
XQD19 - Industrimaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis XQD19 Vevor i PDF-format.

| Produkttyp | Pneumatisk bandningsmaskin |
| Märke | Vevor |
| Modell | XQD19 |
| Bandmaterial | PET / PP |
| Bandbredd | 13 till 19 mm |
| Bandtjocklek | 0,5 till 1,2 mm |
| Spännkraft | 3000 N (vid 0,63 MPa) |
| Arbetstryck | 0,5 till 0,7 MPa (max. 0,8 MPa) |
| Luftförbrukning | 0,3 L/min |
| Svettid | 2 till 5 s (justerbar) |
| Smörjolja | ISO VG 51 |
| Fusionsprincip | Friktionsfusion |
| Skäranordning | Tung skärning (blad) och friktionsskärning |
| Upphängning | Krokar för vertikal, horisontell och övre position |
| Ljudnivå | Upp till 85 dB(A) – använd hörselskydd |
| Vibrationer | Enligt ISO 5349 |
| Garanti | Elektroniskt garantibevis |
| Underhåll | Regelbunden rengöring med tryckluftspistol; åtdragning av skruvar |
| Luftmatning | Tryckluft (ren, oljefri) |
| Vikt | Cirka 4,5 kg (uppskattning) |
Vanliga frågor - XQD19 Vevor
Användarfrågor om XQD19 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Industrimaskin i PDF-format gratis! Hitta din manual XQD19 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. XQD19 av märket Vevor.
BRUKSANVISNING XQD19 Vevor
Teknisk support och e-garanticertifikat www.vevor.com/support
Bandning M achine
MODELL: XQD19, XQD19B, XQD25
Tack så mycket för att du valde denna Strapping M achine - Läs igenom alla instruktioner innan du använder den. Informationen hjälper dig att uppnå bästa möjliga resultat.
Produkterna i denna katalog kan ha en annan färg än den faktiska v
50. Säkerhets instruktioner
Läs manualen noggrant innan du använder denna förpackningsmaskin.
Allmänna säkerhetsregler
- Tänk på principen "säkerhet främst" och använd detta pneumatiska verktyg på rätt sätt;
- Läs manualen noggrant före användning;
- Demontera inte verktygets säkerhetsdelar;
- Riv eller skada inte etiketten eller märket på produkten;
- Placera inte din hand eller andra delar av din kropp mellan förpackningsbältet och förpackningsverktyget.
Ansökan
Detta verktyg är speciellt utformat för att binda artiklar med PET-förpackningsbälte;
Tillämplig bredd på förpackningsbältet: 13,16,19mm;
Använd inte förpackningsbältet för att lyfta.
Korrekt påklädning
Använd skyddsglasögon, öronkåpor, skyddshandskar, hjälm, skyddsskor och långärmad skjorta, fäst alla knappar; ta hand om din slips, långt och tyg ska inte hakas fast av förpackningsmaskinen.
Gaskälla
- Se till att lufttillförselröret tål tryck och är motständskraftigt mot olja;
- Använd den speciella snabbkopplingen för luftrör; lufttrycket får inte överstiga 1 16 psi/ 8 bar;
- Använd endast ren tryckluft, istället för gaskälla eller dynamisk källa,
Ventilation
Inomhusluften kan lätt förorenas av smörjolja, därför bör ventilationen \ ordentlig.
Vibration
Det är skadligt för operatörerna om de kommer i kontakt med kraftiga vibrationer under en längre tid driftsspecifikationen bör överensstämma med relevanta krav i ISO5349.
Ljud
Operatörer ska bära hörselkåpor om ljudet är högre än 85Db(A). Äver ljudet är lägre än 85Db(A), det rekommenderas även att bära hörselkå
Säkerhetsglasögon
Om det spännande förpackningsbältet plötsligt går sönder kan det skac ögonen och resultera i
blindhet, så operatörer ska bära skyddsglasögon.
Notera:
Medan du skär av förpackningsbältet, håll i dess övre del och stå vi sida övre bältet kommer att skäras ner; var försiktig, det bör inte finr några människor i omgivningen. Under underhåll och rengöring är dam som kommer med luftdammpistolen skadligt till ögonen.
Rörlig del
Under drift kan den rörliga delen (åtdragningsremskivan) klämma fast handsken eller annan del av din kropp, så när upptagningsremskivan roterar, rör den inte.
