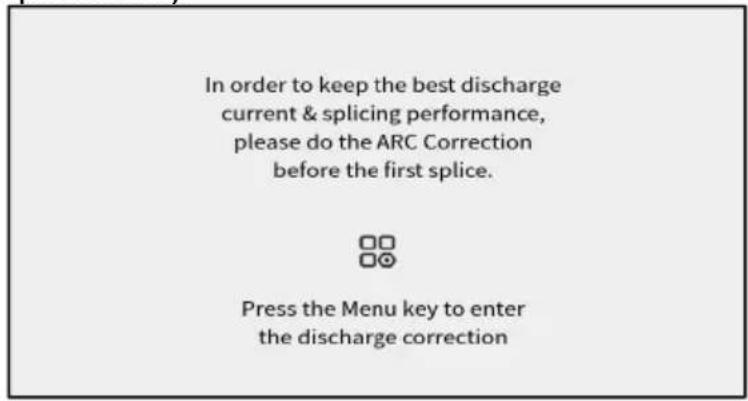
◆ Interfejs korekcji łuku (cięcie i umieszczanie włókna w prawidłowy sposób)

◆ Sukces korekcji ARC (Po wyświetleniu komunikatu „ success ” na ekranie, proces korekcji ARC zostanie ukończony; należy wtedy nacisnąć przycisk [Rest], aby wyjść z trybu.)

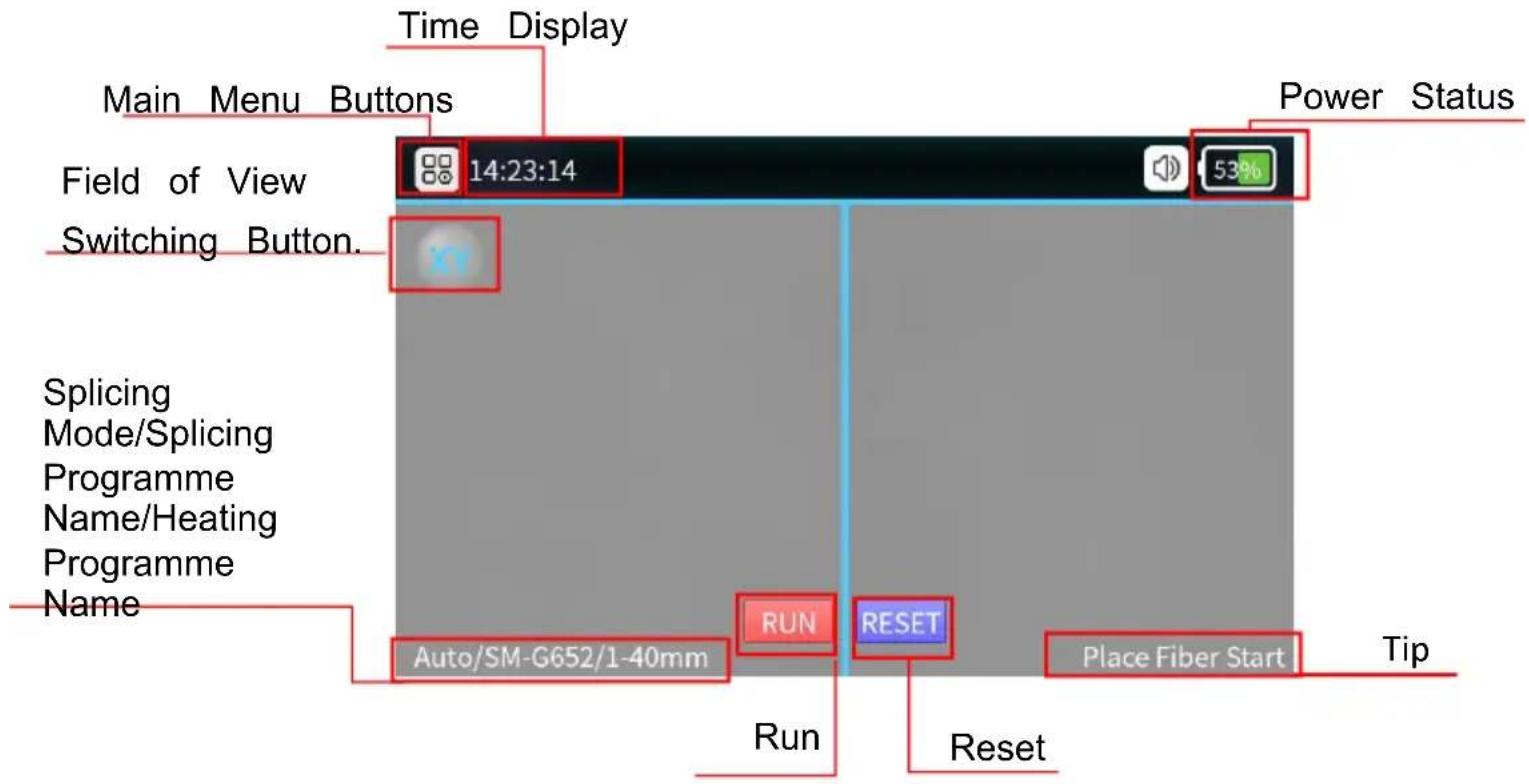
5. Opis interfejsu użytkownika
1. Wprowadzenie do funkcji Splicera

| Parametry | Instrukcje |
| Test rozciągania | Po włączeniu tej opcji test naprężenia zostanie wykonany automatycznie po wykonaniu połączeń. |
| Automatyczne ogrzewanie | Włożyć światłowód, przykryć po automatycznym podgrzaniu. |
| Automatyczne | Po włączeniu , łączenie odbywa się automatyczni |
| uruchamianie | zamknięciu pokrywy. |
| Automatyczne zapisywanie obrazu połączenia | Po włączeniu obraz połączenia jest automatycznie zapisywany. |
| Wymuś ciepło | Gdy jest włączony i nie wykryto światłowodu, naciśnięcie przycisku ogrzewania również powoduje jego podgrzanie. |
| Wymuś połączenie | Po włączeniu tej funkcji użytkownik może nacisna przycisk start, aby wymusić kontynuację spawania światłowodowego, gdy proces spawania światłowodowego wykryje zwarcie kątowe lub niedopasowanie włókien. |
| Obrót ekranu | Interfejs ekranu obrócony o 180° |
