
DF 500 QSet - Frezarka elektryczna FESTOOL - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia DF 500 QSet FESTOOL w formacie PDF.

| Typ produktu | Frezarka do kołków (Domino joiner) |
| Marka | Festool |
| Model | DF 500 QSet |
| Moc | 420 W |
| Prędkość obrotowa biegu jałowego | 25 500 obr./min |
| Maksymalna głębokość frezowania | 28 mm |
| Maksymalna szerokość frezowania | 23 mm + średnica frezu |
| Maksymalna średnica frezu | 10 mm |
| Gwint wrzeciona | M6 x 0,75 |
| Waga (bez kabla) | 3,2 kg |
| Klasa ochronności | II |
| Poziom ciśnienia akustycznego | 84 dB(A) |
| Poziom mocy akustycznej | 95 dB(A) |
| Wartość emisji drgań | ah = 3,0 m/s², K = 1,5 m/s² |
| Przyłącze odsysania | Do węża 27 mm |
| Ustawienia | Głębokość, wysokość, kąt (0-90°), szerokość kołka |
| Konserwacja | Czyścić prowadnice, lekko olejować bez żywicy |
| Części zamienne | Używać wyłącznie oryginalnych części Festool |
| Utylizacja | Nie wyrzucać z odpadami domowymi; poddać recyklingowi |
Często zadawane pytania - DF 500 QSet FESTOOL
Pytania użytkowników dotyczące DF 500 QSet FESTOOL
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka elektryczna w formacie PDF za darmo! Znajdź swoją instrukcję DF 500 QSet - FESTOOL i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. DF 500 QSet marki FESTOOL.
INSTRUKCJA OBSŁUGI DF 500 QSet FESTOOL
PL Oryginalna instrukcja eksploataci - Frezarka do kotkow ptaskich 78
DOMINO
DF500Q


DF500Q498621
EG-Konformitätserklärung. Wir erklären in alleiniger Verantwortung, dass these Produktallen ein-schlagigen Bestimmungen der folgenden Richtlinien einschließlich ihrer Änderungen entspricht und mit den folgenden Normen über-einstimmt:
EC-Declaration of Conformity. We declare under our sole responsibility that this product is in conformity with all relevant provisions of the following directives including their amendments and complies with the following standards:
F CE-Déclaration de conformité communautaire. Nous déclarons sous notre propre responsabilité que ce produit est conforme aux normes ou documents de normalisation suivants:
CE-Declaracion de conformidad. Declaramos bajo nuestra exclusiva responsabilidad que este producto corresponde a las siguientes normas o documents normalizados:
CE-Dichiarazione di conformità. Dichiariamo molto la nostra escludiva responsabilità che il presente prodotto e conforme alle norme e ai documenti normativi seguenti:
NL EG-conformiteitsverklaring. Wij verklaren op eigengerantwoordelijkheid dat dit Produkkt voldoet aan de volgende normen of normatieve documenten:
s EG-konformitetsforklaring. Vi focrclarar i eget ansvar, attenna produkt stammer overens med foljande normer och normativa Dokument:
FIN EY-standardinmukaisuusvakuutus. Va-kuutamme yksinvastuullisina,etta tuote on seuraavien standardien ja normatiivisten ohjeiden mukainen:
DK EF-konformitetserklaring Vi erklær at have alene ansvaret for, at dette produit er i overensstemmelse med de folgende normer ellr normative dokumenter:
N CE-Konformitetserklaring Vi erklær pa eget ansvar at dette produit er i overensstemmelse med folgende normer uller normative dokumenter:
CE-Declaracao de conformidade: Declaramos, sob a)nossa exclusiva responsabilitadede que este produits corresponde as normas ou acosdocumentos normativos citados a seguir:
RUS DeKnapaunca COOTBeTCTBnE EC:MbI 3aBJIeM C NCKJIIOHTeJIbHOI OTBECTBeHHOCtBJO, YTO DaHbI IpoDyKT COOTBeTCTByeT CJeDyUoUm HopMaM IIN HOpMaTINBHyIM DoKymeHTAm:
CZ ES prohlaseni o shode: Prohlasujeme s veskerou odpovednosti, ze tento vyrobek je ve shode s nasledujicimi normami nebo nomini dokumenty:.
PL Deklaracja o zgodnosci z normami UE: Niniejszym oświadczamy na wąsna odpowiedzialnosć, ze produkt ten spétrnia następuść normy lub dokumenty normatywne:
2006/42/EG, 2014/30/EU, 2011/65/EU
EN 60745-1:2009 + A11:2010, EN 60745-2-19:2009+A1:2010, EN 55014-1:2006 + A1:2009 + A2:2011, EN 55014-2:2015, EN 61000-3-2:2014, EN 61000-3-3:2013, EN 50581:2012
Festool GmbH
Wertstr. 20, D-73240 Wendlingen
GERMANY
1 Elementy urzadzenia 78
2 Dane techniczne 78
3 Symbole 78
4 Zastosowanie zgodne z przyeznaczeniem 78
5 Uwagi dotyczbepezicznstwa. 78
6 Podlącenie do instalacji elektrycznej i uruchomienie 79
7 Ustawienia w maszynie. 79
8 Praca za pomocama szyny 80
9 Przeglad, konserwacja i czyszczenie ..... 81
10 Wyposazenie, narzedzia. 82
11 Srodowisko 82
12 Przyklady zastosowan 83
13 Usuwanie btedow. 83
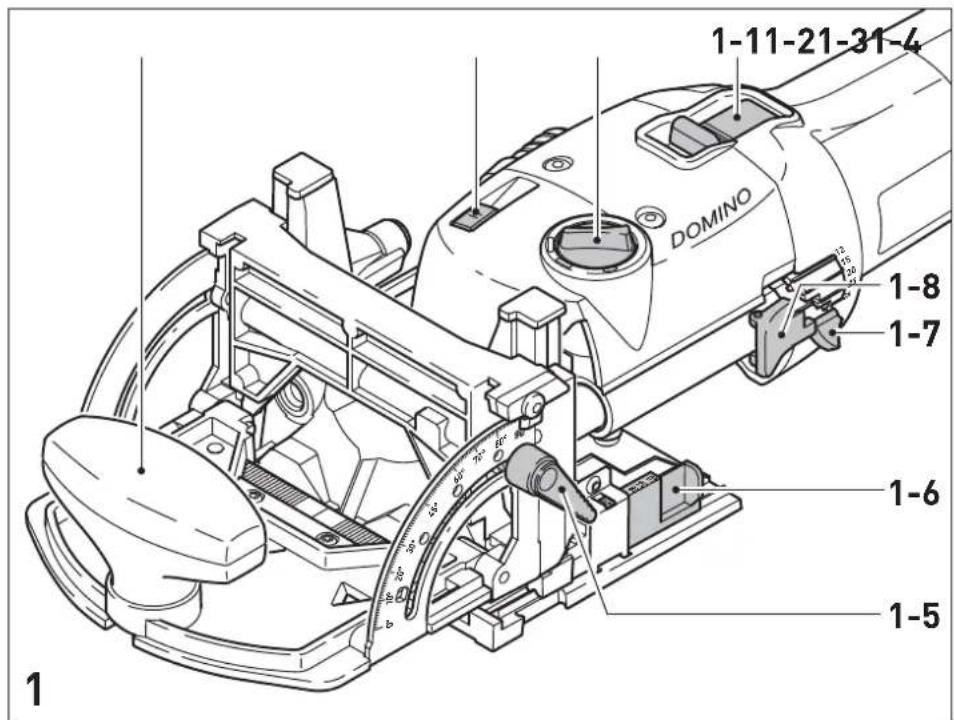
1 Elementy urzadzenia
[11] Przetakznik Wl./WYt.
[1 2] Pokretto szerokość gniażda na kotek
[13] Odblokowanie zespotu silnika/stojak
[14] Uchwytdodatkowy
[15] Dzwignia zaciskowa ogranicznika katowego
[16] Suwak wyboru grubosci materiatu
[17] Dzwignia ustalajaca gltebokosci gniazda na kotek
[18] Blokada dzwigni ustalajacej
[21] Blokada wrzeczna
[2 2] Króciec odsysania
[23] Dzwignia zaciskowa ustawiania wysokość frezowania
[24] Gtebokosc ogranicznika
Wymienione ilustraceznajduj' sie na pocz'tku instrukcji eksploataci.
2 Dane techniczne
Moc 420W
Predkosc obrotowa (bieg jalowy) 25 500 min
Gtbeko6c frezowania, maks. 28 mm
Szerokosc frezowania, maks. 23mm+
srednica frezu
Srednica frezu, maks. 10 mm
Gwint przytączenia watra napędowego M6 x 0,75
Ciezar (bez kabla) 3,2 kg
Klasa ochronna / II
3 Symbole