Underhåll
- Utför dagligt underhåll av maskinen;
- Kontrollera regelbundet och ta bort damm med en luftdammpistol;
- Dra åt skruvarna på kroken;
- Stäng av gaskällan när du byter ut delar.
Fara vid skärning
Det vassa bladet på bladhållaren kan skada din hand och finger, så bär säkerhetshandskar.
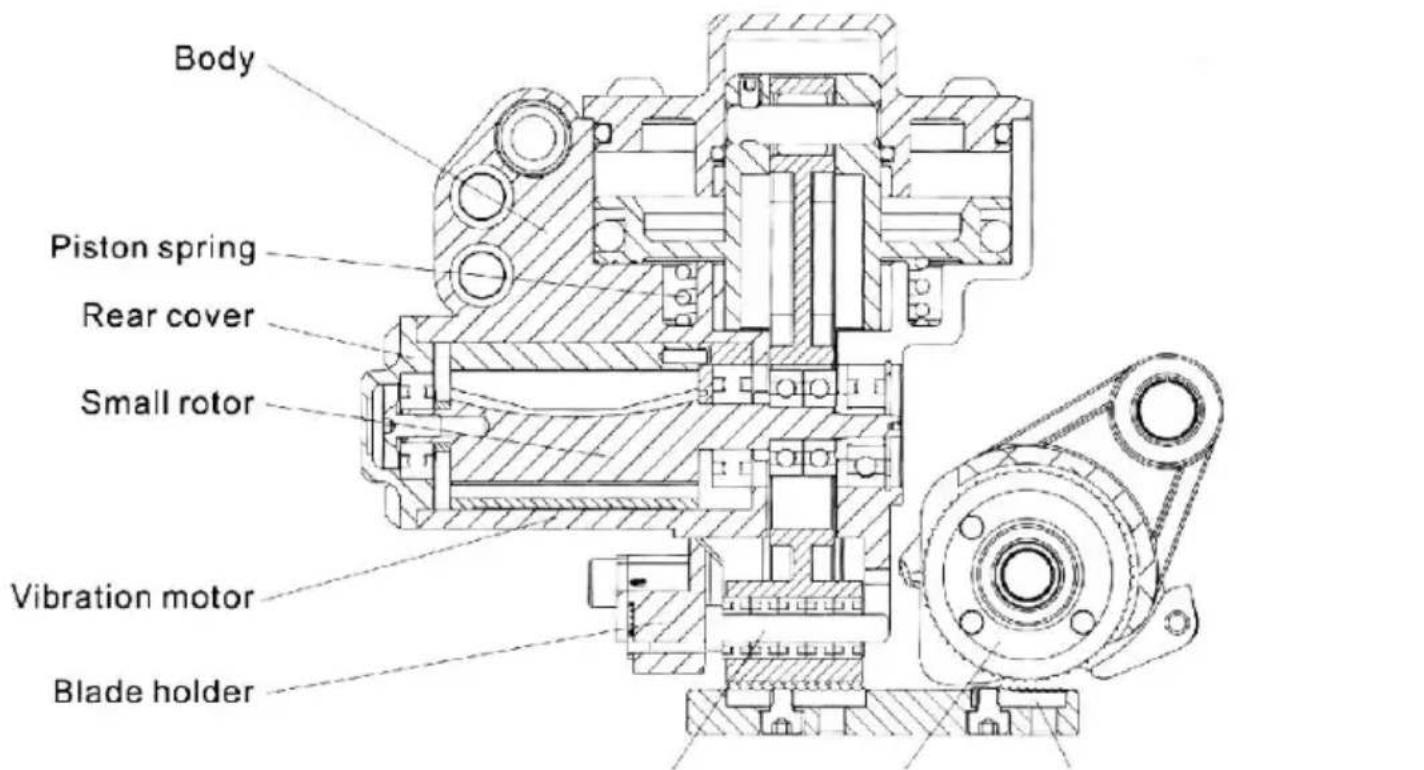
51. Principen för friktionsfusion
Detta verktyg är en slags friktionsfusionsförpackningsmaskin. Den överlappade termoplasten förpackningsbälte smälts samman av värmen som produceras av friktionsrörelse; därför kallas det "friktionsfusion"
Den komprimerade luften kommer att trycka kolven inuti luftcylindern. [övre delen av kolven och vibreringsstången är ansluten till gungstiftet, vibreringsstången kommer att trycka på överlappad del av förpackningsbältet när du flyttar ner.
