
W1.5x610Z - Maszyna przemysłowa Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia W1.5x610Z Vevor w formacie PDF.

| Typ produktu | Ręczna giętarka (giętarka do blachy) |
| Marka | Vevor |
| Model | W1.5x610Z |
| Długość gięcia | 610 mm (24 cale) |
| Maksymalna grubość gięcia | 1,5 mm (16 Ga) |
| Kąt gięcia | 0° do 135° |
| Materiał maszyny | Malowana stal |
| Zasilanie | Brak (ręczna) |
| Wymiary (dł. x szer. x wys.) | Około 800 x 400 x 300 mm (szacunkowo) |
| Waga | Około 60 kg (szacunkowo) |
| Główne funkcje | Gięcie blach, formowanie skrzynek i garnków |
| Konserwacja | Cotygodniowe smarowanie olejem #30W, regularne czyszczenie |
| Bezpieczeństwo | Okulary ochronne, rękawice, dopasowana odzież, czyste stanowisko pracy |
| Montaż | Wymaga zakotwienia do podłogi i regulacji przeciwwagi |
| Części zamienne | Pełna lista w instrukcji (nr ref. 1 do 39) |
| Naprawialność | Możliwość regulacji przez użytkownika; części dostępne |
| Producent | Shanghaimuxinmuyeyouxiangongsi (Szanghaj, Chiny) |
| Importer (USA) | Sanven Technology Ltd., Suite 250, 9166 Anaheim |
| Importer (Australia) | SIHAO PTY LTD, 1 Rokeva Street, Astv NSW 2122 |
| Zgodność | Dyrektywa europejska 2012/19/UE (WEEE) |
Często zadawane pytania - W1.5x610Z Vevor
Pytania użytkowników dotyczące W1.5x610Z Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna przemysłowa w formacie PDF za darmo! Znajdź swoją instrukcję W1.5x610Z - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. W1.5x610Z marki Vevor.
INSTRUKCJA OBSŁUGI W1.5x610Z Vevor
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponowni jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
Rozpakowywanie
Pan & Box Brake jest wysyłany od producenta w starannie zapakowar pudełku ze sklejki. Dokładnie sprawdź produkt po otwarciu opakowania. Po rozpakowaniu urządzenia dokładnie sprawdź, czy nie doszło do uszkodzeń podczas transportu. Sprawdź, czy nie ma luźnych, brakujący lub uszkodzonych części. Natychmiast zgłoś brakujące części dealerowi. W przypadku wystąpienia uszkodzeń, roszczenia z tytułu uszkodzeń transportowych należy składać u przewoźnika, a odpowiedzialność za n ponosi użytkownik.
Specyfikacje
| Model | SZER.1,5×610Z | SZER.1,5×915Z | SZEROKOŚĆ1,5×1220Z | SZER.1,5×12 7 0Z | SZER.1,0×305A |
| Długość gięcia | 24" (610 mm)(±10mm) | 36" (910 mm)(±10mm) | 48" (1220 mm)(±15mm) | 50" (1270 mm)(±15mm) | 12" (305 mm)(±10mm) |
| Grubość gięcia | 1,5/16Ga | 1/20Ga | |||
| Kąt gięcia | 0–1 35 ° | ||||
ZAPISZ TE INSTRUKCJE
Dziękujemy za zakup naszej giętarki. Przed przystąpieniem do obsług nowego narzędzia prosimy o dokładne zapoznanie się z niniejszą instrukcją. Będziesz potrzebować tych instrukcji, aby zapoznać się z ostrzeżeniami dotyczącymi bezpieczeństwa, środki ostrożności, montaż, działanie, procedury konserwacyjne, Lista części i schematy. Zachowaj numer faktury razem z niniejszą instrukcją. Wpisz numer faktury na wewnętrznej stronie okładki. Instrukcję i fakturę należy przechowywać w bezpiecznym miejscu, odłożyć w suche miejsce, aby móc je wykorzysta przyszłości.
Ogólne informacje dotyczące bezpieczeństwa

OSTROŻNOŚĆ
Dla twój własny bezpieczeństwo, Czytać Wszystko z ten instrukcje I ostrożności zanim operacyjny narzędzie.
ZASADY BEZPIECZEŃSTWA
- Noś odpowiednią odzież. Nie noś luźnej odzieży, rękawiczek, krawa pierścionków, bransoletek ani innej biżuterii, która może zostać wciągnię w ruchome części maszyny.
- Noś ochronne nakrycie głowy, aby chronić długie włosy.
