
XQD19 - Macchina industriale Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo XQD19 Vevor in formato PDF.

| Tipo di prodotto | Macchina per reggia pneumatica |
| Marca | Vevor |
| Modello | XQD19 |
| Materiale della reggia | PET / PP |
| Larghezza della reggia | da 13 a 19 mm |
| Spessore della reggia | da 0,5 a 1,2 mm |
| Forza di tensione | 3000 N (a 0,63 MPa) |
| Pressione di esercizio | da 0,5 a 0,7 MPa (max 0,8 MPa) |
| Consumo d'aria | 0,3 L/min |
| Tempo di fusione | da 2 a 5 s (regolabile) |
| Olio lubrificante | ISO VG 51 |
| Principio di saldatura | Fusione per attrito |
| Dispositivo di taglio | Taglio pesante (lama) e taglio per attrito |
| Sospensione | Ganci per posizioni verticale, orizzontale e superiore |
| Livello sonoro | Fino a 85 dB(A) – indossare cuffie antirumore |
| Vibrazioni | Conforme ISO 5349 |
| Garanzia | Certificato di garanzia elettronico |
| Manutenzione | Pulizia regolare con pistola ad aria compressa; serraggio delle viti |
| Alimentazione | Aria compressa (pulita, senza olio) |
| Peso | Circa 4,5 kg (stima) |
Domande frequenti - XQD19 Vevor
Domande degli utenti su XQD19 Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina industriale in formato PDF gratuitamente! Trova il tuo manuale XQD19 - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. XQD19 del marchio Vevor.
MANUALE UTENTE XQD19 Vevor
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
Macchina per imballaggi
MODELLO: XQD19, XQD19B, XQD25
Grazie mille per aver scelto questa reggiatrice
- Si prega di leggere tutte le istruzioni prima di utilizzarlo. Le informa aiuteranno a ottenere i migliori risultati possibili.
I prodotti presenti in questo catalogo potrebbero differire nel colore ris all'articolo reale.
22. Istruzioni di sicurezza
Si prega di leggere attentamente il manuale prima di utilizzare questa confezionatrice.
Norme generali di sicurezza
- Tenere presente il principio della "sicurezza prioritaria" e utilizzare correttamente questo strumento pneumatico;
- Leggere attentamente il manuale prima dell'uso;
- Non smontare le parti di sicurezza dell'utensile;
- Non strappare o danneggiare l'etichetta o il marchio del prodotto;
- Non inserire le mani o altre parti del corpo tra il nastro di imball l'utensile di imballaggio.
Applicazione
Questo strumento è appositamente progettato per rilegare articoli con nastro da imballaggio in PET;
Larghezza applicabile del nastro di imballaggio: 13,16,19 mm;
Non utilizzare la cinghia di imballaggio per il sollevamento.
Vestizione corretta
Indossare occhiali di sicurezza, cuffie antirumore, guanti protettivi, casco calzature protettive
e camicia a maniche lunghe, allaccia tutti i bottoni; fai attenzione alla cravatta, ai capelli lunghi e al tessuto non dovrà essere agganciato d macchina confezionatrice.
Fonte di gas
·Assicurarsi che il tubo di alimentazione dell'aria possa sopportare la
pressione e sia resistente all'olio;
- Utilizzare lo speciale raccordo rapido per il tubo dell'aria; la pressione dell'aria non deve superare 1 16 psi/ 8 bar;
- Utilizzare solo aria compressa pulita, anziché una fonte di gas o una dinamica,
Ventilazione
L'aria interna può essere facilmente inquinata dall'olio lubrificante; perta la ventilazione dovrebbe essere adeguata essere corretto.
Vibrazione
È dannoso per gli operatori se vengono a contatto per lungo tempo eccessive vibrazioni le specifiche operative devono essere conformi ai requisiti pertinenti della norma ISO5349.
Rumore
Gli operatori devono indossare cuffie antirumore se il rumore è superi 85 Db(A). Anche se il rumore è inferiore a 85 Db(A), si consiglia in indossare cuffie antirumore.
Occhiali di sicurezza
Se la cinghia di tensionamento dell'imballaggio si rompe improvvisamen potrebbe ferire gli occhi e causare
cecità, quindi gli operatori devono indossare occhiali di sicurezza.
Nota:
Mentre si taglia il nastro di imballaggio, tenerne la parte superiore e posizionarsi di lato; la cinghia superiore verrà tagliata; fare attenzione, dovrebbero esserci persone nelle vicinanze. Durante la manutenzione e pulizia, la polvere portata dalla pistola ad aria compressa è dannosa occhi.
Parte mobile
Durante il funzionamento, la parte mobile (puleggia di serraggio) potrebagganciare il quanto o altre parti del corpo, quindi quando la puleggia riavvolgimento sta ruotando, non toccarla.
Manutenzione
·Effettuare la manutenzione quotidiana della macchina;
- Controllare regolarmente e rimuovere la polvere con una pistola ad a compressa;
·Serrare le viti del gancio;
·Spegnere la fonte di gas durante la sostituzione delle parti.
Pericolo durante il taglio
La lama affilata sul supporto della lama potrebbe ferire mani e dita, indossarla Guanti di sicurezza.