| Szybki tryb łączenia | Można włączyć lub wyłączyć; czas łączenia ulega skróceniu, gdy włączony jest tryb szybki. |
| Operacja Beep | Sygnały dźwiękowe można włączyć lub wyłączyć |
3. Splatać Ustawić
| Splice Operate Mode | Auto |
| Arc Cleaning Time | 120 ms |
| Surface Angle Threshold | 1.5° |
| Fiber Angle Threshold | 0.8° |
| Align Offset Threshold | 0.4 um |
| Fiber Alignment Mode | Core |
| Fiber Pass Mode | Medium |
| Reset Waiting Time | 10 s |
| Parametry | Opis |
| Tryb pracy łącznika | Tryb automatyczny, tryb półautomatyczny, tryb ręczny (opcjonalnie). |
| Czas czyszczenia łuku | Czyste rozładowanie polega na usuwaniu drob pyłu przylegającego do powierzchni włókna światłowodowego poprzez rozładowanie włókna przed spawaniem. |
| Próg kąta powierzchni | Wartość graniczna kąta powierzchni czołowej włókna. |
| Próg kąta włókn | Ograniczenie kątowe po ustawieniu włókien lew i prawych. |
| Wyrównaj przesunięcie progu | Granica odchylenia środkowego po ustawieniu włókien lewych i prawych. |
| Tryb wyrównywania włókien | Można ustawić wyrównanie rdzenia, wyrównanie powłoki i dokładne wyrównanie. |
| Tryb przejścia światłowodu | Można ustalić niskie, średnie i wysokie standa |
| Zresetuj czas oczekiwania | Po włączeniu testu rozciągania, czas oczekiwa na zresetowanie silnika po otwarciu osłony wiatroszczelnej. |
