
WM210V-L - Tour à métaux Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WM210V-L Vevor au format PDF.

| Type de produit | Tour à métaux |
| Marque | Vevor |
| Modèle | WM210V-L |
| Dimensions (L × l × H) | 1200 × 340 × 360 mm |
| Poids net | 79 kg |
| Poids brut | 90 kg |
| Alimentation | 110 V ~ 60 Hz ou 220-240 V ~ 50 Hz, monophasé, 750 W |
| Moteur | Moteur DC 83ZY005A, 750 W |
| Plage de vitesse de broche | 50 - 2500 tr/min (variable) |
| Balancement sur le banc | 210 mm |
| Balancement sur le chariot transversal | 110 mm |
| Distance entre pointes | 735 mm |
| Alésage de la broche | 38 mm |
| Cône de broche | MT3 |
| Cône de contre-pointe | MT2 |
| Course longitudinale (chariot) | 736 mm |
| Course transversale (glissière croix) | 75 mm |
| Course supérieure (glissière composée) | 55 mm |
| Filetages métriques | 14 pas : 0,3 à 3 mm |
| Filetages impériaux | 10 pas : 10 à 44 TPI |
| Accessoires inclus | Mandrin 3 mors, pointes MT3/MT2, clés, huileur, poulies |
| Sécurité | Bouton d'arrêt d'urgence, protection de l'outil, arbre de transmission |
| Entretien et nettoyage | Nettoyer les copeaux, lubrifier les glissières avec de l'huile 20W, graisser les engrenages |
| Pièces détachées / réparabilité | Pièces disponibles sur vevor.com/support |
FOIRE AUX QUESTIONS - WM210V-L Vevor
Questions des utilisateurs sur WM210V-L Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Tour à métaux au format PDF gratuitement ! Retrouvez votre notice WM210V-L - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WM210V-L de la marque Vevor.
MODE D'EMPLOI WM210V-L Vevor
Support technique et Certificat de garantie électronique www.vevor.com/support
TOUR INSTRUCTION MANUEL
MODÈLE : WM210V-L
nous continuer à être engagé à fournir toi tropls avec compétitif prix . "Sauvegarder "Half", "Half price" ou toute autre expression similaire utilisé par nous seulement représente un estimation des économies que vous pourriez réaliser en achetant certains outils chez nous par rapport aux principaux grandes marques et ne fait pas signifie nécessairement couvrir tout ca tegories de tropEst offert par nous. Toi sont S'il vous plaît rappelez-vous de vérifier attentivement lorsque vous êtes passer une commande chez nous si tu sont en fait je sauve half en comparaison avec les plus grandes marques.
VEVOR®
TOUGH TOOLS, HALF PRICE
TOUR
MODÈLE : WM210V-L
Avoir produit Des questions ? Besoin technique soutien? S'il vous plaît frais I gratuit à contact nous:
Support technique et Certificat de garantie électronique www . vevor . com / support
Ce est l'original instruction, veuillez lire tout manuel instructions avec précaution avant l'opération. VEVOR se réserve une intermédiaire de nos manuel d'utilisation. L'apparence du produit doit être soumis à le produit vous reçu. S'il vous plaît pardonnez nous que nous ne pas je vous informe à nouveau si il existe une technologie ou mises à jour sur notre produit.
MATTERSNEEDINGATTENTION
Le informations contenues dans ce manuel est prévu comme un guide à le fonctionnement de ces machines et ne constitue pas partie de l'contrat. Les données qu'il contient ont été obtenu à partir du machine fabricant et
depuis autre sources. nous aspirer à assurer le précision de ce information
et essayez de vérifier chaque élément et chaque donnée, mais nous peut pas garantie le l'exactitude complète des informations, qui signifie que l'équipement fourni peut différer dans les détails de la description instructions. En outre,
le développement de la machine peut signifier que la équipement four peut diffèrent en détail des descriptions ci-incluses. responsabilité donc appartient à l'utilisateur de s'assurer que l'équipement ou processus dé est adapté à l'usage destiné.
ASSURANCE QUALITÉ
nous le ferons nous mettons tout en œuvre pour assurer la qualité d'produits, et nous
Nous promettons aux consommateurs que nous garantissons nos produits pendant un an, à l'exception des dommages causés à la machine par une mauvaise utilisation des clients et les accidents qui résultent, ou par une usure anormale et des dommages causés par I de entretien.
Afin de remplir l'engagement de garantie, le produit ou la pièce avec qualité des problèmes, s'il vous plaît retournez-nous pour vérification, port payé. Marchandises envoyé le dos devrait être accompagné par une note de la date de achat et un
explication écrite de la qualité du produit. Après notre inspection et confirmation, nous le ferons réparer ou remplacer leurs produits, ou rembourser le paiement ; Si nous ne parvenons pas à fournir réparat
MATTERSNEEDINGATTENTION
remplacement en temps opportun manière, nous allons ours les frais découlant de la réparation ou du remplacement de la produits; Si le les dégâts sont non pas à cause de la qualité du produit, mais exigible à le utilisateur fonctionnement incorrect ou pour d'autres raisons, le coût sera être porté par le client.
notre entreprise réserves le droite à faire changements à ce spécifica et les spécifications du produit. Nous ferons des efforts continus pour améliorer la
qualité de nos produits.
Tout droits réservés. La reproduction ou la reproduction est pas autorisé sans autorisation.
AVERTISSEMENT DE SÉCURITÉ
| symbole | symbole Description |
 | avertissement - À réduire le risque de blessure, utilisateur à lire absolument mode d' emploi avec précaution . |
 | Ce symbole, placé avant une sécurité commentaire, indique un ge précaution, avertissement ou danger. J'ignore cet avertissement peut conduire à un accident. Pour réduire la risque de blessure, ou électrocution, S'il vous plaîtsuivez toujours le recommandation affichée ci-dessous. |
 | Danger!Risque de dommages personnels blessures ou dommages environnementaux ! Risque de électrique choc! Risque de dommages personnels blessure par électrique choc! |
 | Courant alternatif |
 | Attention au serrage |
 | avertissement- Assurez-vous de porter des protections auditives lorsque en utilisant ceci produit. |
 | avertissement- Assurez-vous de porter des lunettes protecteurs lorsc en utilisant ceci produit. |
 | Faire pas mets tes mains dans la protection de sécurité lorsque machine fonctionne |
 | Entrée interdite automatique machines en opération Autorisé personnel seulement |
 | Faire ne pas remplir d'huile pendant opération |
 | Faire ne pas tourner pendant réparation |
 | Fonctionnement sans fatigue |
 | L'opération est Non appels téléphoniques |
 | Élimination information:Ce produit est soumis à la fourniture de services européens Direc 2012/ 19/ CE . Le symbole montrant un rouler sur des roulettes poubelle croisé à travers indique que le le produit nécessite une séparation collecte des ordures dans le européen syndicat. Ceci s'applique à la produit et tout accessoires marqué de ce symbole. produits marqués comme tel peut pas être jeté avec déchets ménagers normaux , mais doit être pris à un collection point de recyclage de l'électricité et électronique appareils |

AVERTISSEMENT: Lisez tous les avertissements de sécurité, instructions, illustrations et spécifications fournies avec cette machine. Défaut de suivre tout instructions Ci-dessous peut résulter en cas de choc électrique, d'incendie et/ou sérieux blessure.
sauvegarder tous avertissements et instructions pour avenir référence.
- La machine aussi, je devrais être utilisé par expérimenté personne tu sont ne connaissant pas le processus de fonctionnement de la machine, pas utiliser le
machine-outil à volonté. utilisez les instructions avant en fonctionnem
- Avant de démarrer la machine, le couvercle de sécurité doit être da bonne position. position.
- Avant de démarrer l'outil de la machine, veuillez vérifier si l'outil repos clé et mandrin sont supprimé.
- Empêchez la machine de démarrer accidentellement. Coupez l'alimentation du moteur. avant de serrer la pièce ou trop I.
- Ne pas forcer couper . coupe selon à le ensemble coupe vitesse coupe profondeur et vitesse d'avance.
- utilisation le droite aussi . utiliser le correct moi aussi ou pièce à pour usinage .
- Gardez l'outil bien aiguisé et propre pour assurer un fonctionnement normal. et fonctionnement sûr. Lubrifier et Remplacez régulièrement les accessoires.
- Avant de régler ou de réparer la machine, soyez bien sûr à déconnecter le alimentation électrique.
- Veuillez vérifier les performances de sécurité de la machine avant commencer il.
vérifier les performances de tous en mouvement parties. Tout les pièces doivent être installé correctement. Les pièces endommagées doivent être réparé promptement.
- lorsque la machine est en cours d'exécution, l'opérateur doit pas pars.
- Gardez le lieu de travail propre, un environnement de travail sale facile à diriger aux accidents.
- Faire pas utiliser la machine de manière dangereuse environnement. Ne pas travailler dans des endroits humides. Assurer que électrique composants sont protégés de l'humidité. bien Éclairage.
- Il est interdit aux enfants d'entrer sur le chantier, et personnel n exploitantJe devrais maintenir une distance de sécurité avec la zo de travail.
- Pour garder les enfants hors de la zone de travail. La porte do Verrouillé quand Je quitte l'atelier.
- Habillez-vous de manière appropriée. Ne portez pas de vêtements amples, de gants, de cravates, anneaux,
bracelets, bijoux, etc. Pour plus de sécurité, Pour l'amour de de sécurité, résistant chaussures antidérapantes. Si tu avoir Cheveux longs, veuillez porter un travail h à.
- porter protecteur lunettes quand en fonctionnement.
- faites attention à l'endroit où vous vous tenez et gardez votre éc à tout fois.
-
Faire pas placez votre mains près du mouvement pièces de la machine.
-
Faire pas effectuer des opérations de réglage pendant que la ma est en cours d'exécution.
- Lisez et comprenez tous les signes avant-coureurs publié sur le machine.
- Ce manuel est uniquement destiné à familiariser les clients avec fonctionnement de la machine et ce n'est pas une formation man
- Veuillez respecter ces avertissements ou vous risquez de vous blé gravement. peut résultat.
- Le la machine va produire des produits chimiques nocifs au trava poussière, sciage, meulage et perçage produits par meulage. Pour réduire la nuire de ces produits chimiques, veuillez travailler dans endroit bien aéré place et usure
dispositifs de sécurité. tels que masques à filtres à particules.
PARAMÈTRE TECHNIQUE
| Taper nombre | WM 210V-L |
| capacités | |
| balançoire sur Lit | 210 mm |
| balancer au-dessus croix côté | 110 mm |
| Distance Entre centres | 735 mm |
| Largeur de Lit | 100 mm |
| Tête de poupée | |
| Trou à travers fuseau | 38 mm |
| Cône dans la broche Nez | MT 3 |
| Nombre de vitesses de broche | Variable |
| Plage de vitesses de broche | 50-2500 tr/min |
| Alimentation et Enfilage | |
| Nombre de métriques Fils | 14 |
| Gamme de Métrique Fils | 0,3 à 3 mm |
| Nombre de 1 mperial Fils | 10 |
| Gamme de 1 mperial Fils | 10~44T.PI |
| Gamme de Longitudinal Alimentation | 0,1 à 0,20 mm |
| composé et transport | |
| Tropl Type de poste | 4 |
| Trajet maximal des composés | 55 mm |
| Croix maximale glisser Voyage | 75 mm |
| Capacité de transport maximale Voyager | 736 mm |
| poupée mobile | |
| Course de la broche de stock Tail | 60 mm |
| Cône en stock Tail fuseau | MT 2 |
| Divers | |
| Principal Moteur | 110 V ~ 60 Hz / 220-240 V - Hz , 1 Ph /750W, |
| Longueur, largeur et Hauteur | 1200×340×360 ( mm ) |
| Poids du produit | Poids net : 79 kg ; Poids 90 kg |
| Taille du paquet | 1230*460*450 mm |
Les informations générales données dans cette spécification est pas obligatoire.
standard accessoires
Accessoires dans la boîte à outils (Fig. 1) Fig.
1 Point mort MT5
1 Point mort MT2
3 Outils Poste clé
1 huile Pistolet
1 croix tournevis
1 Tournevis Fiat
1 Trois Mâchoire mandrin
5 hexagones douille clés
3 Double Fin Clés à tête
8 Ensemble de poulies (30T, 33T, 35T, 50T, 52T, 40T, 60T, 66T)
spécial accessoires ( Accessoires que exiger supplémentaire paiement )
| Quatre mandrin à mâchoires et dos assiette (plaque de connexion)Salut repos | cadrecentralDisquue |
arrière
Disque disjoint
Je me repose aussi protection couverture
Vis de protection couverture
En tournant aussi
Mandrin de perçage et connexion tige
- Finition retirer la caisse en bois autour de la tour
- Vérifiez tous les accessoires de la machine selon au emballage Liste.
- Déballez le lathe de la caisse d'expédition bas.
- Choisissez un emplacement pour le tour qui est haquet, a bien Combats légers et a assez de place pour pouvoir service le lathée sur tout quatre côtés.
- avec un équipement de levage adéquat, lentement soulever le tour l'expédition caisse bas. Faire pas Ascenseur par broche. Assurez-vous que lathe est équilibré avant se déplacer vers le robuste ban support.
- Pour éviter de tordre le lit, le lathe Localisation doit être absolume et Je niveau. Fixez le tour au support (si utilisé). 1f en utilisant un travers boll pour le meilleur performance.
