
WM210V - Tokarka do metalu Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia WM210V Vevor w formacie PDF.
| Typ produktu | Tokarka do metalu |
| Marka i model | Vevor WM210V |
| Maksymalna średnica toczenia nad łożem | 210 mm |
| Maksymalna średnica toczenia nad suportem poprzecznym | 110 mm |
| Odległość między kłami | 370 mm |
| Szerokość łoża | 100 mm |
| Przelot wrzeciona | 21 mm |
| Stożek wrzeciona | MT3 |
| Liczba prędkości wrzeciona | Zmienna (50-2500 obr/min) |
| Gwinty metryczne | 14 skoków (0,3-3 mm) |
| Gwinty calowe | 10 skoków (10-44 TPI) |
| Posuw wzdłużny | 0,089-0,198 mm/obr |
| Skok suportu nożowego | 80 mm |
| Skok poprzeczny suportu | 85 mm |
| Skok wzdłużny suportu | 370 mm |
| Skok konika | 50 mm |
| Stożek konika | MT2 |
| Silnik główny | 550 W, 110 V~60 Hz / 220 V~50 Hz |
| Waga netto | 60,6 kg |
| Waga brutto | 78,4 kg |
| Wymiary opakowania | 905 × 455 × 540 mm |
| Gwarancja | 1 rok |
| Wyposażenie standardowe | Uchwyt 3-szczękowy, zestaw narzędzi z grotami, klucze, koła pasowe |
| Konserwacja i smarowanie | Codzienne smarowanie prowadnic i śruby pociągowej olejem 20W |
Często zadawane pytania - WM210V Vevor
Pytania użytkowników dotyczące WM210V Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Tokarka do metalu w formacie PDF za darmo! Znajdź swoją instrukcję WM210V - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. WM210V marki Vevor.
INSTRUKCJA OBSŁUGI WM210V Vevor
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
INSTRUKCJA OBSŁUGI TOKARKI DO METALU
MODEL:WM210V
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach. „Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii oferowanych przez nas narzędzi. Uprzejmie przypominamy, aby przy składaniu zamówienia dokładnie sprawdzić, czy faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
Tokarka do metalu
MODEL:WM210V

(Zdjęcie ma charakter poglądowy, proszę odnosić się do rzeczywistego obiektu)
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami: Wsparcie
techniczne i certyfikat E-Gwarancji www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.


Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkownik powinien uważnie przeczytać instrukcję obsługi.
Ten produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/WE. Symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzucać razem ze zwykłymi odpadami domowymi, ale należy je oddać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych.
SPRAWY WYMAGAJĄCE UWAGI
Informacje zawarte w niniejszym podręczniku mają służyć jako wskazówki dotyczące obsługi tych maszyn i nie stanowią części żadnej umowy. Zawarte w nim dane mają charakter informacyjny i nie podlegają przepisom prawa. zostały uzyskane od producenta maszyny i z innych źródeł. Podczas gdy
dołożono wszelkich starań, aby zapewnić dokładność tych transkrypcji, weryfikacja każdego elementu byłaby niepraktyczna. Ponadto rozwój maszyny może oznaczać, że dostarczony sprzęt może różnić się szczegółowo od opisów zawartych w niniejszym dokumencie. Dlatego odpowiedzialność spoczywa na użytkowniku, aby upewnić się, że opisany sprzęt lub proces jest odpowiedni do zamierzonego celu.
ZAPEWNIENIE JAKOŚCI
Dołożymy wszelkich starań, aby zapewnić jakość naszych produktów i obiecujemy konsumentom, że udzielamy rocznej gwarancji na nasze produkty, z wyjątkiem uszkodzeń urządzenia spowodowanych niewłaściwą obsługą klienta i wypadkami z tego wynikającymi lub nienormalnym zużyciem i uszkodzeniami spowodowanymi brakiem konserwacji.
Nasza firma zastrzega sobie prawo do wprowadzania zmian w niniejszej specyfikacji i specyfikacjach produktu. Będziemy podejmować ciągłe wysiłki w celu poprawy jakości naszych produktów.
Wszelkie prawa zastrzeżone. Reprodukcja lub kopiowanie jest niedozwolone bez pozwolenia.
OSTRZEŻENIE DOTYCZĄCE BEZPIECZEŃSTWA
| Symbol | Opis symbolu |
 | Ostrzeżenie - Aby zmniejszyć ryzyko obrażeń, użytkownik musi przeczytać instrukcję instrukcję uważnie. |
 | Ten symbol, umieszczony przed komentarzem dotyczącym bezpieczeństwa, oznacza rodzaj środek ostrożności, ostrzeżenie lub niebezpieczeństwo. Zignorowanie tego ostrzeżenia może prowadzić wypadku. Aby zmniejszyć ryzyko obrażeń, pożaru lub porażenia prądem, prosimy Zawsze postępuj zgodnie z poniższymi zaleceniami. |
 | Niebezpieczeństwo!Ryzyko obrażeń ciała lub szkód środowiskowych! Ryzyko porażenia prądem porażenie prądem! Ryzyko obrażeń ciała na skutek porażenia prądem! |
 | Prąd stały |
 | Uważaj na zaciskanie |
 | Ostrzeżenie: Podczas stosowania tego produktu należy używać ochronników słuchu. |
 | Ostrzeżenie: Podczas stosowania tego produktu należy nosić okulary ochronne. |
 | Nie wkładaj rąk do osłony zabezpieczającej, gdy maszyna pracuje. |
 | Brak możliwości wejścia do maszyn automatycznych w eksploatacji Personel upoważniony tylko |
 | Nie uzupełniaj oleju podczas pracy |
 | Nie obracać podczas naprawy |
 | Operacja bez zmęczenia |
 | Operacja nie wymaga połączeń telefonicznych |

OSTRZEŻENIE: Przeczytaj wszystkie ostrzeżenia dotyczące bezpieczeństwa, instrukcje, ilustracje i
specyfikacje dostarczone z tym urządzeniem. Nieprzestrzeganie wszystkich instrukcji wymienionych
Nieprzestrzeganie poniższych zaleceń może skutkować porażeniem prądem, pożarem i/lub poważnymi obrażeniami.
Zachowaj wszystkie ostrzeżenia i instrukcje, aby móc z nich skorzystać w przyszłości.
-
Obrabiarka powinna być obsługiwana przez doświadczony personel. Jeśli nie jesteś zapoznaj się z procesem obsługi tokarki, nie używaj obrabiarki Przed przystąpieniem do użytkowania należy zapoznać się z instrukcją.
-
Przed uruchomieniem obrabiarki należy prawidłowo założyć ośłone zabezpieczającą. pozycja.
-
Przed uruchomieniem obrabiarki należy sprawdzić, czy klucz do podpórki narzędziowej i klucz uchwytu jest usuwany.
-
Zapobiegaj przypadkowemu uruchomieniu maszyny. Wyłącz zasilanie silnika przed mocowanie przedmiotu obrabianego lub narzędzia.
-
Nie wymusz cięcia. Cięcie należy wykonywać zgodnie z ustawioną prędkością cięcia, głębokością cięcia i prędkość posuwu.
-
Używaj właściwych narzędzi. Używaj właściwego narzędzia lub przedmiotu obrabianego do obróbki.
-
Utrzymuj narzędzie ostre i czyste, aby zapewnić normalną i bezpieczną pracę. Smaruj i regularnie wymieniaj akcesoria.
-
Przed przystąpieniem do regulacji lub naprawy maszyny należy odłączyć ją od zasilania. dostarczać.
-
Przed uruchomieniem maszyny należy sprawdzić jej parametry bezpieczeństwa. Sprawdź działanie wszystkich ruchomych części. Wszystkie części muszą być zainstalowane poprawnie. Uszkodzone części muszą być naprawione niezwłocznie.
-
Operator nie może odchodzić od maszyny, gdy ta pracuje.
- Utrzymuj miejsce pracy w czystości, ponieważ brudne środowisko pracy łatwo może doprowadzić do Wypadki.
- Nie używaj maszyny w niebezpiecznym otoczeniu.
Nie pracuj w wilgotnych miejscach. Upewnij się, że elementy elektryczne są chronione. przed wilgocią. Utrzymuj dobre oświetlenie. - Dzieciom zabrania się wstępu na teren robót i osób niebędących operatorami.
Personel powinien zachować bezpieczną odległość od miejsca pracy. - Aby dzieci nie przebywały w miejscu pracy. Drzwi powinny być zamknięte na klucz podczas opuszczania miejsca pracy. warsztat.
- Ubieraj się odpowiednio. Nie noś luźnych ubrań, rękawiczek, krawatów, pierścionków, bransoletek, biżuteria itp. Aby zachować bezpieczeństwo, omów noszenie antypoślizgowych butów. Jeśli Jeśli masz długie włosy, założ czapkę roboczą.
- Podczas pracy należy nosić okulary ochronne.
- Zwracaj uwagę na to, gdzie stoisz i cały czas utrzymuj równowagę.
- Nie zbliżaj rąk do ruchomych części maszyny.
- Nie należy wykonywać żadnych czynności związanych z ustawieniami, gdy maszyna jest uruchomiona.
- Przeczytaj i zrozum wszystkie znaki ostrzegawcze umieszczone na maszynie.
- Niniejsza instrukcja ma na celu wyłącznie zapoznanie klientów z obsługą urządzenia. maszyny i nie jest podręcznikiem szkoleniowym.
- Należy stosować się do tych ostrzeżeń, w przeciwnym razie może dojść do poważnych obrażeń.
- Maszyna wytwarza szkodliwe substancje chemiczne podczas pracy w pyle, piłowaniu, szlifowanie i wiercenie powstające w wyniku szlifowania. Aby zmniejszyć szkodliwość tych w przypadku kontaktu z chemikaliami należy pracować w dobrze wentylowanym miejscu i stosować środki ochrony osobistej. Takie jak maski filtrujące cząsteczki.
PARAMETRY TECHNICZNE
| Wpisz numer | WM210V |
| Pojemności | |
| Huštawka nad łóżkiem | 210 mm |
| Swing nad ślizgiem poprzecznym | 110 mm |
| Odległość między środkami | 370 mm |
| Szerokość łóżka | 100mm |
| Główka | |
| Otwór przez wrzeciono | 21mm |
| Stożek w końcówce wrzeciona | MT3 |
| Liczba prędkości wrzeciona | Zmienny |
| Zakres prędkości wrzeciona | 50-2500 obr./min |
| Podawanie i nawlekanie | |
| Liczba gwintów metrycznych | 14 |
| Zakres gwintów metrycznych | 0,3~3 mm |
| Liczba wątków 1mperiaI | 10 |
| Zakres gwintów 1mperiaI | 10~44T.PI |
| Zakres podawania wzdłużnego | 0,089-0,198 mm |
| Związek i przewóz | |
| Typ słupka narzędziowego | 4 |
| Maksymalny ruch ślizgu złożonego | 80mm |
| Maksymalny ruch poprzecznego ślizgu | 85 mm |
| Maksymalny przesuw wózka | 370 mm |
| Konik | |
| Przesuw wrzeciona konika | 50mm |
| Stożek wrzeciona konika | MT2 |
| Różnorodny | |
| Silnik główny | 110V~60Hz/220V~50Hz,550W, |
| Waga produktu | N.W:60.6Kg; Waga: 78,4 kg |
| Rozmiar opakowania | Wymiary: 905*455*540 mm |
Podane w niniejszej specyfikacji ogólne informacje nie mają charakteru wiążącego.
Akcesoria standardowe
- Miska olejowa 1
- Tylna płyta wiórowa 1
- Uchwyt trójszczękowy 1
- specyfikacja 1
- Tabela detekcji 1
- Skrzynka narzędziowa 1