4. Edytuj program Splice
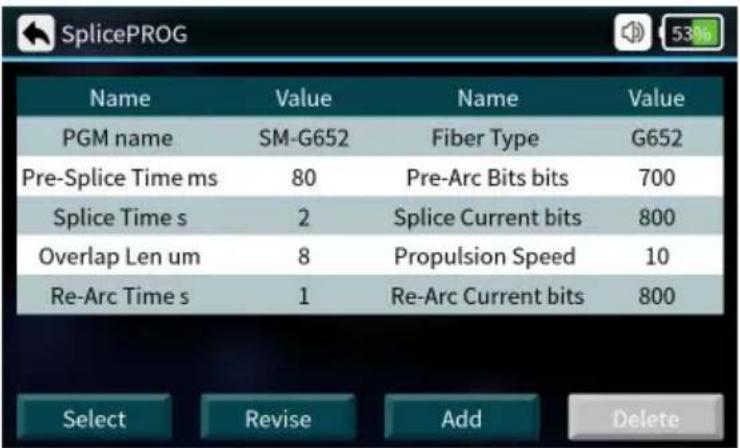
| Edytuj program Splice | |
| Złącze PN | Nazwa programu splicer |
| Czas przed łączeniem | Czas przed łączeniem można ustawić w zakresie: ( ms ) |
| Czas łączenia | Czas łączenia można ustawić w zakresie: 0-5 ( s ) |
| Nakładanie się len | Nakładanie się Len można ustawić w zakresie: 0-5 ( um ) |
| Czas ponownego łuku | Czas ponownego łuku można ustawić w zakresie: |
| Typ włókna | Rodzaje włókien |
| Bity przedłukowe | Bity przedłukowe można ustawić w zakresie: 0–400 (bitów) |
| Bity prądu łączenia | Prąd łączenia można ustawić w zakresie: 0–4000 |
| Prędkość napędu | Prędkość napędu można ustawić w zakresie: 0-50 ( um/s ) |
| Bity prądu ponownegołuku | Prąd ponownego łuku można ustawić w zakresie:4000 (bitów) |
5. Rękaw Ustawić
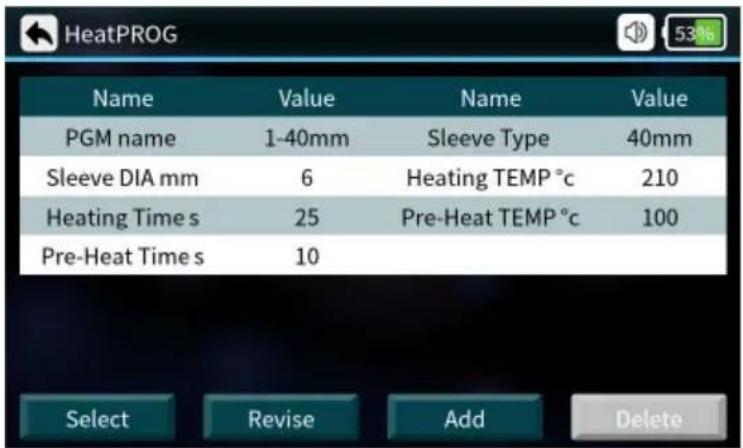
| Parametry | Opis |
| Ogrzewanie PN | W systemie znajduje się wiele programów grzewo przeznaczonych do różnych rodzajów rurek termokurczliwych. Użytkownicy mają także do dyspozycji wiele programów do samodzielnego ustawiania. |
| Rękaw średni | 2mm, 3mm, 4mm, 6mm |
| Czas nagrzewania | Czas nagrzewania termokurczliwego |
| Czas wstępnego nagrzewania | Czas podgrzewania |
| Rodzaj rękawa | Rura normalna 10mm-60mm, FC, SC |
