WM210V - Tour à métaux Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WM210V Vevor au format PDF.
| Type de produit | Tour à métaux |
| Marque et modèle | Vevor WM210V |
| Capacité de balançoire au-dessus du banc | 210 mm |
| Balançoire au-dessus du chariot transversal | 110 mm |
| Distance entre pointes | 370 mm |
| Largeur du banc | 100 mm |
| Alésage de broche | 21 mm |
| Cône de broche | MT3 |
| Nombre de vitesses de broche | Variable (50-2500 tr/min) |
| Filetages métriques | 14 pas (0,3-3 mm) |
| Filetages impériaux | 10 pas (10-44 TPI) |
| Alimentation longitudinale | 0,089-0,198 mm/tour |
| Course de la glissière composée | 80 mm |
| Course transversale du chariot | 85 mm |
| Course longitudinale du chariot | 370 mm |
| Course de la contre-pointe | 50 mm |
| Cône de contre-pointe | MT2 |
| Moteur principal | 550 W, 110 V~60 Hz / 220 V~50 Hz |
| Poids net | 60,6 kg |
| Poids brut | 78,4 kg |
| Dimensions du colis | 905 × 455 × 540 mm |
| Garantie | 1 an |
| Accessoires standard | Mandrin 3 mors, boîte à outils avec pointes, clés, poulies |
| Entretien et lubrification | Lubrification quotidienne des glissières et vis mère avec huile 20W |
FOIRE AUX QUESTIONS - WM210V Vevor
Questions des utilisateurs sur WM210V Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Tour à métaux au format PDF gratuitement ! Retrouvez votre notice WM210V - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WM210V de la marque Vevor.
MODE D'EMPLOI WM210V Vevor
Assistance technique et certificat de garantie
électronique www.vevor.com/support
MANUEL D'UTILISATION DU TOUR À MÉTAL
MODÈLE : WM210V
Nous continuons à nous engager à vous fournir des outils à des prix compétitifs.
Les expressions « Moitié Économisez », « Moitié Prix » ou toute autre expression similaire que nous utilisons ne représentent qu'une estimation des économies que vous pourriez réaliser en achetant certains outils chez nous par rapport aux grandes marques et ne couvrent pas nécessairement toutes les catégories d'outils que nous proposons. Nous vous invitons à vérifier attentivement, lors de votre commande, que vous
économiez réellement la moitié du prix par rapport aux grandes marques.
VEVOR®
TOUGH TOOLS, HALF PRICE
Tour à métaux
MODÈLE : WM210V

(L'image est à titre indicatif uniquement, veuillez vous référer à l'objet réel)
BESOIN D'AIDE ? CONTACTEZ-NOUS !
Des questions sur nos produits ? Besoin d'assistance technique ? N'hésitez pas à nous contacter :
Assistance technique et certificat de garantie électronique : www.vevor.com/support
Ceci est le mode d'emploi d'origine. Veuillez lire attentivement l'intégralité du manuel avant utilisation. VEVOR se réserve le droit d'interpréter clairement ce manuel d'utilisation. L'apparence du produit dépend du produit que vous avez reçu. Veuillez nous excuser pour les éventuelles mises à jour technologiques ou logicielles.


Avertissement - Pour réduire le risque de blessure, l'utilisateur doit lire attentivement le manuel d'instructions.
Ce produit est soumis aux dispositions de la directive européenne 2012/19/CE. Le symbole représentant une poubelle barrée indique que le produit doit faire l'objet d'une collecte sélective dans l'Union européenne. Ceci s'applique au produit et à tous les accessoires marqués de ce symbole. Les produits ainsi marqués ne doivent pas être jetés avec les ordures ménagères, mais doivent être déposés dans un point de collecte pour le recyclage des appareils électriques et électroniques.
QUESTIONS NÉCESSITANT UNE ATTENTION PARTICULIÈRE
Les informations contenues dans ce manuel sont destinées à servir de guide pour le fonctionnement de ces machines et ne font partie d'aucun contrat. Les données qu'il contient ont ont été obtenues auprès du fabricant de la machine et d'autres sources.
Tous les efforts ont été déployés pour garantir l'exactitude de ces transcriptions. Il serait donc impossible de vérifier chaque élément. De plus, le développement de la machine peut impliquer que l'équipement fourni diffère, dans certains détails, des descriptions fournies ici. Il incombe donc à l'utilisateur de s'assurer que l'équipement ou le procédé décrit est adapté à l'usage prévu.
ASSURANCE QUALITÉ
Nous mettrons tout en œuvre pour assurer la qualité de nos produits et nous promettons aux consommateurs que nous garantirons nos produits pendant un an, à l'exception des dommages aux machines causés par une mauvaise utilisation des clients et des accidents qui en résultent, ou de l'usure anormale et des dommages causés par un manque d'entretien.
Notre entreprise se réserve le droit d'apporter des modifications à cette spécification et aux spécifications de nos produits. Nous nous efforcerons continuellement d'améliorer la qualité de nos produits.
Tous droits réservés. Toute reproduction ou reproduction sans autorisation est interdite.
AVERTISSEMENT DE SÉCURITÉ
| Symbole | Description du symbole |
 | Avertissement - Pour réduire le risque de blessure, l'utilisateur doit lire les instructions manuel avec soin. |
 | Ce symbole, placé avant un commentaire de sécurité, indique un type de précaution, avertissement ou danger. Ignorer cet avertissement peut entraîner une accident. Pour réduire les risques de blessure, d'incendie ou d'électrocution, veuillez suivez toujours la recommandation ci-dessous. |
 | Danger!Risque de blessure corporelle ou de dommages environnementaux ! Risque d'électrocutionChoc électrique ! Risque de blessure par électrocution ! |
 | Courant continu |
 | Attention au serrage |
 | Avertissement - Assurez-vous de porter des protections auditives lorsque vous utilisez ce produit |
 | Avertissement - Assurez-vous de porter des lunettes de protection lorsque vous utilisez ce produit |
 | Ne mettez pas les mains dans le dispositif de sécurité lorsque la machine fonctionne. |
 | Machines automatiques en fonctionnement interdites Personnel autorisé seulement |
 | Ne pas remplir d'huile pendant le fonctionnement |
 | Ne pas tourner pendant la réparation |
 | Fonctionnement sans fatigue |
 | L'opération ne nécessite pas d'appels téléphoniques |

AVERTISSEMENT : Lisez tous les avertissements de sécurité, instructions, illustrations et
spécifications fournies avec cette machine. Le non-respect de toutes les instructions indiquées ci-dessous peut entraîner un choc électrique, un incendie et/ou des blessures graves.
Conservez tous les avertissements et instructions pour référence ultérieure.
- La machine-outil doit être utilisée par du personnel expérimenté. Si vous n'êtes pas familiarisé avec le processus de fonctionnement du tour, n'utilisez pas la machine-outil à utiliserez les instructions avant l'utilisation.
- Avant de démarrer la machine-outil, le couvercle de sécurité doit être dans la bonne position. position.
- Avant de démarrer la machine-outil, veuillez vérifier si la clé du porte-outil et la clé du mandrin est retirée.
- Évitez tout démarrage accidentel de la machine. Coupez l'alimentation du moteur avant de l'utiliser. serrage de la pièce ou de l'outil.
- Ne forcez pas la coupe. Coupez selon la vitesse et la profondeur de coupe réglées. vitesse d'alimentation.
- Utilisez les bons outils. Utilisez l'outil ou la pièce appropriée pour l'usinage.
- Maintenez l'outil affûté et propre pour garantir un fonctionnement normal et sûr. Lubrifiez et remplacez régulièrement les accessoires.
- Avant de régler ou de réparer la machine, assurez-vous de débrancher l'alimentation fournir.
-
Veuillez vérifier les performances de sécurité de la machine avant de la démarrer. Vérifiez le bon fonctionnement de toutes les pièces mobiles. Toutes les pièces doivent être installées. correctement. Les pièces endommagées doivent être réparées rapidement.
-
Lorsque la machine est en marche, l'opérateur ne doit pas quitter la machine.
- Gardez le lieu de travail propre, un environnement de travail sale est facile à conduire accidents.
- N'utilisez pas la machine dans un environnement dangereux.
Ne travaillez pas dans des endroits humides. Assurez-vous que les composants électriques sont protégés. de l'humidité. Maintenez un bon éclairage.
- Il est interdit aux enfants d'entrer sur le chantier et aux personnes non opérationnelles le personnel doit garder une distance de sécurité par rapport à la zone de travail.
- Pour éloigner les enfants de la zone de travail, la porte doit être verrouillée avant de quitter la zone. l'atelier.
- Habillez-vous convenablement. Ne portez pas de vêtements amples, de gants, de cravates, de bagues, de bracelets, bijoux, etc. Pour plus de sécurité, discutez du port de chaussures antidérapantes. Si vous avez les cheveux longs, veuillez porter un chapeau de travail.
- Portez des lunettes de protection pendant l'utilisation.
- Faites attention à l'endroit où vous vous tenez et gardez votre équilibre à tout moment.
- Ne placez pas vos mains à proximité des pièces mobiles de la machine.
- N'effectuez aucune opération de réglage pendant que la machine est en marche.
- Lisez et comprenez tous les panneaux d'avertissement affichés sur la machine.
- Ce manuel est uniquement destiné à familiariser les clients avec le fonctionnement de l'appareil. machine et n'est pas un manuel de formation.
- Veuillez respecter ces avertissements, sinon des blessures graves pourraient survenir.
- La machine produira des produits chimiques nocifs lors du travail de la poussière, du sciage, meulage et perçage produits par meulage. Pour réduire les dommages causés par ces produits chimiques, veuillez travailler dans un endroit bien ventilé et porter des dispositifs de sécurité. Comme les masques à filtre à particules.
PARAMÈTRE TECHNIQUE
| Numéro de type | WM210V |
| Capacités | |
| Balançoire au-dessus du lit | 210 mm |
| Balancer au-dessus du toboggan transversal | 110 mm |
| Distance entre les centres | 370 mm |
| Largeur du lit | 100 mm |
| Tête de poupée | |
| Broche à trou traversant | 21 mm |
| Conicité du nez de broche | MT3 |
| Nombre de vitesses de broche | Variable |
| Plage de vitesses de broche | 50-2500 tr/min |
| Alimentation et enfilage | |
| Nombre de filetages métriques | 14 |
| Gamme de filetages métriques | 0,3 à 3 mm |
| Nombre de threads 1mperial | 10 |
| Gamme de fils 1mperial | 10~44T.PI |
| Gamme d'alimentation longitudinale | 0,089-0,198 mm |
| Composé et transport | |
| Type de poteau d'outil | 4 |
| Course maximale de la glissière composée | 80 mm |
| Course transversale maximale du chariot | 85 mm |
| Course maximale du chariot | 370 mm |
| poupée mobile | |
| Course de la broche de la contre-pointe | 50 mm |
| Cône dans la broche de la contre-pointe | MT2 |
| Divers | |
| Moteur principal | 110 V ~ 60 Hz / 220 V ~ 50 Hz, 550 V |
| Poids du produit | Poids net : 60,6 kg ; Poids brut : 78,4 kg |
| Taille du paquet | 905*455*540 mm |
Les informations générales données dans cette spécification ne sont pas contraignantes.
Accessoires standard
- Carter d'huile 1
- Plaque à copeaux 1
arrière 3. Mandrin à trois mors 1 - spécification 1
- Tableau de détection 1
- Boîte à outils 1