- nettoyez tout surfaces protégées contre la rouille à l'aide un mild commercial alors Ivent,
kérosène ou carburant diesel. Faire pas utiliser du diluant à peinture l'essence ou Laque
plus mince. Ceux-ci endommageront les surfaces peintes. Couvrez toutes les surfaces nettoyées avec un film léger de 20w huile pour machine. - Retirez le couvercle de l'engrenage final. Nettoyez tous les composants de la fin engrenage assembler et revêtir tous les engrenages avec des matériaux lourds, non-souple graisse.
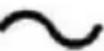
FOUNDATIONDRAWING
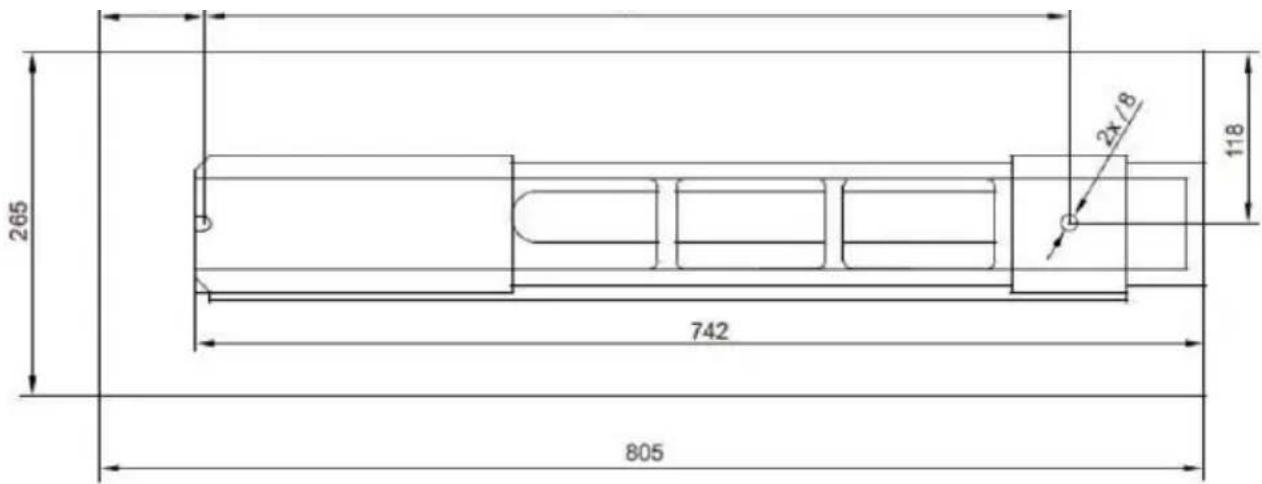
Figure. 2
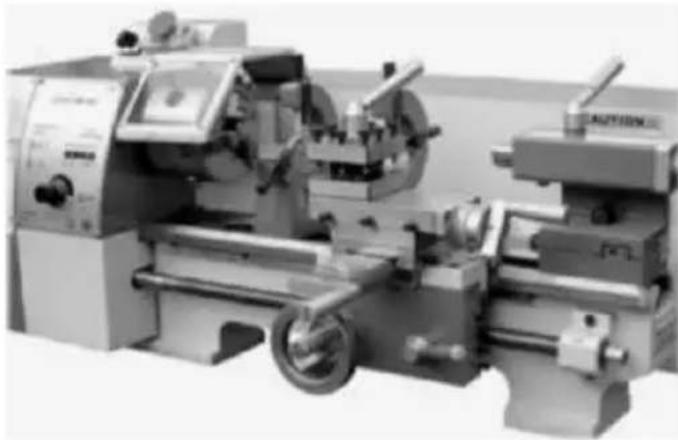
General Description
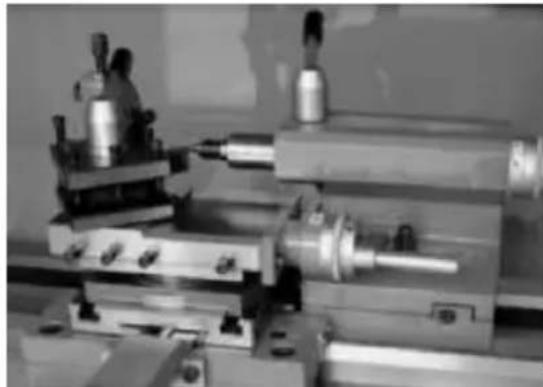
Tour Lit (Fig. 3)
Le Le lit est fabriqué en fer de haute qualité. Par combinant haut avec côtes croisées fortes, un lit de Faible vibration et rigidité est pr II
intègre la poupée et entraîne l'unité, pour fixer le chariot et Vis à deux V rectifié avec précision - latéralement, renforcé par chaleur le durcissement et le meulage sont le guide précis pour le chariot et queue stock. Le principal le moteur est monté sur le arrière de la C le ft de la lit.

Tête de poupée (Fig. 4)
Le La poupée est moulée à partir de fonte de haute qualité à faible vibration. est boulonné au lit avec quatre vis. Le La tête abrite la br principale avec deux roulements à rouleaux coniques de précision et conduire unité.
Le la broche principale transmet le couple pendant le tournage processus. Il contient également les pièces et les dispositifs de serrage (par exemple, mandrin à 3 mors).

Le chariot est fabriqué à partir de fonte de haute qualité fer. Le glis les pièces sont
sol lisse. Ils ajustent le V sur le lit sans jeu. Le plus bas glissement pièces peuvent être facilement et simplement ajusté. Le coulisseau transversal est monté sur le transport et se déplace sur un côté en d'aronde.Play dans la croix glisser peut être ajusté avec les cales.
Déplacez le côté transversal avec sa commodité positionné
Volantl. Il y a un collier gradué sur le Volantl.
UN quatre voies aussiJe poste est monté sur le côté supérieur et peut quatre outils à être
serré. Desserrez la poignée de serrage centrale pour faire pivoter l'un quatre outils dans position.

Le tablier est monté sur le lit. Il abrite le moitié noix avec un levier d'engagement pour activer l'alimentation automatique. Les demi-écrous peuvent être ajusté de l'extérieur.
Un support, monté sur le lit, et un pignon exploité par Volant à mai le le chariot permet un déplacement rapide du tablier.
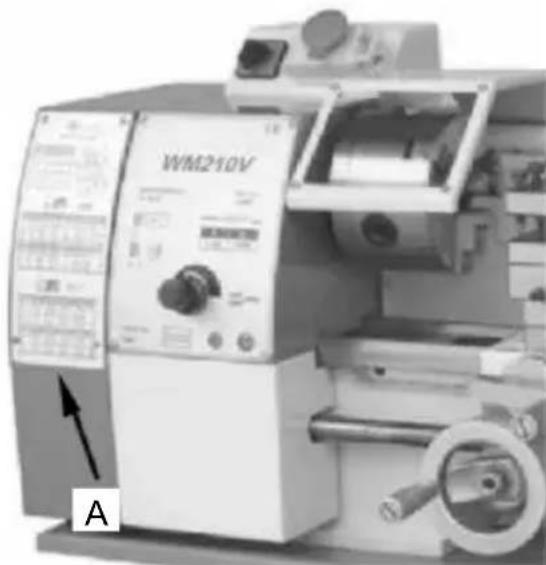
Le Vis à tête (A, La Fig.7) est monté à l'avant du machine lit. Il est connecté à la boîte de vitesses à gauche pour une alimentation automatique et est soutenu par portant sur les deux extrémités. L'écro hexagonal (B, Fig.7) sur le extrémité droite est conçu à prendre joue le Je annonce vis.

La queue glisse sur un chemin en V et peut être serré à n'importe Emplacement. Le le stock de queue a un broche robuste avec un C Morse Non. 2 douille et un échelle graduée. La broche peut être ser n'importe lequel Localisation avec un
levier de serrage. La broche est déplacé avec un volant à main à la contre-pointe.
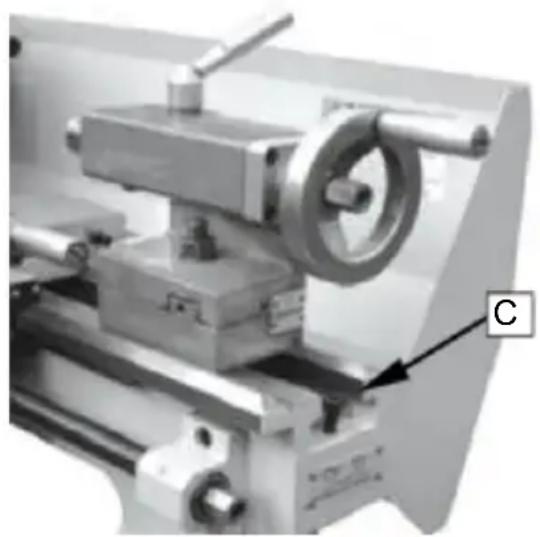
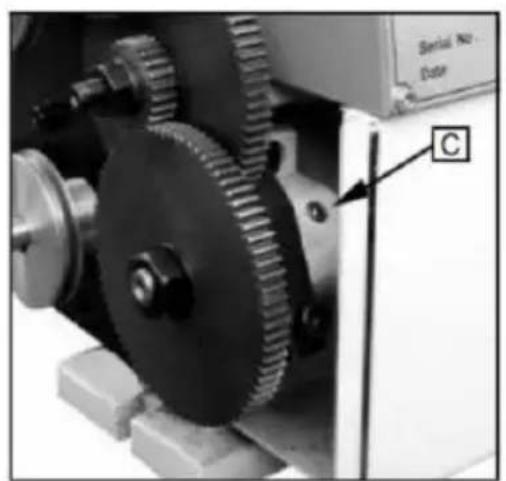
Monter la vis de fixation (C, Fig. 8) à la fin de la lathée dans comprévenir la contre-pointe de tomber du tour lit.
operating equipment
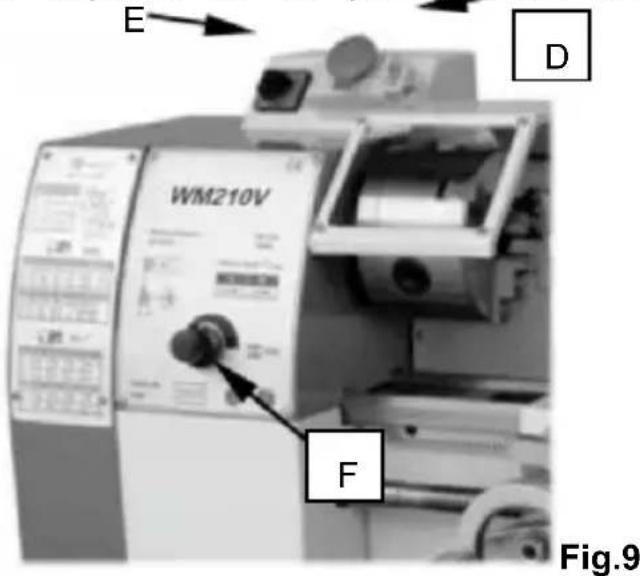
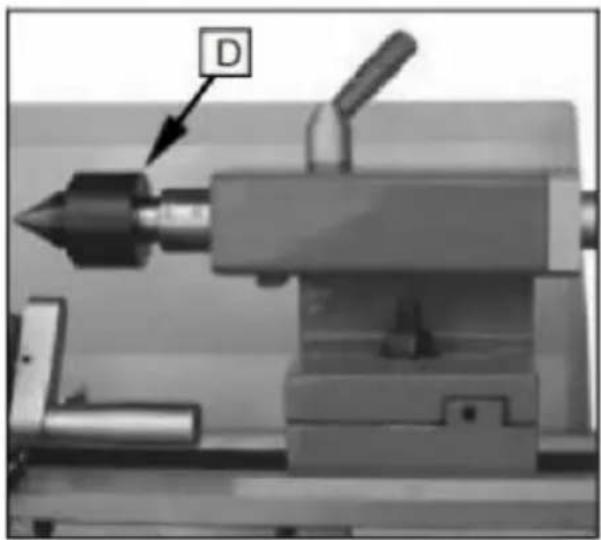
1. Urgence Bouton : Interrupteur ON/OFF (D, Fig. 9)
Le la machine est allumée et éteinte avec ON/OFF bouton. Appuyez pour arrêter tout fonctions de la machine. Pour redémarrer, soulevez l couvercle et presse SUR bouton.
2. changer - terminé Interrupteur (E, Fig. 9)
Une fois la machine allumée, tournez l'interrupteur sur la position « F » pendant broche dans le sens inverse des aiguilles d'une montre rotation (vers l'avant). Tournez l'interrupteur sur "R"
position pour broche dans le sens horaire rotation (inverse) La positio « O » est OFF et le fuseau reste inactif.
3. variable vitesse contrôle interrupteur (F, Fig . 9)
Tournez l'interrupteur dans le sens des aiguilles d'une montre pour augmenter la vitesse de la broche. le changer dans le sens inverse aiguilles d'une montre pour diminuer la vitesse de la broche. vitesse possible la portée dépend de la position du lecteur sois.
4. Serrure de transport
Tournez la vis à six pans creux (A, Figue. 10) dans le sens des ai d'une montre et serrer à Je verrouille. Tourner
dans le sens inverse des aiguilles d'une montre et desserré pour déverrouiller.