Akcesoria w skrzynce narzędziowej (rys. 1)
1 Martwy środek MT3
1 Martwy środek MT2
3 Klucz do słupka narzędziowego
1 Pistolet olejowy
1 Śrubokręt krzyżakowy
1 Płaski śrubokręt
1 Klucz do uchwytu 3-szczekowego
5 kluczy nasadowych imbusowych
3 Klucze dwustronne
9 Zestaw kół pasowych (24T, 33T, 35T, 40T, 50T, 52T, 60T, 66T, 72T)
Akcesoria specjalne (akcesoria wymagające dodatkowej opłaty)
Uchwyt czteroszczękowy i płyta tylna
(płyta łącząca)
Cała reszta
Rama środkowa
Dysk tylny
Rozdzielony dysk
Ostona ochronna podpórki narzędziowej
Ostona ochronna śruby pociągowej
Narzędzie tokarskie
Uchwyt wiertarski i korbowód
ROZPAKOWYWANIE I SPRZĄTANIE
- Zakończ usuwanie drewnianej skrzyni wokół tokarki
-
Sprawdź wszystkie akcesoria obrabiarki zgodnie z opakowaniem lista.
-
Odkręć tokarkę od spodu skrzyni transportowej.
-
Wybierz miejsce na tokarkę, które jest suche, ma dobre oświetlenie i jest wyposażone w: wystarczająco dużo miejsca, aby móc serwisować tokarkę ze wszystkich czterech stron.
-
Przy użyciu odpowiedniego sprzętu podnoszącego powoli podnieś tokarkę z ładunku. dno skrzyni. Nie podnosić za wrzeciono. Przedtem upewnić się, że tokarka jest wyważona przechodzenie na stabilną ławkę lub stojak.
-
Aby uniknąć skręcenia łoża, położenie tokarki musi być absolutnie płaskie i poziom. Przykręć tokarkę do stojaka (jeśli jest używany). Jeśli używasz stołu warsztatowego, przykręć przez śrubę dla uzyskania najlepszej wydajności.
-
Wyczyść wszystkie powierzchnie zabezpieczone przed rdzą łagodnym rozpuszczalnikiem komercyjnym, nafta lub olej napędowy. Nie należy używać rozcieńczalnika do farb, benzyny lub lakieru rozcieńczalnik. To uszkodzi malowane powierzchnie. Przykryj wszystkie czyszczone powierzchnie z cienką warstwą oleju maszynowego 20W.
-
Zdejmij pokrywę przekładni końcowej. Wyczyść wszystkie elementy przekładni końcowej. montaż i pokrycie wszystkich przekładni gęstym, nie ślizgającym się smarem.
RYSUNEK FUNDAMENTOWY
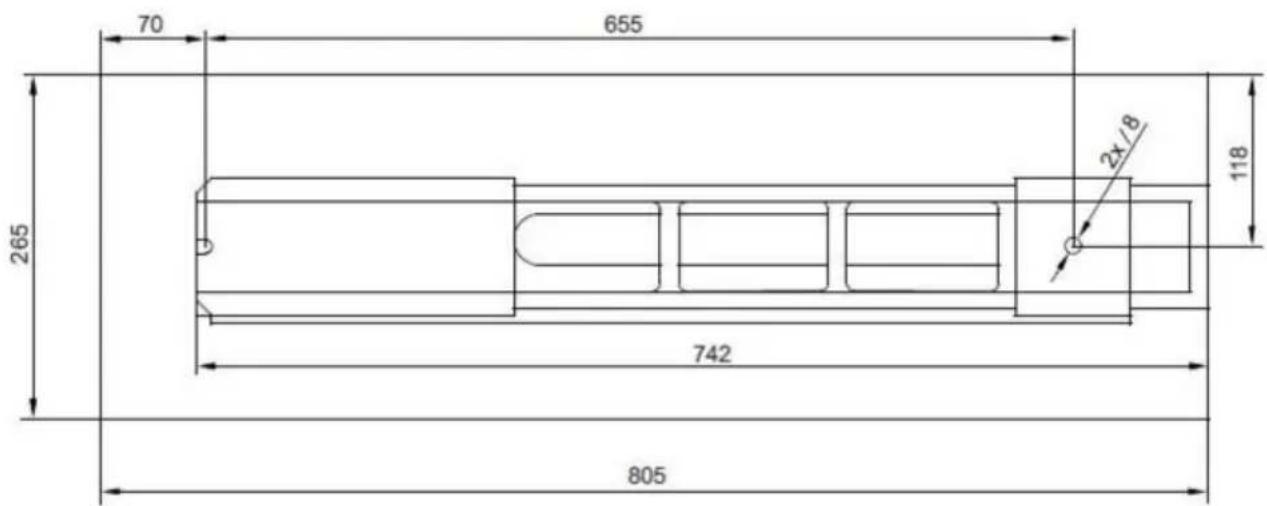
text_image
70 655 265 742 805 118 2x/8Rys. 2
General Description
Łoże tokarki (rys. 3)
Łoże tokarki wykonane jest z wysokiej jakości żeliwa. Łącząc wysokie policzki z mocnymi żebrami poprzecznymi, powstaje łoże o niskich wibracjach i sztywności. Integruje ono wrzeciennik i jednostkę napędową, do mocowania wózka i śruby pociągowej. Dwa precyzyjnie szlifowane V - boczne, wzmocnione przez hartowanie cieplne i szlifowanie, stanowią dokładne prowadzenie wózka i konika. Główny silnik jest zamontowany z tyłu lewej strony łoża.

Wrzeciennik wykonany jest z wysokiej jakości żeliwa o niskim poziomie wibracji. Ciężar 1 tony jest przykręcony do łoża czterema śrubami. Wrzeciennik mieści wrzeciono główne z dwoma precyzyjnymi łożyskami stożkowymi i jednostkę napędową.
Wrzeciono główne przekazuje moment obrotowy podczas procesu toczenia. 1t utrzymuje również obrabiane przedmioty i urządzenia mocujące. (np.3-jawchuck).

text_image
WM210V Control Panel 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100Rys. 4
Powóz (rys. 5)
Wózek wykonany jest z wysokiej jakości żeliwa. Części ślizgowe są gładko szlifowane.
Pasują do V na łożu bez luzu. Dolne części ślizgowe można łatwo i prosto wyregulować.
Suwak poprzeczny jest zamontowany na wózku i porusza się na jaskółczym ogonie. Luz w suwie poprzecznym można regulować za pomocą klinów.
Przesuwaj suwak poprzeczny za pomocą wygodnie umieszczonego pokrętła.
Na kole ręcznym znajduje się stopniowany kołnierz.
Na górnym suwaku zamontowany jest czterokierunkowy zacisk narzędziowy, który umożliwia zamocowanie czterech narzędzi. Poluzuj środkowy uchwyt zacisku, aby obrócić dowolne z czterech narzędzi do odpowiedniej pozycji.

Fartuch jest zamontowany na łożu. Mieści on półnakrętkę z dźwignią sprzęgającą do aktywacji automatycznego podawania. Prowadnice półnakrętki można regulować z zewnątrz.
Zębatka zamontowana na łożu i zębatka obsługiwana za pomocą pokrętła na wózku umożliwiają szybkie przesuwanie płyty postojowej.
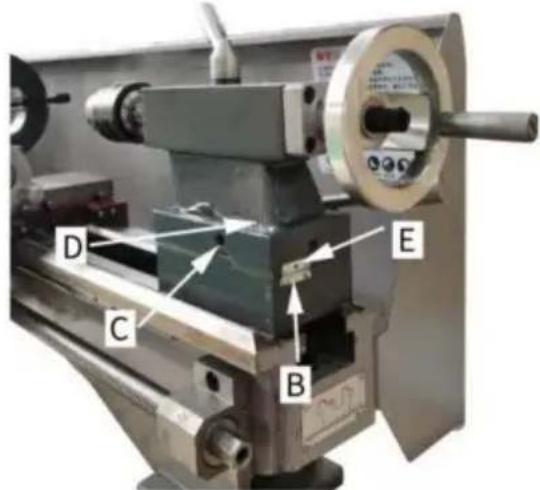
Śruba pociągowa (A, rys. 7) jest zamontowana z przodu łoża maszyny. Jest połączona z przekładnią po lewej stronie w celu automatycznego podawania i jest podparta łożyskiem na obu końcach. Nakrętka sześciokątna (B, rys. 7) na prawym końcu jest zaprojektowana tak, aby kompensować luz śruby pociągowej.
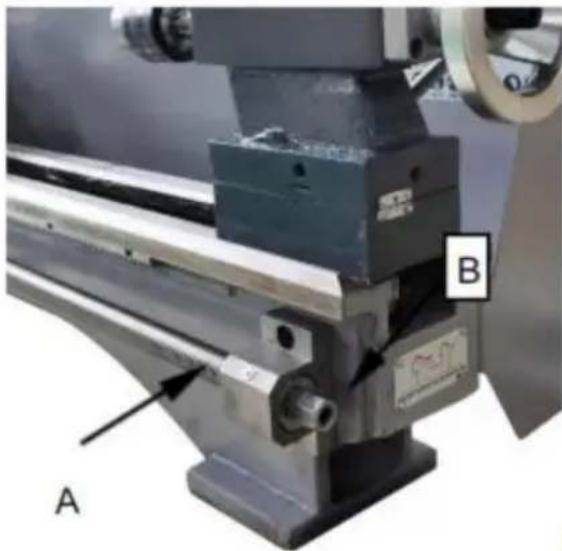
Konik przesuwa się w kształcie litery V i można go zamocować w dowolnym miejscu. Konik ma wytrzymałe wrzeciono z gniazdem stożkowym Morse'a nr 2 i skalą stopniowaną. Wrzeciono można zamocować w dowolnym miejscu za pomocą dźwigni zaciskowej. Wrzeciono przesuwa się za pomocą pokrętła na końcu konika.