Accessoires dans la boîte à outils (Fig. 1)
1 Point mort MT3
1 Point mort MT2
3 Clé à molette
1 Pistolet à huile
1 Tournevis cruciforme
1 Tournevis plat
1 Clé pour mandrin à 3 mors
5 clés à douille hexagonales
3 Clés à double tête
9 Ensemble de poulies (24T, 33T, 35T, 40T, 50T, 52T, 60T, 66T, 72T)
Accessoires spéciaux (accessoires nécessitant un paiement supplémentaire)
Mandrin à quatre mors et plaque arrière
Outil de tournage
(plaque de connexion)
Mandrin de perçage et bielle
Tout le reste
Cadre central
Disque arrière
Disque disjoint
Housse de protection pour porte-outil
Couvercle de protection de la vis mère
- Terminez de retirer la caisse en bois autour du tour
- Vérifiez tous les accessoires de la machine-outil conformément à l'emballage liste.
- Dévissez le tour du fond de la caisse d'expédition.
-
Choisissez un emplacement pour le tour qui soit sec, bien éclairé et suffisamment d'espace pour pouvoir entretenir le tour sur les quatre côtés.
-
À l'aide d'un équipement de levage adéquat, soulevez lentement le tour de la boîte d'expédition. fond de caisse. Ne pas soulever par la broche. S'assurer que le tour est équilibré avant se déplacer vers un banc ou un support solide.
-
Pour éviter de tordre le banc, l'emplacement du tour doit être absolument plat et niveau. Vissez le tour au support (si utilisé). Si vous utilisez un établi, utilisez un boulon traversant. pour de meilleures performances.
-
Nettoyez toutes les surfaces protégées contre la rouille à l'aide d'un solvant commercial doux, kérosène ou diesel. N'utilisez pas de diluant à peinture, d'essence ou de laque. diluant. Ceux-ci endommageront les surfaces peintes. Couvrir toutes les surfaces nettoyées. avec un léger film d'huile machine 20W.
-
Retirez le couvercle du pignon d'extrémité. Nettoyez tous les composants du pignon d'extrémité. assembler et enduire tous les engrenages d'une graisse épaisse et non glissante.
DESSIN DE FONDATION
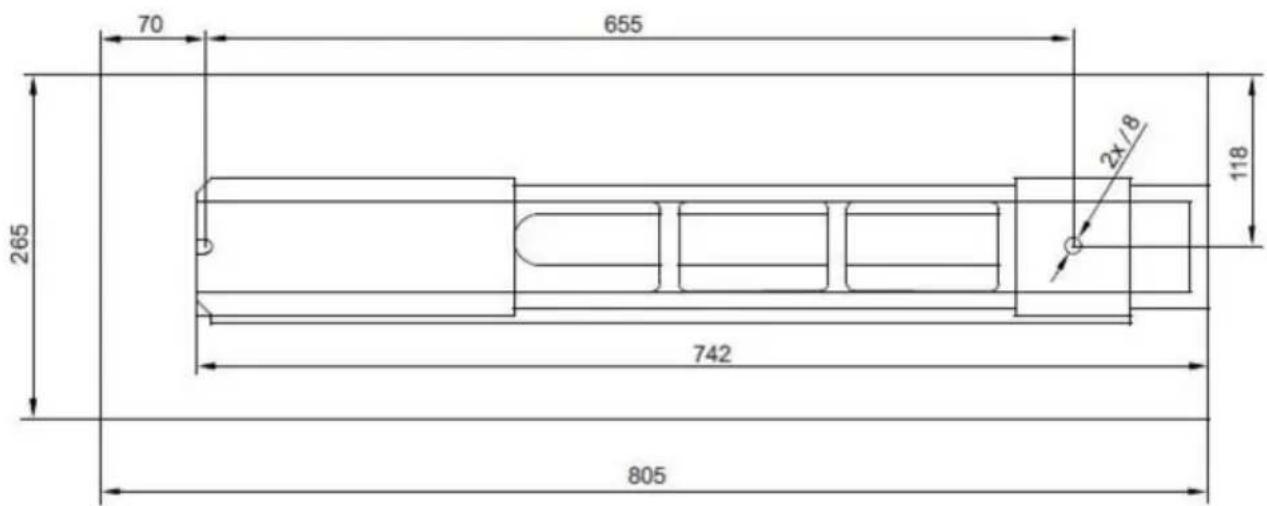
text_image
70 655 265 742 805 118 2x/8Fig. 2
General Description
Banc de tour (Fig. 3)
Le banc du tour est en fonte de haute qualité. L'association de joues hautes et de nervures transversales robustes assure un banc rigide et peu vibrant. Il intègre la poupée fixe et le système d'entraînement pour la fixation du chariot et de la vis-mère. Les deux profils en V rectifiés avec précision, renforcés par trempe thermique et meulage, assurent un guidage précis du chariot et de la contre-pointe. Le moteur principal est monté à l'arrière, sur le côté gauche du banc.

La poupée est moulée en fonte de haute qualité et à faibles vibrations. 1t est boulonné au avec quatre vis. La poupée abrite la broche principale avec deux roulements à rouleaux coniques de précision et l'unité d'entraînement.
La broche principale transmet le couple pendant le processus de tournage. Elle maintient également les pièces et les dispositifs de serrage (par exemple, un mandrin à 3 mors).

text_image
WM210V Control Panel 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100Fig. 4
Chariot (Fig. 5)
Le chariot est fabriqué en fonte de haute qualité. Les pièces coulissantes sont rectifiées et s'adaptent parfaitement au V du banc. Les pièces coulissantes inférieures sont faciles à régler. Le chariot transversal est monté sur le chariot et se déplace sur une glissière à queue d'aronde. Le jeu du chariot transversal peut être réglé grâce aux cales.
Déplacez le chariot transversal à l'aide de son volant idéalement positionné.
Il y a un collier gradué sur le volant.
Un porte-outils à quatre voies est monté sur la glissière supérieure et permet de serrer quatre outils. Desserrez la poignée de serrage centrale pour faire pivoter l'un des quatre outil en position.

Le tablier est monté sur le banc. Il abrite le demi-écrou et son levier d'enclenchement pour activer l'avance automatique. Les cales du demi-écrou sont réglables de l'extérieur.
Une crémaillère, montée sur le banc, et un pignon actionné par volant sur le chariot permettent un déplacement rapide du tablier.

(A, Fig. 7) est montée à l'avant du bâti de la machine. Elle est reliée au réducteur à gauche pour l'avance automatique et est supportée par des roulements à ses deux extrémités. L'écrou hexagonal (B, Fig. 7) à l'extrémité droite est conçu pour compenser le jeu de la vis mère.
La contre-pointe coulisse sur un rail en V et peut être serrée à n'importe quel endroit. Elle est équipée d'une broche robuste avec une douille à cône Morse n° 2 et une échelle graduée. La broche peut être serrée à n'importe quel endroit grâce à un levier de serrage. Le déplacement de la broche s'effectue à l'aide d'un volant situé à l'extrémité de la contre-pointe.

Monter la vis de fixation (C, Fig. 8) à l'extrémité du tour afin d'éviter que la contre-pointe ne tombe du banc du tour.
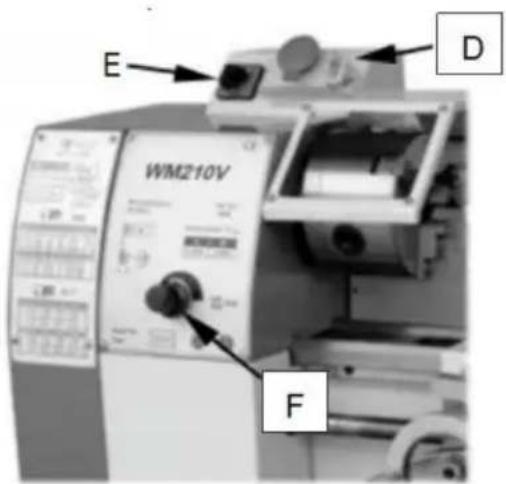
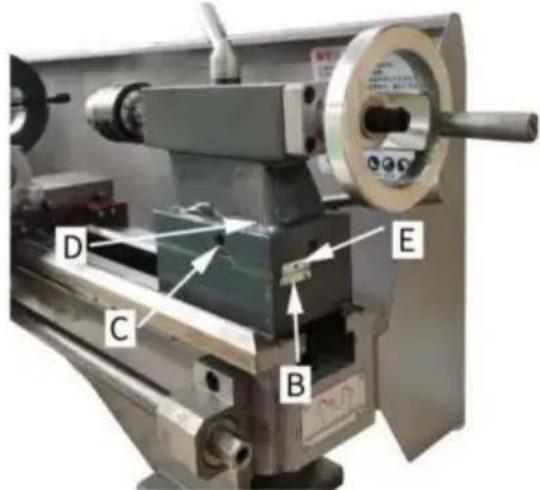
Operating equipment
- Urgence : Bouton ON.OFF Interrupteur (D, Fig. 9)
La machine s'allume et s'éteint grâce au bouton marche/arrêt. Appuyez dessus pour arrêter.
Toutes les fonctions de la machine. Pour redémarrer, soulevez le couvercle et appuyez sur le bouton ON.
- Commutateur de commutation (E, Fig. 9)
Une fois la machine allumée, tournez l'interrupteur sur la position « F » pendant
Rotation de la broche dans le sens inverse des aiguilles d'une montre (avant). Tournez l'interrupteur sur la position
« R » pour une rotation de la broche dans le sens des aiguilles d'une montre (arrière). La position « 0 » correspond à l'arrêt et à la la broche reste inactive.
- Interrupteur de commande de vitesse variable (F, Fig. 9)
Tournez l'interrupteur dans le sens des aiguilles d'une montre pour augmenter la vitesse de la broche. Tournez l'interrupteur dans le sens inverse des aiguilles d'une montre pour diminuer la vitesse de la broche. La vitesse possible
la portée dépend de la position de la courroie d'entraînement.
text_image
E D WM210V F
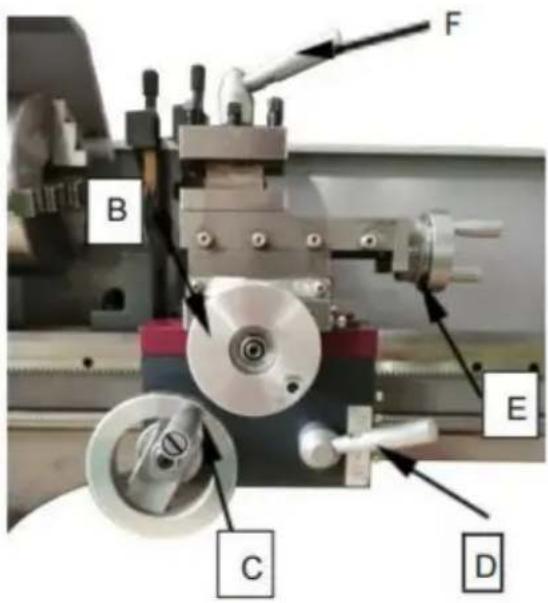
4 Serrure du chariot
Tournez la vis à six pans creux (A, Fig. 10) dans le sens des aiguilles d'une montre et serrez pour verrouiller. Tournez dans le sens inverse des aiguilles d'une montre et desserrez pour déverrouiller.
Attention : la vis de verrouillage du chariot doit être déverrouillée avant d'engager le mode automatique des avances ou des dommages au tour peuvent survenir.
5 Volant de déplacement longitudinal (B, Fig. 11)
Tournez le volant dans le sens des aiguilles d'une montre pour déplacer l'ensemble du tablier vers le contre-pointe (droite). Tournez le volant dans le sens inverse des aiguilles d'une montre pour déplacer la ensemble de tablier pour protéger la poupée (à gauche).
6 Levier transversal (C, Fig. 11)
La rotation dans le sens des aiguilles d'une montre déplace le chariot transversal vers l'arrière de la machine.
7 Levier d'engagement du demi-écrou (D, Fig. 11)
Déplacez le levier vers le bas pour engager. Déplacez le levier vers le haut pour désengager.
8 Levier de déplacement du support composé (E, Fig. 11)
Tournez dans le sens des aiguilles d'une montre ou dans le sens inverse des aiguilles d'une montre pour déplacer ou positionner.
9 Levier de serrage du porte-outil (F, Fig. 11)
Tournez dans le sens inverse des aiguilles d'une montre pour desserrer et dans le sens des aiguilles d'une montre pour serrer. Tournez le porte-outil lorsque le levier est déverrouillé.
text_image
B F E C DFig.11
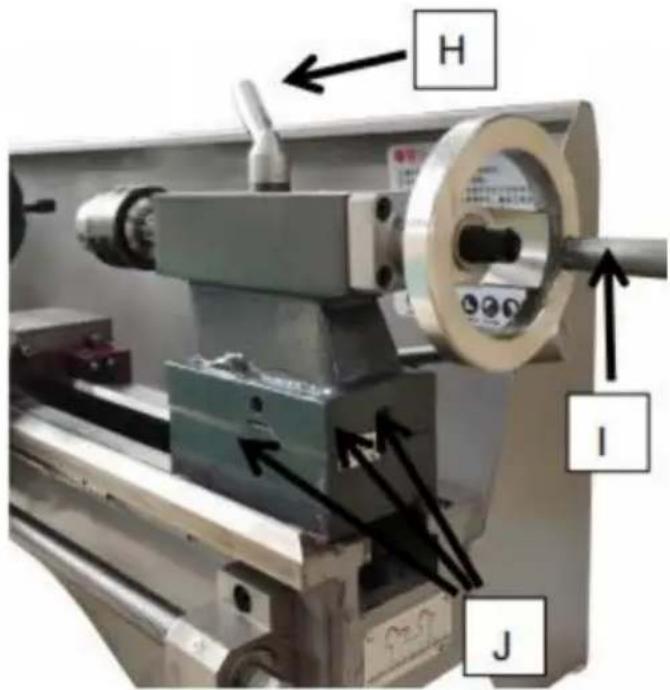
10 Vis de serrage de la contre-pointe (G, Fig. 12)
Tournez l'écrou hexagonal dans le sens des aiguilles d'une montre pour verrouiller et dans le sens inverse des aiguilles d'une montre pour déverrouiller.
11 Levier de serrage de la tige de la contre-pointe (H, Fig. 12)
Tournez le levier dans le sens des aiguilles d'une montre pour verrouiller la broche et dans le sens inverse des aiguilles d'une montre pour la déverrouiller.
12 Volant de déplacement de la poupée mobile (I, Fig. 12)
Tournez dans le sens des aiguilles d'une montre pour faire avancer la plume. Tournez dans le sens inverse des aiguilles d'une montre pour la rétracter.
13 Réglage du décalage de la contre-pointe (J, Fig. 12)
Trois vis de réglage situées sur la base de la contre-pointe sont utilisées pour décaler le Contre-pointe pour la coupe de cônes. Desserrer la vis de blocage à l'extrémité de la contre-pointe. Desserrer une vis de blocage latérale tout en serrant l'autre jusqu'à ce que le décalage soit indiqué sur l'échelle. Resserrer la vis de blocage.
text_image
H I JFig 12
OPERATION
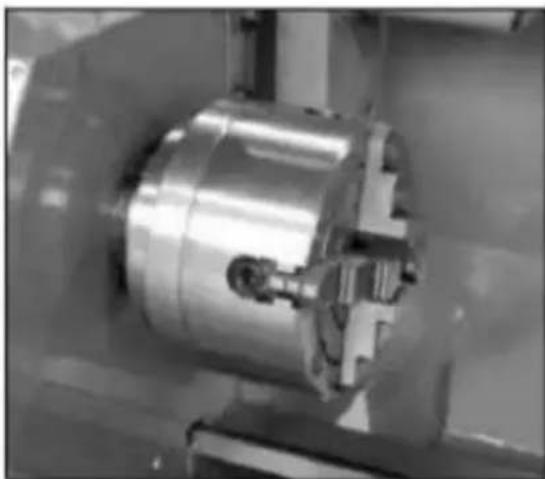
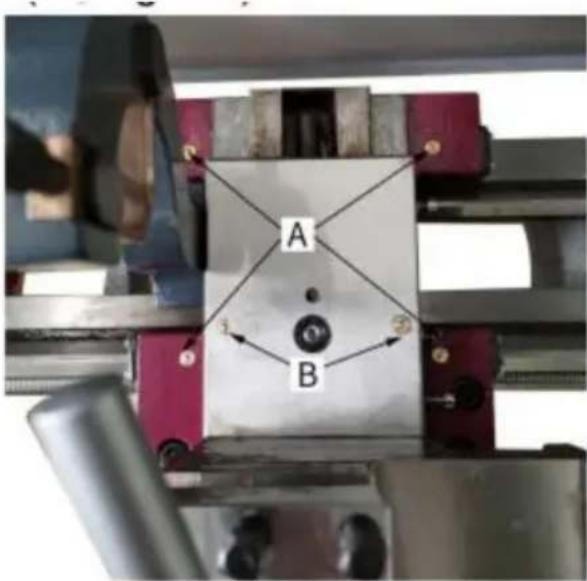
Remplacement du mandrin
Le support de la broche de la tête est cylindrique. Desserrez les trois vis de réglage et écrous (A, Fig. 13, seuls deux sont représentés) sur la bride du mandrin pour retirer le mandrin. Positionnez le nouveau mandrin et fixez-le à l'aide des mêmes vis de réglage et des noix.