Attention : la vis de blocage du chariot doit être ONU Verrouillé avant de s'engager alimentations automatiques ou dommages à la machine peut se produire.

Tournez le volant dans le sens des aiguilles d'une montre pour dépla tablier Assemblée vers le queue stock (à droite). Faites tourner le vo dans le sens inverse des aiguilles d'une montre pour déplacer le tabl assemblage pour éloigner la poupée (gauche).
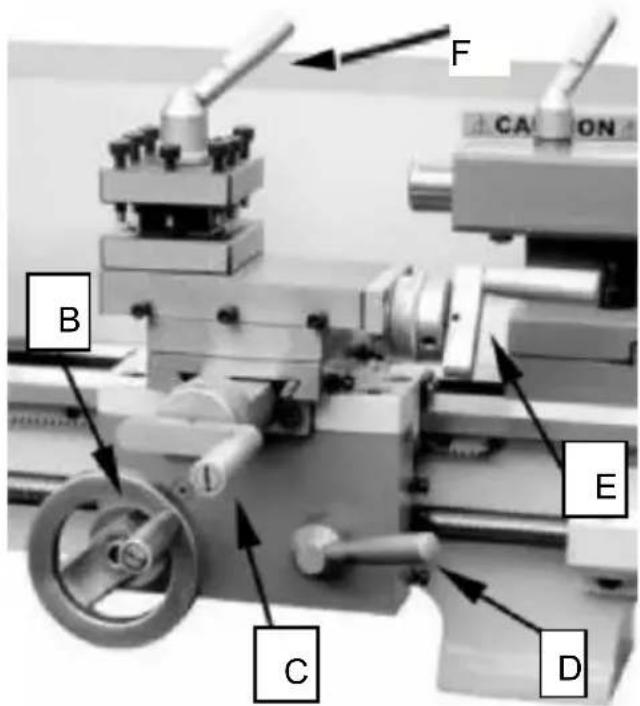
6. croix Traverser Levier (c, Fig. 11)
Dans le sens inverse la rotation déplace le curseur transversal vers l'arrière du e machine.
7. Demi-écrou S'engager Levier (D, Fig. 11)
Déplacez le levier vers le bas pour engager. Déplacer le lever jusqu débrayer.
8. composé Repos Traverser Levier (E, Fig. 11)
Tournez dans le sens des aiguilles d'une montre ou dans le sens in des aiguilles d'une montre pour déplacer ou position.
9. Outil poste serrage Levier (F, Fig. 11)
Tournez dans le sens inverse des aiguilles d'une montre pour desseri et dans le sens des aiguilles d'une montre pour serrer. Faites pivoter aussije poste quand le Je lev est déverrouillé.
Tournez l'écrou hexagonal dans le sens des aiguilles d'une montre pc suis et dans le sens inverse des aiguilles d'une montre à déverrouille
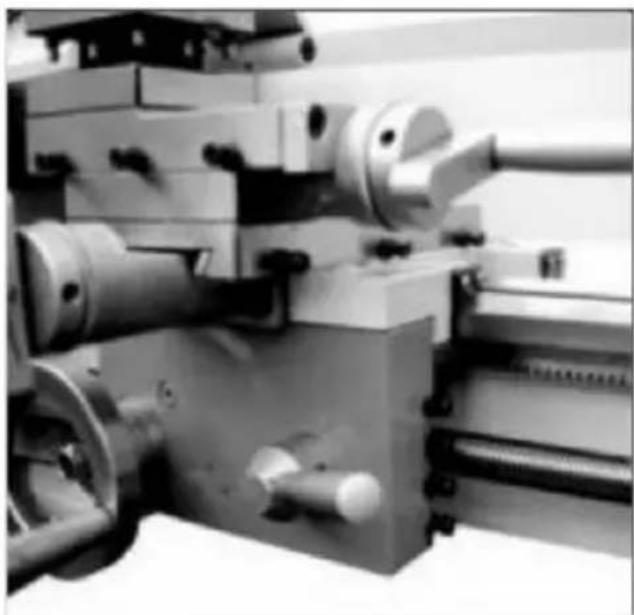
11. Queue action Penne serrage Levier (H, Fig. 12)
Tournez le levier dans le sens des aiguilles d'une montre pour verrouiller la broche et dans le sens inverse des aiguilles d'une mont à déverrouiller il.
12. Traversée de la queue de la contre-pointe Volant à main (I, I 12)
Tournez dans le sens des aiguilles d'une montre pour faire avancer l'plume. Tournez le compteur dans le sens des aiguilles d'une montre rétracter le quill.
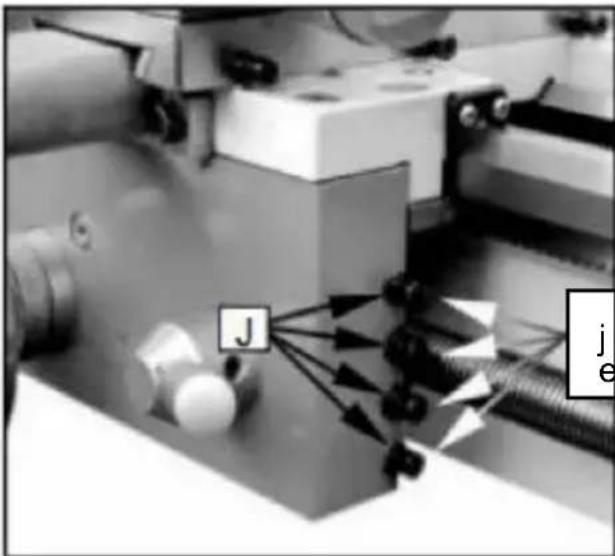
13. Queue action compenser Réglage (J, Fig. 12)
Trois vis de réglage situées sur la base de la queue sont utilisées décaler la queue crosse pour couper les cônes. Desserrez la vis de blocage sur la contre-pointe fin. Desserrez-en un vis de réglage latéra tout en serrant l'autre jusqu'à ce que le montant de décalage est indiqué sur l'échelle. Serrez le verrou vis.
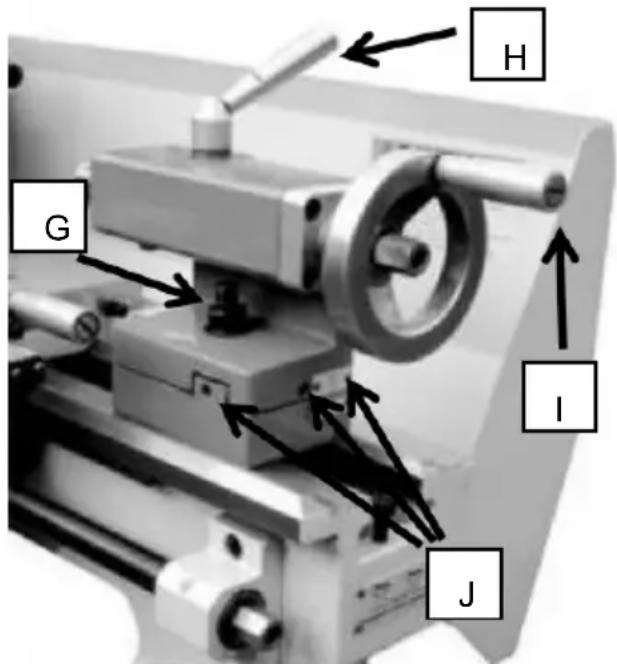
Fig . 1
OPERATION
Remplacement de mandrin
Le tête de broche le dispositif de maintien est cylindrique. Desserrez trois vis de réglage et noix (A, Figue. 13 seulement deux sont représentés) sur le Je suis le mandrin bride à retirer le mandrin. pos le nouveau mandrin et fixer il en utilisant le même ensemble vis et noisettes.
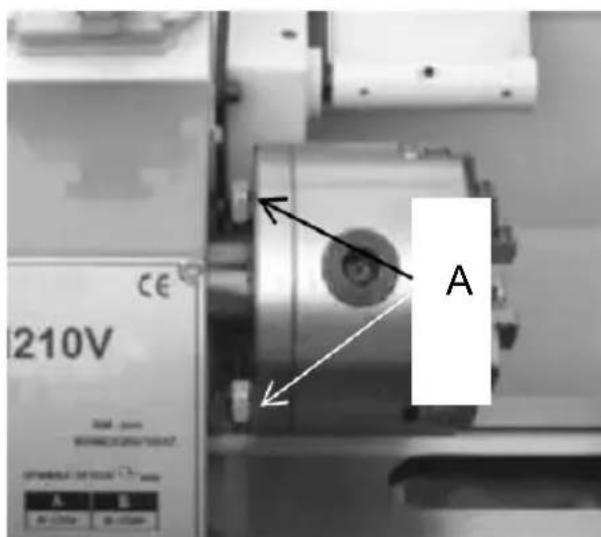
Fig. 1:
ENSEMBLE D'OUTILS EN HAUT
Introduisez l'outil de tournage dans le moi aussi titulaire.
L'outil doit être serré fermement. Lors du tournage, l'outil a une tenda se plier sous l'effet de la force de coupe générée lors de la formatie copeau.
Pour de meilleurs résultats, le surplomb doit également être être gardé à un minimum de 3/8" ou Sans.
L'angle de coupe est correct lorsque le tranchant est en ligne avec l'centre l'axe de la pièce. Le bon la hauteur de l' outil peut être atte en comparant le point de l'outil avec le point du centre monté dans queue
action. Si nécessaire, utilisez des cales d'espacement en acier sous l'outil pour obtenir le hauteur requise. (Figure. 14)
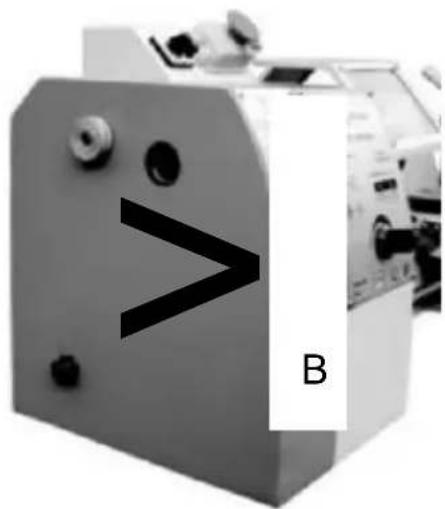
- dévisser les deux vis de fixation (B, Fig.15) et retirez le housse de protection.
- Réglez le V-belt (C, Fig.16) à la position correspondante.
- Serrez la poulie de tension et fixez la noix encore.
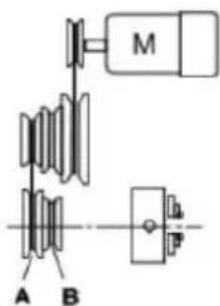
sP1NDLE sPEED /min
| A | B |
| 50.1250 | 100.2500 |
Déplacement du tablier, déplacement transversal et coulisse supérieure volant à mainJe peux être opéré pour Alimentation longitudinale ou croisée. (Fig. 17)
Tournage longitudinal avec Auto.Fe ed
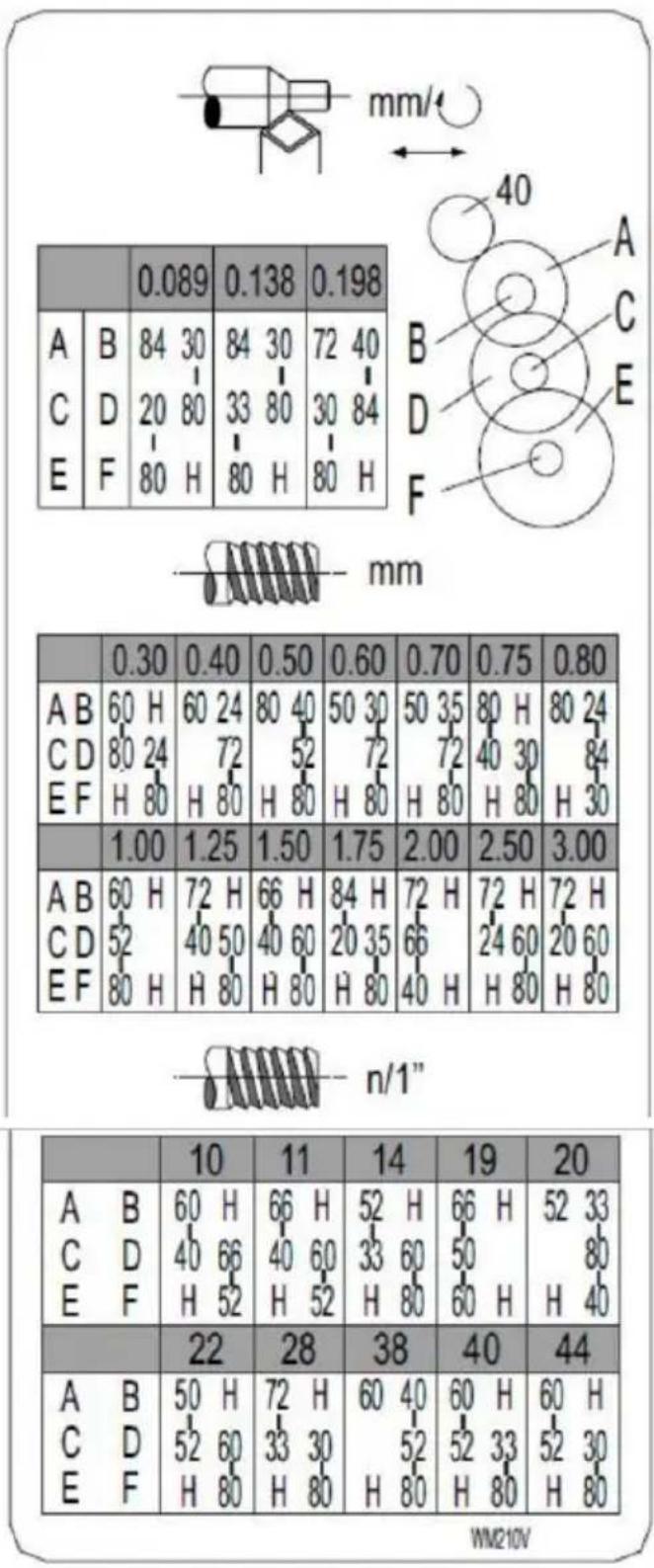
utiliser le tableau (A, Fig.18 ) sur le tour pour sélectionner la vitesse d'avance ou
le pas du filetage. Ajustez le changement de vitesse si l'avance ou de filetage requis ne peut pas être obtenu avec le installé ensemble d'engrenages.
