
XQD19 - Industriemaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts XQD19 Vevor als PDF.

| Produkttyp | Pneumatische Umreifungsmaschine |
| Marke | Vevor |
| Modell | XQD19 |
| Bandmaterial | PET / PP |
| Bandbreite | 13 bis 19 mm |
| Banddicke | 0,5 bis 1,2 mm |
| Spannkraft | 3000 N (bei 0,63 MPa) |
| Betriebsdruck | 0,5 bis 0,7 MPa (max. 0,8 MPa) |
| Luftverbrauch | 0,3 L/min |
| Schmelzzeit | 2 bis 5 s (einstellbar) |
| Schmieröl | ISO VG 51 |
| Schweißprinzip | Reibschweißen |
| Schneidvorrichtung | Schwerer Schnitt (Klinge) und Reibschnitt |
| Aufhängung | Haken für vertikale, horizontale und überkopf Positionen |
| Geräuschpegel | Bis zu 85 dB(A) – Gehörschutz tragen |
| Vibrationen | Entspricht ISO 5349 |
| Garantie | Elektronisches Garantiezertifikat |
| Wartung | Regelmäßige Reinigung mit Druckluftpistole; Anziehen der Schrauben |
| Luftversorgung | Druckluft (sauber, ölfrei) |
| Gewicht | Ca. 4,5 kg (Schätzung) |
Häufig gestellte Fragen - XQD19 Vevor
Benutzerfragen zu XQD19 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Industriemaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch XQD19 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. XQD19 von der Marke Vevor.
BEDIENUNGSANLEITUNG XQD19 Vevor
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
Umreifungsmaschine
MODELL: XQD19 , XQD19B , XQD25
Vielen Dank, dass Sie sich für diese Umreifungsmaschine entschiede haben
- Bitte lesen Sie vor der Anwendung alle Anweisungen sorgfältig durch Informationen helfen Ihnen, die bestmöglichen Ergebnisse zu erzielen. Die Farbe der in diesem Katalog aufgeführten Produkte kann vom tatsächlichen Artikel abweichen.
15. Sicherheitshinweise
Bitte lesen Sie das Handbuch sorgfältig durch, bevor Sie diese Verpackungsmaschine verwenden.
Allgemeine Sicherheitsregeln
- Beachten Sie den Grundsatz „Sicherheit geht vor“ und bedienen Sie dieses Druckluftwerkzeug ordnungsgemäß.
- Lesen Sie das Handbuch vor der Inbetriebnahme sorgfältig durch.
- Sicherheitsteile des Werkzeugs nicht demontieren;
- Zerreißen oder beschädigen Sie das Etikett oder die Markierung der Produkts nicht.
- Halten Sie Ihre Hände oder andere Körperteile von der Verbindung zwischen Verpackungsband und Verpackungswerkzeug fern.
Anwendung
Dieses Werkzeug ist speziell zum Binden von Artikeln mit PET-Verpackungsbändern konzipiert;
Anwendbare Breite des Verpackungsbandes: 13, 16, 19 mm; Das Verpackungsband nicht zum Anheben verwenden.
Richtiges Anziehen
Tragen Sie Schutzbrille, Ohrenschützer, Schutzhandschuhe, Helm und Schutzschuhe
und langärmeliges Hemd, schließen Sie alle Knöpfe; achten Sie auf Ih Krawatte, lange Haare und Kleidung darf nicht an der
Verpackungsmaschine eingehängt werden.
Gasquelle
- Stellen Sie sicher, dass die Luftzufuhrleitung druckfest und ölbeständig - Verwenden Sie für die Luftleitung unbedingt den speziellen Schnellanschluss. Der Luftdruck darf 1,16 psi / 8 bar nicht überschreit - Verwenden Sie nur saubere Druckluft, anstatt Gasquelle oder dynamische Quelle,
Belüftung
Die Luft in Innenräumen kann leicht durch Schmieröl verschmutzt werd Daher sollte die Belüftung angemessen sein.
Vibration
Es ist schädlich für den Bediener, wenn er über einen längeren Zeitra übermäßigen Vibrationen ausgesetzt ist Die Betriebsspezifikation sollte den relevanten Anforderungen von ISO5349 entsprechen.
Lärm
Bediener müssen Ohrenschützer tragen, wenn der Lärm höher als 85 ist unter 85 dB(A) liegt, wird außerdem das Tragen von Ohrenstütze empfohlen.
Schutzbrille
Wenn der Verpackungsspanngurt plötzlich reißt, kann dies zu Augenverletzungen und Verletzungen führen Blindheit, daher müssen Bediener eine Schutzbrille tragen.
Notiz:
Halten Sie beim Schneiden des Verpackungsbandes dessen oberen Te fest und stellen Sie sich an die Seite Das Oberband wird abgeschnitt Seien Sie vorsichtig, es dürfen sich keine Personen in der Umgebung aufhalten. Während der Wartung und Reinigung ist der von der Luftzerstäuberpistole erzeugte Staub schädlich zu den Augen .
Bewegliches Teil
Während des Betriebs kann das bewegliche Teil (Spannrolle) Ihren Handschuh oder andere Körperteile einklemmen. Berühren Sie es dahe nicht, wenn sich die Spannrolle dreht.
Wartung
- Führen Sie tägliche Wartungsarbeiten an der Maschine durch.
- Überprüfen Sie regelmäßig und entfernen Sie Staub mit einer Druckluftpistole.
-Ziehen Sie die Schrauben des Hakens fest;
·Schalten Sie die Gasquelle ab, während Sie Teile austauschen.