text_image
.10V A
Serrez l'outil de tournage dans le porte-outil.
L'outil doit être serré fermement. En tournant, l'outil a tendance à
se plier sous l'effet de la force de coupe générée lors de la formation des copeaux.
Pour de meilleurs résultats, le porte-à-faux de l'outil doit être maintenu à un minimum de 3/8" ou moins.
L'angle de coupe est correct lorsque le tranchant est aligné avec le centre
l'axe de la pièce. La hauteur correcte de l'outil peut être obtenue en
en comparant la pointe de l'outil avec la pointe du centre monté dans le
contre-pointe. Si nécessaire, utilisez des cales d'espacement en acier sous l'outil pour obtenir
hauteur requise. (Fig. 14)
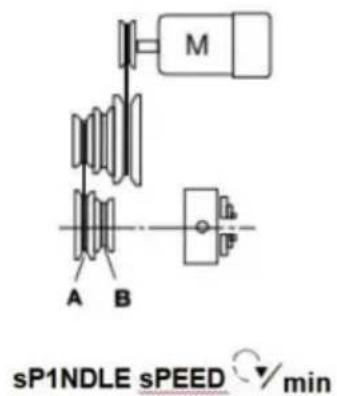
Changer de vitesse
- Dévissez les deux vis de fixation (B, Fig.15) et retirez le housse de protection.
- Réglez la courroie trapézoïdale (C, Fig. 16) à la position correspondante.
- Serrez la poulie de tension et resserrez l'écrou.
text_image
M A B sP1NDLE sPEED / min| A | B |
| 50.1250 | 100.2500 |

La course du tablier, la course transversale et le volant coulissant supérieur peuvent être actionnés pour alimentation longitudinale ou transversale. (Fig.17)
Tournage longitudinal avec avance automatique
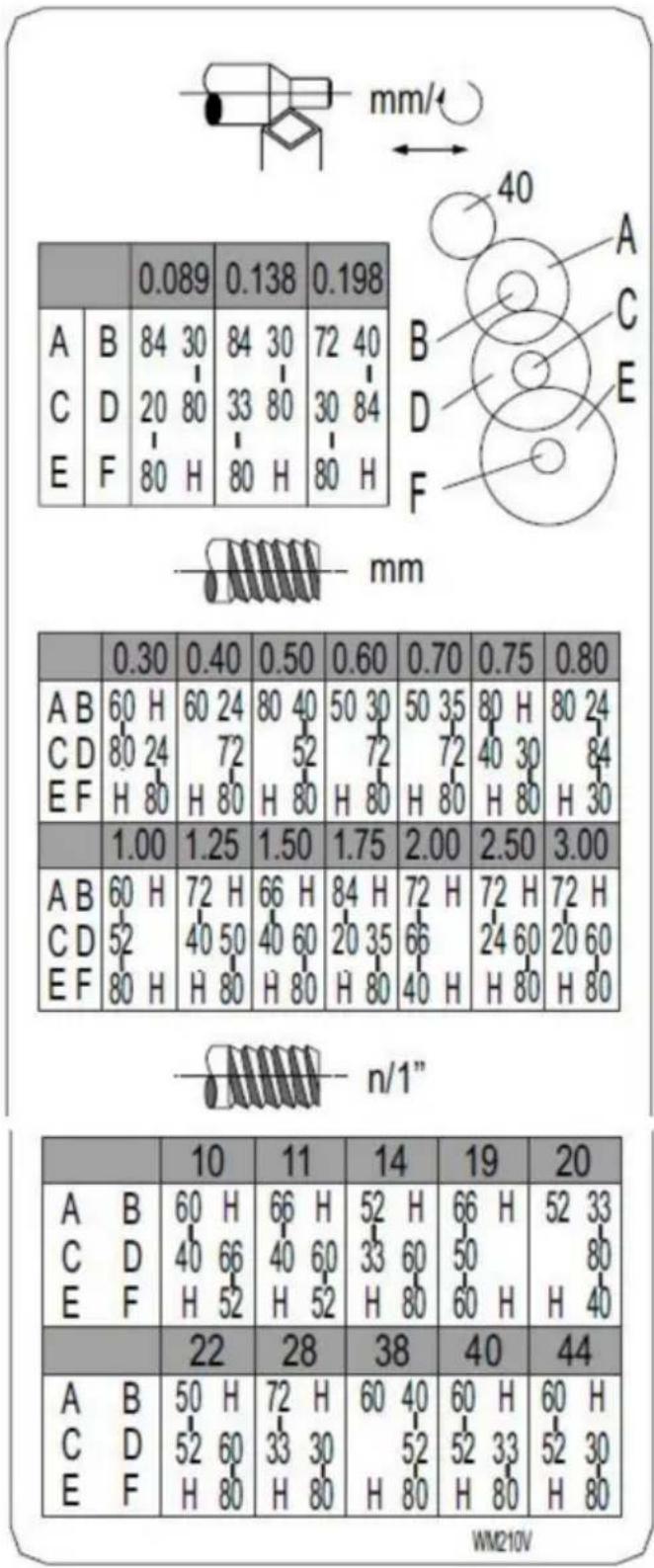
Utilisez le tableau (A, Fig.18) sur le tour pour sélectionner la vitesse d'avance ou le pas de filetage. Réglez le mécanisme de changement de vitesse si l'avance ou le pas de filetage requis ne peut pas être obtenu avec le jeu d'engrenages installé.