- Noś obuwie robocze z antypoślizgową podeszwą.
- Noś okulary ochronne. Codzienne okulary mają tylko soczewki odpc na uderzenia. NIE są to okulary ochronne.
- Bądź czujny i myśl jasno. Nigdy nie obsługuj narzędzi, gdy jesteś zmęczony, pod wpływem alkoholu lub przyjmujesz leki powodujące senność.
- Utrzymuj miejsce pracy w czystości. Bałagan w miejscu pracy sprzy wypadkom.
- Miejsce pracy powinno być odpowiednio oświetlone.
- Utrzymuj gości w bezpiecznej odległości od miejsca pracy.
- Trzymaj dzieci z dala od miejsca pracy. Uczyń warsztat bezpieczny dzieci. Używaj klódek, aby zapobiec przypadkowemu użyciu narzędzi.
- Montaż należy wykonywać wyłącznie zgodnie z niniejszą instrukcją. Nieprawidłowy montaż może stwarzać zagrożenia.
- Gdy narzędzia nie są używane, przechowuj je w suchym, bezpiec miejscu, poza zasięgiem dzieci. Przed przechowywaniem i ponownym użyciem sprawdź narzędzia. 12. Zachowaj etykiety i tabliczki znamionów produktu. Zawierają one ważne informacje dotyczące bezpieczeństwa.
WIEDZ JAK UŻYWAĆ NARZĘDZIA
-
Używaj właściwego narzędzia do danej pracy. NIE próbuj używać r małego narzędzia lub osprzętu do wykonywania pracy dużego narzędzi przemysłowego. NIE używaj narzędzia do celu, do którego nie było przeznaczone.
-
Nie używaj narzędzia na siłę. Twoja maszyna będzie wykonywać le i bezpieczniejszą pracę, jeśli będziesz jej używać jako
zamierzone. NIE używaj nieodpowiednich akcesoriów w celu przekroczenia znamionowej wydajności maszyny.
- Przeciążenie maszyny. Przeciążając maszynę, możesz spowodować obrażenia od latających części. NIE przekraczaj określonych możliwości maszyny.
- Użytkowanie maszyny. NIE używaj hamulca jako prasy lub narzędzi kruszącego.
- Obróbka krawędzi materiału. Przed gięciem blachy zawsze fazuj i usuwaj zadziory ze wszystkich ostrych krawędzi.
- Regulacja ostrza i konserwacja. Zawsze utrzymuj ostrza w dobrym stanie ostre i odpowiednio wyregulowane optymalna wydajność.7.Sprawdź czy nie ma uszkodzonych części. Przed używając dowolnego narzędzia lub maszyny, ostrożnie sprawdź każdą część, która wydaje się uszkod: Sprawdź wyrównanie i wiązanie ruchome części, które mogą mieć wpły na prawidłowe działanie obsługa maszyny

OSTRZEŻENIE
Ten ostrzeżenia, ostrzeżenia i instrukcje omówiono W Ten instrukcja podręcznik nie mogę okładka Wszystko możliwy warunki Lub sytuacje To wystąpić. To musieć Być zrozumiany przez ten operator To wspólny s ostrożność Czy czynniki To nie mogę Być wybudowany do Ten produkt musieć Być Dostarczono przez ten operator.
Ważny:
Maszyna może zostać wysłana z powłoką antykorozyjną w postaci woskowego oleju i smaru na odsłoniętych, niemalowanych powierzchniać metalowych. Aby usunąć tę powłokę ochronną, użyj odtłuszczacza lub środka czyszczącego na bazie rozpuszczalnika. Aby zapewnić dokładne czyszczenie, czasami konieczne będzie zdemontowanie niektórych część NIE UŻYWAJ acetonu ani środka do czyszczenia hamulców, gdyż mogą uszkodzić malowane powierzchnie.
Stosując jakikolwiek środek czyszczący, należy stosować się do instruk podanych na etykiecie producenta. Po czyszczeniu, Niemalowane
powierzchnie metalowe należy przetrzeć cienką warstwą wysokiej jakości oleju lub smaru, aby je zabezpieczyć.

OSTRZEŻENIE
DO NIE UŻYWAĆ benzyna Lub Inny ropa naftowa Produkty Do czysty maszyna . Oni Posiadać Niski błysk zwrotnica I Móc eksplodować Lub przyczyna ogień .

