
XQD19 - Máquina industrial Vevor - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato XQD19 Vevor en formato PDF.

| Tipo de producto | Máquina flejadora neumática |
| Marca | Vevor |
| Modelo | XQD19 |
| Material de la correa | PET / PP |
| Ancho de la correa | 13 a 19 mm |
| Grosor de la correa | 0,5 a 1,2 mm |
| Fuerza de tensión | 3000 N (a 0,63 MPa) |
| Presión de trabajo | 0,5 a 0,7 MPa (máx. 0,8 MPa) |
| Consumo de aire | 0,3 L/min |
| Tiempo de fusión | 2 a 5 s (ajustable) |
| Aceite lubricante | ISO VG 51 |
| Principio de soldadura | Fusión por fricción |
| Dispositivo de corte | Corte pesado (cuchilla) y corte por fricción |
| Suspensión | Ganchos para posiciones vertical, horizontal y superior |
| Nivel sonoro | Hasta 85 dB(A) – usar protectores auditivos |
| Vibraciones | Conforme a ISO 5349 |
| Garantía | Certificado de garantía electrónico |
| Mantenimiento | Limpieza regular con pistola de aire comprimido; apriete de tornillos |
| Alimentación | Aire comprimido (limpio, sin aceite) |
| Peso | Aproximadamente 4,5 kg (estimación) |
Preguntas frecuentes - XQD19 Vevor
Preguntas de los usuarios sobre XQD19 Vevor
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina industrial en formato PDF gratis! Encuentra tus instrucciones XQD19 - Vevor y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. XQD19 de la marca Vevor.
MANUAL DE USUARIO XQD19 Vevor
Soporte técnico y certificado de garantía electrónica www.vevor.com/support
Máquina flejadora
MODELO: XQD19, XQD19B, XQD25
Muchas gracias por elegir esta máquina flejadora
- Lea todas las instrucciones antes de usarlo. La información le ayud lograr los mejores resultados posibles.
Los productos incluidos en este catálogo pueden tener un color difere al del artículo real.
29. Instrucciones de seguridad
Lea atentamente el manual antes de utilizar esta máquina envasadora
Reglas generales de seguridad
- Tenga en cuenta el principio de "seguridad ante todo" y opere es herramienta neumática correctamente;
- Lea atentamente el Manual antes de la operación;
- No desmonte las piezas de seguridad de la herramienta;
- No rasgue ni dañe la etiqueta o marca del producto;
- No coloque la mano ni otras partes del cuerpo entre el cinturón embalaje y la herramienta de embalaje.
Solicitud
Esta herramienta está especialmente diseñada para encuadernar artículo con cinta de embalaje de PET;
Ancho aplicable de la correa de embalaje: 13,16,19 mm;
No utilice la correa de embalaje para levantar.
Vestirse correctamente
Utilice gafas de seguridad, orejeras, guantes protectores, casco y calza protector.
y camisa de manga larga, abrocha todos los botones; cuida tu corba pelo largo y tela no deberá quedar enganchado por la máquina envasadora.
fuente de gas
·Asegúrese de que la tubería de suministro de aire pueda soportar p y sea resistente al aceite;
- Utilice la unión rápida especial para tubería de aire; la presión del a debe exceder 1 16 psi/ 8 bar;
- Utilice únicamente aire comprimido limpio, en lugar de una fuente de o una fuente dinámica.
Ventilación
El aire interior puede contaminarse fácilmente con aceite lubricante; po tanto, la ventilación debe ser apropiado.
Vibración
Es perjudicial para los operadores si entran en contacto con vibracion excesivas durante mucho tiempo. Las especificaciones de operación deben cumplir con los requisitos relevantes de ISO5349.
Ruido
Los operadores deberán usar orejeras si el ruido es superior a 85 d Incluso si el ruido es inferior a 85Db(A), también se recomienda usar orejeras.
Lentes de seguridad
Si la correa tensora del embalaje se rompe repentinamente, puede da los ojos y provocar lesiones.
ceguera, por lo que los operadores deben usar gafas de seguridad.
Nota:
Mientras corta la cinta de embalaje, sostenga su parte superior y pár su lado; la correa superior se cortará; tenga cuidado, no debe haber personas en los alrededores. Durante el mantenimiento y la limpieza, polvo que trae la pistola de aire es dañino a los ojos.
Parte móvil
Durante el funcionamiento, la parte móvil (polea de ajuste) puede enganchar el guante u otra parte de su cuerpo, por lo que cuando tensora esté girando, no la toque.
Mantenimiento
·Realizar el mantenimiento diario de la máquina;
- Revise periódicamente y elimine el polvo con una pistola de aire;
·Apretar los tornillos del gancho;
·Apague la fuente de gas mientras reemplaza piezas.
Peligro al cortar
La hoja afilada del portacuchillas puede dañar su mano y su dedo, a use guantes de seguridad.