Changement de vitesse Remplacement
- Débranchez la machine de la source d'alimentation.
- Dévissez les deux vis de fixation et retirez le couvercle de protection.
- Desserrez la vis de blocage (B, Fig.19) sur le quadrant.
-
Faites pivoter le quadrant (C, Fig. 19) vers la droite.
-
Dévissez l'écrou (D, Fig.29) de la vis mère ou les écrous (E, Fig.19) des boulons du quadrant afin de retirer les engrenages de changement de vitesse du devant.
-
Installez les engrenages en fonction du filetage et du tableau d'avance (Fig. 20) et revissez les roues dentées sur le quadrant.
-
Faites pivoter le quadrant vers la gauche jusqu'à ce que les roues dentées s'engagent à nouveau.
-
Réajustez le jeu des engrenages en insérant une feuille de papier normale comme aide au réglage ou à l'écartement entre les roues dentées.
-
Immobilisez le quadrant avec la vis de verrouillage.
-
Installez le capot de protection de la poupée et reconnectez la machine à l'alimentation électrique.
TABLE D'ENFILAGE ET D'ALIMENTATION
other
| | A | B | C | D | E | | ------ | --- | --- | --- | --- | --- | | A | 60 | H | 80 | 24 | 80 | | B | 72 | H | 52 | 40 | 80 | | C | 66 | H | 40 | 66 | 52 | | D | 60 | H | 40 | 60 | 52 | | E | 52 | H | 33 | 60 | 52 | | F | 52 | H | 33 | 60 | 52 | | mm | | | | | | | A | 60 | H | 80 | 24 | 80 | | B | 72 | H | 80 | 40 | 80 | | C | 66 | H | 80 | 40 | 80 | | D | 60 | H | 80 | 66 | 52 | | E | 52 | H | 80 | 40 | 52 | | F | 52 | H | 80 | 40 | 52 | | mm | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | F | | | | | | | mm | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | F | | | | | | | | mm | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | F | | | | | | | m | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | F | | | | | | | mm | | | | | | | A | | | | | | | B | | | | | | | C | | | | | | | D | | | | | | | E | | | | | | | F | | | | | | | mm - n/1"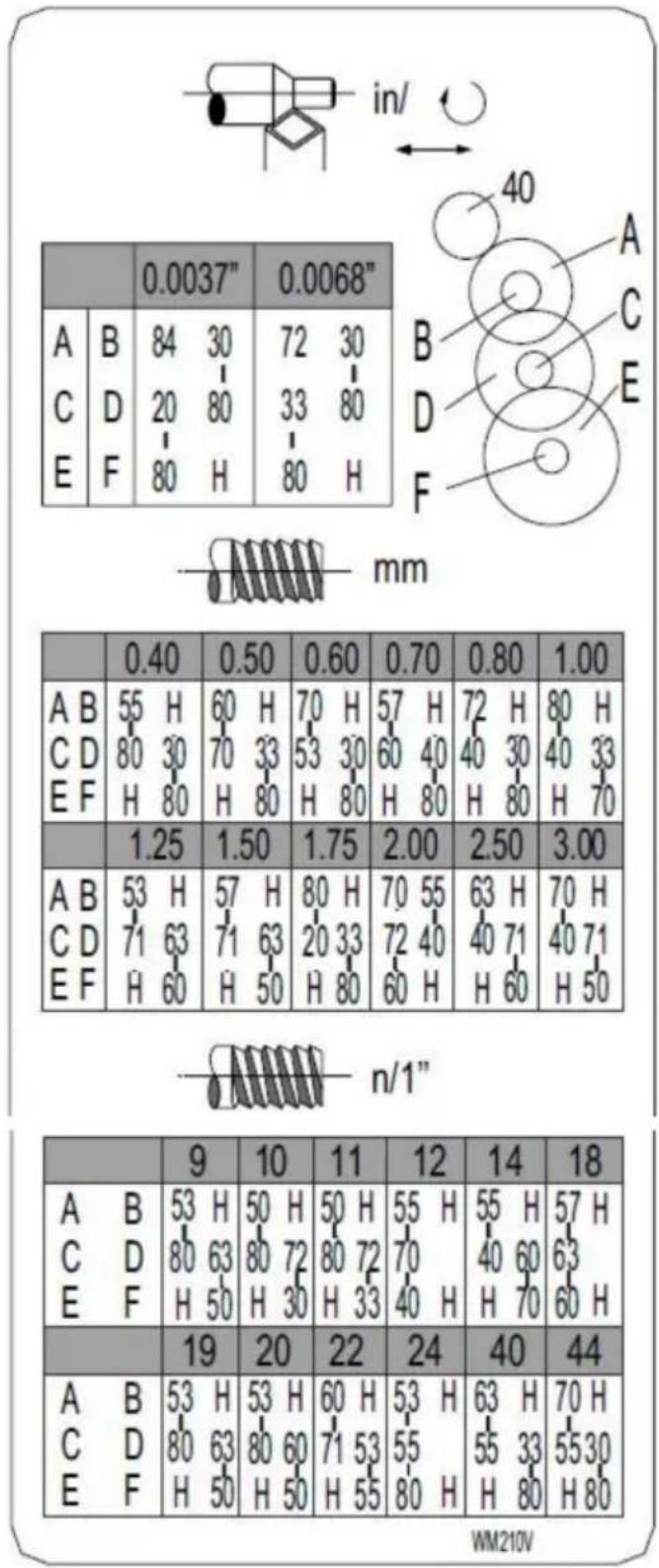
text_image
0.0037" 0.0068" A B 84 30 72 30 C D 20 80 33 80 E F 80 H 80 H mm 0.40 0.50 0.60 0.70 0.80 1.00 A B 55 H 60 H 70 H 57 H 72 H 80 H C D 80 30 70 33 53 30 60 40 40 30 40 33 E F H 80 H 80 H 80 H 80 H 80 H 70 1.25 1.50 1.75 2.00 2.50 3.00 A B 53 H 57 H 80 H 70 55 63 H 70 H C D 71 63 71 63 20 33 72 40 40 71 40 71 E F H 60 H 50 H 80 H 60 H H 60 H 50 n/1" 9 10 11 12 14 18 A B 53 H 50 H 50 H 55 H 55 H 57 H C D 80 63 80 72 80 72 70 E F H 50 H 30 H 33 H 19 20 22 24 40 44 A B 53 H 53 H 60 H 53 H 63 H 70 H C D 80 63 80 60 71 53 H E F H 50 H 50 H 55 H WM210VFig. 20
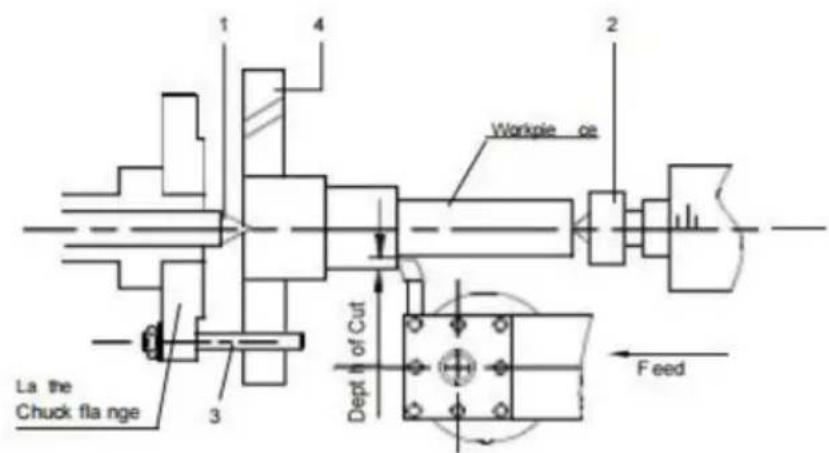
Tournage en ligne droite (Fig. 21)
Lors du tournage rectiligne, l'outil avance parallèlement à l'axe de rotation de la pièce. L'avance peut être manuelle, en tournant le volant sur le chariot supérieur ou en activant l'avance automatique. L'avance transversale pour la profondeur de coupe est assurée par le chariot transversal.
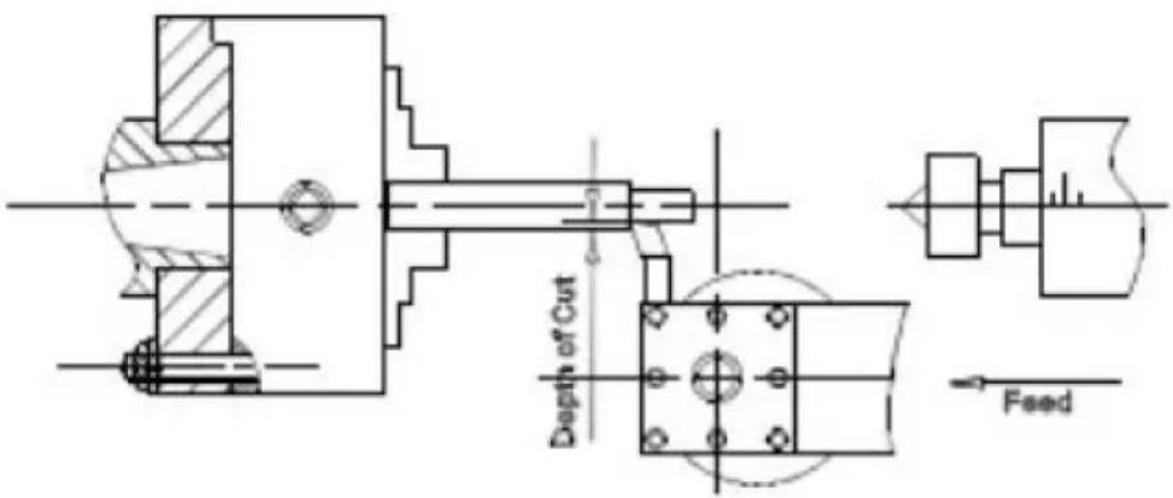
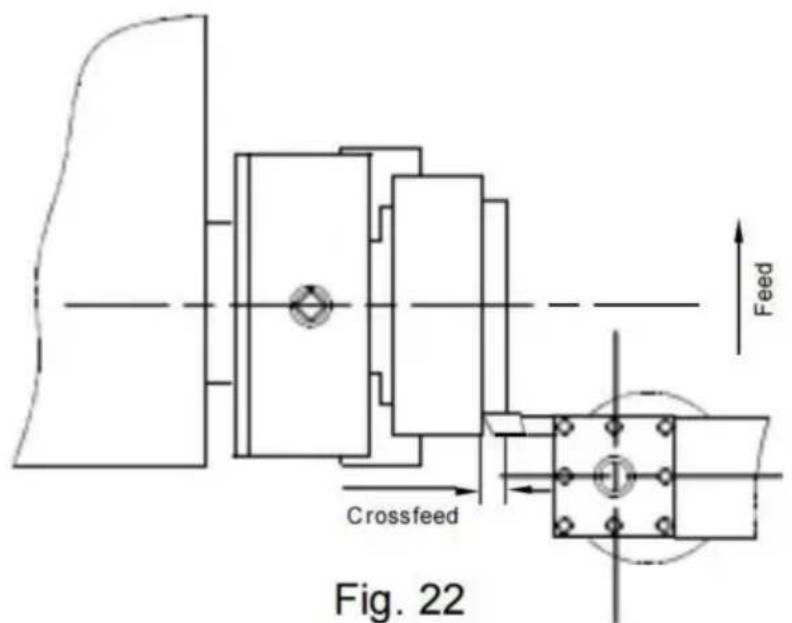
Mise en cache et opérations (Fig. 22)
Lors de l'opération de dressage, l'outil avance perpendiculairement à l'axe de rotation de la pièce. L'avance est manuelle à l'aide du volant transversal. L'avance transversale pour la profondeur de coupe est effectuée à l'aide du chariot supérieur ou du chariot du tour.
text_image
Feed Crossfeed Fig. 22Tournant : Entre Benters (Fig. 23)
Pour tourner entre les centres, il est nécessaire de retirer le mandrin du broche. Insérez le centre MT 3 dans le nez de broche et le centre MT 2 dans la contre-pointe. Monter la pièce munie du taquet d'entraînement entre les centres. Le conducteur est entraîné par un loquet ou une plaque frontale.
Remarque : utilisez toujours une petite quantité de graisse sur le centre de la contre-pointe pou empêcher la pointe centrale de surchauffer.
Tournage conique à l'aide du décalage de la contre-pointe
La pièce à usiner peut être tournée jusqu'à un angle latéral de 5° en décalant la contre-pointe.
L'angle dépend de la longueur de la pièce.
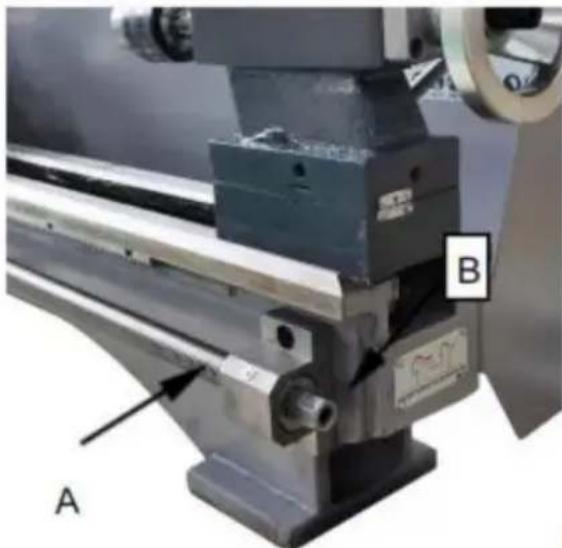
Pour décaler la contre-pointe, desserrez la vis de blocage (A, Fig.24).
Dévissez la vis de réglage (B, Fig. 24) à l'extrémité droite de la contre-pointe. Desserrez la vis de réglage avant (C, Fig.24) et prenez la même quantité en
en serrant la vis de réglage arrière (D, Fig.24) jusqu'à obtenir la conicité souhaitée
Le réglage transversal souhaité est visible sur l'échelle (E, Fig. 24). Resserrez d'abord la vis de réglage (B, Fig. 24), puis les deux vis (avant)
et arrière) pour verrouiller la contre-pointe en position. Resserrez la vis
vis de blocage (A, Fig. 24) de la contre-pointe. La pièce doit être maintenue
entre deux centres et entraîné par une plaque frontale et un chien d'entraînement.
Après le tournage conique, la contre-pointe doit être ramenée à sa position d'origine en fonction de la position zéro sur l'échelle de la contre-pointe. (E, Fig.24)
Réglez la machine au pas de filetage souhaité (selon le tableau de filetage, fig. 20). Démarrez la machine et engagez le demi-écrou. Lorsque l'outil atteint la pièce, il effectue la première passe de filetage. Lorsque l'outil atteint la fin de la coupe, arrêtez la machine en coupant le moteur et, simultanément, retirez l'outil de la pièce pour qu'il quitte le filetage. Ne désengagez pas le levier du demi-écrou. Inversez le sens du moteur pour permettre à l'outil de coupe de revenir à son point de départ. Répétez ces étapes jusqu'à obtenir le résultat souhaité.
NOTES
Exemple : filetage mâle
Le diamètre de la pièce doit avoir été tourné au diamètre du filetage souhaité.
La pièce nécessite un chanfrein au début du filetage et une contre-dépouille à la fin du filetage.
La vitesse doit être la plus basse possible. Les vitesses de changement de vitesse doivent être L'outil de coupe de filetage doit avoir exactement la
forme de l'échantillon comme le filetage, doit être absolument rectangulaire et serré de manière à coïncider exactement avec l'entrée de tournage.
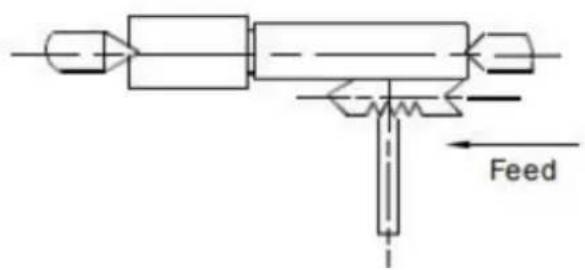
Le filetage est réalisé en plusieurs étapes de coupe, de sorte que l'outil de coupe doit être complètement sorti du filetage (avec le chariot transversal) à la fin de chaque étape. Le retrait de l'outil, écrou de vis-
mère engagé, s'effectue en inversant le commutateur. Arrêtez la machine et avancez l'outil de filetage à faible
profondeur à l'aide du chariot transversal. Avant chaque passage, déplacez le chariot supérieur d'environ 0,2 à 0,3 mm vers la gauche et vers la droite alternativement afin de libérer le filetage. De cette façon, l'outil de filetage ne coupe que sur un flanc de filetage à chaque passage. Continuez à libérer le filetage jusqu'à ce que vous ayez presque atteint la profondeur maximale du filetage.
text_image
FeedFig. 25
Lathe Accessories
Mandrin de tour universel à trois mors
À l'aide de ce mandrin universel, des pièces rondes, triangulaires, carrées, hexagonales, octogonales et à douze coins peuvent être serrées. (Fig. 26)
Remarque : les nouveaux tours sont équipés de mors très serrés. Ceci est nécessaire pour garantir un serrage précis et une longue durée de vie. Après ouvertures et fermetures répétées, les mors s'ajustent automatiquement et leur fonctionnement devient progressivement plus fluide.
Note:
Pour le mandrin à 3 mors d'origine monté sur le tour, l'usine a monté le mandrin de la meilleure façon pour garantir la précision de maintien avec deux marques "." (A) Fig.26 montrées sur le mandrin et la bride du mandrin.

