
XQD19 - Machine industrielle Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil XQD19 Vevor au format PDF.

| Type de produit | Machine de cerclage pneumatique |
| Marque | Vevor |
| Modèle | XQD19 |
| Matériau de la sangle | PET / PP |
| Largeur de sangle | 13 à 19 mm |
| Épaisseur de sangle | 0,5 à 1,2 mm |
| Force de tension | 3000 N (à 0,63 MPa) |
| Pression de service | 0,5 à 0,7 MPa (max. 0,8 MPa) |
| Consommation d'air | 0,3 L/min |
| Temps de fusion | 2 à 5 s (réglable) |
| Huile lubrifiante | ISO VG 51 |
| Principe de soudure | Fusion par friction |
| Dispositif de coupe | Coupe lourde (lame) et coupe par friction |
| Suspension | Crochets pour positions verticale, horizontale et supérieure |
| Niveau sonore | Jusqu'à 85 dB(A) – porter des cache-oreilles |
| Vibrations | Conforme ISO 5349 |
| Garantie | Certificat de garantie électronique |
| Entretien | Nettoyage régulier au pistolet à air comprimé ; serrage des vis |
| Alimentation | Air comprimé (propre, sans huile) |
| Poids | Environ 4,5 kg (estimation) |
FOIRE AUX QUESTIONS - XQD19 Vevor
Questions des utilisateurs sur XQD19 Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine industrielle au format PDF gratuitement ! Retrouvez votre notice XQD19 - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil XQD19 de la marque Vevor.
MODE D'EMPLOI XQD19 Vevor
Support technique et certificat de garantie électronique www.vevor.com/support
Machine de cerclage
Modèle : XQD19 , XQD19B , XQD25
Merci beaucoup d'avoir choisi cette machine de cerclage - Veuillez lire toutes les instructions avant de l'utiliser. Les informations vous aideront à obtenir les meilleurs résultats possibles.
Les produits présentés dans ce catalogue peuvent avoir une couleur différente de celle de l'article réel.
8. Consignes de sécurité
Veuillez lire attentivement le manuel avant d'utiliser cette machine d'emballage.
Règles générales de sécurité
- Gardez à l'esprit le principe de « sécurité avant tout » et utilisez pneumatique correctement ;
- Lisez attentivement le manuel avant l'utilisation ;
- Ne démontez pas les pièces de sécurité de l'outil ;
- Ne déchirez pas et n'endommagez pas l'étiquette ou la marque du produit ;
- Ne mettez pas votre main ou d'autres parties de votre corps entre ceinture d'emballage et l'outil d'emballage.
Application
Cet outil est spécialement conçu pour lier des articles avec une banc d'emballage en PET ;
Largeur applicable de la ceinture d'emballage : 13,16,19 mm ;
N'utilisez pas la bande d'emballage pour soulever.
Habillage correct
Portez des lunettes de sécurité, des cache-oreilles, des gants de protection, un casque et des chaussures de protection.
et chemise à manches longues, fermez tous les boutons ; prenez soi votre cravate, de vos cheveux longs et de votre tissu. ne doit pas é accroché par la machine d'emballage.
Source de gaz
- Assurez-vous que le tuyau d'alimentation en air peut supporter la pre et est résistant à l'huile ;
- Utilisez le raccord rapide spécial pour le tuyau d'air ; la pression de doit pas dépasser 1 16 psi/ 8 bar ;
- Utilisez uniquement de l'air comprimé propre, plutôt qu'une source de ou une source dynamique,
Ventilation
L'air intérieur peut facilement être pollué par l'huile lubrifiante ; par conséquent, la ventilation doit être convenable.
Vibration
Il est nocif pour les opérateurs s'ils entrent en contact pendant une 1 période avec des vibrations excessives. les spécifications de fonctionnement doivent être conformes aux exigences pertinentes de la norme ISO5349.
Bruit
Les opérateurs doivent porter des cache-oreilles si le bruit est supérie 85Db(A). Même si le bruit est inférieur à 85Db(A), il est également recommandé de porter des cache-oreilles.
Lunettes de protection
Si la courroie d'emballage de tension se brise soudainement, cela peu blesser les yeux et entraîner
cécité, les opérateurs doivent donc porter des lunettes de sécurité.
Note:
Tout en coupant la courroie d'emballage, tenez sa partie supérieure etenez-vous à ses côtés ; la ceinture supérieure sera coupée ; soyez prudent, il ne devrait y avoir personne dans les environs. Pendant l'entretien et le nettoyage, la poussière apportée par le pistolet à air comprimé est nocive aux yeux .
Pièce mobile
Pendant le fonctionnement, la partie mobile (poulie de serrage) peut clipser un gant ou une autre partie de votre corps. Ainsi, lorsque la
de renvoi tourne, ne la touchez pas.
Entretien
- Effectuer l'entretien quotidien de la machine ;
- Vérifiez régulièrement et enlevez la poussière avec un pistolet à air comprimé ;
·Serrez les vis du crochet ;
- Éteignez la source de gaz lors du remplacement des pièces.