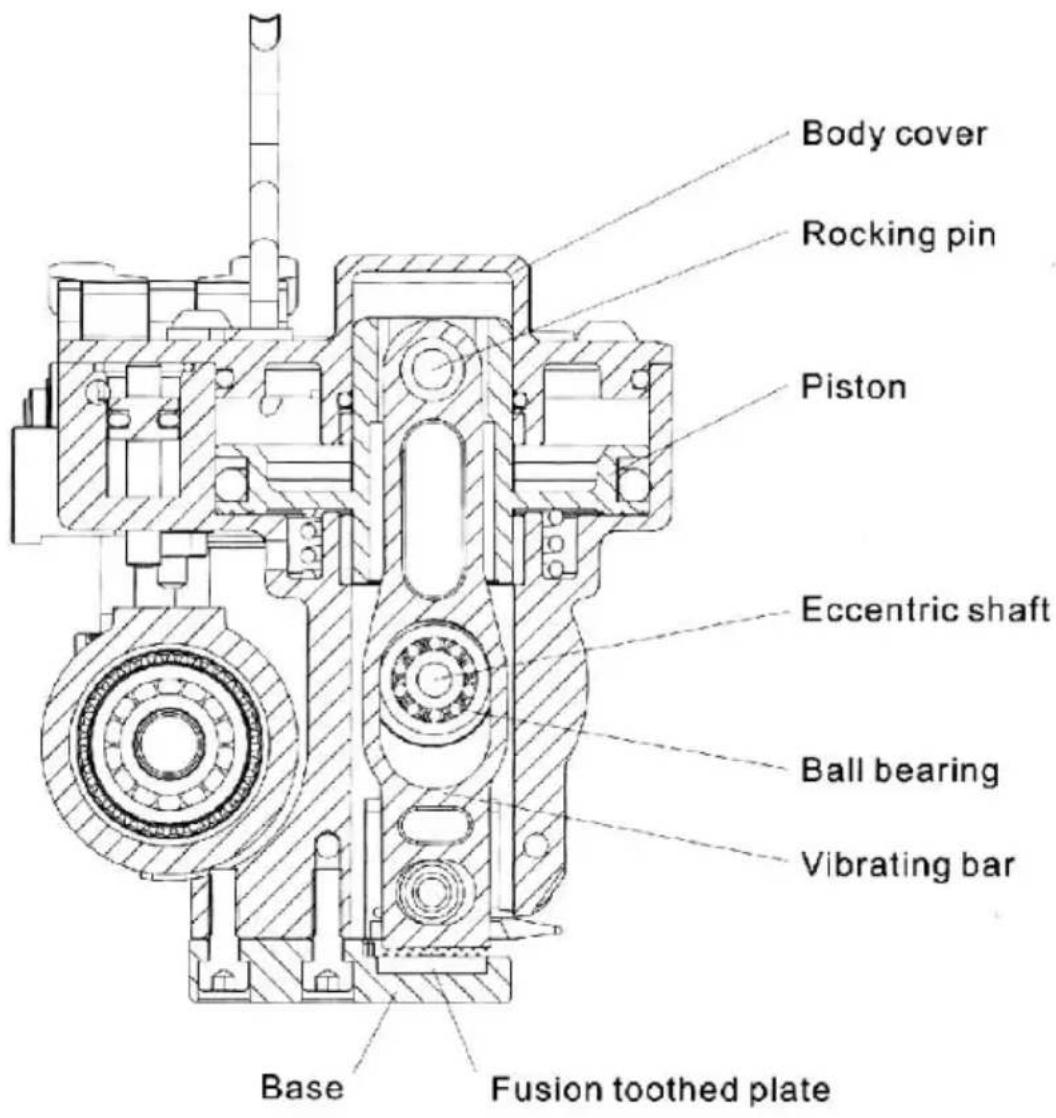
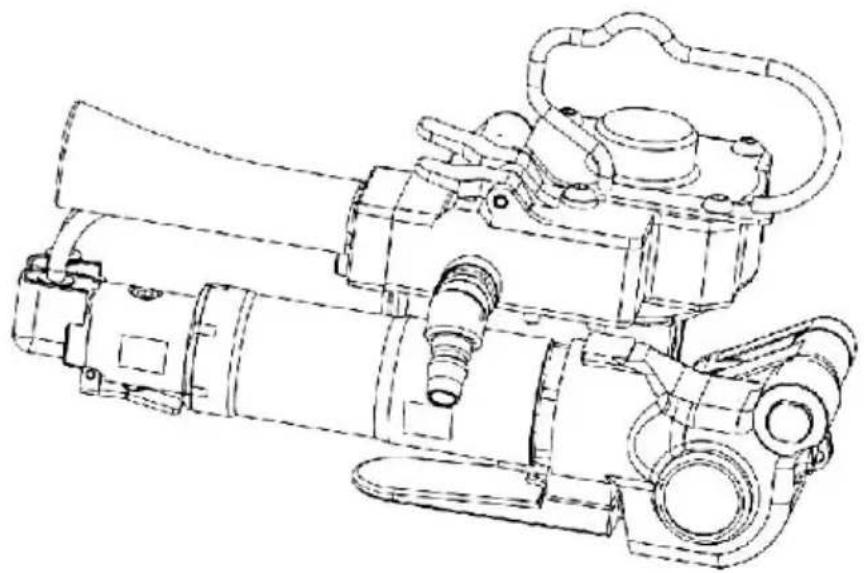
30. Principio de fusión por fricción
Esta herramienta es un tipo de máquina de envasado por fusión por fricción. El termoplástico traslapado La correa de embalaje se funde p calor producido por el movimiento de fricción; por lo tanto, se llama por fricción"
El aire comprimido empujará el pistón dentro del cilindro de aire. La superior del pistón Y la barra vibratoria está conectada al pasador oscilante, por lo que la barra vibratoria presionará el parte traslapada cinta de embalaje al bajar.