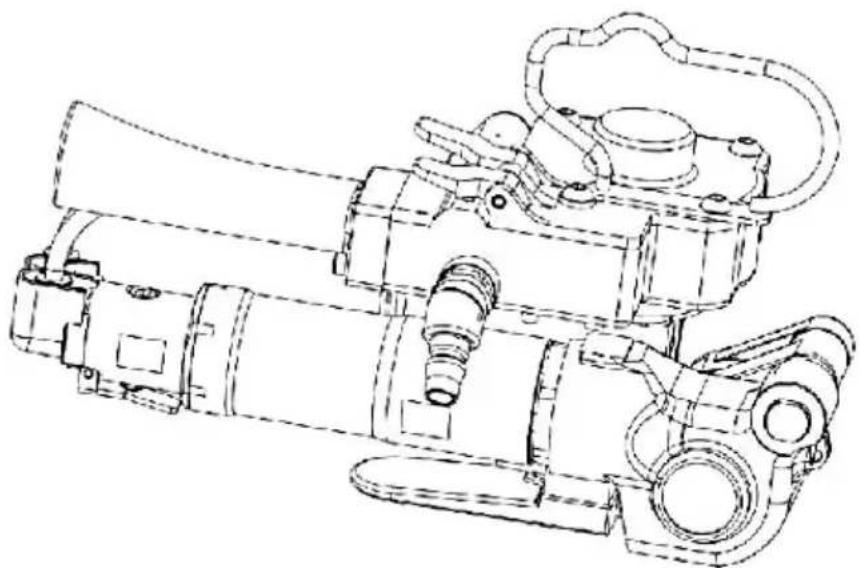
23. Principio della fusione per attrito
Questo strumento è una sorta di macchina confezionatrice per fusione attrito. Il materiale termoplastico lappato il nastro da imballaggio viene dal calore prodotto dal movimento di attrito; da qui il nome “fusione attrito”
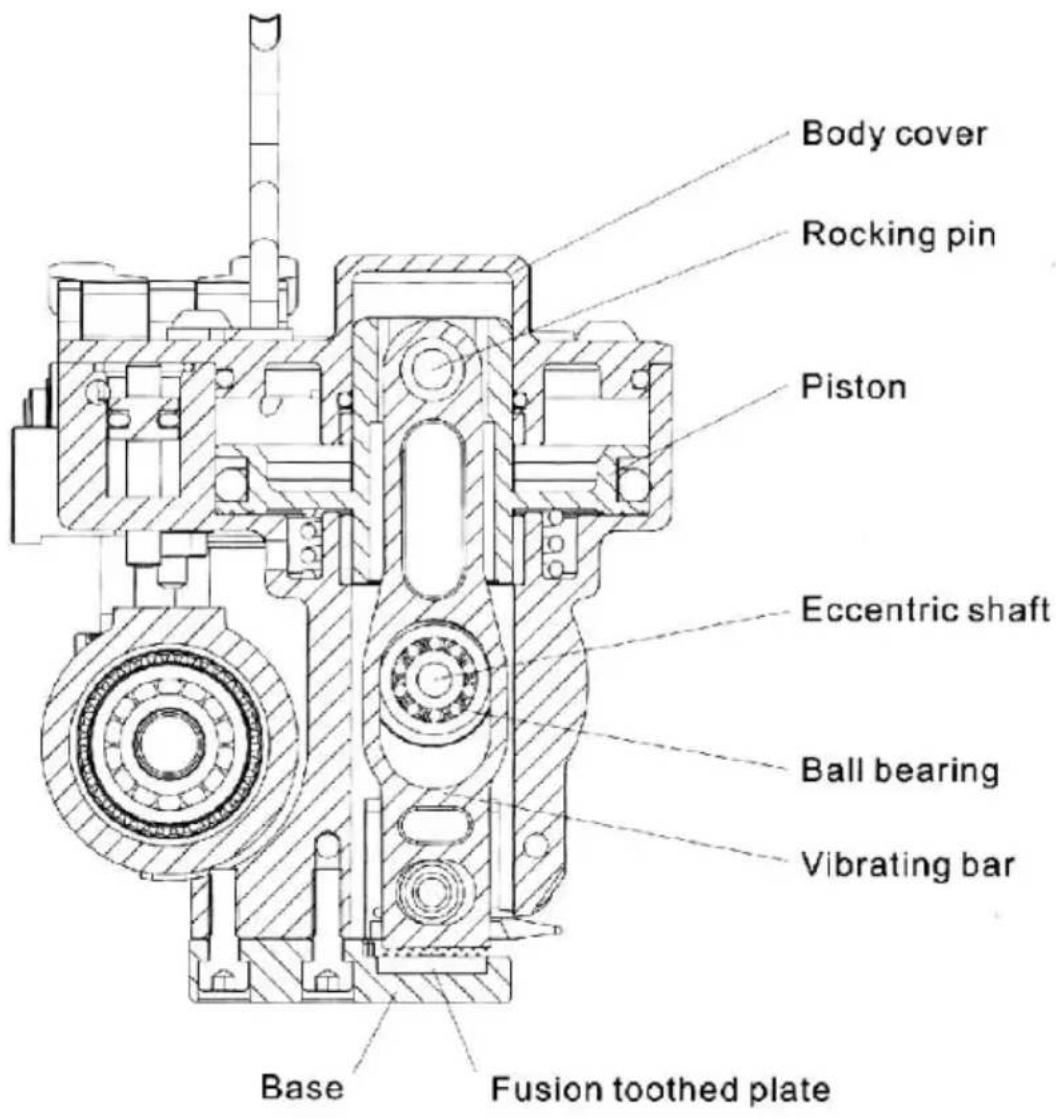
L'aria compressa spingerà il pistone all'interno del cilindro dell'aria. La parte superiore del pistone e la barra vibrante è collegata al perno oscillante, quindi la barra vibrante premerà il parte lambda del nastro imballaggio durante lo spostamento verso il basso.