Risque lors de la coupe
La lame tranchante sur le support de lame peut blesser votre main de doigt, veuillez donc le porter gants de sécurité.
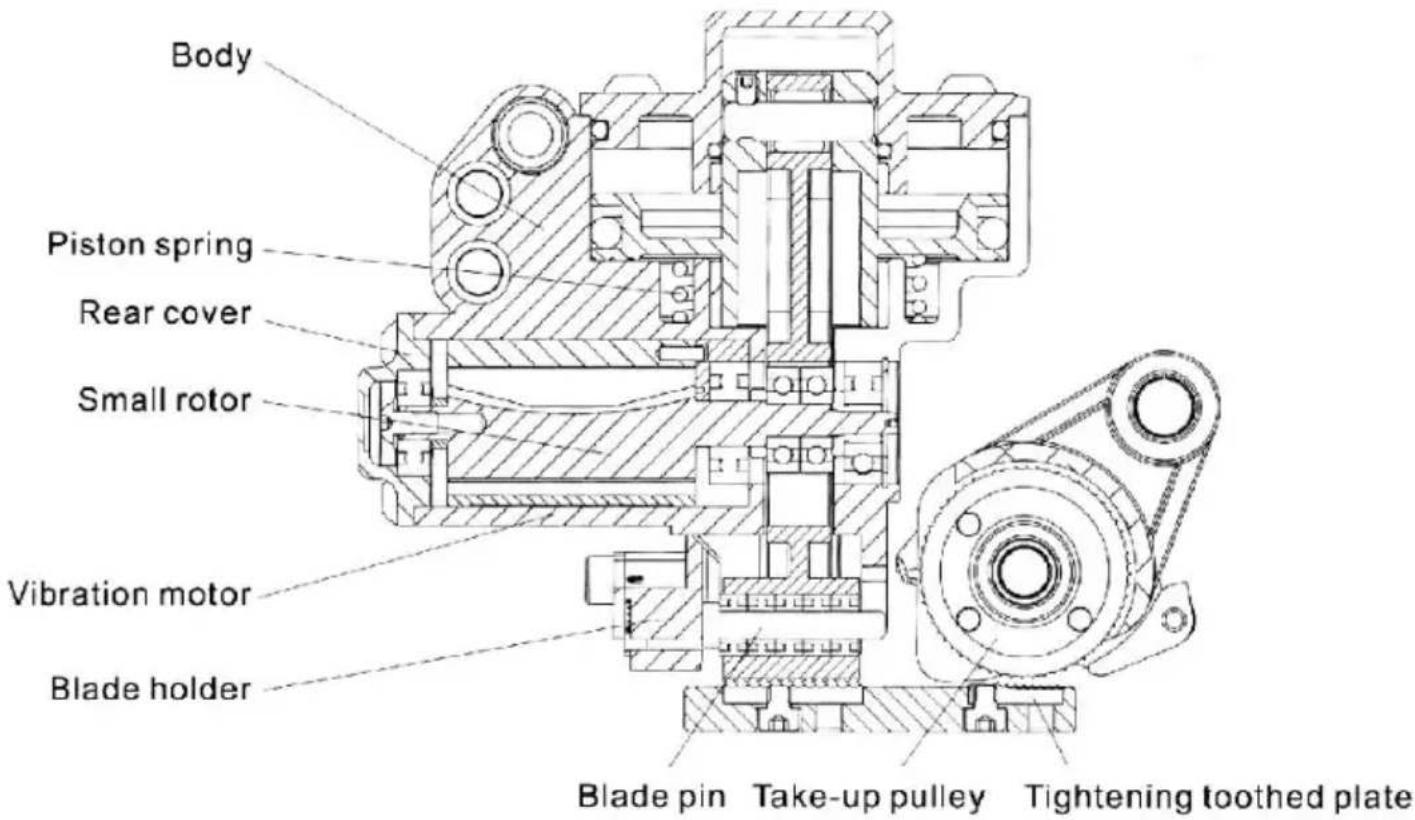
9. Principe de fusion par friction
Cet outil est une sorte de machine d'emballage par fusion par friction thermoplastique rodé la courroie d'emballage est fondue par la chaleur produite par le mouvement de friction ; par conséquent, on l'appelle « fusion par friction »
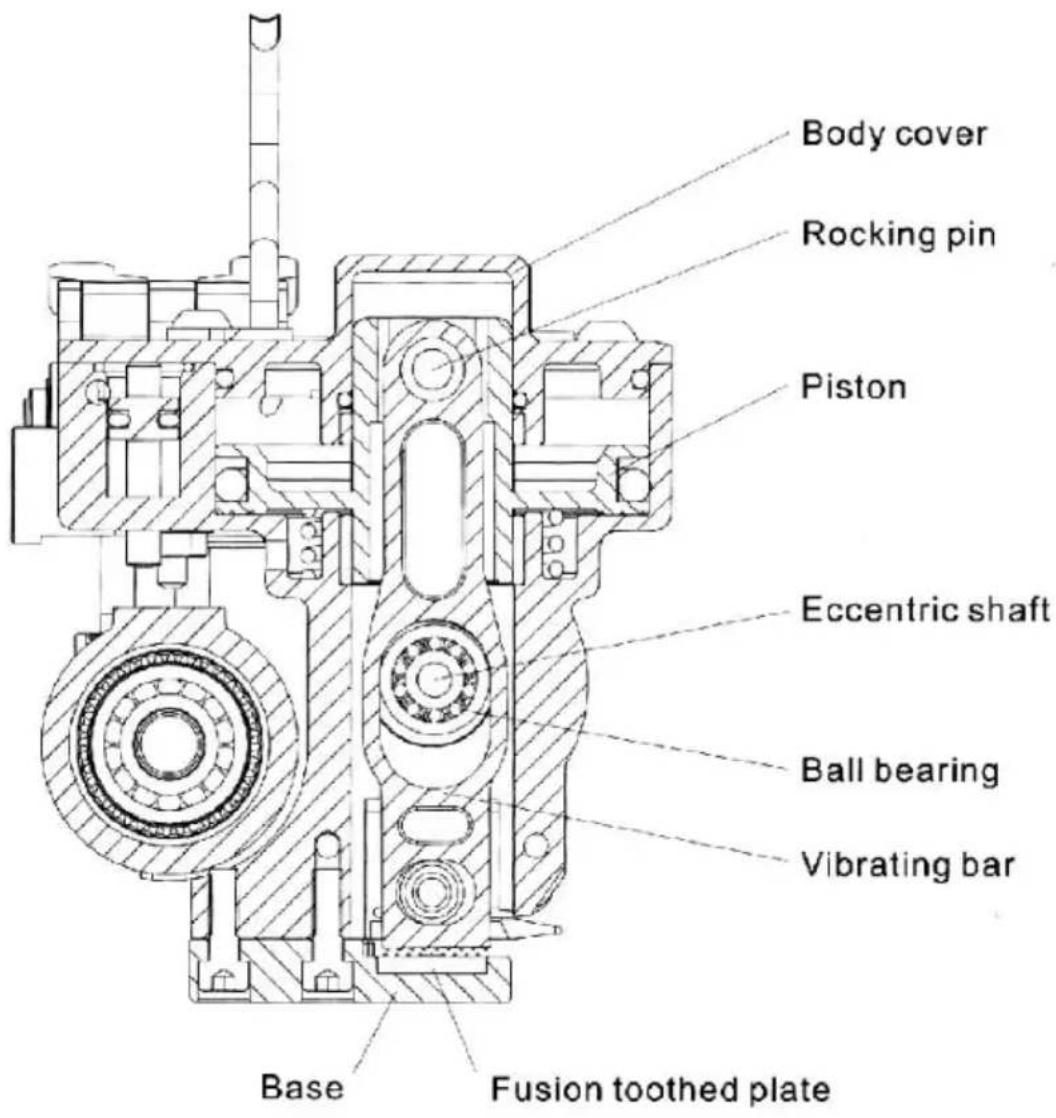
L'air comprimé poussera le piston dans le cylindre pneumatique. La p supérieure du piston et la barre vibrante est connectée à la goupille bascule, de sorte que la barre vibrante appuiera sur le partie chevau de la bande d'emballage lors de la descente.
Il y a un trou elliptique au centre de la barre vibrante, ce trou est l'arbre excentrique du moteur pneumatique. Le moteur pneumatique tourne à grande vitesse (10 000 tr/min), de sorte que la barre vibrant effectue un mouvement réciproque rapidement. La partie inférieure de courroie d'emballage est fixée par les dents de cheville de la plaque dentée par fusion et sa partie supérieure est entraîné par les dents vibrateur pour un frottement intense. Par conséquent, la