ga, niebepezcenstwo!

Stosowac osobiste srodki ochrony stuch!

Nosić okulary ochonne!

Instrukcja, przyeczyta zalecenia!

Nalezy nosic maske przywiptyowa!

Oznakowanie CE: potwierdza zgodnosc elektronarzędzia z wytycznymi Wspólnoty Europejskiej.
4 Zastosowanie zgodne z przyznaczenia
Frezarka do kotków plaskich jest przyznaczonado wykonywania potęczenia kotków plaskich w drewnie twardym i miękkim, płytach wiorowych, sklejkach, płytach pilśniowych. Kaźde zastosowanie wykraczące poza ten zakres jest uznawane jako niedgne z zastosowaniem.
Frezarka do kotków plaskich jest przyznaczonna wyłącznie dla wykalifikowanych Mechaników i spezialistów.

Odpowiedzialnosc za szkody i wypadki pow-state na skutek uzytkowania niede go z przyznaczeniem ponosi uzytkownik.
5Uwagi dotyczbezpieczenstwa
5.1 Ogólne przyepisy bezpiecznychstwa
UWAGA! Nalezy przyciezytc wsystkie za lecenia bezpieczentwa i instrukcje. Nieprzestrzeganie nastepujacych ostrzezenia instrukcji要去stac sie przyczyna porazenia pradem elektrycznym, pozaru i/lub cięzkiego obranenia ciata.
Wszystkie zalecenia odnosnie bezpieczentwa pracy i instrukcje nalezy zachowac do wykorzystania w przysztosci.
Uzyte w ponizszym tekscie pojecz „elektronarzędzie" odnosi sie do elektronarzędzi zasilanych energia elektryczna z sieci (z przywodem zasilajacym) i do elektronarzędzi zasilanych akumulatorami (bez przywodu zasilajacego).
5.2 Zalecenia bezpieczensteinz zwiaganezmaszyna
- Nakstadane urzadzenia musza byc przystoso wane do pracy z prędkoscią obrotowa podana na elektronarzedziu. Urzadzenia nakstadane pracujuce z wyźsa od przywidywanej prędkoscią obrotowa moga sie oderwać i spowodowej obrażenia ciata.
- Maszynę uzytkowej wyłączne z zamonto wanym stojaksiem. Stojak chroni uzytkownika
przed ulamujacymi sie czesciami frezu i przyd niezamierzonym dotknięciem.
- Elektronarzędzie nalewy trzymać wylącznia za zaizolowane powierzchnie uchwytowe, poniewaz frez要去trafić na własny przywod zasilajacy. Zetakność z przywodem przywo-dźacym prad elektryczny要去 spowodowej, ze metalowe elementy urzadzenia znejduje są pod napiȩciem co mogtoby doprowadzić do po-rażenia elektrycznégo.
- Na urzadzeniu DF 500 QUNCTA ma montowac wy tacznie frezy zalecane przy Festool. Uzywanie innych frezow zuwagi na wysoki stopien rzyka jest niedozwoIone.
- Nigdy nie wolno pracstaw z tęptymi lub uzko dzonymi frezami. Tepe lub uszkodzone frezy moga powodowej utrata kontroli nad elektronarzedziem.
- Przy puszczaniu zespoti silnika musi on po wrócić do swojejego potożenia wyjsciowego poprzej zadziatanie spreźyny,ȩki czemu frez musi schować się calkowicie w ostonie ochronnej. Jeśli tak są nie daneje, natychmiast wyłaczyc maszyny i naprawić.

