
W1.5x610Z - Máquina industrial Vevor - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato W1.5x610Z Vevor en formato PDF.

| Tipo de producto | Plegadora manual (dobladora de chapa) |
| Marca | Vevor |
| Modelo | W1.5x610Z |
| Longitud de curvatura | 610 mm (24 pulgadas) |
| Espesor de plegado máximo | 1,5 mm (16 Ga) |
| Ángulo de curvatura | 0° a 135° |
| Material de la máquina | Acero pintado |
| Alimentación | Ninguna (manual) |
| Dimensiones (Largo x Ancho x Alto) | Aproximadamente 800 x 400 x 300 mm (estimado) |
| Peso | Aproximadamente 60 kg (estimado) |
| Funciones principales | Plegado de chapas, formado de cajas y bandejas |
| Mantenimiento | Lubricación semanal con aceite #30W, limpieza regular |
| Seguridad | Gafas de seguridad, guantes, ropa ajustada, área de trabajo limpia |
| Montaje | Requiere anclaje al suelo y ajuste del contrapeso |
| Piezas de repuesto | Lista completa proporcionada en el manual (ref. 1 a 39) |
| Reparabilidad | Ajustes posibles por el usuario; piezas disponibles |
| Fabricante | Shanghaimuxinmuyeyouxiangongsi (Shanghái, China) |
| Importador (EE. UU.) | Sanven Technology Ltd., Suite 250, 9166 Anaheim |
| Importador (Australia) | SIHAO PTY LTD, 1 Rokeva Street, Astv NSW 2122 |
| Conformidad | Directiva europea 2012/19/CE (RAEE) |
Preguntas frecuentes - W1.5x610Z Vevor
Preguntas de los usuarios sobre W1.5x610Z Vevor
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina industrial en formato PDF gratis! Encuentra tus instrucciones W1.5x610Z - Vevor y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. W1.5x610Z de la marca Vevor.
MANUAL DE USUARIO W1.5x610Z Vevor
Estas son las instrucciones originales; lea atentamente todas las instrucciones del manual antes de utilizarlo. VEVOR se reserva el derecho de interpretar su manual de usuario. La apariencia del produnderá del producto que haya recibido. Le rogamos que nos disc si no le informamos de nuevo si hay actualizaciones tecnológicas o software en nuestro producto.
Desembalaje
El Pan & Box Brake se envía desde el fabricante en una caja de l contrachapada cuidadosamente embalada. Inspeccione el producto cuidadosamente al abrir el paquete.
Tras desembalar la unidad, inspeccione cuidadosamente si se ha producido algún daño durante el transporte. Compruebe si hay piezas sueltas, faltantes o dañadas. Informe inmediatamente al distribuidor si faltan piezas.
Si se ha producido algún daño, las reclamaciones por daños de enví deben presentarse al transportista y son responsabilidad del usuario.
Presupuesto
| Modelo | W1.5×610Z | W1.5×915Z | ANCHO 1,5 × 1220 Z | W1.5×12 7 0Z | W1.0×305A |
| Longitud de curvatura | 24" (610 mm ±10 mm) | 36" (910 mm ±10 mm) | 48" (1220 mm ±15 mm) | 50" (1270 mm ±15 mm) | 12" (305 mm ±10 mm) |
| Espesor de flexión | 1.5/16Ga | calibre 1/20 | |||
| Ángulo de flexión | 0 — 1 35 ° | ||||
GUARDE ESTAS INSTRUCCIONES
Gracias por adquirir nuestra dobladora. Antes de utilizar su nueva herramienta, lea atentamente estas instrucciones. Necesitará estas instrucciones para las advertencias de seguridad, precauciones, asamble operación, procedimientos de mantenimiento, Lista de piezas y diagram Guarde su número de factura con estas instrucciones. Escriba el núm de factura en el interior de la portada. Conserve las instrucciones y factura en un lugar seguro. Lugar seco para futura referencia.
Información general de seguridad

PRECAUCIÓN
Para su propio seguridad, leer todo de el instrucciones y precaución operante herramienta.
NORMAS DE SEGURIDAD
- Use ropa adecuada. No use ropa suelta, guantes, corbatas, anillos pulseras ni otras joyas que puedan engancharse en las piezas móvil la máquina.
- Use una cubierta protectora para el cabello para contener el cabe largo.
