
MX-S1170 - Tokarka do metalu Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia MX-S1170 Vevor w formacie PDF.

| Typ produktu | Tokarka do metalu |
| Marka | Vevor |
| Model | MX-S1170 |
| Wymiary (opakowanie) | 1490 x 515 x 555 mm |
| Masa netto | 87,6 kg |
| Zasilanie | 230 V, 50 Hz (lub 110 V, 60 Hz w zależności od wersji) |
| Moc silnika | 1,25 kW |
| Moment obrotowy | 4,5 Nm przy 850 obr/min |
| Prędkość wrzeciona | 0 - 2500 obr/min |
| Przelot wrzeciona | 3,8 mm, stożek MT5 |
| Rozmiar uchwytu | 125 mm |
| Skok suportu | 1000 mm |
| Dopuszczalna średnica (na ławie) | 220 mm |
| Gwint metryczny | Skok od 0,5 do 3 mm |
| Gwint calowy | 4 do 40 TPI |
| Typ wrzeciona | Bezszczotkowy prąd stały, bezpośredni napęd |
| Silnik krokowy | 86-8,5 Nm |
| Główne funkcje | Automatyczne gwintowanie, ręczne przesuwanie, automatyczne posuwy, konfiguracja systemu |
| Konserwacja | Czyszczenie po każdym użyciu, smarowanie smarem NLGI 2 |
| Bezpieczeństwo | Zatrzymanie awaryjne, obowiązkowe uziemienie, środki ochrony indywidualnej |
| Części zamienne | Skontaktuj się z producentem przez www.vevor.com/support |
| Informacje ogólne | Instrukcja obsługi licząca 262 strony, dostępna w kilku językach |
Często zadawane pytania - MX-S1170 Vevor
Pytania użytkowników dotyczące MX-S1170 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Tokarka do metalu w formacie PDF za darmo! Znajdź swoją instrukcję MX-S1170 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. MX-S1170 marki Vevor.
INSTRUKCJA OBSŁUGI MX-S1170 Vevor
Wsparcie technicznie i certyfikat e-gwarancji www.vevor.com/support
TOKARKA DO METALU INSTRUJKCJA OBSŁUGI
MODELE: MX-S450/ MX-S1 170
Nadal staramy sieofferowa Paanstwu narzedzia w konkurencyjnych cenach. "Oszczedy poowe",Poowa ceny' lub jakiekolwiek innate podobne wyrazenia uzywane wylacznie przyez nas przystawia szacunkowe oszczedyosci, jakie mozesz uzyskać kupujac okreslone narzedzia
z nami w porównaniu do glównych, najepszych marek i niekoniecznie oznacza to okw wszymstkie kategorie naręźdiofferowych przyez nas. Przypominamy o sprawdzeniu ostrożnie
gdy składasz u nas zamówienie, jesti faktycznie Oszczechnosć Połowa w porównaniu z wiodacymi markami.
MODELE: MX-S450/MX-S1170
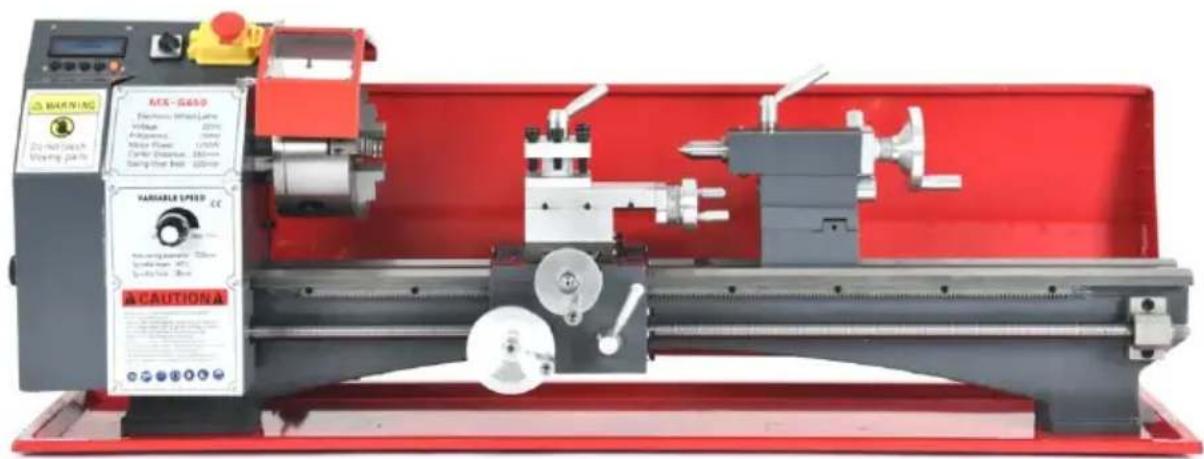
(Zdjęcie ma charakter poglądowy, prosze odnosić są do rzeczywistego obiektu)
| Ostrzeżenie: Aby zminimalizowość ryzyko obrażen, uzytkownik powinien uwȩść przyteść instrukcje obstogi. | |
| Ten produkt podlega postaniewiem Dyrektywy Europejskiej 2012/19/WE. Symbol przystawiajasć przyzekreslony kosz na sąmy kolań och zoznacza,źproduk wymaga oddzielnej zbiórki odparó Uni i Europejskiej. Dotyczy to produktu i wzystkich akcesiorów zoznaczonych tym symbolem. Produktów zoznaczonych w ten specie sąna wyrzuluć razem ze zwykymi odpadami domowymi, naleź je oddości do punktu zbiórki w celu recykingu urzadzenia elektrycznych i elektronicznych. |
Safety Information

Bezpieczeinsteinw meijscu prac
- Utrzymuj.), zęstymi węcystość i robym oświetleniu. Zagracone lub ciemne pomieszczenia są czȩstymi powodem wypadkB.
- NIE pozwalaj osobom niedzaznajomionym z tym produktem na和他的 uzywanie. Trzymaj przycie i osoby postronne z dala od unto podczas korzystania z niego.
- Przed Rozpoczyciem uzytkowania sąȩzy upewnić sie, ze maszyna jest zakotwiczona na stabilnej, równej i wytrzymałej powierzchni.
NIE UZYWAJkiego urzadzenia w obecnosci wybuchowych,-flatwopalnych lub zranych cieczy, gazow lub pyłow.
Bezpieczeinsteinwo elektryczne
WYLACZNIE ze stabilnymi, kompatybilnymi zrodlamizasilandia.
ZAWSZE upewnij sie, ze urzadzenie jest wyłaczone, zanim podłaczysz je do przydu.
- Nie uzywajkiego urzadzenia, jestli przyłącznik zasilania nie sączgo lubNie wyłącza równomiernie. Napraw lub wymić uszkodzony element przyzed
dalszym uzyciem.
- Podczas korzystania z体系建设 z togo urzadzenia nalezy unikać kontakucia z uziemionymi powierzchniami, takimi jak rury, grzejniki, kuchenki i lodówki.
- Nie narażaj elementów elektrycznych na działyanie wody, deszczu lub nadmiernej wilgotność.