Hay un orificio elíptico en el centro de la barra vibratoria. Este orificio conectado a El eje excéntrico del motor neumático. El motor neumático gira a alta velocidad. (10000 rpm), por lo que la barra vibratoria real movimiento recíproco rápidamente. La parte inferior de la correa de embalaje se fija mediante los dientes de clavija de la placa dentada fusión y su parte superior es impulsado por los dientes de clavija de vibrador para una fricción extenuante. Por lo tanto, la parte traslapada La correa de embalaje se funde por el calor producido por la fricción. Cuando el temporizador de vibración llega al set tiempo, la vibración detiene y se completa la fusión.
Tanto la parte superior como la inferior de la cinta de embalaje se
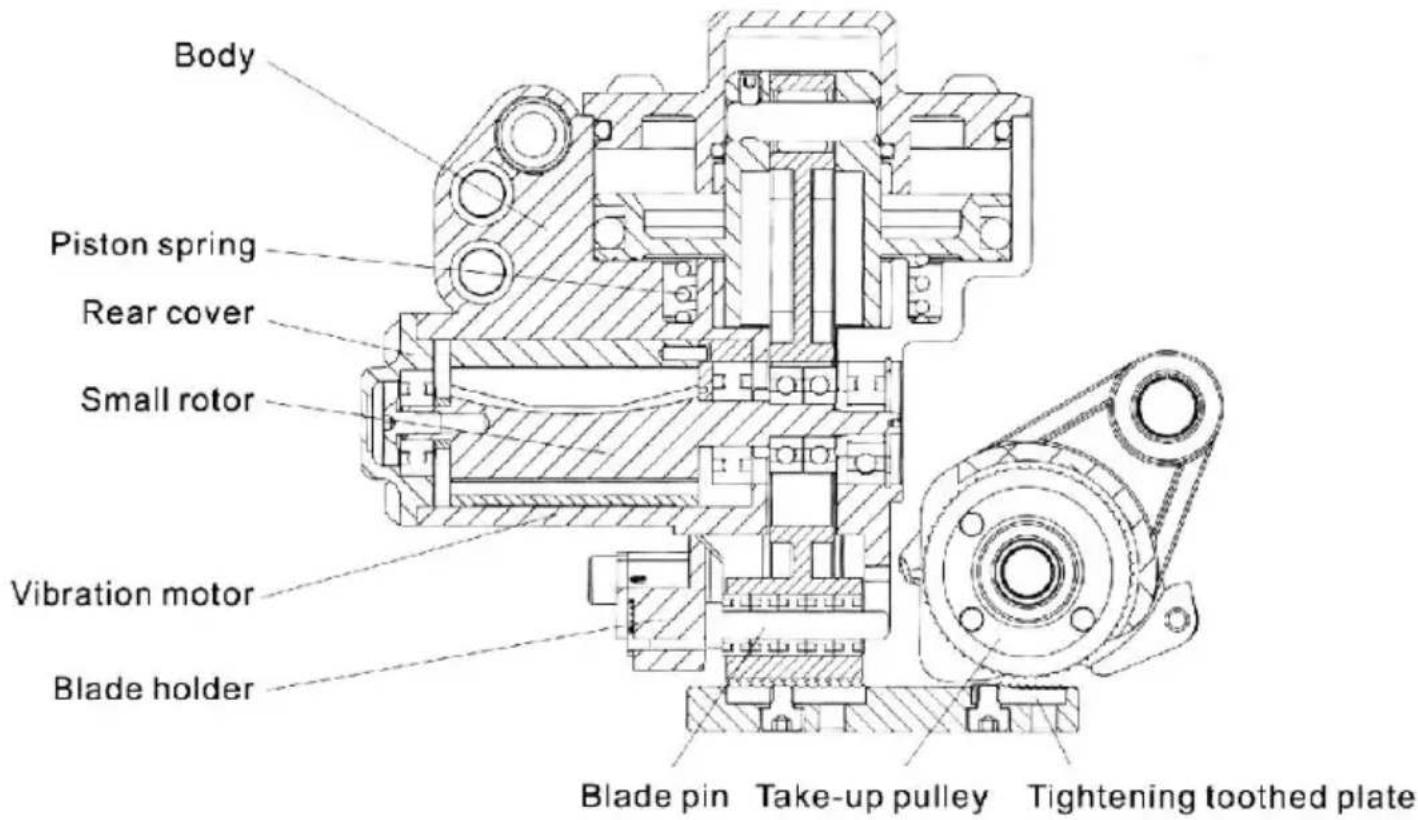
durante la extrusión.