- Use zapatos de seguridad con suela antideslizante.
- Use gafas de seguridad. Las gafas de uso diario solo tienen lente resistentes a impactos. NO son gafas de seguridad.
- Manténgase alerta y piense con claridad. Nunca opere herramientas está cansado, intoxicado o tomando medicamentos que causen somnolencia.
- Mantenga limpia el área de trabajo. Las áreas de trabajo desorden pueden provocar accidentes.
- El área de trabajo debe estar adecuadamente iluminada.
- Mantenga a los visitantes a una distancia segura del área de trab
- Mantenga a los niños fuera del lugar de trabajo. Asegúrese de qui taller sea seguro para niños. Use candados para evitar el uso involu de las herramientas.
- Ensamble únicamente según estas instrucciones. Un montaje incorrecto puede causar peligros.
- Cuando no utilice las herramientas, guárdelas en un lugar seco y seguro, fuera del alcance de los niños. Inspeccione las herramientas de guardarlas y volver a usarlas. 12. Conserve las etiquetas y placas identificación del producto. Estas contienen información importante de seguridad.
SABER CÓMO USAR LA HERRAMIENTA
- Utilice la herramienta adecuada para el trabajo. NO intente forzar herramienta o accesorio pequeño para realizar el trabajo de una herramienta industrial grande. NO utilice una herramienta para un fin
el que no fue diseñada.
- No fuerce la herramienta. Su máquina funcionará mejor y con may seguridad si se utiliza como
previsto. NO utilice accesorios inapropiados con el fin de intentar excela capacidad nominal de la máquina.
- Sobrecarga de la máquina. Sobrecargar la máquina podría causar lesiones por piezas proyectadas. NO exceda las capacidades
especificadas de la máquina.
-
Uso de la máquina. NO utilice la prensa como herramienta de pre o aplastamiento.
-
Alisar los bordes del material. Antes de doblar la chapa metálica, y desbarbe siempre todos los bordes afilados.
6 .Ajustes de la cuchilla y Mantenimiento.Mantenga siempre las cuchill Afilado y correctamente ajustado para Rendimiento óptimo. 7. Comprue si hay piezas dañadas. Antes Al utilizar cualquier herramienta o máqu tenga cuidado. Inspeccione cualquier pieza que parezca dañada. Verificó la alineación y la unión de partes móviles que puedan afectar el cor funcionamiento operación de la máquina

ADVERTENCIA
El advertencias, precauciones y instrucciones discutido en este instruc manual no puedo cubrir todo posible condiciones o situaciones eso pod ocurrir. Eso debe ser comprendido por el operador eso común sentido precaución son factores eso no puedo ser construido en este producto debe ser suministrado por el operador.
Importante:
Es posible que su máquina se envíe con una capa de aceite cerosc prueba de óxido y grasa en las superficies metálicas expuestas sin p. Para eliminar esta capa protectora, Utilice un desengrasante o un limpiador disolvente. Para una limpieza profunda, ocasionalmente será necesario quitar algunas piezas. NO UTILICE acetona ni limpiador de frenos ya que pueden dañar las superficies pintadas.
Siga las instrucciones de la etiqueta del fabricante al utilizar cualquier de producto de limpieza. Después de la limpieza, Limpie las superficie metálicas sin pintar con una capa ligera de aceite o grasa de calida protegerlas.

ADVERTENCIA
HACER NO USAR gasolina o otro petróleo productos a limpio el mác Ellos tener bajo destello agujas y poder explotar o causa fuego .

PRECAUCIÓN
Cuando usando limpieza disolventes trabajar en a bien v e n t i l a Muchos limpieza disolventes son tóxico si inhalado
Asamblea
IMPORTANTE: Tenga en cuenta lo siguiente al buscar Para una ubic adecuada para colocar la máquina:
- Peso total de la máquina.
- Peso del material a procesar.
- Tamaños del material a procesar a través de la máquina.
- Espacio necesario para soportes auxiliares, mesas de trabajo u otra maquinaria.
- Distancia de paredes y otros obstáculos.
- Mantenga un área de trabajo adecuada alrededor de la máquina mayor seguridad.
- Tener el área de trabajo bien iluminada con iluminación adecuada.
- Mantenga el piso libre de aceite y asegúrese de que no esté resbaladizo.