Dla ochryz zdrowia nalezy nosic przy przechiwypłowa P2.
5.3 Informacja odnosnie emisji hatasu i wi bracji
W typowym przypadku wartosciustalone zgodnie
znorma EN 60745wynosza:
Poziom ciśnienia akustycznégo 84 dB(A)
Poziom catkowitego ciñnienia akustycznégo 95 dB(A)
Plus roznica w doktadnosci pomiaru K = 3 dB

Stosowac osobiste srodki ochrony stuchu!
Wartosc emisji wibraci a (suma wektorowa w trzech kierunkach) oraz niedzaczonosc K usta-lone wg normy EN 60745:
$$ a _ {h} = 3, 0 m / s ^ {2} $$
$$ K = 1, 5 \mathrm {m} / \mathrm {s} ^ {2} $$
Podane wartość emisji (wibracje, szmery)
- stuza do porównania narzedzi,
- nadaj sé one rònnież do tymczasowej oceny obciȩzenia wibracjami i hatasem podczas uzytkOWANIA.
- odnosza sie do glównych zatosowan tego elektronarzedzia.
Wartosci te mogę byc wyzsze w przypadku innych zastosowan, w przypadku pracy z innym osprzętem oraz w przypadku niewtasciwej konserwacje. Naleź uwzględnic czas przyca urzadzenia na biegu jatowym oraz czas unieruchomienia!
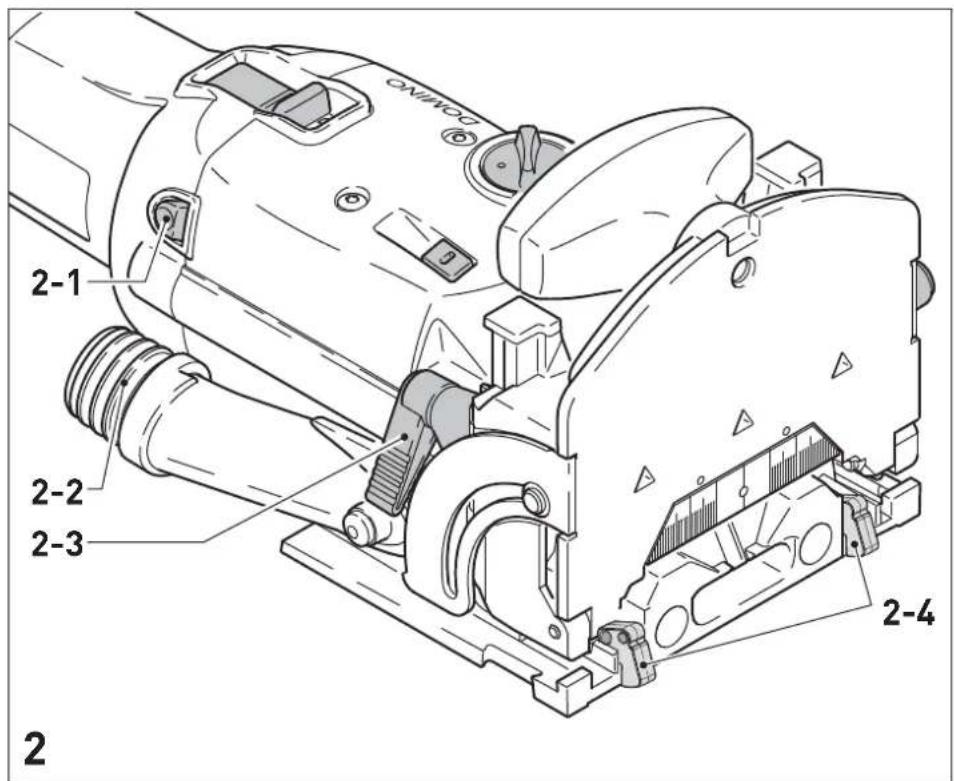
6 Podtaczenie do instalacji elektrycznej i uruchomienie

Napięcie sieciowe musi byc zgodne zdanymi zamieszczonymi na tabliczceznamionowej.

Przed podtaczeniem lub odtaczeniem od przewodu sieciwowego maszyny, zawsze wytczyc!
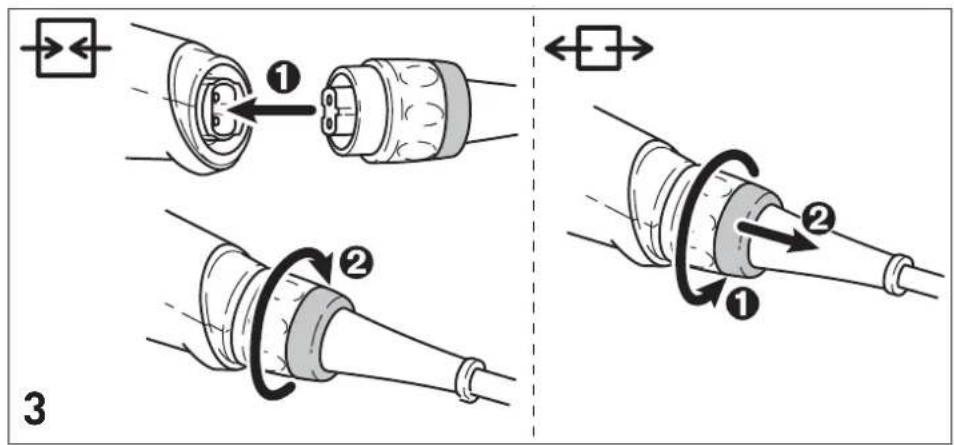
Podtaczanie i odentlichie elektrycznych przyzwodu zasilajacego patrz rysunek 2.
Przy wączaniu przyȩćznik [1 1] przyżesunuć do przyźodu do zatrzaśnięcia. Naciśnicie na tylny koniec wącznika wystarczy, aby zwolnic blokade wącznika i wączyć maszyny.
7 Ustawienia w maszynie

