
WM210V - Metallsvarv Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis WM210V Vevor i PDF-format.
| Produkttyp | Metallsvarv |
| Märke och modell | Vevor WM210V |
| Svingdiameter över bänk | 210 mm |
| Sving över tvärslid | 110 mm |
| Avstånd mellan spetsar | 370 mm |
| Bänkbredd | 100 mm |
| Spindelborrning | 21 mm |
| Spindelkon | MT3 |
| Antal spindelvarvtal | Variabel (50-2500 rpm) |
| Metriska gängor | 14 stigningar (0,3-3 mm) |
| Tumgängor | 10 stigningar (10-44 TPI) |
| Längsmatning | 0,089-0,198 mm/varv |
| Överslidens rörelse | 80 mm |
| Tvärslidens rörelse | 85 mm |
| Längsslidens rörelse | 370 mm |
| Pinnolens rörelse | 50 mm |
| Pinnolens kon | MT2 |
| Huvudmotor | 550 W, 110 V~60 Hz / 220 V~50 Hz |
| Nettovikt | 60,6 kg |
| Bruttovikt | 78,4 kg |
| Paketmått | 905 × 455 × 540 mm |
| Garanti | 1 år |
| Standardtillbehör | 3-backs chuck, verktygslåda med spetsar, nycklar, remskivor |
| Underhåll och smörjning | Daglig smörjning av slidar och ledarskruv med 20W olja |
Vanliga frågor - WM210V Vevor
Användarfrågor om WM210V Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Metallsvarv i PDF-format gratis! Hitta din manual WM210V - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. WM210V av märket Vevor.
BRUKSANVISNING WM210V Vevor
Teknisk support och e-garanticertifikat
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara halva", "halva priset" eller andra liknande uttryck som används av oss representerar bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns om att noggrant kontrollera när du gör en beställning hos oss om du verkligen sparar hälften i jämförelse med de främsta varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
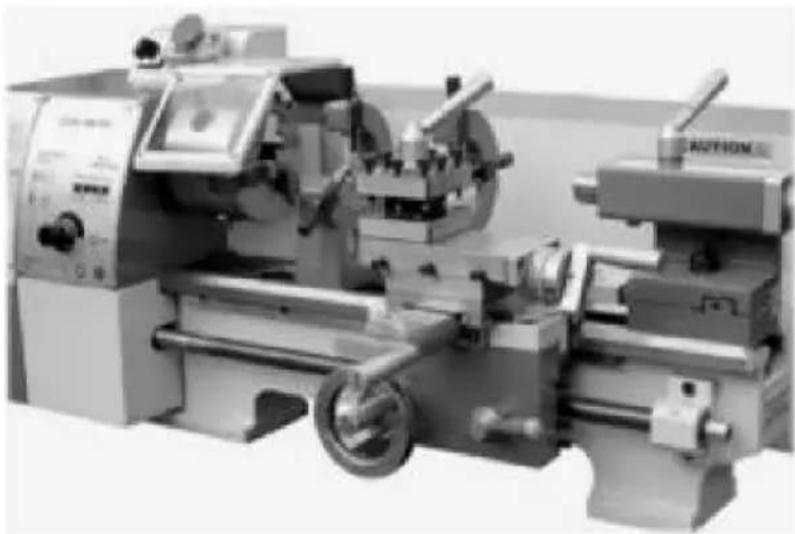
Metallsvarv
MODELL: WM210V
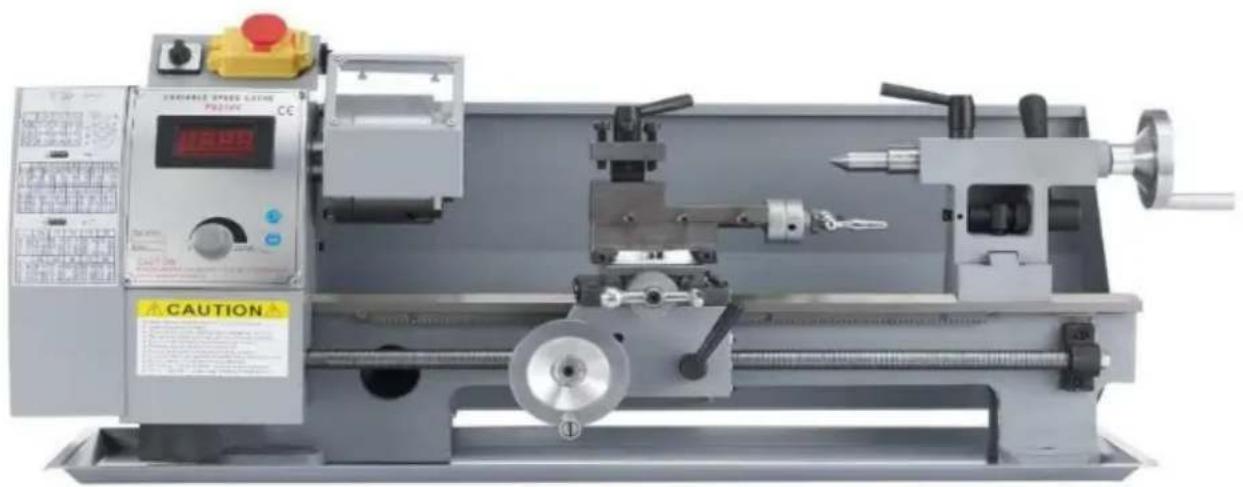
(Bilden är endast för referens, se det faktiska objektet)
BEHÖVER HJÄLP? KONTAKTA OSS!
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna: Teknisk support och e-
garanticertifikat www.vevor.com/support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
 | Varning - För att minska risken för skada måste användaren läsa instruktionerna noggrant. |
 | Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EC. Symbolen som visar en soptunna korsad anger att produkten kräver separat sophämtning i EU. Detta gäller för produkten och alla tillbehö märkta med denna symbol. Produkter märkta som sådana får inte slängas tillsammans med vanligt hushållsavfall, utan måste lämnas till en insamlingsplats för återvinning av elektriska och elektroniska apparater |
FRÅGOR SOM BEHÖVER UPPMÄRKSAMHET
Informationen i denna handbok är avsedd som en vägledning för driften av dessa maskiner och utgör inte en del av något avtal. De uppgifter som den innehåller har erhållits från maskintillverkaren och från andra källor. Medan
alla ansträngningar har gjorts för att säkerställa att dessa transkriptioner är korrekta, det skulle vara omöjligt att verifiera varje objekt. Vidare kan utvecklingen av maskinen innebära att den levererade utrustningen kan skilja sig i detalj från beskrivningarna häri. Ansvaret ligger därför på användaren att försäkra sig om att den beskrivna utrustningen eller processen är lämplig för det avsedda ändamålet.
KVALITETSSÄKRING
Vi kommer att göra allt för att säkerställa kvaliteten på våra produkter, och vi lovar konsumenterna att vi kommer att garantera våra produkter i ett år, med undantag för maskinskador som orsakats av felaktig användning av kunder, och olyckor till följd därav, eller onormalt slitage och skador orsakade av bristande underhåll.
Vårt företag förbehåller sig rätten att göra ändringar i denna specifikation och produktspecifikationer. Vi kommer att göra kontinuerliga ansträngningar för att förbättra kvaliteten på våra produkter.
Alla rättigheter reserverade. Reproduktion eller reproduktion är inte tillåten utan tillstånd.
SÄKERHETSVARNING
| Symbol | Symbol Beskrivning |
 | Varning - För att minska risken för skada måste användaren läsa instruktionerna handbok noggrant. |
 | Denna symbol, placerad före en säkerhetskommentar, indikerar ett slags försiktighetsåtgård, varning eller fara. Att ignorera denna varning kan leda till en olycka. För att minska risken för skada, brand eller elstöt, vänligen följ alltid rekommendationen nedan. |
 | Fara!Risk för personskador eller miljöskador! Risk för el chock! Risk för personskada genom elektriska stötar! |
 | Likström |
 | Akta dig för klämning |
 | Varning- Var noga med att bära hörselskydd när du använder denna produkt. |
 | Varning- Var noga med att bära ögonskydd när du använder denna produkt. |
 | Placera inte händerna i skyddet när maskinen är igång |
 | Ingen ingång automatiska maskiner i drift Auktoriserad personal endast |
 | Fyll inte på olja under drift |
 | Vänd inte under reparation |
 | Ingen trötthetsoperation |
 | Operationen är inga telefonsamtal |

WARNING: Läs alla säkerhetsvarningar, instruktioner, illustrationer och
specifikationer som medföljer denna maskin. Underlåtenhet att följa alla instruktioner som anges nedan kan resultera i elektriska stötar, brand och/eller allvarliga skador.
Spara alla varningar och instruktioner för framtida referens.
-
Verktygsmaskinen ska användas av erfaren personal. Om du inte är det är bekant med svarvens driftprocess, använd inte verktygsmaskinen vid kommer att använda instruktionerna före användning.
-
Innan du startar verktygsmaskinen ska säkerhetskåpan sitta korrekt placera.
-
Innan du startar verktygsmaskinen, kontrollera om verktygets stödnyckel och chucknyckeln tas bort.
-
Förhindra att maskinen startar oavsiktligt. Stäng av motorn innan fastspänning av arbetsstycket eller verktyget.
5.Tvinga inte skärning. Kapning enligt inställd skärhastighet, skärdjup och matningshastighet.
6.Använd rätt verktyg. Använd rätt verktyg eller arbetsstycke för bearbetning.
-
Håll verktyget skarpt och rent för att säkerställa normal och säker drift. Smörja och byt ut tillbehör regelbundet.