partie rodée de ceinture d'emballage est fondue par la chaleur produite par friction. Lorsque la minuterie de vibration atteint l'ensemble le temps, la vibrati s'arrête et la fusion se termine.
Les parties supérieure et inférieure de la bande d'emballage sont coin
lors de l'extrusion.
10. Spécifications et pièces
| Mode | XQD19 | XQD19B | XQD25 |
| Matériau de la ceinture d'emballage | ANIMAL FAMILIER /PP | ANIMAL DE COMPAGN IE | ANIMAL DE COMPAGN IE |
| Largeur de la bande d'emballage (mm) | 1 3 ~19 | 13~19 | 1 9 ~ 25 |
| Épaisseur de la bande d'emballage (mm) | 0,5 ~ 1. | 0,5 ~ 1. | 0,5 ~ 1,5 |
| Force de tension de la bar de liaison (lorsque l'air d'entrée la pression est de 0,63 Mpa) | 3000N | 3000N | 3500N |
Pression de travail maximale admissible : 0,8 Mpa
Portée requise de la pression de service : 0,5 \~ 0,7 Mpa (72 \~ 10)
Pression de travail idéale ; 0,63 Mpa
Matériau de la ceinture d'emballage : PET
Huile lubrifiante autorisée : 51 #
Consommation d'air comprimé : 0,3 L/Min
Ajustement de la portée du temps de fusion : 2 \~ 5 s
Appareil de coupe lourd
Le dispositif de coupe lourd est composé d'un porte-lame et d'une la est utilisé pour
coupez une ceinture d'emballage de 0,5 à 1,5 mm d'épaisseur.