Il existe deux types de mors : internes et externes. Veuillez noter que le nombre de mors correspond au numéro à l'intérieur de la rainure du mandrin. Ne les mélangez pas. Lors du montage, montez-les par ordre croissant (0, 1, 3). Lorsqu vous les retirez, veillez à les retirer par ordre décroissant (3, 1, 0), un par un. Une fois cette procédure terminée, faites pivoter les mors jusqu'au plus petit diamètre et vérifiez que les trois mors sont bien ajustés.
Mandrin de tour indépendant à quatre
mors Ce mandrin spécial possède quatre mors réglables indépendamment.
Ceux-ci permettent le maintien de pièces asymétriques et permettent le réglage précis de pièces cylindriques. (Fig.27)
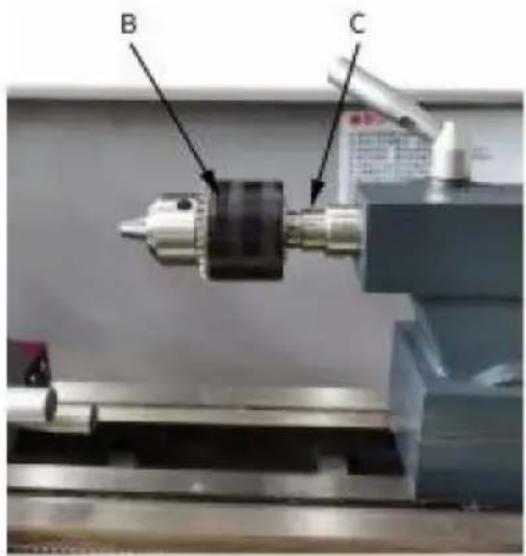
Mandrin de perçage (en option)
Utilisez le mandrin de perçage pour maintenir les forets de centrage et les forets hélicoïdaux dans la contre-pointe (B) (Fig.28)
Arbre conique Morse (en option)
Un arbre est nécessaire pour monter le mandrin de perçage sur la contre-pointe. Il possède un cône Morse n° 1. (C) Fig. 28
text_image
B CFig. 28
Centre en direct (facultatif)
La pointe tournante est montée sur roulements à billes. Son utilisation est fortement recommandée pour tourner à des vitesses supérieures à 6 tr/min. (Fig.29)

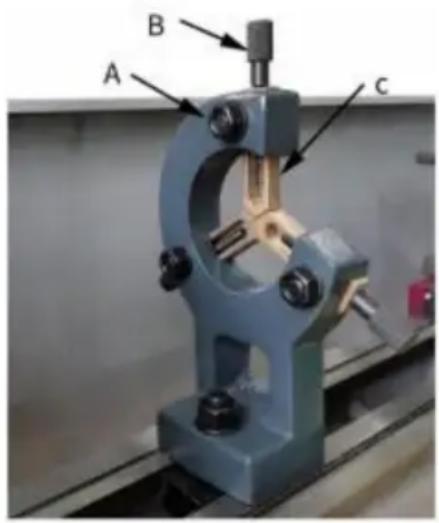
lunette fixe sert de support aux arbres à l'extrémité libre de la contre-pointe. Pour de nombreuses opérations, la contre-pointe est inutilisable car elle gène l'outil de tournage ou de perçage et doit donc être retirée de la machine. La lunette fixe, servant de support d'extrémité, garantit un fonctionnement sans vibrations. Elle est montée sur les glissières et fixée par le bas par une plaque de verrouillage. Les doigts coulissants nécessitent une lubrification continue aux points de contact pour éviter une usure prématurée. (Fig. 30)
text_image
A B CFig. 30
Réglage de la lunette fixe 1.
Desserrez les trois écrous hexagonaux. (A, Fig.31)
- Desserrez la vis moletée (B, Fig. 36) et ouvrez les doigts coulissants
(C, Fig. 31) jusqu'à ce que la lunette puisse être déplacée avec son doigt autour de la pièce.
Fixez la lunette en position. - Serrer les vis moletées de manière à ce que les doigts soient bien serrés contre la pièce, sa toutefois la serrer. Serrer les trois écrous (A, Fig. 31). Lubrifier les points de glissement avec de l'huile machine.
- Lorsque, après une utilisation prolongée, la mâchoire présente des signes d'usure, le bout des doigts peut être limé ou refraisé.
Suivez Rest
Le support de suivi est monté sur la selle et suit le mouvement de la
Outil de tournage. Seuls deux doigts coulissants sont nécessaires. L'outil de tournage remplace le troisième doigt. La butée est utilisée pour les opérations de tournage sur des pièces longues et fines. Elle empêche la flexion de la pièce sous la pression de l'outil de tournage. (Fig. 31)
Bien serrer les doigts sur la pièce, sans les serrer excessivement. Lubrifier les doigts pendant l'utilisation pour éviter une usure prématurée.

Après un certain temps, l'usure de certains composants mobiles peut nécessiter un ajustement.
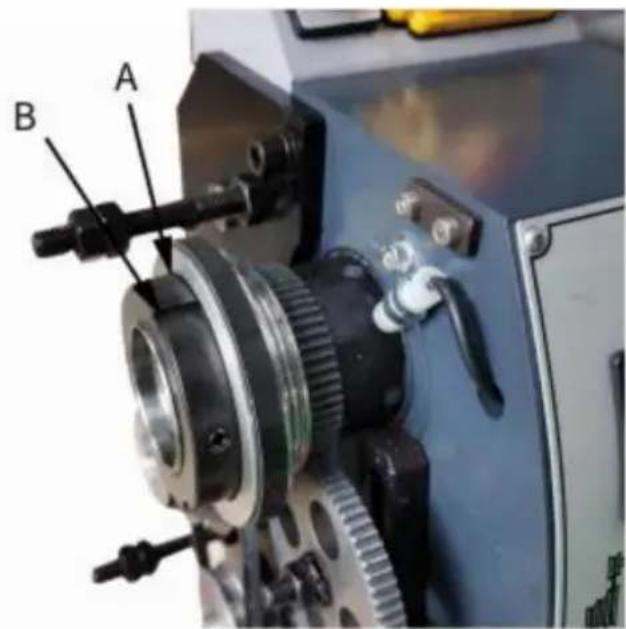
Roulements de la broche
principale Les roulements de la broche principale sont réglés en usine. Si un jeu axial devient évident après une utilisation considérable, les roulements peuvent être réglés.
Serrez l'écrou à fente (A, Fig. 32) à l'arrière de la broche, puis desserrez l'écrou à fente extérieur (B, Fig. 32). Réglez l'écrou à fente (A, Fig. 32) jusqu'à ce que tout le jeu axial soit rattrapé. La broche doit encore tourner librement. Resserrez l'écrou à fente (A, Fig. 32) et resserrez l'écrou à fente extérieur (B, Fig. 32).
Attention : un serrage ou une précharge excessive endommagera les roulements.
text_image
A BFig. 32
Réglage du coulisseau transversal
Le coulisseau transversal est équipé d'une bande de calage (C, Fig.33) et peut être réglé à l'aide de vis (D, Fig.33) munies de contre-écrous. (E, Fig.33) Desserrez les contre-écrous et serrez les vis de réglage jusqu'à ce que le coulisseau se déplace librement sans jeu. Serrez les contre-écrous pour conserver le réglage.

Réglage de la glissière supérieure
La glissière supérieure est équipée d'une bande de calage (F, Fig. 34) et peut être réglée à l'aide de vis (G, Fig. 34) équipées de contre-écrous. (H, Fig. 34) Desserrez les contre-écrous et serrez les vis de réglage jusqu'à ce que la glissière se déplace librement sans jeu. Serrez les contre-écrous pour conserver le réglage.

text_image
H G FFig. 34
Réglage du guide des demi- écrous
L'engagement des demi-écrous peut être réglé à l'aide des vis (I, Fig. 35) équipées de contre-écrous (J, Fig. 35). Desserrez les écrous situés sur le côté droit du tablier et réglez les vis de réglage jusqu'à ce que les deux demi-écrous se déplacent librement et sans jeu.
Serrez l'écrou.

Lubrifiez légèrement toutes les glissières avant chaque utilisation. Lubrifiez légèrement les pignons de changement de vitesse et la vis-mère avec un lubrifiant à base de lithium. graisse.
1. Chariot
Lubrifiez les quatre orifices d'huile (A, Fig. 36) avec de l'huile pour machine 20W une fois par jour.
2. Transversal Lubrifiez
les deux orifices d'huile (B, Fig. 36) avec de l'huile pour machine 20W une fois par jour.
text_image
A BFig. 36
3. Vis mère
Lubrifiez l'orifice d'huile gauche (C Fig. 37) et l'orifice d'huile droit (D, Fig. 38) avec de l'huile machine 20W une fois par jour.