- Débranchez la machine de la source d'alimentation.
- dévissez les deux vis de fixation et retirez le couvercle de protect
- Desserrer la vis de blocage (B, Fig.19) sur le quadrant.
-
balancer le quadrant (C, Figue. 19) à le droite.
-
dévisser l'écrou (D, Fig.29) de la vis mère ou de la noix (E, Fig des boulons du quadrant afin de retirer le changement engrenages l'avant.
-
Installer les accouplements d'engrenages en fonction du filetage et tableau d'alimentation (Fig.20) et revissez les roues dentées sur le quadrant.
-
Faites pivoter le quadrant vers la gauche jusqu'à ce que la roue avoir engagé encore.
-
Réajustez le jeu de l'engrenage en insérant un normal elle et de papier comme un aide au réglage ou à l'écartement entre les roue dentées.
-
Immobiliser le quadrant avec la vis de verrouillage.
-
Installer le capot de protection de la tête de fourche et reconnect le machine à l'alimentation électrique.
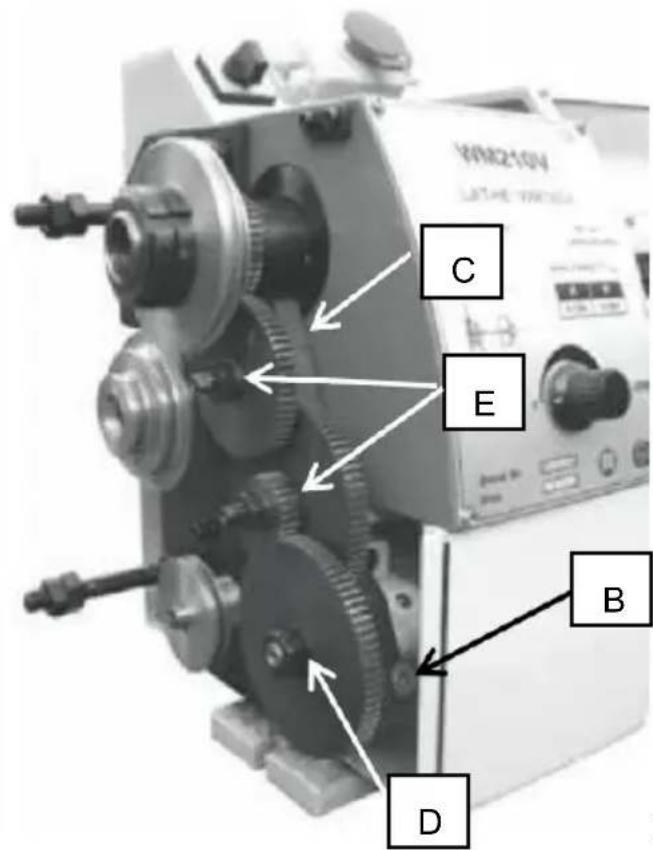
Fig. 19
plaque de pas (Fig. 20)
FILETAGE ET TABLED'ALIMENTATION
other
| | A | B | C | D | E | | ------ | --- | --- | --- | --- | --- | | A | 60 | H | 80 | 24 | 80 | | B | 72 | H | 80 | 24 | 80 | | C | 66 | H | 80 | 24 | 80 | | D | 60 | H | 80 | 24 | 80 | | E | 52 | H | 80 | 24 | 80 | | mm | | | | | | | A | 60 | H | 80 | 24 | 80 | | B | 72 | H | 80 | 24 | 80 | | C | 66 | H | 80 | 24 | 80 | | D | 60 | H | 80 | - | - | | E | 52 | H | 80 | - | - | | mm | | | | | | | A | 60 | H | 80 | - | - | | B | 72 | H | 80 | - | - | | C | 66 | H | 80 | - | - | | D | 60 | H | 80 | - | - | | E | 52 | H | 80 | - | - | | mm | | | | | | | A | 60 | H | 80 | - | - | | B | 72 | H | 80-19| - | - | | C | 66 | H | - | - | - | | D | 60 | H | - | - | - | | E | 52-19| - | - | - | - | | mm | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | mm | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | mm | | | | | | n/1"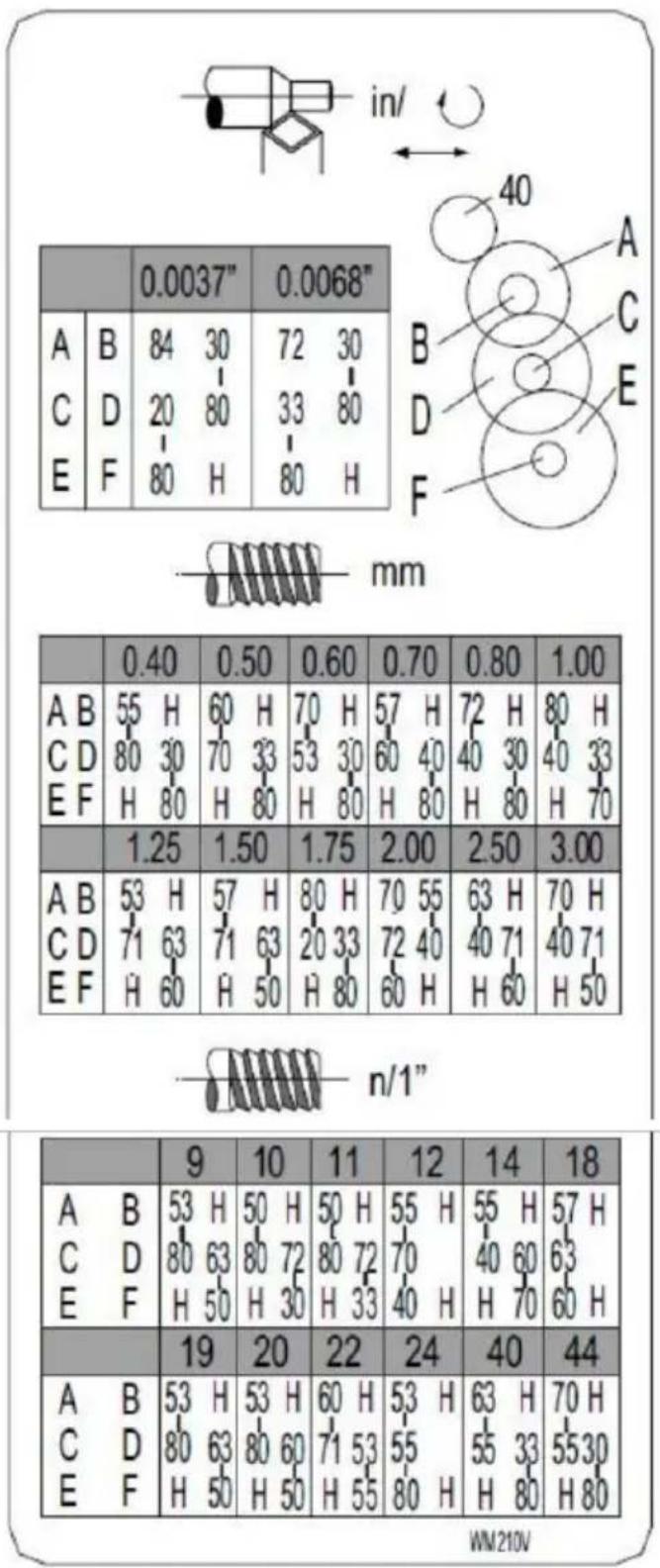
Figure . 20
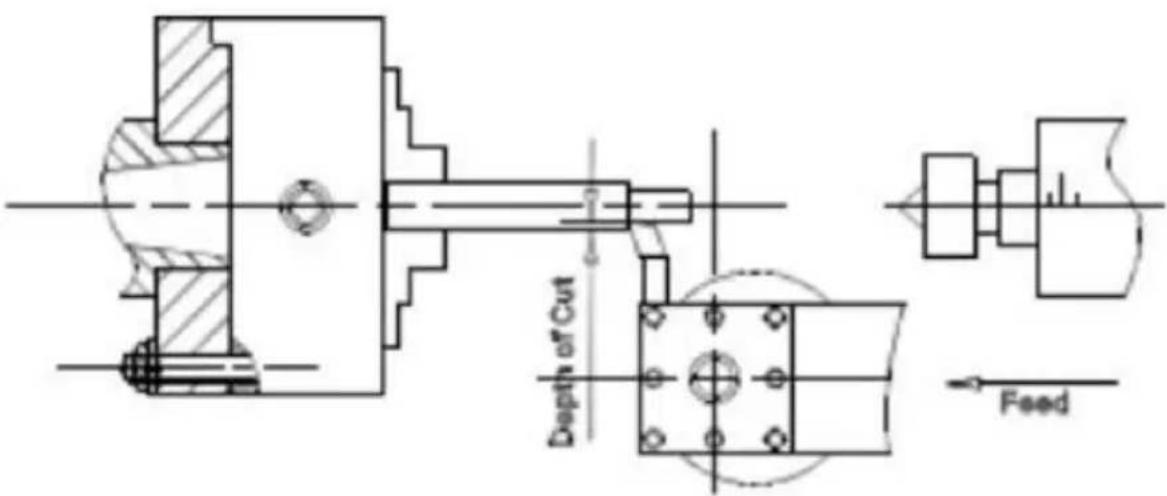
cylindrique Tournage ( Fig . 21)
Dans l'opération de tournage droit, l'outil avance parallèlement à l'outil. hache est de
rotation de la pièce . L'avance peut soit manuellement en tournant le volant sur la selle du tour ou sur le côté supérieur, ou par activatio avance automatique. L'avance transversale pour la profondeur de coupe est obtenue en utilisant le glissière transversale.
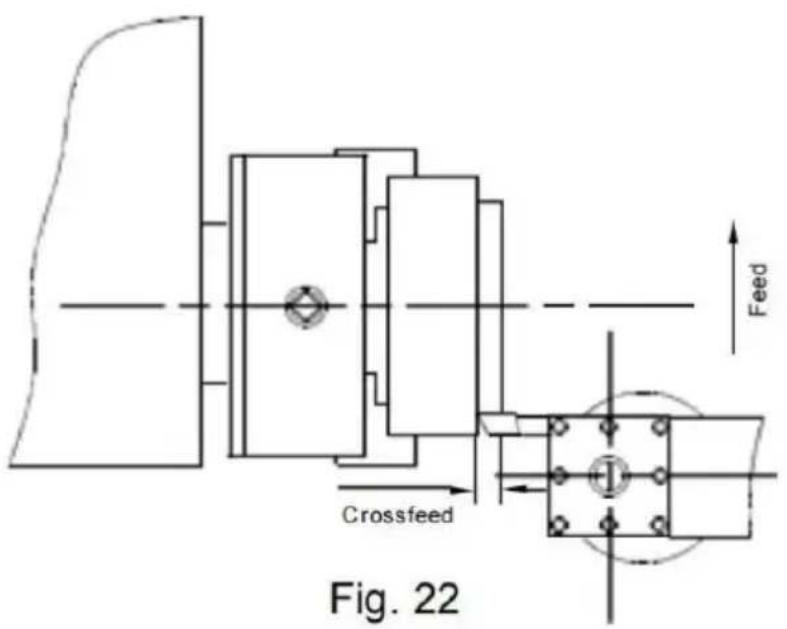
Dans l'opération de dressage, l'outil avance perpendiculairement à l'axe de rotation de la pièce. L'alimentation est fait Manuellement avec le coulisseau croisé main
roue. L'avance transversale pour la profondeur de coupe est réalisée avec le haut glisser ou lathée
selle.