Gefahr beim Schneiden
Die scharfe Klinge am Klingenhalter kann Ihre Hände und Finger verle tragen Sie daher bitte Sicherheitshandschuhe.
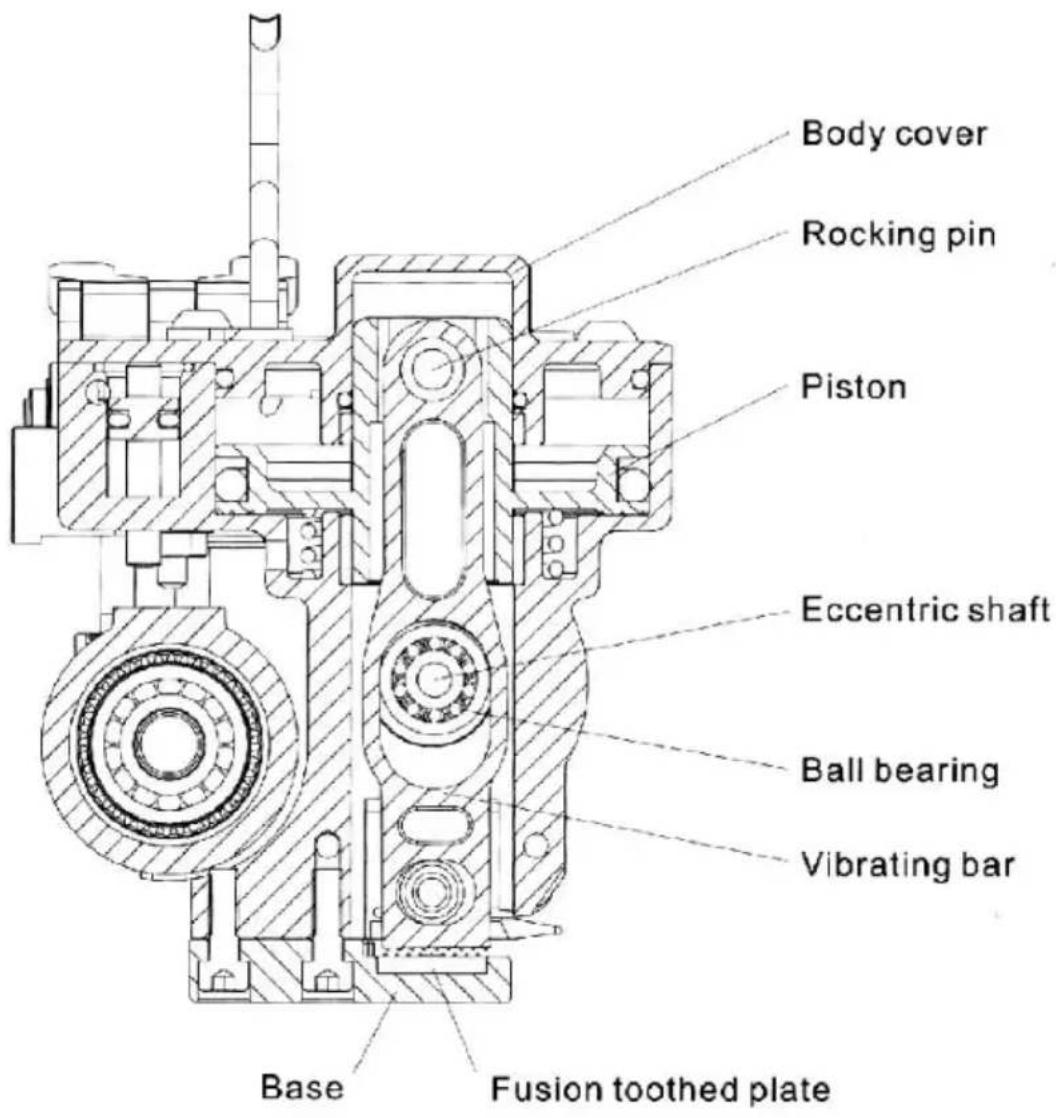
16. Prinzip der Reibungsfusion
Bei diesem Werkzeug handelt es sich um eine Art
Friktionsschmelzverpackungsmaschine. Der geläppte thermoplastische Verpackungsband wird durch die durch Reibungsbewegung erzeugte Wärme geschmolzen; daher wird es genannt „Reibungsfusion“
Die Druckluft drückt den Kolben im Luftzylinder. Der obere Teil des K und vibrierende bar ist verbunden zu die schaukel pin, so die vibriere bar wird drücken die überlappender Teil des Verpackungsbandes beim Herunterfahren.
In der Mitte des Vibrationsstabs befindet sich ein elliptisches Loch, mi dieses Loch verbunden ist die Exzenterwelle des Pneumatikmotors. Der Pneumatikmotor dreht sich mit hoher Geschwindigkeit (10000 U/min), sodass die Vibrationsstange schnell hin- und herbewegt. Der untere Te Das Verpackungsband wird durch die Zapfenzähne der Fusionszahnplatt und deren oberen Teil befestigt wird durch die Zapfenzähne des Vibra für starke Reibung angetrieben. Daher der geläppte Teil von Das Verpackungsband wird durch die durch Reibung erzeugte Wärme geschmolzen. Wenn der Vibrationstimer läuft erreicht das Set Nach ein Zeit stoppt die Vibration und die Fusion ist abgeschlossen.
Sowohl der obere als auch der untere Teil des Verpackungsbandes b
beim Extrudieren hängen.