- To urzadzenie MUSI być uziemione elektrycznie, aby zapewnić bezpieczne uzytkowanie. NIE usuwaj bolca uziemiazęcego, nie modyfikuj wtyczki wźac sposob aniNie uzywaj zadnych wtyczek adapterowych.
- Trzymaj przywód zasilajcy z dala odźródel ciepla, oleju, ostrych krawędziruchomych częsci.
Bezpieczenstwo osobiste
- NIE uzywaj urzadzenia, jeder jests zmeczony lub znajdujesz sie pod wplywem narkotyków, alkoholu lub leków.
- Podczas korzystania z urzadzenia nalewy zawsze nosić odpowiedni sprȩtochrony osobistej, taki jakaska przyciwypyłowa, kask, okulary ochonne, antyposlizgowe obuwie robocze i zatyczki do uszu.
- NIE przyszadzaj. Zawsze utrzymuj równowagę i równowagę.
- NIE nos biżuterii ani lucznej odziezy i nie zwiȩzuj długich wąsów podczas pracy. Trzymaj odzieź, wąszy i rękawice z dala od ruchomych czȩsci.
- Przed wączeniem urzadzenia naleź wyłąc wszystkie klucze nastawcie lub nasadowe.
- Osoby z rozrusznikami serca powinny skonsultować są z lekarzem przy użyciemingu irzadzenia. Pola elektromagnetyczne w povlizu rozrusznika serca moga powodować zakłocenia, a nawet awarie.
Uzytkowanie i konserwacja tokarki
- NIE zmieniaj biegów podczas pracy maszyny.
- NIE uzywajkiego urzadzenia na silę. Wycyść i nasmaruj w razie potrzeby, jestli czȩci zacznych są poruszać powoli.
- Przed przystąpieniem do jakichkolwiek regulacje, wymiany akcesoriów lub przechowywnia urzadzenia sąȩ odźczyć wtyczkte przewodu zasilajacego odźóda zasilania.
Uzywaj wyłącznie akcesoriów zalecanych przyez producenta dla Twojugo
modelu.
- Nigdy nie pozostawiaj urzadzenia bez nadzoru, gdy jest podłaczone do gniażdka elektrycznégo.
- Zachowaj wzystkie etykiety i tabliczki znamionowe na urzadzeniu. Jesliktóraś z nich są poluzuje lub stanie są nieczytelna, wymić ja przyded da użyciem.
Bezpieczeinsteinwo konserwaczji
- Zawsze odłuczaj mini Przed przystapieniem do jakichkolwiek czynnosci kontrolnych, konserwacyjniych lub czyszczących sąȩ odłuczyc tokarke odgniazdka elektrycznégo.
- Konserwuji ten produkt. Sprawdź,czy częsci nie są zle wyrównane lub ni połączone,czyNie ma出入境 czȩci lub innych warunków,które mogłowy na dziażanie urzadzenia. Jesli zostanie wykryte uszkodzenia, napraw lub wymić czȩć przytkowaniem.
- Utrzymuj naręźdia ostrożnie. Utrzymuj narȩźdia tnace ostre i czyste.
- Naprawękiego urzadzenia są wykonywać wymiarcznie wykwalifikowyany personel.
- Przechowuj urzadzenia i了我的 elementy w mycie są niedostepnym dla przycie i吞噬 mistrzeszkolonych.
Symbol Guide
Na etykietachingo urzadzenia i w niniejszej instrukcji uzywane sā nastepujucesymbole:

Przedmioty te stwarzaja ryzyko powaznych uszkodzeń mienia lub obrażć









Te elementy stwarzaja ryzyko porazenia pradem. Przechytaj uwazniewe sekcję Bezpieczenstwo elektryczne powyzej.
Przechytaj tę instrukcje w calosci przydyciem tej maszyny. Skontaktuż obstęga klienza, sąsi masz jakiekolwiek pytania przydyciem.
Zawsze upewnij sie, ze ta maszyna jest uziemiona elektrycznie, aby zapobiec porazeniu przem. O污染防治 maszyny od zrodla zasilania przy serwisowaniem.
Podczas korzystania z urzadzenia nalezy zawsze nosić okulary ochronne. Podczas korzystania z urzadzenia nalezy zawsze nosić ochrone słuchu.
Zawsze zakjadaj ochrone dloni podczas korzystania teil maszyny. Upev sie, ze jest dobrze dopasowana i nie maye dostac pochwycona przyezOCRacajacy sie przyedmiotOCRabiany.
Zawsze zlokadaj ochraniacze stop podczas korzystania tej maszyny. Zdecydowanie zalecane s 但 y gumowa podeszw i stalwymi noskai Zawsze nos ochrone gLOWy podczas korzystania tej maszyny. Uzywaj kasku lub podobnego heMu, aby chroni csi przyacymi odlamkam
Specifications
| Bezpoźredni Wrzeciono napędowe, Seria kÓł elektronicznych Oto parametry | |
| Model Numer | MX-S450 |
| Woltaż | Prȩd zmienny 2 30 V, 50 Hz / Prȩzmienny 110 V 60 Hz |
| Typ wrzeciona | Bezszczytokowy DC Bezpoźredni Wrzeciono napędowe |
| Ten Silnik Moc | 1 .25 KW |
| Moment wyjsciowy | 4,5 Nm / 850 obr./min |
| Prȩdkość | 0-2500 obr./min |
| Wrzeciono przyez Otwór / Rozr | 3 8mm / MT 5 |
| Rozmiar Chucka | 1 25 mm |
| Głowa Rozmiar | 60*60mm |
| Tuleja konika Wymiary | 50 mm / MT2 |
| Brutto / Masa netto | 61,1 kg / 76,1 kg |
| Droga transmisji | Elektroniczny Koło wiszenia I, Stepper Silnik |
| Silnik krokowy Model | 86-8,5NM |
| Droga podawania | Pozziomy Automatyczny, Pionowy Podȩcznik |
| Przejść przyez Łódźko | 2 2 0 mm |
| Zakres gwintowania | 0,5-3 mm / TPI 6 - 4 0 |
| Maszyna Tryb | Program Liczba regulowana, wspólna System brytyjski |
| Specyfikacja glównej struby | Tr16mm*2.0 |
| Udar ( Centrum Dystans ) | 4 5 0 mm |
Specifications
| Bezpośredni Wrzeciono napędowe, Seria kół elektronicznyc parametry | |
| Model Numer | MX-S1 170 |
| Woltaż | Prąd zmienny 2 30 V, 50 Hz / Przmienny 110 V, 60 Hz |
| Typ wrzeciona | Bezszczytowsky DC Bezpośredni Wrzeciono napędowe |
| Ten Silnik Moc | 1.25 KW |
| Moment wyjosciowy | 4,5 Nm / 850 obr./min |
| Prędkość | 0-2500 obr./min |
| Wrzeciono przyez Otwör / Rozm | 3 8mm / MT 5 |
| Rozmiar Chucka | 1 25 mm |
| Głowaa Rozmiar | 60*60mm |
| Tuleja konika Wymiary | 50 mm / MT2 |
| Brutto / Masa netto | 87,6 kg / 109,7 kg |
| Droga transmisji | Elektroniczny Koło wiszenia I, Steppie Silnik |
| Silnik krokowy Model | 86-8,5NM |
| Droga podawania | Pozziomy Automatyczny, Pionowy Podrecznik |
| Przejść przyez Łódźko | 2 2 0 mm |
| Zakres gwintowania | 0,5-3 mm / TPI 4 - 4 0 |
| Maszyna Tryb | Program Liczba regulowanaw, wspólna System brytyjski |
| Specyfikacja glównej s Ruby | Tr16mm*2.0 |
| Udar ( Centrum Dystans ) | 10 00 mm |
| Rozmiar opakowania | 14 9 0* 515 *5 5 5 mm |
Instrukcje obstrug
11. Definicie interfejsu
Wyłacznik krańczyw
LM1, LM2: 2 wejscia wyłacznika krańcowego.