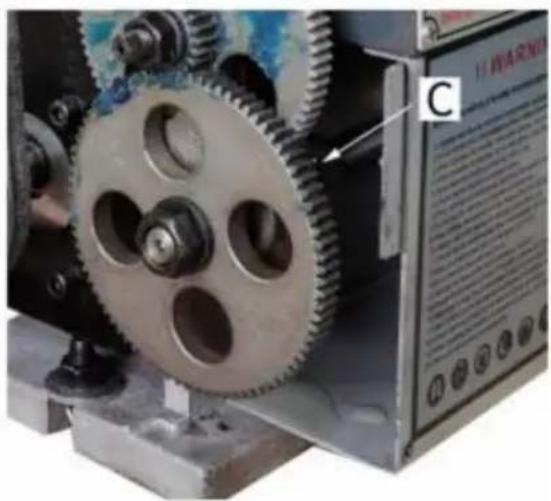
Zamontuj śrubę zabezpieczającą (C, rys. 8) na końcu tokarki, aby zapobiec wypadnięciu konika z łóża tokarki.
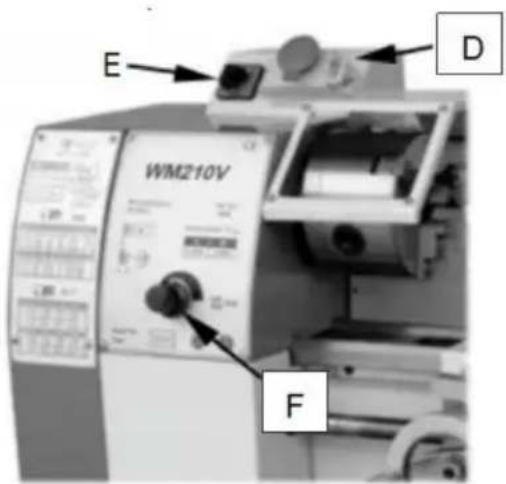
Operating equipment
- Awaryjny: Przycisk ON.OFF Przełącznik (D, rys. 9)
Maszynę włącza się i wyłącza przyciskiem ON/OFF. Naciśnij, aby zatrzymać
wszystkie funkcje maszyny. Aby ponownie uruchomić, podnieś pokrywę i naciśnij przycisk ON.
- Przełącznik (E, rys. 9)
Po włączeniu urządzenia należy ustawić przełącznik w pozycji „F”, aby
obrót wrzeciona w kierunku przeciwnym do ruchu wskazówek zegara (do przodu). Ustaw przełącznik w
pozycji „R”, aby obrót wrzeciona w kierunku zgodnym z ruchem wskazówek zegara (do tyłu). Pozycja „0” jest WYŁĄCZONA, a
wrzeciono pozostaje bezczynne.
- Przełącznik regulacji prędkości zmiennej (F, rys. 9)
Obróć przełącznik zgodnie z ruchem wskazówek zegara, aby zwiększyć prędkość wrzeciona. Obróć przełącznik przeciwnie do ruchu wskazówek zegara, aby zmniejszyć prędkość wrzeciona. Możliwa prędkość
Zasięg zależy od położenia paska napędowego.
text_image
E D WM210V F
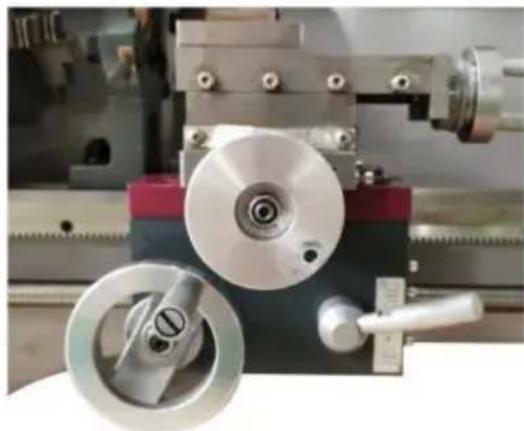
Obrócić śrubę z łbem sześciokątnym (A, rys. 10) zgodnie z ruchem wskazówek zegara i dokręcić, aby zablokować. Obrócić przeciwnie do ruchu wskazówek zegara i poluzuj, aby odblokować.
Uwaga: przed włączeniem funkcji automatycznej należy odblokować śrubę blokującą wózek. może dojść do zacięć lub uszkodzenia tokarki.
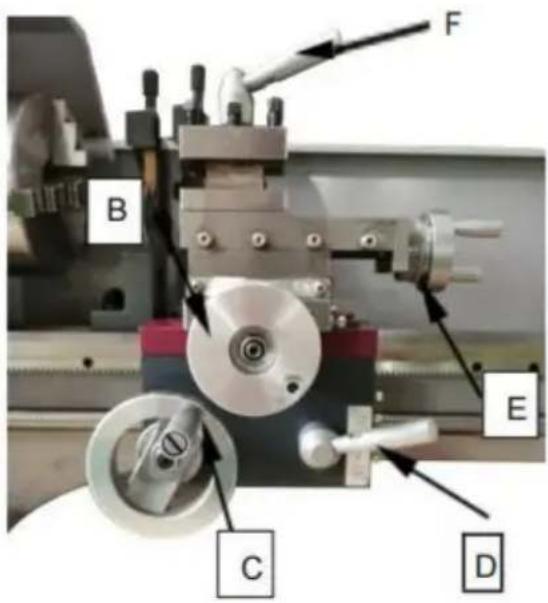
5 Pokrętło do przesuwania wzdłużnego (B, rys. 11)
Obróć pokrętło zgodnie z ruchem wskazówek zegara, aby przesunąć zespół fartucha w kierunku konik (prawy). Obróć koło ręczne przeciwnie do ruchu wskazówek zegara, aby przesunąć zespół fartucha do ustawienia główki ramy (po lewej).
6 Dźwignia poprzecznego posuwu (C, rys. 11)
Obrót zgodnie z ruchem wskazówek zegara przesuwa suwak poprzeczny w kierunku tylnej części maszyny.
7 Dźwignia załączania połowy nakrętki (D, rys. 11)
Przesuń dźwignię w dół, aby włączyć. Przesuń dźwignię w góre, aby wyłączyć.
8 Dźwignia poprzeczna podpórki złożonej (E, rys. 11)
Obróć zgodnie z ruchem wskazówek zegara lub przeciwnie do ruchu wskazówek zegara, aby przesunąć lub ustawić pozycję.
9 Dźwignia zaciskowa stojaka narzędziowego (F, rys. 11)
Obróć przeciwnie do ruchu wskazówek zegara, aby poluzować i zgodnie z ruchem wskazówek zegara, aby dokręcić. Obróć uchwyt narzędziowy, gdy dźwignia jest odblokowana.
text_image
B F E C DRyc.11
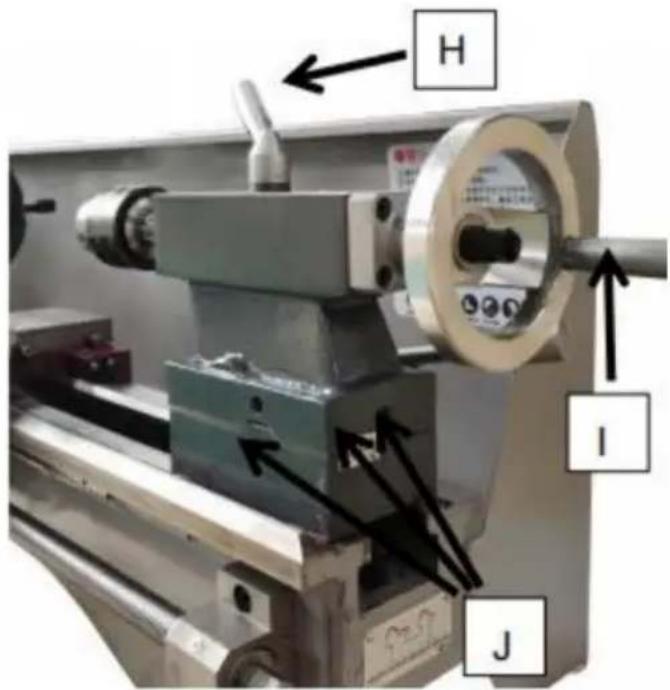
10 Śruba mocująca konika (G, rys. 12)
Aby zablokować, przekręć nakrętkę sześciokątną zgodnie z ruchem wskazówek zegara, a aby odblokować, przekręć ją w kierunku przeciwnym do ruchu wskazówek zegara.
11 Dźwignia zaciskowa tulei konika (H, rys. 12)
Aby zablokować wrzeciono, obróć dźwignię zgodnie z ruchem wskazówek zegara, a w kierunku przeciwnym do ruchu wskazówek zegara, aby je odblokować.
12 Koło ręczne przesuwania tulei konika (I, rys. 12)
Obróć zgodnie z ruchem wskazówek zegara, aby przesunąć pióro. Obróć przeciwnie do ruchu wskazówek zegara, aby cofnąć pióro.
13 Regulacja przesunięcia konika (J, rys. 12)
Trzy śruby ustalające umieszczone na podstawie konika służą do przesunięcia konik do cięcia stożków. Poluzuj śrubę blokującą na końcu konika. Poluzuj jedną śrubę ustalającą po stronie, jednocześnie dokręcając drugą, aż wartość odchylenia zostanie wskazana na skali. Dokręć śrubę blokującą.
text_image
H I JRys. 12
OPERATION
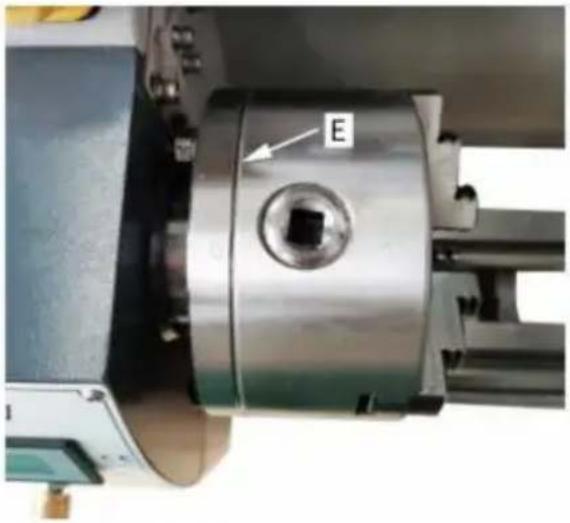
Wymiana Chucka
Uchwyt wrzeciona głowicy jest cylindryczny. Odkręć trzy śruby ustalające i nakrętki (A, rys. 13 pokazano tylko dwie) na kołnierzu uchwytu, aby je usunąć uchwyt. Umieść nowy uchwyt i zamocuj go za pomocą tych samych śrub ustalających i orzechy.

text_image
.10V A
Zacisnąć narzędzie tokarskie w uchwycie narzędziowym.
Narzędzie musi być mocno zaciśnięte. Podczas obracania narzędzie ma tendencję do zginają się pod wpływem siły skrawania powstającej w trakcie formowania wióra.
Aby uzyskać najlepsze rezultaty, wystawanie narzędzia powinno wynosić co najmniej 3/8" lub mniej.
Kąt cięcia jest prawidłowy, gdy krawędź tnąca jest w jednej linii ze środkiem osi przedmiotu obrabianego. Prawidłową wysokość narzędzia można uzyskać poprzez porównanie ostrza narzędzia z ostrzem środka zamontowanego w
konik. W razie potrzeby użyj stalowych podkładek dystansowych pod narzędziem, aby uzyskać wymagana wysokość. (Rys. 14)
Zmień prędkość
- Odkręć dwie śruby mocujące (B, rys. 15) i wyjmij osłona ochronna.
- Wyreguluj odpowiednią pozycję paska klinowego (C, rys. 16).
- Dokręć rolkę napinającą i ponownie dokręć nakrętkę.

text_image
M A BsP1NDLE sPEED / min
| A | B |
| 50.1250 | 100.2500 |

Można obsługiwać ruch fartucha, ruch poprzeczny i pokrętło górnego suwaka. wzdłużne lub poprzeczne podawanie (Rys.17)
Toczenie wzdłużne z automatycznym posuwem
Do wyboru prędkości posuwu lub prędkości obrotowej należy użyć tabeli (A, rys.18) na tokarce. skok gwintu. Dostosuj koło zmiany biegów, jeśli wymagany jest posuw lub skok gwintu nie można uzyskać przy zamontowanym zestawie kół zębatych.