OSTROŻNOŚĆ
Gdy używając czyszczenie rozpuszczalniki praca W A dobrze w e n t y l o w a n y obszar . Wiele czyszczenie rozpuszczalniki Jeśli wdychany .
Montaž
WAŻNY: Przy wyborze należy wziąć pod uwagę następujące kwestie: znaleźć odpowiednie miejsce do umieszczenia maszyny:
- Całkowita masa maszyny.
- Masa przetwarzanego materiału.
- Rozmiary materiału, który ma być przetworzony przez maszynę.
- Miejsce potrzebne na stanowiska pomocnicze, stoły robocze lub inni maszyny.
- Odległość od ścian i innych przeszkód.
- Aby zapewnić bezpieczeństwo, utrzymuj wokół maszyny odpowiednią przestrzeń roboczą.
- Zadbaj o dobre oświetlenie miejsca pracy, stosując właściwe oświetlenie.
- Utrzymuj podłogę wolną od oleju i upewnij się, że nie jest śliska.
- Regularnie usuwaj złom i odpady oraz upewnij się, że praca jest wykonywana prawidłowo.
obszar jest wolny od obiektów przeszkadzających. - Jeżeli do maszyny mają być podawane długie odcinki materiału,
upewnij się, że
że nie będą sięgać do żadnych przejść.
Przed rozpoczęciem montażu należy zwrócić uwagę na następujące środki ostrożności
i sugestie.
-
Czy to jest maszyna? przykręcony do palety? Przed próbą jakiegokolwiek z procedury montażu polegają na usunięciu wszystkich luźnych części i elementów montażowych oraz odkręcić maszynę od palety.
-
POZIOMOWANIE: Maszynę należy ustawić na równym, betonowym podłożu.
Przed ustawieniem maszyny należy zadbać o jej zabezpieczenie.
Dokładność każdej maszyny zależy od jej precyzyjnego umieszczenia n powierzchni montażowej.
- PODŁOGA: To narzędzie rozkłada dużą część ciężaru na małą powierzchnię.
obszar. Upewnij się, że podłoga jest w stanie utrzymać ciężar maszyna, sprzęt roboczy i operator. Podłoga powinna być również płaska powierzchnia. Jeśli jednostka chwieje się lub kołysze po ustawie na miejscu, należy upewnić się, to wyeliminować stosując podkładki.
- ODSTĘPY ROBOCZE: Należy wziąć pod uwagę wielkość materiał do przetworzenia.
Upewnij się, że masz wystarczająco dużo miejsca aby móc swobodnie obsługiwać maszynę.
Zakotwiczenie maszyny
-
Ustaw maszynę na twardym i równym betonow podłożu.
-
Zachowaj bezpieczną
odległość wokół maszyny.
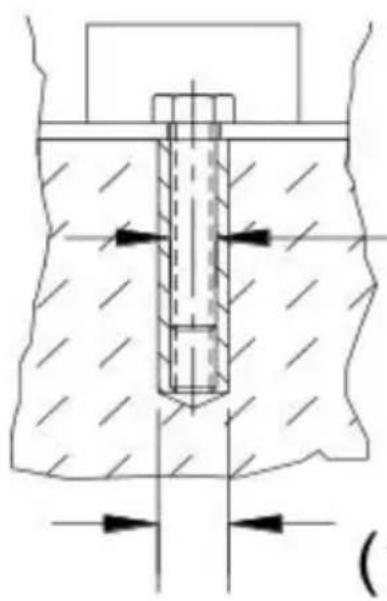
- Przymocuj maszynę do podłoża, jak pokazano na schemacie, za pomocą śrub i kołków rozporowych lub drązków ściągających, które łąc się przez otwory w podstawie stojaka. (Rys. 1)
Mocowanie przeciwwagi
- Poproś pomocnika o przytrzymanie przeciwwagi.
- Odkręć dwie śruby sześciokątne i wsuń pręt przeciwwagi do rury odbiornika
- Gdy pręt znajdzie się na równi z dnem odbiornika, dokręć śruby sześcioka (Rys. 2)

DO NIE używać ten przeciwwaga uchwyt Do wznosić ten pochylenie się Ty móc szkoda ten zawiasy Lub ten pochylenie się liść.
Regulacja pręta oporowego
Pręt zatrzymujący jest używany do gięcia wielokrotnego, gdy chcesz uzyskać żądany efekt gięcia. liść zatrzymać się w tym samym miejscu pozycję za każdym razem.
- Odkręć nakrętkę oporową i podkładkę, a następnie wykonaj gięcie, zatrzymując się na górze giętego elementu.