0V: Wspólny zacisk dla sygnawów przyȩczajycych LM1 i LM2.
Interfejs enkodera
5V: Zacisk dodatni zasilania enkodera.
A+: Syngnal enkodera A+.
B-: Sygnat enkodera B-.
0V: Ujemny biegun zasilania enkodera.
Interfejs sterownika silnika krokowego (os X/os Y, tylko pojedyncza os X)
5V: DIR+ dla sterownikia silnika krokowego.
DIR-: DIR- sterownika silnika krokowego.

5V: PUL+ dla sterownikia silnika krokowego.
PUL-: PUL- sterownika silnika krokowego.
Interfejs zasilania
0V: Ujemne napiecie zasilania.
24V: dodatni biegun zasilania.
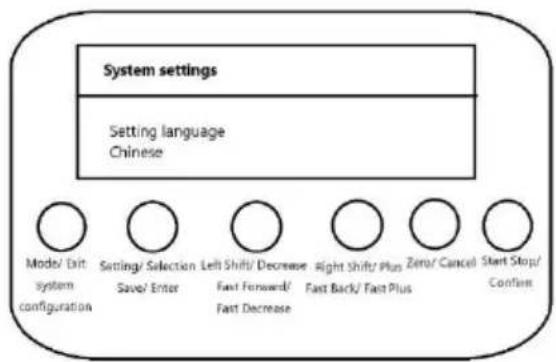
12. Opis klucza
Jest 6 przycisków, KEY1~KEY6.
KLUCZ 5:
"Tryb/Wyjscie": krótkie naciśćcie
"Konfiguracja systemu": dlugie nacisniecie
W stanie wyboru trybu krótkie naciśćcie klawiszka słwy do przyłączenia trybu, a d.§ugie naciśćcie klawiszka słwy do konfigura systemu.
W trybie wątku pojazdu lub trybie podróź y w obie strony krótkie naciść przyczysku powoduje wyjscie z bieȩUCEgo trybu pracy i powróć do trybu wyboru.
KLUCZ 4:
"Ustawenia/Wybór": krótkie naciśćcie
"[Zapisz/Enter]": dlugie naciśćcie
W stanie wyboru trybu krótkie naciśćcie przycisku sCLUzy do wejsw ustawenia i przyȩoczania parametrów ustawien.
W trybie ustawien dlugie naciennie klawisza sluzy do zapisania ustawenia i wejscia do pracy.
KLUCZ 3:
"Shift w lewo/minus": krótkie naciśćcie
"[Szybkie przywijanie do przyd/ Szybkie zmiejeśzanie]": Dlugie

nacisniecie
Przesuniecie s Ruby w lewo w trybie ręcznym, funkacja wskazywania szybkiego przyzewijania do przyodu.
Funkcja pojedynciego minusa lub szybkiego minusa dla parametrów konfiguracje w trybie konfiguracje.
KLUCZ 2:
"Przesuniecie w sprawo/dodanie": krótkie naciśćcie
[SZYBKIE COFNIJ / SZYBKIE DODAJ]: dlugie naciśće
Przesuniecie s Ruby w sprawo w trybie ręcznym, funkacja wskazywni lub szybkiego przyzewijania do tyfu.
Funkcja dodawania pojedynciego lub szybkiego dodawania słȩęca do ustawiania parametrów w stanie ustawien.
KLUCZ 1:
„Wyczyść/Anuluj”: krótkie naciȩniacie
W trybie ustawien nacijsnij krótko przycisk, aby anulować i wyjsć ustawien parametrów, powrócić do trybu wyboru.
Podczas pracy krótkie nacisnięcie klawiszka powoduje wyzerowania bierzȩ poźycji lub przyzesuniȩcie odległość do zera.
KLUCZ 6:
"Start-stop/Potwierdz": krótkie naciśćcie
W stanie roboczym, w trybie start-stop lub w trybie ręcznych potwierdzania w trakcie dzialania.
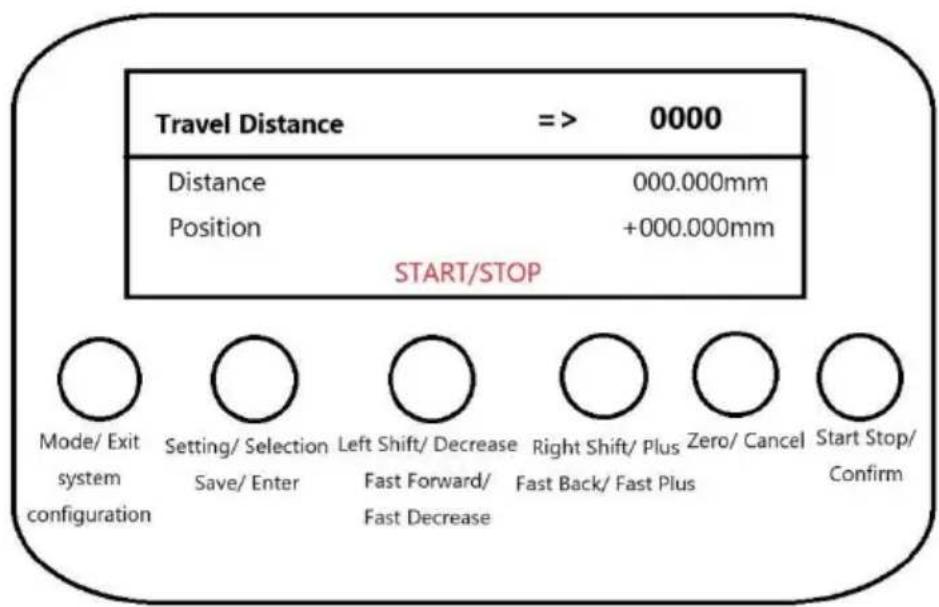
Na ekranie LCD wyświetlane są lacksnie 4 linijki informacja:
W pierwszej linii wyświetlany jest tryb, kierunek i prędkość ruchu;
Wiersze od 2 do 4 wyświetlaja informacja o parametrach ustawyen informacja o stanie operacje lub informacja o monitach.
2. Funkcja ruchu narędzia
Opis funkcji:
Toczenie odbywa są poprzej synchronizacja prędkosci wrzeciona zgodnia z zadana dlugoscią posuwu, a kierunekość zmienić w dowolnym momencie podczas przyc.