Det finns ett elliptiskt hål i mitten av den vibrerande stången, detta h anslutet till pneumatiska motorns excentriska axel. Den pneumatiska motorn roterar med hög hastighet (10 000 rpm), så att den vibrerand stången snabbt leder fram- och återgående rörelser. Den nedre delen förpackningsbältet fixeras av stifttänderna på den fusionstandade plattan och dess övre del drivs av vibratorns tapptänder för ansträngande frik Därför är den överlappade delen av förpackningsbältet smälts samman värmen som produceras av friktion. När vibrationstimern när uppsättning tid, vibrationer stannar och fusion slutförs.
Både övre och nedre delar av förpackningsbandet har fastnat vid
52. Specifikation och delar
| Läge | XQD19 | XQD19B | XQD25 |
| Material i förpackningsbältet | PET /PP | SÄLLSKAP SDJUR | SÄLLSKAP SDJUR |
| Förpackningsbandets bredd (mm) | 1 3 ~ 19 | 13~19 | 1 9 ~ 25 |
| Tjocklek förpackningsbälte (mm) | 0,5~1. 2 | 0,5~1. 2 | 0,5~1,5 |
| Spännkraften för bindningsbandet (vid inmatning av luft trycket är 0,63Mpa) | 3000N | 3000N | 3500N |
Max.tillåtet arbetstryck:0,8Mpa
Erforderlig omfattning av arbetstryck: 0,5 \~ 0,7 Mpa (72 \~ 100 psi)
Idealiskt arbetstryck; 0,63Mpa
Material i förpackningsbältet : PET
Tillåten smörjolja: 51#
Förbrukning av tryckluft: 0,3L/Min
Justering av smälttidens omfattning: 2\~5s
Tung skäranordning
Den tunga skäranordningen består av knivhållare och kniv och är van skär 0,5 \~ 1,5 mm tjockt förpackningsbälte.