31. Especificaciones y piezas
| Modo | XQD19 | XQD19B | XQD25 |
| Material de la cinta de embalaje | PET /PP | MASCOTA | MASCOTA |
| Ancho de la cinta de emba (mm) | 1 3 ~ 19 | 13~19 | 1 9 ~ 25 |
| Cinta de embalaje de espes (mm) | 0,5~1. 2 | 0,5~1. 2 | 0,5~1,5 |
| Fuerza de tensión de la ba de unión (cuando entra aire presión es de 0,63 Mpa) | 3000N | 3000N | 3500N |
Presión de trabajo máxima permitida: 0,8 Mpa
Alcance requerido de presión de trabajo: 0,5 \~ 0,7 Mpa (72 \~ 100
Presión de trabajo ideal; 0,63 Mpa
Material de la cinta de embalaje : PET
Aceite lubricante permitido: 51#
Consumo de aire comprimido: 0,3 l/min.
Ajuste del alcance del tiempo de fusión: 2 \~ 5 s
Dispositivo de corte pesado
El dispositivo de corte pesado se compone de un portacuchillas y un cuchilla y se utiliza para
corte una correa de embalaje de 0,5 \~ 1,5 mm de espesor.
Dispositivo de corte por fricción
El dispositivo de corte por fricción se utiliza para cortar espesores de 0,7 mm. Cinta ligera para embalaje de PET.
Suspensión
Los ganchos adecuados se pueden suspender en diferentes posiciones
(sellado superior, sellado vertical; y sellado horizontal).
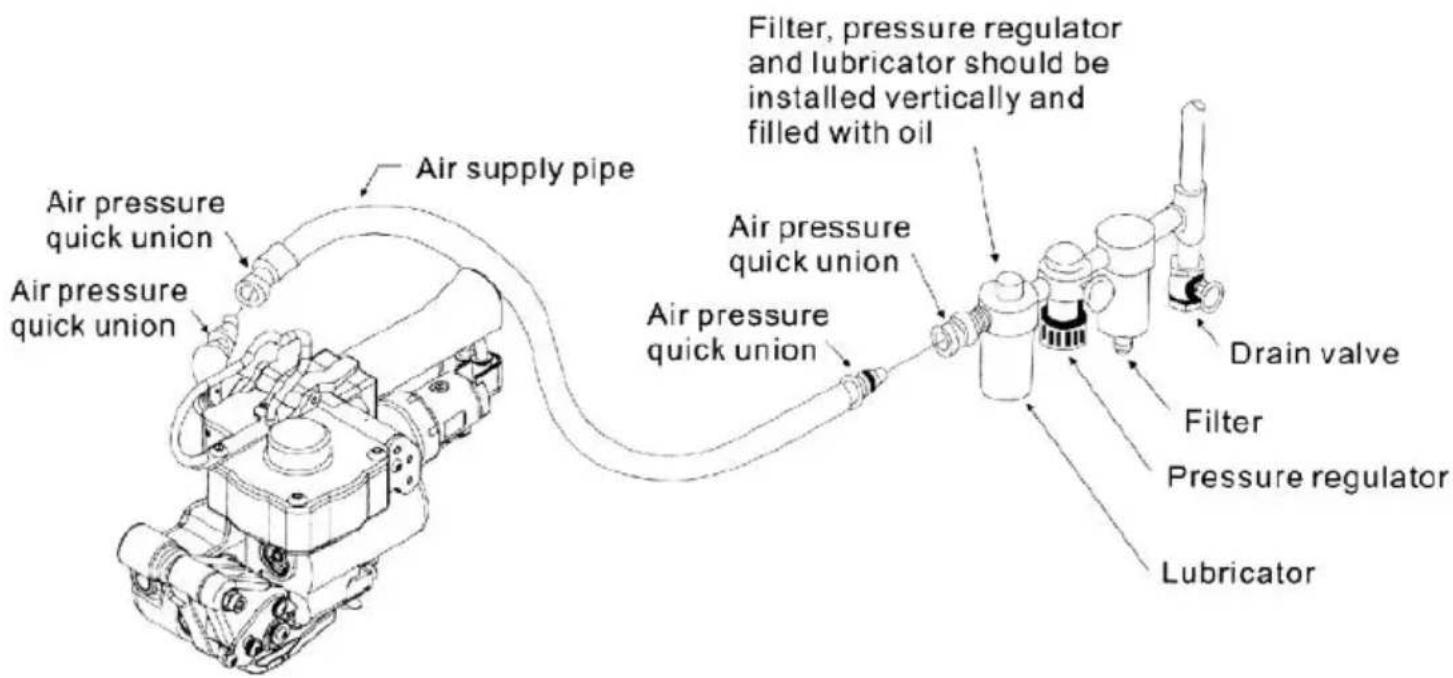
32. Instrucción de fuente de gas
Requisito de presión de aire.
El alcance requerido de presión de aire: 72-100 psi ( 0,5-0,7 Mpa ).
Instalación de fuente de gas.