Przed przystapieniem do wykonywania jakichkolwiek prac przy maszynie nalezy zawsze wyciagac wtyczke z gniazda!
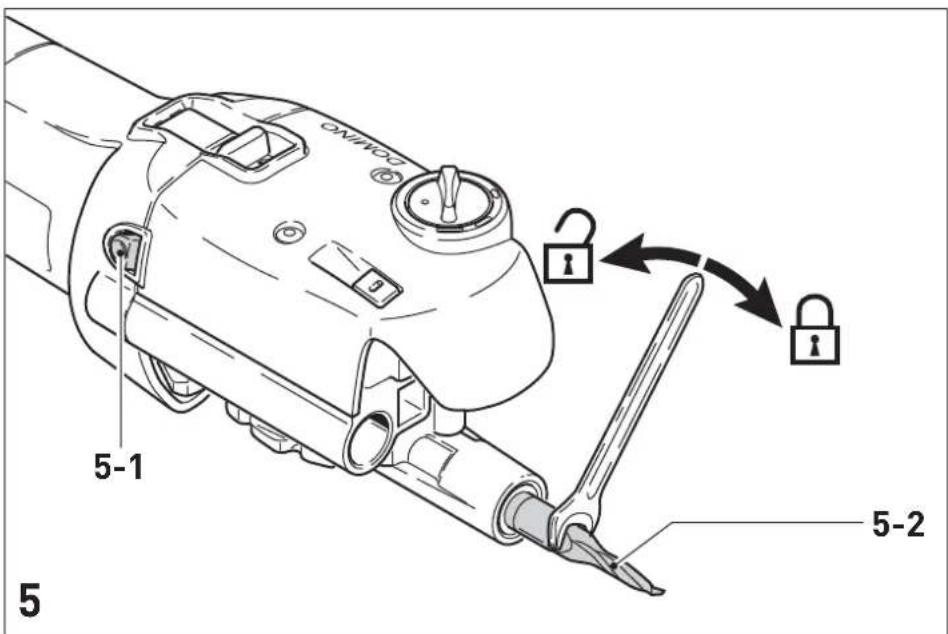
7.1 Wymiana narzedzia
Potrzebne narzedzie: klucz widlasty SW 8 (dostarczany).

Z uwagi na niebezpieczeNSTwo odniesienia obrażen na skutek ostrych przyȩć urza-dzenia, stosowac rrekawice ochonne.
a) Wyjmowanie naręźdia
- Unieszć dzwignie odblokowujęcā [4 2] za pomocā klucza widlastego [4 1] aź do wyraźnie styszal-nego zatrzasnięcia.
- Oddzielić zespót silnika [4 5] i stojak [4 4].
- Nacisnac i przytrzymac blokade wrzeciona [5 1].
- Poluzować i odkrecić frez [5 2] za pomocą kluczza widlastego.
- Puscić blokade wrzechiona.
b) Włodanie naręźdia
- Przed zatożemien nowego frezu upewnić sie, ze maszyna, stojak i prowadnice [43] są czyste. W razie koniecznosci usunac zanieczyszczenia. Stosowac wythagmie ostre, niedszkodzone i czyste narźedzia.
- Nacisnac i przytrzymac blokade wrzechiona [5 1].
- Dokrćić frez [5 2] za pomocaj klucza widlastego.
- Puscić blokade wrzeczona.
- Nasunęc stojak na zespót silnika az do wyraźnie slyszalnégo zatrzasność.
7.2 Ustawienie glebokosci frezowania
- Otworzyc blokade dzwigni ustalajacej [18]\ przez naciść.
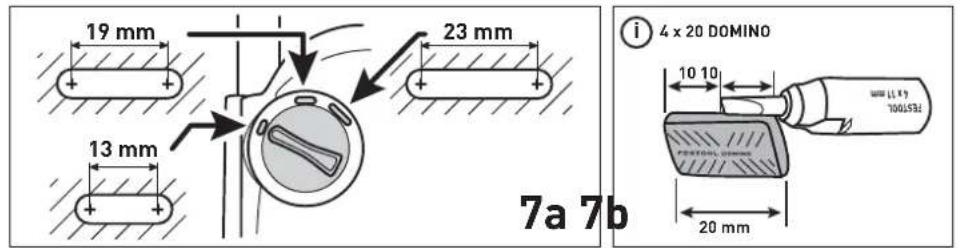
- Za pomocaj dzwigni ustalajacej [17] ustawic zadana gtebokość frezOWania (12 mm, 15 mm, 20 mm, 25mm, 28 mm). Dla frezu o srednicy
5 mm, z uwagi na loro niewielka dlugosc chwytu, sa dozwolone jedynie gtebokosci 12 mm, 15 mm i 20 mm.
- Zwolnic ponownie blokade dzwigni ustalajacej. Do kotkow DOMINO 4x20 mm dostepny jest frez spezialny (z powodu niebezpieczenia zta mania). Przy stosowaniu unto frezu (D 4-NL 11 HW-DF 500) nealezy przyestrzejac nastepujacego zalecenia:
- Ustawic dzwignia zatrzaskowa [17] glębokość frezomania 20 mm. Rzeczywista glębokość frezomania odpowiada 10 mm. Kotekdoğan ustawic tylko wspótosiowo (patrz rysunek 7b).