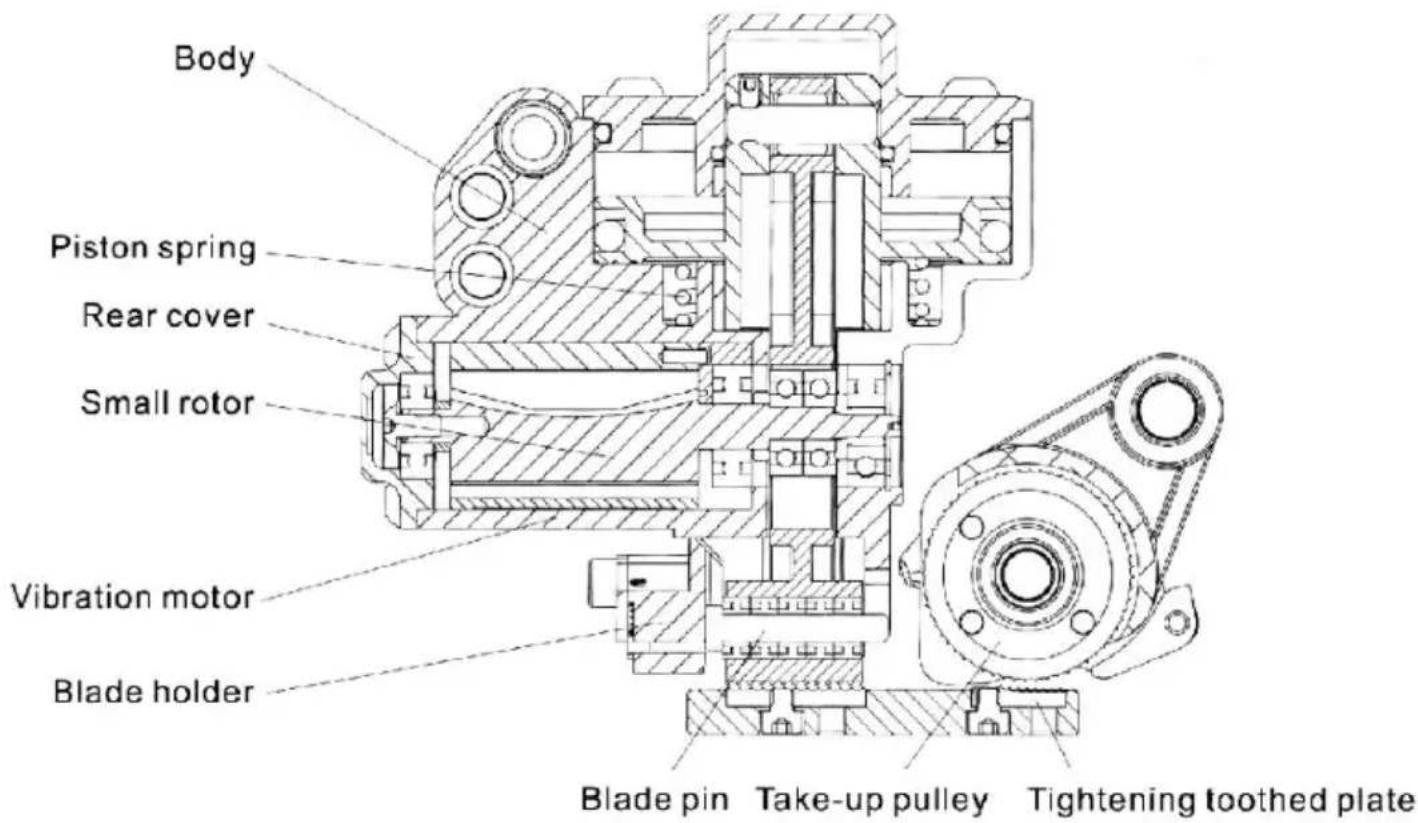
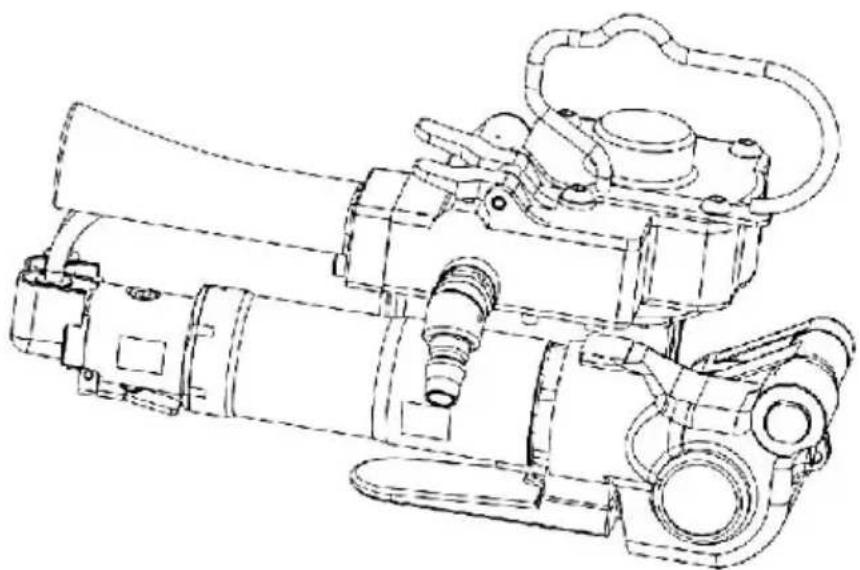
17. Spezifikation und Teile
| Modus | XQD19 | XQD19B | XQD25 |
| Material des Verpackungsbandes | PET /PP | HAUSTIER | HAUSTIER |
| Breite des Verpackungsbandes (mm) | 1 3 ~19 | 13~19 | 1 9 ~ 25 |
| Dicke Verpackungsband (mm) | 0,5~1. 2 | 0,5~1. 2 | 0,5~1,5 |
| Spannkraft des Bindebandes (bei Luftzufuhr). Druck beträg 0,63 MPa) | 3000N | 3000N | 3500N |
Max. zulässiger Betriebsdruck: 0,8 MPa
Erforderlicher Arbeitsdruckbereich: 0,5–0,7 MPa (72–100 psi)
Idealer Arbeitsdruck: 0,63 MPa
Material des Verpackungsbandes : PET
Zulässiges Schmieröl: 51 #
Druckluftverbrauch: 0,3 l/min
Einstellbereich der Fusionszeit: 2 \~ 5 s
Schweres Schneidgerät
Das schwere Schneidgerät besteht aus Klingenhalter und Klinge und d zum
Schneiden Sie 0,5–1,5 mm dickes Verpackungsband.