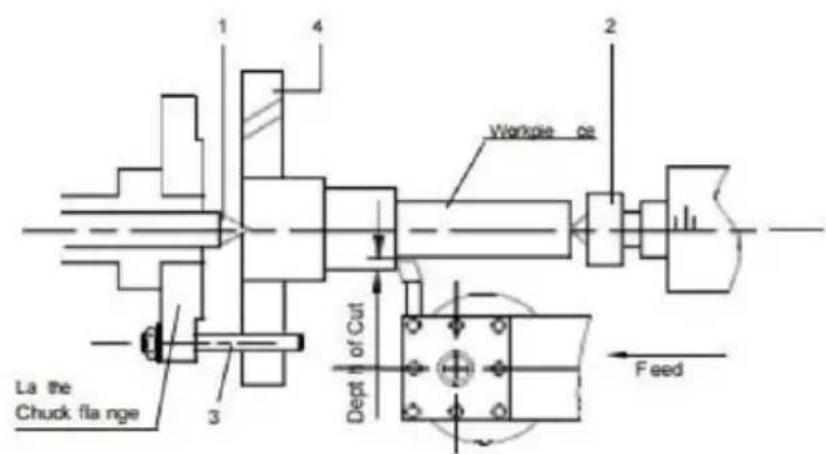
Tournage : arbre mince ( Fig. 23 )
Pour tourner entre les centres, il il est nécessaire de supprimer le mandrin depuis le broche. Ajuster le centre MT 3 dans la broche ne MT 2 centre dans la contre-pointe. Montez la pièce équipée du chien d'entraînement entre les centres. Le conducteur est conduit par un attraper ou visage assiette.
Remarque : Always utilisez une petite quantité de graisse sur la queue action centre pour éviter que la pointe centrale ne soit t mangée.
Tournage conique à l'aide de la contre-pointe Nff-Ret
Ajuster l'écart entre le centre de la contre-pointe et le centre de la broche pour terminer le tournage du cône. L'angle dépend de la longueur de la pièce.
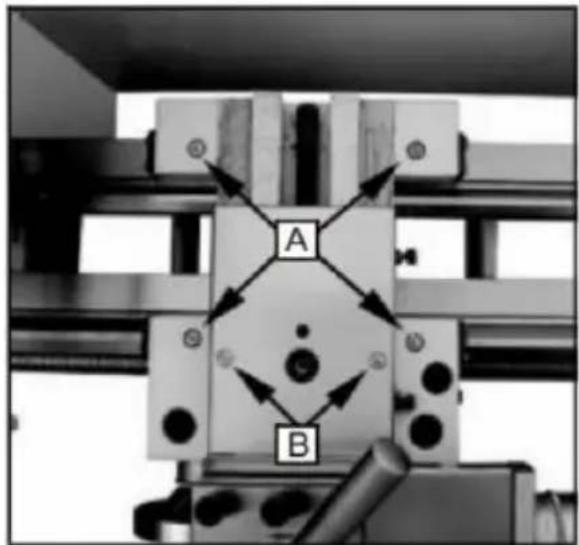
Pour compenser la contre-pointe, desserrez Vis de blocage (UN, (Fig. dévisser la vis de réglage (B, Fig.24) à droite fin de la contre-pointe Desserrez le vis de réglage avant (C, Fig.24) et prendre en haut le montant par
serrage de la vis de réglage arrière (D, Fig.24) jusqu'à ce que le vo cône a Le réglage transversal souhaité peut être lu sur l'échelle. (Fig.24). Resserrez d'abord la vis de réglage (B, (Fig. 24) et alors le devant et arrière) vis de réglage pour bloquer la contre-pointe dans
position. Resserrez le Vis de blocage (A, Fig.24) de la contre-pointe pièce doit être j'ai eu
entre les centres et conduit par un visage plaque et conducteur chier
Après le tournage conique, la contre-pointe doit être renvoyé à son é d'origine position selon la position zéro sur l'échelle de la contre-point (E, (Fig. 24)
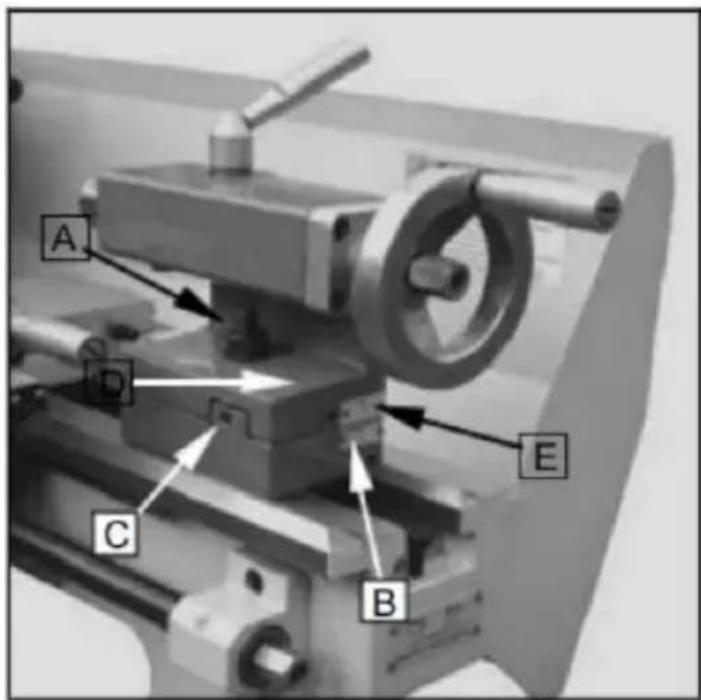
Fig. 24
Coupe de filetage
régler la machine au pas de filetage souhaité (selon à le tableau de filetage, Fig.20). début le machine et s'engager le moitié noix. qu l'outil atteint la pièce, il coupera le passage de filetage initial. lorsque atteint la fin de la coupe, arrêtez la machine en tournant le moteur désactivé et à la
en même temps, retirez l'outil de la pièce pour que il efface le fil d discussion. Faire pas dévisser le demi-écrou lever. Inverser le direction du moteur vers autoriser le
outil de coupe pour revenir au point de départ. Répétez ces mesures jusqu'à ce que toi ont obtenu le résultat souhaité résultats.
REMARQUES
Exemple : filetage mâle
- Le diamètre de la pièce doit avoir été tourné vers le diamètre de fil désiré.
- La pièce nécessite un chanfrein à le début du fil et
une contre-dépouille au niveau du fil courir dehors.
- La vitesse doit être comme Je suis faible comme possible. Le changement engrenages doit avoir a été installé selon les requis pas.
- 😊M, fil coupe moi aussi doit être Exactement le échantillon forme comme le fil de discussion, doit être absolument rectangulaire et serré de manière à ce que il coïncide exactement avec l' entrée du virage.
- 😊M, fil est produit dans divers coupe mesures donc que le couper moi aussi doit être complètement retiré du fil (avec le cro (glisser) à la fin de chaque coupe étape.
- L'outil est retiré avec le Je dirige vis noix engagé par inversion I commutateur de changement.
😊💡💡☐☐↓♦M, le machine et nourrir le fil coupe moi aussi dans Je suis faible couper profondeurs en utilisant le glissement transversal Avant chaque passage, placez le haut glisser
environ 0,2 à 0,3 mm à gauche et droite alternateIY dans comm à couper le fil. De cette façon, le fil de coupe est coupé unique sur un fil flanqué à chaque passage. continuer à couper le fil justice que Toi ont presque atteint la profondeur maximale de la lect
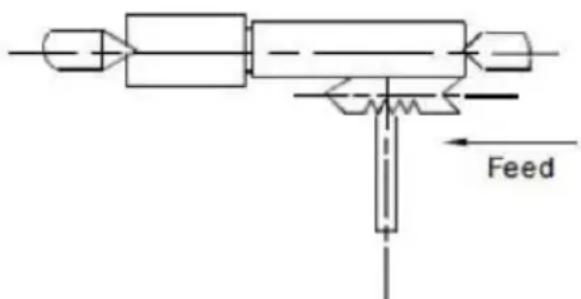
Fig. 25
Trois Mâchoire universel Tour mandrin
en utilisant ce mandrin universel rond et triangulaire carré hexagonel octogonel et douze stocks angulaires peuvent être serré. (Fig.26)
Remarque : les nouveaux lathes ont un ajustement très serré mâchoir. Ceci est nécessaire à assurer serrage précis et longue durée de vie - avec ouverture répétée et fermer le la mâchoire s'ajuste automatiquement et son fonctionnement devient progressivement plus lisse.
Note:
Pour le mandrin à 3 mors d'origine qui était monté sur le tour, l'usin monté le mandrin de la meilleure façon pour garantir le tenir précision avec deux "0" marque (A) La Fig.26 est montrée sur le mandrin de mandrin.
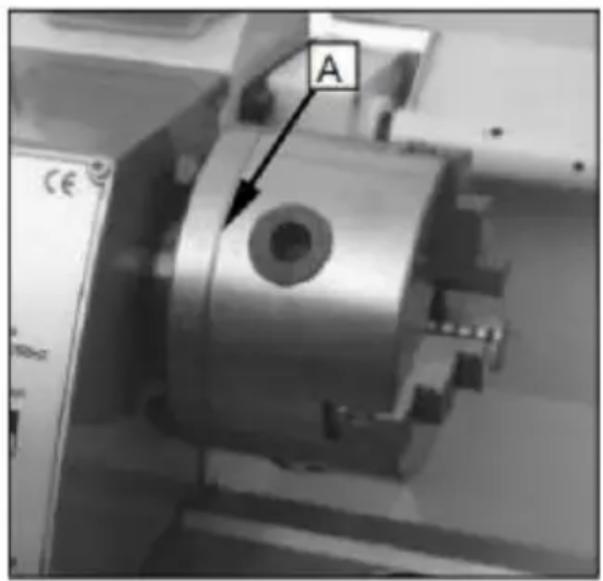
Fig. 26
Il existe deux types de mâchoires: Mâchoires internes et externes. S'il vous plaît notez que le nombre de les mâchoires correspondent au numéro à l'intérieur du mandrins rainure. Faire ne les mélangez pas
Lathe Accessories
ensemble. lorsque vous allez les monter, s'il vous plaît monter eux de l'ordre croissant 0, 1, 3 quand tu vas à prends le m dehors être
sors les par ordre décroissant 3,1,0 un par un- Après avoir terminé procédure, faites pivoter le mâchoires au plus petit diamètre et vérifiez que
les trois les mâchoires sont bien ajustées.
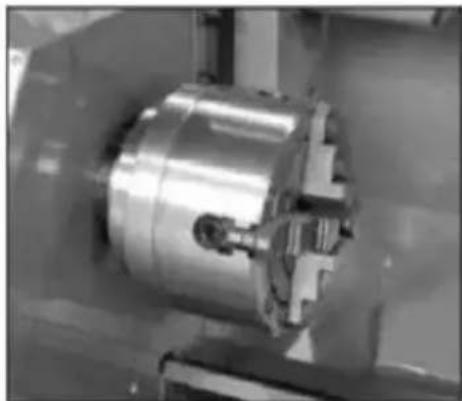
Quatre mâchoires 1indépendant Mandrin de tour
Ce mandrin spécial possède quatre positions réglables indépendamment mandrin mâchoires-Ces permettre le maintien de pièces asymétriques e activer le précis installation de cylindrique pièces. (Fig.2-7)
utilisez le mandrin pour tenir les forets de centrage et les forets héli dans la queue du stock- (B) (Fig.28)
Cône Morse Tonnelle (en option)
Une tonnelle est nécessaire pour le montage du mandrin de perçage dans le contre-pointe. Il a un Non. 1 Cône Morse. (c) Fig.28
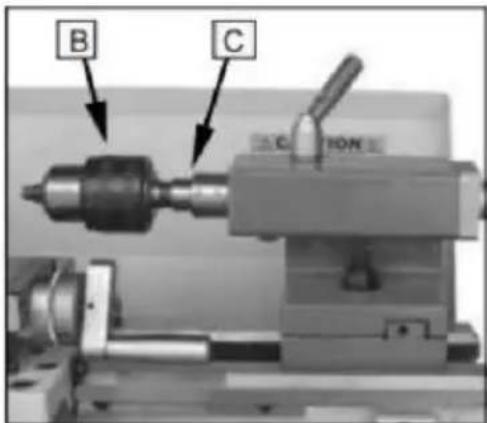
Fig. 28
En direct centre ( facultatif )
Le Le centre llive est monté sur boule roulements- C'est utiliser est hautement recommandé pour tourner à des vitesses supérieures de 6.RPM. ( Fig.2 9)
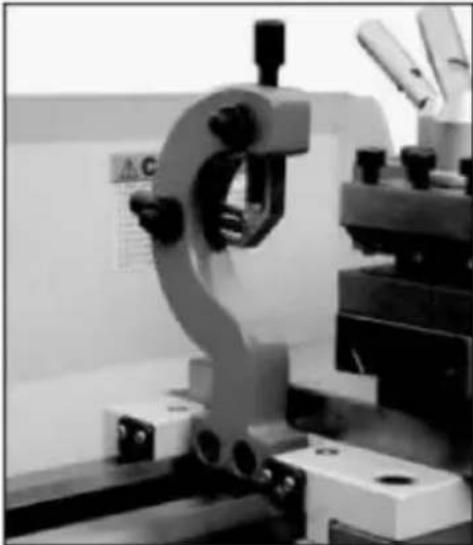
La lunette sert de support aux arbres sur le libre queue action fin. I de nombreuses opérations, la contre-pointe ne peut pas être utilisé comme il obstrue le outil de tournage ou outil de perçage, et doit donc être supprimé de le
machine. La
repose-pied, qui fonctionne comme un support d'extrémité, assure s sans bavardage fonctionnement. La lunette est montée sur le les chemins du lit et est sécurisé depuis ci-dessous avec un Plaque de verrouillage. La graisse nécessite continu
Lubrification aux points de contact pour éviter usure prématurée. (Fig.3)

Fig. 30
paramètre le constant Repos
- Desserrer trois hexagone des noisettes. (UN, Fig. 31)
- Desserrer la vis moletée ( B, Fig.36) et ouvrir le glissement doigts. (c, Fig.31) jusqu'à ce que la lunette puisse être déplacée avec doigt autour du pièce à usiner . sécurisé le constant repos dans pos
- Serrez les vis moletées de manière à ce que les doigts soient serrés mais pas serré contre le pièce. Serrez les trois écrous (A, (F 31). Lubrifier les glissières points avec huile pour machine.