Dispositif de coupe par friction
Le dispositif de coupe par friction est utilisé pour couper une épaisse 0,5 à 0,7 mm. bande d'emballage PET légère.
Suspension
Des crochets appropriés peuvent être suspendus à différentes positions (étanchéité supérieure, étanchéité verticale ; et étanchéité horizontale).
11. Instructions sur la source de gaz
Exigence de pression atmosphérique
La portée requise de la pression atmosphérique : 72-100psi ( 0,5-0,7M
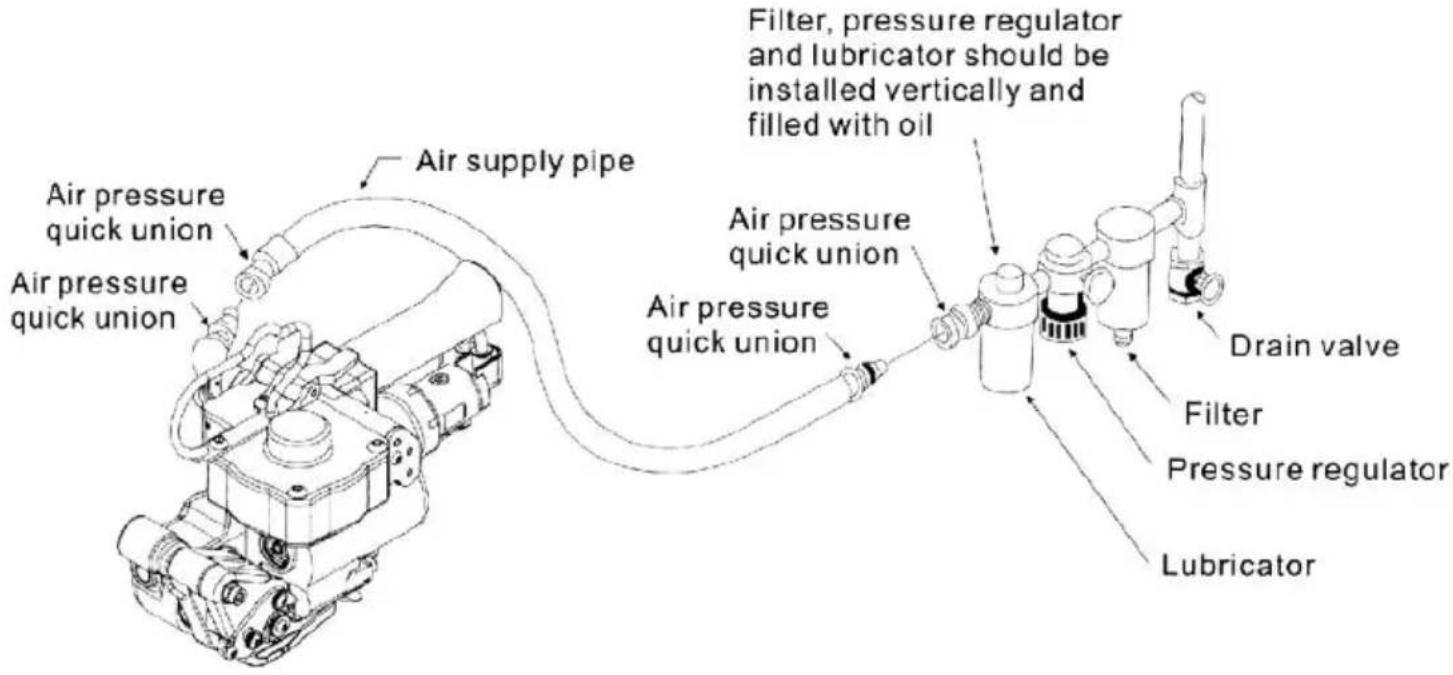
Installation de source de gaz
ensemble filtre, vanne de régulation de pression et lubrificateur doit proche du Outil pneumatique. Le diamètre intérieur minimum du tuyau est de 6,0 mm (1/4). Les deux extrémités de l'air le tuyau d'alimenta doit être équipé de raccords rapides.
Filtration de l'humidité
Un robinet de vidange doit être monté au bas du by-pass du circuit d'alimentation en air pour permettre une vidange une fois par jour.
Lubrification
Le moteur pneumatique doit être correctement lubrifié et le lubrificateur doit être plein et bien régulé (une goutte toutes les 2min).