| Temperatura ogrzewania | Granica temperatury procesu grzania |
| Temperatura wstępnego nagrzewania | Limit temperatury procesu podgrzewania wstępnego |
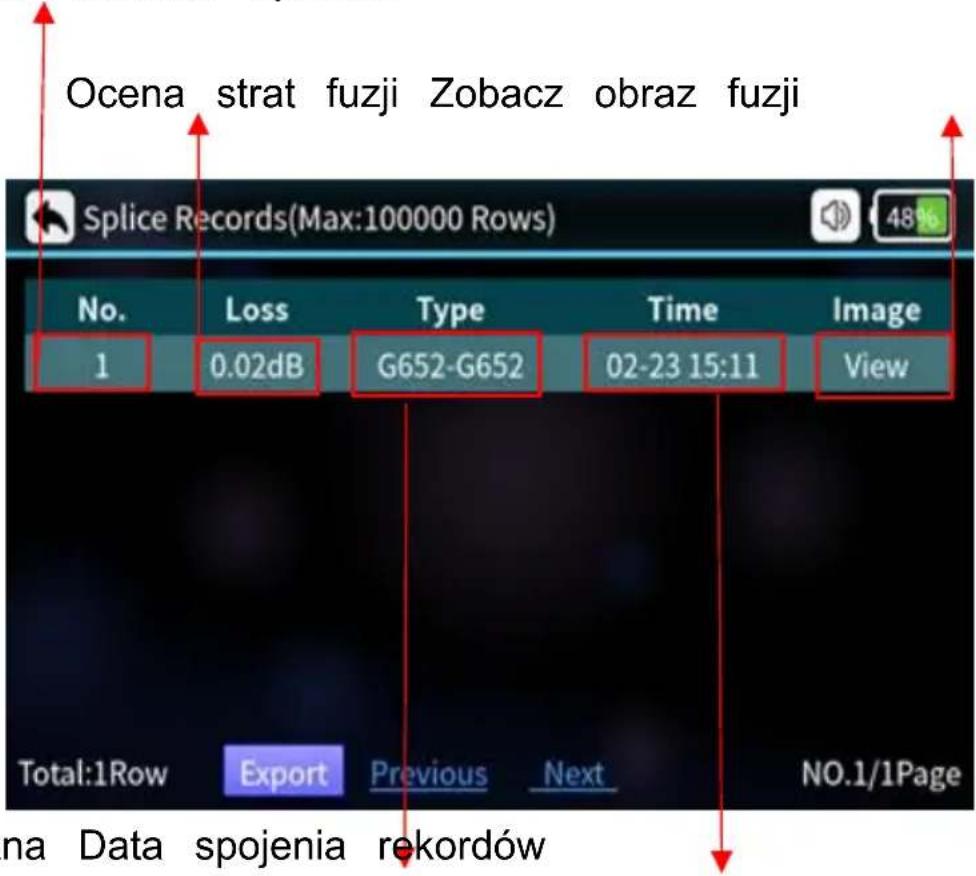
6. Rekordy łączenia

| Parametry | Opis |
| NIE. | Sortowanie według czasu łączenia |
| Strata | Strata po łączeniu |
| Typ | Rodzaje włókien do łączenia |
| Czas | Czas łączenia |
| Obraz | Widoczny obraz gotowego połączenia |
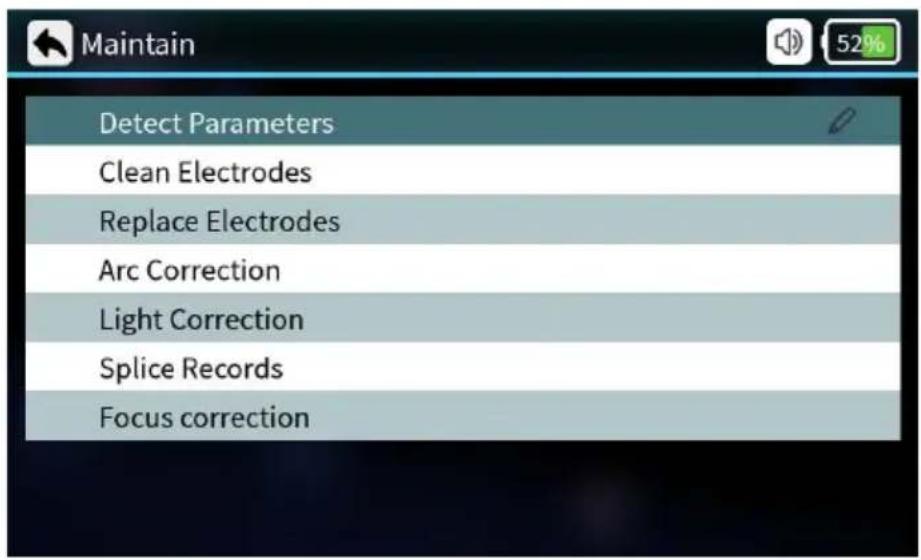
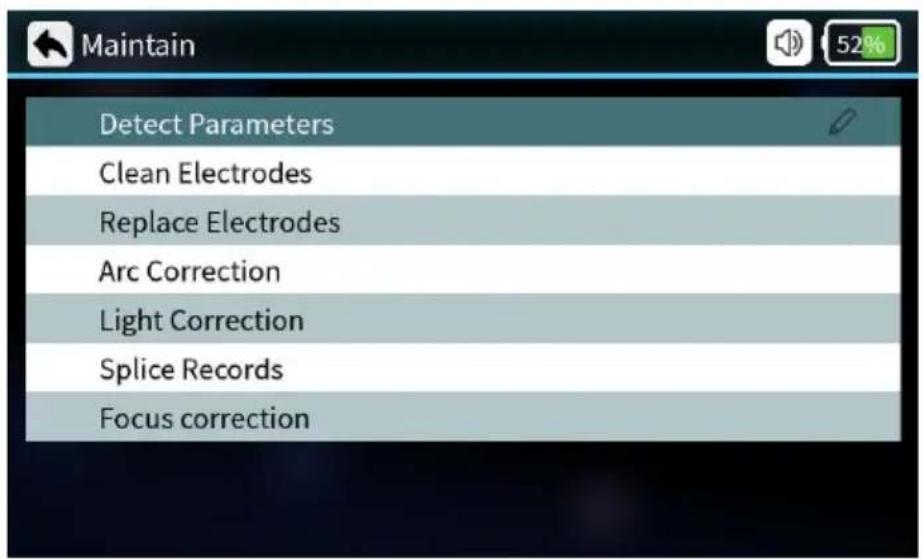
7. Utrzymywać

| Parametry | Opis |
| Wykryj parametry | Automatyczny autotest położenia elektrod, silnika i innych parametrów systemu. |
| Wyczyść elektrody | Wielokrotne wyładowania prądu o dużej wartości w celu oczyszczenia elektrod. |
| Wymień elektrody | Po wymianie elektrody, pozycja rozładowania jest automatycznie określana, a elektroda jest stabilizowana poprzez wielokrotne rozładowanie. |
| Korekta łuku | Wykonuje operację korekcji łuku i automatycznie koryguje prąd rozładowania. |
| Korekta światła | Automatyczna korekta źródła światła czerwonego. |
| Rekordy łączenia | Zapytaj o czas łączenia, oceń utratę, obraz itp. |
8. System
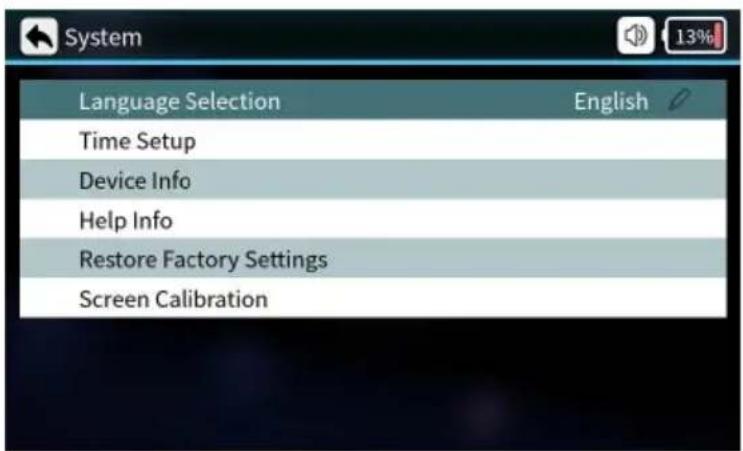
| Parametry | Opis |
| Wybór języka | Angielski, francuski, niemiecki, włoski, portuga hiszpański |
| Ustawienia czasu | Ustawianie czasu |