El filtro , la válvula reguladora de presión y el conjunto del lubricado estar cerca del Herramienta neumática. El diámetro interior mínimo de manguera de aire es de 6,0 mm (1/4). Ambos extremos del aire. La de suministro debe estar equipada con uniones rápidas.
Filtración de humedad
Se debe montar una válvula de drenaje en la parte inferior del bypa circuito de suministro de aire para drenar una vez al día.
Lubricación
El motor neumático debe lubricarse adecuadamente y el lubricador del estar lleno. y bien regulado (una gota cada 2min).
33. Instrucción de operación
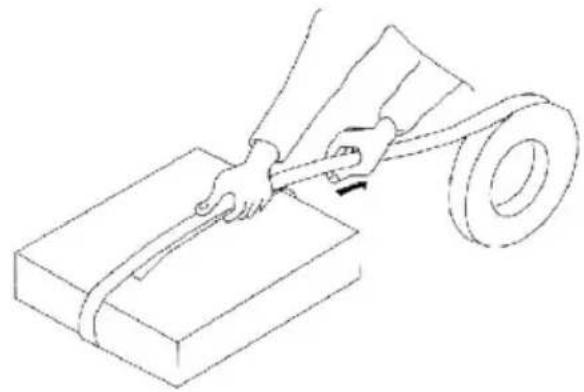
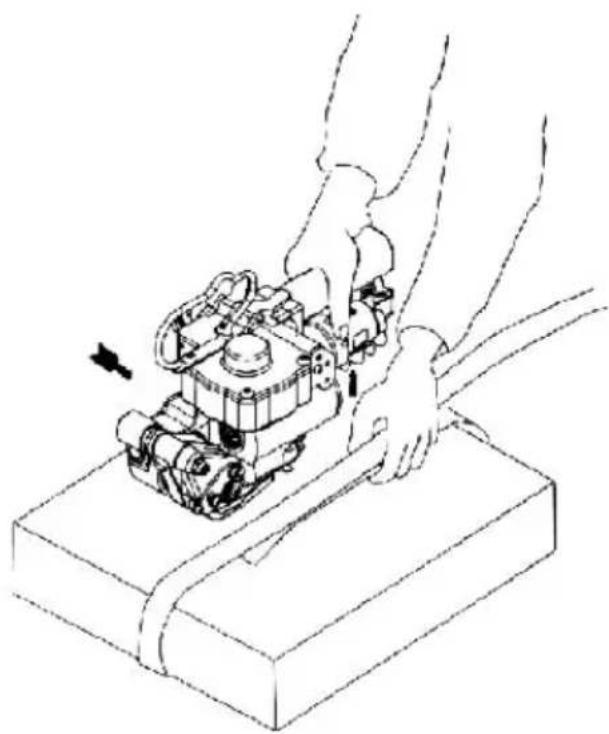
(1) Cómo vincular
Como se muestra en la figura izquierda, agrupe el artículo. co cinturón de embalaje, sostenga parte traslapada con mano izquierda, deje unos 300 mm o cola, tire de la parte restante afuera con la mano derecha.
Sujete el mango y apriételo co mano derecha (para asegurar la dimensión máxima de apertura entre polea tensora y placa dentada apriete), Inserte las partes supe e inferior del embalaje.
cinta en la máquina envasadora
Nota: el traslapado
parte de la cinta de embalaje debe estar separada por la h del portacuchillas; suelte el tensor
(la polea tensora engancha la correa de embalaje estrechamente)
| (3) Apriete la correa de embalaje.Presione el botón de apriete (la derecho) con el pulgar de la n derecha hasta que el cinturón embalaje esté apretado completamente. | 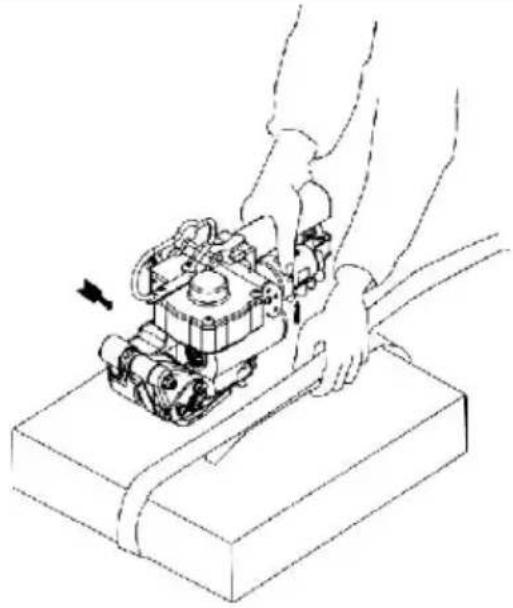 |
| (4)Vibración y cortePresione el botón de fusión (la izquierdo) con el pulgar de ma derecha hasta que la cinta de embalaje esté fusionada y cortar | 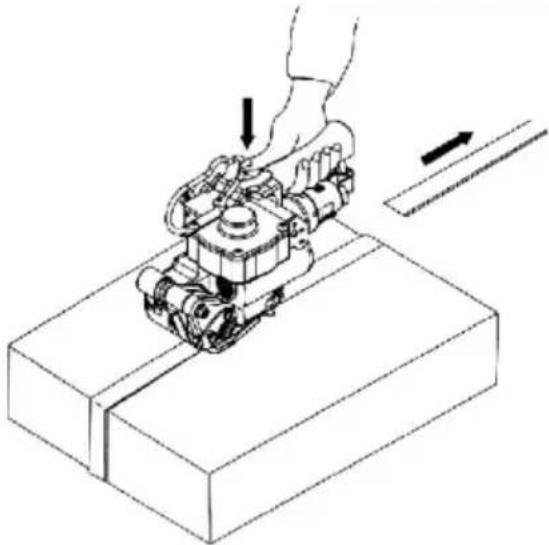 |