12. Instruction d'opération
| (1) Comment lierComme le montre la figure de gauche, regroupez l'article avec ceinture d'emballage, maintenez partie rodée avec Main gauche, laissez environ 300 mm de quetirez sur le partie restante avec main droite. | 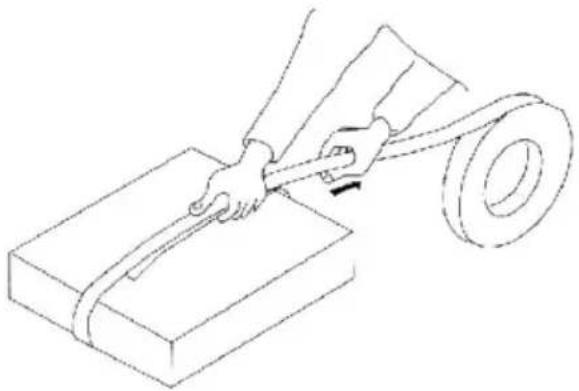 |
| (2) Placer la ceintured'emballageTenez la poignée et serrez-la a la main droite (pour garantir la dimension maximale d'ouverture entrepoulie réceptrice et plaque dent de serrage), insérer les parties supérieure et inférieure de l'emballagecourroie dans la machine d'emballage.Remarque : lerodageune partie de la banded'emballage doit être séparée par la lame du porte-lame ;relâchez le tendeur(la poulie de renvoi clipse la courroie d'emballagefermement) | 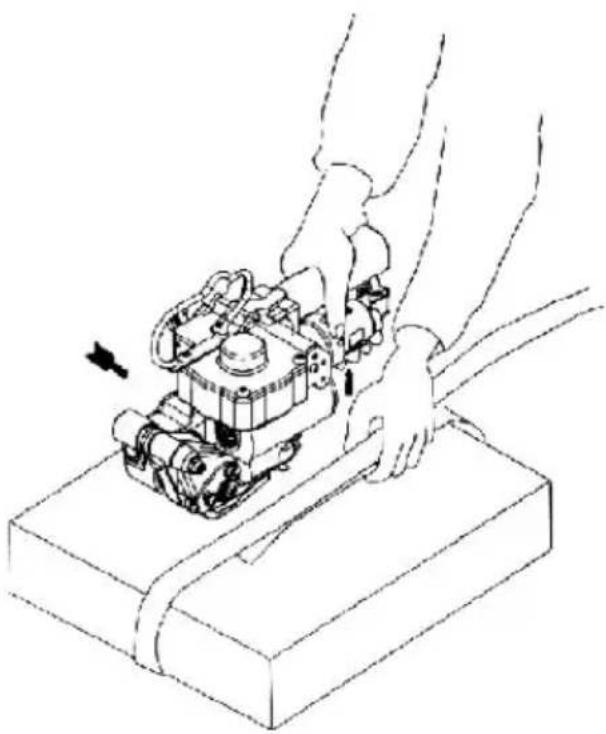 |
| (3)Serrez la ceinture d'emballageAppuyez sur le bouton de serra (côté droit) avec le pouce de l main droite jusqu'à ce que la ceinture d'emballage soit tendue pleinement. | 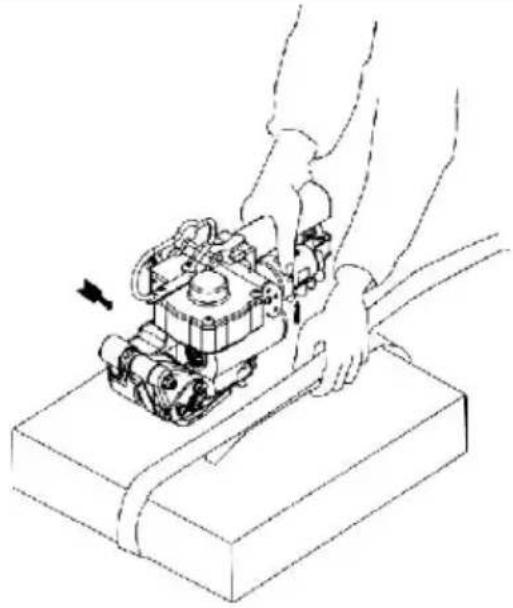 |
| (4)Vibration et coupeAppuyez sur le bouton de fusic (côté gauche) avec le pouce de main droite jusqu'à ce que la ceinture d'emballage soit fondue couper | 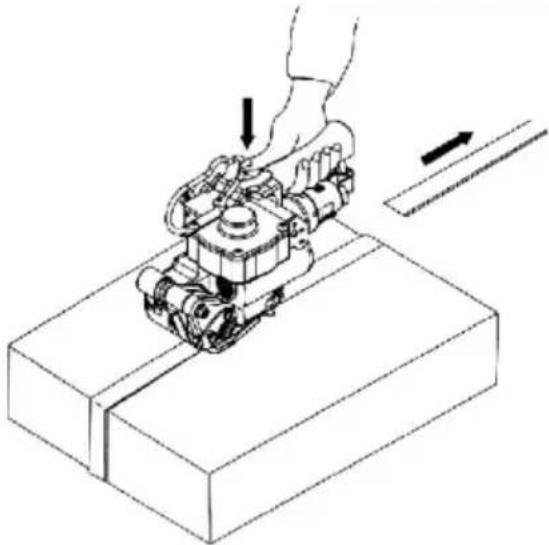 |
| (5)Retirez l'emballage macl Appuyez fermement sur la poign et le tendeur avec la droite ma Appuyez sur le bouton de rembobinage avec le petit doigt la main droite jusqu'à ce que ceinture soit libérée la poulie d renvoi. Appuyez sur la poignée le tendeur hermétiquement, retire l'outil de la ceinture d'emballage Remarque: ne supprimez pas Machine d'emballage jusqu'à c que la bande d'emballage soit | 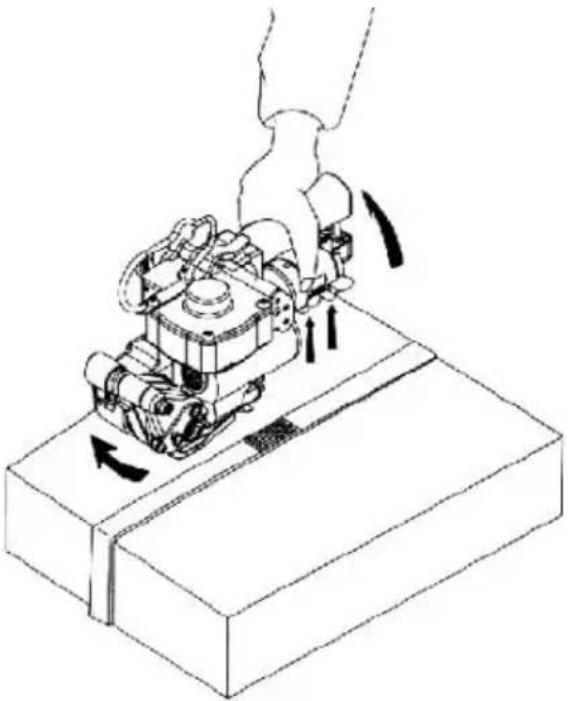 |