Reibschneidevorrichtung
Das Reibungsschneidegerät wird zum Schneiden von 0,5 bis 0,7 mm dicken leichtes PET-Verpackungsband.
Suspension
Entsprechende Haken können an verschiedenen Stellen aufgehängt
werden (obere Versiegelung, vertikale Versiegelung); und horizontale Abdichtung).
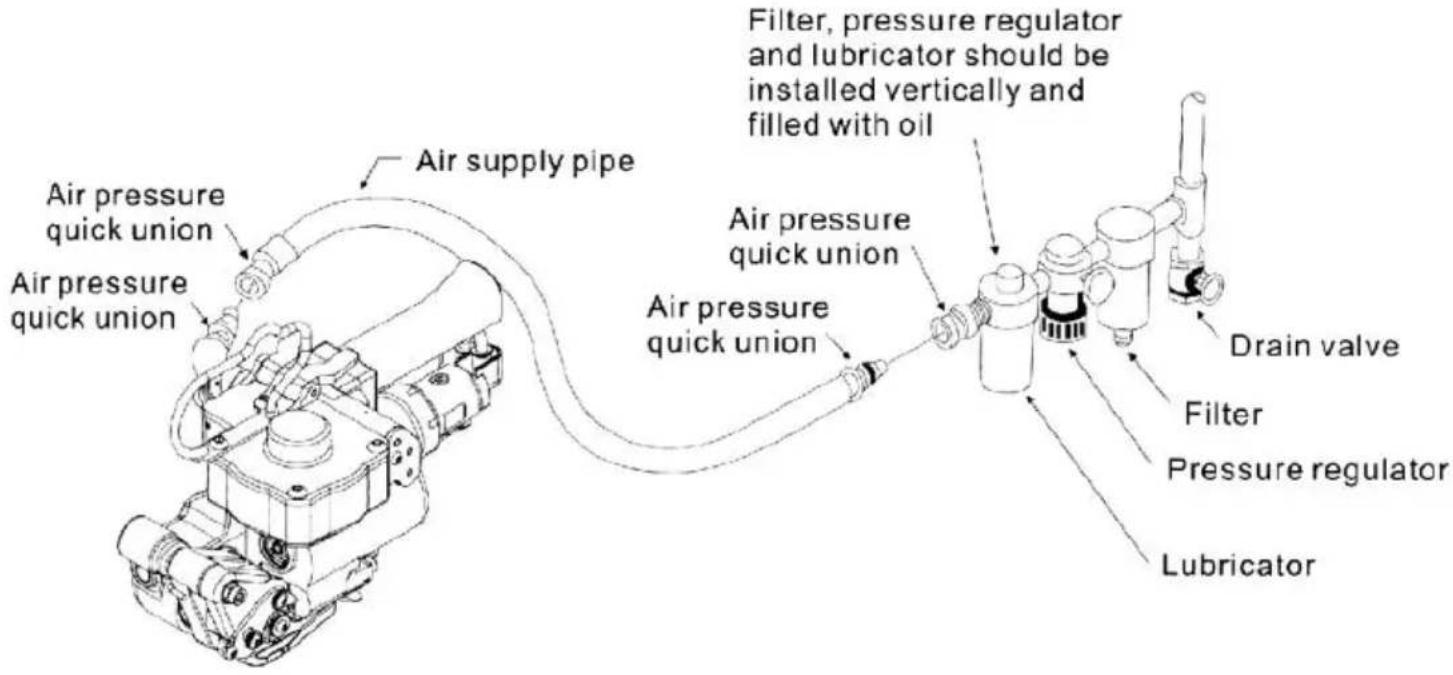
18. Anleitung zur Gasquelle
Luftdruckbedarf
Der erforderliche Luftdruckbereich: 72–100 psi ( 0,5–0,7 MPa ).
Installation der Gasquelle
Filter , Druckregelventil und Öler müssen sich in der Nähe des pneumatisches Werkzeug. Der min. Innendurchmesser des Luftschlauchs beträgt 6,0 mm (1/4). Beide Enden der Luft Die Zuleitung sollte mit Schnellanschlüssen ausgestattet sein.
Feuchtigkeitsfiltration
Am Boden des Bypasses des Luftversorgungskreislaufs muss ein Ablassventil montiert sein, um einmal täglich eine Entleerung zu ermöglichen.
Schmierung
Der Pneumatikmotor sollte ordnungsgemäß geschmiert sein und der Öl- sollte voll sein und gut reguliert (ein Tropfen alle 2 Minuten).