Zwraca uwage, aby glebokość frezu byta mniejsza przyznajmiej 3 mm od grubosci przyzemniotu obrabianego. W przyciwnym wypadku frez要去 wyjsć od tytu przyzemniotu obrabianego, co wiąze są z podwyższonym ryzykiem wypadku.
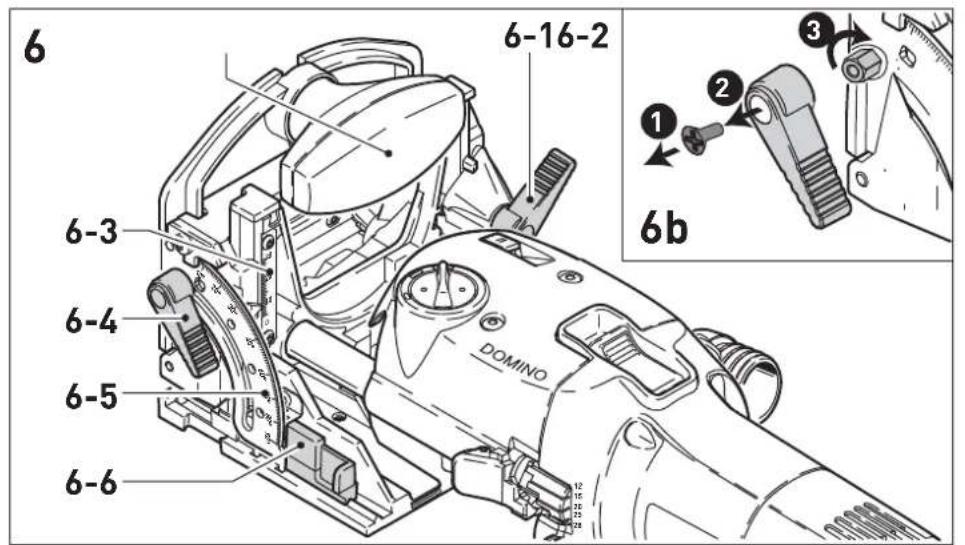
7.3 Ustawianie wysokość frezua) za pomoca suwaka
- Poluzować dzwignie zaciskowa [6 1] regulacja wysokość frezu.
- Za pomocā dodatkowergo uchwytu [6 2] uniesć przyednia czȩść stojaka.
- Za pomocaj suwaka [6 6] ustawic zadana grubosc ptyty (16 mm, 20 mm, 22 mm, 25 mm, 28 mm, 36 mm, 40 mm).
- Wcisnac przydnia czesc stojaka do oporu w dót.
- Zamknac dzwignie zaciskowa [6 1].
b) dowolnie
- Poluzować dzwignie zaciskowa [6 1] regulacja wysokość frezu.
- Za pomocā dodatkowergo uchwytu [6 2] uniesć przyednia czȩść stojaka.
- Przesunac suwak [6 6] do oporu w kierunki zespoti silnika.
- Ustawic zadana wysokość frezu na podstawie podziatki [6 3], przyśuwajć czȩść przyędnia stojaka w pionie.
- Zamknac dzwignie zaciskowa [6 1].
7.4 Ustawianie ogranicznika katowego
- Poluzować dzwignie zaciskowa ogranicznika kątowego [6 4].
-Ustawic zadany kat: na podstawie podziatki [65] bezstopniowo w zakresie 0^ - 90^ lubz blokowaniem potozenia pod katem 0^,22,5^ 45^,67,5^,90^ - Zamknac dzwignie zaciskowa [64].
Frezowanie waskich elementów pod katem
-Ustawic zadany kat.
- Poluzować dzwignie zaciskowa [6 1] regulacja wysokość frezu.
- Przesunac suwak [6 6] do oporu w kierunki zespoku silnika.
- Przesunac przyktednice kątowa catkowicie w dót.
Zamknać dzwignie zaciskowa [6 1].

Przed przyktednicy katowej zawsze najpierw nalezy zwalniać dzwigniezaciskowa [6 1].
7.5 Ustawianie szerokosci gniażda na kotki
Ustawianie szerokosci gniażda na kotki za pomocapi Pokretta [1 2] przy wykonywać preczyjnie wytȩcznych przy pracujucej maszynyie!
Mozna ustawiać nastepujuce szerokosci gniazd na kotki (rysunek 7a):
13 mm + srednica frezu
19 mm + srednica frezu
23 mm + srednica frezu
8.6 Odsysanie