-
Innan du justerar eller reparerar maskinen, se till att koppla bort strömmen förse.
-
Kontrollera maskinens säkerhetsprestanda innan du startar den. Kontrollera prestandan för alla rörliga delar. Alla delar måste installeras korrekt. Skadade delar måste repareras omgående.
-
När maskinen är igång får operatören inte lämna.
-
Håll arbetsplatsen ren, smutsig arbetsmiljö är lätt att leda till olyckor.
-
Använd inte maskinen i farlig miljö.
Arbeta inte på fuktiga platser. Se till att elektriska komponenter är skyddade från fukt. Håll god belysning.
-
Barn är förbjudna att komma in på arbetsplatsen, och de är inte i drift personal bör hålla ett säkert avständ från arbetsområdet.
-
Att hålla barn borta från arbetsområdet. Dörren ska vara låst när du lämnar verkstaden.
-
Klä dig lämpligt. Bär inte löst sittande kläder, handskar, slipsar, ringar, armband, smycken, etc. För att vara på den säkra sidan, bygg diskutera att bära halkfria skor. Om du har långt hår, snälla bär en arbetshatt.
-
Bär skyddsglasögon vid användning.
-
Var uppmärksam på var du står och håll balansen hela tiden.
-
Placera inte händerna nära maskinens rörliga delar.
-
Utför inga inställningsåtgärder medan maskinen är igång.
-
Läs och förstå alla varningsskyltar som finns uppsatta på maskinen.
-
Denna handbok är endast avsedd att göra kunderna bekanta med driften av maskin och är inte en träningsmanual.
-
Följ dessa varningar annars kan allvarliga skador uppstå.
-
Maskinen kommer att producera några skadliga kemikalier i arbetet med damm, sågning slipning och borrning framställd genom slipning. För att minska skadorna av dessa kemikalier, arbeta på en väl ventilerad plats och bär säkerhetsanordningar. Såsom partikelfiltermasker.
TEKNISK PARAMETER
| Typnummer | WM210V |
| Kapaciteter | |
| Sväng över sängen | 210 mm |
| Sväng över Cross Slide | 110 mm |
| Avständ mellan centra | 370 mm |
| Sängens bredd | 100 mm |
| Headstock | |
| Hål genom spindel | 21 mm |
| Avsmalnande i spindelnäsa | MT3 |
| Antal spindelhastigheter | Variabel |
| Utbud av spindelhastigheter | 50-2500 RPM |
| Matning och trådning | |
| Antal metriska trådar | 14 |
| Utbud av metriska trådar | 0,3~3 mm |
| Antal 1 perial trådar | 10 |
| Utbud av 1peril-trådar | 10~44T.PI |
| Range av longitudinell matning | 0,089-0,198 mm |
| Sammansättning och vagn | |
| Typ av verktygsstolpe | 4 |
| Maximal sammansatt glidrörelse | 80 mm |
| Maximalt tvärgående räckvidd | 85 mm |
| Maximalt antal transporter | 370 mm |
| Stjärtstock | |
| Tailstock Spindel Travel | 50 mm |
| Avsmalnande i stjärtspindel | MT2 |
| Diverse | |
| Huvudmotor | 110V~60Hz/220V~50Hz,550W, |
| Produktens vikt GW: 78,4 kg | NW:60,6Kg; |
| Paketstorlek | 905*455*540 mm |
Den allmänna informationen i denna specifikation är inte bindande.
Standardtillbehör
- Oljetråg 1
- Bakre spånplatta 3. 1
Chuck med tre käftar 1 - specification 1
- Detektionstabell 1
- Verktygslåda 1

Tillbehör i verktygslådan (Fig. 1)
1 Dead Center MT3
1 Dead Center MT2
3 Verktygsnyckel
1 Oljepistol
1 Korsskruvmejsel
1 Platt skruvmejsel
1 Nyckel för 3-käkar Chuck
5 sexkantsnycklar
3 Dubbla huvudnycklar
9 Remskiva set (24T,33T,35T,40T,50T,52T,60T,66T,72T)
Specialtillbehör (Tillbehör som kräver extra betalning)
Fyrkäftschuck och bakplatta
(anslutningsplatta)
Allt resten
Mittram
Bakre skiva
Osammanhängande skiva
Skyddsskydd för verktygsstöd
Skyddskåpa med blyskruv
Svarvverktyg
Borrchuck och vevstake
UKRÄTNING OCH RENGÖRING
- Avsluta avlägsnandet av trälådan runt svarven
- Kontrollera alla tillbehör till verktygsmaskinen enligt förpackningen lista.
- Lossa svarven från fraktlådans botten.
- Välj en plats för svarven som är torr, har bra belysning och har tillräckligt med utrymme för att kunna serva svarven på alla fyra sidor.
- Med lämplig lyftutrustning, lyft långsamt upp svarven från frakten lådans botten. Lyft inte med spindeln. Se till att svarven är balanserad innan flytta till en stadig bänk eller stativ.
- För att undvika att vrida sängen måste svarvens placering vara absolut platt och nivå. Skruva fast svarven på stativet (om det används). Om du använder en bänk, genomgående bult för bästa prestanda.
- Rengör alla rostskyddade ytor med ett milt kommersiellt lösningsmedel, fotogen eller diesel. Använd inte thinner, bensin eller lack thinner. Dessa kommer att skada målade ytor. Täck alla rengjorda ytor med en lätt film av 20W maskinolja.
- Ta bort ändväxelns käpa. Rengör alla komponenter i änddrevet montera och bestryka alla växlar med ett tungt, slingfritt fett.
GRUNDRITNING
text_image
70 655 265 742 805 118 2x/8Fig. 2
General Description
Svarvsäng (Fig. 3)
Svarvsängen är gjord av högkvalitativt järn. Genom att kombinera höga kinder med starka korsrevben skapas en bädd med låg vibration och styvhet. Den integrerar topplocket och drivenheten för att fästa vagnen och ledskruven. De två precisionsslipade V - i sidled, förstärkta av värmehärdning och slipning, är den exakta guiden för vagnen och bakstycket. Huvudmotorn är monterad på baksidan av sängens vänstra sida.

Spindeln är gjuten av högkvalitativt, lågvibrerande gjutjärn.1t är bultat till sängen med fyra skruvar. Spindeln rymmer huvudspindeln med två precisionskoniska rullager och drivenheten.
Huvudspindeln överför vridmomentet under svarvningen.1t håller även arbetsstyckena och spännanordningarna. (t.ex. 3-jawchuck).

text_image
WM210V Control Panel 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100Fig. 4
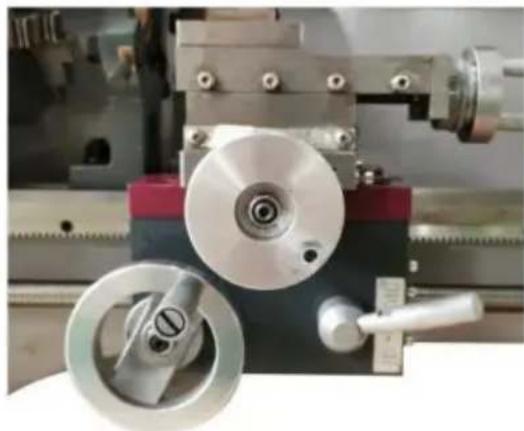
Vagn (Fig. 5)
Vagnen är tillverkad av högkvalitativt gjutjärn. Gliddelarna är slätslipade. De passar V:et på sängen utan spel. De nedre gliddelarna kan enkelt och enkelt justeras. Tvärsliden är monterad på vagnen och rör sig på en duvstjärtslid. Spelet i tvärsliden kan justeras med gibbarna.
Flytta tvärsläden med dess bekvämt placerade handratt.
Det finns en graderad krage på handratten.
En fyrvägsverktygsstolpe är monterad på den övre sliden och gör att fyra verktyg kan spännas fast. Lossa det mittersta klämhandtaget för att rotera något av de fyra verktygen på plats.

Förklädet är monterat på sängen. Den rymmer halvmuttern med en låsspak för aktivering av den automatiska matningen. Halvmuttern kan justeras från utsidan.
En kuggstång, monterad på sängen, och ett drev som manövreras med handratt på vagnen möjliggör snabb förflyttning av förklädet.
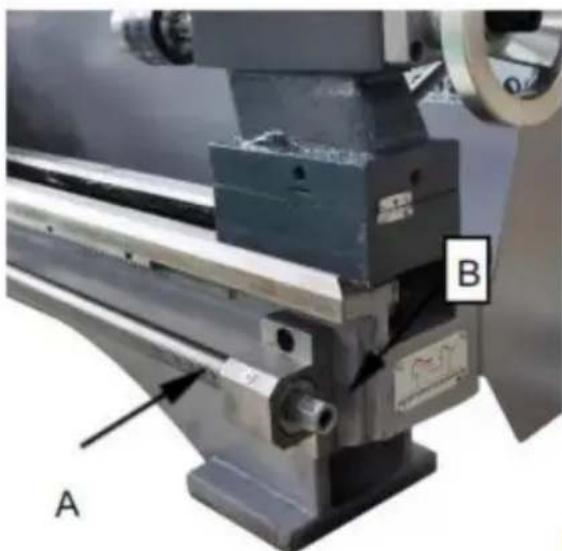
Ledskruven (A, Fig.7) är monterad på framsidan av maskinbädden. Den är ansluten till växellådan till vänster för automatisk matning och stöds av lager i båda ändar. Sexkantsmuttern (B, Fig.7) på den högra änden är utformad för att ta upp spel på ledarskruven.