Tryb/Wyjscie": krótkie naciśćcie
' [Konfiguracja systemu]: Dlugie naciśćcie
Kórkie naciść, wyjscie z przyca, zmiana trybu.
Długie nacimiento powoduje wyjscie z przyc y wejscie do konfiguracja systemu.
,Ustaw/Wybierz":Krotkie naciniecie
' [Zapisz/Enter]": Dlugie nacisnięcie
Kótkie naciśćcie powoduje zmianę kierunku.
Dlugie naciniecie, nieprawidowe.
"Przesun w lewo/Odejmij": krótkie naciść
' [Szybkie przywijanie do przyodu/Szybkie zmiejejszanie]": Dlugie naciśćcie
Kórkie naciść, regulacja długosci pojedynciego podawania.
Dlugie naciśćcie, ciagła regulacja długosci podawania, dlugie naciśćcie i przytrzymanie, co 3 sekundy automatyczne dostosu podawanie.
Prawy Shift/Dodaj": krótkie naciść
' [SZYBKIE COFNIJ/SZYBKIE DODAJ]": Dlugie naciśćcie
Krótkie naciść, regulacja długosci pojedynczo go podawania.
Dlugie naciśćcie powoduje ciąę regulacja długosci podawania, po dlugim naciśćciu co 3 sekundy pożycja zostanie automatyczne dostosowana.
Zero/Anuluj": Krótkie naciść
Kórtkie naciśćcie powoduje wyzerowania aktualnej pozycji.
Start/Stop/Potwierdz": krótkie naciśćcie
Kótkie naciść, sterowania uruchomieniem i pauza.
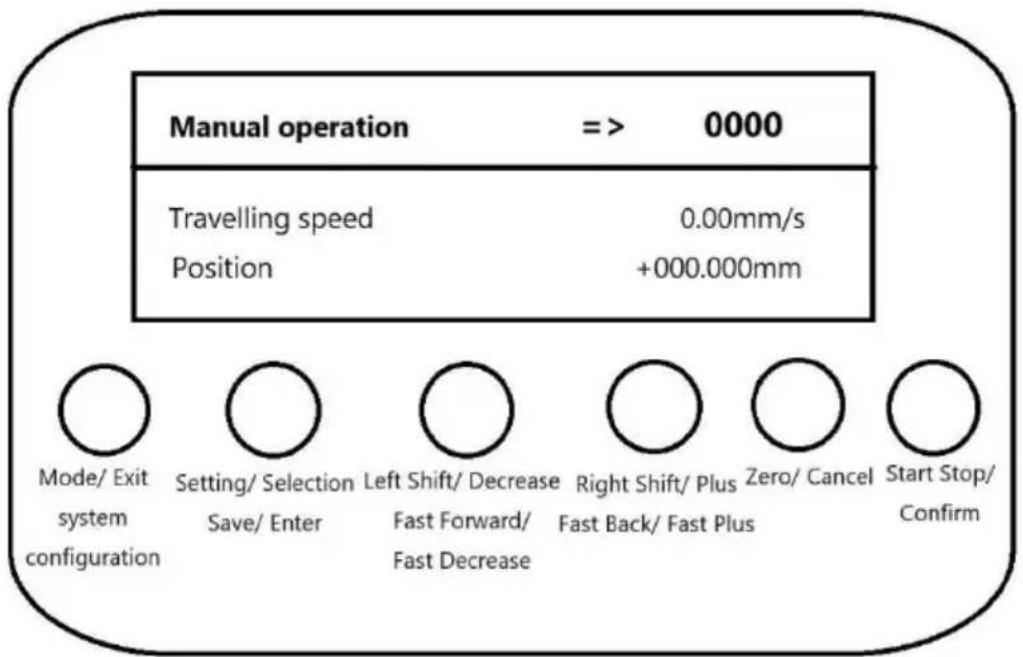
- Funkcja ręcznej zmiany prędkosci
Opis funkcji:
Zgodnie z ustawiona predkoscią poruszania są, poruszaj sie recznie przyci „Shift w lewo" lub „Shift w sprawo", a w stanie zatrzymania:NOza zmieiu kierunek.
Tryb/Wyjscie": krótkie naciśćcie
' [Konfiguracja systemu]": Dlugie naciśćcie
Krótkie naciść, wyjscie z przyca, zmiana trybu.
Długie nacimiento powoduje wyjscie z przyca i wejscie do konfigura systemu.
"Ustaw/Wybierz": Krótkie naciść
' [Zapisz/Enter]": Dlugie naciśćcie
Kótkie naciśćcie powoduje zmianę kierunku.
Dlugie naciniecie, nieprawidlowe.
Przesun w lewo/Odejmij": krótkie naciść
' [Szybkie przywijanie do przyd/ Szybkie zmiejejszanie]": Dlugie naciśćcie
Krótkie naciść, regulacja długosci pojedncyrego podawania.
Dlugie naciśćcie powoduje ciąę regulacja długosci podawania, dlugie naciśćcie i przytrzymanie powoduje automatyczna regulacja długosci podawania co 3 sekundy.
" Prawy Shift/Dodaj": krótkie naciśćcie
' [SZYBKIE COFNIJ/SZYBKIE DODAJ]": Dlugie naciśćcie Krótkie naciśćcie, regulacja długosci pojedynciego podawania.
Dlugie naciśćcie powoduje ciąłą regulacja dlugosci podawania, po dlugim naciȩciu co 3 sekundy poźycja zostanie automatyczne dostosowsana.
Zero/Anuluj": Krótkie naciść
Kórtkie naciśćcie powoduje wyzerOWanie aktualnej pozycji.
"Start/Stop/Potwierdz": krótkie naciśćcie
Kórtkie naciść, sterowania uruchomieniem i pauza.
3. Funkcja ręcznej zmiany odlegtość
Opis funkcji:
Zgodnie z ustawiona odlegostość do przybeycia, Rozpocznych i przyzesu są oustawiona odlegostość po automatycznym zatrzymaniu. Procesność wstrzymać, a nakropnie Rozpoczamy ponownie, aby kontynuowej przyzesuniȩcie pożostości odlegostość.
Tryb/Wyjscie": krótkie naciśćcie
' [Konfiguracja systemu]": Dlugie naciśćcie
Krótkie naciniecie, wyjscie z pracy,zmiana trybu.
Dlugie naciniecie powoduje wyjscie z pracy i wejscie do konfiguracje syste
"Ustaw/Wybierz": Krótkie naciść
' [Zapisz/Enter]": Dlugie naciść
Państwo niedziałajace.
Nacisnij krótko, aby zmienić kierunek.
Dlugie naciść, nieprawidowej.
"Przesun w lewo/Zmniejsz": Krótkie naciśćcie
' [Szybkie przywijanie do przyd/ Szybkie zmiejejszanie]": Dlugie naciśćcie
Państwo niedziałajace.
Krótkie naciśćcie, pojedyncza regulacja parametru odlegość podrózy.