- quand, après prolongé opération, la mâchoire montrer porter, le conseils de les doigts peuvent être déposé ou re-moulu.
Suivre Repos
Ce qui suit le repos est monté sur la selle et suit le mouvement de de tournage. Seuls deux blocs de support sont requis. Le place de le troisième bloc de support est pris par le tournant moi aussi. Le s repos est utilisé pour les opérations de tournage sur des pièces long et minces. Il empêche la flexion de la pièce sous la pression de l'o tournage. Fig.31 )
placez les blocs de support bien ajustés à la pièce, mais pas trop s Lubrifiez les blocs de support pendant le fonctionnement pour éviter l prématurée.
Après un période de temps, nous sommes dans certains des composants mobiles peut besoin à être ajusté.
Broche principale Roulements
Les roulements de la broche principale sont réglés en usine. 1f end devient évident après une utilisation considérable, les roulements peut ajusté.
Fixez l'écrou fendu (A, (Fig. 32) sur le dos du fuseau, losen le éc fente extérieur (B, (Fig. 32). Régler l'écrou à fente (UN, Fig.32) jusqu tout fin jouer est repris. La broche doit toujours tourner librement. Fix écrou fendu (A, Fig.32) à nouveau et serrez le extérieur assis noix (Fig. 32).
Attention : un serrage ou une précharge excessive endommagera les roulements.
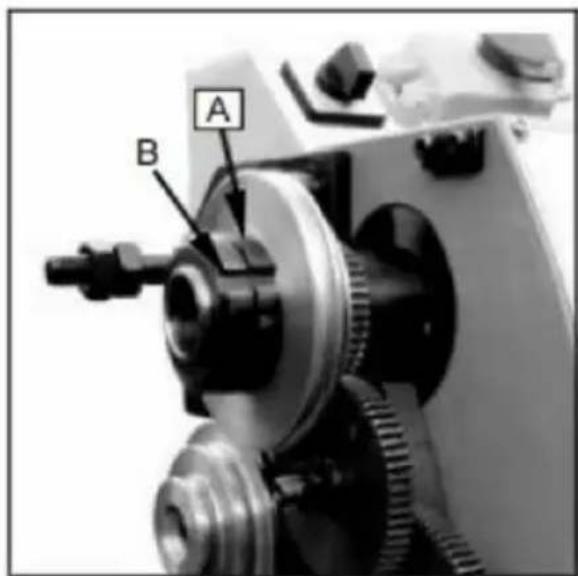
Fig. 32
Ajustement de croix glisser
Le glissement transversal est équipé d'une bande de calage (c, Fig.33) peut être ajusté avec vis (D, Fig.33) équipé de locK noix. (E, Fig.33) Desserrez le locK noix
et serrez les vis de réglage jusqu'à ce que je cède se déplace libre sans jouer. Serrer locK noix à conserver ajustement.
La glissière supérieure est équipé d'une bande de calage (F, Fig.3 4) peut être ajusté avec vis (G, Fig. 34) équipé d'locK des noisettes. (F Fig. 34) Desserrez le locK noix et serrez les vis de réglage jusqu'à je cède se déplace librement sans jouer. Serrer locK noix à conserve ajustement.
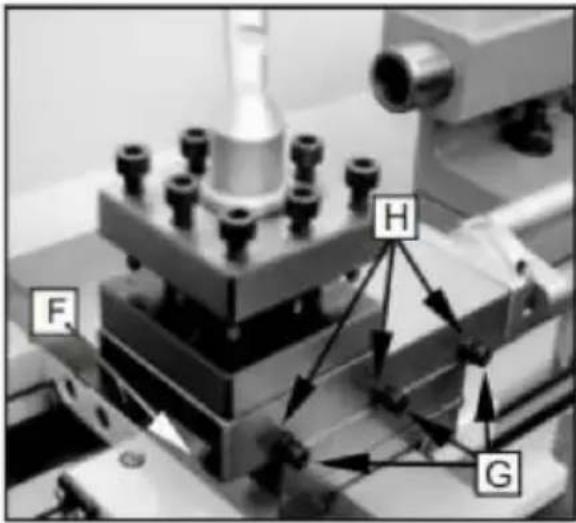
Fig. 34
Ajustement de Half Noix Guide
Le L'engagement des écrous peut être réglé à l'aide de vis (JE, Fig. monté avec locK noix (J, (Fig. 35). Desserrez les écrous sur le côté droit de la tablier et ajustez les vis de contrôle jusqu'à ce que les moitié noix se déplacer librement sans PlaY. Serrez le noix.
Lubrifier tous les côtés Lumière avant tout utiliser. Lubric a mangé le changer les vitesses et la vis mère légèrement avec graisse.
1. transport
Lubrifier Quatre huiles Ports (A, Fig. 36) avec machine 20w ou je ur Quotidiennement.
2. croix Glisser
Lubrifier deux huiles Ports (B, Fig. 36) avec 20w machine huile un Quotidiennement.
flowchart
graph TD
A["A"] --> B["B"]
A --> A
A --> B
A --> B
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> A
A --> B
B --> C["Component 1"]
B --> D["Component 2"]
B --> E["Component 3"]
B --> F["Component 4"]
B --> G["Component 5"]
B --> H["Component 6"]
B --> I["Component 7"]
B --> J["Component 8"]
B --> K["Component 9"]
B --> L["Component 10"]
B --> M["Component 11"]
B --> N["Component 12"]
B --> O["Component 13"]
B --> P["Component 14"]
B --> Q["Component 15"]
Fig. 36
3. Vis mère
Lubrifier l'huile gauche Port ( C Fig. 37 ) et droite huile Port (D, Fi avec 20w huile de machine une fois Quotidiennement.
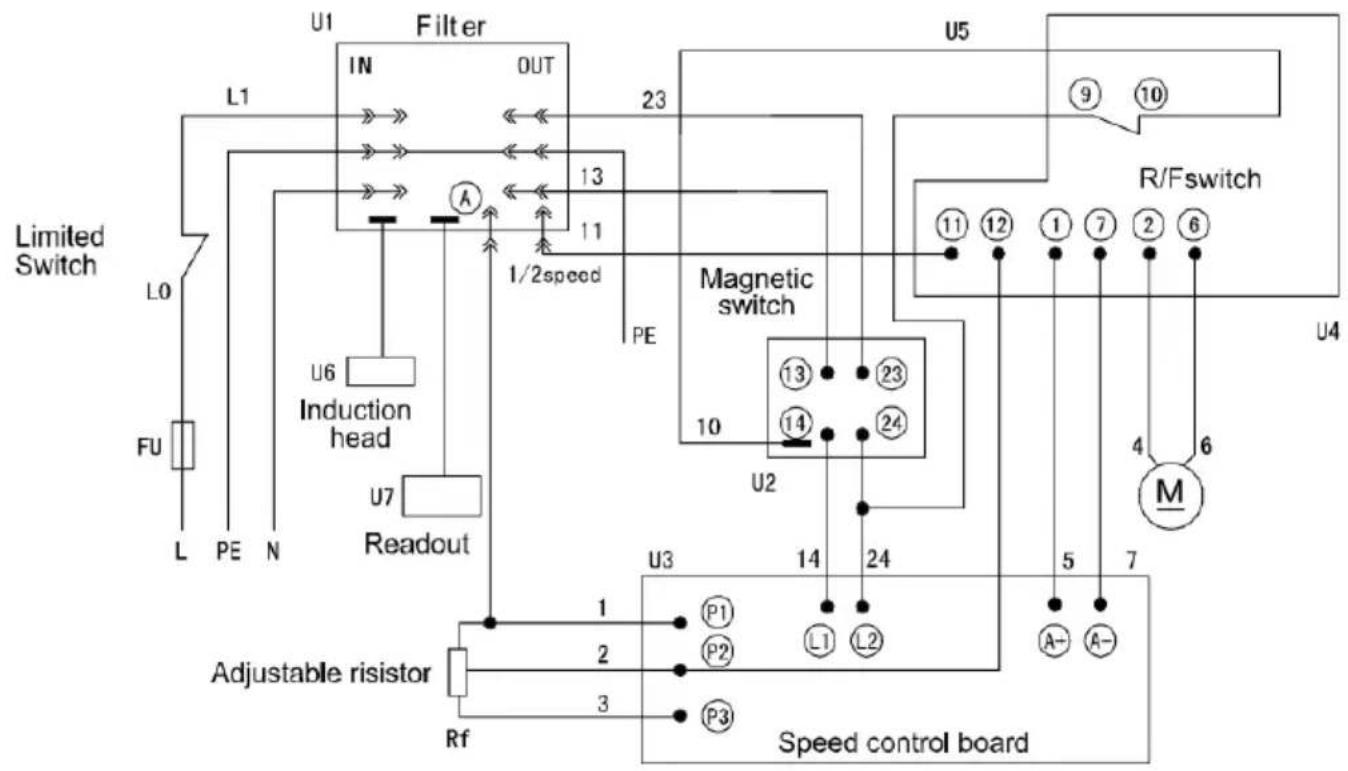
connexion de la tour et tous autre électrique travail peut seulement é porté dehors par un organisme autorisé électricien !
Défaut de se conformer peut causer de graves blessure et dommage machinerie et propriété!
Le tour wM210v est évalué à 7 50w, 1PH, 220v seulement. Confirme Pouvoir disponible sur place est le même notation comme le Je le s en utilisant le
schéma de câblage (Fig. 39) pour la connexion le lathée au plats principaux APPROVISIONNEMENT. Assurez-vous que le lathe est Propriété fondé.
Ce qui suit est le schéma de câblage du tour : (Fig.39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2speed"]
F --> I["Magnetic switch"]
G --> J["Adjustable risistor"]
H --> K["Speed control board"]
I --> L["U5"]
J --> M["U3"]
K --> N["U4"]
L --> O["13"]
L --> P["14"]
L --> Q["15"]
M --> R["16"]
N --> S["17"]
N --> T["18"]
N --> U["19"]
N --> V["20"]
N --> W["21"]
N --> X["22"]
N --> Y["23"]
N --> Z["24"]
N --> AA["25"]
N --> AB["26"]
N --> AC["27"]
N --> AD["28"]
N --> AE["29"]
N --> AF["30"]
N --> AG["31"]
N --> AH["32"]
N --> AI["33"]
N --> AJ["34"]
N --> AK["35"]
N --> AL["36"]
N --> AM["37"]
N --> AN["38"]
N --> AO["39"]
N --> AP["40"]
N --> AQ["41"]
N --> AR["42"]
N --> AS["43"]
N --> AT["44"]
N --> AU["45"]
N --> AV["46"]
N --> AW["47"]
N --> AX["48"]
N --> AY["49"]
N --> AZ["50"]
Figure . 39
MAINTENANCE
maintenir l'entretien de la machine pendant le fonctionnementpour garantir l'exactitude et le service La vie de la machine aussi.
- Afin de conserver la machine précision et fonctionnalité. il est essi de le traiter avec soin. garder c'est propre et graisse et Lubrifier il régulièrement. seulement grâce à de bons soins. Vous pouvez être que la qualité de travail de la la machine va rester constant.
REMARQUES : Débrancher la machine débranchez-le du secteur chaque fois que vous effectuez le nettoyage, l'entretien ou travaux de réparation!
L'huile, la graisse et les produits de nettoyage sont des polluants et doivent pas être disposé de par les égouts ou dans normal refuser. Éliminer ces agents dans
conformément à la législation en vigueur exigences en matière d'environnement. chiffons imprégnés d'huile, de graisse et de nettoyage âge nts sont facilement
inflammable. Nettoyage collectif chiffons ou laine de nettoyage dans un convenable fermé récipient et les éliminer dans un environnement approprié voie sonore - faire pas mettre eux avec normal refuser!
- Lubrifiez légèrement toutes les glissières avant chaque utilisation. Le vitesses de changement et la vis mère doit également être Légère en Lubrifié avec graisse.
- Pendant l'opération. Les copeaux qui tombent sur la surface de glissement doivent être nettoyé en temps opportun. et l'inspection être souvent fait à prévenir des copeaux qui tombent dans la posit entre la machine moi aussi selle et la voie de guidage du lit. Asp sentait qu'il devrait être nettoyé à certain temps.
REMARQUES : Ne pas retirez les copeaux avec votre nu mains. Il est un risque de coupures dues à des copeaux à bords tranchants. N'utilisez jamais de solvants inflammables ou agents nettoyants ou agents générant des fumées nocives !
protéger les composants électriques, tels que moteurs, interrupteurs, commutateur boîtes, etc., contre l'humidité lors du nettoyage.
- Après l'opération tous les jours. Elimin a mangé toutes les chips nettoyer différemment pièces de la machine-outil et application machi à outils, huile à prévenir rouille.
- Afin de maintenir la précision d'usinage. Prenez soin de la centre La surface de l'outil de la machine pour le mandrin et le chemin guidage et éviter les dommages mécaniques et l'usure due à guide inapproprié.