Stjärtfoten glider på V-väg och kan spännas fast var som helst. Stjärtdosan har en kraftig spindel med en Morse-kona nr 2-hylsa och en graderad skala. Spindeln kan spännas fast var som helst med en spännspak. Spindeln förflyttas med ett handhjul i änden av ändstocken.

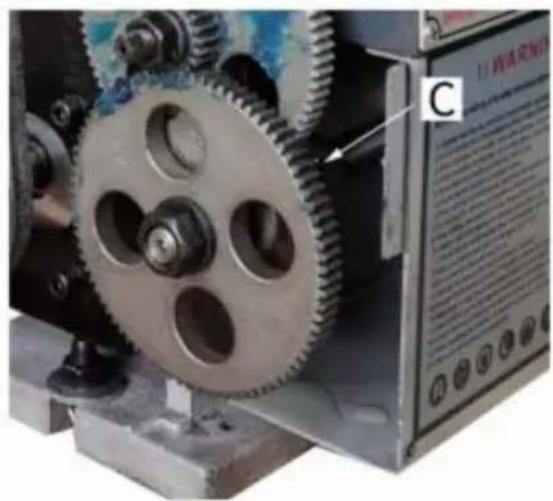
Montera fästskruven (C, Fig. 8) i slutet av svarven för att förhindra att ändstocken faller av svarvbädden.
Operating equipment
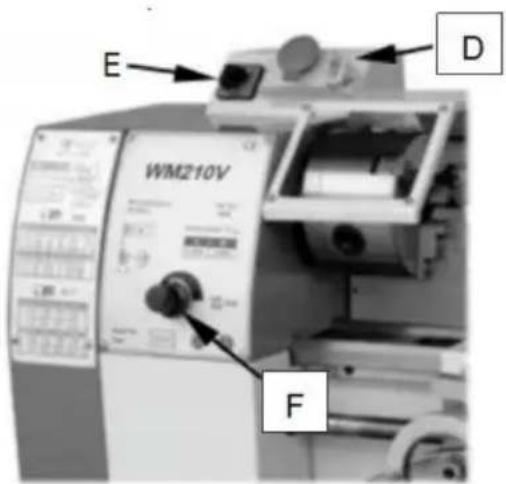
1. Nödläge: Knapp 0N.0FF-omkopplare (D, Fig. 9)
Maskinen slås på och av med ON/OFF-knappen. Tryck ned för att sluta alla maskinfunktioner. För att starta om, lyft på locket och tryck på ON-knappen.
2. Omkopplare (E, Fig. 9)
Efter att maskinen har slagits på, vrid omkopplaren till "F"-läge för spindelrotation moturs (framåt). Vrid omkopplaren till "R"-läget för att rotera medurs spindeln (omvänt). "0"-läget är AV och spindeln förblir tomgång.
3. Omkopplare för variabel hastighet (F, Fig. 9)
Vrid omkopplaren medurs för att öka spindelhastigheten. Vrid strömbrytaren moturs för att minska spindelhastigheten. Den möjliga hastigheten räckvidden är beroende av drivremmens position.
text_image
E D WM210V F
Vrid insexskruven (A, Fig. 10) medurs och dra åt för att låsa. Sväng moturs och lossa för att låsa upp.
Varning: vagnens lässkruv måste låsas upp innan den kopplas in automatisk matningar eller skador på svarven kan uppstå.
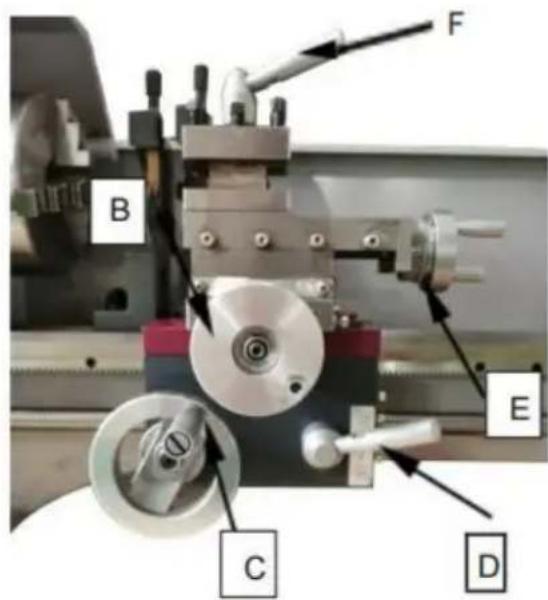
5ÿLängsgående rörelsehandratt (B, Fig. 11)
Vrid handhjulet medurs för att flytta förklädet mot stjärtstock (höger). Vrid handratten moturs för att flytta förkläde för att avvärja huvudet (vänster).
6ÿCross Traverse Spak (C, Fig. 11)
Medurs rotation flyttar tvärsliden mot maskinens baksida.
7ÿHalvmutterspak (D, Fig. 11)
Flytta spaken nedåt för att koppla in. Flytta spaken uppåt för att koppla ur.
8ÿSpak för sammansatt vila (E, Fig. 11)
Vrid medurs eller moturs för att flytta eller positionera.
9ÿSpännspak för verktygsstolpar (F, Fig. 11)
Vrid moturs för att lossa och medurs för att dra åt. Vrid på verktygsstolpen när spaken är olåst.
text_image
B F E C DFig. 11
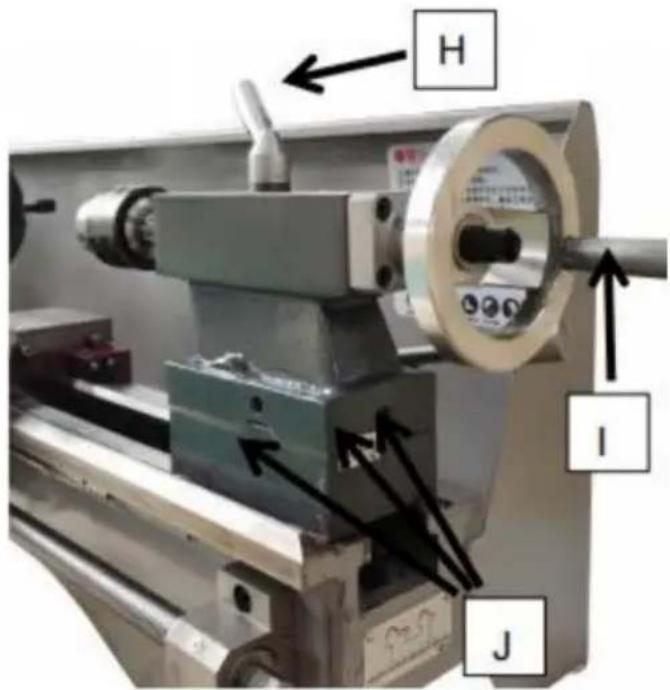
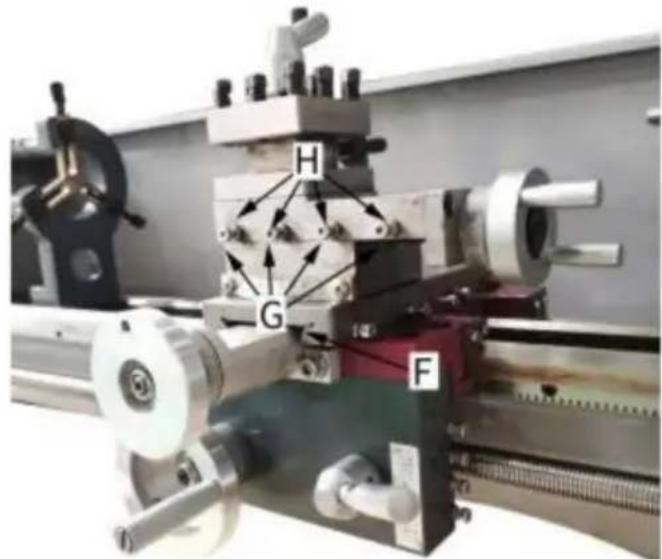
10ÿTillstocksklämskruv (G, Fig. 12)
Vrid sexkantsmuttern medurs för att låsa och moturs för att låsa upp.
11ÿTailstock Quill Spännspak (H, Fig. 12)
Vrid spaken medurs för att läsa spindeln och moturs för att läsa upp.
12ÿTilstock Quill Traverse Handratt (I, Fig. 12)
Vrid medurs för att flytta fjäderpennan. Vrid moturs för att dra tillbaka pennan.