Zmiana biegów Wymiana
-
Odłącz maszynę od źródła zasilania.
-
Odkręć dwie śruby mocujące i zdejmij osłone ochronną.
-
Odkręć śrubę blokującą (B, rys. 19) na kwadrancie.
-
Przesuń kwadrant (C, rys. 19) w prawo.
-
Odkręcić nakrętkę (D, rys.29) ze śruby pociągowej lub nakrętek (E, rys.19) ze śrub kwadrantowych w celu wyjęcia przekładni zmiany biegów z przód.
-
Zamontuj pary kół zębatych zgodnie z tabelą gwintów i posuwów (rys.20) i przykręć koła zębate z powrotem do kwadrantu.
-
Obróć kwadrant w lewo, aż koła zębate ponownie się zazębią.
-
Wyreguluj luz przekładni, wkładając zwykłą kartkę papieru jako pomoc w regulacji lub odległości między kołami zębatymi.
-
Unieruchom kwadrant za pomocą śruby blokującej.
-
Zamontuj osłonę ochronną głowicy i ponownie podłącz maszynę. do zasilania.
TABELA NAWLEKANIA I PODAWANIA
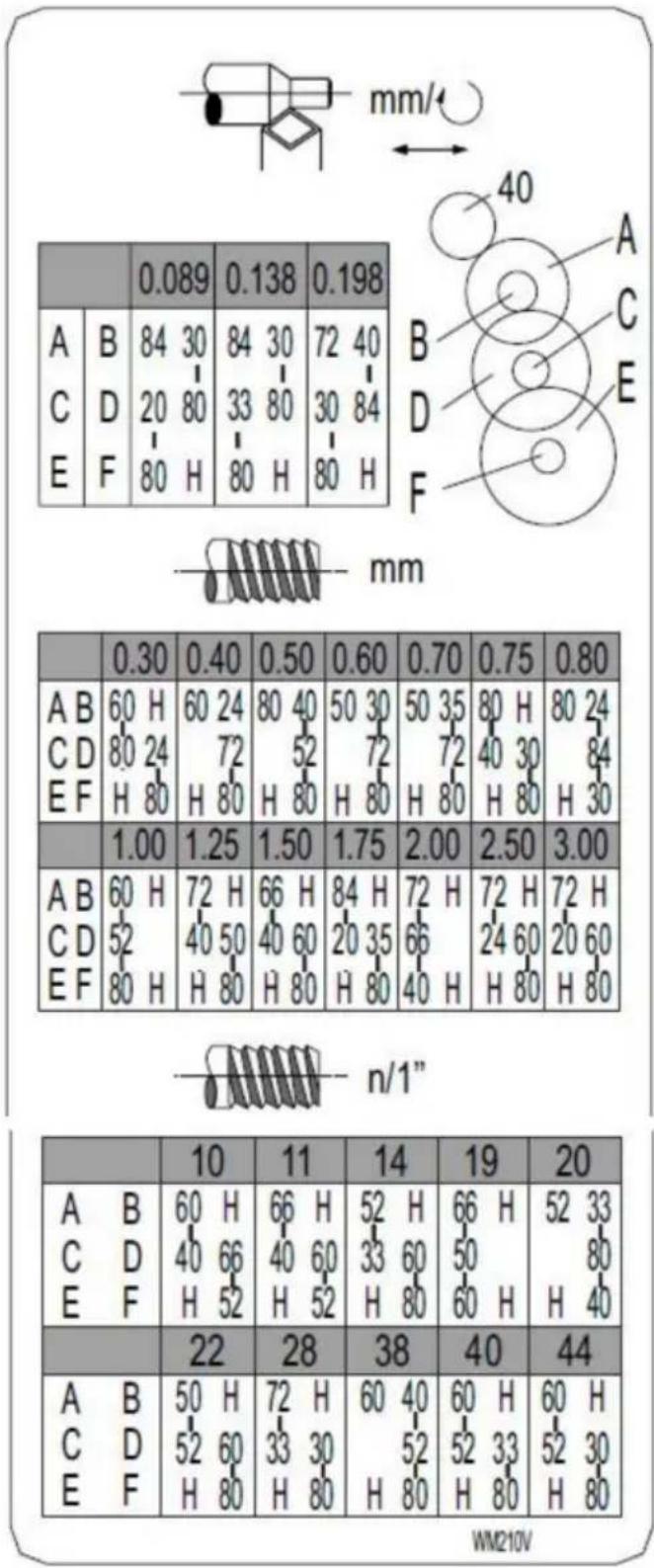
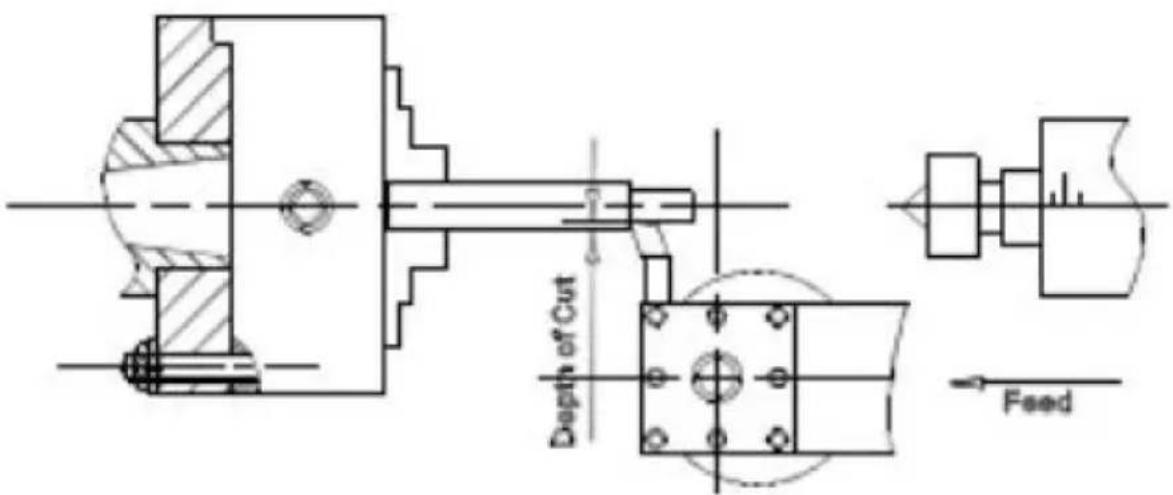
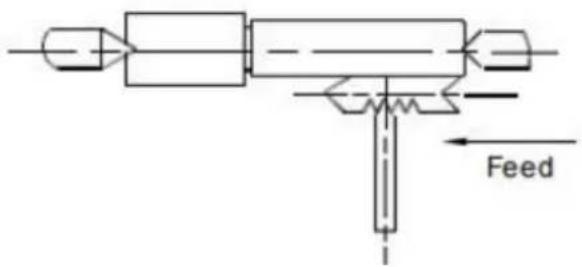
Skręcanie w linii prostej (rys. 21)
W przypadku operacji toczenia prostoliniowego narzędzie przesuwa się równolegle do osi obrotu przedmiotu obrabianego. Posuw może być ręczny poprzez obrót pokrętła na siodle tokarki lub górnym suwaku lub poprzez aktywację automatycznego posuwu. Posuw poprzeczny dla głębokości skrawania jest uzyskiwany za pomocą suwaka poprzecznego.
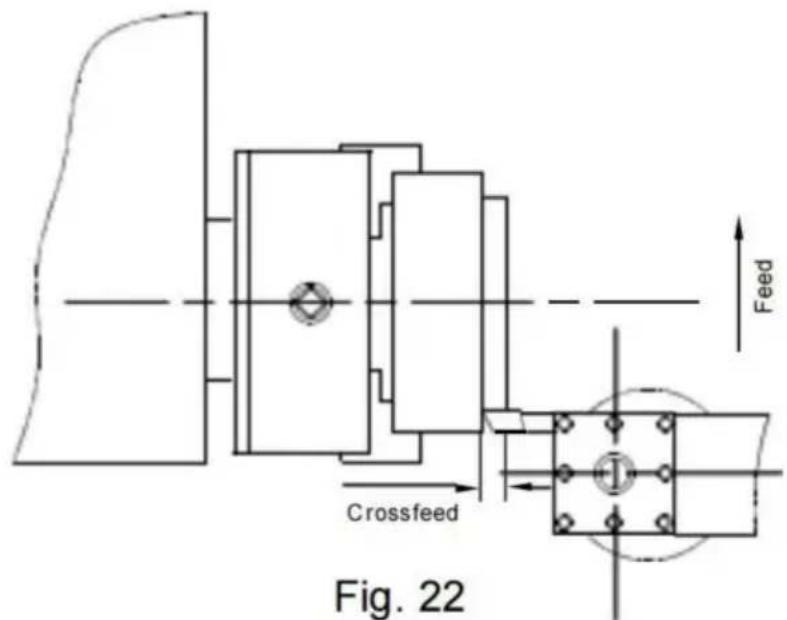
Pamięć podręczna i procesy (rys. 22)
W operacji obróbki czołowej narzędzie przesuwa się prostopadle do osi obrotu przedmiotu obrabianego. Posuw jest wykonywany ręcznie za pomocą koła ręcznego suportu
poprzecznego. Posuw poprzeczny dla głębokości cięcia jest wykonywany za pomocą górnego suportu lub siodła tokarki.
text_image
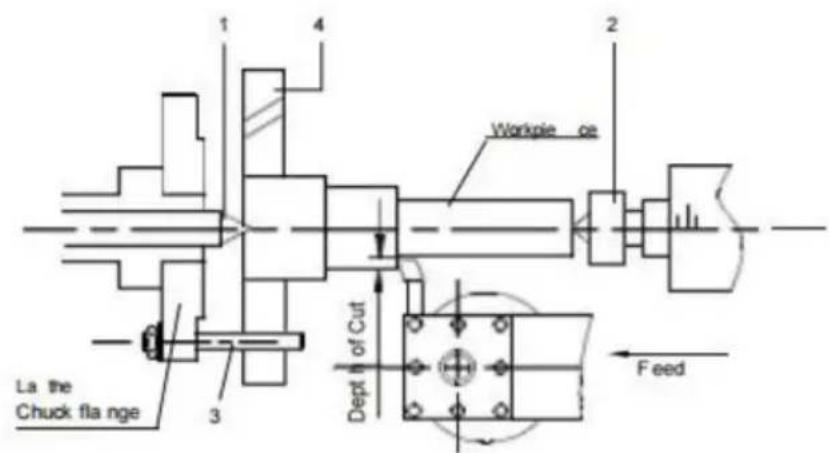
Crossfeed Fig. 22 FeedSkręcanie: pomiędzy zginaczami (rys. 23)
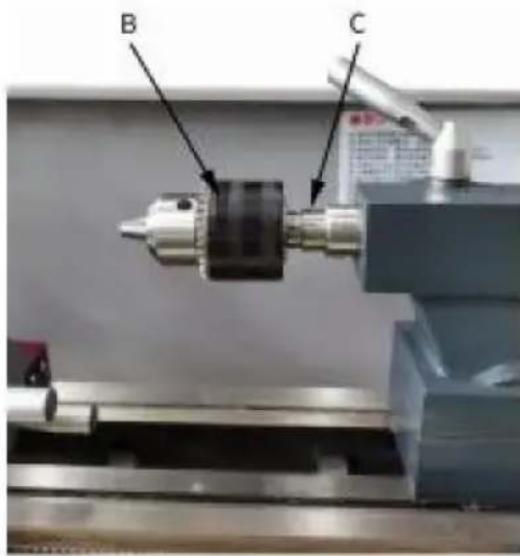
Do toczenia między klami konieczne jest zdjęcie uchwytu z
wrzeciono. Dopasuj środek MT 3 do nosa wrzeciona i środek MT 2
do konika. Zamontuj obrabiany przedmiot z zamontowanym zabierakiem pomiędzy
centra. Kierowca jest napędzany za pomocą zatrzasku lub płyty czołowej.
Uwaga: Zawsze używaj niewielkiej ilości smaru na środku konika, aby zapobiegają przegrzaniu końcówki środkowej.
Toczenie stożkowe z wykorzystaniem przesunięcia konika
Aby obrócić konika pod katem 5 stopni, należy przesunać go w bok.
Kąt zależy od długości przedmiotu obrabianego.
Aby przesunąć konika, należy poluzować śrubę blokującą (A, rys. 24).
Odkręć śrubę ustalającą (B, rys. 24) na prawym końcu konika. Poluzuj
przednia śrube regulacyjna (C, rys.24) i nabierz taką sama ilość
dokrecając tylną śrube regulacyjną (D, rys. 24) aż do uzyskania pożadanego stożka
osiągnięto. Pożadana regulację poprzeczną można odczytać ze skali. (E, rys.24). Najpierw dokręć
śrube ustalajaca (B, rys.24), a następnie dwie (przednie
i tylnej) śruby regulacyjnej, aby zablokować konika w pozycji. Dokreć ponownie
śruba blokująca (A, rys.24) konika. Przedmiot obrabiany musi być przytrzymywany
pomiędzy dwoma środkami i napędzany przez płytę czołową i psa napędowego.
Po wykonaniu toczenia stożkowego konik należy przywrócić do pierwotnego położenia zgodnie z pozycją zerową na skali konika. (E, rys. 24)
Ustaw maszynę na żądany skok gwintu (zgodnie z tabelą gwintowania, rys. 20). Uruchom maszynę i założ półnakrętkę. Gdy narzędzie dotrze do części, wykona ono początkowe przejście gwintowania. Gdy narzędzie dotrze do końca cięcia, zatrzymaj maszynę, wyłączając silnik i jednocześnie wysuwając narzędzie z części, aby oczyścić gwint. Nie odłączaj dźwigni półnakrętki. Odwróć kierunek silnika, aby umożliwiać narzędziu tnącemu powrót do punktu początkowego. Powtarzaj te kroki, aż uzyskasz pożądane rezultaty.
UWAGI
Przykład: gwint męski
Średnica przedmiotu obrabianego musi być równa średnicy żądanego gwintu.
Przedmiot obrabiany wymaga fazy na początku gwintu i podcięcia na końcu gwintu.
Prędkość musi być jak najniższa. Przekładnie muszą mieć
zainstalowane zgodnie z wymaganym skokiem.
Narzędzie do nacinania gwintu musi mieć dokładnie taki sam kształt jak gwint, musi być idealnie prostokątne i zaciśnięte tak, aby pokrywało się dokładnie z wejściem obrotowym.
Gwint wytwarzany jest w różnych etapach cięcia, tak aby narzędzie tnące musiało zostać całkowicie wykręcone
z gwintu (za pomocą suwaka poprzecznego) na końcu każdego etapu cięcia. Narzędzie jest wycofywane
z nakrętką śruby pociągowej załączoną
poprzez odwrócenie przełącznika zmiany biegów. Zatrzymaj maszynę i przesuń narzędzie do cięcia gwintu na małą głębokość cięcia za
pomocą suwaka poprzecznego. Przed każdym przejściem umieść górny suwak naprzemiennie o około 0,2
do 0,3 mm w lewo i w prawo, aby uwolnić gwint. W ten sposób narzędzia do cięcia gwintu tną
tylko jedną flankę gwintu przy każdym przejściu. Kontynuuj odcinanie gwintu, aż osiągniesz prawie pełną głębokość gwintu.
text_image
FeedRyc. 25
Lathe Accessories
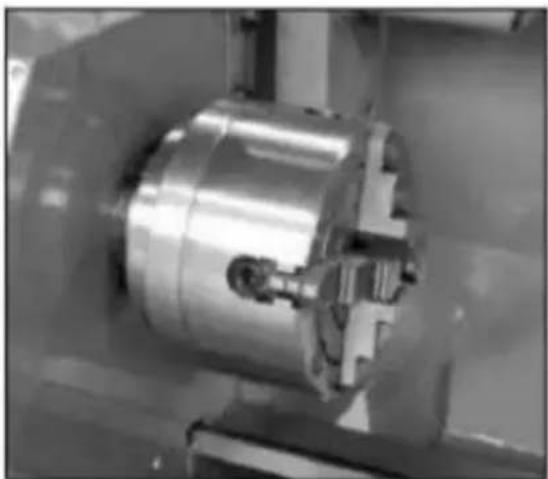
Uchwyt tokarski uniwersalny trójszczękowy
Za pomocą tego uniwersalnego uchwytu można zaciskać przedmioty okrągłe, trójkątne, kwadratowe, sześciokątne, ośmiokątne i dwunastokątne. (Rys.26)
Uwaga: nowe tokarki mają bardzo ciasno dopasowane szczęki. Jest to konieczne, aby zapewnić dokładne zaciskanie i długą żywotność — przy wielokrotnym otwieraniu i zamykaniu szczęki dostosowują się automatycznie, a ich działanie staje się stopniowo płynniejsze.
Notatka:
W przypadku oryginalnego uchwytu 3-szczekowego zamontowanego na tokarce, fabryka zamontowała uchwyt w najlepszy sposób gwarantujący dokładność mocowania, z dwoma znakami „.” (A) pokazanymi na rys. 26 na uchwycie i kołnierzu uchwytu.
Istnieją dwa rodzaje szczęk: szczęki wewnętrzne i zewnętrzne - należy pamiętać, że liczba szczęk pasuje do liczby wewnątrz rowka uchwytu. Nie należy ich mieszać. Podczas montażu należy je montować w kolejności rosnącej 0, 1 3, a podczas wyjmowania należy je wyjmować w kolejności malejącej 3, 1, 0, jedna po drugiej - po zakończeniu tej procedury należy obrócić szczęki do najmniejszej średnicy i sprawdzić, czy wszystkie trzy szczęki są dobrze dopasowane.
Czteroszczękowy niezależny uchwyt tokarski Ten
specjalny uchwyt posiada cztery niezależnie regulowane szczęki. Umożliwiają one mocowanie asymetrycznych elementów i dokładne ustawianie elementów cylindrycznych. (Rys. 27)
Uchwyt wiertarski (opcjonalnie)
Za pomocą uchwytu wiertarskiego należy przytrzymać wiertła centrujące i wiertła kręte w koniku- (B) (Ryc.28)
Stożek Morse'a (opcjonalnie)
Do zamontowania uchwytu wiertarskiego w koniku konieczny jest trzpień. Posiada stożek Morse'a nr 1. (C) Ryc.28
text_image
B CRyc. 28
Live Center (opcjonalnie)
Kieł obrotowy zamocowany jest w łożyskach kulkowych. Jego użycie jest szczególnie zalecane przy toczeniu z prędkością powyżej 6 obr./min. (Rys.29)