libérée.
13. Réglage de la tension
Tension de la bande d'emballage
La tension de la courroie d'emballage peut être réglée à l'aide d'un tournevis à travers la tige de valve de remorquage montée sous le b de serrage à côté de la poignée.
la ceinture d'emballage légère (<0,7 mm) peut supporter 150 kg de t€ N'appliquez pas de tension excessive. tension ; sinon, la courroie d'emballage pourrait se briser.
Temps de fusion par friction
Le temps de fusion par friction peut être ajusté en fonction de la division de la bande d'emballage, de la quantité de pression d'air et de l'état machine d'emballage. Pour cette raison, un petit tournevis est utilisé pour ajuster la petite vis située sous le bouton de fusion (rouge). Le température augmentera si vous tournez dans le sens des aiguilles d'une montre diminuera si vous tournez dans le sens inverse des aiguilles d'une montre serrez le contre-écrou après le réglage. La fusion sonore peut garantie rotation douce et sans bavure. Les articulations.
Largeur de la bande d'emballage
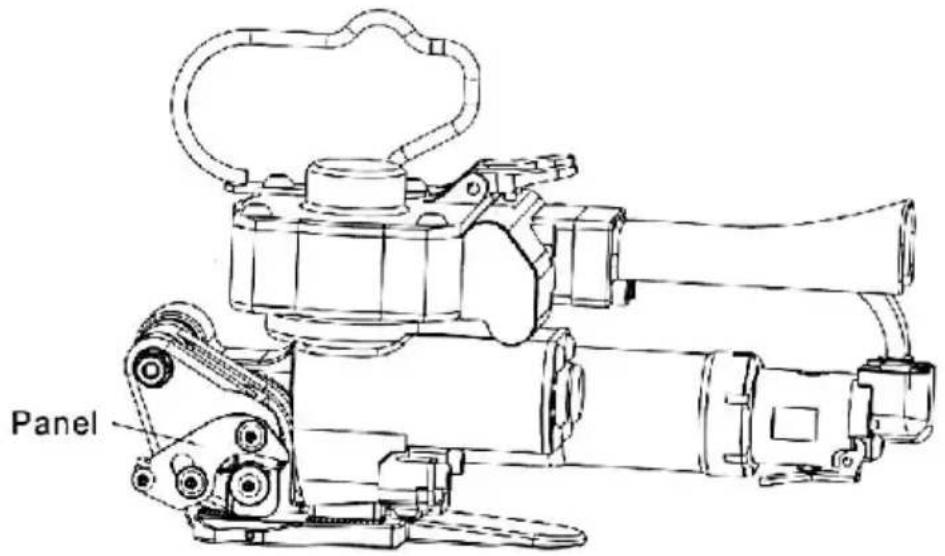
(1) Panneau
Le panneau peut être démonté de la machine d'emballage en retirant vis. Remplacez un nouveau panneau en fonction des dimensions de l courroie d'emballage usagée et de la méthode d'installation du pannea précédent.