13ÿJustering av backstockens offset (J, Fig. 12)
Tre ställskruvar placerade på bakstyckets bas används för att förskjuta
ändstock för skärning av koner. Lossa lässkruven på ändstammen. Lossa ena sidans ställskruv samtidigt som du drar åt den andra tills storleken på förskjutningen visas på skalan. Dra åt lässkruven.
text_image
H I JFig y12
OPERATION
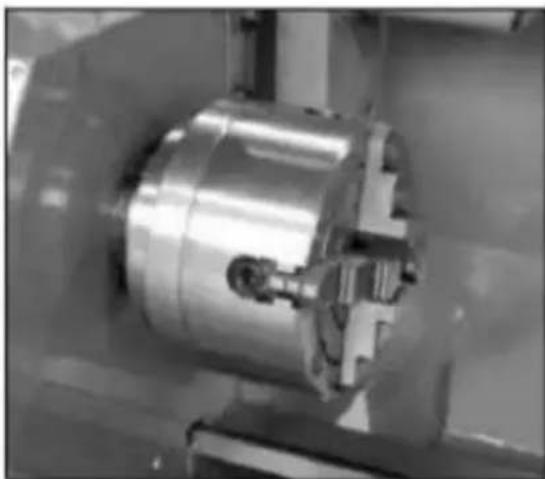
Byte av Chuck
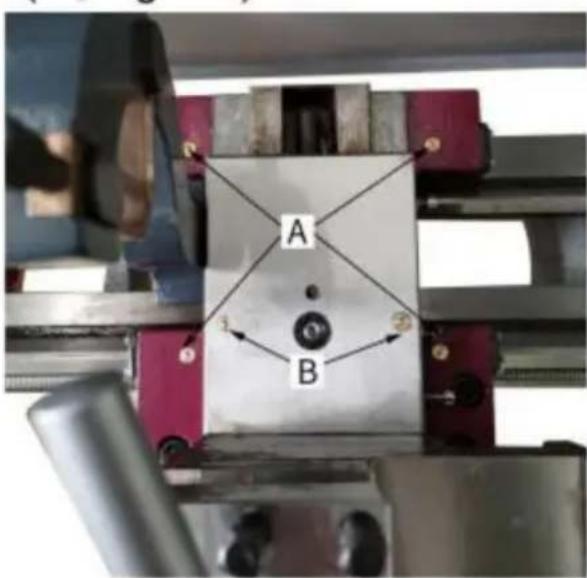
Huvudspindelns hållarfixtur är cylindrisk. Lossa tre ställskruvar och muttrar (A, Fig. 13 endast två visas) på la chuckflänsen att ta bort chucken. Placera den nya chucken och fixera den med samma ställskruvar och nötter.

text_image
.10V A
Kläm fast vändverktyget i verktygshållaren.
Verktyget måste spännas fast. Vid svarvning har verktyget en tendens att böj under skärkraften som genereras under spånbildningen.
För bästa resultat bör verktygets överhäng hållas till ett minimum av 3/8" eller mindre.
Skärvinkeln är korrekt när skäreggen är i linje med mitten arbetsstyckets axel. Rätt höjd på verktyget kan uppnås genom jämföra verktygspunkten med spetsen på mitten monterad i stjärtstock. Använd vid behov ståldistansbrickor under verktyget för att få erforderlig höjd. (Fig. 14)
Ändra hastighet
- Skruva loss de två fästskruvarna (B, Fig.15) och ta bort skyddskåpa.
- Justera kilremmen (C, Fig. 16) i motsvarande position.
- Dra åt spännremskivan och dra åt muttern igen.

text_image
M A BsP1NDLE sPEED min
| A | B |
| 50.1250 | 100.2500 |

Förklädeslag, tvärgående och övre glidhandratt kan manövreras för längsgående eller korsmatning. (Bild 17)
Längsvändning med Auto.Feed
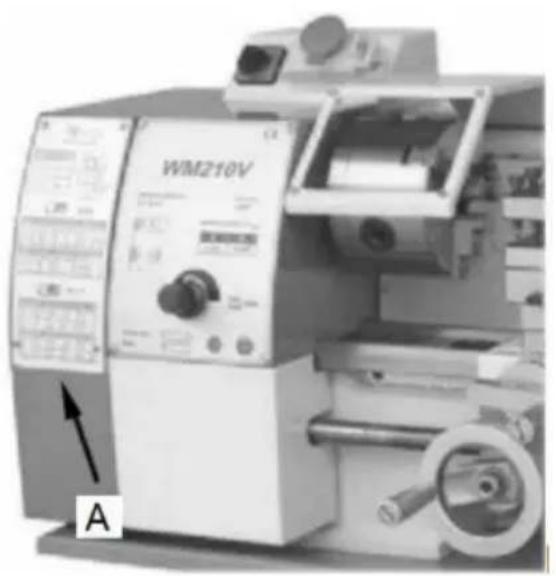
Använd tabellen (A, Fig.18) på svarven för att välja matningshastighet eller gängstigningen. Justera växeln om önskad matning eller gängstigning kan inte erhållas med den installerade växelsatsen.
- Koppla bort maskinen från strömkällan.
- Skruva loss de två fästskruvarna och ta bort skyddskåpan.
- Lossa lässkruven (B, Fig.19) på kvadranten.
- Sväng kvadranten (C, Fig. 19) åt höger.
- Skruva loss muttern (D, Fig. 29) från ledskruven eller muttrarna (E, Fig. 19) från kvadrantbultarna för att ta bort växlingsväxlarna från främre.
- Installera kugghjulen enligt gäng- och matningstabellen (fig. 20) och skruva fast kugghjulen på kvadranten igen.
- Sväng kvadranten åt vänster tills kugghjulen har kopplat in igen.
- Justera växelspelet igen genom att sätta in ett normalt pappersark som en justerings- eller avständshjälp mellan kugghjulen.
- Immobilisera kvadranten med lässkruven.
- Montera skyddskåpan på topplocket och anslut maskinen igen till strömförsörjningen.
TRÄNING OCH MATNINGSBORD
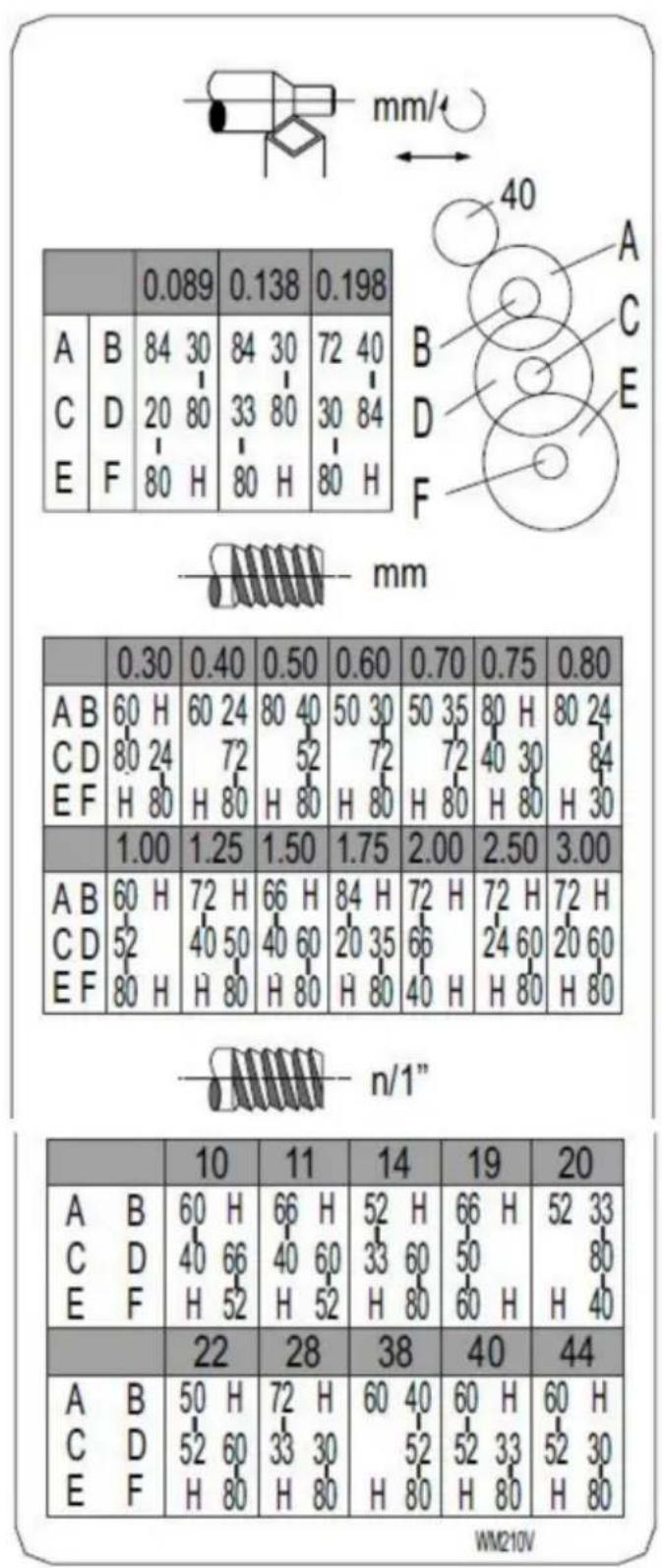
| 0.089 | 0.138 | 0.198 | |||||
| A | B | 84 | 30 | 84 | 30 | 72 | 40 |
| C | D | 20 | 80 | 33 | 80 | 30 | 84 |
| E | F | 80 | H | 80 | H | 80 | H |
| 0.30 | 0.40 | 0.50 | 0.60 | 0.70 | 0.75 | 0.80 | |
| A B | 60 H | 60 24 | 80 40 | 50 30 | 50 35 | 80 H | 80 24 |
| C D | 80 24 | 72 | 52 | 72 | 72 | 40 30 | 84 |
| E F | H 80 | H 80 | H 80 | H 80 | H 80 | H 80 | H 30 |
| 1.00 | 1.25 | 1.50 | 1.75 | 2.00 | 2.50 | 3.00 | |
| A B | 60 H | 72 H | 66 H | 84 H | 72 H | 72 H | 72 H |
| C D | 52 | 40 50 | 40 60 | 20 35 | 66 | 24 60 | 20 60 |
| E F | 80 H | H 80 | H 80 | H 80 | 40 H | H 80 | H 80 |