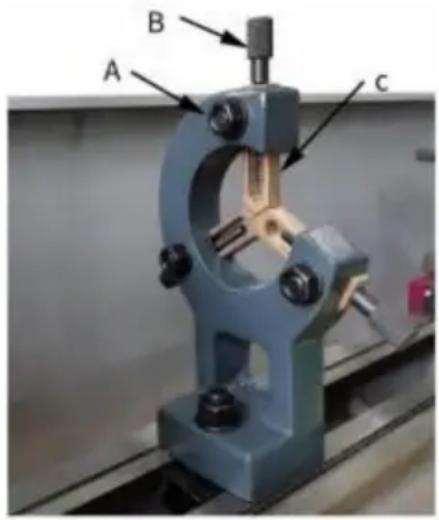
stała Podtrzymka stała służy jako podpora dla wałów na wolnym końcu konika. W przypadku wielu operacji konika nie można używać, ponieważ blokuje on narzędzie tokarskie lub wiertnicze, dlatego musi zostać usunięty z maszyny. Podtrzymka stała, która pełni funkcję podpory końcowej, zapewnia pracę bez drgań. Podtrzymka stała jest zamontowana na prowadnicach łóża i jest zabezpieczona od dołu płytą blokującą. Przesuwne palce wymagają ciągłego smarowania w punktach styku, aby zapobiec przedwczesnemu zużyciu.
(Rys.30)
text_image
A B CRyc. 30
Ustawianie podpórki stałej 1.
Odkręć trzy nakrętki sześciokątne. (A, rys. 31)
- Odkręć śrubę radełkowaną (B, rys. 36) i otwórz palce przesuwne. (C, rys. 31), aż podtrzymka stała będzie mogła być przesuwana palcem wokół przedmiotu obrabianego. Zabezpiecz podtrzymkę stałą w pozycji.
- Dokręć śruby radełkowane tak, aby palce były ściśle, ale nie ciasno dociśnięte do obrabianego przedmiotu. Dokręć trzy nakrętki (A, rys. 31). Nasmaruj punkty ślizgowe olejem maszynowym.
- Jeżeli po dłuższym okresie użytkowania szczęki ulegną zużyciu, końcówki palców można spiłować lub ponownie przefrezować.
Śledź resztę
Podpórka pod siodło jest zamontowana na siodle i podąża za ruchem
narzędzie tokarskie. wymagane są tylko dwa palce przesuwne. Miejsce trzeciego palca zajmuje narzędzie tokarskie. Podtrzymka ruchoma jest używana do operacji toczenia na długich, smukłych przedmiotach obrabianych. 1t zapobiega zginaniu się
przedmiotu obrabianego pod naciskiem narzędzia tokarskiego. (Rys.31)
Ustaw palce ciasno do przedmiotu obrabianego, ale nie za ciasno. Smaruj palce podczas pracy, aby zapobiec przedwczesnemu zużyciu.

Po pewnym czasie może zaistnieć konieczność regulacji zużycia niektórych ruchomych elementów.
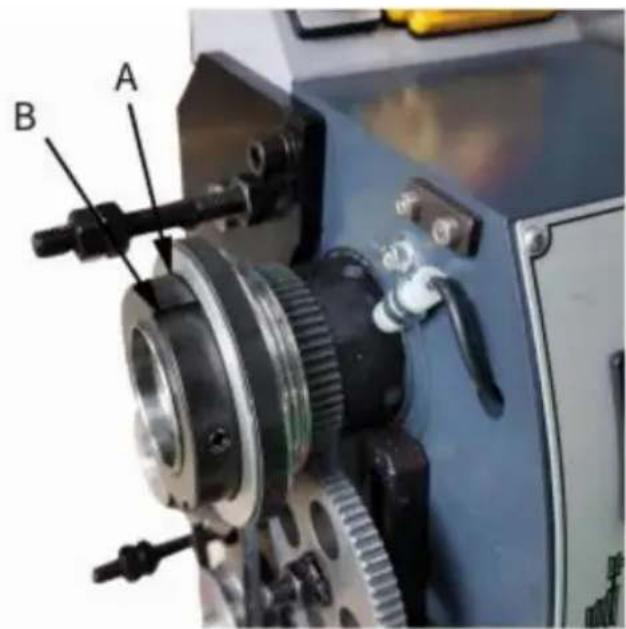
Łożyska głównego wrzeciona
Łożyska głównego wrzeciona są regulowane w fabryce. Jeśli po dłuższym użytkowaniu zauważysz luz osiowy, łożyska można wyregulować.
Zamocuj nakrętkę rowkową (A, rys. 32) z tyłu wrzeciona, poluzuj zewnętrzną nakrętkę rowkową (B, rys. 32). Wyreguluj nakrętkę rowkową (A, rys. 32), aż cały luz osiowy zostanie usunięty. Wrzeciono powinno nadal obracać się swobodnie. Ponownie zamocuj nakrętkę rowkową (A, rys. 32) i dokręć zewnętrzną nakrętkę rowkową (B, rys. 32).
Uwaga: nadmierne dokręcanie lub wstępne naprężenie spowoduje uszkodzenie łożysk.
text_image
A BRyc. 32
Regulacja suwaka poprzecznego
Suwak poprzeczny jest wyposażony w listwę prowadzącą (C, rys. 33) i można go regulować za pomocą śrub (D, rys. 33) wyposażonych w nakrętki zabezpieczające. (E, rys. 33) Odkręć nakrętki zabezpieczające i dokręć śruby ustalające, aż suwak będzie się swobodnie poruszać bez luzu. Dokręć nakrętki zabezpieczające, aby zachować regulację.

Regulacja górnej strony Górny
suwak jest wyposażony w listwę prowadzącą (F, rys. 34) i można go regulować za pomocą śrub (G, rys. 34) wyposażonych w nakrętki zabezpieczające. (H, rys. 34) Poluzuj nakrętki zabezpieczające i dokręć śruby ustalające, aż suwak będzie się swobodnie poruszać bez luzu. Dokręć nakrętki zabezpieczające, aby zachować regulację.

text_image
H G FRyc. 34
Regulacja prowadnicy nakrętki HaIf
Zazębienie półnakrętek można regulować za pomocą śrub (I, rys. 35) wyposażonych w nakrętki zabezpieczające (J, rys. 35). Poluzuj nakrętki po prawej stronie fartucha i wyreguluj śruby sterujące, aż obie półnakrętki będą się swobodnie poruszać bez luzu.
Dokreć nakrętkę.