| Informacje o urządzeniu | Bieżące informacje dotyczące urządzenia |
| Informacje Pomocy | instrukcja obsługi |
| Przywróć ustawienia fabryczne | Ustawienia zostały przywrócone do ustawień fabrycznych |
| Kalibracja ekranu | Kalibracja ekranu dotykowego |
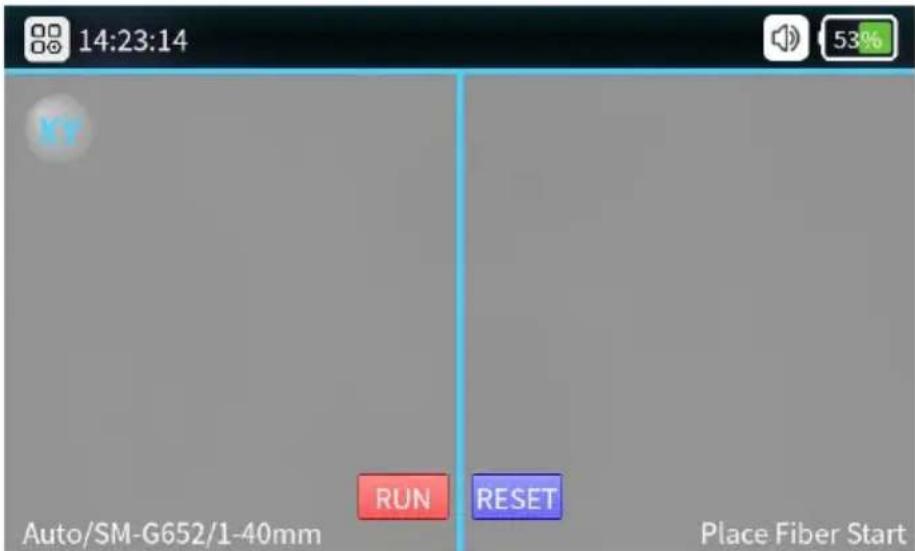
Interfejs obserwacji światłowodu: Naciśnij krótko przełącznik zasilania, a
następnie wskaźnik na panelu operacyjnym zmieni kolor na czerwony i rozlegnie się dźwięk brzęczyka, np. „Di Di”. Wszystkie silniki powróca swoich początkowych pozycji, a interfejs obserwacji światłowodu wyświetli.
2. Przygotowanie przed łączeniem
Po zdjęciu włókna optycznego, użyj bezpyłowego papieru zanurzonego alkoholu o czystości 99%, aby oczyścić warstwę powłoki w kierunku okrężnym. Zaczynając od interfejsu między powłoką a gołym włóknem, obróć papier w kierunku gołego włókna w kierunku okrężnym i pozbąc resztek warstw powłoki.
3. Cięcie włókien
(1) Umieszczenie końcówki włókna na wysokości 13–13,5 mm nad gór krawędzią szczeliny.
(2) Trzymaj suwak na zewnętrznej stronie. Następnie przykryj podkładne naciskowa.
(3) Przesuń suwak i zakończ cięcie.
(4) Otwórz uchwyt włókna i otwórz podkładkę dociskową, wyjmij włókną trzymaj je z dala od innych przedmiotów, na wypadek gdyby ulegzanieczyszczeniu.