-
Retire los desechos y materiales de desecho con regularidad y asegúrese de que el trabajo
El área está libre de objetos que obstruyan. -
Si se van a introducir grandes cantidades de material en la máq asegúrese de
que no se extenderán a ningún pasillo.
Antes de comenzar el montaje, tome nota de las siguientes precauciones
y sugerencias.
- ¿Es la máquina? ¿Atornillado al palé? Antes de intentar cualquiera las
procedimientos de montaje retire todas las piezas sueltas y el hardwa Desatornille la máquina del palé.
- NIVELACIÓN: La máquina debe ubicarse sobre un piso de concret nivelado.
Se deben tomar las medidas necesarias para asegurarla antes de col la máquina.
La precisión de cualquier máquina depende de su colocación precisa superficie de montaje.
- PISO: Esta herramienta distribuye una gran cantidad de peso sobre área pequeña.
área. Asegúrese de que el piso sea capaz de soportar el peso de La máquina, el material de trabajo y el operador. El suelo también c estar
una superficie nivelada. Si la unidad se tambalea o se balancea una colocada, asegúrese de
eliminarlo mediante el uso de calzas.
- DISTANCIAS DE TRABAJO: Tener en cuenta el tamaño de la Material a procesar. Asegúrese de dejar suficiente espacio para usted. para operar la máquina libremente.
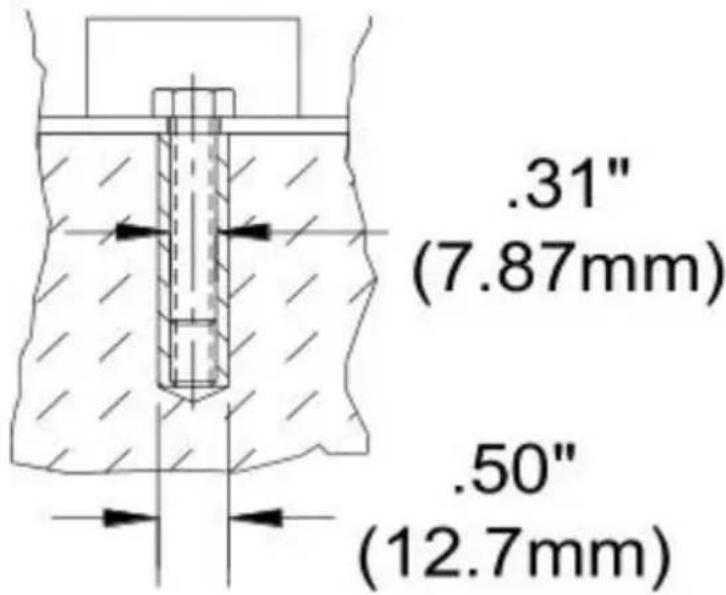
Anclaje de la máquina
- Coloque la máquina sol un piso de concreto firme nivelado.
- Mantenga una distancia operación segura alrededor de la máquina.
- Ancle la máquina al pis como se muestra en el diagrama, utilizando pernos tacos de expansión o tirar hundidos que se conectan
través de orificios en la base del soporte. (Imagen 1)
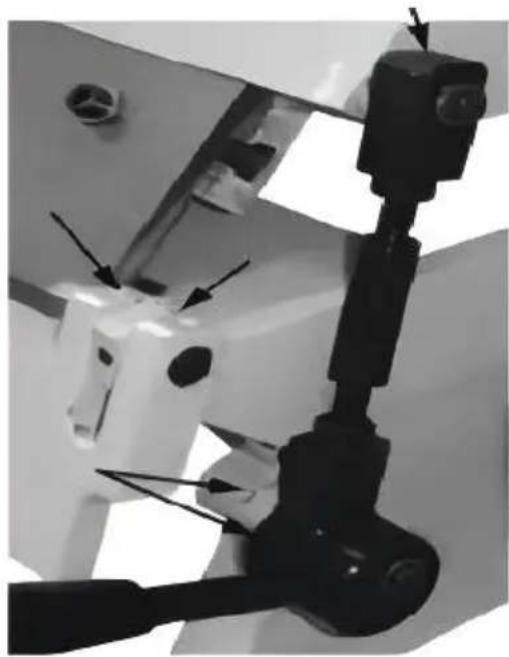
Colocación del contrapeso
- Pida a un ayudante que sostenga el contrapeso.