C'è un foro ellittico al centro della barra vibrante, a questo foro è co l'albero eccentrico del motore pneumatico. Il motore pneumatico ruota alta velocità (10000 giri/min), quindi la barra vibrante esegue rapidame il movimento reciproco. La parte inferiore del nastro di imballaggio è dai denti della spina della piastra dentata di fusione e dalla sua parti superiore è azionato dai denti del vibratore per un attrito intenso. Qui parte lappata di il nastro di imballaggio viene fuso dal calore prodotto dall'attrito. Quando il timer di vibrazione raggiunge il set tempo, la vibrazione si interrompe e la fusione viene completata.
Sia la parte superiore che quella inferiore del nastro di confezionamer
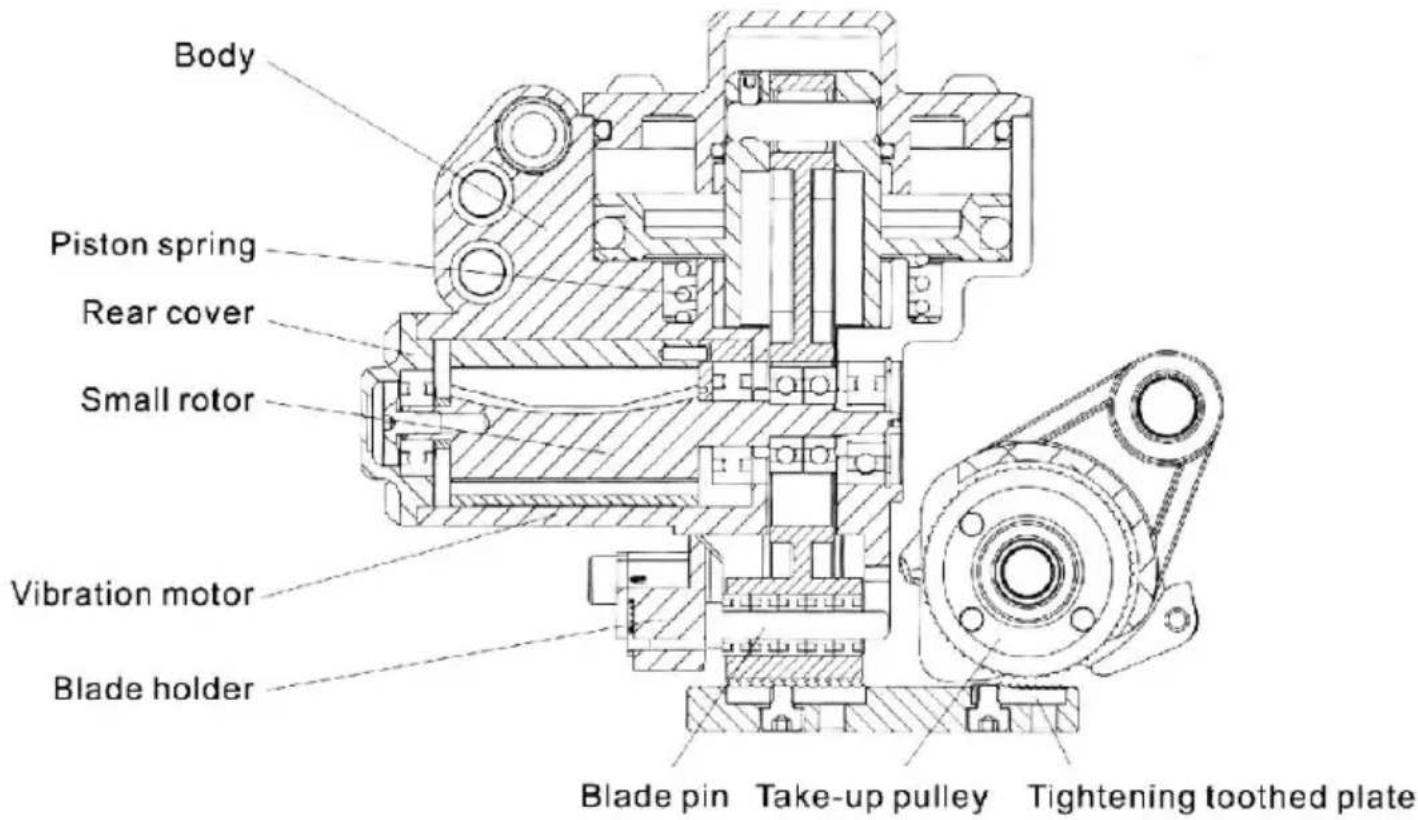
sono bloccate durante l'estruzione.