- Si le dommage est constaté. l'entretien devrait être fait immédiaterr
REMARQUES : Les travaux de réparation ne peuvent être effectués d'être réalisé par qualifié personnel avec les caractéristiques mécaniques et électriques correspondantes connaissance.
TROUBLE sHOOTING
| problème | Raison possible | Élimination |
| surface du travail morceau trop rugueux | Outil émoussé | Réaffûter outil |
| Outil ressorts | outil de serrage avec moins surplomb | |
| Alimentation aussi haut | Réduire alimentation | |
| Rayon à le outil pourboire aus petit | Augmenter rayon | |
| pièce à usine devient conique | centres sont pas aligné (poupée ar compenser) | Ajuster poupée mobile à centre |
| La glissière supérieure n'est pas alignée (couper av le haut glisser) | Aligner le haut bien glisser | |
| Tour bavarde | Alimentation aussi haut | Réduire alimentation |
| mou en principal palier | Ajuster le principal palie | |
| centre s'exécute chaud | travail morceau a étendu | Desserrer le centre de l contre-pointe |
| Outil a un cour Vie | coupe vitesse aussi haut | Réduire coupe vitesse |
| croix alimentation aussi haut | Inférieur croix alimentation (finition) allocation devrait pas dépasser 0,5 mm) | |
| Insuffisant refroidissement | Plus liquide de refroidissement | |
| Flanc porter aussi haut | autorisation angle aussi petit | Augmenter angle de dépouille |
| Info-bulle non ajusté à centre ha | correct hauteur ajustement de la outil | |
| coupe bord s'arrête | coin angle aussi petit (chaleur s'accumuler) | Augmenter le coin ang |
| Affûtage fissure exigible faire du refroidissement | cool uniformément | |
| Excessif relâcher le roulement de br | Ajuster le mou dans le fuseau et palier | |
| Arrangement (vibrations) | Arrangement | |
| couper fil est faux | Outil est serré incorrectement | Ajuster au centre |
| couper fil est | J'ai commencé à broyer de la mauvaise façon | Moudre angle correctement |
| faux | faux pas | Ajuster le droite pas |
| faux diamètre | Tourner le travail morceau à le diamètre correct | |
| la broche fait pas activer | Arrêt d'urgence changer activé | ouvrir urgence interrupteur d'arrêt |
Assemblage de la poupée
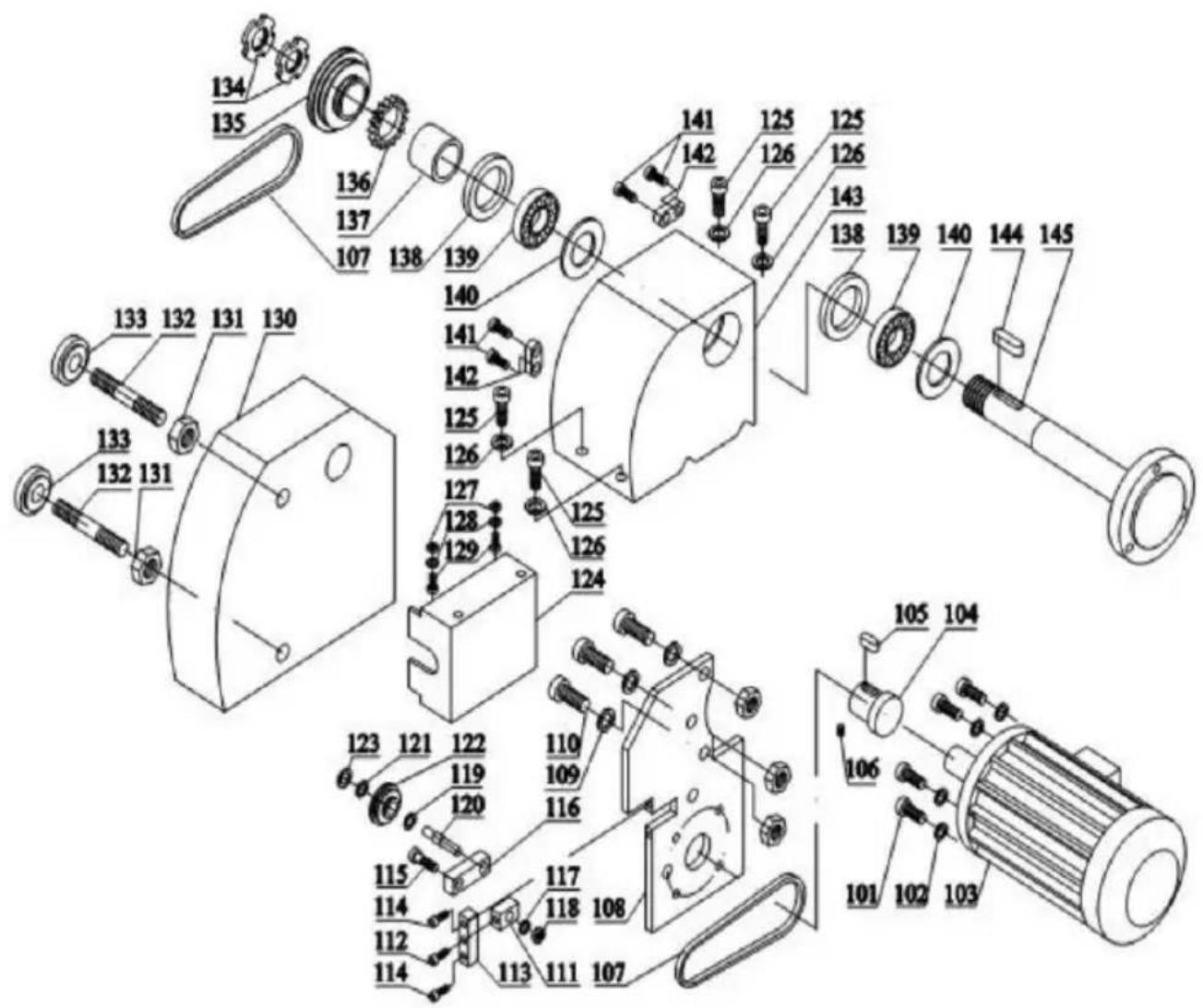
| partie§Non. | Description | spécification | Quantité | parties Non. | Description | spécification | Quantité | |
| 101 | vis | M5X25 | 4 | 123 | printemps Anneau | 22XI | je | |
| 102 | rondelle | 4 | 124 | couverture | je | |||
| 103 | Dc Moteur | 83ZY005A | je | 125 | vis | M8X25 | 4 | |
| 104 | Moteur Extracteur | je | 126 | rondelle | 8 | 4 | ||
| 105 | clé | A4X4X20 | je | 127 | Noix | M8 | 2 | |
| 106 | vis | M6X8 | je | 128 | rondelle | 8 | 2 | |
| 107 | Soyez-le | Portes-5M-360 | 2 | 129 | vis | M8 | 2 | |
| 108 | Support PIATE | je | 130 | Soyez-le couverture | je | |||
| 109 | rondelle | 8 | 3 | 131 | Noix | MI0 | 2 | |
| 110 | vis | M8X20 | 3 | 132 | Boit | MI0X80 | 2 | |
| 111 | BIOCK | je | 133 | Noix | MI0 | 2 | ||
| 112 | vis | M6X30 | je | 134 | Noix | M27XI | 2 | |
| 113 | BIOCK | je | 135 | fuseau Extracteur | je | |||
| 114 | vis | M6X20 | je | 136 | Engrenage | 40T | je | |
| 115 | Boit | je | 137 | séparateur | je | |||
| 116 | BIOCK | je | 138 | Joint d'étanchéité | je | |||