- Afloje los dos pernos hexagonales y deslice la varilla del contrapeso dentro tubo receptor.
- Cuando la varilla esté al ras con la parte inferior del receptor, apriete los hexagonales. (Imagen 2)

HACER NO usar el contrapeso manejar a aumentar el flexión hoja . T daño el bisagras o el flexión hoja .
Ajuste de la varilla de tope
La varilla de tope se utiliza para repetir la flexión cuando se desea flexión hoja para detenerse en el mismo posición cada vez.
- Afloje la tuerca de tope y la arandela y realice la curva, deteniér la parte superior de la curva.
- Apriete la tuerca y la arandela hasta el tope.
- Ahora el ángulo de curvatura se puede repetir hasta que el opera restablezca.
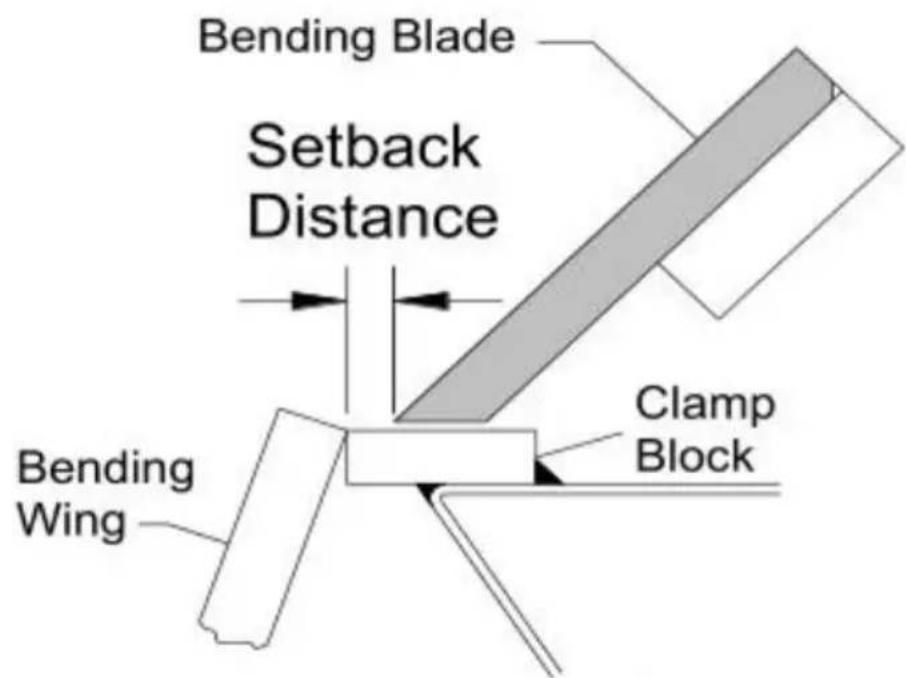
Ajuste del retroceso
El retroceso es la distancia desde el borde frontal del dedo hasta el frontal del bloque de sujeción, como se muestra en la imagen. Esta distancia se determina por el espesor de la pieza y el radio interior curva. El retroceso suele ser de 1,5 a 2 veces el espesor del mate (Imagen 4)
- Para ajustar, asegúrese de que todos los dedos estén correctamer alineados entre sí y que el conjunto de sujeción no esté bloqueado posición hacia abajo.
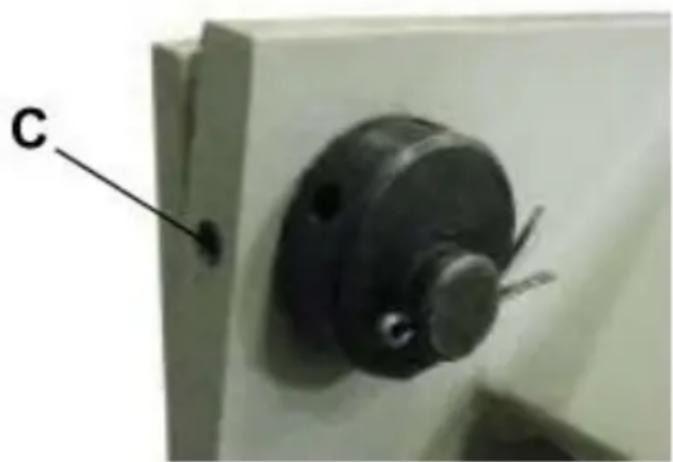
- Afloje los tornillos de fijación (C) en la parte posterior del conjunto sujeción (Imagen 5).