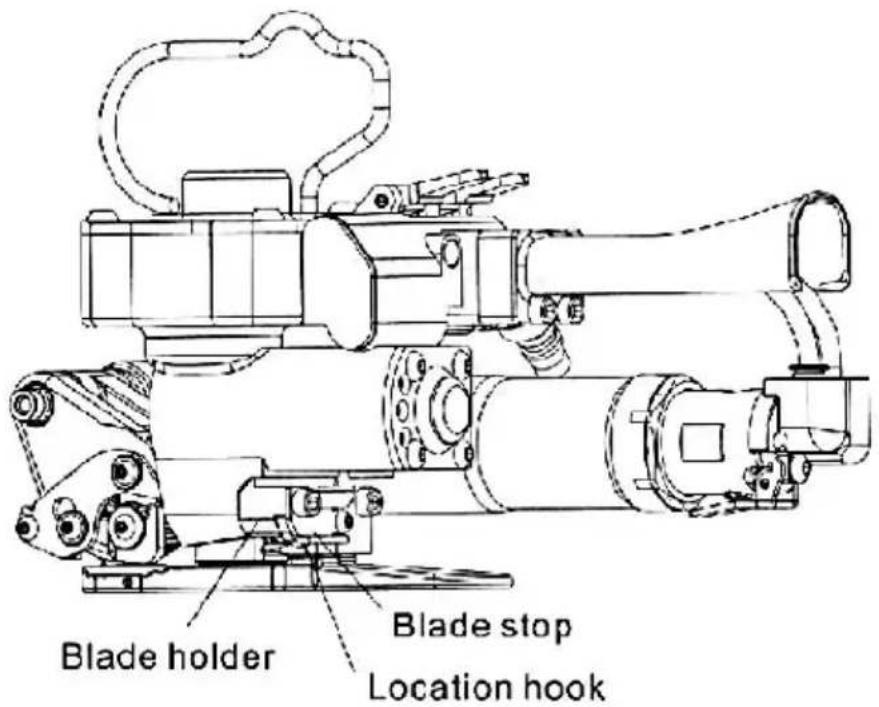
(2) Crochet de localisation
Le crochet de positionnement du porte-lame peut être remonté en reprenant le ressort goupille du porte-lame .
Note: Il y a un petit ressort de compression à l'intérieur du croc localisation. Ne le perdez pas.
Remontage
Choisissez un trou parmi les trois trous du support de lame en fonci la dimension de la courroie d'emballage. Le trou externe est utilisé pour une courroie d'emballage de 19 mm ; le trou moyen est pour une c d'emballage de 16 mm ; et le trou interne est pour une courroie d'emballage de 13 mm.
Distance(a)entre la poulie de serrage et la plaque dentée de serra
La distance entre la poulie de renvoi et la plaque dentée de serra être ajustée en fonction des dimensions de la courroie d'emballage ut Vérifiez la distance (a) entre la poulie de renvoi et la plaque dentée serrage avec une jauge (comme indiqué dans le Figure ci-dessous).
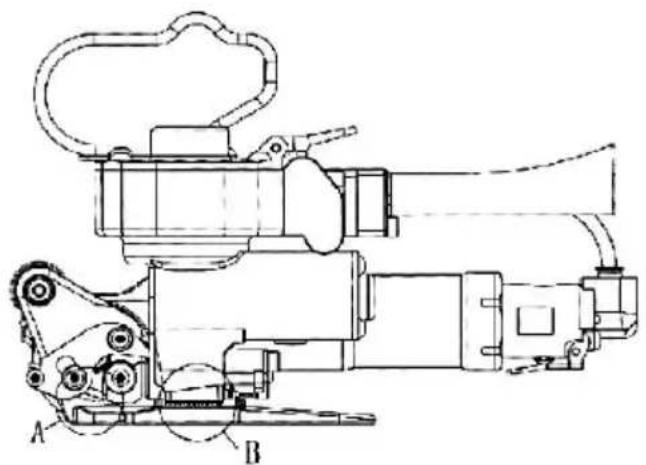
La distance (a) ne doit pas être inférieure à l'épaisseur de l'emballag ceinture. Alors que livraison, cette distance est réglée à 1,0 mm de que l'épaisseur de la ceinture d'emballage.
(1) Si l'épaisseur de la courroie d'emballage est de 0,8 mm, placez de 0,2 mm d'épaisseur sous la plaque dentée de serrage ;
(2) Si cette épaisseur est de 0,6 mm, placez deux joints de 0,2 mm d'épaisseur sous la plaque dentée de serrage ;
(3) Si cette épaisseur dépasse 1,4 mm, insérez deux joints de 0,2 m d'épaisseur au milieu du corps et du bade.
Distance (b) entre le bas de la barre vibrante et la plaque denté fusion
Mesurez la distance entre le bas de la barre vibrante et la plaque de fusion (voir la figure ci-dessus) avec un palpeur. Lors de la mesu veuillez suivre ce qui suit pas:
(1) Appuyez sur le bouton de fusion (rouge) pendant au moins 2 se de sorte que le piston et la barre vibrante soient complètement vers
(2) Mesurer la distance (b) avec un palpeur ; si aucun joint n'est ut distance (b) a a été réglé sur 0,5 mm. Si l'épaisseur de la courroie d'emballage est inférieure à 0,6 mm, insérez un Joint de 0,2 mm au la plaque dentée de fusion.