19. Bedienungsanleitung
| (1) So binden SieBündeln Sie den Artikel wie in linken Abbildung gezeigt Halten Sie mit dem Verpackungsband geläppte Teil fest Mit der linker Hand ca. 300 mm Schwanz freilassen, ziehen Den restlichen Teil mit der rechten Hand herausziehen. | 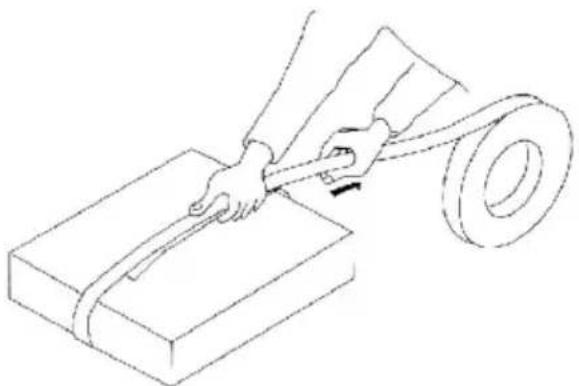 |
| (2) Verpackungsband auflegenHalten Sie den Griff fest und ziehen Sie ihn mit der rechten Hand fest (um sicherzustellen). das maximale Öffnungsmaß dazwischen Spannrolle und Spannzahnplatte). Legen Sie sowohl den oberen auch den unteren Teil der Verpackung ein Förderband in die Verpackungsmaschine. Hinweis: die geläpptEin Teil des Verpackungsband muss durch getrennt werden Klinge des Klingenhalters; lassen Sie den Spanner los (Die Aufwickelrolle klemmt das Verpackungsband dicht) | 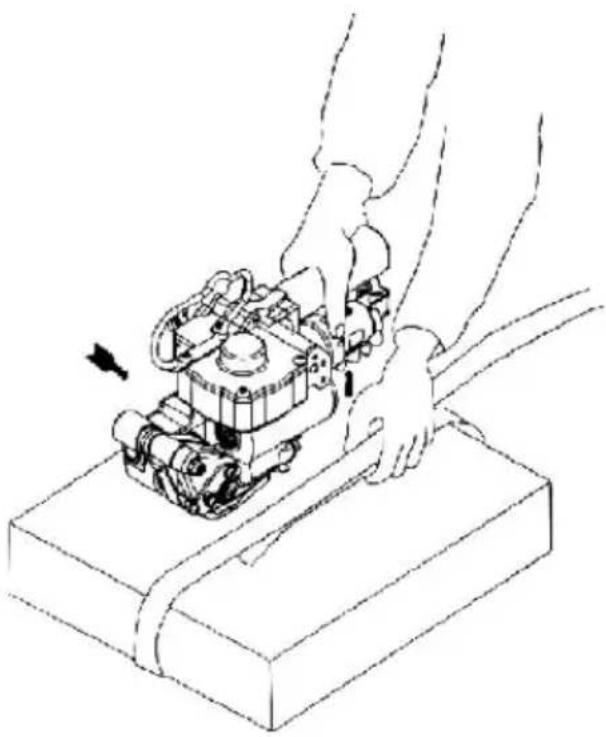 |
| (3) Spannen Sie das VerpackungsbandDrücken Sie den Spanknopf (rechte Seite) mit dem Daumen rechten Hand, bis das Verpackungsband fest sitzt völlig. | 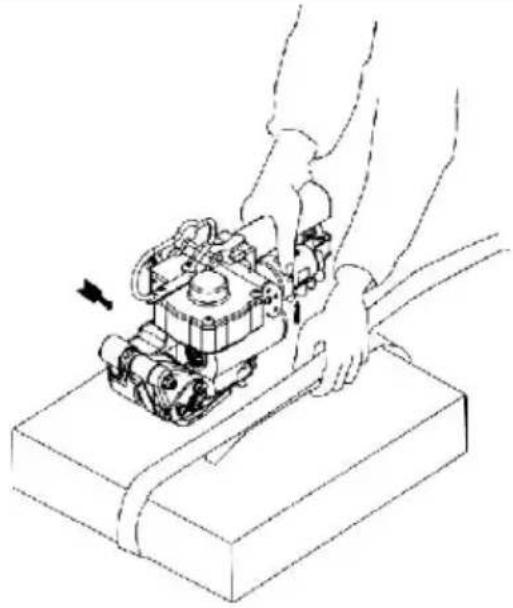 |
| (4) Vibration und Schneider Drücken Sie mit dem Daumen Fusionstaste (linke Seite). mit d rechten Hand, bis das Verpackungsband verschmolzen ist und Abschneiden | 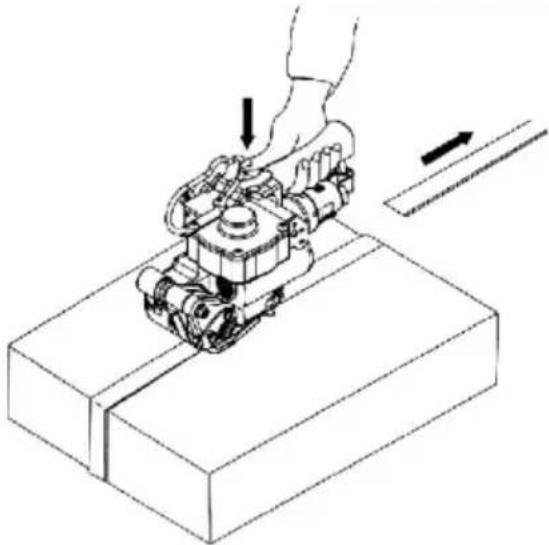 |
| (5) Nehmen Sie die Verpac ab MaschineDrücken Sie den Griff und zieh Sie ihn mit der rechten Hand Hand. Drücken Sie die Rückspultaste mit der kleinen Finger der rechten Hand, bis sider Riemen löst Spannrolle drücken. Griff drücken und festziehen Ziehen Sie das Werkzeug fest an und entferner Sie es vom Verpackungsband.Hinweis: Entfernen Sie das ni | 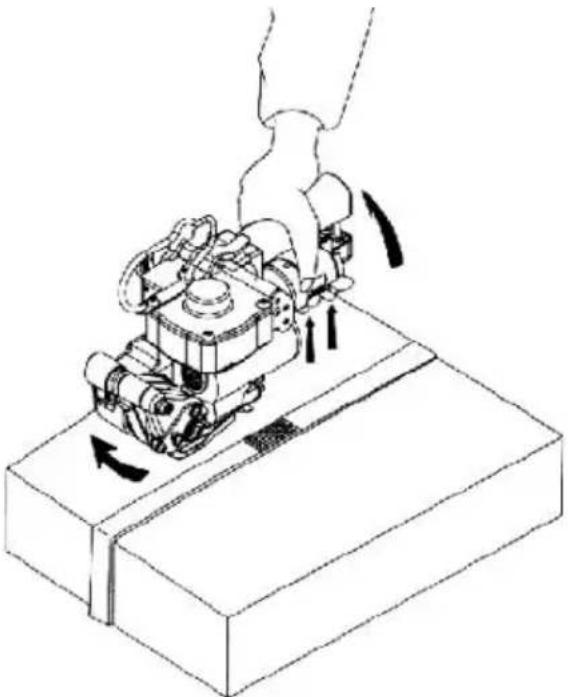 |