| 117 | rondelle | je | 139 | Palier | 30206 | je | ||
| 118 | Noix | je | 140 | Couvercle de graisse | je | |||
| 119 | printemps Anneau | 8X0,8 | je | 141 | vis | M4XI0 | 2 | |
| 120 | Boit | je | 142 | BIOCK | je | |||
| 121 | Palier | je | 143 | Tête de poupée | je | |||
| 122 | Poulie | je | 144 | clé | A3X3XI5 | je |
Haut glisser, traverser toboggan, chariot Assemblée
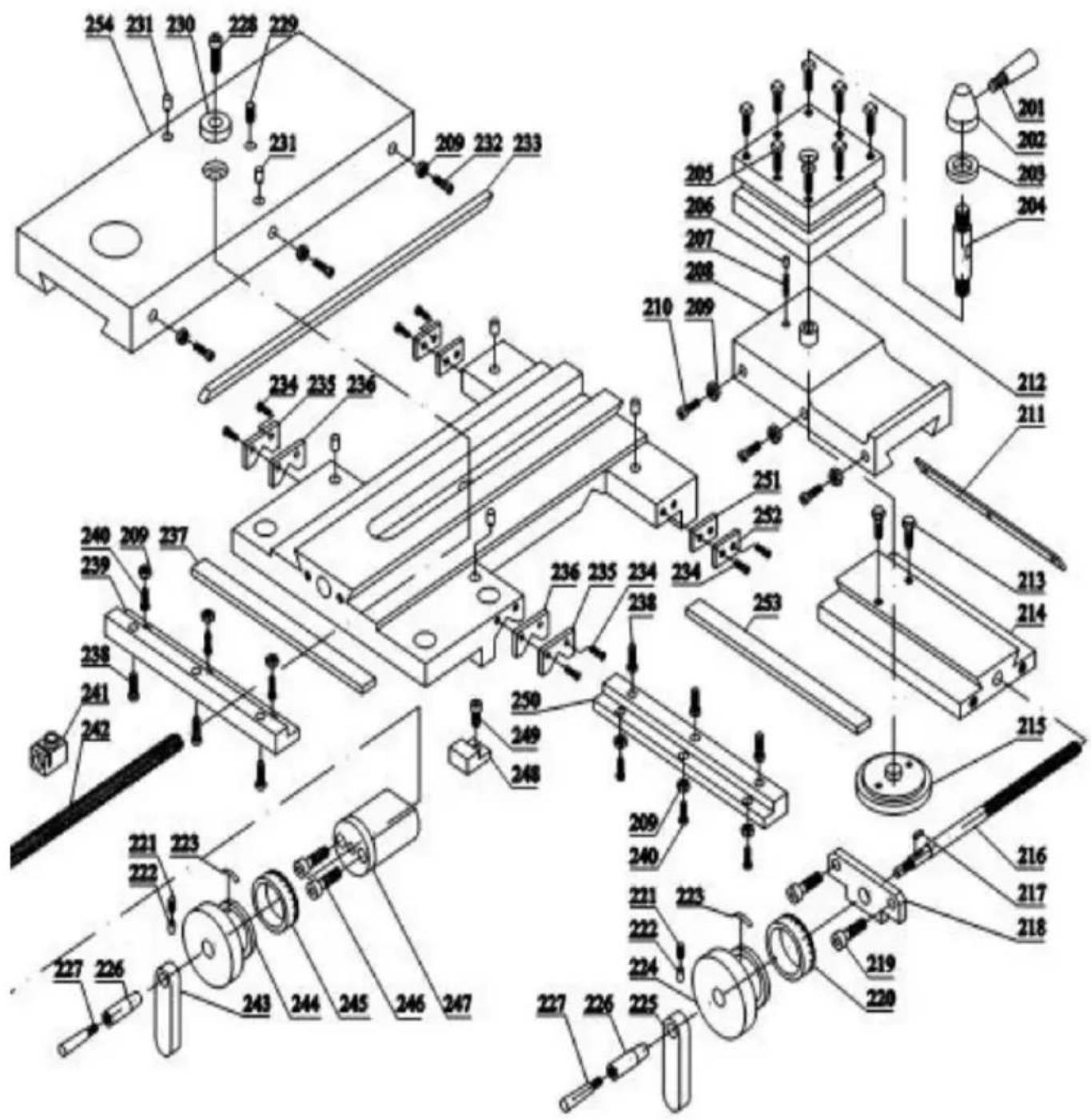
| partie s Non. | Description | spécification | Qua nité | parties Non. | Description | spécification | Qua nité | |
| 201 | Poignée | 1 | 228 | vis | M4X8 | 1 | ||
| 202 | Poignée Base | 1 | 229 | vis | M5X10 | 1 | ||
| 203 | rondelle | 1 | 230 | Buisson | 1 | |||
| 204 | Boit | 1 | 231 | huile Tasse | 5 | 2 | ||
| 205 | vis | M6X25 | 1 | 232 | vis | M4X20 | 3 | |
| 206 | épingle | 1 | 233 | Gib | 1 | |||
| 207 | printemps | 5X10X1 | 1 | 234 | vis | 8 | ||
| 208 | Longitudinale I soie e | 1 | 235 | Couvercle d'essuie-glace | 2 | |||
| 209 | Pleurer | M4 | 9 | 236 | essuie-glace | 2 | ||
| 210 | vis | M4X14 | 3 | 237 | Gib | 1 | ||
| 211 | Gib | 1 | 238 | vis | 6 | |||
| 212 | Haut Repos | 1 | 239 | glissement BIOCK | 1 | |||
| 213 | vis | M5X30 | 1 | 240 | vis | M4X10 | 6 | |
| 214 | pivoterJe Base | M6X20 | 1 | 241 | Noix | 1 | ||
| 215 | Micromètre poêle | 1 | 242 | Vis mère | 1 | |||
| 216 | Plomb vis | 1 | 243 | Poignée BIOCK | 1 | |||
| 217 | clé | 3X12 | 1 | 244 | Volant à main | 1 | ||
| 218 | Support | 1 | 245 | Collier | 1 | |||
| 219 | vis | M5X12 | 2 | 246 | vis | M6X50 | 2 | |
| 220 | Collier | 1 | 247 | Support | 1 | |||
| 221 | vis | 2 | 248 | Clamping assiette | 1 | |||
| 222 | épingle | 2 | 249 | vis | 1 | |||
| 223 | printemps | 2 | 250 | glissement BIOCK | 1 | |||
| 224 | Volant à mai | 1 | 251 | essuie-glace | 2 | |||
| 225 | Poignée BIOCK | 1 | 252 | Couverture d'essuie-glace | 2 | |||
| 226 | Poignée manche | 2 | 253 | Gib | 1 | |||
| 227 | Poignée | 2 | 254 | Croix glisser | 1 |
Assemblage du tablier
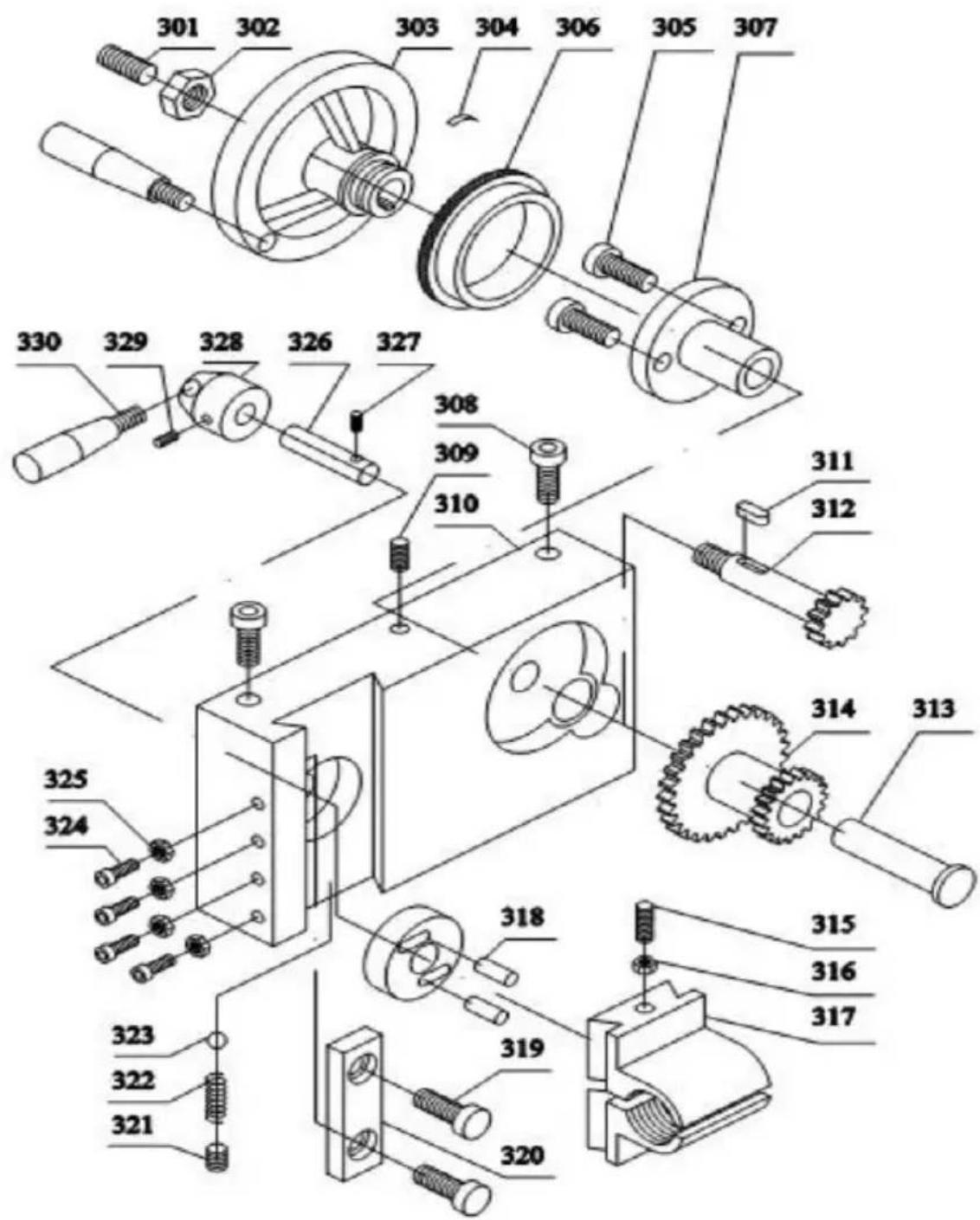
| parties Non. | Description | spécification | Quantité | parties Non. | Description | spécification | Quantité | |
| 301 | vis | M8X8 | 1 | 317 | Demi-Si Noix | 1 | ||
| 302 | Noix | M8 | 1 | 318 | épingle | ∅ 4X10 | 1 | |
| 303 | Volant à mai | 1 | 319 | vis | M4X10 | 2 | ||
| 304 | printemps | 1 | 320 | BIOCK | 1 | |||
| 305 | vis | M5X10 | 2 | 321 | vis | M6X8 | 1 | |
| 306 | Collier | 1 | 322 | printemps | 0,6X3,5X12 | 1 | ||
| 307 | Support | 1 | 323 | Ball | ∅ 4.5 | 2 | ||
| 308 | vis | M8X25 | 2 | 324 | vis | M4X12 | 4 | |
| 309 | vis | M5X8 | 1 | 325 | Noix | M4 | 1 | |
| 310 | Tablier | 1 | 326 | arbre | 1 | |||
| 31 1 | clé | A3X3X8 | 1 | 327 | épingle | Φ 3X30 | 2 | |
| 312 | Arbre de transmission | 14T | 1 | 328 | Main Base | 1 | ||
| 313 | arbre | 1 | 329 | vis | M5X6 | 1 | ||
| 314 | Engrenage | 44/2II | 1 | 330 | Poignée | 1 | ||
| 315 | vis | M4X35 | 1 | 331 | Poignée | 1 | ||
| 316 | Noix | M4 | 1 | 317 | Demi-Si Noix | 1 |
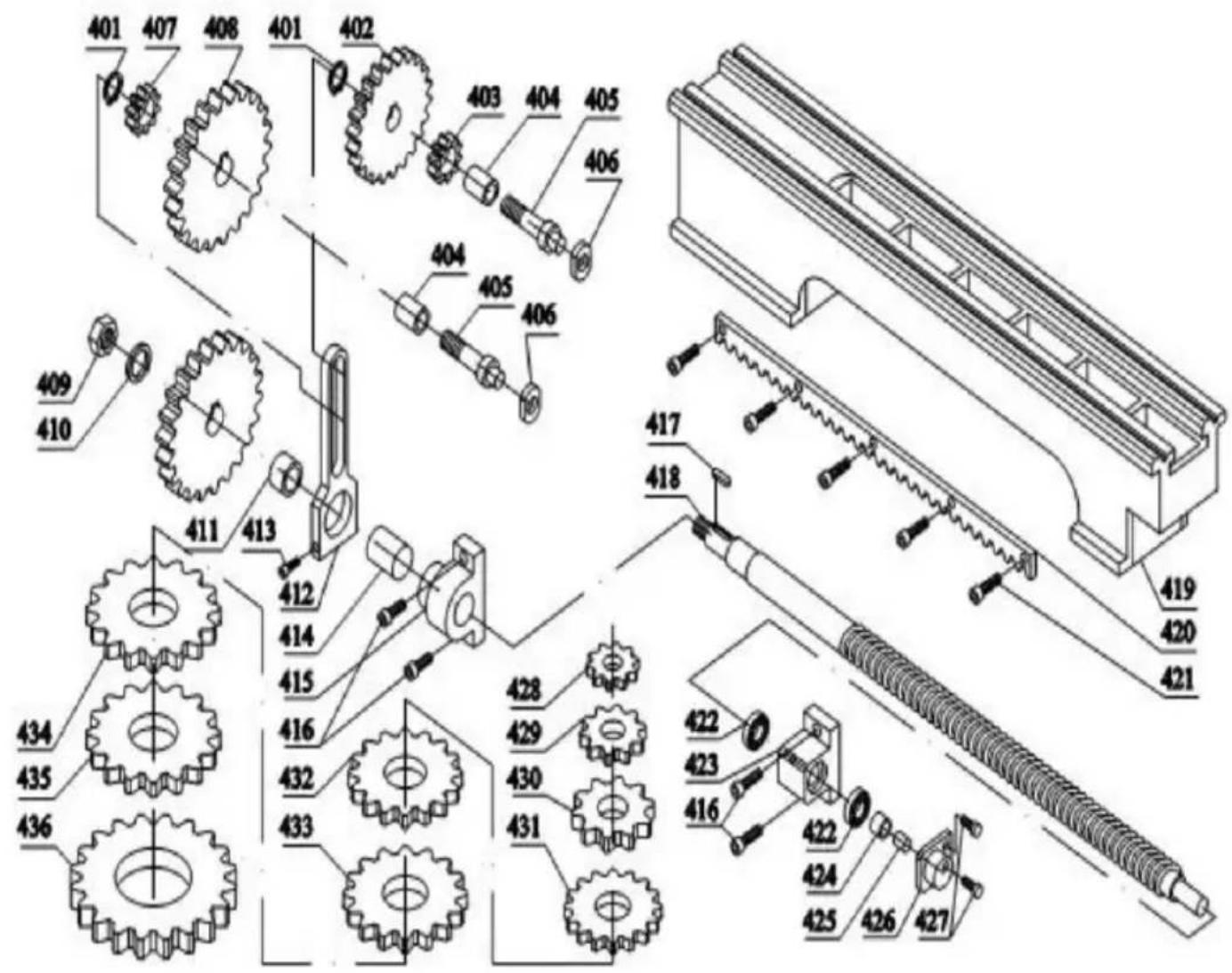
Lit, pièces de roue suspendues Absémaly
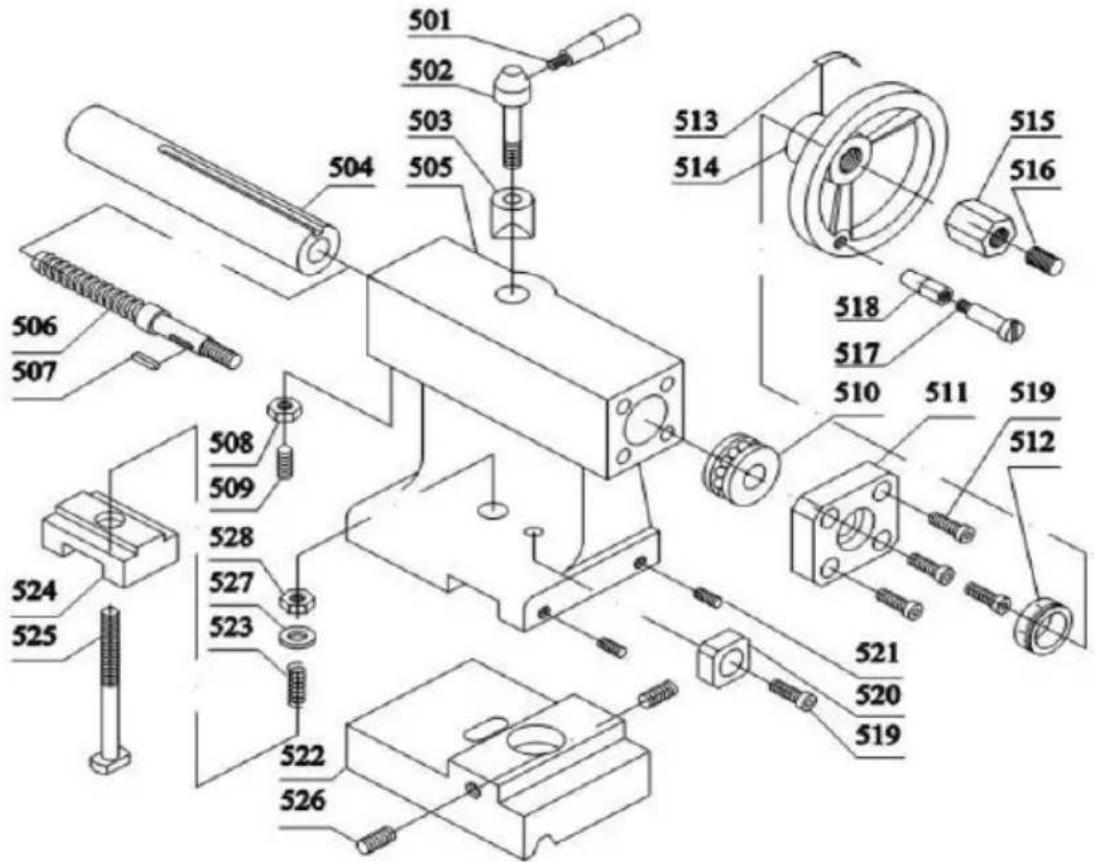
poupée mobile Assemblée
Support technique et Certificat de garantie électronique www.vevor.comlsupport