Maszynie nalezy zawsze podtacza do odkurzacza. Do krócca szecho [2 2]要不要 podtaczy odkurzacf firmy Festool za pomocawe za o srednicy 27 mm.
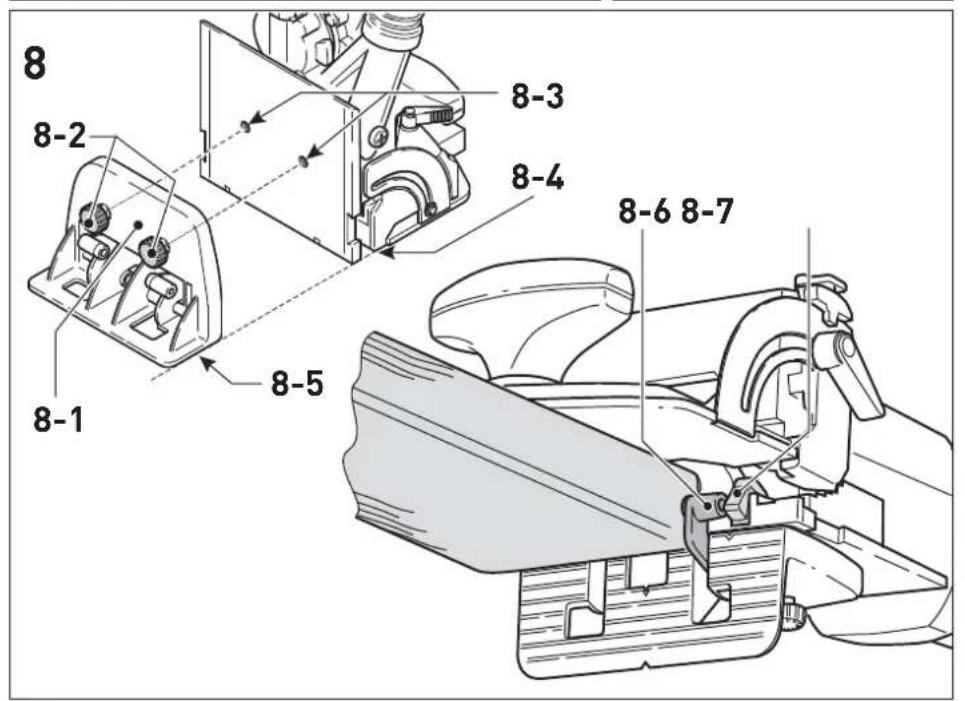
7.7 Prowadnica boczna z rozszerzeniem na ktalki
Za pomocapiowadnicbocznej [81] moznapowieksza powierzchnie przylegania przy frezowaniu na krawedzi przydmiotu obrabianego, powodujac pewniejsze manewrowanie maszyna. Za pomocadwoch wbudowanych redukcji prowadnicowych [86] mozna indywidualnie zmniejszc odlegtoscdo srodka otworu frezowanego z 37 mm na 20~mm .Dzieki temu mozna umiescić kotek blizej krawedzi.
- Przymocować prowadniche boczna obiema srbami [8 2] w otworach gwintowanych [8 3] stojaka, przy czym powierzchnie przylegania podpory [8 5] i stotu [8 4] musza leźec na jedernym poziomie.
- W celu zmniejszenia odlegosto ci nalezy wysunac jederz redukcji odlegosto ci [8 6] (patrz rysunek 8). Ustawia sie ona automatycznie przy zapadce prowadnicowej [8 7].
8 Praca za pomocama szyny
Drewno to naturalny materiał o niehomogenicnej strukturze. Dlatego teź w trakcie为其 obrobki mogę zawsze powstawć pewne odchylenia wymiarów, nawet为其 maszyna jest optymalnie ustawiona. Na doktednosć pracy wptywa rowniké sposob obstugi maszyny (np. prędkość poswu).
Ponadto wymiar wytworzonych z drewna taczników DOMINO要去 wykazywać odchylenia,
w zaleznosci od sposobu przechowywnia (np. wptyw wilgoci). Wszystkie te czynniki major wptywna stabilnosc wymiarow produktowanych otworow do kotkow i potaczenia kotkowych.
Odchylenia wymiarów u西红 niane sa na podsta- wie szeregu licznych prob. Zarowno maszyna, jak i wymiary kotkow DOMINO ustawione sa na te u西红 niona wartosc. Jesli pomimo to powstanie przesuniecie boczne rzedu ok. 0,03 mm - 0,04 mm przy ztozeniu dwoch przytedmiotow aberrianych, istnieje mozliwość zamiany zamontowanych fabrycznie zapadek ogranicznikowych [2 4] na za padki korygujace. Zapadki te sa węsze o 0,15 mm i zmniejszaja w ten sposob odstep boczny otworowy na kotki od krawedzi przytedmiotu aberrianego (patrz Rozdziat 14).
Prze Rozpoczeciem obrobki ostatecznego przyedmiotu obrabianego zaleca sie ustawic na przyedmiocie probnym optymalna glebokosc, szerokość i srednice gniazda na kotek.