Le raccordement du tour et tous les autres travaux électriques ne doivent être effectués que par ur électricien agréé !
Le non-respect de cette consigne peut entraîner des blessures graves et des dommages aux machines et aux biens!
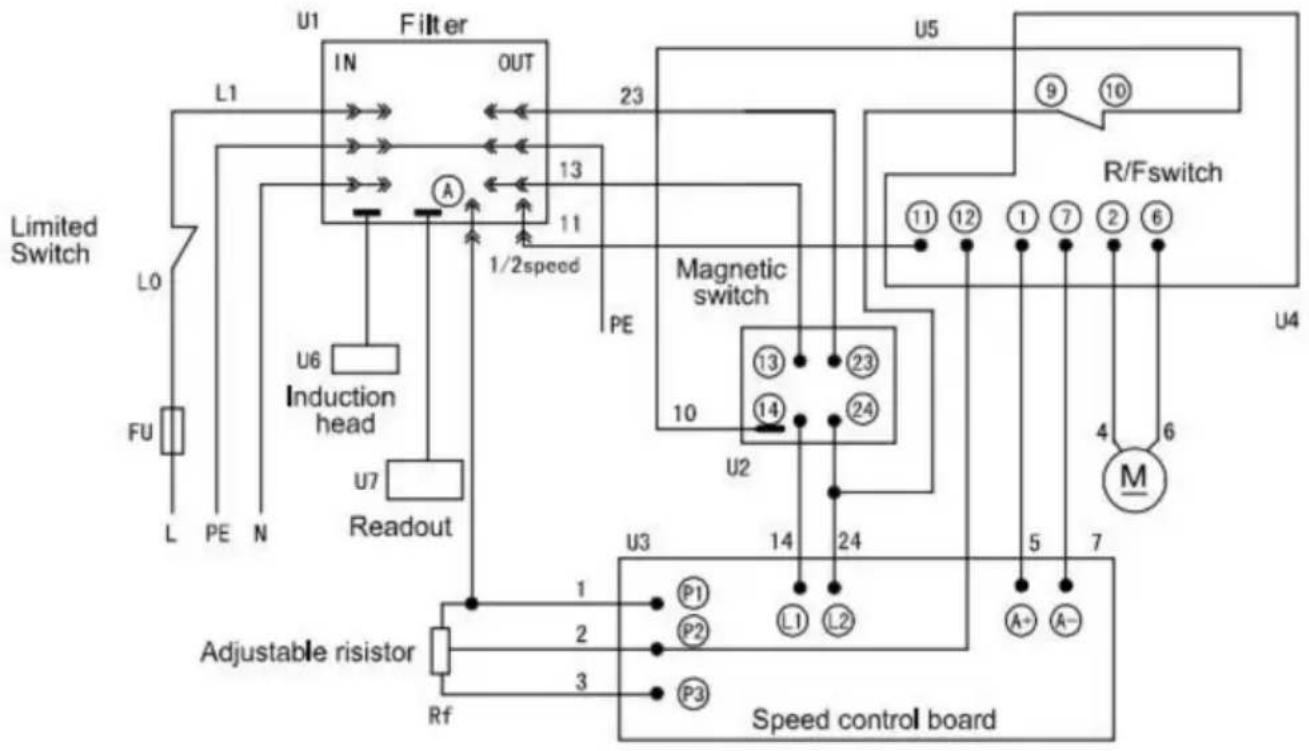
Le tour WM210V est conçu pour une puissance nominale de 550 W, monophasé, 110 V/220 V uniquement. Vérifiez que la puissance disponible à l'emplacement du tour est identique à celle du tour lui-même. Utilisez le schéma de câblage (Fig. 39) pour connecter le tour au secteur. Assurez-vous que le tour est correctement mis à la terre.
Voici le schéma de câblage du tour : (Fig.39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2speed"]
F --> I["13"]
F --> J["11"]
E --> K["PE"]
K --> L["Magnetic switch"]
L --> M["10"]
L --> N["14"]
L --> O["24"]
M --> P["13"]
M --> Q["14"]
M --> R["23"]
N --> S["13"]
N --> T["14"]
O --> U["24"]
P --> V["U2"]
Q --> W["U2"]
R --> X["U2"]
V --> Y["Speed control board"]
W --> Y
X --> Y
Y --> Z["5"]
Y --> AA["7"]
Y --> AB["A+"]
Y --> AC["A-"]
Z --> AD["M"]
AA --> AD
AB --> AD
AC --> AD
AD --> AE["U4"]
AD --> AF["U5"]
AD --> AG["R/Fswitch"]
Fig. 39
MAINTENANCE
Maintenir l'entretien de la machine-outil pendant le fonctionnement pour garantir la précision et la durée de vie de la machine-outil.
- Afin de conserver la précision et la fonctionnalité de la machine, il est Il est essentiel de la traiter avec soin. Maintenez-la propre et graissez-la régulièrement. Seul un entretien régulier garantit la qualité de fonctionnement de la machine.
REMARQUES : Débranchez la fiche de la machine du secteur chaque fois que vous effectuez des travaux de nettoyage, d'entretien ou de réparation!
L'huile, la graisse et les produits de nettoyage sont des polluants et ne doivent pas être jetés dans les égouts ni avec les ordures ménagères. Éliminez ces produits conformément aux exigences légales en vigueur en matière de protection de l'environnement. Les chiffons de nettoyage imprégnés d'huile, de graisse et de produits de nettoyage sont facilement inflammables. Récupérez les chiffons de nettoyage
nettoyer la laine dans un récipient fermé approprié et les jeter dans un manière écologique - ne les jetez pas avec les déchets normaux !
- Lubrifiez légèrement toutes les glissières avant chaque utilisation. Le changement les engrenages et la vis-mère doivent également être légèrement lubrifiés avec du lithium graisse de base.
- Pendant l'opération, les copeaux qui tombent sur la surface de glissement doit être nettoyé en temps opportun et l'inspection doit être effectuée souvent pour éviter que les copeaux ne tombent entre la machine-outil guide de la selle et du banc du tour. Le feutre asphalté doit être nettoyé à un certain temps.
REMARQUES : Ne retirez pas les copeaux à mains nues. Il existe un risque de coupures dues aux copeaux tranchants. N'utilisez jamais de solvants inflammables ou agents nettoyants ou agents générant des fumées nocives!
Protéger les composants électriques tels que les moteurs, les interrupteurs, les commutateurs boîtes, etc., contre l'humidité lors du nettoyage.
- Après l'opération, chaque jour, éliminez tous les éclats et nettoyez différentes parties de la machine-outil et appliquer de l'huile pour machine-outil sur prévenir la rouille.
- Afin de maintenir la précision de l'usinage, prenez soin du centre, de la surface de la machine-outil pour le mandrin et le chemin de guidage et éviter les dommages mécaniques et l'usure dus à un guidage inapproprié.
- Si des dommages sont constatés, l'entretien doit être effectué immédiatement.
REMARQUES : Les travaux de réparation ne peuvent être effectués que par du personnel qualifié avec les connaissances mécaniques et électriques correspondantes.
DÉPANNAGE