| 10 | 11 | 14 | 19 | 20 | |||||||
| A | B | 60 | H | 66 | H | 52 | H | 66 | H | 52 | 33 |
| C | D | 40 | 66 | 40 | 60 | 33 | 60 | 50 | 80 | ||
| E | F | H | 52 | H | 52 | H | 80 | 60 | H | H | 40 |
| 22 | 28 | 38 | 40 | 44 | |||||||
| A | B | 50 | H | 72 | H | 60 | 40 | 60 | H | 60 | H |
| C | D | 52 | 60 | 33 | 30 | 52 | 52 | 33 | 52 | 30 | |
| E | F | H | 80 | H | 80 | H | 80 | H | 80 | H | 80 |
WM210V
text_image
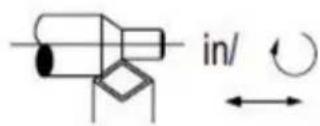
in/| 0.0037" | 0.0068" | ||||
| A | B | 84 | 30 | 72 | 30 |
| C | D | 20 | 80 | 33 | 80 |
| E | F | 80 | H | 80 | H |
text_image
40 A B C D E F
| 0.40 | 0.50 | 0.60 | 0.70 | 0.80 | 1.00 | |
| A B | 55 H | 60 H | 70 H | 57 H | 72 H | 80 H |
| C D | 80 30 | 70 33 | 53 30 | 60 40 | 40 30 | 40 33 |
| E F | H 80 | H 80 | H 80 | H 80 | H 80 | H 70 |
| 1.25 | 1.50 | 1.75 | 2.00 | 2.50 | 3.00 | |
| A B | 53 H | 57 H | 80 H | 70 55 | 63 H | 70 H |
| C D | 71 63 | 71 63 | 20 33 | 72 40 | 40 71 | 40 71 |
| E F | H 60 | H 50 | H 80 | 60 H | H 60 | H 50 |
| 9 | 10 | 11 | 12 | 14 | 18 | ||
| A | B | 53 H | 50 H | 50 H | 55 H | 55 H | 57 H |
| C | D | 80 63 | 80 72 | 80 72 | 70 | 40 60 | 63 |
| E | F | H 50 | H 30 | H 33 | 40 H | H 70 | 60 H |
| 19 | 20 | 22 | 24 | 40 | 44 | ||
| A | B | 53 H | 53 H | 60 H | 53 H | 63 H | 70 H |
| C | D | 80 63 | 80 60 | 71 53 | 55 | 55 33 | 55 30 |
| E | F | H 50 | H 50 | H 55 | 80 H | H 80 | H 80 |
WM210V
Fig. 20
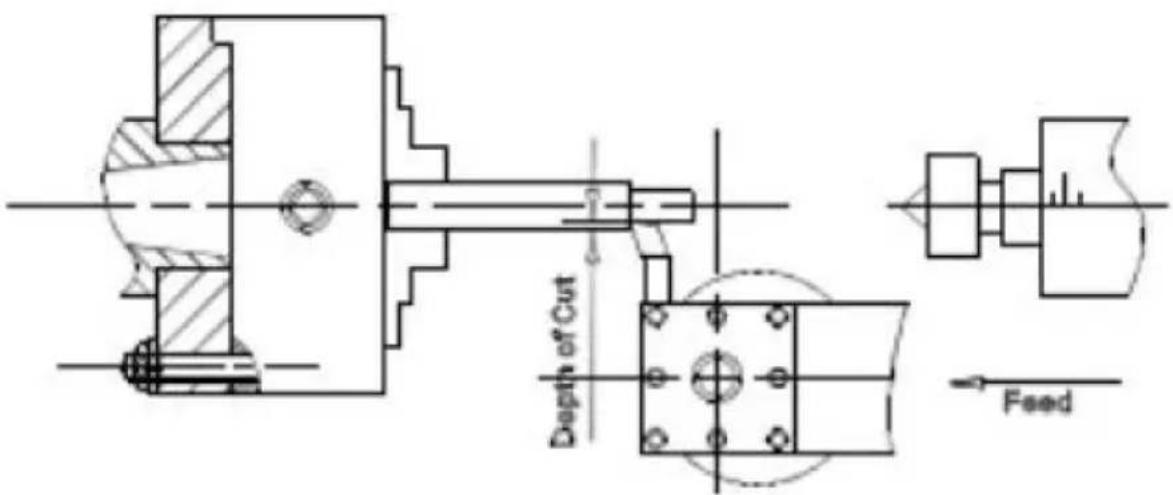
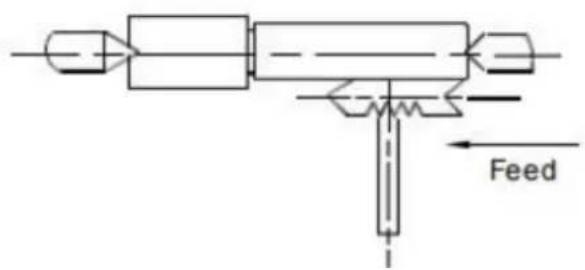
Rak svängning (fig. 21)
Vid raksvarvning matas verktyget parallellt med arbetsstyckets rotationsaxel. Matningen kan antingen ske manuellt genom att vrida på handratten på svarvsadeln eller toppsliden, eller genom att aktivera den automatiska matningen. Korsmatningen för skärdjupet uppnås med hjälp av tvärsläden.
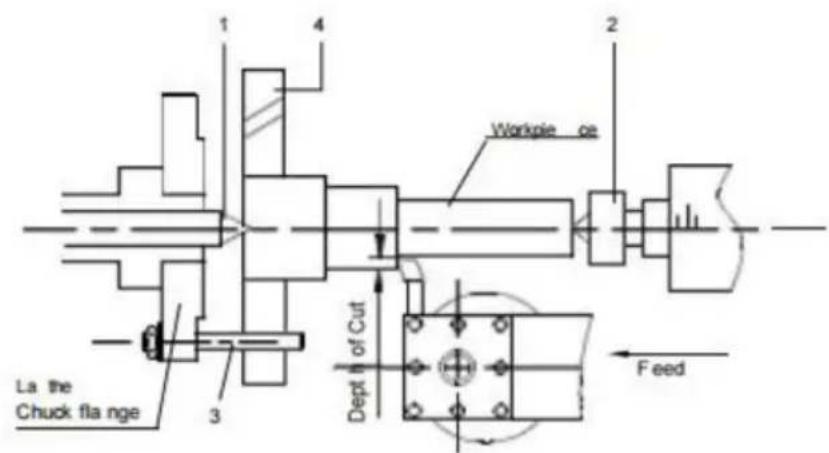
Caching och Oecesses (Fig. 22)
I vändoperationen matar verktyget vinkelrätt mot arbetsstyckets rotationsaxel. Matningen görs manuellt med det tvärgående handratten. Korsmatningen för skärdjup görs med toppsliden eller svarvsadeln.
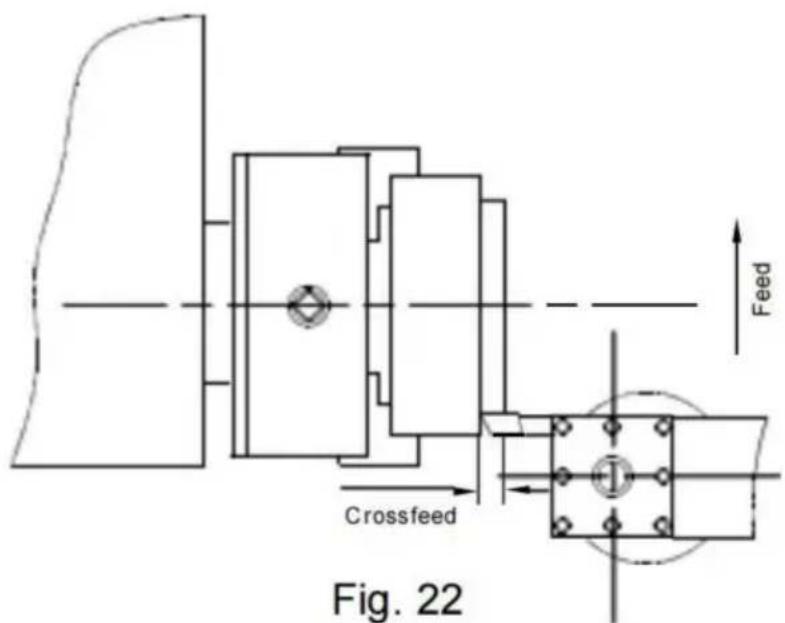
text_image
Crossfeed Fig. 22Svarvning: Mellan Benters (bild 23)
För att vända mellan centrer är det nödvändigt att ta bort chucken från axel. Montera MT 3-centrum i spindelns nos och MT 2-centrum in i ändstocken. Montera arbetsstycket monterat med medbringaren mellan centren. Föraren drivs av en spärr eller frontplatta.
Obs: Använd alltid en liten mängd fett på bakstyckets mitt för att förhindra att mittspetsen överhettas.
Avsmalnande svarvning med hjälp av bakstyckets off-Set
La Work till en sidovinkel på 5 kan vridas genom att skjuta av ändstocken. Vinkeln beror på arbetsstyckets längd.
Lossa lässkruven (A, Fig. 24) för att förskjuta ändstocken.
Skruva loss ställskruven (B, Fig. 24) på den högra änden av bakstycket. Lossa på främre justerskruven (C, Fig. 24) och ta upp samma mängd genom dra åt den bakre justerskruven (D, Fig. 24) tills önskad avsmalning har nätts. Önskad korsjustering kan avläsas på skalan. (E, Fig. 24). Dra först tillbaka ställskruven (B, Fig. 24) och sedan de två (fram
och bakre) justerskruv för att låsa bakstycket på plats. Dra åt igen lässkruven (A, Fig. 24) på bakstycket. Arbetsstycket måste hållas mellan till centrerar och drivs av en frontplatta och förarhund.