| Modalità | XQD19 | XQD19B | XQD25 |
| Materiale del nastro di imballaggio | ANIMALE DOMESTICO /PP | ANIMALE DOMESTICO | ANIMALE DOMESTICO |
| Larghezza del nastro di imballaggio (mm) | 1 3 ~19 | 13~19 | 1 9 ~ 25 |
| Nastro di imballaggiospessore (mm) | 0,5~1. 2 | 0,5~1. 2 | 0,5~1,5 |
| Forza di tensione della fasci di legatura (quando si imme aria la pressione è 0,63 MI) | 3000 N | 3000 N | 3500N |
Pressione di esercizio massima consentita: 0,8 MPa
Ambito richiesto della pressione di esercizio: 0,5\~0,7Mpa (72\~100 psi)
Pressione di esercizio ideale: 0,63 MPa
Materiale del nastro di imballaggio : PET
Olio lubrificante consentito: 51#
Consumo di aria compressa: 0,3 l/min
Regolazione dell'ambito del tempo di fusione: 2\~5 secondi
Dispositivo di taglio pesante
Il dispositivo di taglio pesante è composto da supporto lama e lama utilizzato per
tagliare il nastro di imballaggio spesso 0,5 \~ 1,5 mm.
Dispositivo di taglio a frizione
Il dispositivo di taglio a frizione viene utilizzato per tagliare 0,5\~0,7 m spessore nastro da imballaggio in PET leggero.
Sospensione
I ganci adeguati possono essere sospesi in diverse posizioni (sigillatura superiore, sigillatura verticale; e sigillatura orizzontale).
25. Istruzioni sulla fonte di gas
Requisito di pressione dell'aria
La portata richiesta della pressione dell'aria: 72-100 psi (0,5-0,7 MPa
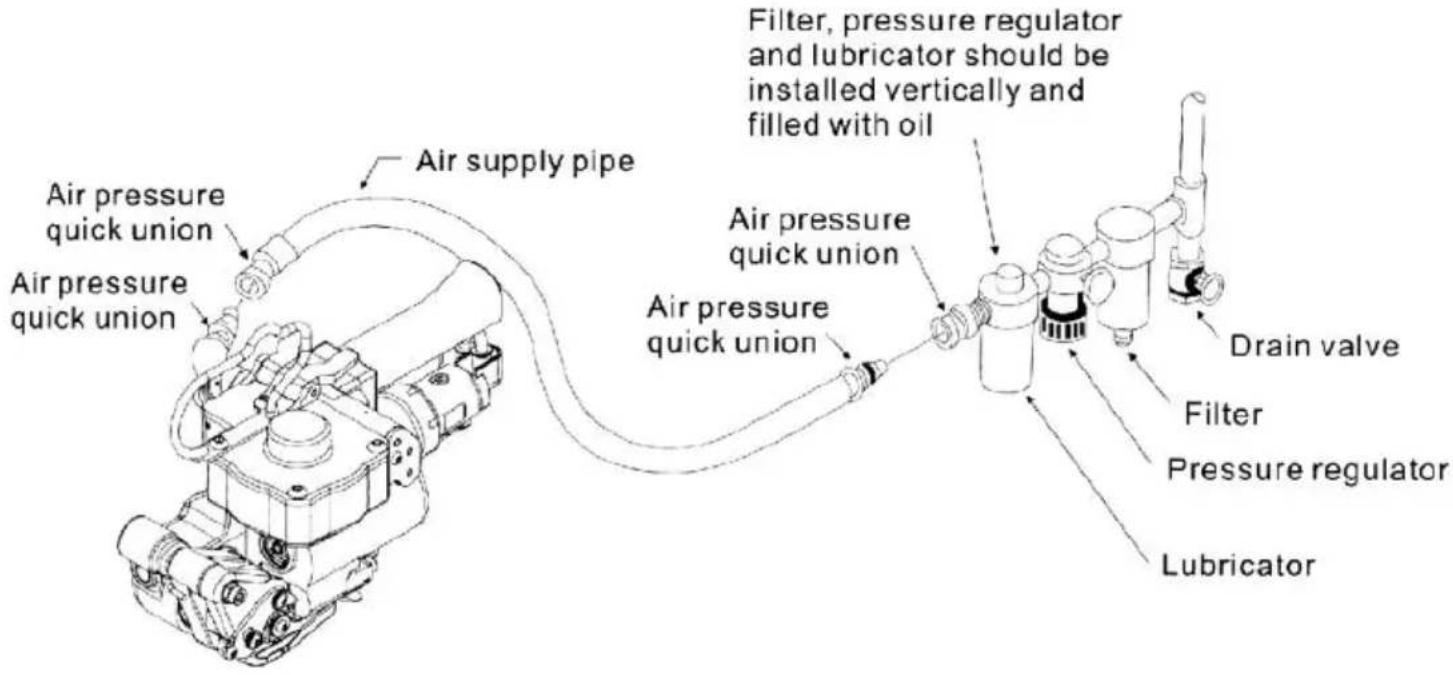
Installazione della fonte di gas
Il filtro, la valvola di regolazione della pressione e il gruppo lubrifica devono essere vicini a utensile pneumatico. Il diametro interno minimo tubo dell'aria è 6,0 mm (1/4). Entrambe le estremità dell'aria il tubo alimentazione deve essere dotato di raccordi rapidi.