| Verpackungsmaschine bis das Verpackungsband freigegeben wird. |
20. Spannungseinstellung
Spannung des Verpackungsbandes
Die Spannung des Verpackungsbandes kann mit einem Schraubenziehe über den Ventilschaft eingestellt werden, der unter dem Spanknopf ne dem Griff angebracht ist.
Ein leichtes Verpackungsband (<0,7 mm) kann einer Spannung von 15 standhalten. Wenden Sie nicht zu viel an Spannung, andernfalls kann Verpackungsband reißen.
Zeit der Reibungsfusion
Die Zeit der Reibungsfusion kann entsprechend der Größe des Verpackungsbands, der Luftdruckmenge und dem Zustand der Verpackungsmaschine angepasst werden. Aus diesem Grund wird ein kleiner Schraubendreher verwendet, um die kleine Schraube unter dem Fusionsknopf (rot) einzustellen. Bei Drehung im Uhrzeigersinn erhöht sie die Zeit und bei Drehung gegen den Uhrzeigersinn verkürzt sich die Ziehen Sie die Kontermutter nach der Einstellung fest. Eine einwandfre
Verschmelzung sorgt für eine gleichmäßige und gratfreie Verschmelzung Gelenke.
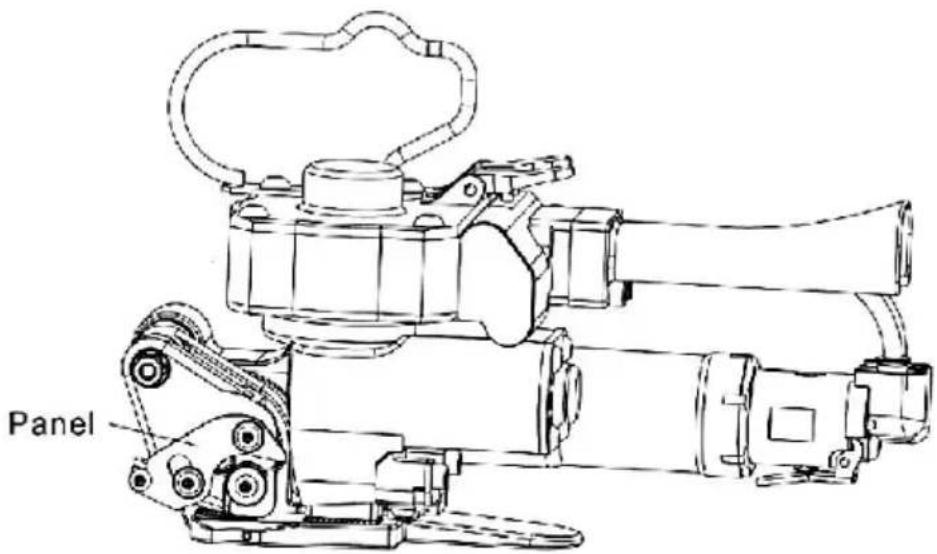
Breite des Verpackungsbandes
(1) Bedienfeld
Das Paneel kann durch Entfernen der Schrauben von der Verpackungsmaschine demontiert werden. Ersetzen Sie es durch ein neues Paneel entsprechend den Abmessungen des verwendeten Verpackungsbands und der Installationsmethode des vorherigen Paneels.