Uwaga: W przypadku słabej powierzchni cięcia należy dostosować powierzchnię ostrza tasaka do włókien. Co więcej, chcielibyśmy zasugerować użycie określonych tasaków do włókien wyposażonych nasze maszyny.
4. Umieszczenie włókien
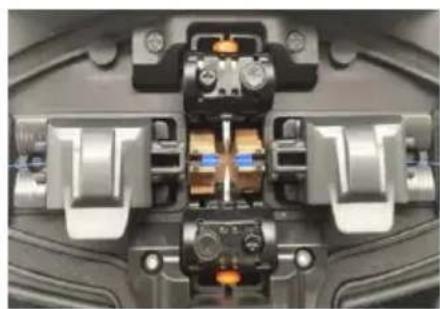
- Otwórz osłonę przeciwwiatrową i sprawdź, czy rowek V jest czysty. Jeśli nie, użyj dmuchawy lub ostrza, aby wyczyścić rowek V.
- Umieść przecięte włókna w rowku V modułów spawalniczych i upew się, że włókna znajdują się dokładnie w rowku V.
- Sprawdź, czy końca włókien znajdują się w położeniu między końcówkami elektrod a rowkami V. Upewnij się, że znajdują się b końcówek elektrod. W przeciwnym razie włókna należy wymienić.
- Delikatnie zamknij osłonę przeciwwiatrową i rozpocznij łączenie
5. Sprawdź wynik łączenia
Liczba rekordów łączenia
6. Automatyczne wyrównanie i korekta powierzchni czołowej
Aby zapewnić jakość spawania, produkt wykorzystuje system przetwarzania obrazu do obserwacji włókien. Jednak w niektórych warunkach system może nie być w stanie wykryć błędów spawania. Dlatego nadal musimy kontrolować proces spawania oczami przez ekra wyświetlacza, aby uzyskać lepszą jakość spawania.
Zamknij osłonę przeciwwiatrową lub naciśnij przycisk start, światłowód
przejdzie w stan automatycznego wyrównania, a lewy i prawy światłow zaczną wykonywać ruch fazowy. System sprawdzi powierzchnie cięcia i rozładowaniu czyszczącym, jeśli powierzchnie końcowe nie zostaną zakwalifikowane, łączenie nie zostanie rozpoczęte. i na ekranie pojawi informacja o błędzie. Jeśli cięte powierzchnie zostaną zakwalifikowane, proces wyrównywania będzie kontynuowany. Po wyrównaniu kąty powierzchni końcowych włókien po obu stronach zostaną wyświetlone re ekranie. Jeśli wykryte kąty przekroczą kąt ograniczony, na ekranie poją się informacja o błędzie. Włókna będą musiały zostać ponownie przycic
Jeśli w procesie wyrównywania pojawią się następujące obrazy lub informacje o zauważeniu, system zresetuje silniki. Użytkownicy mogą również nacisnąć przycisk resetowania, aby zresetować silniki i spróbov ponownie ciąć lub wkładać włókna.
7. Rozwiązania problemów z nieprawidłowym ustawieniem
| Wyświetlaneobrazy (oś X/Y) | Ogłoszenie | Możliwe powody | Rozwiązania |
 | Włókno poprawej stroniejestnieprawidłowoumieszczone | Włókno po prawestronie nie jestumieszczone wrowku V lub jestkrótkie | Zmieńpołożeniewłókna,Ponownecięcie włókna |
 | Włókno polewej stroniejestnieprawidłowoumieszczone | Włókno po lewejstronie nie jestumieszczone wrowku V lub jestkrótkie | Zmieńpołożeniewłókna,Ponownecięcie włókna |
 | Błądwyrównania | Włókno poprawej/lewejstronie nie jestumieszczone wrowku V | Zmieńpołożeniewłókna,Ponownecięcie włókna |
| Wyświetlaneobrazy (oś X/Y) | Ogłoszenie | Możliwe powody | Rozwiązania |
 | Kątypowierzchniczołowychwłókien niesąkwalifikowane | Problemy zprocesem cięciawłókien | Ponownecięcie włókna |
 | |||
Po wyrównaniu włókien system automatycznie rozładuje się i wykona spawanie. Jeśli ustawienie jest ustawione na spawanie półautomatyczne na ekranie wyświetla się komunikat „Alignment compl e te”. Następnie użytkownik może nacisnąć przycisk start, aby wykonać spawanie lub przycisk reset, aby zresetować silniki.
Maintenance
1. Korekta łuku
Gdy środowisko zewnętrzne ulegnie naglej zmianie lub w poniższych sytuacjach, konieczna będzie korekta ARC w celu dostosowania natęże prądu, aby zapewnić niskie straty i wysoką stabilność spawania.