Filtrazione dell'umidità
È necessario montare una valvola di scarico sul fondo del bypass de circuito di alimentazione dell'aria per eseguire lo scarico una volta al giorno.
Lubrificazione
Il motore pneumatico deve essere lubrificato correttamente e il lubrifica deve essere pieno e ben regolato (una goccia ogni 2 minuti).
26. Istruzioni operative
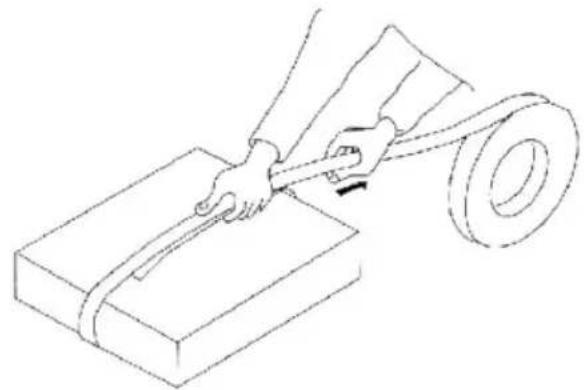
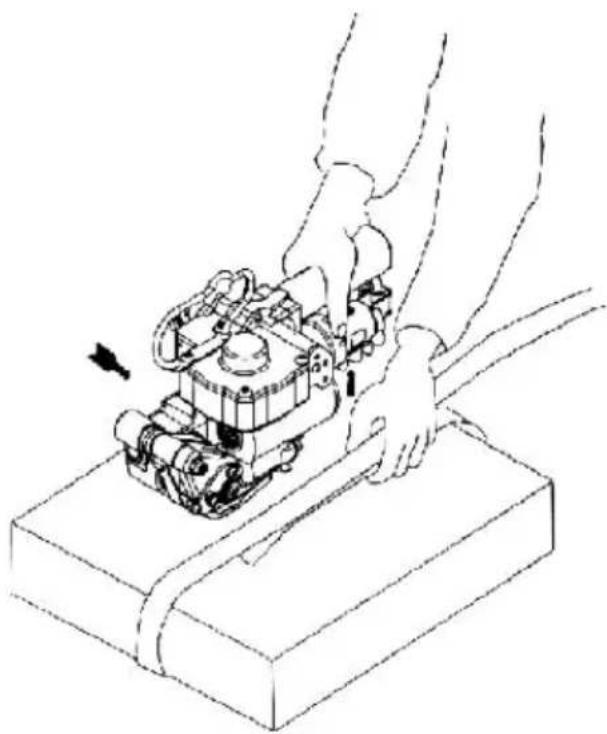
(1) Come rilegare
Come mostrato nella figura a sinistra, raggruppare l'articolo co la cinghia da imballaggio, trattenere la parte lappata mano sinistra, lasciare circa 300 mm coda, tirare la la parte rimanen verso l'esterno con la mano de
(2) Posizionare il nastro di imballaggio
Tenere la maniglia e stringerla la mano destra (per garantire la dimensione massima di apertura tra puleggia tenditrice e piastra dentata di serraggio), inserire si parte superiore che quella inferi dell'imballo nastro nella macchina confezionatrice. Nota: il lappato parte del nastro di imballaggio deve essere separata da la la del supporto lama; rilasciare i tenditore (la puleggia tenditrice aggancia la cinghia di imballaggio strettamente)
| (3) Tendere la cinghia di imballaggioPremere il pulsante di serraggio (lato destro) con il pollice della mano destra finché il nastro di imballaggio non risulta teso completamente. | 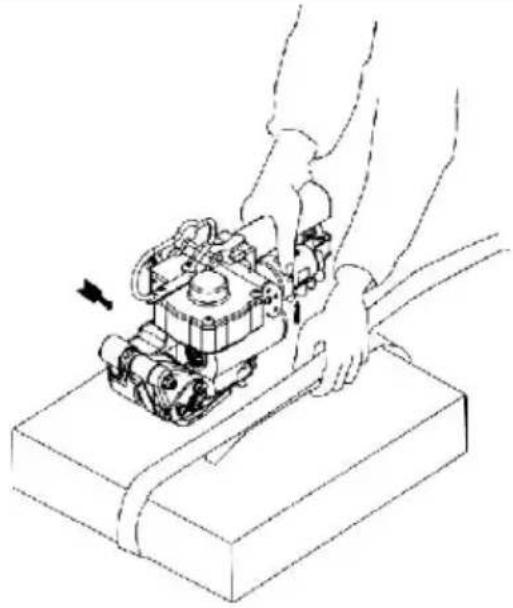 |
| (4) Vibrazioni e tagliPremere il pulsante di fusione sinistro) con il pollice mano des finché la cinghia di imballaggio viene fusa e tagliare | 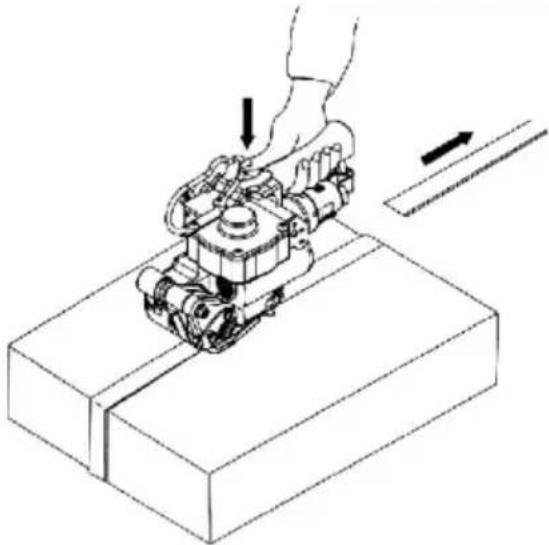 |
| (5) Rimuovere l'imballaggio macchinaPremere saldamente la maniglia il tenditore con la destra mano.Premere il pulsante di riavvolgimento con il piccolo dito della mano destra finché la cin non viene rilasciata la puleggia riavvolgimento. Premere la maniglia e il tenditore saldamen rimuovere lo strumento dalla cinghia di imballaggio.Nota: non rimuovere il macchconfezionatrice fino al rilascio del nastro di imballaggio. | 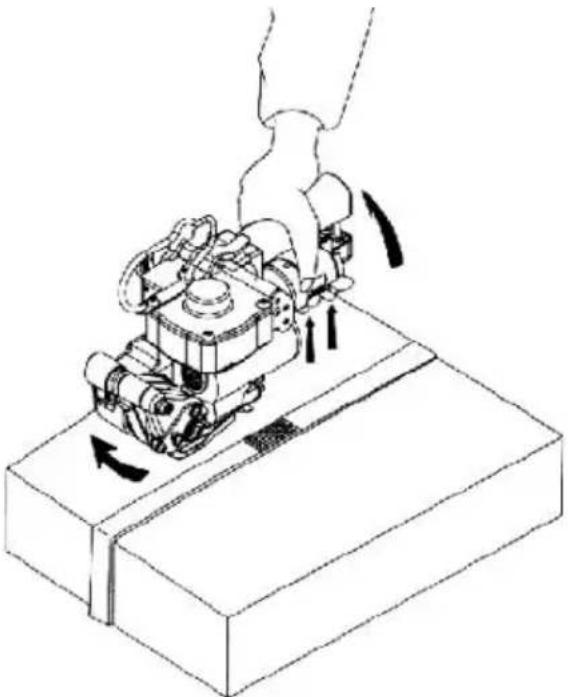 |