| Problème | Raison possible | Élimination |
| Surface de travail pièce trop rugueuse | Outil émoussé | Outil de réaffûtage |
| Ressorts d'outils | Outil de serrage avec moins de porte-à-faux | |
| Alimentation trop élevée | Réduire l'alimentation | |
| Rayon à la pointe de l'outil également petit | Augmenter le rayon | |
| Pièce à usiner devient conique | Les centres ne sont pas alignés (la contre-pointe a un décalage) | Ajuster la contre-pointe au centre |
| La glissière supérieure n'est pas alignée bien (couper avec la diapositive supérieure) | Bien aligner la glissière supérieure | |
| Le tour broute | Alimentation trop élevée | Réduire l'alimentation |
| Jeu dans le palier principal | Régler le palier principal | |
| Le centre chauffe | La pièce s'est élargie | Desserrer le centre de la contre-pointe |
| L'outil a un court bord | Vitesse de coupe trop élevée | Réduire la vitesse de coupe |
| L'outil a un court Vie | Alimentation croisée trop élevée | Avance transversale inférieure (surépaisseur de finition) ne doit pas dépasser 0,5 mm) |
| Refroidissement insuffisant | Plus de liquide de refroidissement | |
| Flanc porter trop haut | Angle de dégagement trop petit Pointe | 1augmenter l'angle de dégagement |
| de l'outil non réglée pour centrer haut | Réglage correct de la hauteur de l'outil | |
| Coupe le bord se brise | Angle de coin trop petit (accumulation de chaleur) | Augmenter l'angle du coin |
| Fissure de meulage due à mauvais refroidissement | Refroidir uniformément | |
| Mouillage excessif dans le roulement de la broche | Régler le jeu de la broche palier | |
| Arrangement (vibrations) | Arrangement | |
| Le fil coupé est incorrect | L'outil est mal serré ou a | Ajuster aussi au centre |
| J'ai commencé à broyer le Mauvaise façon | Meuler correctement l'angle | |
| Le fil coupé est incorrect | Mauvais ton | Ajustez la bonne hauteur |
| Mauvais diamètre | Tournez la pièce dans le bon sens diamètre | |
| La broche fait ne pas activer | Urgence interrupteur d'arrêt activé | Déverrouiller l'interrupteur d'arrêt d'urgence |
Assemblage de la poupée
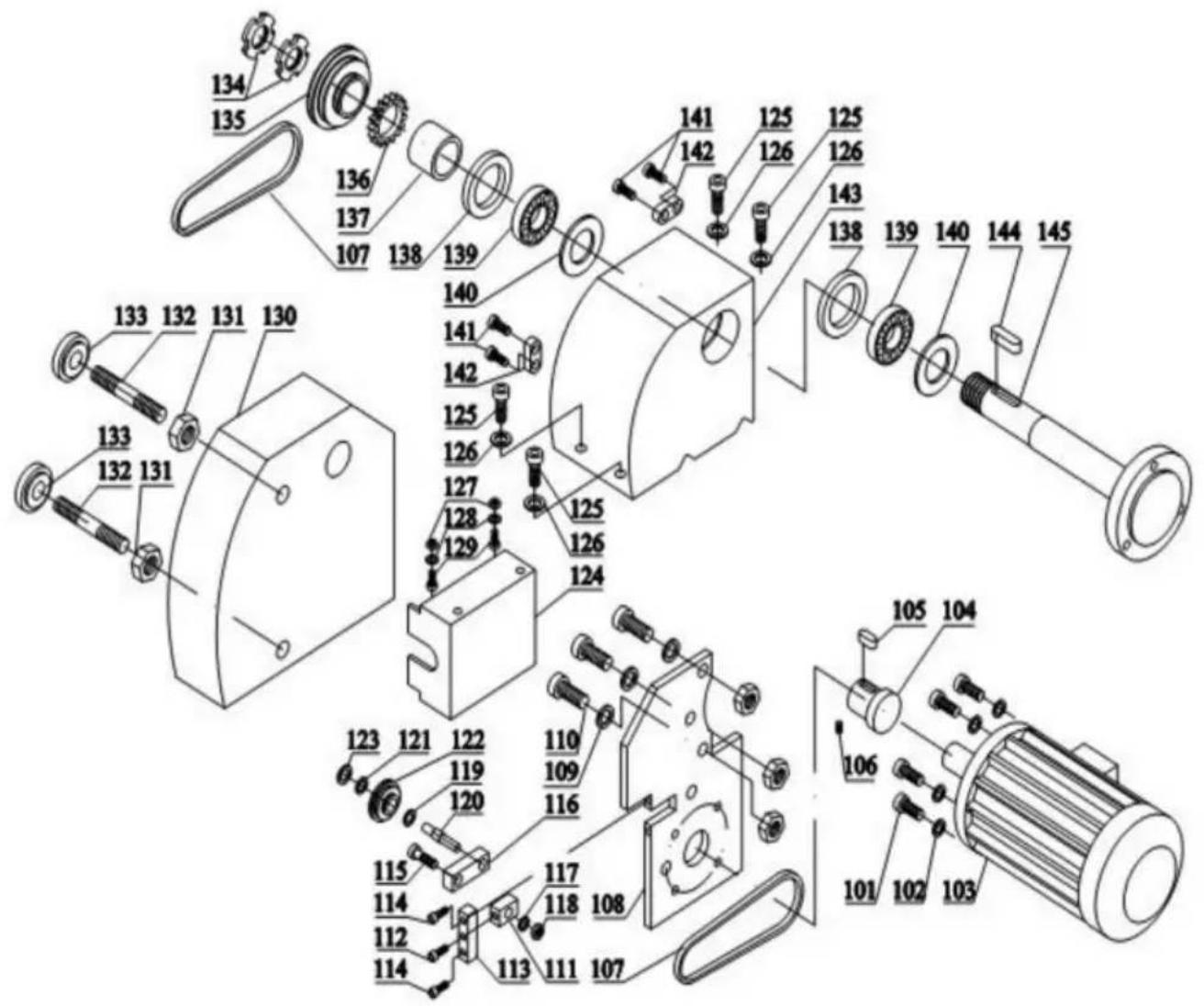
| Parties Non. | Description | spécification Qté | Parties Non. | Description | spécification Qté | |||
| 101 | Vis | M5x25 | 4 | 123 | Anneau à ressort | f 22xl | I | |
| 102 Rondelle | 4 | 124 | Couverture | I | ||||
| Moteur à courant continu 103 | 83ZY005A | I | 125 | Vis | M8x25 | 4 | ||
| 104 | Extracteur de moteur | I | 126 | Rondelle | 8 | 4 | ||
| 105 | Clé | A4x4x20 | I | 127 | Noix | M8 | 2 | |
| 106 | Vis | M6x8 | I | 128 | Rondelle | 8 | 2 | |
| 107 | Ceinture | Portes-5M- 360 2 | 129 | Vis | M8 | 2 | ||
| 108 | Plaque de support | I | 130 | Couvercle de courroie | I | |||
| 109 Rondelle | 8 | 3 | 131 | Noix | MI0 | 2 | ||
| 110 | Vis | M8x20 | 3 | 132 | Boulon | MI0x80 | 2 | |
| 111 | Bloc | I | 133 | Noix | MI0 | 2 | ||
| 112 | Vis | M6x30 | I | 134 | Noix | M27xl | 2 | |
| 113 | Bloc | I | 135 | Extracteur de broche | I | |||
| 114 | Vis | M6x20 | I | 136 | Engrenage | 40T | I | |
| 115 | Boulon | I | 137 | Séparateur | I | |||
| 116 | Bloc | I | 138 | Joint | I | |||
| 117 Rondelle | I | 139 | Palier | 30206 | I | |||
| 118 | Noix | I | 140 | Couvercle de graisse | I | |||
| 119 | Anneau à ressort | 8x0,8 | I | 141 | Vis | M4xl0 | 2 | |
| 120 | Boulon | I | 142 | Bloc | I | |||
| 121 | Palier | I | 143 | Tête de poupée | I | |||
| 122 | Poulie | I | 144 | Clé | A3x3xl5 | I | ||
Glissière supérieure, glissière transversale, ensemble chariot
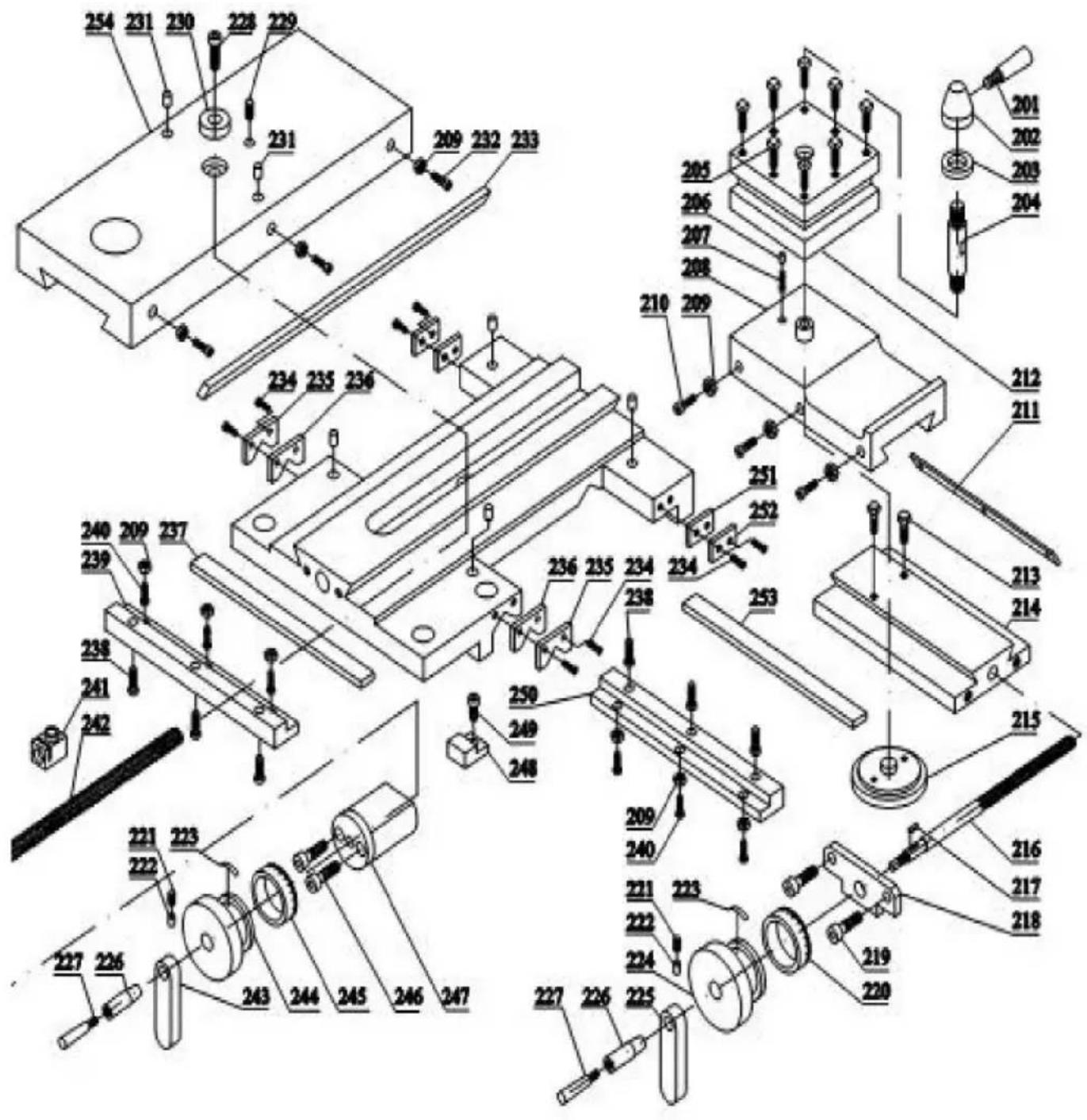
| Parties Non. | Description | Spécification | Qté | Parties Non. | Description | Spécification Qté | ||
| Poignée | 1 | 228 | Vis201 | M4x8 | 1 | |||
| Base de poignée 202 | 1 | 229 | Vis | M5x10 | 1 | |||