-
Dokręć nakrętkę i podkładkę do oporu.
-
Kąt gięcia można teraz powtarzać, aż do momentu jego zresetowar przez operatora.
Regulacja odchylenia
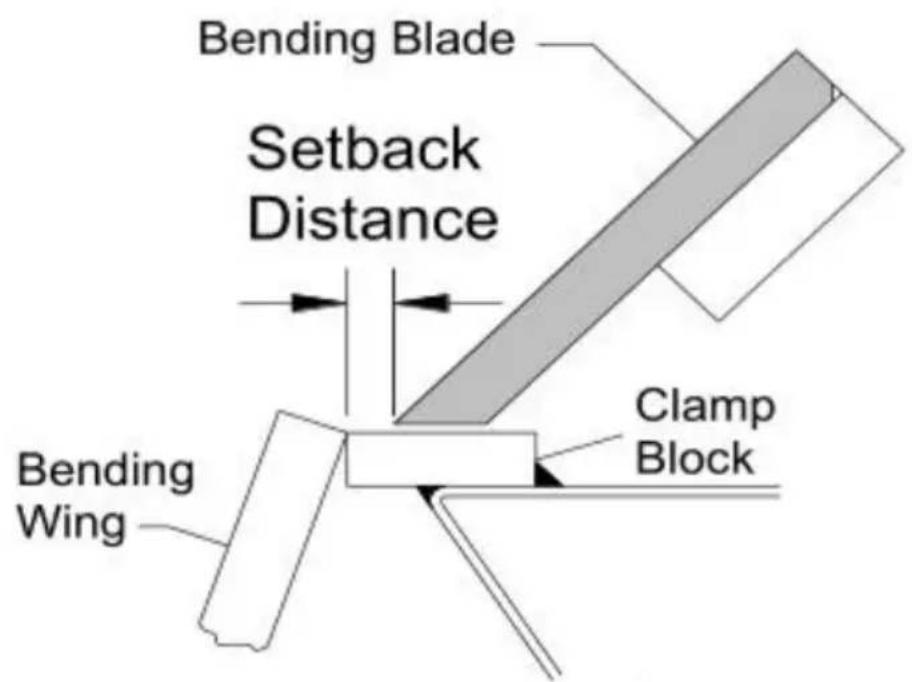
Odsunięcie jest odległością od przedniej krawędzi palca do przedniej krawędzi bloku zaciskowego, jak pokazano na rysunku. Odległość ta je określana przez grubość części i wewnętrzny promień gięcia. Odsunięci jest zazwyczaj 1- 1/2-2 razy większe od grubości materiału. (Rys.4)
-
Aby dokonać regulacji, upewnij się, że wszystkie palce są prawidłow wyrównane względem siebie i że zespół dociskowy nie jest zablokowari pozycji dolnej.
-
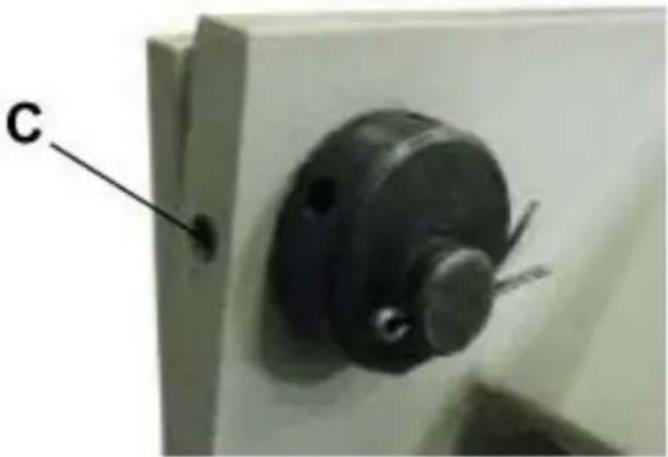
Odkreć śruby ustalające (C) z tyłu zespołu mocującego (rys. 5).
-
Włóż narzędzie, taki jak A llen klucz włożyć do jednego z otworów szprychy piasty mimośrodowej i obrócić go , co spowoduje przesunięci zespołu mocującego do przodu lub do tyłu.
-
Gdy palce znajdą się w odpowiedniej odległości odsunięcia i będą równoległe do krawędzi bloku zaciskowego, dokręć śruby ustalające (C)
Regulacja ciśnienia zacisku

OSTROŻNOŚĆ
- Nadmierne dociskanie może spowodować „wstępne obciążenie” i trv odkształcenie hamulca.