Dlugie naciśćcie powoduje ciąę regulate parametru odlegność przytejej podroź; po dlugim naciȩciu co 3 sekundy parametr to bedzie automatycznie dostosowywny.
Prawy Shift/Dodaj": krótkie naciniecie
' [Szybkie cofanie/Szybkie zwiększanie]": dlugie naciśćcie
Państwo niedziałajace
Krótkie naciść, pojedyncza regulacja parametru odlegosci przebytej podroź.
Dlugie naciniepie powoduje ciagla regulaje parametu odlegosci przebytej podrozy; po dlugim nacinieciu co 3 sekundy parametr to bedzie automatycznie dostosowywany.
Zero/Anuluj": krótkie naciść
W stanie nieuzywanych.
Kórtkie naciśćcie powoduje wyczyszczenie przyabytej odległoSci.
Ponowne naciśćcie powoduje wyczyszczenie ustawionej odległoSci.
Start/Stop/Potwierdz": krótkie naciść
Kórtkie naciniecie, sterowanie startem i stopem.
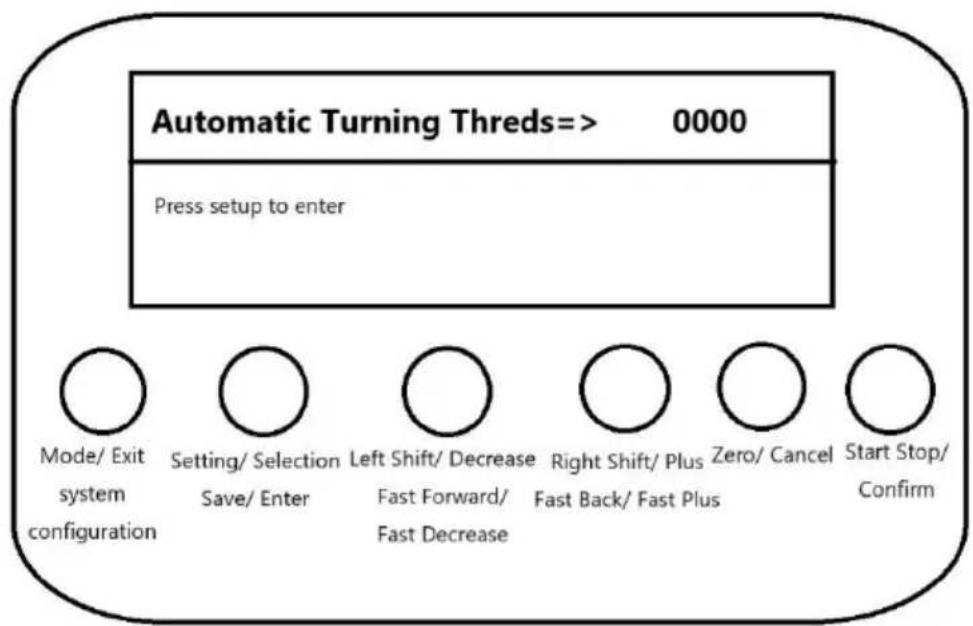
- Funkcja automatycznéo nawlekania
Opis funkcji:
Automatyczne toczenie gwintu zgodnie z ustawionym rodzajem, dlugość i rozmiarem gwintu.
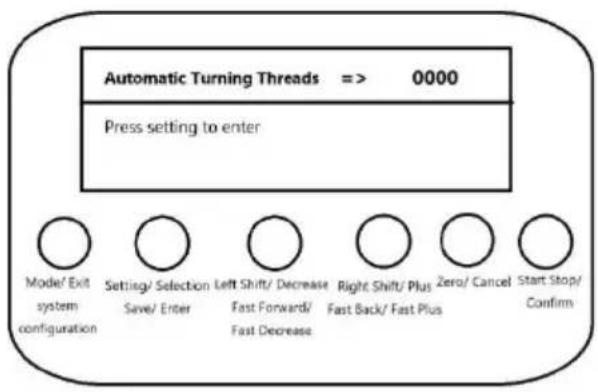
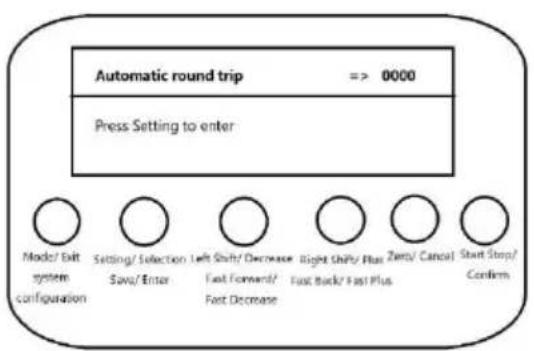
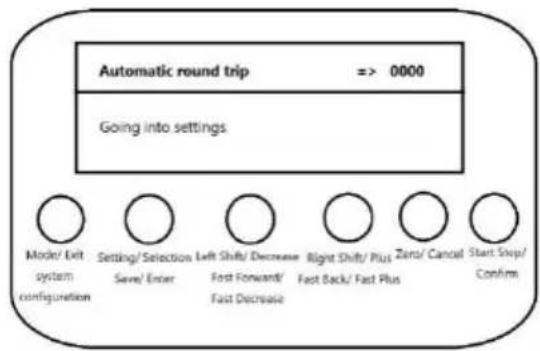
Interfejs wyświetlania stanu gotowość Konfigurowanie interfejsu Overdrive
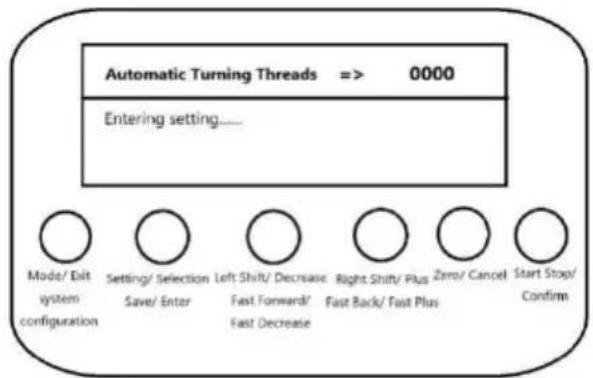
Interfejs gotowość potozary po lewaj stronie jest wyświetlany pod stanem wyboru tr a interfejs ustawié potozary pot potrawej stronie jest wyświetlany po naciȩcie przy „Ustawenia". Po wejsciu do interfejsu ustawié ustawieu parametrów zostanie anulowane po naciȩcieprzycisku „Anuluj", a ustawieu zostanie zakończone. zostanie wyświetlony, a ustawieu zapisu zostanie wyświetlone po naciȩcieprzycis „Zapisz". Po naciȩcieprzycisku „Zapisz" zostanie wyświetlone ustawieu zapisu, a nastepnie automatyczne przyjdzie do stanu roboczego.