| (5) Retire el embalaje. máqPresione firmemente el mango tensor con la derecha mano.Presione el botón de rebobinado con el pequeño ded de la mano derecha hasta que suelte el cinturón. la polea tens Presione la manija y el tensor firmemente, retire la herramienta del cinturón de embalaje.Nota: no retire el maquina de empacado hasta que se sueltcinta de embalaje. | 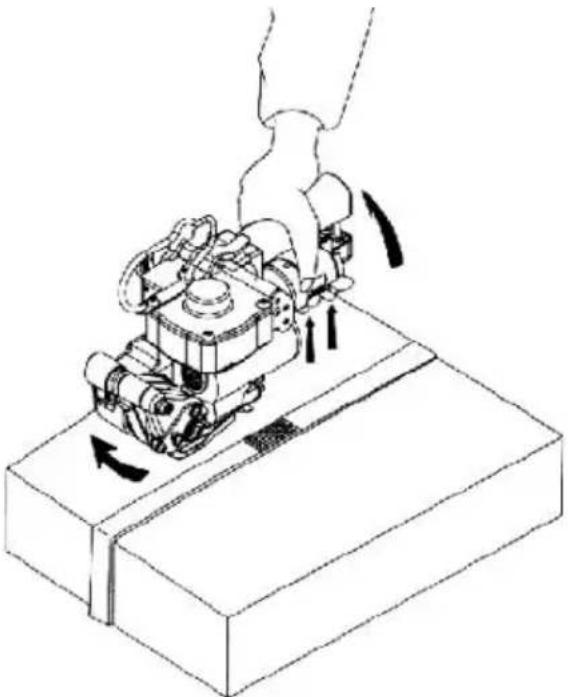 |
34. Ajuste de tensión
Tensión de la cinta de embalaje.
La tensión de la correa de embalaje se puede ajustar con un destor a través del vástago de la válvula de remolque montada debajo del de ajuste al lado de la manija.
La correa de embalaje ligera (<0,7 mm) puede soportar 150 kg de t No aplique excesiva tensión; de lo contrario, la correa de embalaje p romperse.
Tiempo de fusión por fricción.
El tiempo de fusión por fricción se puede ajustar según la dimensión cinta de embalaje, la cantidad de presión de aire y el estado de la de embalaje. Por esta razón, se utiliza un destornillador pequeño para ajustar el tornillo pequeño debajo del botón de fusión (rojo). El tiempo aumentará si gira en el sentido de las agujas del reloj y disminuirá en sentido antihorario: apriete la contratuerca después del ajuste. La fusión del sonido puede garantizar una suavidad y sin rebabas. articulaciones.
Ancho de la cinta de embalaje
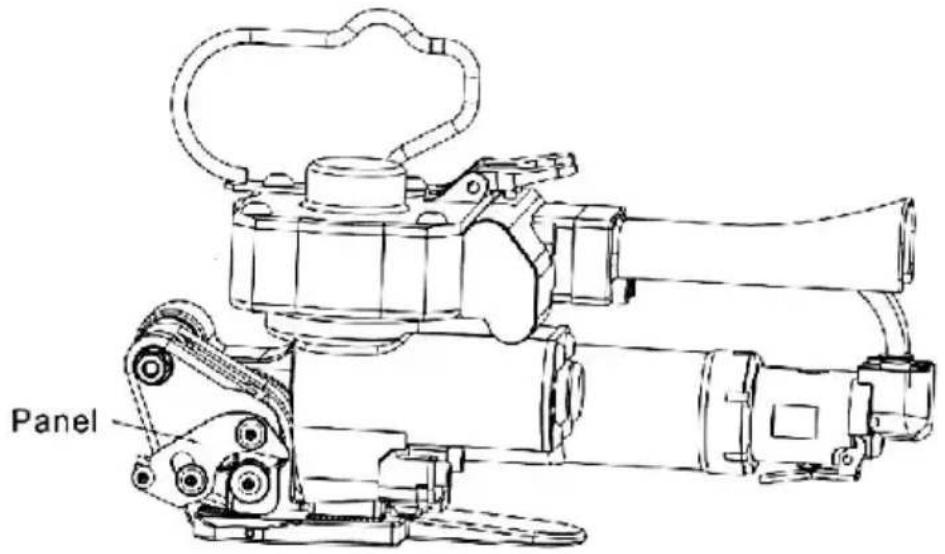
(1) Panel
El panel se puede desmontar de la máquina envasadora quitando sus tornillos. Reemplace un panel nuevo de acuerdo con las dimensiones cinta de embalaje usada y el método de instalación del panel anterio
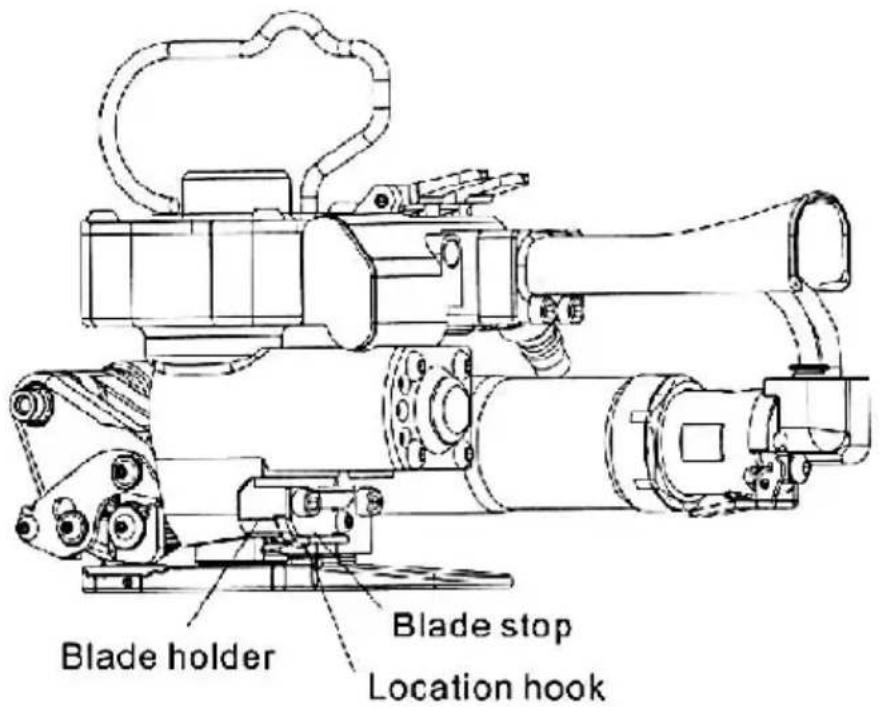
(2) Gancho de ubicación