Friktionsskäranordningen används för att skära 0,5 \~ 0,7 mm tjock lätt PET-förpackningsbälte.
Suspension
Korrekt krokar kan hängas upp i olika positioner (toppförsegling, vertika
tätning; och horisontell tätning).
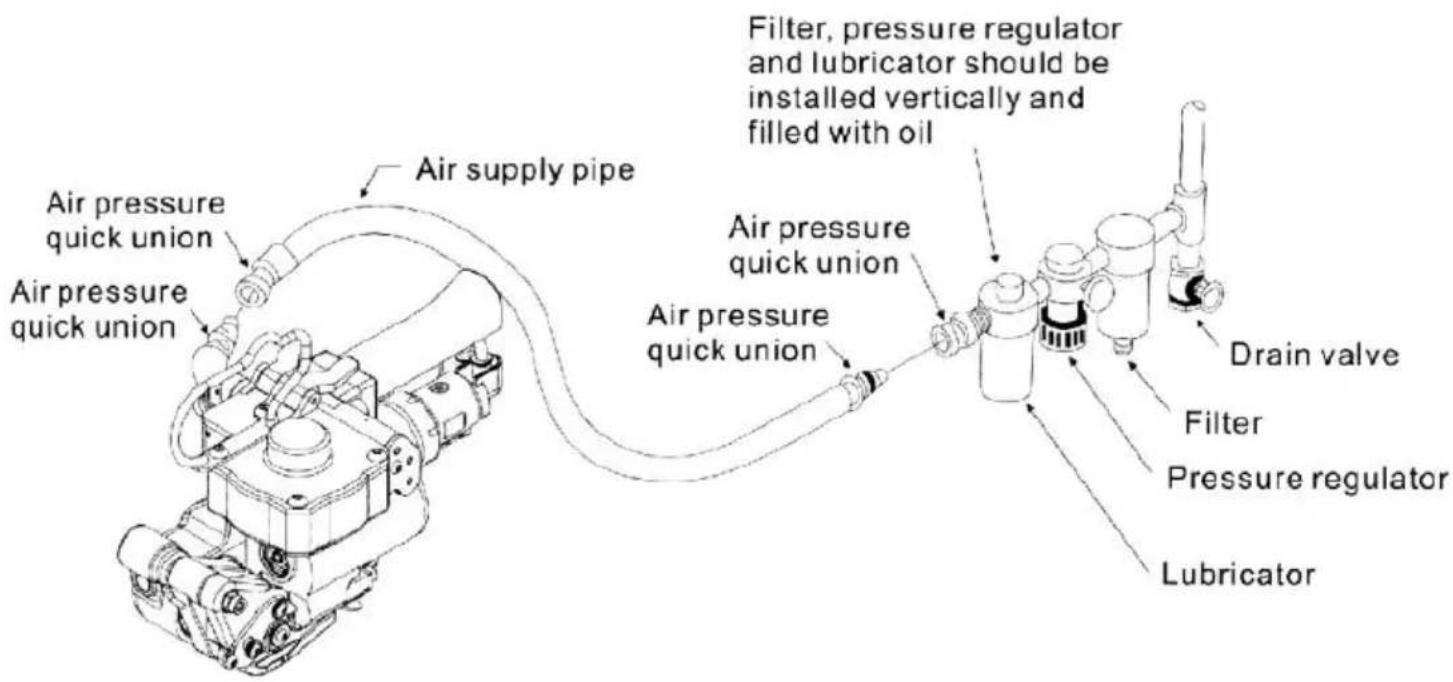
53. Gaskälla Instruktion
Krav på lufttryck
Den erforderliga omfattningen av lufttryck:72-100psi ( 0,5-0,7Mpa ).
Installation av gaskälla
F i Iter, tryckregleringsventil och smörjanordning ska vara nära pneuma verktyg. Luftslangens minsta innerdiameter är 6,0 mm (1/4). Luftens bå ändar tillförselröret ska vara försett med snabbkopplingar.
Fuktfiltrering
En dräneringsventil måste monteras i botten av lufttillförselkretsens bypa för att dränera en gång om dagen.
Smörjning
Pneumatisk motor bör smörjas ordentligt, och smörjenheten ska vara fi och välreglerad (en droppe var 2:e minut).
54. Användningsinstruktion
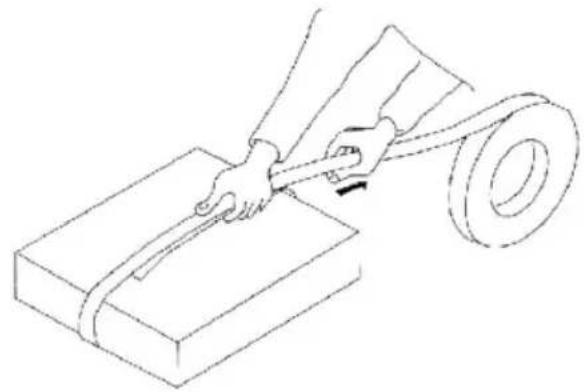
(1) Hur man binder
Som visas i den vänstra bilden bunta ihop artikeln med förpackningsbälte, håll den överlappade delen med vänster hand, lämna ca 300 mm svans i återstående del ut med höger hand.
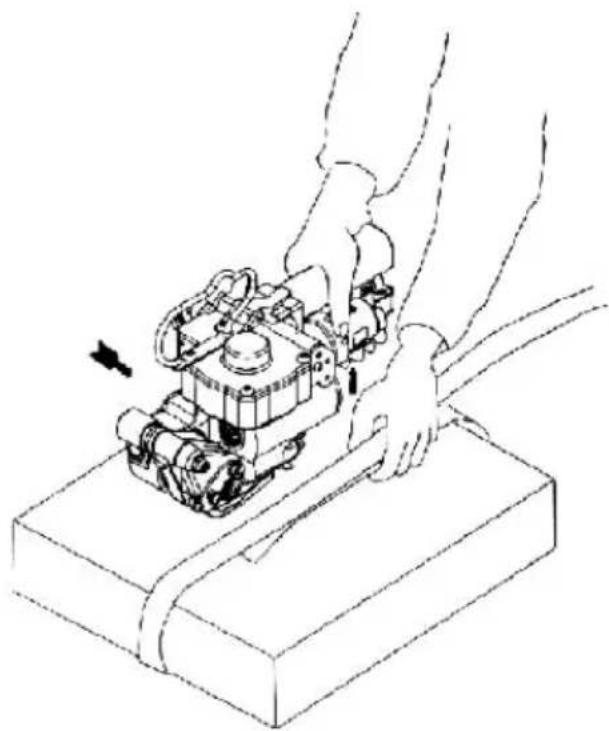
(2) Placera förpackningsbältet
Håll i handtaget och hårdare m höger hand (för att säkerställa maximala öppningsmättet mellan remskiva och spänntandad platta sätt in både övre och nedre d av förpackningen bältet i förpackningsmaskinen.