- NIE zginaj materiałów o ciężarze większym niż ich nominalna nośno krótszych.
- Używaj materiału z kwadratowo ściętymi krawędziami. (Walcowana kr spowoduje wyginanie się).
- Zginanie okrągłego przedmiotu może spowodować odkształcenie lub wyszczerbienie krawędzi zacisku.
- Dostosuj siłę zacisku odpowiednio do grubości metalu.
- Nie należy używać przedłużek rurowych na drążkach zaciskowych, a uzyskać większą dźwignię.
Siłę zacisku należy dostosować w miarę zmiany grubości obrabianego elementu. Odpowiednia siła powinna stawiać średni opór podczas odciągania uchwytów mocujących. Pod koniec skoku powinno nastąpić wyraźne zablokowanie obrabianego elementu pod listwą zaciskową.
Aby wyregulować ciśnienie, należy przesunąć nakrętki na gwintowanym wale łączącym w góre lub w dół.
- Aby wyregulować siłę docisku, dokręć obie strony listwy dociskowej pomocą części hamulca.
a. Jeśli siła zacisku wydaje się niewielka, a część jest luźna w zacis
przesuń nakrętki regulacyjne W GÓRĘ.
b. Jeśli siła zacisku wydaje się duża i nie można zablokować uchwytę przesuń nakrętki regulacyjne W DÓŁ.
c. Gdy ciśnienie będzie odpowiednie, nie będzie konieczne dokonywani dalszych regulacji dla tej grubości części. (Podczas zmiany grubości m być konieczna ponowna regulacja.)
2. Wyjmij część spod listwy zaciskowej, zablokuj listwę uchwytami i po nacisk na górną nakrętkę.
3. Odblokuj zacisk i przekręć dolną nakrętkę o ½ obrotu w żądanym kierunku.
4. Zablokuj listwę zaciskową, dokręć górną nakrętkę i powtórz krok 1 powyżej, aż do uzyskania żądanego ciśnienia.

Wyrównanie zacisku (od końca do końca)
Wykonaj testowe zgięcie pod kątem 90° w odległości około 2” (50,8 r od każdego końca maszyny. Uóż zgięte paski jeden na drugim i sprą czy są zgięte pod takim samym kątem.
Jeśli pasek jest zbyt wygięty, zwiększ odległość odsunięcia po tej stro Jeśli pasek jest zbyt wygięty, zmniejsz odległość odsunięcia po tej stro
Ponownie przesuń regulację odsunięcia poza żądany punkt odsunięcia, następnie do przodu, aby usunąć luz.
Wyrównanie zginania skrzydeł
Dokładność gięcia zależy od tego, czy górna powierzchnia listwy gnące przymocowanego do niej skrzydła gnącego są na równi z górną powierzchnią bloku zaciskowego, gdy listwa gnąca znajduje się w pozy opuszczonej. Jeśli okaże się, że konieczna jest regulacja, skontaktuj si lokalnym zespołem serwisowym lub producentem.
Działanie
Podczas wykonywania podstawowych operacji gięcia ważne jest, aby palce prasy krawędziowej były równoległe do krawędzi bloku zaciskowe Należy również upewnić się, że odsunięcie i siła zacisku są ustawione prawidłowo dla grubości giętego materiału.

OSTROŻNOŚĆ
Zawsze należy nosić odpowiednią ochronę oczu, osłony boczne, obuwie ochronne i rękawice skórzane, aby zabezpieczyć się przed zadziorami i krawędziami.

OSTROŻNOŚĆ
Trzymaj dłonie i palce z dala od belki zaciskowej. Stań z boku maszy uniknąć uderzenia fartuchem gnącym, gdy będzie się on zbliżał do gięc

OSTROŻNOŚĆ
Przy podnoszeniu dużych i ciężkich arkuszy należy upewnić się, że są odpowiednio podparte.
Gięcie blachy
- Podnieś i obróć uchwyt zaciskowy (cw) zgodnie z ruchem wskazów zegara, aby podnieść zespół zaciskowy.
- Włóż część pomiędzy blok zaciskowy i palce hamulcowe.
- Wyrównaj palce zespołu dociskowego z zaznaczoną linią gięcia części zaciśnij na miejscu, odciągając uchwyt zacisku.
NOTATKA
DO NIE siła ten zaciskanie uchwyt. Ten holding ciśnienie tylko wyma Być obcisły wystarczająco Do trzymać ten arkusz metal z poruszający Kiedy pochylenie się.