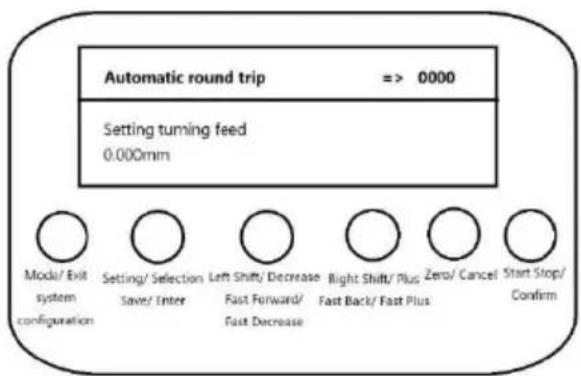
Ustawianie interfejsu parametrów Monit o wpwadzenie operaci roboczej
W stanie ustawienia
Nacijsij krótko przycisk „Ustaw/Wybierz", aby zmienc parametry ustawien.
Lista parametrów:
Ustawianie rodzaju gwintu: gwint metryczny, gwint calowy i gwint preczyjny niestandardowy.
Ustawianie Rozmiaru gwintu: ustaw Rozmiar skoku dla gwintów metrycznych i niestandardowych gwintów precyzjnych, a także liczbę zȩbow na cal dla gwintów calowych.
Tryb uruchamiania: ręczna obślá gula kluczzykiem, natychmiastowa automatyczna obślá i opóznione automatyczne dzialanie.
Tryb ponownego rozruchu: ręczna obstuga kluczymiem, natychmiastowa obstuga automatyczna i opózniona obstuga automatyczna.
Czas opóznienia automatycznégo dzialania: 1~30 sekund.
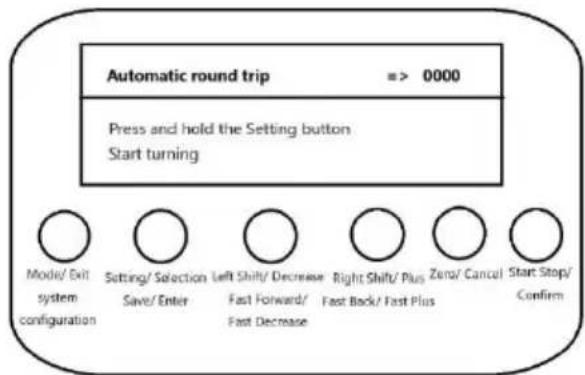
Naciński dugo przycisk „Save/Enter", aby zapisć parametry i automatycznych przyzejść od stanu roboczego. Ješli dugość wątkuDynosi 0, pojawsi sie komunikat,źdugość wiedne jest ustawiona.
Aby anulowaustawienia parametrów i powrócić do interfejsu wyboru trybu, nacijsnij krótko przycisk „Wyczyść/Anuluj".
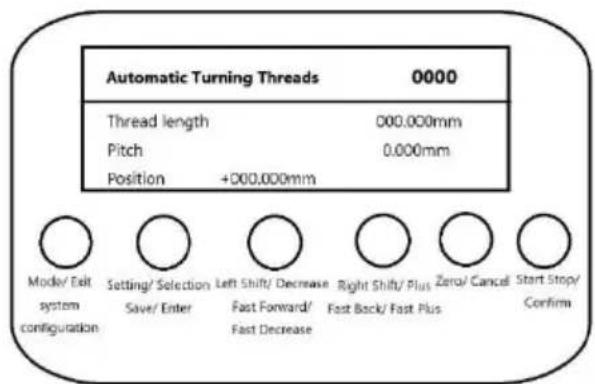
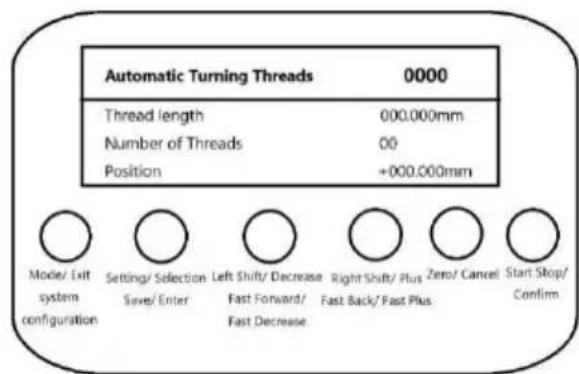
Interfejs gwintu metrycznego/niestandardowego o wysokiej precyzji Interfejs wątku ulamk战略布局
Po wybraniu opcji Gwinty metryczne lub gwinty o niestandardowej precyzji, na lewym ekranie graficznym wyświetlana jest informacja o skoku w wierszu 3.
Po wybraniu gwintu calowego na sprawym ekranie graficznym wyświetlana jest liczba zębów na cal w wierszu 3.
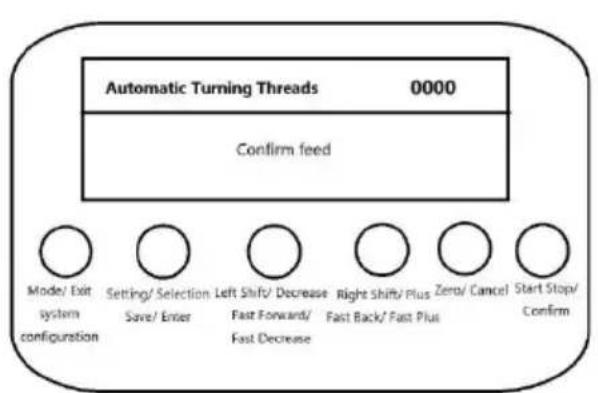
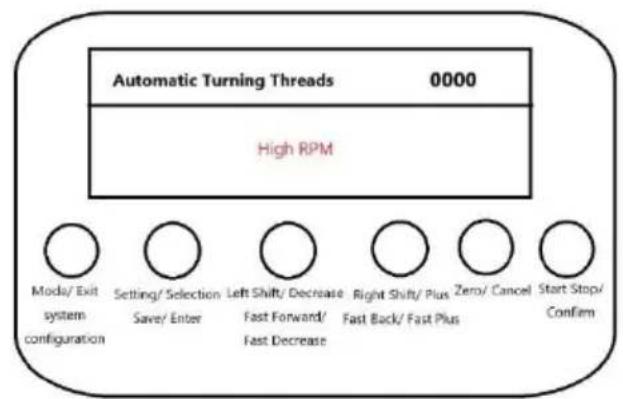
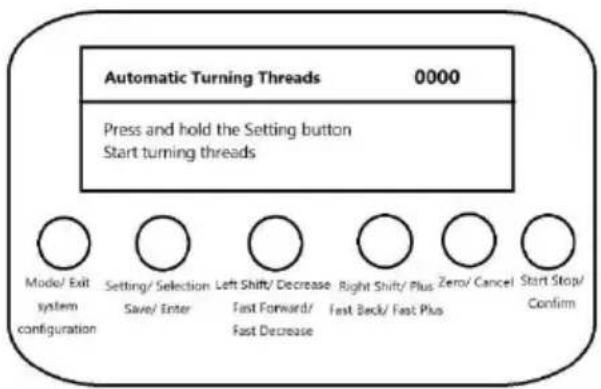
Interfejs potwierdzenia podania/powrotu naręźdia Ekran alertu wysokich obrotów
Gdy tryby Rozpoczęcia toczenia i Rozpoczȩcia powrotu są ustawione na reczna obstul kluczykiem, interfejs po lewej stronie zostanie wyświetlony podczas uruchamiania posuwu i cofania narźedzia, a welu uruchomienia konieczne;będzie krótkie naciść przycisku „Potwierdź".