Obs: den lappade
en del av förpackningsbandet måste separeras med bladet p bladhållaren; släpp spännaren (upptagningsremskivan klämmer fast förpackningsremmen tätt)
| (3) Dra åt förpackningsremrTryck på åtdragningsknappen (höger sida) med tummen på höger hand tills förpackningsbält är spänt fullt. | 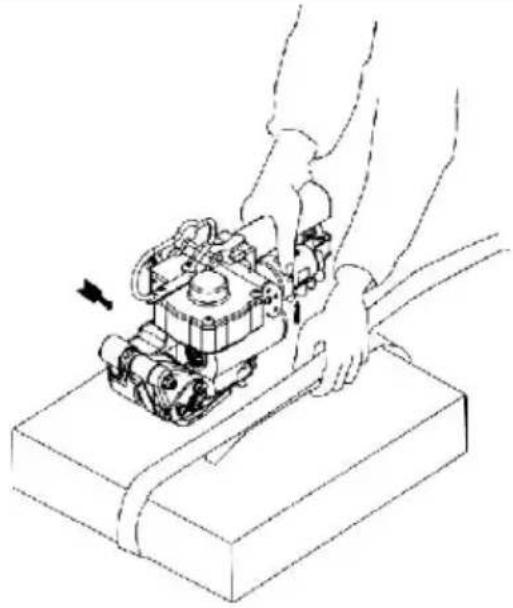 |
| (4)Vibration och skärningTryck på fusionsknappen (vänste sida) med tummen på höger ha tills förpackningsremmen är små och avskuren | 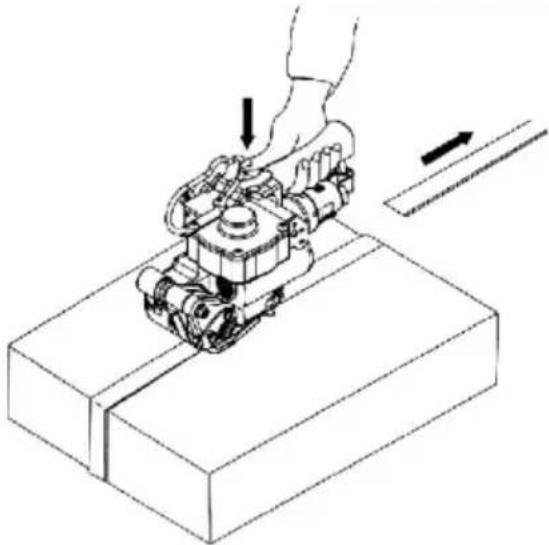 |
| (5) Ta ner förpackningen maskinTryck på handtaget och spänna hårt med höger hand.Tryck på bakåtspolningsknappen med den lilla högerhands finger tills bälte släpps från upptagningsremskivar Tryck på handtaget och spänna ordentligt, ta bort verktyget från förpackningsbältet.Obs: ta inte bort förpackningsmaskin tills förpackningsbältet släpps. | 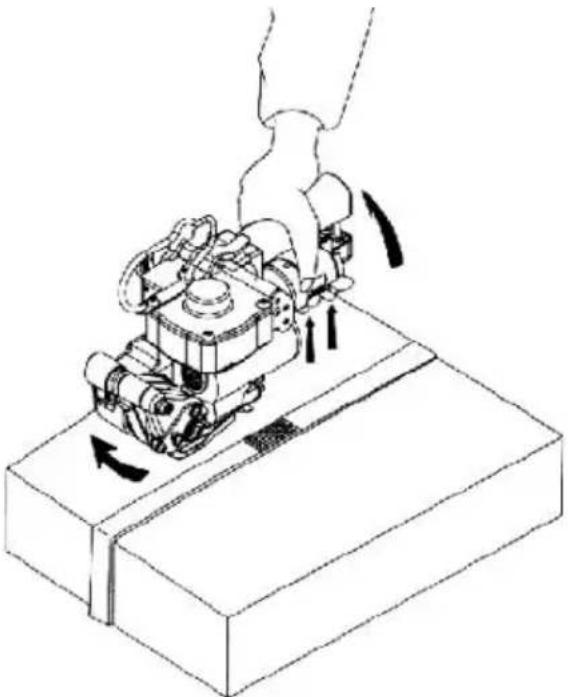 |
55. Spänningsjustering
Spänning av förpackningsbälte
Spänningen på förpackningsremmen kan justeras med en skruvmejsel genom stöldventilskaftet monterat under spännknappen bredvid handtaget.