-
Pociągnij za uchwyty zginanego liścia, aż część elementu osiągnie pożądany kąt gięcia.
-
Opuść skrzydło gięcia, podnieś zespół dociskowy i usuń wygiętą cz
- Jeśli wykonujesz gięcie skrzynkowe, wybierz palce ściśle odpowiadające wymiarom gotowego elementu.
DODATEK NA ZGINANIE
Aby dokładnie zgiąć blachę, należy wziąć pod uwagę całkowitą długość każdego gięcia. Nazywa się to naddatkiem na gięcie. Odejmij naddatki gięcie od sumy wymiarów zewnętrznych części, aby uzyskać rzeczywist całkowitą długość lub szerokość części. Ze względu na różnice w twardości blachy i to, czy gięcie jest wykonywane zgodnie z kierunkien włókien, czy przeciwnie do niego, dokładne naddatki muszą być czasan ustalane metodą prób i błędów. Jednak naddatki na gięcie do ogólnego użytku można uzyskać z książek o obróbce metali lub z Internetu.
POD SPREŻYNA STOJĄCA
Wiosna powrót, znany również jako odzyskiwanie sprężyste, jest wynikię chęci metalu powrotu do pierwotnego kształtu po poddaniu go ściskani rozciąganiu. Po usunięciu zginanego liścia z metalu i zwolnieniu obciążenia, część elementu rozluźnia się, zmuszając wygiętą część met do nieznacznego powrotu do pierwotnego kształtu.
Kluczem do uzyskania prawidłowego kąta gięcia jest lekkie wygięcie metalu i umożliwiaienie mu powrotu do pożadanego kąta. Wszystkie met wykazują pewną ilość powrotu do pierwotnego kształtu.
WYBÓR MATERIAŁÓW

OSTROŻNOŚĆ
Klient musi ustalić, czy materiały przetwarzane przez maszynę NIE star potencjalnego zagrożenia dla operatora lub personelu pracującego w po
Wybierając materiały należy pamiętać o poniższych wskazówkach:
- Materiał musi być czysty i suchy. (bez oleju)
- Materiał powinien mieć gładką powierzchnię, aby można go było łat obrabiać.
- Właściwości wymiarowe materiału muszą być spójne i nie mogą przekraczać wartości dopuszczalnych dla maszyny.
- Struktura chemiczna materiału musi być zgodna.
- Jeśli to możliwe, kupuj certyfikowaną stal od tego samego dostawcy
SMAROWANIE I KONSERWACJA

OSTRZEŻENIE
Czynności konserwacyjne powinny być wykonywane regularnie przez wykwalifikowany personel.
Zawsze przestrzegaj właściwych środków ostrożności podczas pracy przymaszynach lub w ich pobliżu.
- Sprawdzaj codziennie, czy nie występują żadne niebezpieczne warur natychmiast je napraw.
- Sprawdź, czy wszystkie nakrętki i śruby są odpowiednio dokręcone.
- Raz w tygodniu należy czyścić maszynę i obszar wokół niej.
-
Nasmaruj elementy gwintowane i urządzenia przesuwne.
-
Na wszystkie powierzchnie nielakierowane nanieść środek smarny zapobiegający korozji.
Porty naftowe
Używając pojemnika z olejem dobrej jakości #30W, nanieś 5-6 kropli (każdego
portów na obu końcach maszyny. Powtarzaj co tydzień lub częściej często w zależności od sposobu użytkowania. Wytrzyj nadmiar oleju.

Właściwy konserwacja Móc zwiększyć ten życie oczekiwanie z twój ma
Montaż maszyn
młotek przeciwwagi (A) w pozycji wskazanej strzałąką (jak pokazano i rysunku poniżej).