27. Regolazione della tensione
Tensione del nastro di imballaggio
La tensione della cinghia di imballaggio può essere regolata con un cacciavite attraverso lo stelo della valvola di scarico montata sotto il pulsante di serraggio accanto alla maniglia.
il nastro da imballaggio leggero (<0,7 mm) può sopportare 150 kg di tensione. Non applicare una tensione eccessiva tensione; altrimenti il nastro di imballaggio potrebbe rompersi.
Tempo di fusione per attrito
Il tempo di fusione per attrito può essere regolato in base alle dimer del nastro di imballaggio, alla quantità di pressione dell'aria e alle condizioni della macchina confezionatrice. Per questo motivo, viene utilizzato un piccolo cacciavite per regolare la piccola vite sotto il pulsi di fusione (rosso). Il tempo aumenterà se si ruota in senso orario e diminuirà se si ruota in senso antiorario: stringere il dado di bloccaggio dopo la regolazione. La fusione del suono può garantire una fusione e senza bave articolazioni.
Larghezza del nastro di imballaggio
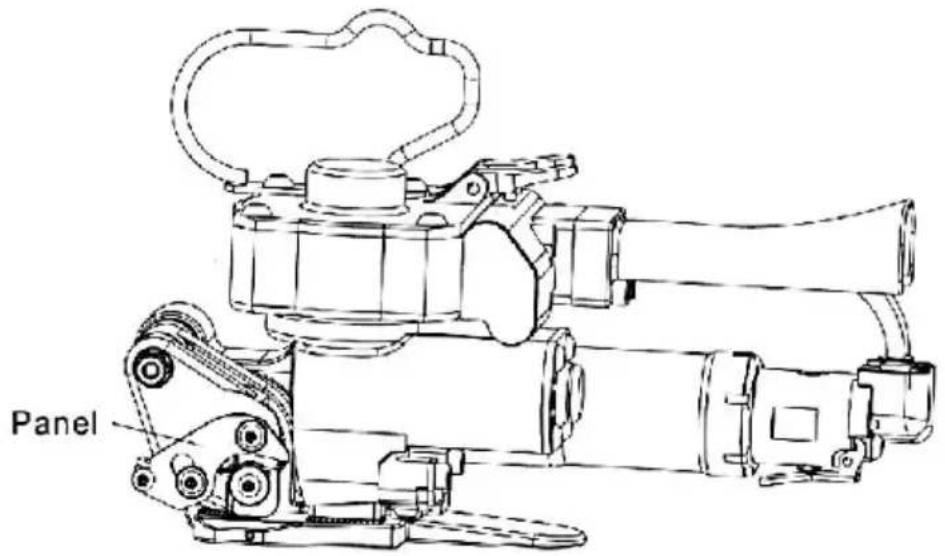
(1) Pannello
Il pannello può essere smontato dalla macchina imballatrice rimuovendo sue viti. Sostituire un nuovo pannello in base alle dimensioni del nasi imballaggio utilizzato e al metodo di installazione del pannello precede
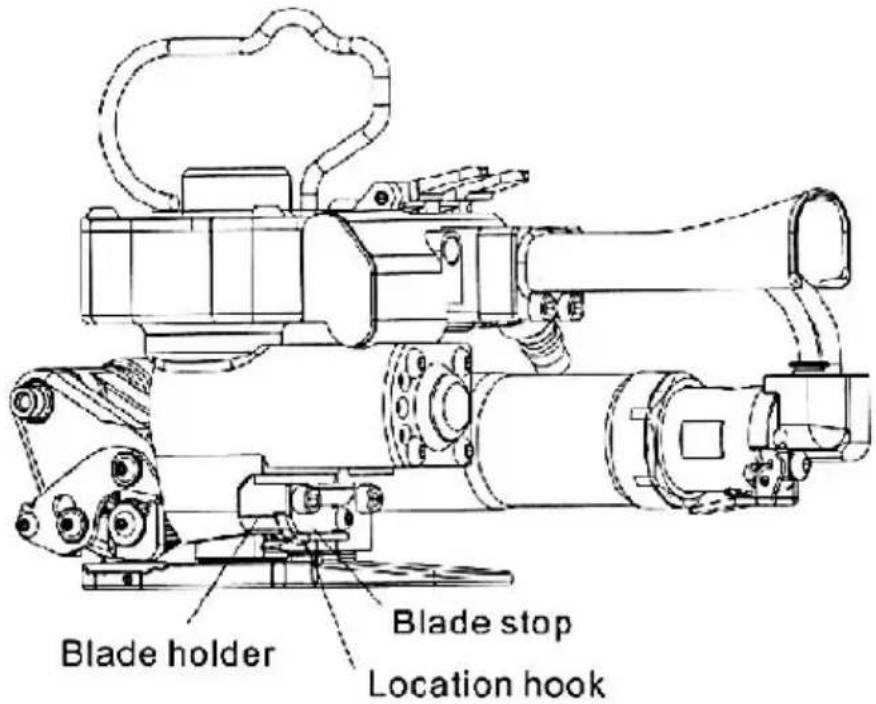
(2)Gancio di posizione
Il gancio di posizionamento del supporto lama può essere rimontato rimuovendo la molla perno dal supporto della lama .
Nota: All'interno del gancio di posizionamento è presente una picomolla di compressione. Non perderla.
Riassemblaggio