lätt förpackningsbälte (<0,7 mm) kan bära 150 kg spänning. Applicera för mycket spänning; annars kan förpackningsremmen gå sönder.
Tid för friktionsfusion
Tiden för friktionssmältning kan justeras enligt dimensionen på förpackningsbältet, mängden lufttryck och förpackningsmaskinens tillstånd. Av denna anledning används en liten skruvmejsel för att justera den skruven under smältknappen (röd). Tiden kommer att öka om du roter medurs och minskar om du roterar moturs: Dra åt låsmuttern efter jus Ljudfusion kan säkerställa jämn och gradfri fogar.
Bredd på förpackningsbältet
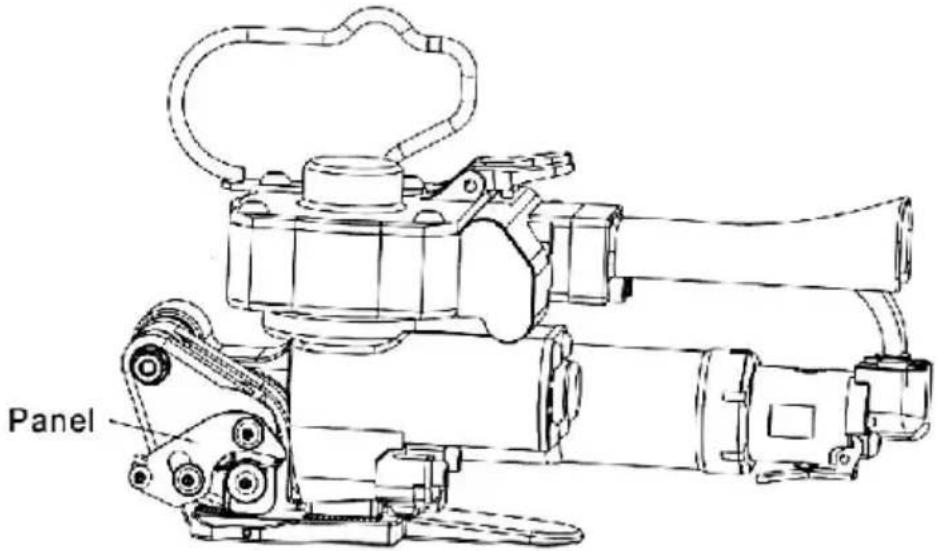
(1) Panel
Panelen kan demonteras från förpackningsmaskinen genom att ta bort dess skruvar. Byt ut en ny panel enligt måtten s på det använda
förpackningsbandet och installationsmetoden för den tidigare panelen.