El gancho de ubicación del portacuchillas se puede volver a montar tomando el resorte pasador del portacuchillas .
Nota: Hay un pequeño resorte de compresión dentro del gancho ubicación. No lo pierda.
Reensamblaje
Elija un orificio de los tres orificios del portacuchillas de acuerdo con dimensiones de la correa de embalaje. El orificio externo se utiliza pa correa de embalaje de 19 mm; el orificio mediano es para la correa embalaje de 16 mm; y el orificio interno es para la correa de emba 13 mm.
La distancia entre la polea tensora y la placa dentada de apriete a ajustarse de acuerdo con las dimensiones de la correa de embalaje Verifique la distancia (a) entre la polea tensora y la placa dentada de apriete con una sonda (como se muestra en la la siguiente figura).
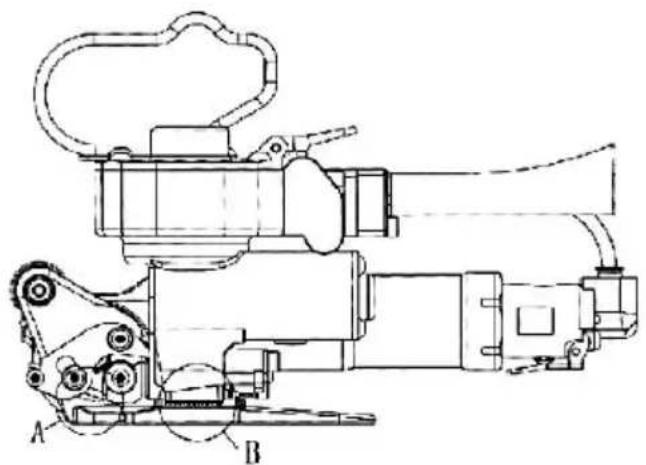
La distancia (a) no debe ser menor que el espesor del embalaje. cir Mientras Entrega, esta distancia se establece en 1,0 mm más que el espesor de la cinta de embalaje.
(1) Si el grosor de la correa de embalaje es de 0,8 mm, coloque u de 0,2 mm de grosor debajo de la placa dentada de apriete;
(2) Si dicho espesor es de 0,6 mm, coloque dos juntas de 0,2 mm espesor debajo de la placa dentada de apriete;
(3) Si dicho espesor excede los 1,4 mm, inserte dos juntas de 0,2 espesor en el centro del cuerpo y la base.
Distancia (b) entre la parte inferior de la barra vibratoria y la pla dentada de fusión
Mida la distancia entre la parte inferior de la barra vibratoria y la pl dentada de fusión (consulte la figura anterior) con una sonda. Mientra mide, siga lo siguiente pasos:
(1) Presione el botón de fusión (rojo) durante al menos 2 segundos, modo que tanto el pistón como la barra vibratoria estén completamen hacia abajo.