Efter avsmalnande svängning ska ändstocken återföras till sitt ursprungliga läge enligt nollläget på ändstockens skala. (E, Fig. 24)
Ställ in maskinen till önskad gångstigning (enligt gångningsschemat, Fig.20). Starta maskinen och koppla in halvmuttern. När verktyget när delen skär det den första gångningen. När verktyget när slutet av snittet, stoppa maskinen genom att stänga av motorn och dra samtidigt tillbaka verktyget ur delen så att det rensar gångan. Lossa inte halvmutterspaken. Vänd motorns riktning för att tillåta skärverktyget att gå tillbaka till startpunkten. Upprepa dessa steg tills du har uppnått önskat resultat.
ANMÄRKNINGAR
Exempel: hantråd
ÿ Arbetsstyckets diameter måste ha vänts till diametern för den önskade gängan.
ÿ Arbetsstycket kräver en avfasning i början av gängan och ett underskärning vid gänguttaget.
ÿ Hastigheten måste vara så låg som möjligt. Växlingsväxlarna måste ha har installerats enligt den önskade stigningen. ÿ
Trådskärningsverktyget måste ha exakt samma form som gängan, måste vara absolut rektangulärt och fastklämt så att det sammanfaller exakt med vändningen.
ÿ Tråden tillverkas i olika skärsteg så att skärverktyget måste vridas ut ur tråden helt (med tvärglidningen) i slutet av varje skärsteg. ÿ Verktyget dras ut med skruvmuttern inkopplad genom att vända omkopplaren. ÿ
Stoppa maskinen och mata gängskärningsverktyget på låga skärdjup med hjälp av tvärsläden. Före varje passage,
placera den övre sliden cirka 0,2 till 0,3 mm till vänster och höger omväxlande för att klippa tråden fri. På så sätt skär gångskärningsverktygen endast på en gångflank med varje passage. Fortsätt att klippa av tråden tills du nästan har nätt hela tråddjupet.
text_image
FeedFig. 25
Lathe Accessories
Universalsvarvchuck med tre käkar
Med hjälp av denna universella chuck kan rund triangulär fyrkantig sexkantig åttakantig och tolvhörnig lager spännas fast. (Bild 26)
Obs: nya svarvar har mycket tättslutande käftar. Detta är nödvändigt för att säkerställa noggrann fastspänning och lång livslängd - med upprepad öppning och stängning justeras käfter automatiskt och deras funktion blir gradvis mjukare.
Notera:
För den ursprungliga 3-käftschucken som monterades på svarven har fabriken monterat chucken på bästa sätt för att garantera hållnoggrannheten med två "." märke (A) Fig. 26 visas på chucken och chuckflänsen.

Det finns två typer av käftar: Inre och yttre käftar- Observera att antalet käftar passar med numret inuti chuckens spår. Blanda inte ihop dem. När du ska montera dem, vänligen montera dem i stigande ordning 0, 1 3 när o ska ta ut dem, var noga med att ta ut dem i fallande ordning 3,1,0 en efter en- När du är klar med denna procedur, rotera käftarna till minsta diameter och kontrollera att de tre käftarna är väl inpassade.
Oberoende svarvchuck med fyra
käftar Denna speciella chuck har fyra oberoende justerbara chuckbackar - Dessa tillåter fasthållning av asymmetriska bitar och möjliggör noggrann uppsättning av cylindriska bitar. (Bild 27)
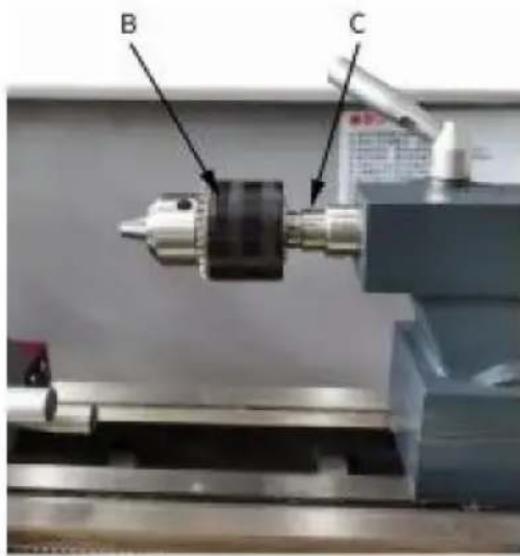
Använd borrchucken för att hålla centreringsborrar och spiralborrar i ändstocken- (B) (Bild 28)
Morse Taper Arbor (valfritt)
En arbor är nödvändig för att montera borrchucken i ändstocken. Den har en morsekona nr 1. (C) Fig. 28
text_image
B CFig. 28
Live Center (valfritt)
Den spänningssatta mitten är monterad i kullager - dess användning rekommenderas starkt för svängning vid hastigheter över 6.RPM. (bild 29)

Det stadiga stödet tjänar som ett stöd för axlarna på den fria ändstocken. För många operationen kan ändstocken inte användas eftersom den hindrar svarvverktyget eller borrverktyget och måste därför tas bort från maskinen. Det stadiga stödet, som fungerar som ett ändstöd, säkerstäl en pratfri drift. Stödstödet är monterat på sängarna och fästs underifrån med en låsplatta.
De glidande fingrarna kräver kontinuerlig smörjning vid kontaktpunkterna för att förhindra för tidigt slitage. (Bild 30)
text_image
A B CFig. 30
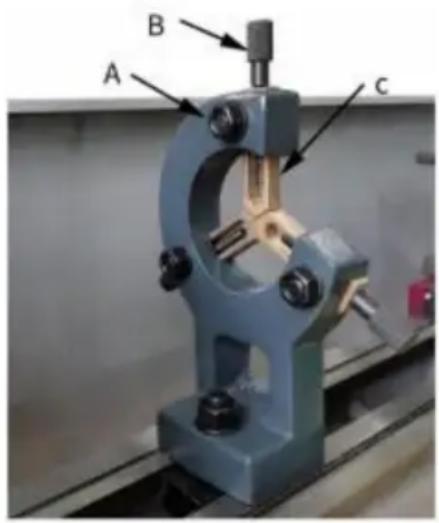
Ställa in det stadiga stödet 1.
Lossa tre sexkantsmuttrar. (A, Fig. 31)
- Lossa den räfflade skruven (B, Fig.36) och öppna glidfingrarna. (C,
Fig.31) tills det stadiga stödet kan flyttas med fingret runt arbetsstycket. Säkra det stadiga stödet på plats. - Dra åt de räfflade skruvarna så att fingrarna sitter tätt men inte tätt mot arbetsstycket. Dra åt tre muttrar (A, Fig.31). Smörj glidpunkterna med maskinolja.
- När käken efter långvarig operation visar slitage kan fingertopparna filas eller omfräsas.
Följ Rest
Följestödet är monterat på sadeln och följer rörelsen av
svarvverktyg. endast två glidfingrar krävs. Det tredje fingrets plats tas av svarvverktyget.
Följestödet används för svarvarbeten på långa, smala arbetsstycken. 1t förhindrar
böjning av arbetsstycket under tryck från svarvverktyget. (Fig. 31)
Sätt fingrarna tätt mot arbetsstycket men inte för hårt. Smörj fingrarna under drift för att förhindra för tidigt slitage.

Efter en viss tid kan slitage på vissa av de rörliga komponenterna behöva justeras.
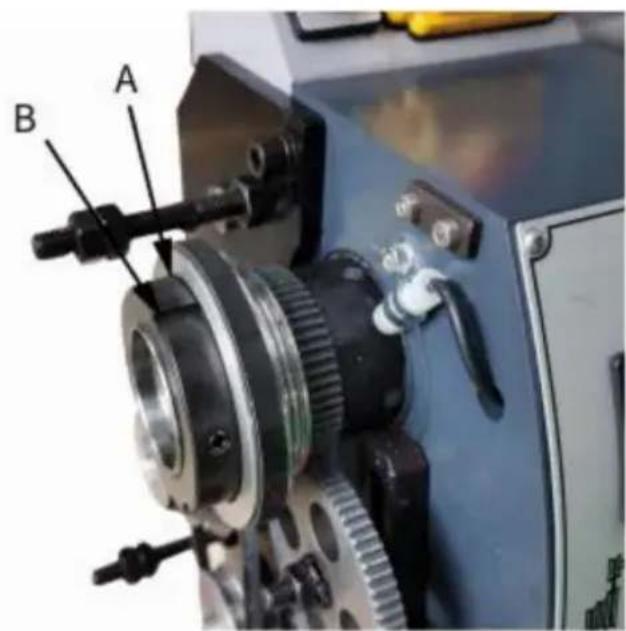
Huvudspindellager
Huvudspindellagren är fabriksjusterade. Om ändspelet blir uppenbart efter lång användning kan lagren justeras.
Fäst den slitsade muttern (A, Fig.32) på baksidan av spindeln, lossa den yttre slitsmuttern (B, Fig.32). Justera den slitsade muttern (A, Fig.32) tills allt ändspel är upptaget. Spindeln ska fortfarande rotera fritt. Fäst den slitsade muttern (A, Fig.32) igen och dra åt den yttre slitsmuttern (B, Fig.32).
Varning: överdriven åtdragning eller förspänning skadar lagren.
text_image
A BFig. 32
Justering av tvärsliden.
Tvärsliden är försedd med en spännlist (C, Fig.33) och kan justeras med skruvar (D, Fig.33) försedda med läsmuttrar. (E, Fig. 33) Lossa läsmuttrarna och dra åt ställskruvarna tills sliden rör sig fritt utan spel. Dra åt läsmuttrarna för att behålla justeringen.