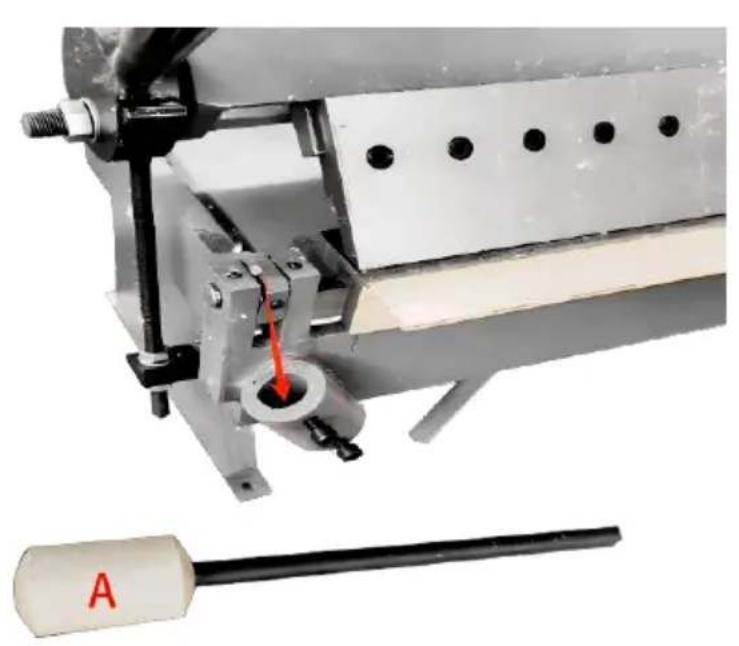
Dokręć dwie śruby (B)
ROZWIĄZYWANIE PROBLEMÓW
| WADA | Prawdopodobna przyczyna | ZARADZIĆ |
| NIEDOKŁADNE ZGINANIA | 1. Palce nie są ustawion jednej linii2. Odległość odsunięcia n jest równa z jednej stron drugiej3. Zespół zaciskowy nie przytrzymuje pewnie część obrabianej. | Postępuj zgodnie z procedurą prawidłowego ułożenia palców.Dokładnie zmierz odległość odpowiednio ją ustaw.Ponownie wyreguluj siłę zacisku. |
| ZGIĘTY LIŚĆ JEST TRUDNY DO PODNIESIENIA I ZGINĘCIA. | 1. Przekroczenie limitów gięcia hamulca.2. Przeciwwaga nie znajd się na liściu. | Nie zginaj materiału grubszego, niż ten, dla którego maszyna jest przeznaczona.Zamontuj przeciwwagę, aby zmniejszyć siłę potrzebną podniesienia zgiętego skrzydła. |
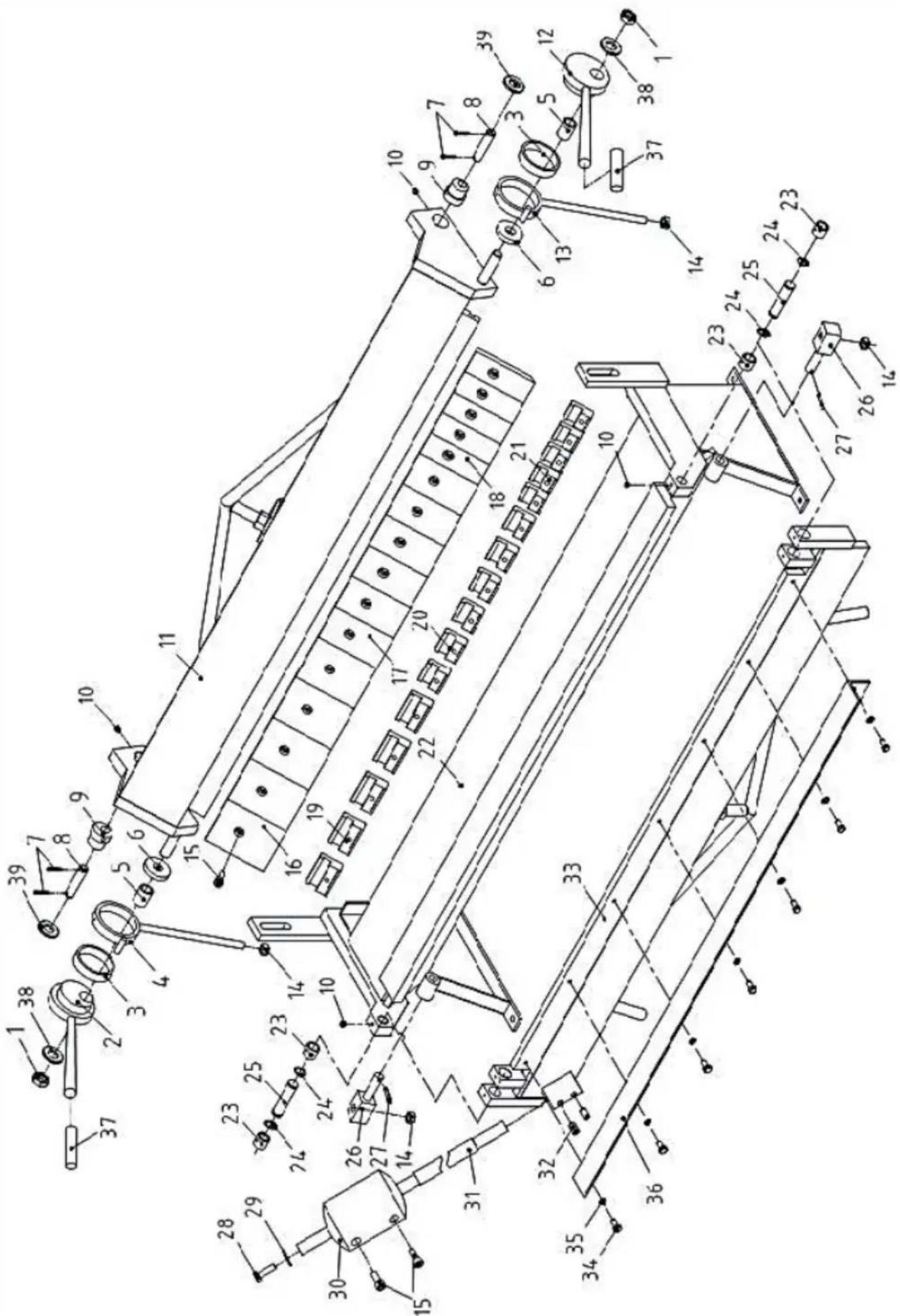
| Nr ref. | Opis | ILOŚĆ |
| 1 | Nakrętka M18 | 2 |
| 2 | Lewy uchwyt mimośrodowy | 1 |
| 3 | Duża pralka | 2 |
| 4 | Lewy korbowód | 1 |
| 5 | Pralka | 2 |
| 6 | Tuleja dystansowa | 2 |
| 7 | Kołek rozporowy φ4X25 | 4 |
| 8 | Szpilka φ16X70 | 2 |
| 9 | Wał mimośrodowy | 2 |
| 10 | Śruba ustalająca M8X8 | 4 |
| 11 | Górna rama matrycy | 1 |
| 12 | Uchwyt mimośrodowy prawy | 1 |
| 13 | Prawy korbowód | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Matryce hamulcowe 4" | 5 |
| 17 | Matryce hamulcowe 3" | 6 |
| 18 | Matryce hamulcowe 2" | 5 |
| 19 | Płytka zaciskowa 63mm | 5 |
| 20 | Płytka zaciskowa 45mm | 6 |
| Nr ref. | Opis | ILOŚĆ. |
| 21 | Płytka zaciskowa 34mm | 5 |