Przed każdym użyciem lekko nasmaruj wszystkie prowadnice.
Delikatnie nasmaruj koła zębate i śrubę pociągową smarem na bazie litu.
smar.
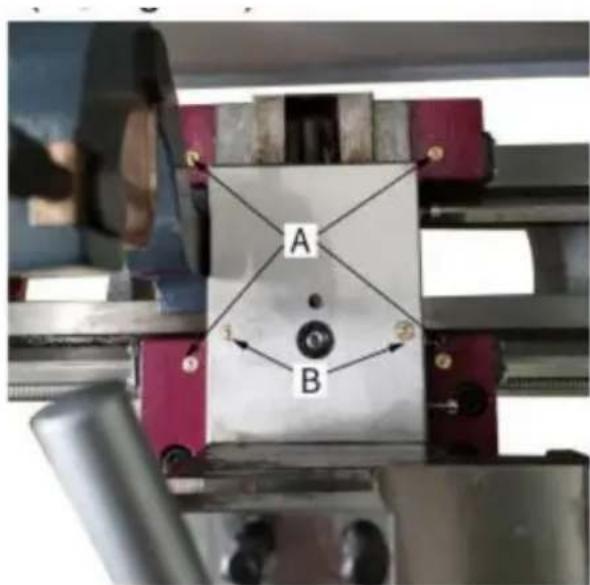
1. Wózek
Smaruj cztery otwory olejowe (A, rys. 36) olejem maszynowym 20W raz dziennie.
2. Krzyżak Smaruj
dwa otwory olejowe (B, rys. 36) olejem maszynowym 20W raz dziennie.
text_image
A BRyc. 36
3. Śruba pociągowa
Nasmaruj lewy otwór olejowy (C, rys. 37) i prawy otwór olejowy (D, rys. 38) olejem maszynowym 20W raz dziennie.
Podłączenie tokarki i wszelkie prace elektryczne może wykonywać wyłącznie uprawniony elektryk!
Niedostosowanie się do tych zaleceń może spowodować poważne obrażenia ciała oraz uszkodzenie maszyn i mienia!
Tokarka WM210V ma moc znamionową 550 W, 1PH, 110 V/220 V. Upewnij się, że moc dostępna w miejscu, w którym znajduje się tokarka, jest taka sama jak moc znamionowa tokarki. Używając schematu okablowania (Rys. 39) do podłączenia tokarki do zasilania sieciowego. Upewnij się, że tokarka jest prawidłowo uziemiona.
Poniżej przedstawiono schemat połączeń tokarki: (Rys.39)

flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2 speed"]
F --> I["Magnetic switch"]
G --> J["Adjustable risistor"]
H --> K["Speed control board"]
I --> L["U5"]
J --> M["U3"]
K --> N["U4"]
L --> O["13"]
M --> P["14"]
N --> Q["15"]
O --> R["P1"]
P --> S["P2"]
Q --> T["P3"]
R --> U["L1"]
S --> V["L2"]
T --> W["A-"]
U --> X["A-"]
V --> Y["A-"]
W --> Z["A-"]
X --> AA["A-"]
Y --> AB["A-"]
Z --> AC["A-"]
AA --> AD["A-"]
Fig. 39
MAINTENANCE
Przeprowadzaj konserwację obrabiarki w trakcie jej pracy, aby zagwarantować dokładność i żywotność maszyny.
- Aby zachować precyzję i funkcjonalność maszyny,
ważne jest, aby obchodzić się z nim ostrożnie. utrzymuj go w czystości i regularnie smaruj i oliw. Tylko poprzez dobrą opiekę. możesz być pewien, że jakość pracy maszyny pozostanie stała.
UWAGI: Przed przystąpieniem do czyszczenia, konserwacji lub napraw należy odłączyć urządzenie od zasilania!
Olej, smar i środki czyszczące są zanieczyszczeniami i nie wolno ich wyrzucać do kanalizacji ani do zwykłych śmieci. Środki te należy utylizować zgodnie z obowiązującymi przepisami prawnymi dotyczącymi środowiska. Szmatki czyszczące nasączone olejem, smarem i środkami czyszczącymi są łatwopalne. Zbieraj szmatki czyszczące lub
wełnę czyszczącą w odpowiednim zamkniętym naczyniu i wyrzuć ją do w sposób przyjazny dla środowiska - nie wyrzucaj ich razem ze zwykłymi śmieciami!
- Przed każdym użyciem lekko nasmaruj wszystkie prowadnice. Zmiana koła zębate i śrubę pociągową należy również lekko smarować litem smar bazowy.
- Podczas pracy wióry spadające na powierzchnię ślizgową należy czyścić na bieżąco. a przeglądy należy przeprowadzać często aby zapobiec przedostawaniu się wiórów do miejsca pomiędzy narzędziami obrabiarki siodło i prowadnica łóża tokarki. Filc asfaltowy należy czyścić pewien czas.
UWAGI: Nie wyjmuj chipsów gołymi rękami. Istnieje ryzyko
skaleczeń spowodowanych ostrymi wiórami. Nigdy nie używaj łatwopalnych rozpuszczalników ani środków czyszczących lub środków wytwarzających szkodliwe opary!
Chron elementy elektryczne, takie jak silniki, przełączniki, przełączniki pudełka itp. przed wilgocią podczas czyszczenia.
- Po zabiegu każdego dnia usuń wszystkie odpryski i wyczyść różne części obrabiarki i nałożyć na nie olej do obrabiarek zapobiegają rdzewieniu.
- Aby zachować dokładność obróbki, należy dbać o środek, powierzchnię obrabiarki, uchwyt i prowadnicę. uniknąć uszkodzeń mechanicznych i zużycia na skutek niewłaściwego prowadzenia.
- W przypadku stwierdzenia uszkodzenia należy przeprowadzić konserwację natychmiast.
UWAGI: Prace naprawcze może wykonywać wyłącznie personel wykwalifikowany.
z odpowiednią wiedzą mechaniczną i elektryczną.
ROZWIAZYWANIE PROBLEMÓW
| Problem | Możliwy powód | Eliminacja |
| Powierzchnia robocza kawałek zbyt szorstki | Narzędzie tępe | Narzędzie do ponownego ostrzenia |
| Sprężyny narzędziowe | Narzędzie zaciskowe z mniejszym wysięgiem | |
| Podawanie zbyt dużaj iłości paszy | Zmniejszyć paszę | |
| Promień na końcu narzędzia również mały | Zwiększ promień | |
| Przedmiot obrabiany staje się stożkowaty | Centra nie są wyrównane (konik ma offset) | Wyreguluj konik do środka |
| Górny slajd nie jest wyrównany dobrze (cięcie z (górny slajd) | Dobrze wyrównaj górny suwak | |
| Tokarka klekocze | Podawanie zbyt dużej iłości paszy | Zmniejszyć paszę |
| Luz w łożysku głównym | Wyreguluj łożysko główne | |
| Centrum się rozgrzewa | Przedmiot obrabiany rozszerzył się | Poluzuj środek konika |
| Narzędzie ma krótki krawędź | Zbyt duża prędkość cięcia | Zmniejsz prędkość cięcia |
| Narzędzie ma krótki Życie | Zbyt wysokie przełożenie krzyżowe | Niższy przesuw poprzeczny (naddatek na wykończenie) nie powinna przekraczać 0,5 mm) |
| Niewystarczające | Więcej chłodziwa | |
| Skrzydło nosić za wysoko | chłodzenie Zbyt mały kąt luzu | 1zwiększ kąt prześwitu |
| Końcówka narzędzia nie jest wyregulowana do środka wysoko | Prawidłowa regulacja wysokości narzędzia | |
| Cięcie krawędź się odrywa | Kąt klina zbyt mały (gromadzenie się ciepła) | Zwiększ kąt klina |
| Pęknięcie szlifierskie spowodowane złe chłodzenie | Chłodzić równomiernie | |
| Nadmierny luz w łożysku wrzeciona | Wyreguluj luz wrzeciona łożysko | |
| Układ (wibracje) | Układ | |
| Cięcie nici jest nieprawidłowe | Narzędzie jest nieprawidłowo zamocowane lub ma | Dostosuj również do środka |
| Rozpoczęto szlifowanie zły sposób | Prawidłowy kąt szlifowania | |
| Cięcie nici jest nieprawidłowe | Zły ton | Dostosuj właściwy ton |
| Niewłaściwa średnica | Obróć przedmiot obrabiany do właściwej pozycji średnica | |
| Wrzeciono robi nie aktywować | Nagły wypadek wyłącznik stopu aktywowany | Odblokuj wyłącznik awaryjny |
SCHEMAT AWARYJNY I LISTA CZĘŚCI
Montaż główki
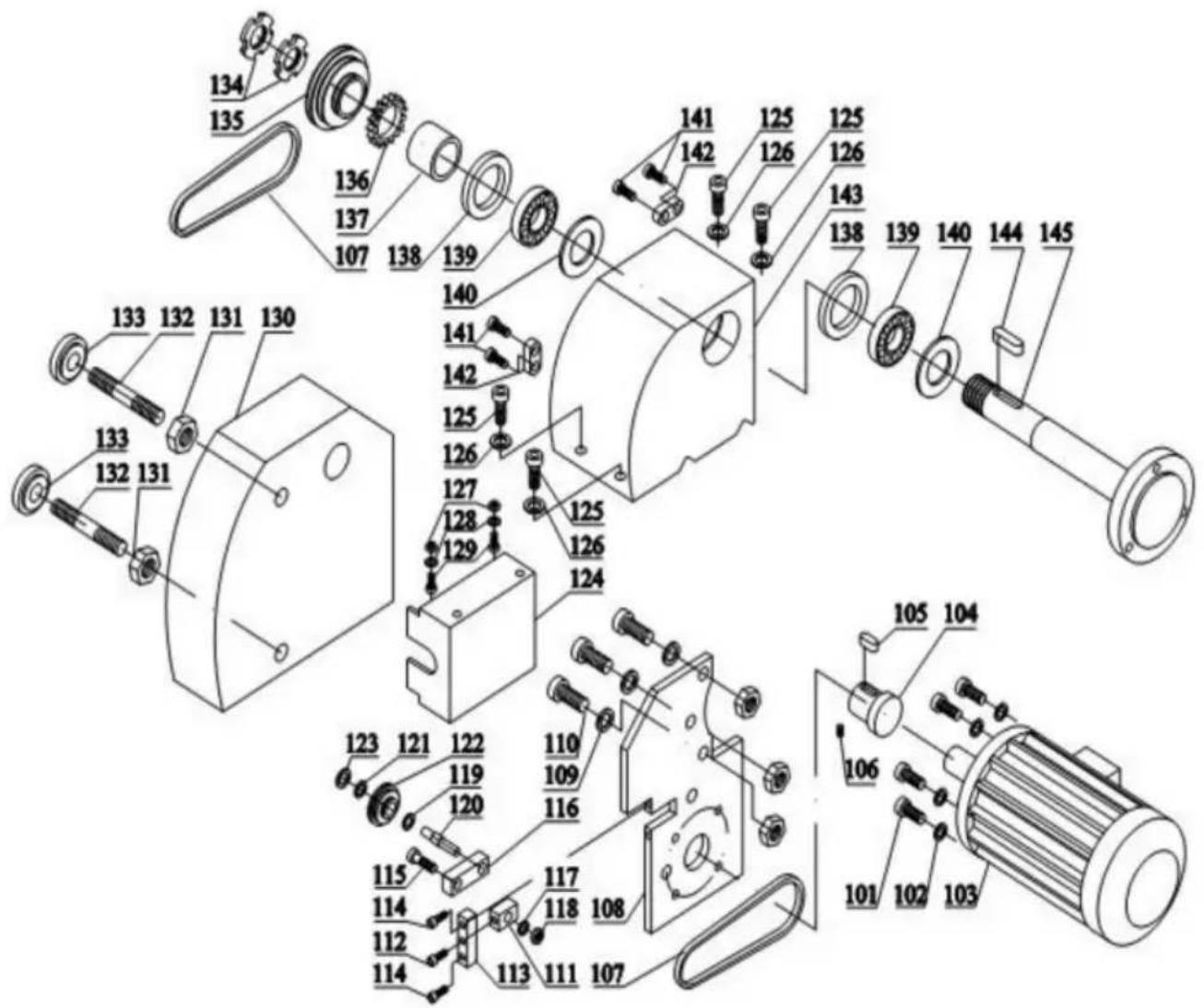
| NIE. | Opis | Specyfikacja Ilość | StronyStrony NIE. | Opis | Specyfikacja Ilość | |||
| 101 | Śruba | M5x25 | 4 | 123 | Pierścień wiosenny | rozmiar 22xl | . | |
| 102 Podkładka | 4 | 124 | Okładka | . | ||||
| Silnik prądu stałego 103 | 83ZY005A | . | 125 | Śruba | M8x25 | 4 | ||
| 104 | Ściągacz silnika | . | 126 | Pralka | 8 | 4 | ||
| 105 | Klawisz | A4x4x20 | . | 127 | Nakrętka | M8 | 2 | |
| 106 | Śruba | M6x8 | . | 128 | Pralka | 8 | 2 | |
| 107 | Pasek | Bramy-5M-360 2 | 129 | Śruba | M8 | 2 | ||
| 108 | Płyta wspornikowa | Osłona paska | . | 130 | . | |||
| 109 Podkładka | 8 Nakrętka | 3 | 131 | MI0 | 2 | |||
| 110 | Śruba | M8x20 | 3 | 132 | Śruba | MI0x80 | 2 | |
| 111 | Blok | . | 133 | Nakrętka | MI0 | 2 | ||
| 112 | Śruba | M6x30 | . | 134 | Nakrętka | M27xl | 2 | |