- Inserte una herramienta, como un Allen llave, en uno de los orificos los radios del cubo excéntrico y gírelo, lo que mueve el conjunto o sujeción hacia adelante o hacia atrás.
- Cuando los dedos estén a la distancia de retroceso correcta y pa al borde del bloque de abrazadera, apriete los tornillos de fijación (C
Ajuste de la presión de sujeción

PRECAUCIÓN
- Una presión de sujeción excesiva puede “precargar ” y distorsionar permanentemente el freno.
- NO doble materiales que sean más pesados que la capacidad non incluso en longitudes más cortas.
- Utilice material con bordes cortados a escuadra (un borde enrollado provocará que se arquee).
4.Doblar un objeto redondo deformará o dañará el borde de la abraza - Ajuste la presión de la abrazadera según los diferentes calibres de
- No utilice una extensión de tubería en las barras de abrazadera p más apalancamiento.
La presión de sujeción puede tener que ajustarse a medida que cam espesor de la pieza. Una presión adecuada debe tener una resistencia media al tirar hacia atrás de las manijas de sujeción. Al final de la debe haber un bloqueo definido de la pieza debajo de la hoja de su Para ajustar la presión, mueva las tuercas del eje de enlace roscado arriba o hacia abajo.
- Para ajustar la presión de sujeción, apriete ambos lados de la ho
sujeción con una pieza en el freno.
a. Si la presión de sujeción parece ligera y la pieza está suelta en abrazadera, mueva las tuercas de ajuste hacia ARRIBA.
b. Si la presión de sujeción parece fuerte y no puede bloquear las mueva las tuercas de ajuste HACIA ABAJO.
c. Una vez que la presión sea la adecuada, no es necesario realiza ajustes para esta pieza de grosor. (Al cambiar el grosor, podría ser necesario realizar un nuevo ajuste). - Retire la pieza de debajo de la hoja de sujeción, bloquee la hoja manijas y afloje la presión en la tuerca superior.
- Desbloquee la hoja de sujeción y gire la tuerca inferior 12 vuelta dirección deseada.
- Bloquee la hoja de sujeción, vuelva a apretar la tuerca superior y el paso 1 anterior hasta alcanzar la presión deseada.

Alineación de la abrazadera (de extremo a extremo)
Realice un doblez de prueba de 90° a aproximadamente 2" (50,8 mn cada extremo de la máquina. Apile las tiras dobladas una sobre otra verifique que estén dobladas al mismo grado.
Si una tira está demasiado doblada, aumente la distancia de retroceso ese lado. Si una tira está poco doblada, disminuya la distancia de retroceso de ese lado. Nuevamente, mueva el ajuste de retroceso má del punto de retroceso deseado y luego hacia adelante para eliminar holgura.
Alineación de alas dobladas
La precisión de doblado depende de que la superficie superior de la de doblado y el ala de doblado adjunta estén al ras con la cara su bloque de sujeción cuando la hoja de doblado está en la posición b. Si parece que es necesario un ajuste, comuníquese con el equipo de servicio local o con el fabricante.
Operación
Al realizar operaciones básicas de doblado, es importante que los de del freno estén paralelos al borde del bloque de sujeción. Asegúrese también de tener el retroceso y la presión de sujeción adecuados pa espesor del material que se va a doblar.

PRECAUCIÓN
Utilice siempre protección ocular adecuada con protectores laterales, calz seguridad y guantes de cuero para protegerse de rebabas y bordes at

PRECAUCIÓN
Mantenga las manos y los dedos alejados de la viga de sujeción. Ma un lado de la máquina para evitar ser golpeado por la plataforma de subir.

PRECAUCIÓN
Al manipular láminas grandes y pesadas, asegúrese de que estén suj adecuadamente.
Doblado de chapa metálica
- Levante y gire la manija de sujeción (cw) en el sentido de las a reloj para elevar el conjunto de sujeción.
- Inserte la pieza entre el bloque de abrazadera y los dedos del fr
- Alinee los dedos del conjunto de sujeción con la línea de curvatu marcada de la pieza y fíjela en su lugar tirando del mango de la abrazadera hacia atrás.