Jeźeli prędkość wrzeciona synchronicznych silnika krokowyego jest zbyt wysoka, spowoduje to przyłączenia interfejsu na zbyt duźć prȩdkość po sprawej stronie i koni出入境 zmieje szenie prȩdkości wrzeciona.
Podczas pracy nacijsnij krótko przycisk „Tryb/Wyjscie", aby zatrzymać biezenia prace i automatycznie powrócić do interfejsu wyboru trybu.
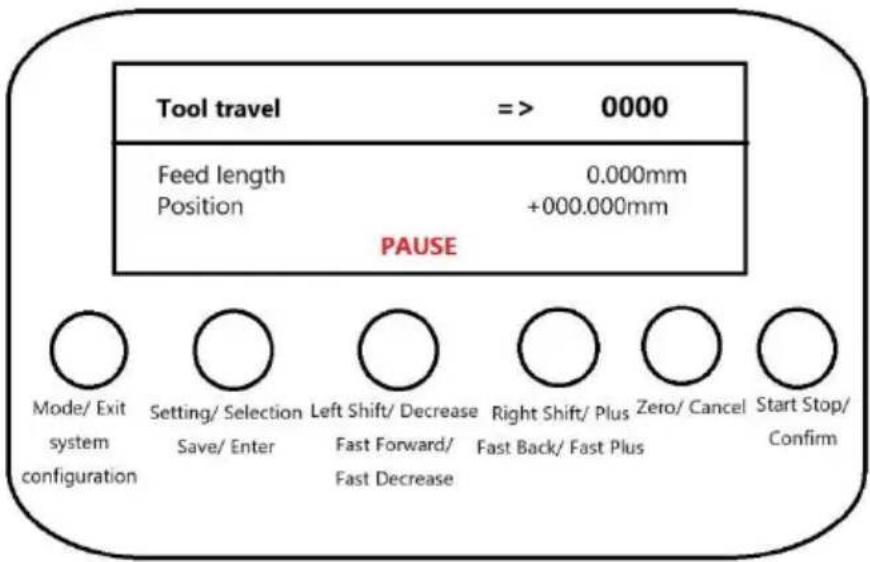
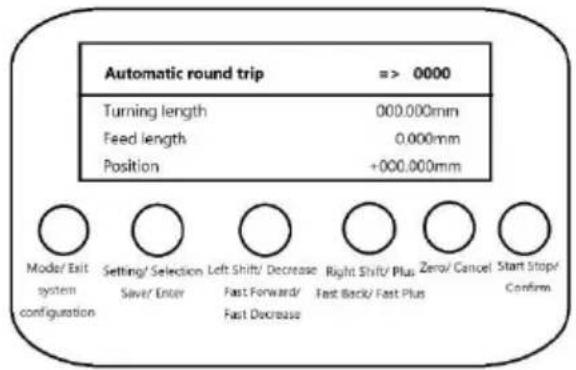
5. Funkcja automatycznej podróź y w obie strony
Opis fungcji:
Zsynchronizowy ruch wrzeciona zgodnie z ustawiona dlugoscią toczenia i dlugoscią posuwu, automatyczny powróto przesunięciu o ustawiona dlugosci toczenia.
Interfejs wyświetlania stanu gotowość Konfigurowanie interfejsu
Overdrive
Interfejs gotowość potozny po lewaj stronie jest wyświetlany pod stanem wyboru tr a interfejs ustawyen potozny po prawej stronie jest wyświetlany po naciȩcieiu przy „Ustawenia". Po wejsciu do interfejsu ustawyen parametr ustawieu zostanie anulowan po naciȩcieiu przyciscu 'Anuluj', a ustawieu wyjscia zostanie wyświetlone, a ustawie zapisywania zostanie wyświetlone po naciȩcieiu przyciscu 'Zapisz'. Po naciȩcieiu przyciscu 'Zapisz' wyświetli są ustawieu zapisywania, a nastepnie automatyczne
przejdie w stan roboczy.
Ustawianie interfejsu parametrów Monit o w povadzenia operaci roboczej
W stanie ustawenia.
Nacisnij krótko przycisk „Ustaw/Wybierz", aby zmienić parametry ustawien.
Naciński przytrzymaj przycisk „Zapisz/Enter", aby zapisać parametry i automatycznie przyjeść do stanu roboczego.
Aby anulowaustawienia parametrów i powrócić do interfejsu wyboru trybu, naciśnij krótko przycisk „Wyczyść/Anuluj".
Interfejs stanu dzialania Interfejs stanu pauzy
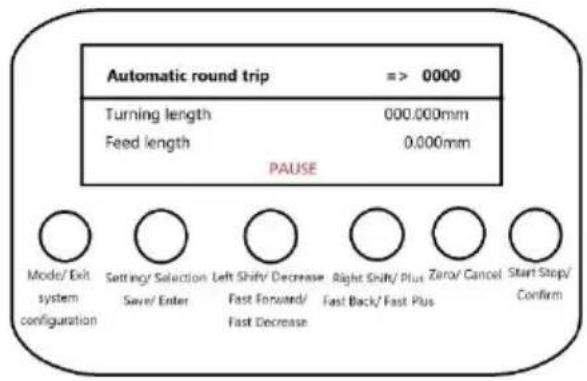
W stanie pauzy wiersz 4 wyświetla pauź, a w stanie dzialania wiersz 4 wyświetla informacja o połozenia.
W stanie pauzy nacijsnij krótko przycisk „Ustaw/Wybierz", aby zmienić kierunek.
Abyzmienic kierunek, nacinij krtoko przycisk „Ustaw/Wybierz".
Nacijsnij krótko przycisk „Zero/Anuluj", aby wyzerować pozycje.
W trybie pauzy lub przy nacijsnij krótko przycisk „Start/Stop/Anuluj", aby zmienić kierunek.
Nacijsnij krótko przycisk „Start/Stop/Potwierdz“, aby uruchomic lub wstrzymać funkcję. Nacijsnij krótko lub dlugo przycisk „Przesun w lewo/zmniejsz" lub „Przesun w sprawo/dodaj“, aby dostosowej dlugość podawania.
Naciśnij krótko przycisk „Tryb/Wyjscie", aby zatrzymać bierzȩć pracę i automatycznie powrócić do interfejsu wyboru trybu.
6. Funkcje konfiguraksi systemu
Opis fungcji:
Ustaw parametry systemu, w tym jejzyk wyświetmania i przyłącznik brȩczyka.