Justering av den övre
sliden Den övre sliden är försedd med en spännlist (F, Fig. 34) och kan justeras med skruvar (G, Fig. 34) försedda med låsmuttrar. (H, Fig. 34) Lossa låsmuttrarna och dra åt ställskruvarna tills sliden rör sig fritt utan spel. Dra åt låsmuttrarna för att behålla justeringen.
text_image
H G FFig. 34
Halvmuttrarnas ingrepp kan justeras med skruvar (I, Fig. 35) försedda med låsmuttrar (J, Fig. 35). Lossa muttrarna på höger sida av förklädet och justera kontrollskruvarna tills båda halvmuttrarna rör sig fritt utan spel. Dra åt muttern.
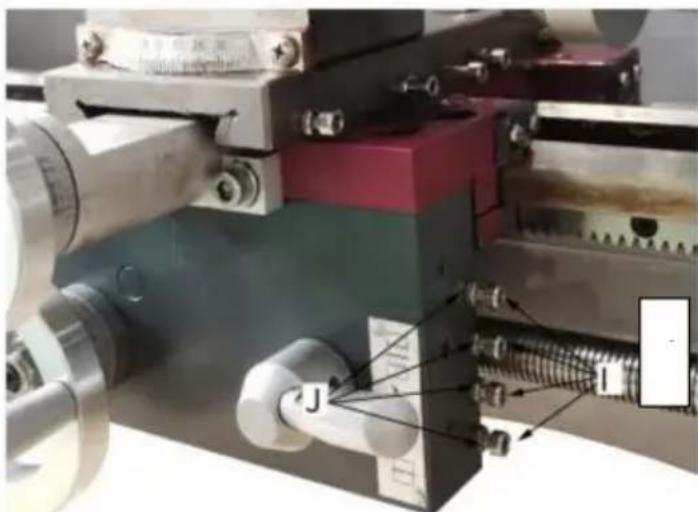
Smörj alla glidbanor lätt före varje användning. Smörj växlarna och ledskruven något med en litiumbaserad fett.
1. Vagn Smörj
fyra oljeportar (A, Fig. 36) med 20W maskinolja en gång dagligen.
2. Cross Slide
Smörj två oljeportar (B, Fig. 36) med 20W maskinolja en gång dagligen.
text_image
A BFig. 36
3. Blyskruv Smörj
den vänstra oljeporten (C Fig. 37) och den högra oljeporten (D, Fig. 38) med 20 W maskinolja en gång dagligen.
Anslutning av svarven och allt annat elarbete får endast utföras av auktoriserad elektriker!
Underlåtenhet att följa detta kan orsaka allvarliga skador och skador på maskiner och egendom!
WM210V-svarven är endast klassad för 550W, 1PH, 110V/220V. Kontrollera att den tillgängliga strömstyrkan på svarvens plats har samma klassificering som svarven. Använd kopplingsschemat (Fig. 39) för att ansluta svarven till elnätet. Se till att svarven är ordentligt jordad.
Följande är kopplingsschemat för svarven: (Fig.39)
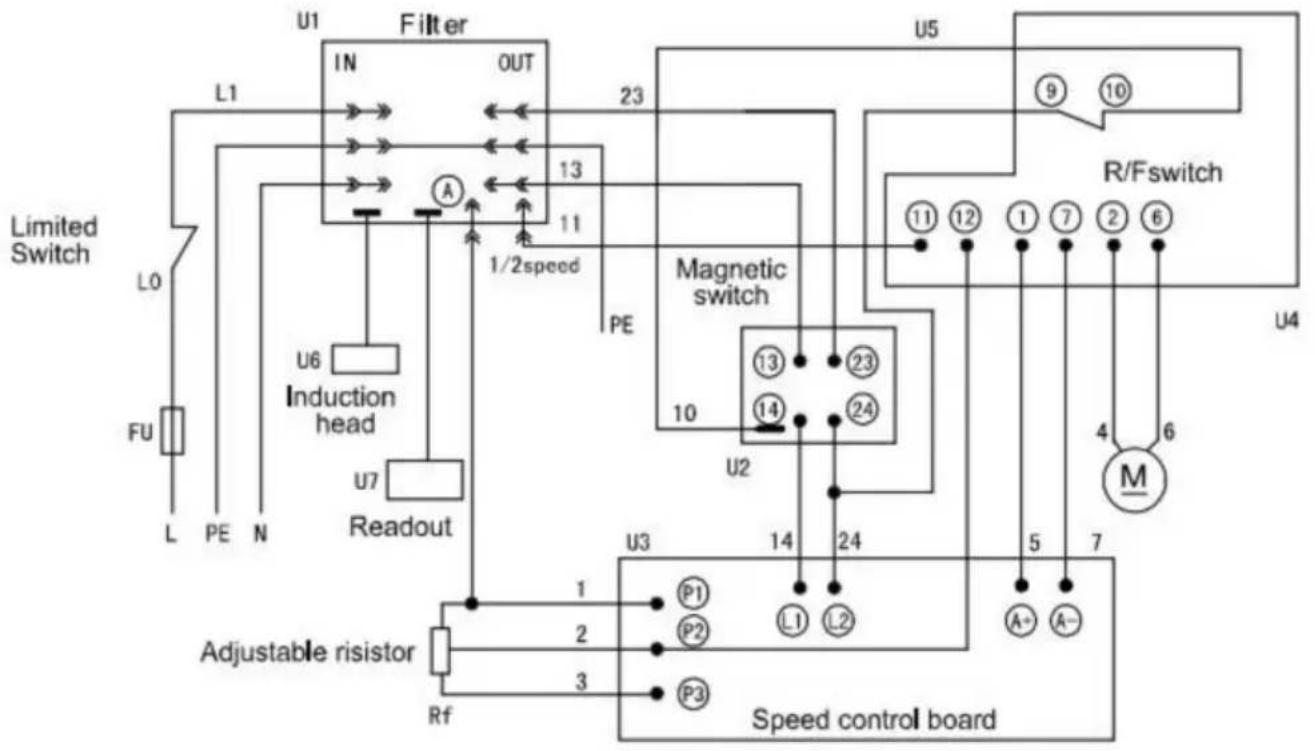
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2 speed"]
F --> I["13"]
G --> J["11"]
H --> K["PE"]
I --> L["Magnetic switch"]
J --> M["Magnetic switch"]
K --> N["U5"]
L --> O["U4"]
M --> P["U3"]
N --> Q["R/Fswitch"]
O --> R["U4"]
P --> S["U4"]
T["Adjustable risistor"] --> U["Rf"]
V["Speed control board"] --> W["P1"]
V --> X["P2"]
V --> Y["L1"]
V --> Z["L2"]
V --> AA["A+"]
V --> AB["A-"]
V --> AC["M̄"]
Fig. 39
MAINTENANCE
Behåll underhållet av verktygsmaskinen under driften för att garantera noggrannheten och livslängden för verktygsmaskinen.
- För att behålla maskinens precision och funktionalitet. det är det viktigt att behandla det med omsorg. håll den ren och smörj och smörj den regelbundet. Endast genom god vård. du kan vara säker på att maskinens arbetskvalitet kommer att förbli konstant.
ANMÄRKNINGAR: Koppla ur maskinens kontakt från eluttaget när du utför rengörings-, underhålls- eller reparationsarbeten!
Olja, fett och rengöringsmedel är föroreningar och får inte slängas i avloppet eller i vanligt avfall. Kassera dessa medel i enlighet med gällande lagkrav på miljön. Rengöringstrasor impregnerade med olja, fett och rengöringsmedel är lättantändliga. Samla städtrasor eller
rengöring av ull i ett lämpligt slutet kärl och kassera dem i en miljövänligt sätt - lägg dem inte med vanligt avfall!
- Smörj alla glidbanor lätt före varje användning. Förändringen växlar och ledskruven måste också smörjas lätt med litium basfett.
- Under operationen. spånen som faller på glidytan bör rengöras i tid. och inspektionen bör ofta göras för att förhindra att spån faller i läget mellan verktygsmaskinen sadel och svarv sång guide väg. Asfaltfilt ska rengöras kl viss tid.
ANMÄRKNINGAR: Ta inte bort markerna med bara händer. Det finns en skärsår på grund av skarpa kanter. Använd aldrig brandfarliga lösningsmedel e rengöringsmedel eller medel som genererar skadliga ångor!
Skydda elektriska komponenter som motorer, strömbrytare, strömbrytare lådor etc. mot fukt vid rengöring.
- Efter operationen varje dag. ta bort alla marker och rengör annan del av verktygsmaskinen och applicera verktygsmaskinolja på förhindra rost.
- För att bibehålla bearbetningsnoggrannheten. ta hand om centrum. ytan på verktygsmaskinen för chucken och styrbanan och undvik mekanisk skada och slitage på grund av felaktig styrning.
- Om skadan hittas. underhållet ska göras omedelbart.
ANMÄRKNINGAR: Reparationsarbete får endast utföras av kvalificerad personal med motsvarande mekaniska och elektriska kunskaper.