NOTA
HACER NO fuerza el reprimición manejar. El tenencia presión solo necesidades a ser ajustado suficiente a sostener el hoja metal de
emocionante cuando flexión.
- Tire hacia arriba de las manijas de la hoja doblada hasta que la haya alcanzado la
ángulo de curvatura deseado.
- Baje la hoja doblada, levante el conjunto de sujeción y retire la p doblada.
- Si va a doblar cajas y sartenes, elija dedos que coincidan lo más con las dimensiones de la pieza terminada.
TOLERANCIA DE CURVADO
Para doblar chapa metálica con precisión, es necesario considerar la longitud total de cada doblez. Esto se conoce como margen de doblez. Reste el margen de doblez de la suma de las dimensiones exteriores pieza para obtener la longitud o el ancho total real de la misma. De las diferencias en la dureza de la chapa metálica, y a si el doblez a favor o en contra de la veta, a veces es necesario obtener márges exactos mediante ensayo y error. Sin embargo, se pueden obtener márgenes de doblez para uso general en libros de metalistería o en internet.
COMPRENDIENDO EL SPRINGBACK
Primavera La recuperación elástica, también conocida como retracción, produce cuando el metal intenta recuperar su forma original tras someterse a compresión y estiramiento. Tras retirar la lámina doblada metal y liberar la carga, la pieza se relaja, obligando a la porción d del metal a recuperar ligeramente su forma original.
La clave para obtener el ángulo de curvatura correcto es doblar ligeramente el metal en exceso y dejar que recupere el ángulo desea. Todos los metales presentan cierta elasticidad.
SELECCIÓN DE MATERIALES

PRECAUCIÓN
El cliente debe determinar que los materiales que se procesan a través máquina NO son potencialmente peligrosos para el operador o el pers trabaja cerca.
Al seleccionar materiales tenga en cuenta estas instrucciones:
- El material debe estar limpio y seco. (sin aceite)
- El material debe tener una superficie lisa para que se procese fácilmente.
- Las propiedades dimensionales del material deben ser consistentes no exceder los valores de capacidad de la máquina.
- La estructura química del material debe ser consistente.
- Compre acero certificado del mismo proveedor siempre que sea posible.
LUBRICACIÓN Y MANTENIMIENTO

ADVERTENCIA
El mantenimiento debe ser realizado periódicamente por personal cualit Siga siempre las precauciones de seguridad adecuadas cuando trabaje maquinaria o cerca de ella.
- Verifique diariamente si existen condiciones inseguras y corríjalas de inmediato.
- Compruebe que todas las tuercas y tornillos estén bien apretados.
- Limpie semanalmente la máquina y el área que la rodea.
- Lubrique los componentes roscados y los dispositivos deslizantes.
- Aplique lubricante inhibidor de óxido a todas las superficies no pin
Puertos petroleros
Usando una lata de aceite con un aceite #30W de buena calidad, a 5-6 gotas en cada
de los puertos en ambos extremos de la máquina. Repetir semanalme o con mayor frecuencia.
A menudo dependiendo del uso. Limpie el exceso de aceite.
Adecuado mantenimiento poder aumentar el vida expectativa de su ma
Montaje de máquinas
Coloque el martillo de contrapeso (A) en la posición indicada po flecha (como se muestra en la figura siguiente).