W czasie pracy przyestrzejaco nastepuja cych zasad:
- Obrabiany element nalezy mocować zawsze w taki sposob, abyNie mogt poruszyc sie w czasie obrobki.
- Frezarkę trzymać w czasie przy zawsze oburacz za obudowej silnika oraz za uchwyt dodatkowy. Dzięki temułąnozaunikacja zagrozenia odniażenia obrażen oraz zapewnić preczyvjne prowadzenia narźędzia.
Zamknac dzwignie zaciskowa regulaci wy-sokoosci frezu [23] oraz dzwignie zaciskowa ogranicznika kątowego [15] w taki sposob, aby uniemozliwić ich przypadkowe odkłowanie w czasie pracy. - Dostosować prędkość przyśduwu do srednicy frezu i materiaiu. Pracówn zachowujść state prędkość przyśduwu.
- Odkladać frezarké dopiero wówczas, kiedy frez zatrzyma są calkowicie.
Sposob postepowania
Aby utworzyc potęczenie na kotki wykonac nastepujace czynnosci:
- Wybrać odpowiedni kotek, i zatoźyc pasujczy do niego frez na maszyne (rozdz. 7.1).
- Ustawic gtebokosc frezu (rozdz. 7.2). Gtebokosc frezu musi byc mniejsza przyznajmniej 3 mm niz grubosc przyedmiotu obrabianego, aby potaczenia na kotki byto odpowiednio wytrzymate.
- Ustawic wysokość frezu odpowiednio do grubosci przydmiotu obrabianego (rozdz. 7.3).
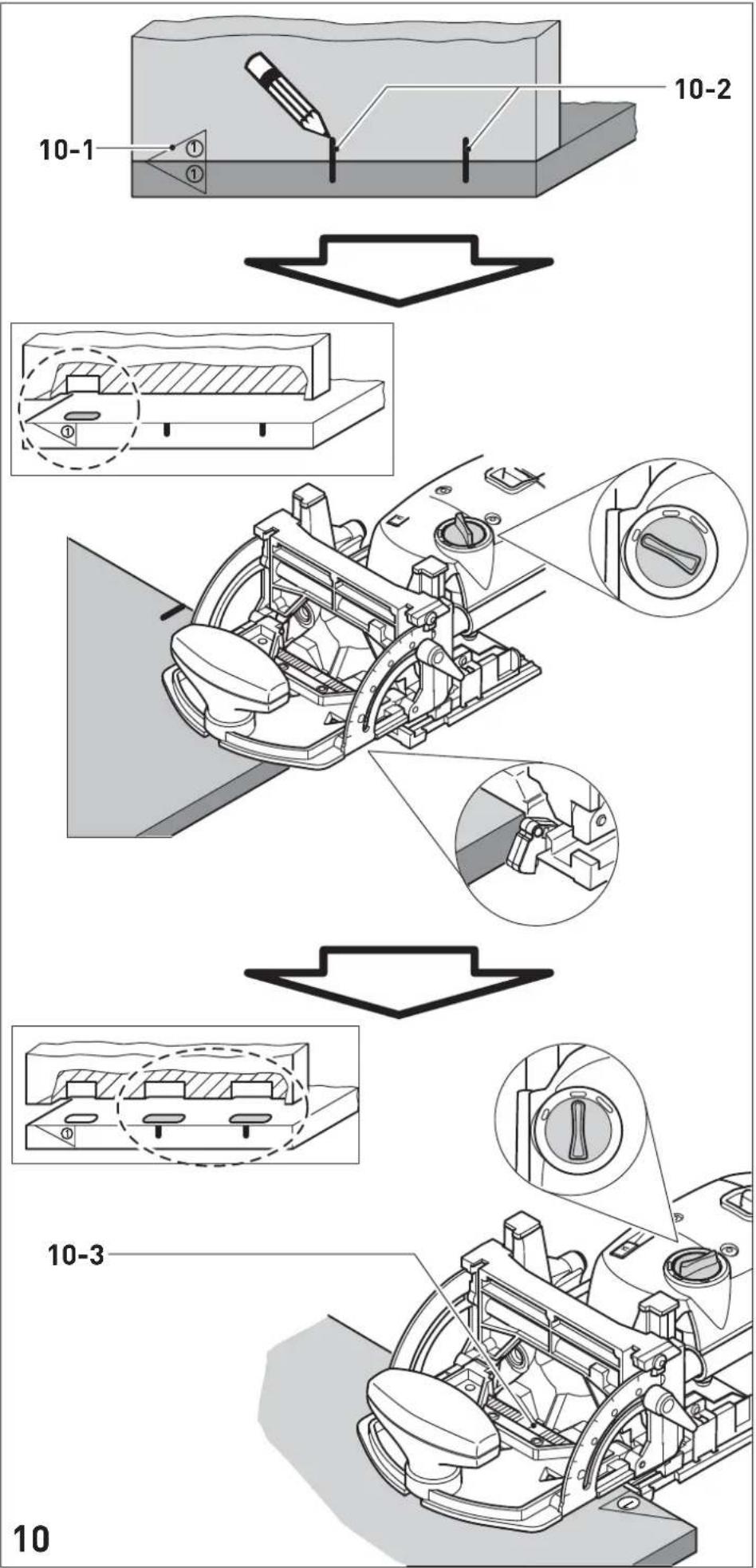
- Oznaczyc naleźace do siebie powierzchnie przytedmiotów obrabianych [10 1], aby uzgliwo
po frezowaniu gniazd na kotki i ponowne prawidtowe ztozenia.
- Przytożyc do siebie oba tączone przytedmioty obrabiane, a nastepnie zaznaczyc wybrane po-tozenia kołków za pomoca ołowka [10 2].
-Ustawic zadan szerokosc gniazda na kotek (rozdz.7.5).
Porada: Frezować pierwsze gniazdo bez luzu (szerokość gniazda na kotki = szerokość kotka), natomiast pozostate gniazda na kotki z nastepnaj w kolejnosci szerokoscią (rysunek10). Pierwsze gniazdo na kotek stuzy za wymiar odniesienia, podczas gdy pozostate gniazda posiadaj tolerancje winikajac z niedokjadnosci wykonania.
-Frezowanie gniazd na kotki:
a) pierwsze gniazdo przytozenia pierwSzego kotka do krawedzi bocznej przydmiotu obrabianego,
b) pozostate gniażda zgodnie z przygotowanymi uprzejnio zaznaczeniami otówkiem oraz podziałka okienka podgladowego [10 3].
9 Przeglad, konserwacja i czyszczenie

Przed przystapieniem do wykonywania jakichkolwiek prac przy maszynie danezy zawsze wyciagac wtyczke z gniazda!

Wszystkie prace konserwacyjne i naprawcze, ktore wymagaja otwarcia obudowy silnika, moga byc wykonywane wytcznie przyez upowaźniony warsztat serwisowy.

Obstuga serwisowa i naprawy wythagmie u producenta lub w warsztatach autoryzowanych: prosimy wybrać najblźspe mistrsce spośród adresów zamieszczonych na stronie:
www.festool.com/Service

Nalezy stosowac wythagcnie oryginalne czeci zamienne firmy Festool.Nr zamówienia pod:
www.festool.com/Service
Frezarka do kotkow jest w duzej mierze bezobstugowa. Mimo wsystkoazolemy corocznakontrlo i / lub po ok. 100 roboczogodzinach oddanie urzadzenia do spezialistyczego warsztatu. Czynnosc ta pozwoli zapewnic bezpieczentwo w pracy oraz dlugi okres eksploataci frezarki.
W celu zabezmieczenia cyrkulacji powietrza nalezy utrzymywać drożnosć i czystość otworów weny-lacyjnych na obudowej silnika.
Prowadnice [43]czysci z kurzu. Regularniew smarowaclekko prowadnice olejem nie zawierrajacym zywicy (np. olejem do maszyn do szycia).
Dla zamocowania dzwigni zaciskowej (patrz rysunek 6b):
- Usunac dzwignie zaciskowa i mocnej zacisnac srube z tbe m szesciokatnym.
- Ponownie przymocować dzwignie zaciskowa do sąuby z tym sześćciokatnym.
Urzadzenie jest wyposañone w spejalne węgle samoczynnie wythagacja. Jeźeli są one zuzyte, nastepuje samoczynne odączenia prȩdu i maszyna zatrzymuju sie.
10 Wyposaßenie, narzedzia