FELSÖKNING
| Problem | Möjlig anledning | Eliminering |
| Arbetsytan bit för grovt | Verktyg trubbigt | Slipa om verktyget |
| Verktygsfjädrar | Spännverktyg med mindre överhäng | |
| Mata för högt | Minska foder | |
| Radie vid verktygsspetsen också små | Öka radien | |
| Arbetsstycke blir konad | Centern är inte anpassade (backstocken har offset) | Justera ändstocken till mitten |
| Den övre sliden är inte justerad väl (klippa med den översta bilden) | Rikta in den övre bilden väl | |
| Svarven småpratar | Mata för högt | Minska foder |
| Slack i huvudlagret | Justera huvudlagret | |
| Centern är varm | Arbetsstycket har expanderat | Lossa bakstyckets mitt |
| Verktyget har en kortslutning kant | För hög skärhastighet | Minska skärhastigheten |
| Verktyget har en kortslutning Liv | Korsmatningen för hög | Lägre korsmatning (efterbehandlingstillägg bör inte överstiga 0,5 mm) |
| Otilräcklig kylning | Mer kylvätska | |
| Flank slitage för högt | Frigångsvinkeln är för liten. | 1Öka släppningsvinkeln |
| Verktygsspetsen är inte justerad för att centrera | Korrekt höjdjustering av verktyget | |
| Skärande kanten bryts av | högt Kilvinkeln är för liten (värmeuppbyggnad) | Öka kilvinkeln |
| Slipspricka pga fel kylning | Kyl jämnt | |
| Överdriven slack i spindellagret | Justera slacket i spindeln lager | |
| Arrangemang (vibrationer) | Arrangemang | |
| Klipptråden är fel | Verktyget är felaktigt fastklämt eller har | Justera också till mitten |
| Har börjat slipa fel sätt | Slipvinkeln korrekt | |
| Klipptråden är fel | Fel tonhöjd | Justera rätt tonhöjd |
| Fel diameter | Vrid arbetsstycket till rätt diameter | |
| Spindeln gör det inte aktiveras | Nödsituation stoppbrytare aktiverad | Lås upp nödstoppsbrytaren |
UPPDELNINGSDIAGRAM OCH DELLISTA
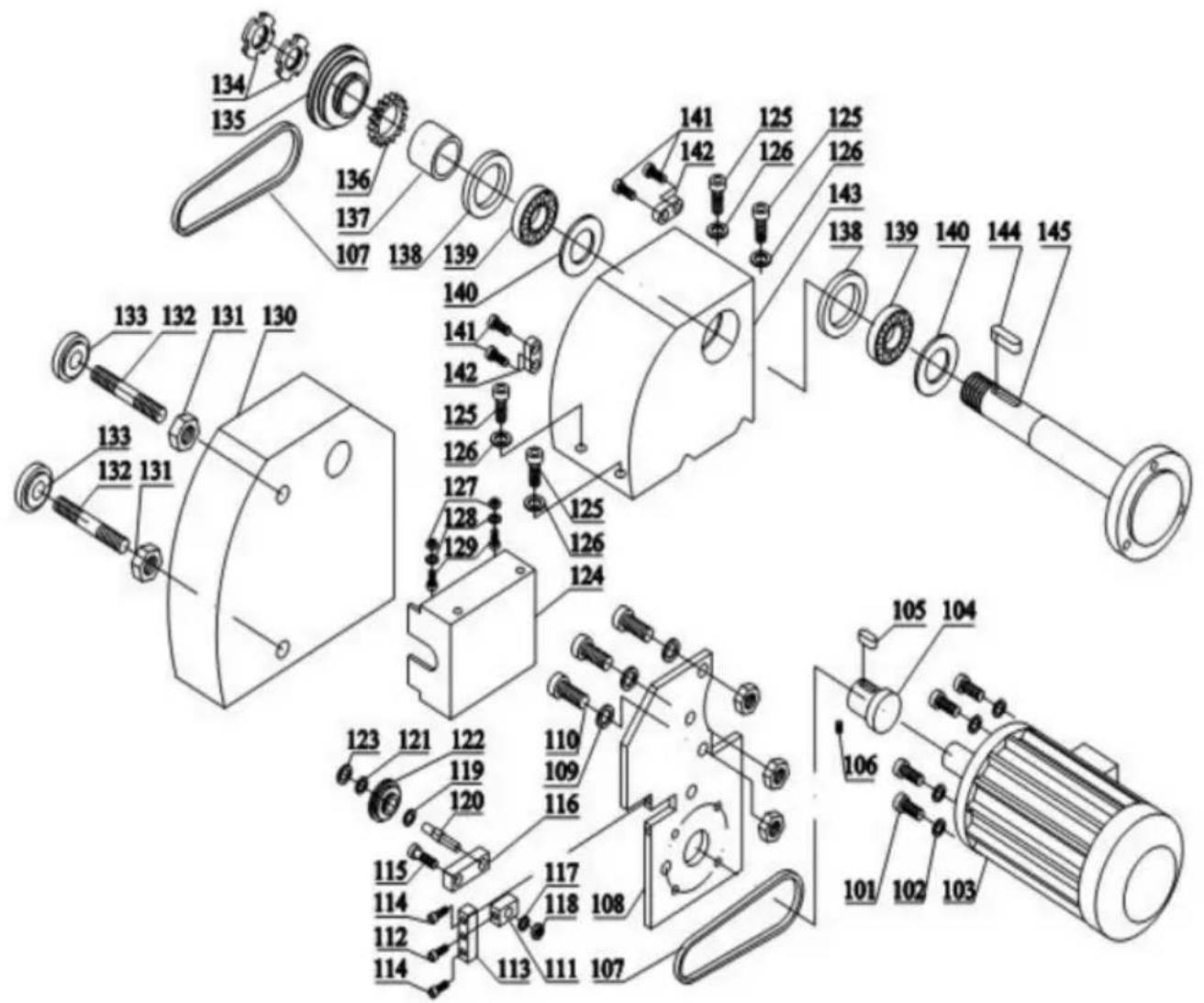
Headstock montering
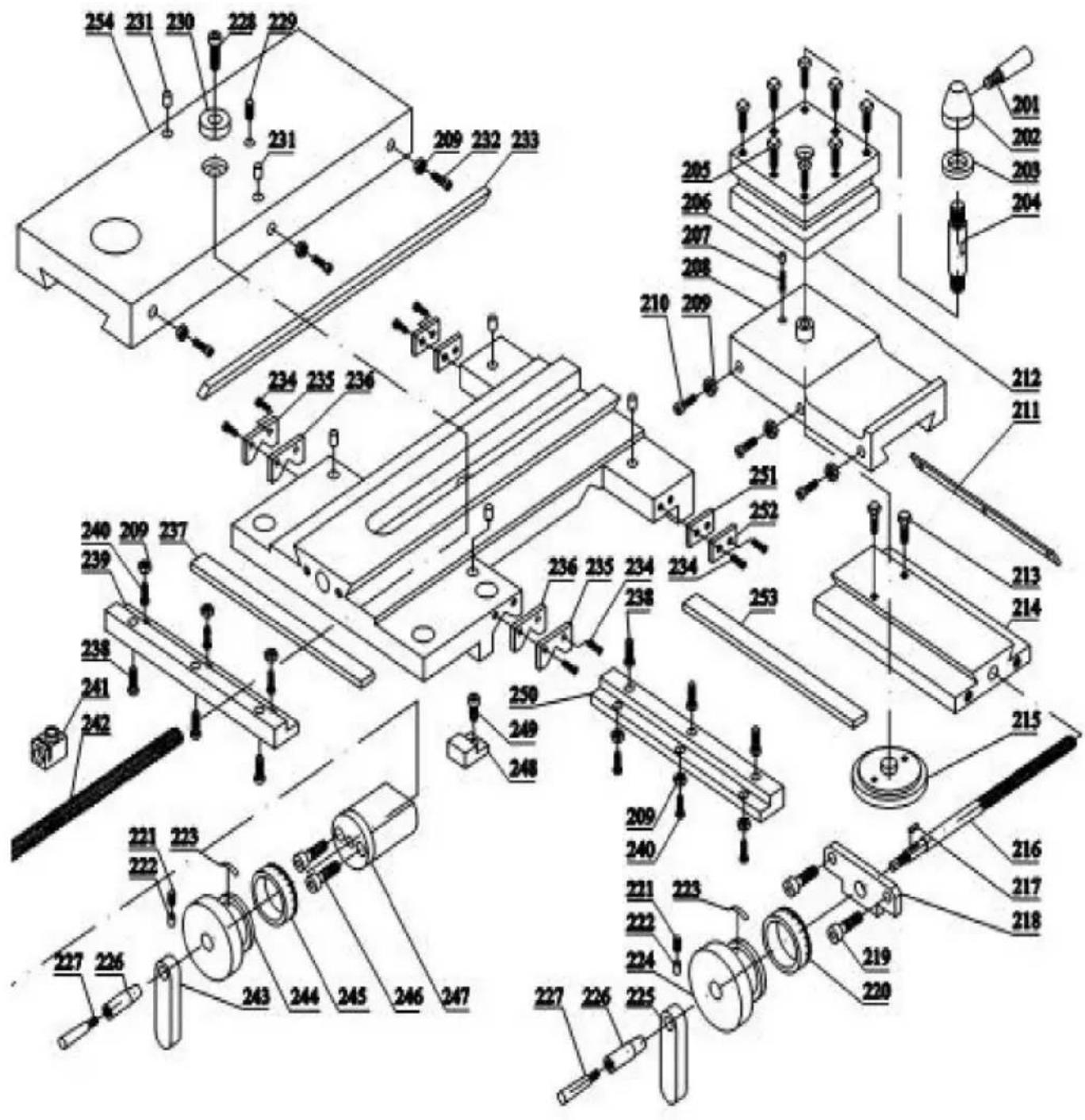
Toppslid, tvärslid, vagnmontering
Teknisk support och e-garanticertifikat