(2)Mida la distancia(b)con una sonda ; Si no se utiliza ninguna junta, distancia (b) tiene se ha configurado en 0,5 mm. Si el grosor de la embalaje es inferior a 0,6 mm, inserte un Junta de 0,2 mm en la p inferior de la placa dentada de fusión.
Nota:
- No reduzca la distancia (b) insertando demasiadas juntas;
- La máquina envasadora puede dañarse si no hay espacio libre e la parte inferior de la barra vibratoria y la placa dentada de fusi
- Si la barra vibratoria golpea la placa dentada de fusión, los dier de la placa se dañarán inmediatamente.
35. Fallas y resolución de problemas
Fallos comunes y solución de problemas:
(9) Operación del tensor
| Fenómeno | Causas | Solución de problemas |
| cuerpo del motor no puede empezar . | 1.Hay material extraño en el motor .2.El motor está demasiad seco y necesitado. de lubricación .3.Ajuste inadecuado para válvula de aire resulta en falta de presión de aire | 1.Entregar máquina de embalaje a fábrica Par reparar2.Agregue varias gotas de aceite lubricante a motor de entrada de a 3.Reajustar la válvula o aire |
| polea de apriet presiona la parte superior cinturón de embalaje . | 1.Distancia entre la polea tensora y la placa dentado es demasiado ancha .2.En el punto de espeso del embalaje. Correa, la fuerza de tensión es demasiado fuerte .3.La polea tensora está bloqueada por el polvo. o residuos de la cinta de embalaje .4.Los dientes de la polea tensora. son contundentes | 1.aumentar la junta.2.Ajuste la tensión de correa de embalaje. ajustando la válvula de aire con un destornillador .3.Limpie los dientes de la polea tensora. con pistola de aire comprimido o cepillo .4.Reemplace la recogida polea. |
| Al empacar , maquina de empacado avanza o no poder sujetar e extremo de la cinta de embalaje . | 1.La placa dentada de recogida está bloqueada. por residuos de cinta de embalaje .2.Los dientes del tensor dentado. La placa está desafilada .3.La tensión de la correca embalaje es muy fuerte . | 1. Limpiar los dientes dentado. placa, elimine los residuos con aire pistola de cerbatana .2.Reemplace la placa dentada de recogida.3.Ajuste la válvula del acelerador con un pequeño destornillador |
Precauciones durante la operación de tensión
①Después de atar el artículo con la cinta de embalaje, sostenga la superpuesta con la mano izquierda para Saque la parte redundante.
②Asegúrese de que la parte superpuesta de la cinta de embalaje en máquina de embalaje esté en alineación.
③Al empaquetar, si la tensión es demasiado alta, la correa de empa romperá. Control la tensión de la cinta de embalaje ajustando la válv aire.
(10) Operación de fusión
| Fenómeno | Causas | Solución de problemas |
| Incompleto fusión o No fusión | 1.El tiempo de fusión demasiado corto2.La presión del aire res suficiente3.El diámetro interior d tubo de aire es demasiado pequeño4.Los dientes de fusi dentados placa o barra vibratoria bloqueado po residuos o desgastado afuera5.El motor de vibración está demasiado seco y en necesidad de lubricación | 1.Consulte este manual para ajustar tiempo de fusión .2.Suministre aire a la presión de aire de 72 p más alto .3.Reemplace el tubo de aire por un tubo de aire con un diámetro interno más 6,4 mm .4.Limpiar parte de los dientes o reemplazar vibrante barra y placa dentada de fusión .5.Agregue aceite lubricant desde la entrada de aire |
| Cinta de embalaje es excesivamente fusionado o rotapagado durante el Fusión proceso | 1.El espesor del embalaje el cinturón no es suficiente2.El tiempo de fusión demasiado largo3.El tiempo de enfriamiento por fricción La pieza de fusión es demasiado corta . | 1. Utilice la cinta de embalaje que tiene correcto especificación2.Reduzca el tiempo de fusión según sea necesario. Consulte este manual.3.Mantener al menos 3 segundos después fusión |
| Maquina de empacado no puedo moverme De embalaje cinturón después de la fusión | 1.La polea tensora no puede al revés. La correa de embalaje no se puede aflojar .2.La barra vibratoria no se eleva desde la cint de embalaje . | 1.Presione el botón de rebobinado para soltar la tensión del cinturón de embalaje2.Sostenga el mango del encendedor para permitir que el tensor se conecte con válvula de escape y luego encienda la válvula de cierre |
Precauciones durante la fusión
①La fusión sólida puede garantizar una unión suave y sin rebabas; embargo, una fusión demasiado prolongada reducirá la fuerza adhesiva de la correa de embalaje de PET.
②Después fusión, mantenga 3S, de lo contrario la unión de fusión s deformará o separará.
Fabricante: Shanghaimuxinmuyeyouxiangongsi
Dirección : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importado a AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NS 2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Soporte técnico y certificado de garantía electrónica