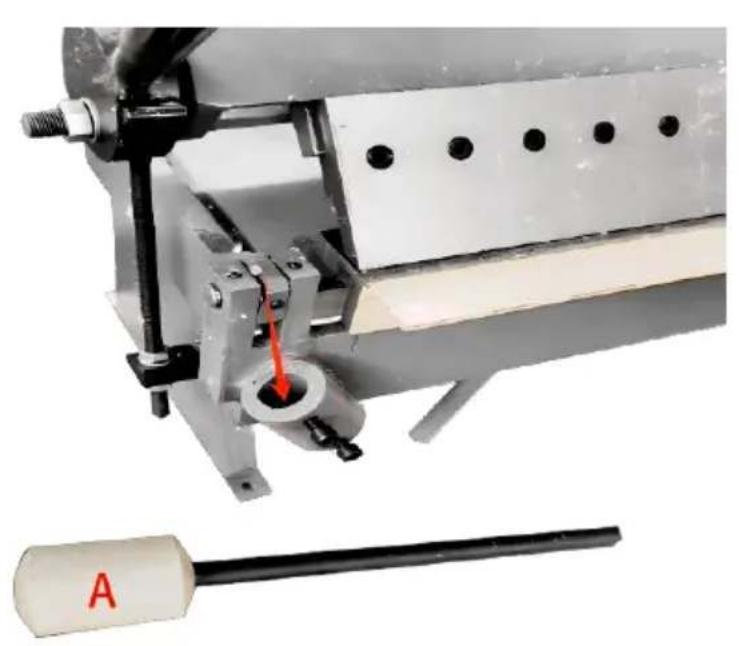
Apriete los dos tornillos (B)
SOLUCIÓN DE PROBLEMAS
| FALLA | CAUSA PROBABLE | RECURSO |
| CURVAS INEXACTAS | Los dedos no están alineadosLa distancia de retroce no es igual de un lado otro.El conjunto de sujeció sujeta la pieza de forma segura. | Siga el procedimiento adecuado de alineación de los dedos.Mida la distancia con precisión y configúrela en consecuencia.Reajuste la presión de sujeción. |
| HOJA DOBLADA DIFÍCIL DE LEVANTAR Y DOBLAR. | Exceder los límites de flexión del freno.El contrapeso no está la hoja. | No doble materiales que sean más gruesos que el que la máquina puede soportar.Coloque el contrapeso par disminuir la fuerza necesita para levantar la hoja doblada. |
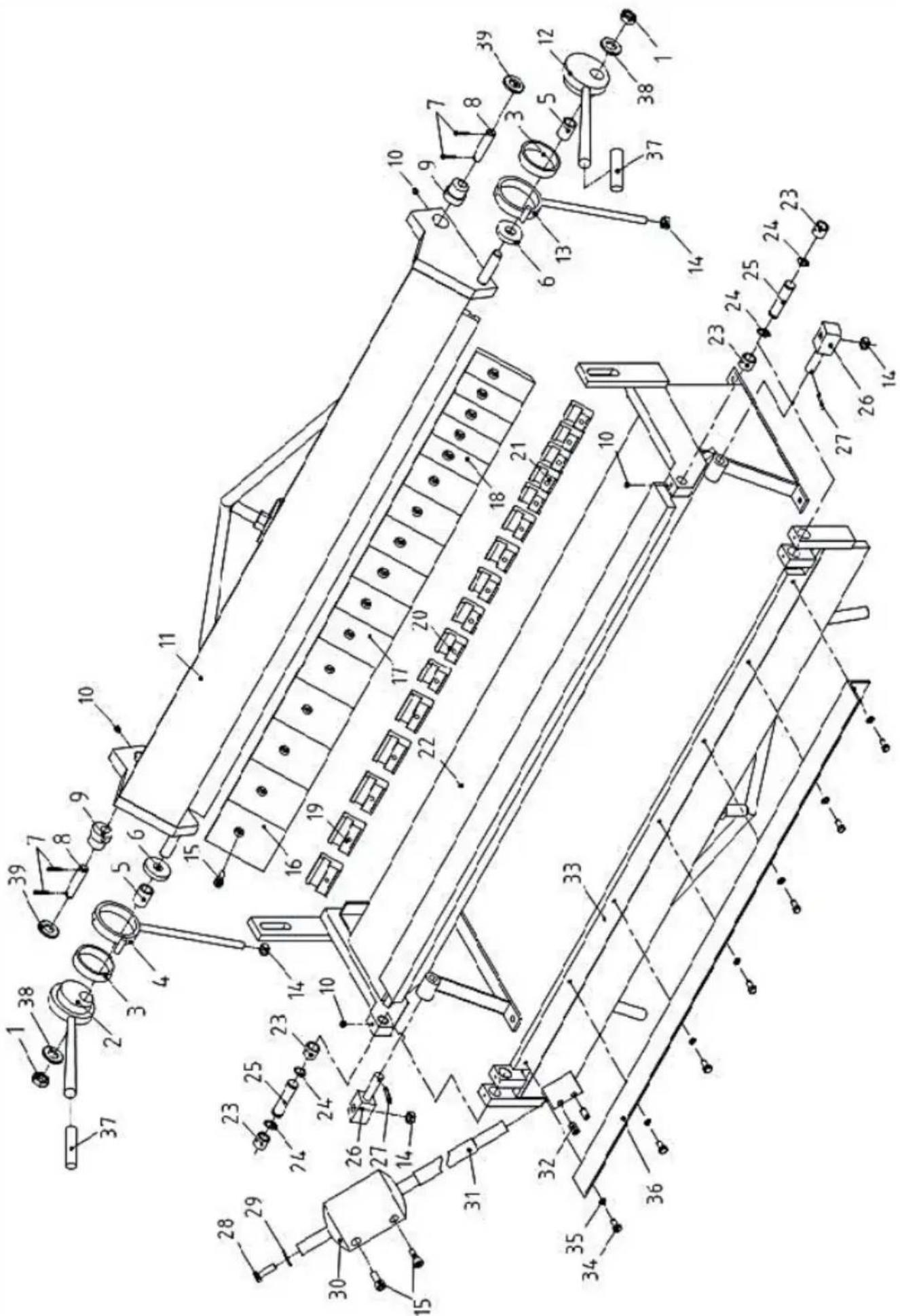
| Árbitro. | Descripción | CANTIDAD. |
| 1 | Tuerca M18 | 2 |
| 2 | Mango excéntrico izquierdo | 1 |
| 3 | Lavadora grande | 2 |
| 4 | Biela izquierda | 1 |
| 5 | Arandela | 2 |
| 6 | Casquillo espaciador | 2 |
| 7 | Pasador de chaveta φ4X25 | 4 |
| 8 | Pasador φ16X70 | 2 |
| 9 | Eje excéntrico | 2 |
| 10 | Tornillo de fijación M8X | 4 |
| 11 | Marco de matriz superio | 1 |
| 12 | Mango excéntrico derecho | 1 |
| 13 | Biela derecha | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Matrices de freno de 4 | 5 |
| 17 | Matrices de freno de 3 | 6 |
| 18 | Matrices de freno de 2 | 5 |
| 19 | Placa de abrazadera de 63 mm | 5 |
| 20 | Placa de abrazadera de 45 mm | 6 |
| Árbitro. | Descripción | CANTI DAD. |
| 21 | Placa de abrazadera de 34 mm | 5 |
| 22 | Marco | 1 |
| 23 | Caso | 4 |