| 203 | Rondelle | 1 | 230 | Buisson | 1 | |||
| 204 | Boulon | 1 | 231 | tasse d'huile | F5 | 2 | ||
| 205 | Vis | M6x25 | 1 | 232 | Vis | M4x20 | 3 | |
| 206 | Épingle | 1 | 233 | Gib | 1 | |||
| 207 | Printemps | 5x10x1 | 1 | 234 | Vis | 8 | ||
| 208 Glissière longitudinale et | 1 | 235 | Couvercle d'essuie-glace | 2 | ||||
| 209 | Noix | M4 | 9 | 236 | Essuie-glace | 2 | ||
| 210 | Vis | M4x14 | 3 | 237 | Gib | 1 | ||
| 211 | Gib | 1 | 238 | Vis | 6 | |||
| 212 | Top Rest | 1 | 239 | Bloc coulissant | 1 | |||
| 213 | Vis | M5x30 | 1 | 240 | Vis | M4x10 | 6 | |
| Base pivotante 214 | M6x20 | 1 | 241 | Noix | 1 | |||
| Plateau de 215 micromètres | 1 | 242 | Vis mère | 1 | ||||
| 216 | Vis mère | 1 | 243 | Bloc de poignée | 1 | |||
| 217 | Clé | 3x12 | 1 | 244 | Volant | 1 | ||
| 218 | Support | 1 | 245 | Collier | 1 | |||
| 219 | Vis | M5x12 | 2 | 246 | Vis | M6x50 | 2 | |
| 220 | Collier | 1 | 247 | Support | 1 | |||
| 221 | Vis | 2 | 248 | plaque de serrage | 1 | |||
| 222 | Épingle | 2 | 249 | Vis | 1 | |||
| 223 | Printemps | 2 | 250 | Bloc coulissant | 1 | |||
| 224 | Volant | 1 | 251 | Essuie-glace | 2 | |||
| Bloc de poignée 225 | 1 | 252 | Couvercle d'essuie-glace | 2 | ||||
| Manchon de poignée 226 | 2 | 253 | Gib | 1 | ||||
| 227 | Poignée | 2 | 254 | Glissière transversale | 1 | |||
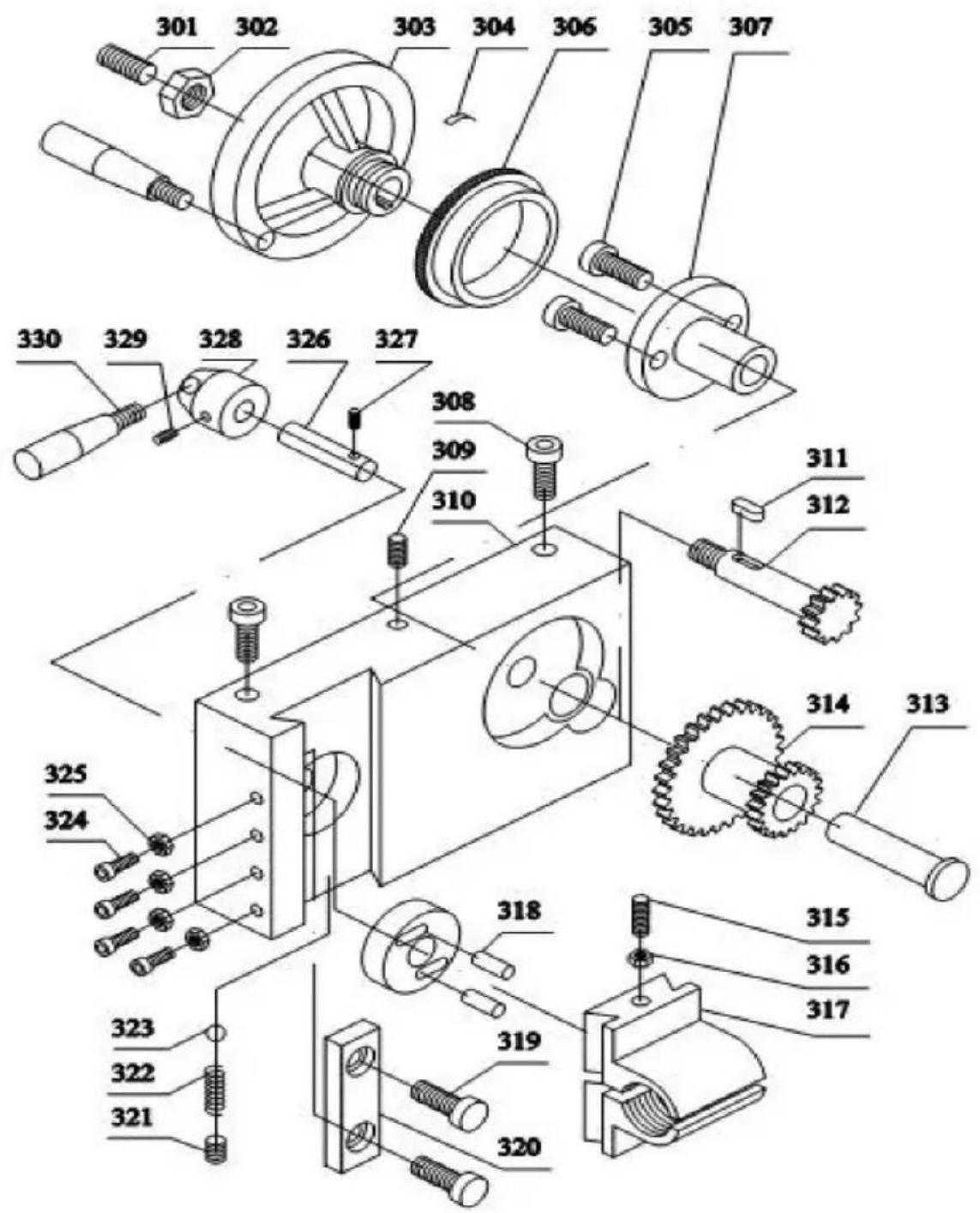
Assemblage du tablier
| Parties Non. | Description | Spécification | Qté | Parties Non. | Description | Spécification Qté | ||
| 301 | Vis | M8x8 | 1 | 317 | Demi-noix | 1 | ||
| 302 | Noix | M8 | 1 | 318 | Épingle | 4x10 | 1 | |
| 303 | Volant | 1 | 319 | Vis | M4x10 | 2 | ||
| 304 | Printemps | 1 | 320 | Bloc | 1 | |||
| 305 | Vis | M5x10 | 2 | 321 | Vis | M6x8 | 1 | |
| 306 | Collier | 1 | 322 | Printemps | 0,6x 3,5x12 1 | |||
| 307 | Support | 1 | 323 | Balle | 4,5 | 2 | ||
| 308 | Vis | M8x25 | 2 | 324 | Vis | M4x12 | 4 | |
| 309 | Vis | M5x8 | 1 | 325 | Noix | M4 | 1 | |
| 310 | Tablier | 1 | 326 | Arbre | 1 | |||
| 31 1 | Clé | A3x3x8 | 1 | 327 | Épingle | 3x30 | 2 | |
| 312 | arbre de transmission | 14T | 1 | 328 | Base de la main | 1 | ||
| 313 | Arbre | 1 | 329 | Vis | M5X6 | 1 | ||
| 314 | Engrenage | 44/21T | 1 | 330 | Poignée | 1 | ||
| 315 | Vis | M4x35 | 1 | 331 | Poignée | 1 | ||
| 316 | Noix | M4 | 1 | 317 | Demi-noix | 1 |
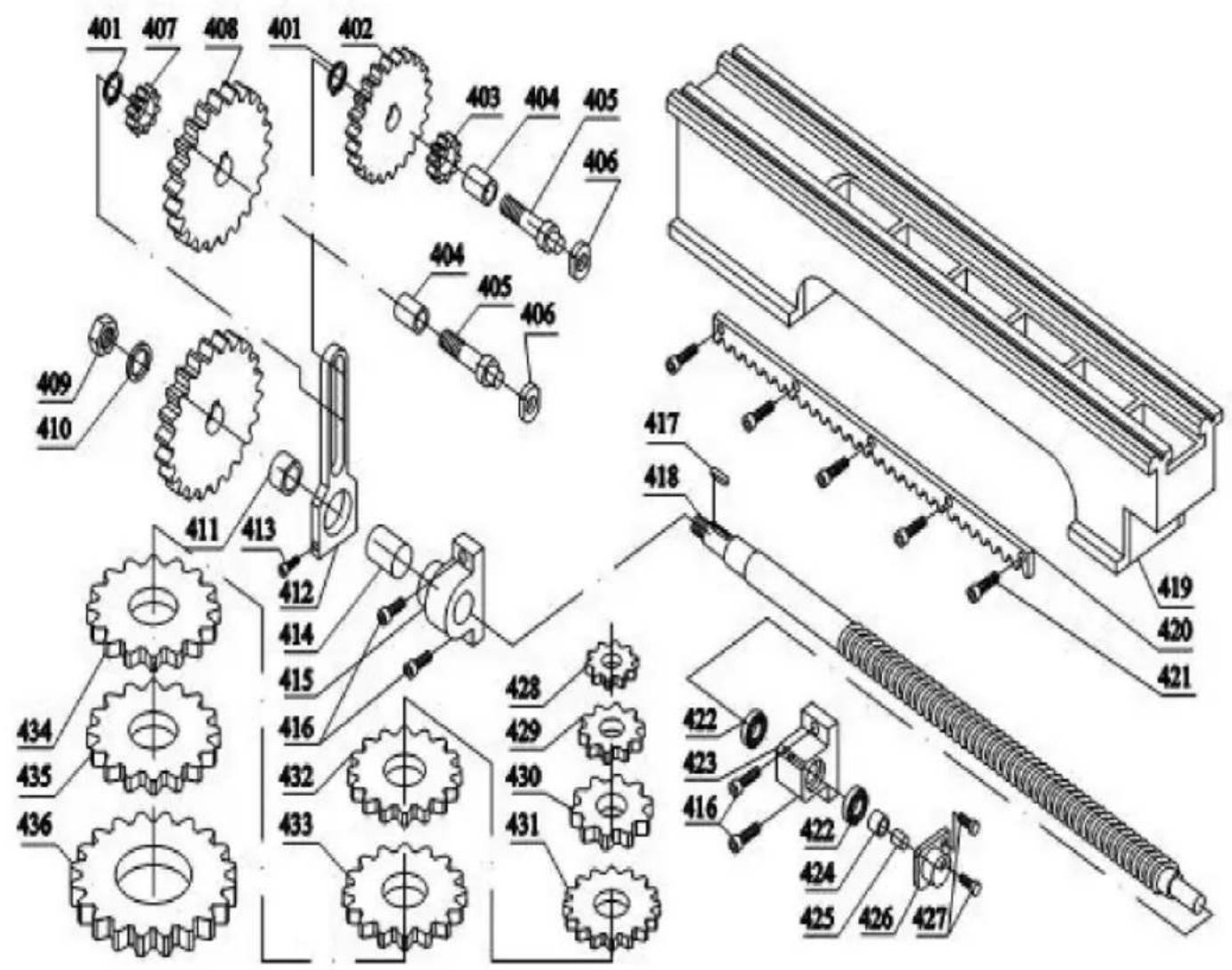
Assemblage de pièces de lit et de roue suspendue
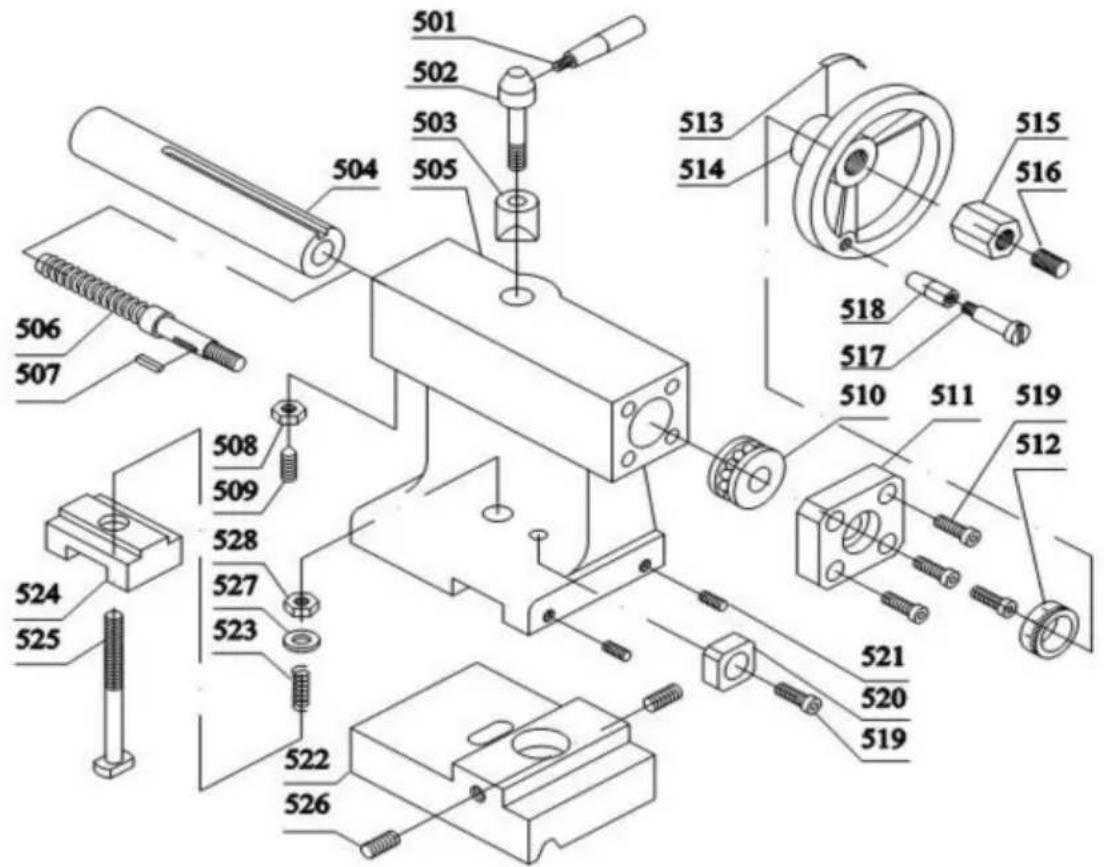
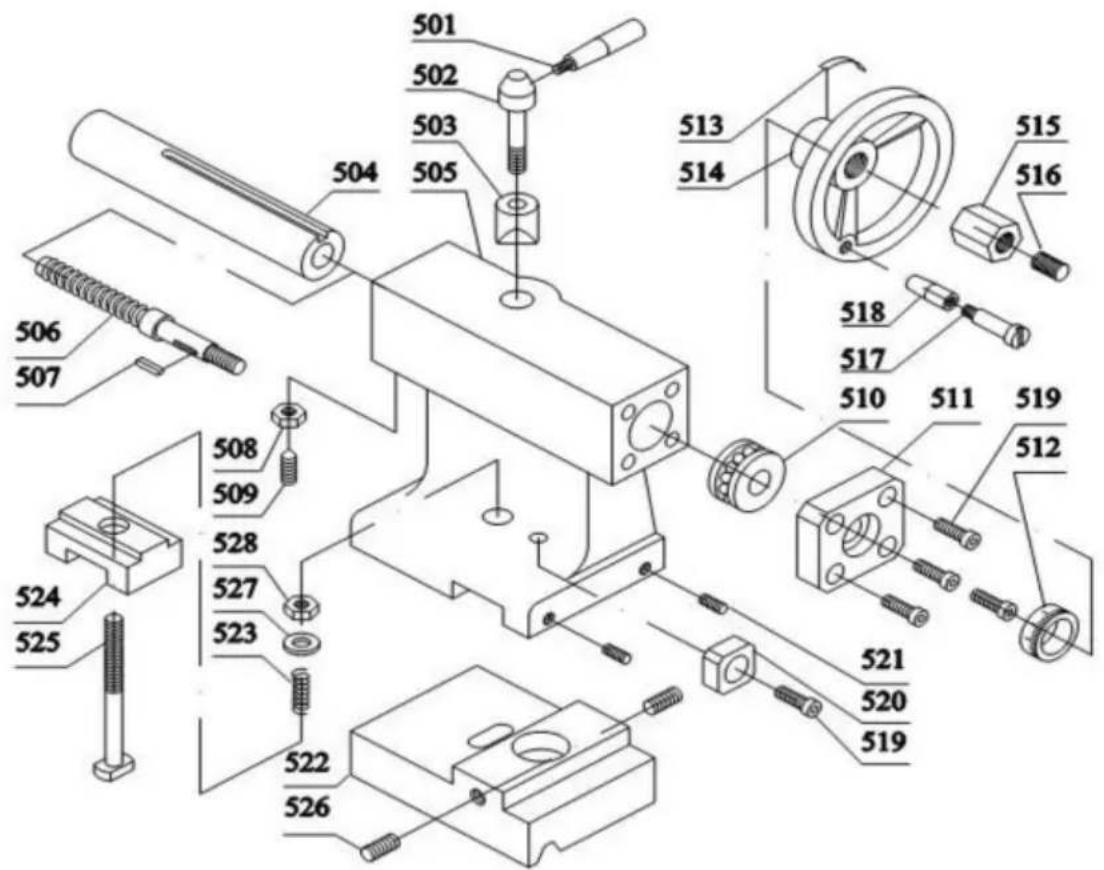
Assemblage de la poupée mobile
| Parties Non. | Description | Spécification Qté | Parties Non. | Description | Spécification Qté | |||
| 501 | Poignée | 1 | 515 | Noix | M8 | 1 | ||
| 502 | Base de la poignée | 1 | 516 | Vis | M8x6 | 1 | ||
| 503 | Base de verrouillage | 1 | 517 | Vis de poignée | 1 | |||
| 504 | Manche | 1 | 518 | Manchon de poignée | 1 | |||
| 505 | poupée mobile | 1 | 519 | Vis | M5x12 | 1 | ||
| 506 | Vis mère | 1 | Bloc de réglage 520 | 1 | ||||
| 507 | Clé | A3x3x8 | 1 | 521 | Vis | M6x12 | 1 | |
| 508 | Noix | M6 | 1 | 522 | Base | 1 | ||
| Vis509 | M6x14 | 1 | 523 | Printemps | 1 | |||
| 510 | Palier | 51100 | 1 | 524 | plaque de serrage | 1 | ||
| 511 | Logement | 1 | 525 | Boulon | M10x70 | 1 | ||
| 512 | Collier 526 | 1 | Vis | M6x16 | 2 | |||
| 513 | Printemps | 1 | 527 | rondelle | ∅ 10 | 1 | ||
| 514 | Volant | 1 | 528 | Noix | M10 | 1 | ||
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu, Shanghai 200000 CN.
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
text_image
REPRÉSENTANT DE LA CEE-CrossStu GmbH
Mainzer Landstr.69, 60329 Francfort-sur-le-Main.
text_image
Représentant du Royaume-UniYH CONSULTING LIMITÉE.
Assistance technique et certificat de garantie électronique
Montage van de losse kop