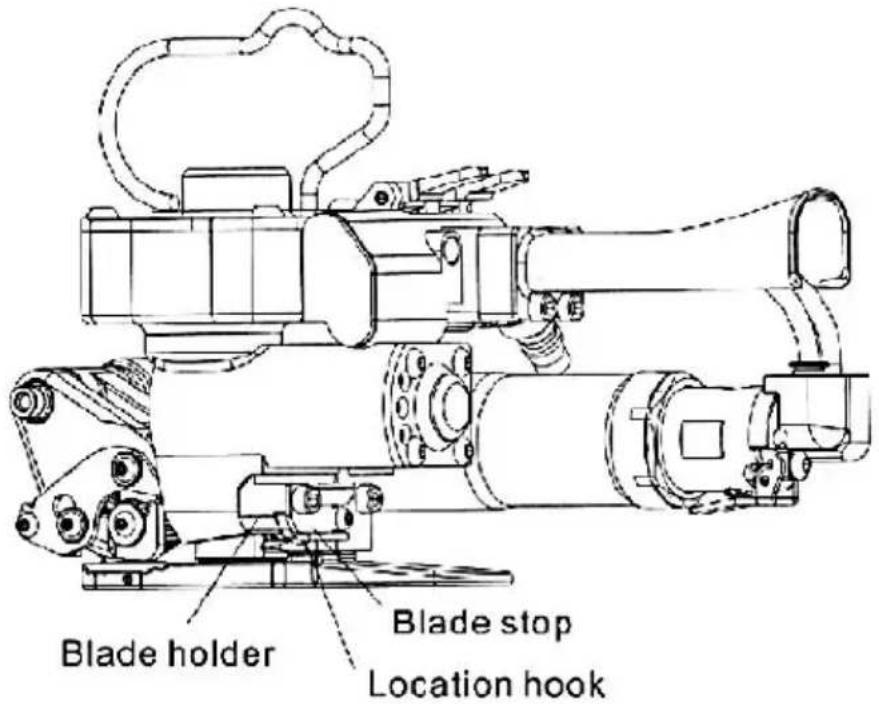
(2)Standorthaken
Der Fixierhaken des Klingenhalters kann durch Entfernen der Feder wieder zusammengebaut werden Stift vom Klingenhalter entfernen .
Notiz: Im Fixierhaken befindet sich eine kleine Druckfeder. Verliere Sie diese nicht.
Zusammenbau
Wählen Sie entsprechend der Abmessung des Verpackungsbandes ein Loch aus den drei Löchern des Klingenhalters aus. Das äußere Loch für 19 mm Verpackungsbänder verwendet, das mittlere Loch für 16 m Verpackungsbänder und das innere Loch für 13 mm Verpackungsbände
Abstand (a) zwischen Spannrolle und Spannzahnplatte
Der Abstand zwischen der Aufwickelrolle und der Spannzahnplatte so entsprechend den Abmessungen des verwendeten Verpackungsbandes angepasst werden. Überprüfen Sie den Abstand (a) zwischen der Aufwickelrolle und der Spannzahnplatte mit einem Fühler (wie in der Abbildung gezeigt). Abbildung unten).
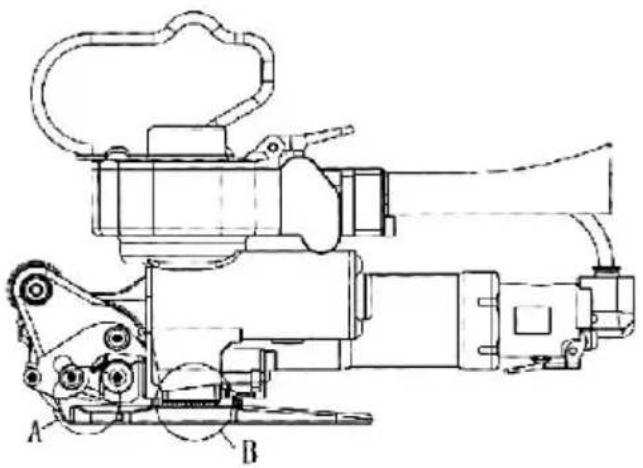
Der Abstand (a) sollte nicht kleiner sein als die Dicke der Verpackung Gürtel. Während Lieferung, dieser Abstand ist auf 1,0 mm mehr als d Dicke des Verpackungsbandes eingestellt.
(1) Wenn die Dicke des Verpackungsbandes 0,8 mm beträgt, legen S eine 0,2 mm dicke Dichtung unter die Spannzahnplatte.
(2) Wenn die Dicke 0,6 mm beträgt, legen Sie zwei 0,2 mm dicke
Dichtungen unter die Spannzahnplatte.
(3) Wenn diese Dicke 1,4 mm überschreitet, setzen Sie zwei 0,2 mm Dichtungen in die Mitte des Gehäuses und der Dichtung ein.
Abstand (b) zwischen der Unterseite des Vibrationsstabs und der Schmelzzahnplatte
Messen Sie den Abstand zwischen der Unterseite des Vibrationsstabs der Schmelzzahnplatte (siehe Abbildung oben) mit einem Fühler. Beach Sie beim Messen bitte Folgendes Schritte:
(1) Drücken Sie den Fusionsknopf (rot) mindestens 2 Sekunden lang, sodass sowohl der Kolben als auch der Vibrationsstab vollständig nach unten zeigen.
(2) Messen Sie den Abstand (b) mit einem Fühler ; Wenn keine Dich verwendet wird, beträgt der Abstand (b). wurde auf 0,5 mm eingestellt. Wenn die Dicke des Verpackungsbandes weniger als 0,6 mm beträgt, fügen Sie a ein 0,2-mm-Dichtung an der Unterseite der Fusionszahnpla
Notiz:
·Verringern Sie den Abstand (b) nicht durch Einfügen zu vieler Dichtungen.