Note:
- Ne réduisez pas la distance (b)en insérant trop de joints ;
·La machine d'emballage peut être endommagée s'il n'y a pas de entre le bas de la barre vibrante et la plaque dentée de fusion
-Si la barre vibrante heurte la plaque dentée de fusion, les dents plaque seront immédiatement endommagées.
14. Panne et dépannage
Panne courante et dépannage :
(3) Fonctionnement du tendeur
| Phénomène | Causes | Dépannage |
| Corps du moteur je ne peux pas démarrer . | 1. Il y a des corps étra dans le moteur .2. Le moteur est trop se a besoin de lubrification3. Mauvais réglage pour vanne d'air entraîne un manque de pression d'air | 1.Livrer machine d'emballage à l'usine à réparer2. Ajoutez plusieurs gouttes d'huile lubrifiante à moteur de l'admission d'air3.Réajuster la vanne d'air |
| Poulie de serrage appuie sur le haut ceinture d'emballage . | 1. Distance entre la poul réceptrice et la plaque dentée est trop large .2.En termes d'épaisseur d'emballage courroie, la force de tension est trop forte .3. La poulie réceptrice es bloquée par la poussière des résidus de la ceintur d'emballage .4. Les dents de la pouli reprise sont directs . | 1. augmenter le joint.2. Ajustez la tension d la courroie d'emballage en ajustant la valve d' avec un tournevis .3. Nettoyez les dents la poulie réceptrice ave une soufflette ou une brosse .4. Remplacer le récepteur poulie. |
| Lors de l'emballage , Machine d'emballage avance ou ne peut pas serrer l'extrémité de la ceinture d'emballage . | 1. La plaque dentée de réception est bloquée par résidu de bande d'emballage .2. Les dents sur le récepteur denté les plaqu sont émoussées .3. La tension de la cour d'emballage est trop fort | 1. Nettoyez les dents la denture plaque, soufflez les résidus ave de l'air soufflette .2. Remplacez la plaque dentée de réception.3. Ajustez le papillon gaz avec un petit Tournevis . |
Précautions lors de l'opération de tension
①Une fois l'article attaché par la ceinture d'emballage, tenez la partie se chevauche avec la main gauche pour retirez la partie redondante.
②Assurez-vous que la partie qui se chevauche de la courroie d'emba
dans la machine d'emballage est en place. alignement.
③Lors de l'emballage, si la tension est trop élevée, la courroie d'emb se brisera. Contrôle la tension de la ceinture d'emballage en ajustant valve d'air.
(4) Opération de fusion
| Phénomène | Causes | Dépannage |
| Incomplet fusion ou Non la fusion | 1. Le temps de fusion trop court2. La pression de l'air n'est pas assez3. L'ID du tuyau d'air trop petit4. Les dents de fusion plaque ou barre vibran est bloqué par des résidus ou usé dehors5. Le moteur de vibrat est trop sec et besoin lubrification | 1. Reportez-vous à ce manuel pour le réglage temps de fusion .2. Fournir de l'air à la pression atmosphérique de 72 psi ou plus haut .3. Remplacez le tuyau d par un tuyau d'air avec diamètre intérieur supérieur à 6,4 mm .4. Nettoyer partie des den ou remplacer les vibration barre et plaque dentée d fusion .5. Ajouter de l'huile lubrifiante de l'admission d'air |
| Ceinture d'emballage est excessivement fusionné ou cassé éteint pendant la La fusion processus | 1. L'épaisseur de l'emballage la ceinture ne suffit pas2. Le temps de fusion trop long3. Le temps de refroidissement pour le frottement la partie de fusion est trop courte | 1. Utilisez la courroie d'emballage qui a correct spécification2. Réduisez le temps de fusion si nécessaire. Reportez-vous à ce manuel.3. Gardez au moins 3 secondes après la fusion |
| Machine d'emballage je ne peux pas bouger Depuis emballage ceinture après fusion | 1. La poulie réceptrice ne peut pas marche arrière. La ceinture d'emballage ne peut pas se détacher .2. La barre vibrante n parvient pas à s'élever de la courroie d'emballage . | 1.Appuyez sur le bouton rembobinage pour relâche la tension de l'emballage soit réduite2. Tenez la poignée de l'éclaircisseur permettre au tendeur de se connecter avec Soupape d'échappement, puis allumez vanne d'arrêt |
Précautions pendant la fusion
①La fusion sonore peut garantir un joint lisse et sans bavures. Cepe une fusion trop longue réduira la force d'adhérence de la bande d'emballage en PET.
②Après fusion, gardez 3S, sinon le joint de fusion sera déformé ou
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREETASTWOOD NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anah Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Support technique et certificat de garantie électronique