Dla wlasnego bezpiecz nestwa nalezy stosowac wytacznie oryginalne wyposazenie i czeci zamienne firmy Festool.
Numery do zamówienia wyposzazenia i narȩźzi znejdziecie Państwo w katalogu Festool lub w internecie pod adresem "www.festool.com".
11 Srodowisko
Nie wolno wyrzuć naręźdi elektrycznych wraz z odpadami domowymi! Urzadzenia, wyposzażenie i opakowania naleź przy przekazuć zgodnia z przysepisi o ochrionie srodowiska do odzysku surowcowy wtornych. Naleź przy tym przystrzejć obwiązujacych przyepsów państwoych.
Tylko UE: Zgodnie z Europejska Dyrektywa do tyczace zuzytych urzadzen elektrycznych i elektronicznych i jej transpozycji do prawa krajowej elektronarzedzia podlegaja segregaci i recyklingowiw sposob przyjaznyŚrodkowsku.
Informacja dotyczze Rozporzadzenia REACH:
www.festool.com/reach
12 Przyklady zastosowan
(Nastepujace ilustracie A1 do A6.3 znajduja sie na dotaczonym dokumencie).
| A1.1 A1.4 | stabilne i zabezpieczone przyd przyzekręceniem połowczenia ram pod skosem. |
| A2很棒 no stabilne potęczenia ramy blokowej. | |
| A3 | b很棒 stabilne i zabezpieczone przyd przyzekręceniem połowczenia drewniane w bud- dowie kadłubowej i stolcowej. |
| A4.1 A4.3 | stabilne, zabezpieczone przyd przyzekręceniem i dopasowane połowczenia płytowe (na skos). |
| A5.1 stabilne i dopasowane potączenia płytowe (na styk). | |
| A5.2 | ustawienie frezu na kołek do połowczenia płytowego (na styk), czotowe gniazdo na kotek. |
| A5.3 | ustawienie frezu na kołek kątownikiem do połowczenia płytowego (na styk). |
| A6.1 stabilne i dopasowane potączenia płytowe (centralnie). | |
| A6.2 ustawienie frezu na kołek do połowczenia płytowego (centralnie). | |
| A6.3 | ustawienie frezu na kołek do połowczenia płytowego (centralnie), czotowe gniazdo na kotek. |
13 Usuwanie btedow
(Nastepujace ilustracie B1 do B6 znajduja sie na dotaczonym dokumencie).
| Błąd Przyczyna Usuniecie | |||
| B1 p | plamy od spalenia tępy frez | uzywać ostry frez | |
| B2 r | ozszerzanie są gniażda na kotek | zbyt duźga tębokość frezo-wania (wieksza nić 20 mm) z frezem 5 mm | zmniejszyć tȩbokość frezu |
| B3 k | kotek przybebija przytedmiot obrabiany | niewość grubość przyted-miotu obrabianego i / lub gląbokość frezu | dostosować grubość przytedmiotu obrabianego i / lub gląbokość fre- zu |
| B4 z | arysowania na krawędzi obriazda na kotek | zbyt duźpra prędkość przycesu-wu | zmniejszyć przydkość przyzesuwu |
| B5 g | niazdo kotka nie znaj-duje są w potożeni ucolonoleg tym względem krawędzi przytedmiotu obrabianego | przysemiot obrabiany przy-zsuną są przy obróbcce | zamocowej odpowiednio przydet-miot obrabiany |
| B6 g | niazdo na kotek nie znajduje są pod katem prostym (90°) względem powierzchni przytedmiotu obrabianego | a) zanieczyszczenia (np. wio-ry) pod płyta podtogowa b) agranicznik kątowyNie jest ustawiony doktradnie na 90° c) obróbka bez kątownika | a) usunȩ zanieczyszczenia b) agranicznik kątowy ustawić do-ktadnie na 90° c) stosować kątownik |
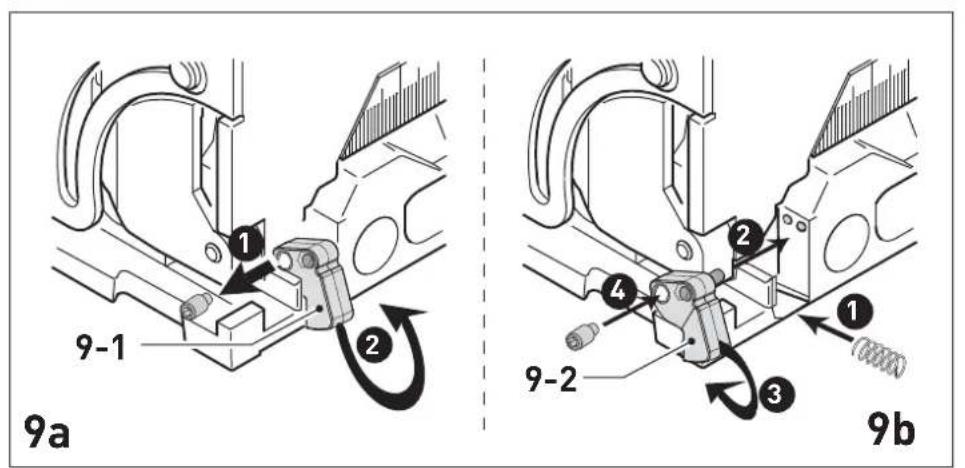
| 9a, 9b | Potożenie gniażd na kot-ki, utworzonych za po-mocą lewego i prowego kotka obraniczajacego, nie zgodza są wazemnie (rázej odstępy od kraw-) dzi przytedmiotu obrabianego. | Punkt srodkowy między aby-dwoma kotkami obranizcza-jacymiNie lezy doktradnie w punkcie srodkowym zakresu obrotu frezu. | Wyȩć wszystkie zapadki obranizcznikowe [9 1] (rysunek 9a). Za-montować jeder z zaączonych za-padek obranizcznikowych [9 2] do frezarki do kotków plaskich (rysunek 9b). Zapadki obranizcznowie są znacznie węźsze i umozliwią bardzo doktradne ustawieuie. |