| 113 | Blok | . | 135 | Ściągacz wrzeciona | . | |||
| 114 | Śruba | M6x20 | . | 136 | Bieg | 40T | . | |
| 115 | Śruba | . | 137 | Separator | . | |||
| 116 | Blok | . | 138 | Uszczelka | . | |||
| 117 Podkładka | . | 139 | Łożysko | 30206 | . | |||
| 118 | Nakrętka | . | 140 | Pokrywa smaru | . | |||
| 119 | Pierścień wiosenny | 8x0,8 | . | 141 | Śruba | M4xl0 | 2 | |
| 120 | Śruba | . | 142 | Blok | . | |||
| 121 | Łożysko | . | 143 | Główka | . | |||
| 122 | Krążek linowy | . | 144 | Klawisz | A3x3xl5 | . | ||
SCHEMAT AWARYJNY I LISTA CZĘŚCI
Górny suwak, poprzeczny suwak, zespół wózka
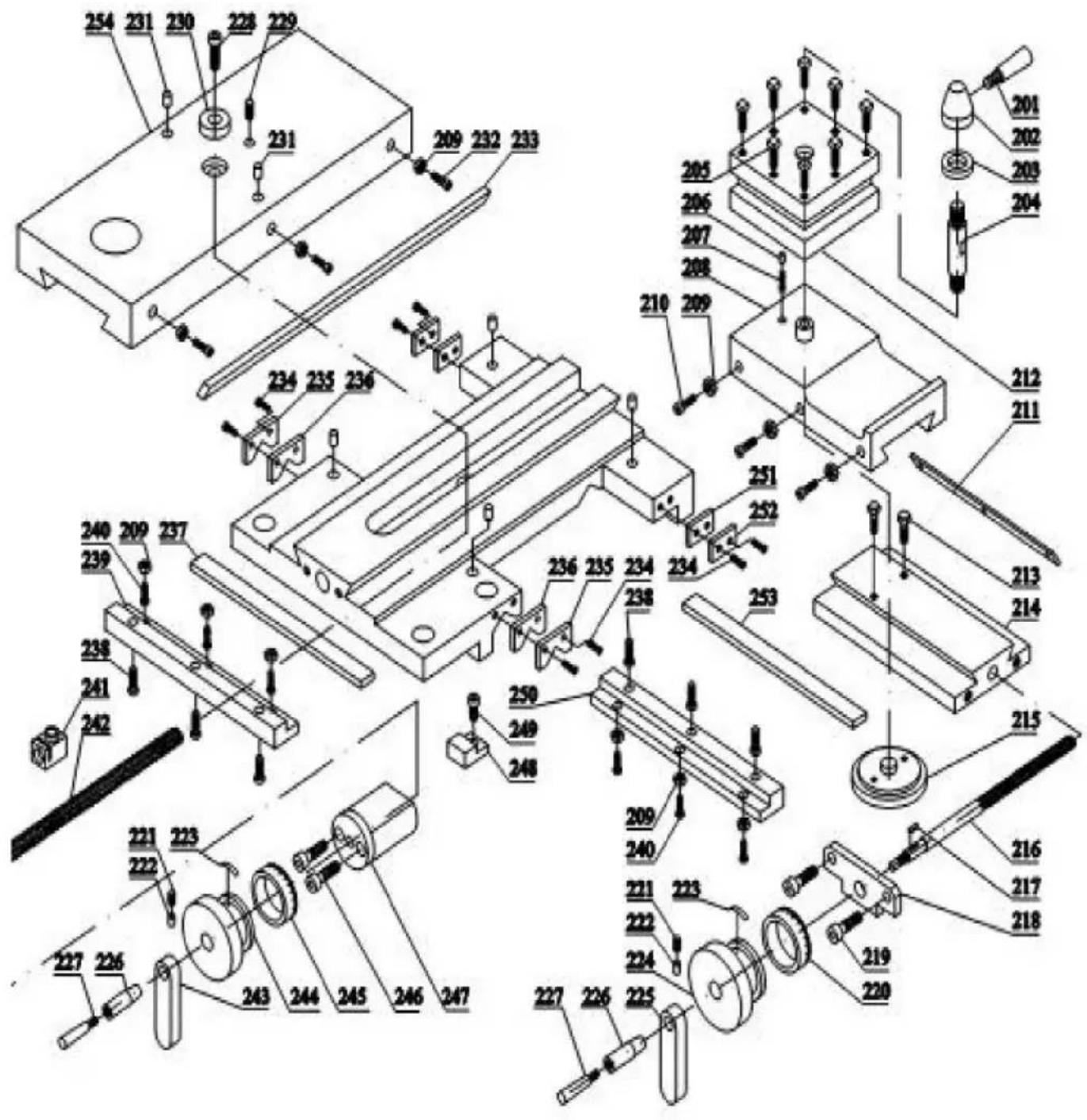
| Strony NIE. | Opis | Specyfikacja | Ilość | Strony NIE. | Opis | Specyfikacja Ilość | ||
| 201 Śruba Uchwyt | 1 | 228 | M4x8 | 1 | ||||
| 202 Uchwyt podstawy | 1 | 229 | Śruba | M5x10 | 1 | |||
| 203 | Pralka | 1 | 230 | Krzak | 1 | |||
| 204 | Śruba | 1 | 231 | Puchar oleju | F5 | 2 | ||
| 205 | Śruba | M6x25 | 1 | 232 | Śruba | M4x20 | 3 | |
| 206 | Szpilka | 1 | 233 | Klin | 1 | |||
| 207 | Wiosna | 5x10x1 | 1 | 234 | Śruba | 8 | ||
| 208 Przesuw wzdłużny I | 1 | 235 | Osłona wycieraczki | 2 | ||||
| 209 | Nakrętka | M4 | 9 | 236 | Wycieraczka | 2 | ||
| 210 | Śruba | M4x14 | 3 | 237 | Klin | 1 | ||
| 211 | Klin | 1 | 238 | Śruba | 6 | |||
| 212 | Górny odpoczynek | 1 | 239 | Przesuwany blok | 1 | |||
| 213 | Śruba | M5x30 | 1 | 240 | Śruba M4x10 | 6 | ||
| 214 Podstawa obrotowa | M6x20 | 1 | 241 | Nakrętka | 1 | |||
| Patelnia 215 mikrometrów | 1 | 242 | Śruba pociągowa | 1 | ||||
| 216 | Śruba pociągowa | 1 | 243 | Blokada uchwytu | 1 | |||
| 217 | Klawisz | 3x12 | 1 | 244 | Koło kierownicy | 1 | ||
| 218 | Nawias | 1 | 245 | Kołnierz | 1 | |||
| 219 | Śruba | M5x12 | 2 | 246 | Śruba | M6x50 | 2 | |
| 220 | Kołnierz | 1 | 247 | Nawias | 1 | |||
| 221 | Śruba | 2 | 248 | Płyta zaciskowa | 1 | |||
| 222 | Szpilka | 2 | 249 | Śruba | 1 | |||
| 223 | Wiosna | 2 | 250 | Przesuwany blok | 1 | |||
| 224 | Koło zamachowe | 1 | 251 | Wycieraczka | 2 | |||
| 225 Blokada uchwytu | 1 | 252 | Osłona wycieraczki | 2 | ||||
| 226 Rękaw uchwytu | 2 | 253 | Klin | 1 | ||||
| 227 | Uchwyt | 2 | 254 | Przesuw krzyżowy | 1 |
Montaż fartucha
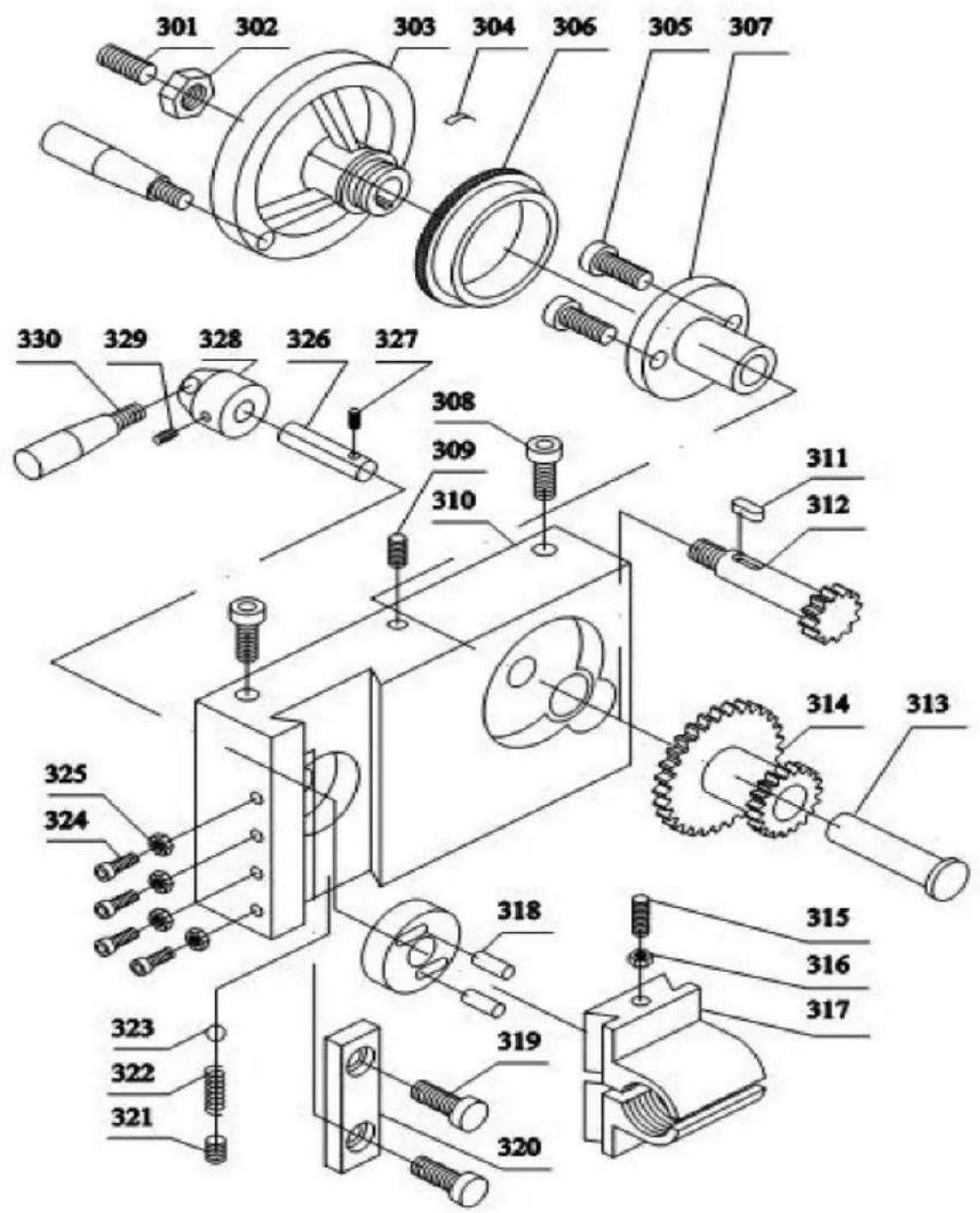
| Strony NIE. | Opis | Specyfikacja | Ilość | Strony NIE. | Opis | Specyfikacja Ilość | ||
| 301 | Śruba | M8x8 | 1 | 317 | Pół orzecha | 1 | ||
| 302 | Nakrętka | M8 | 1 | 318 | Szpilka | ∅ 4x10 | 1 | |
| 303 | Koło zamachowe | 1 | 319 | Śruba | M4x10 | 2 | ||
| 304 | Wiosna | 1 | 320 | Blok | 1 | |||
| 305 | Śruba | M5x10 | 2 | 321 | Śruba | M6x8 | 1 | |
| 306 | Kołnierz | 1 | 322 | Wiosna | 0,6x3,5x12 1 | |||
| 307 | Nawias | 1 | 323 | Piłka | ∅ 4.5 | 2 | ||
| 308 | Śruba | M8x25 | 2 | 324 | Śruba | M4x12 | 4 | |
| 309 | Śruba | M5x8 | 1 | 325 | Nakrętka | M4 | 1 | |
| 310 | Fartuch | 1 | 326 | Wał | 1 | |||
| 31 1 | Klawisz | A3x3x8 | 1 | 327 | Szpilka | ∅ 3x30 | 2 | |
| 312 | Wał przekładni | 14T | 1 | 328 | Podstawa dłoni | 1 | ||
| 313 | Wał | 1 | 329 | Śruba | M5X6 | 1 | ||
| 314 | Bieg | 44/21T | 1 | 330 | Uchwyt | 1 | ||
| 315 | Śruba | M4x35 | 1 | 331 | Uchwyt | 1 | ||
| 316 | Nakrętka | M4 | 1 | 317 | Pół orzecha | 1 |
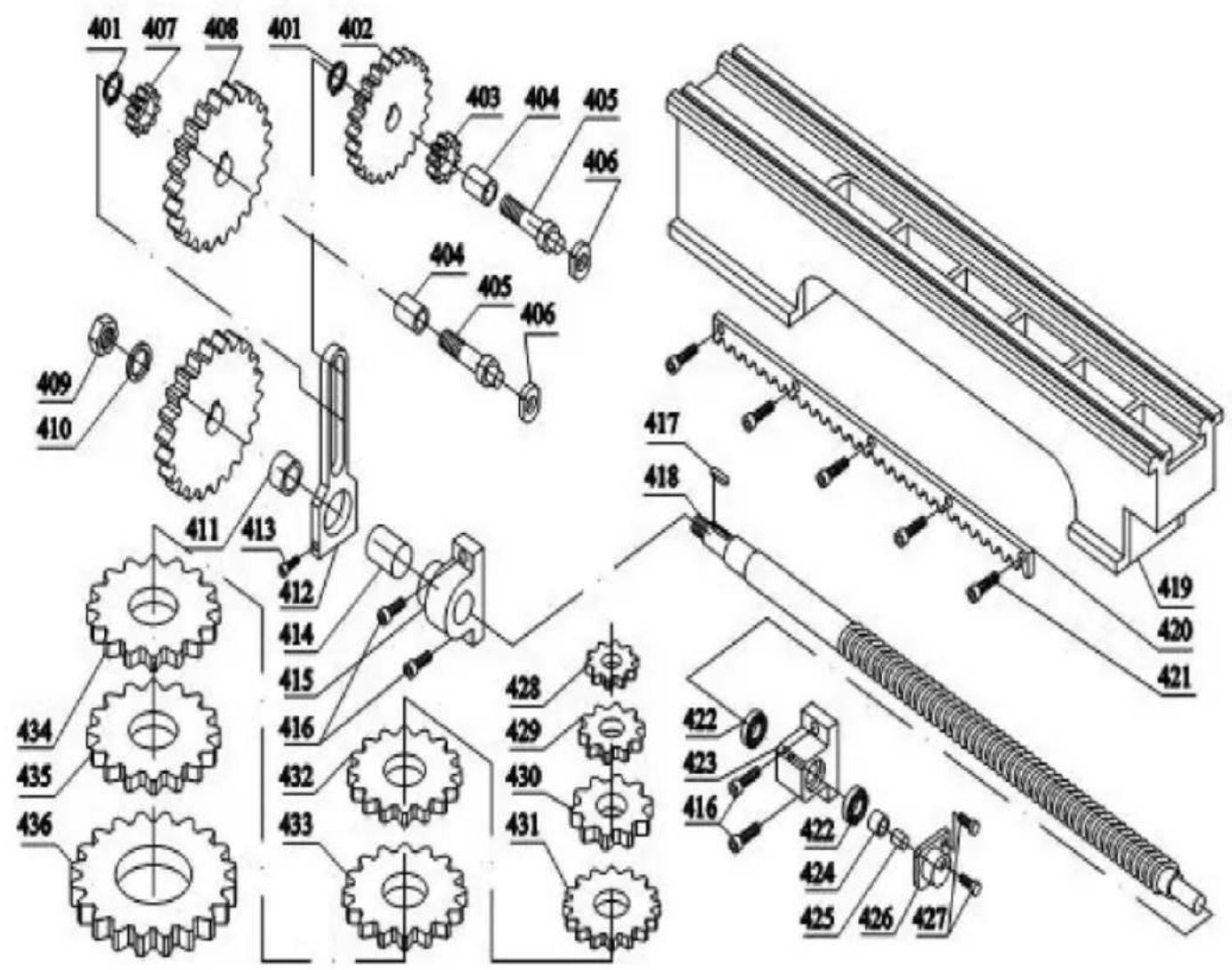
Łóżko, wiszące części kół Montaż
| Strony NIE. | Opis | Specyfikacja Ilość | Strony NIE. | Opis | Specyfikacja Ilość | |||
| 401 | Pierścień wiosenny | 2 | 419 | Łóżko | 1 | |||
| 402 | 60T | 1 | 420Bieg | Stojak | 1 | |||
| 403 | Bieg | 20T | 1 | 421 | Śruba | M2x12 | 5 | |
| 404 | Krzak | 1 | 422 | Łożysko | 51100 | 2 | ||
| 405 | Boit | 1 | 423 | Prawe wsparcie | 1 | |||
| 406 | Nakrętka | M8 | 1 | 424 | Nakrętka | 1 | ||
| 407 | Bieg | 24T | 1 | 425 | Śruba | M8x6 | 1 | |
| 408 | Bieg | 80T | 1 | 426 | Okładka | 1 | ||
| 409 | Nakrętka | M10 | 1 | 427 | Śruba | M4x12 | 2 | |
| 410 | 10Pralka | 1 | 428 | Bieg | 25 ton | 1 | ||
| 411 | Krzak | 1 | 429 | Bieg | 30T | 1 | ||
| 412 | Rama | 1 | 430 | Bieg | 33T | 1 | ||
| 413 | Śruba | M6x35 | 1 | 431 | Bieg | 35T | 1 | |
| 414 | Krzak | 1 | 432 | Bieg | 40T | 1 | ||
| 415 | Lewe wsparcie | 1 | 433 | Bieg | 45T | 1 | ||
| 416 | Śruba | M6x14 | 2 | 434 | Bieg | 50T | 1 | |
| 417 | Klawisz | A3x3x16 | 1 | 435 | Bieg | 52T | 1 | |
| 418 | Śruba pociągowa | 1 | 436 | Bieg | 66T | 1 |
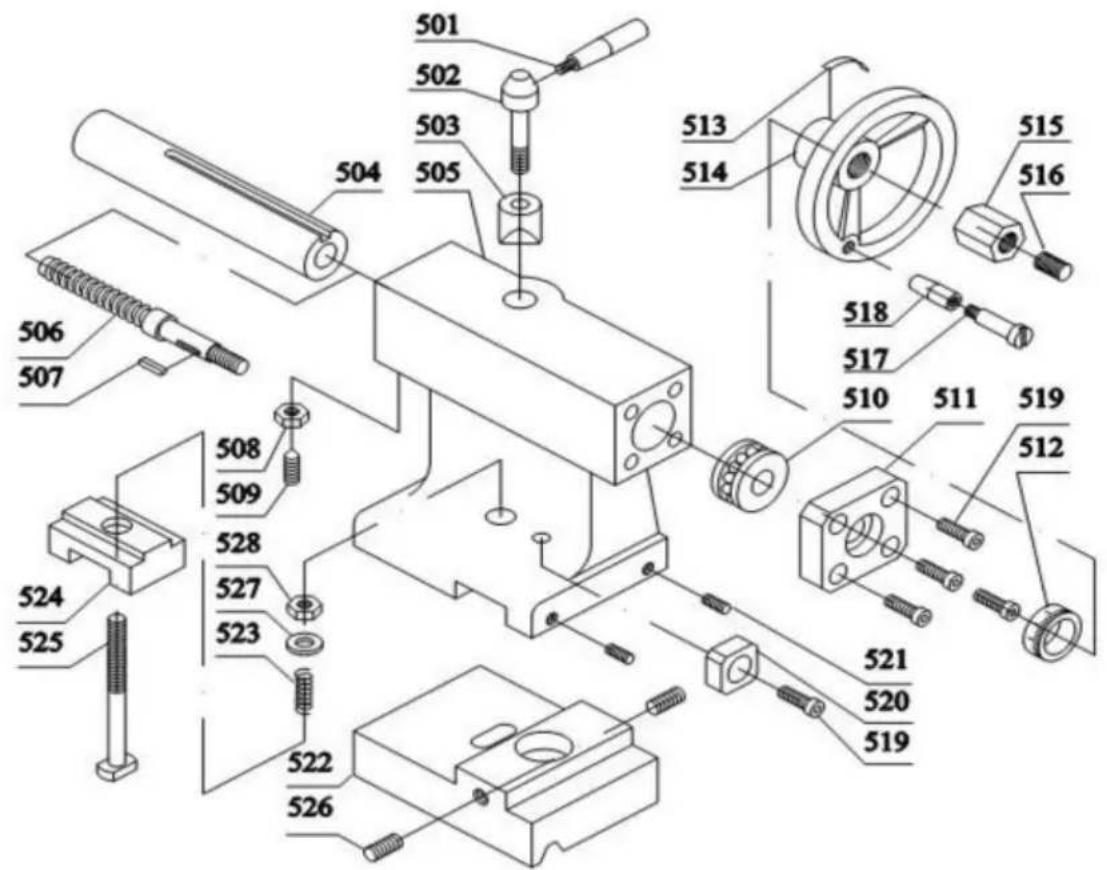
Zespół konika
| Strony NIE. | Opis | Specyfikacja Ilość | Strony NIE. | Opis | Specyfikacja Ilość | |||
| 501 | Uchwyt | 1 | 515 | Nakrętka | M8 | 1 | ||
| 502 | Uchwyt podstawy | 1 | 516 | Śruba | M8x6 | 1 | ||
| 503 | Zablokuj bazę | 1 | 517 | Śruba uchwytu | 1 | |||
| 504 | Rękaw | 1 | 518 | Rękaw uchwytu | 1 | |||
| 505 | Konik | 1 | 519 | Śruba | M5x12 | 1 | ||
| 506 | Śruba pociągowa | 1 | Blokada | regulacyjna 520 | 1 | |||
| 507 | Klawisz | A3x3x8 | 1 | 521 | Śruba | M6x12 | 1 | |
| 508 522 | Nakrętka | M6 | 1 | Opierać | 1 | |||
| 509 | Śruba | M6x14 | 1 | 523 | Wiosna | 1 | ||
| 510 | Łożysko | 51100 | 1 | 524 | Płyta zaciskowa | 1 | ||
| 511 | Mieszkania | 1 | 525 | Śruba | M10x70 | 1 | ||
| 512 | Kołnierz | 1 | 526 | Śruba | M6x16 | 2 | ||
| 513 | Wiosna | 1 | 527 | pralka | ∅ 10 | 1 | ||
| 514 | Koło zamachowe | 1 | 528 | Nakrętka | M10 | 1 |
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu, Szanghaj 200000 CN.
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730

text_image
Przedstaw ciel UEE-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt nad Menem.
text_image
REP WIELKIEJ BRYTANIIYH CONSULTING LIMITED.
Wsparcie techniczne i certyfikat e-gwarancji