- Die Verpackungsmaschine kann beschädigt werden, wenn zwischen der Unterseite des Vibrationsstabs und der Schmelzzahnplatte kein Abstand besteht.
- Wenn der Vibrationsstab auf die gezahnte Schmelzplatte trifft, werden die Zähne der Platte sofort beschädigt.
21. Störung und Fehlerbehebung
Häufige Fehler und deren Beseitigung:
(5) Spannerbetrieb
| Phänomen | Ursachen | Fehlerbehebung |
| Motorkörper kann nicht gestartet werden. | 1.Es befindet sich Fremdmaterial im .2.Der Motor ist zu trocken und braucht von Schmierung .3. Falsche Einstellung für Luftventil führt zu Luftdruckmangel . | 1.Liefern Verpackungsmaschine zur Fabrik zur Reparatur2.Fügen Sie mehrere Tropfen Schmieröl hinzu Motor vom Lufteinlass3.Luftventil neu einstellen |
| Spannrolle drückt die obere Verpackungsband . | 1.Abstand zwischen Spannrolle und die Zahnplatte ist zu bre 2.In Bezug auf die Dicke der Verpackung Riemen, Spannkraft is zu stark .3. Die Spannrolle ist durch Staub blockiert oder Rückstände vom Verpackungsband .4. Die Zähne der Aufnahmerolle sind stumpf . | 1.Dichtung erhöhen.2. Passen Sie die Spannung des Verpackungsbandes an durch Einstellen des Luftventils mit einem Schraubendreher .3. Reinigen Sie die Zähne der Aufwickelrolle mit Luftblaspistole oder Pinsel .4. Aufwickelvorrichtung austauschen Rolle. |
| Beim Verpacken , Verpackungsmaschine bewegt sich vorwärts oder kippen Klemmer Sie das Ende des Verpackungsbandes . | 1. Die Aufnahmezahnplatte ist blockiert durch Rückstände des Verpackungsbandes .2.Die Zähne der Aufnahmezahnstange Platte sind stumpf .3.Die Spannung desVerpackungsbandes ist zu stark . | 1.Reinigen Sie die Zähne der Aufnahmezahnstange Platte, Rückstände mi Luft abblasen Blaspistole .2. Aufwickelzahnplatte austauschen.3. Stellen Sie dieDrosselklappe mit einem kleinen Einsteller ein Schraubendreher . |
Vorsichtsmaßnahmen während des Spannvorgangs
①Nachdem der Artikel mit dem Verpackungsband zusammengebunden halten Sie den überlappenden Teil mit der linken Hand fest Ziehen S überflüssigen Teil heraus.
②Stellen Sie sicher, dass der überlappende Teil des Verpackungsband in der Verpackungsmaschine eingelegt ist Ausrichtung.
③Wenn beim Verpacken die Spannung zu hoch ist, reißt das Verpackungsband. Kontrolle die Spannung des Verpackungsbandes durch Einstellen des Luftventils.
(6) Fusionsbetrieb
| Phänomen | Ursachen | Fehlerbehebung |
| Unvollständig Fusion bzw NEIN Verschmelzung | 1. Die Fusionszeit ist zu kurz2. Der Luftdruck stimmt nicht genug3. Der Innendurchmesser des Luftrohrs ist zu klein4. Die Zähne von Fusion o n gezahnt Platte oder Rüttelstab ist durch Rückstände verstopft oder verschlissen aus5.Vibrationsmotor ist zu trocken und schmierungsbedürftig | 1. Informationen zur Einstellung finden Sie in diesem Handbuch Fusionszeit .2. Luft mit dem Luftdruck von zuführe 72psi oder höher .3. Ersetzen Sie das Luftrohr durch ein Luftrohr mit einem Innendurchmesser von über 6,4 mm .4. Reinigen Zahnteilbzw vibrierend ersetzen Stange und Fusionszahnplatte .5.Schmieröl aus dem Lufteinlass hinzufügen |
| Verpackungsband ist übermäßig verschmolzen bzw gebrochen während der ausgeschaltet Verschmelzung Verfahren | 1.Die Dicke der Verpackung Gürtel ist nicht genug2. Die Fusionszeit ist zu lang3.Die Abkühlzeit für Reibung Fusionsteil is zu kurz . | 1. Verwenden Sie da Verpackungsband, das richtig Spezifikation2. Reduzieren Sie die Fusionszeit nach Bedarf. Siehe dieses Handbuch3.Behalten mindestens 3 Sekunden nach Verschmelzung |
| Verpackungsmaschine kann nicht losfahren Aus Verpackung Band nach der Fusic | 1. Die Spannrolle funktioniert nicht rückwärts.Verpackungsband lässt sich nicht lösen2.Vibrationsstab hebt sich nicht vom Verpackungsband . | 1. Drücken Sie zum Freigeben die Rückspultaste die Spannung des Verpackungsbandes lt2.Halten Sie den Grif des Aufhellers fest Ermöglichen Sie die Verbindung mit dem Spanner Auslassventil und dann einschalten Absperrventil |
Vorsichtsmaßnahmen während der Fusion
①Eine solide Verschmelzung kann eine glatte und gratfreie Verbindung gewährleisten, eine zu lange Verschmelzung verringert jedoch die Haft des PET-Verpackungsbandes.
②Nachher Fusion, 3S beibehalten, andernfalls wird die Fusionsverbindung verformt oder getrennt.
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu, Shanghai 200000 CN.
Importiert nach AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
In die USA importiert: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Zertifikat für technischen Support und E-Garantie