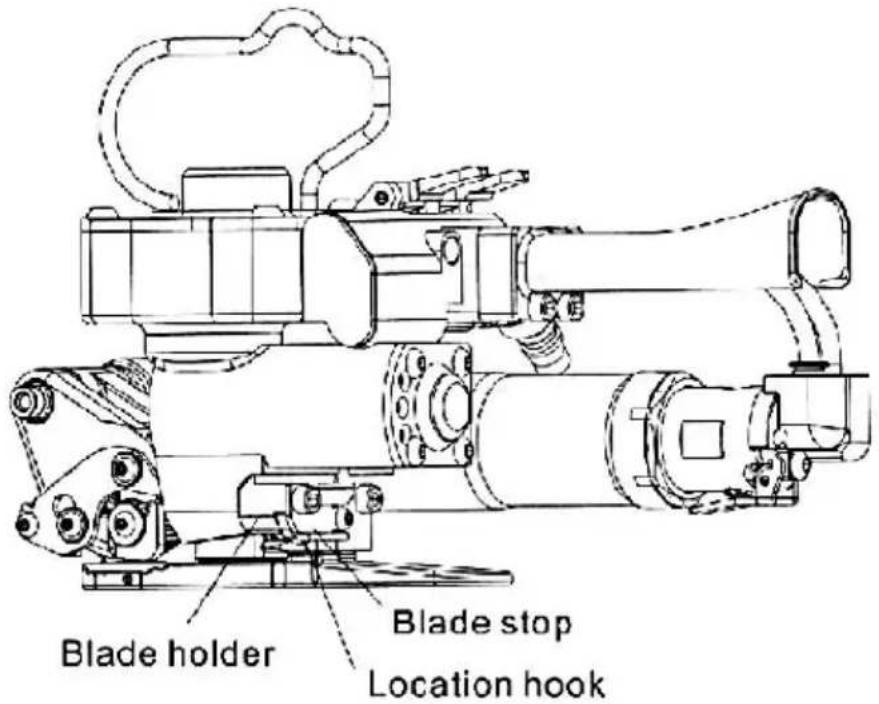
(2)Platskrok
Bladhållarens placeringskrok kan återmonteras genom att ta fjädern stift från knivhållaren .
Notera: Det finns en liten tryckfjäder i placeringskroken. Tappa de inte.
Återmontering
Välj ett hål från de tre hålen i bladhållaren enligt dimensionen på förpackningsbältet. Det yttre hålet används för 19 mm förpackningsbälte medelstort hål är för 16 mm förpackningsbälte; och det inre hålet är mm förpackningsband.
Avständ(a) mellan spännremskiva och spänntandad platta
Avståndet mellan upptagningsremskivan och spänntandad platta bör justeras i enlighet med måtten på det använda förpackningsbandet. Kontrollera avståndet (a) mellan upprullningsremskivan och spänntandplattan med en avkännare (som visas i figur nedan).
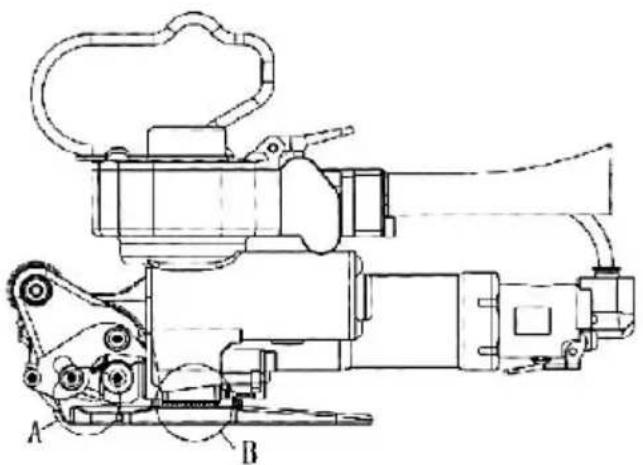
Avståndet (a) bör inte vara mindre än förpackningens tjocklek bälte. M leverans, detta avstånd är inställt på 1,0 mm mer än tjockleken på förpackningsbandet.
(1) Om tjockleken på förpackningsremmen är 0,8 mm, placera en 0,2 tjock packning under den åtdragande tandade plattan;
(2) Om sådan tjocklek är 0,6 mm, placera två 0,2 mm tjocka packnir under den åtdragande tandade plattan;
(3) Om sådan tjocklek överstiger 1,4 mm, sätt in två 0,2 mm tjocka packningar i mitten av kroppen och bad.
Avständ (b) mellan den vibrerande stångens botten och den fusionstandade plattan
Mät avståndet mellan den vibrerande stångens botten och den fusionstandade plattan (se bilden ovan) med en avkännare. Följ följanc under mätningen steg:
(1) Tryck på sammansmältningsknappen (röd) i minst 2S, så att både l och vibrationsstång kommer att vara helt nedåt.
(2) Mät avståndet (b) med en avkännare ; om ingen packning använd avståndet(b). ställts in på 0,5 mm. Om tjockleken på förpackningsband mindre än 0,6 mm, sätt in en 0,2 mm packning till botten av fusions plåt.