- Zmiany temperatury, wilgotności lub ciśnienia powietrza
- Starzenie się lub zanieczyszczenie elektrod
- Ciągłe awarie połączeń lub duże straty połączeń
- Maszyna jest bezczynna przez długi czas
- Elektrody nadmiernie zużyte
- Elektrody są świeżo czyszczone lub wymieniane
Metoda korygowania rozładowania:
① Wybierz „Korekcja łuku” w
② Umieść pocięte włókna w uchwytach i zamknij osłonę chroniącą prz wiatrem.

③ Jeśli występuje „Duży prąd” lub „Mały prąd”, powtórz operację ②
③, aż do momentu, gdy zostanie wyświetlona informacja, że korektańczyła się powodzeniem.
Ogłoszenie :
Kąty cięcia w trybie korekcji wyładowania są ustawiane oddzielnie i nie powiązane z kątami w trybach łączenia.
Korekta rozładowania zwykle musi być powtarzana kilka razy. Proszę zachować cierpliwość.
2. Wykryj parametry systemu
Funkcja autotestu pozwala na sprawdzenie i inspekcję systemu na podstawie kilku ważnych parametrów.
Nalegamy, aby użytkownicy przeprowadzili autotest parametrów w przypadku spawania. Jakość może być zagrożona:
■ Po aktualizacji systemu
■ Po wymianie/przesunięciu elektrod
■ Po przeżyciu długiego transportu lub silnego wstrząsu
■ Po ciągłych awariach spawów lub gdy straty spawów są nienormaln wysokie
■ Gdy w procesie wyrównywania występuje ciągła nadmierna regulacja Operacje są następujące :
① Wyczyść rowek w kształcie litery V i dociski wacikiem nasączonym alkoholem.

② Wybierz „Wykryj parametry” w „Utrzymaj”
③ Umieść włókna i zamknij pokrywę, a autotest zostanie włączony.
Zazwyczaj test będzie trwał 2 minuty. Zwróć uwagę na komunikat na ekranie LCD, jeśli test się nie powiedzie, postępuj zgodnie z instrukcja na ekranie i ponownie włącz wykrywanie systemu (krok ①).
Czyszczenie jest najważniejszym krokiem. Proszę wyczyścić określone części przed dalszymi operacjami.
3. Wymiana elektrod
Elektrody ulegną uszkodzeniu z powodu długiego użytkowania. Wymień elektrody po 5000 rozładowaniach, w przeciwnym razie jakość spawania ulegnie pogorszeniu, a straty i stabilność spawanych włókien wzrosną. System automatycznie przypomni Ci, że elektrody należy wymienić, gdy liczba rozładowań osiągnie 5000. Po wymianie elektrod rekord rozładowania zostanie zresetowany. Uważaj na ostre końcówki elektrod podczas ich wymiany. Czynności są następujące:
Przed wymianą elektrod użytkownicy muszą odłączyć zasilanie i wyłączyć urządzenie, nacisnąć przycisk zasilania, aby wyłączyć zasilanie. Czerwona dioda LED zgaśnie.
◆ Odkręć śruby na osłonie elektrod, zdejmij osłonę elektrod, wyjmij elektrody.
◆ Włóż nowe elektrody w rowki elektrod, założ z powrotem pokrywę delikatnie dokręć śruby.
◆ Sprawdź, czy dwie elektrody są na tej samej linii poziomej i tej si linii pionowej. Jeśli nie, umieść elektrody ponownie.
◆ Włącz maszynę i włóż do niej dobrze pocięte włókno, wybierz „Wymień elektrody” w sekcji „Konserwacja”.
◆ Proszę „Wykryj parametry systemu ” i wykonaj „Korekcję łuku”

4. Czyszczenie rowków w kształcie litery V
Jeśli w rowku V znajdują się zanieczyszczenia, włókna odchylają się c normalnej pozycji, a tym samym układ jest zaburzony, przez co strata spawu może być nienormalnie wyższa. Dlatego użytkownicy muszą regularnie sprawdzać i czyścić rowek V. Oto czynności:
√ Otwórz osłonę przeciwwiatrową.
√ Usuń zanieczyszczenia z rowka V za pomocą dmuchawy do pyłu.
√ Wyczyść dolną część rowka V wacikiem nasączonym alkoholem.
Uwaga: Nie dotykaj końcówek elektrod. Delikatnie wyczyść rowek V i używaj żadnych twardych przedmiotów (ostrzy itp.) do czyszczenia rowł jeśli wystąpią jakiekolwiek uszkodzenia wpływające na normalne funkcje.

5. Czyszczenie soczewek mikroskopu
Spawarka jest wyposażona w system przetwarzania obrazu do obserwa włókien, jeśli soczewki mikroskopu są zanieczyszczone, normalna obserwacja zostanie zakłócona, co może skutkować złymi wynikami spawania. Użytkownicy powinni regularnie czyścić 2 soczewki, aby mieć pewność, że są czyste.