| 24 | Anillo de eje Φ18 | 4 |
| 25 | Eje | 2 |
| 26 | Eje | 2 |
| 27 | Pasador de chaveta φ5X25 | 2 |
| 28 | Perno hexagonal M10x35 | 1 |
| 29 | Junta plana Φ10 | 1 |
| 30 | Contrapeso | 1 |
| 31 | Varilla de contrapeso | 1 |
| 32 | Tornillo de fijación M12X20 | 2 |
| 33 | Hoja doblada | 1 |
| 34 | Perno hexagonal M8x16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Placa angular de límite | 1 |
| 37 | Empuñadura | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
 | Advertencia: Para reducir el riesgo de lesiones, el usua debe leer atentamente el manual de instrucciones. |
 | Este producto está sujeto a la Directiva Europea 2012/El símbolo de un contenedor de basura tachado indica producto requiere recogida selectiva en la Unión Europe Esto aplica al producto y a todos los accesorios marca este símbolo. Los productos marcados con este símbolo pueden desecharse con la basura doméstica normal, si deben llevarse a un punto de recogida para el reciclaj aparatos eléctricos y electrónicos. |
Fabricante: Shanghaimuxinmuyeyouxiangongsi
Dirección: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghái 200000 CN.
Importado a AUS: SIHAO PTY LTD. 1 ROKEVA STREET, EASTWOOD NSW 2122 Australia
Importado a EE. UU.: Sanven Technology Ltd. Suite 250, 9166 Anah Lugar, Rancho Cucamonga, CA 91730
| UK | REP |
| Modelo. | Descripción | Cantidad |
| ANCHO 1,5 × 61 Z | Contrapeso | 1 |
| ANCHO 1,5 × 91 CM | Contrapeso | 1 |
| ANCHO 1,5 × 1220 Z | Contrapeso | 1 |
| ANCHO 1,5 × 1270 Z | Contrapeso | 1 |
| W1.0 × 305A | - | - |
| W1.0 × 610 A | - | - |