Scegliere un foro tra i tre fori del supporto lama in base alla dimens nastro da imballaggio. Il foro esterno è utilizzato per il nastro da imballaggio da 19 mm; il foro medio è per il nastro da imballaggio d mm; e il foro interno è per il nastro da imballaggio da 13 mm.
Distanza(a)tra puleggia tenditrice e piastra dentata tenditrice
La distanza tra la puleggia tenditrice e la piastra dentata di tensionamento deve essere regolata in base alle dimensioni del nastro imballaggio utilizzato. Controllare la distanza (a) tra la puleggia tenditrico la piastra dentata di tensionamento con un tastatore (come mostrato r figura figura sotto).
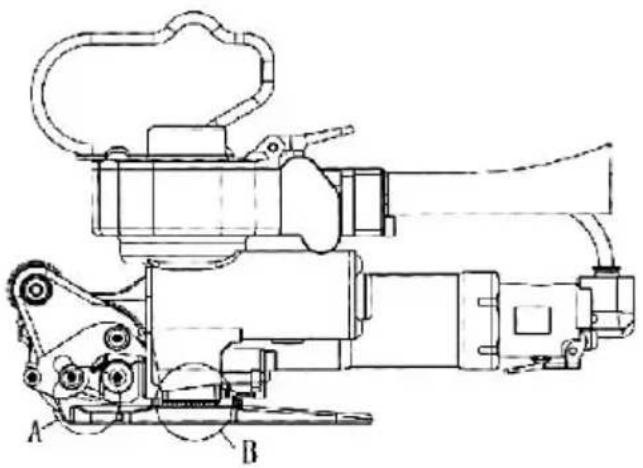
La distanza (a) non deve essere inferiore allo spessore dell'imballaggio cintura. Mentre consegna, questa distanza è impostata su 1,0 mm in rispetto allo spessore del nastro di imballaggio.
(1) Se lo spessore del nastro da imballaggio è 0,8 mm, posizionare guarnizione spessa 0,2 mm sotto la piastra dentata di serraggio;
(2) Se tale spessore è 0,6 mm, posizionare due guarnizioni di spesso
mm sotto la piastra dentata di serraggio;
(3)Se tale spessore supera 1,4 mm, inserire due guarnizioni spesse 0 mm al centro del corpo e della baderna.
Distanza (b)tra il fondo della barra vibrante e la piastra dentata c fusione
Misurare la distanza tra il fondo della barra vibrante e la piastra den fusione (vedere la figura sopra) con uno spessimetro. Durante la misurazione, seguire quanto segue passaggi:
(1)Premere il pulsante di fusione (rosso) per almeno 2 secondi, in mo che sia il pistone che la barra vibrante siano completamente verso il (2)Misurare la distanza(b)con un tastatore ; se non viene utilizzata alc guarnizione, la distanza(b)ha stato impostato su 0,5 mm. Se lo spesso del nastro di imballaggio è inferiore a 0,6 mm, inserire a Guarnizione 0,2 mm sul fondo della piastra dentata di fusione.