A. Wyłącz maszynę i otwórz osłone przeciwwiatrową.
B. Delikatnie wyczyść soczewkę wacikiem nasączonym alkoholem.
C. Uwaga: Nie dotykaj elektrod. Nie dotykaj soczewki twardymi przedmiotami.
D. Wyczyść resztki alkoholu czystym, suchym wacikiem bawełnianym i upewnij się, że jest czysty i nie ma w nim żadnych zanieczyszcz
E. Włącz maszynę, obserwuj obraz na ekranie i sprawdź, czy nie ma nim kurzu. Jeśli tak, wyczyść ponownie obiektyw.

6. Czyszczenie pras do włókien
Kurz na prasach włókien może powodować problemy z mocowaniem lu trzymaniem włókien i będzie miał bezpośredni wpływ na jakość łączeni Użytkownicy powinni regularnie sprawdzać i czyścić prasy włókien.
1) Otwórz osłonę przeciwwiatrową.
2) Wyczyść powierzchnię pras za pomocą cienki wacik zwilżony alkoholem, po czyszczeniu osusz prasę suchym wacikiem.

Rozwiązywanie problemów
| Zjawiska nieprawidłowe | Powody | Rozwiązania |
| Nietypowe dźwięki, takie jak chrapanie podczas wytrysku | Nieprawidłowa pozycja montażu elektrod | Prosimy o ścisłe przestrzeganie instrukcji podczas montażu elektrod. |
| Opóźnione wypisanie lub brak wypisu | 1. Nieprawidłowa pozycja montażu elektrod2. Końcówki elektrod pokryte są tlenkiem krzemu | 1. Podczas montażu elektro należy ścisłe przestrzegać instrukcji2. Wyczyść końcówkielektrod lub wymień elektrody |
| Maszyna uległa awarii podczas rozładowywania | Nieprawidłowa pozycja montażu elektrod | Prosimy o ścisłe przestrzeganie instrukcji podczas montażu elektrod. |
| Błąd korekty rozładowania | Obecne warunki otoczenia zakłócają proces rozładowania | Jeśli nadal występuje ostrzeżenie o nadmiernym natężeniu prądu, zmniejsz natężenie prądu przed korektą rozładowania. W przeciwnym razie zwiększ natężenie prądu. Jeśli nada występuje ostrzeżenie, skontaktuj się z działem obsługi posprzedażnej. |
| Błędy w ustawieniu włókien | 1. Na soczewce, lampie LED i rowku V znajduje się kurz.2. Awaria układu zasilar | Spróbuj wyczyścić soczewkę światła LED i rowek V. Je problem nadal występuje, skontaktuj się z działem obsługi posprzedażowej. |
| Niska jakość punktu łączenia | 1. Kurz na włóknach2. Nieprawidłowe ustawienia typu włókna lub nieprawidłowy program spawania3. Zmiany w środowisku łączenia4.Kontrola awarii silnika | 1. Ponownie przygotuj włókna i połącz je.2. Wybierz odpowiedni typ włókna i odpowiedni progra spawania3. Wykonaj korektę rozładowania, aby dostosować prąd do normalnego natężenia4.Ponowna próba autotestu parametrów |
Karta serwisu posprzedażowego
Nazwa: Tele : ____ ____
Numer seryjny produktu : Model produktu :
Adres:
biuro zakupów:
Opis problemu :
Notatka
Stale wprowadzamy udoskonalenia, a projekt i specyfikacje mogą ulec zmianie bez powiadomienia.
Wszystkie informacje zawarte w tym podręczniku zostały starannie sprawdzone pod kątem poprawności. Zastrzegamy sobie prawo do wyjaśnienia wszelkich błędów typograficznych lub pominięć.
Informacje prawne
Bez wyraźnej zgody naszej firmy, żadna organizacja ani osoba może wyodrębniać, kopiować części lub całości zawartości niniejszego podręcznika i nie może go rozpowszechniać w żadne formie.
◆ Niniejsza instrukcja opisuje produkt, a cechy lub funkcje jego akcesoriów są określane przez partie produkcyjne. Dlatego produ lub jego akcesoria opisane w instrukcji mogą nie być takie san te, które kupiłeś. Producent zastrzega sobie prawo do zmiany instrukcji, gdy jest to konieczne, bez formalnego powiadomienia nie ponosi odpowiedzialności za takie działania.
◆ Uwaga: Aby korzystać ze spawarki dokładnie i profesjonalnie, należy dokładnie przeczytać instrukcję obsługi.
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA
Techniczny Wsparcie i certyfikat e-gwarancji