Notera:
·Minska inte avståndet (b)genom att sätta in för många packninga
·Förpackningsmaskinen kan skadas om det inte finns något spel mellan botten av vibrationsstången och smältskivan;
- Om den vibrerande stången träffar den smälttandade plattan, kommer tänderna på plattan att skadas omedelbart.
56. Fel och felsökning
Vanliga fel och felsökning:
(15) Spännardrift
| Fenomen | Orsaker | Felsökning |
| Motorkropp kan int starta . | 1. Det finns främmande material i motor .2. Motorn är för torr o behov av smörjning .3. Felaktig justering för luftventil resulterar i bristande lufttryck . | 1. Leverera förpackningsmaskin till fabrik för reparation2. Tillsätt flera droppa smörjolja till motor frå luftintaget3.Justera omluftventilen |
| Spännremskiva trycker på den övi förpackningsbälte . | 1.Avständ mellan remskivan och den tandade plattan är för bred .2. I förpackningens tjocklek bältet, spänningskraften är för stark .3.Upptagningsremskivan är blockerad av damm eller rester från förpackningsbandet .4.Upptagningsremskivans tänder är trubbiga . | 1.öka packningen.2. Justera spänningen på förpackningsremmen genom att justera luftventilen med en skruvmejsel .3. Rengör tänderna p upptagningsremskivan med luftblåspistol eller borste .4.Byt ut upptagningen remskiva. |
| Vid packning , förpackningsmaskin går framåt eller ka inte klämma fast änden av förpackningsbälte . | 1.Tandplattan är blockerad genom rester av förpackningsband .2.Tänderna på upptagningen tandade plattan är trubbig .3. Spänningen av förpackningsbältet är Fö stark . | 1. Rengör tänderna från upptagningskuggade platta, blås bort reste med luft blåspistol .2. Byt ut den tandad plåten.3.Justera trottelventilen med en litenskruvmejsel . |
Varningar under spänningsoperationen
①När artikeln har bundits med förpackningsbälte, håll den överlappande delen med vänster hand mot dra ut överflödig del.
②Se till att den överlappande delen av förpackningsbandet i förpackningsmaskinen är i inriktning.
③ Vid förpackning, om spänningen är för hög, kommer förpackningsremmen att gå sönder. Kontrollera spänningen av förpackningsremmen genom att justera luftventilen.
(16) Fusionsdrift
| Fenomen | Orsaker | Felsökning |
| Ofullständig fusion eller Nej fusion | 1. Fusionstiden är fö kort2. Lufttrycket är det inte tillräckligt3. ID för luftröret är litet4. Tänderna på fusi n tandade platta elle vibrerande stång är blockerade av rester eller slitna ut5.Vibrationsmotorn är för torr och i behov smörjning | 1. Se denna manual fö justering fusionstid .2.Tillföra luft vid lufttrycket på 72psi eller högre .3. Byt ut luftröret till el luftrör med en innerdiameter på över 6 mm .4. Rengör tänder del e ersätt vibrerande stång och fusionstandad platta5. Tillsätt smörjolja från luftintaget |
| Förpackningsbälte är överdrivetsmält eller bruten av underFusion bearbeta | 1. Tjockleken på förpackningen b elt räcker inte2. Fusionstiden är fö lång3.Kylningstiden för friktion fusionsdelen är för kort . | 1. Använd förpackningsbältet som har korrekt Specifikation2. Minska smälttiden vid behov. Se denna handbok3.Behåll minst 3 sekunder efter fusion |
| Förpackningsmaskinkan inte flyttaFrån förpackningbälte efter fusion | 1.Take-up remskivakan inte omvänd .Förpackningsbältetkan inte lossna .2. Vibrerande stångreser sig inte frånförpackningsbältet . | 1.Tryck påbakåtspolningsknappenför att släppa spänningeav förpackningen be lt2.Håll ljusarens handtagtill aktivera spännaren aansluta med avgasventiloch slå sedan påavstängningsventil |
Försiktighet vid fusion
①Ljud sammansmältning kan säkerställa en jämn och gradfri fog, men lång sammansmältning kommer att minska vidhäftningskraften hos PET-förpackningsbandet.
②Efter fusion, behåll 3S, annars kommer fusionsfogen att deformeras separeras.
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Teknisk support och e-garanticertifikat