| 22 | Rama | 1 |
| 23 | Sprawa | 4 |
| 24 | Pierścień wału Φ18 | 4 |
| 25 | Wał | 2 |
| 26 | Wał | 2 |
| 27 | Kołek rozporowy φ5X25 | 2 |
| 28 | Śruba sześciokątna M10X35 | 1 |
| 29 | Uszczelka płaska Φ10 | 1 |
| 30 | Przeciwwaga | 1 |
| 31 | Pręt przeciwwagi | 1 |
| 32 | Śruba ustalająca M12X20 | 2 |
| 33 | Zginający się liść | 1 |
| 34 | Śruba sześciokątna M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Płyta kątowa graniczna | 1 |
| 37 | Uchwyt uchwytu | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
 | Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkow powinien uważnie przeczytać instrukcję obsługi. |
 | Ten produkt podlega postanowieniom Dyrektywy Europejs 2012/19/WE. Symbol przedstawiający przekreślony kosz r śmieci na kółkach oznacza, że produkt wymaga oddziel zbiórki odpadów w Unii Europejskiej. Dotyczy to produkt wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzu razem ze zwykłymi odpadami domowymi, ale należy je do punktu zbiórki w celu recyklingu urządzeń elektryczne elektronicznych. |
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA
STREETEASTWOOD
NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd. Suite 250, 9166 Anar Miejsce, Rancho Cucamonga, CA 91730
| UK | REP |
| Model. | Opis | Ilość |
| SZEROKOŚĆ 1,5 × 610Z | Przeciwwaga | 1 |
| SZER. 1,5 × 91 Z | Przeciwwaga | 1 |
| SZEROKOŚĆ 1,5 × 1220 Z | Przeciwwaga | 1 |
| SZER. 1,5 × 127 Z | Przeciwwaga | 1 |
| W1. 0 × 305A | - | - |
| W1. 0 × 610 A | - | - |