Nota:
·Non ridurre la distanza (b) inserendo troppe guarnizioni;
·La confezionatrice può danneggiarsi se non c'è gioco tra il fondo della barra vibrante e la piastra dentata di fusione;
- Se la barra vibrante colpisce la piastra dentata di fusione, i den della piastra verranno danneggiati immediatamente.
28. Guasti e risoluzione dei problemi
Guasti comuni e risoluzione dei problemi:
(7) Operazione del tenditore
| Fenomeno | Cause | Risoluzione dei problem |
| Corpo motore non può iniziare . | 1.È presente materiale estraneo all'interno il motore .2.Il motore è troppo secc in difficoltà Di lubrificazione .3.Regolazione errata per la valvola dell'aria provoca la mancanza di pressione dell'aria . | 1.Consegna macchina confezionatrice in fabbrica per riparazione2.Aggiungere diverse gocce di olio lubrificant motore dalla presa d'ari3.Regolare la valvola dell'aria |
| Puleggia di serraggio preme la parte superiore cintura di imballaggio . | 1.Distanza tra la puleggia tenditrice e la piastra dentata è troppo larga .2.In termini di spessore dell'imballaggio cinghia, la forza di tensione è eccessiva .3.La puleggia di raccolta bloccata dalla polvere o residui del nastro di imballaggio .4. I denti della puleggia presa sono schietti . | 1.aumento guarnizione.2.Regolare la tensione del nastro di imballaggi regolando la valvola dell'aria con un cacciavite .3.Pulire i denti della puleggia tenditrice con pistola ad aria compressa o pennello4.Sostituire il riavvolgimento puleggia. |
| Durante l'imballaggio , macchina confezionatrice va avanti o no posso bloccare l'estremità del nastro di imballaggio . | 1.La piastra dentata di raccolta è bloccata dai residui del nastro di imballaggio .2. I denti della presa so dentati il piatto è smussa 3.La tensione del nastro imballaggio è adeguata troppo forte . | 1.Pulire i denti del tenditore dentato piastra, soffiare via i residui con aria pistola ad aria compressa .2.Sostituire la piastra dentata di raccolta.3.Regolare la valvola a farfalla con una piccola Cacciavite . |
Precauzioni durante l'operazione di tensionamento
①Dopo aver legato l'articolo con la cinghia da imballaggio, tenere la sovrapposta con la mano sinistra estrarre la parte ridondante.
②Assicurarsi che la parte sovrapposta del nastro di imballaggio nella confezionatrice sia inserita allineamento.
③Durante l'imballaggio, se la tensione è troppo elevata, il nastro di imballaggio si romperà. Controllo la tensione del nastro di imballaggio regolando la valvola dell'aria.
(8) Operazione di fusione
| Fenomeno | Cause | Risoluzione dei problemi |
| Incompleto fusione o NO fusione | 1.II tempo di fusione è troppo breve2.La pressione dell'aria no Abbastanza3.II diametro interno de tubo dell'aria è troppo piccolo4.I denti di fusione so dentati piastra o barra vibrante ostruiti da residui o usurati fuori5.II motore di vibrazion è troppo secco e bisognoso di lubrificazione | 1.Fare riferimento a ques manuale per la regolazioni tempo di fusione .2.Fornire aria alla pressione di 72psi o più alto .3.Sostituire il tubo dell'ari con un tubo dell'aria con diametro interno superiore a 6,4 mm .4.Pulire parte dei denti o sostituire la vibrazione barra e piastra dentata o fusione .5.Aggiungere olio lubrificante dalla presa d'aria |
| Nastro di imballaggio è eccessivamente fuso o rotto spento durante | 1.Lo spessore dell'imballaggio la cintura non è sufficient2.II tempo di fusione è troppo lungo | 1. Utilizzare la cinghia di imballaggio in dotazione corretto specifica2.Ridurre il tempo di fusione secondo |
| ilFusioneprocessi | 3.Il tempo di raffreddamento per l'attrito la parte di fusio è troppo corta . | necessità.Fare riferimento a questo manuale3.Conserva almeno 3 secondi dopo fusione |
| Macchina confezionatrice non posso andare via Da confezione cinghia dopo la fusione | 1.La puleggia di raccol non funziona retromarcia. La cinghia di imballaggio non può allentarsi .2.La barra vibrante nor si solleva dal nastro d imballaggio . | 1.Premere il pulsante di riavvolgimento per rilasciare la tensione dell'imballaggio deve essere lt2.Tenere il manico dello schiarente verso l'alto consentire al tenditore di connettersi con valvola di scarico, quindi accendere valvola di intercettazione |
Precauzioni durante la fusione
①La fusione sonora può garantire un giunto liscio e senza sbavature, tuttavia, una fusione troppo lunga ridurrà la forza adesiva del nastro imballaggio in PET.
②Dopo fusione, mantenere 3S, altrimenti il giunto di fusione sarà deformato o separato.
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importato negli Stati Uniti: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Supporto tecnico e certificato di garanzia elettronica