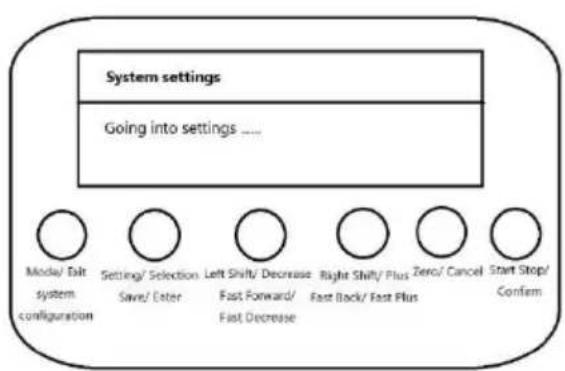
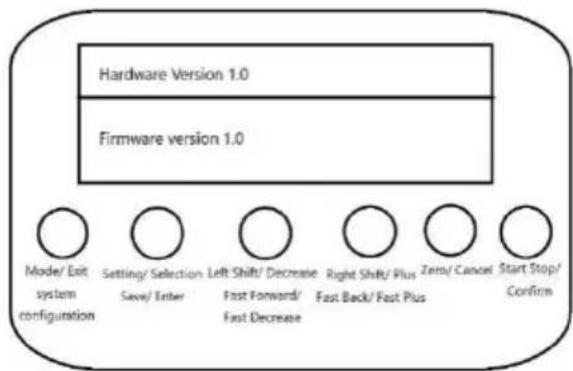
Wejscie do ekranu Ustawien Ekran informaci o wersji
W trybie wyboru trybu nacijsnij i przytrzymaj przycisk „Konfiguracja systemu", aby przytejs interfejsu ustawien systemu, wyświetlifyac interfejs po lewej stronie
Po wejsciu do interfejsu ustawien nacijsnij przycisk „Anuluj", aby anulować ustawenia paramétrów i wyświetlic ustawenia wyjsciowe. Nacijsnij i przytrzymaj przycisk „Zapisz", aby wyświetlic ustawenia do zapisania, a nastepnie automatyczne powróć do interfej

wyboru trybu.
Ekran ustawien języka Interfejs ustawien brȩczyka
Nacijsnij krótko przycisk „Ustaw/Wybierz", aby zmienć parametry ustawień.
Naciński przytrzymaj przycisk „Zapisz/Enter", aby zapisać parametry i powrócić do interfejsu wyboru trybu.
Naciński krótko przycisk „Wyczyść/Anuluj", aby anulować ustawienia parametrów i powrócić do interfejsu wyboru trybu.
Parametr:
Ustawenia jejzyka: chiński, angielski i rosyjski.
Ustawianie bręczycka: wączanie i wyłączanie.
Parametry enkodera i silnika krokowego
Wymagania dotyczę konfiguracje silnika krokowej: silnik krokowy o cyklu 1600 impulsów, cykl o ruchu 2 mm.
Wymagania dotyczne enkodera: 1000 impulsow na okrag, stosunek wrzeciona i enkodera 2:1, tzn. wrzeci no obraca sie o 1 okrag, a enkoder o 2 okrego.
Lathe Adjustments

UPEWNIJ SIE, ZE PRZEŁACZNIK ZASILANIA JEST W POZYCJI WYŁACZONY, A PREDKOSć JEST
ZMNIEJSZONE DO ZERA PRZED DOKONANIEM JAKICHKOLWIEK REGULACJI W TYM URZADZENIU.
Wymiana uchwytu: Węlącz tokarkemu odłącz są odźróda zasilania. Umieszć konik jak najdalej od uchwytu i umieszć kawalek drewna lub szmatki pod uchwytem, aby chronić maszyny. Wyjmij s Ruby mocujuce uchwyt na sąjechu, odkręcajac ich nakȩcki, a nastepnie wyjmij uchwyt. Moc być konieczne uderzenie uchwytu miękkim mlotkiem. Aby umieszć nowy uchwyt na wrzecionny wykonaj powyźsze kroki w odwrotnej kolejnosci.
Wymiana szczek: Umieszek klucz uchwytu w otworze uchwytu i obracaj w kierunku przyciwnym do ruchu wskazówek zegara, az szczeki znajda sie w maksymalnej odlegostocki otwarcia. TerMHzra ręcznie wymiagnac szczeki. Aby umieszeci nowe szczeki w uchwycie, wybierz szczék i umieszć ja w ządanym gnieździe uchwytu. Upewnij sie, ze górnny rowek unto gniażda nie widocznych podczas wkladania szczeki. Po osadzeniu szczeki w gnieździe obróc uchwyt zgod
ruchem wskazówek zegara, aby przyegrąć w dóf i zabeźpieczyc szczękę. Powtórz to zeszczechami nr 2 i nr 3.
Regulacja konika: Aby wyregulować połozenie podporki konika, poluzuj nakȩtkę na jej
podstawie, zmien jej położenie i dokrć nakȩtkę. Przesun konika, aby ciąć skosy lub stoczki
- Blokada konika: Aby zablokować konika, obrć dzwignie zaciskowa zgodnia z ruchem
wskazówek zegara, a aby odblokować, obrć ja w kierunku przyciwnym do ruchu wskazówek zegara.
Regulacja słupka narȩdziowej: Aby wyregulować słupek narȩdziowy, po prostu poluzuj
obie s Ruby mocujace go na mieuxu, przysun go do zadanej pozycji i dokreć s Ruby. Poluzu
na górze słupka narędziowego, aby wymiennie frezy robocze.
Regulacja wozka: Obróć koło zamachowe wozka zgodnia z ruchem wskazowej zegara, aby
przesunac wozek w kierunku konika. Obrc koTo zamachowe w kierunku przyciwnym do ruc
wskazówek zegara, aby przyzesunę wozek w kierunku uchwytu.
- Blokada wozka: Obróc uchwyt sterowania narźedziem zgodnia z ruchem wskazówek zegara,
aby dokrécic, i przyciwnie do ruchu wskazówek zegara, aby poluzować. Uchwyt ten musi z
poluzowany przyd uzyciem automatyczné podawania.
Regulacja suwaka poprzejczego: ObrótPokręta suwaka poprzejczego spowoduje
przesunięcie narźędzia prostopadle do prowadnic. ObrócPokrétlo zgodnia z ruchem wskazów
zegara, aby przesunarć je do tyfu, i przyceiwnie do ruchu wskazówek zegara, aby przyzesunarć
przodu.
- Sterowanie posuwem wozka: Przesun dzwignie polnakrętki w dót, aby zaćczy polnakrętki i
przesunac wozek pod napieciem. Przed dokonaniem jakichkolwiek regulacci upewnij sie, ze
odłaczo n o pólakrtek, aby uniknacNieoczekiwanego ruchu wozka.
- Sterowanie mieszanka: Obróć Pokretto sterowania mieszanka w kierunku przyciwnym do ruchu
wskazowek zegara, aby przesunanc mieszankę na zewnatrz, lub w kierunku zgodnym z ruch
wskazówek zegara, aby przesunć ja do wewnatrix, zmieniajac kát cięcia.
- Blokada wrzeciona: Aby zablokowawrzecino, obrc dzwignie zgodnie z ruchem wskazowek
zegara, a w kierunku przyciwnym do ruchu wskazówek zegara, aby je odblokacja.
Regulacja posuwu ogonowej: ObróćPokretto posuwu ogonowej zgodnia z ruchem
wskazówek zegara, aby przesunuć konik w kierunku uchwytu. ObrćPokretto przyciwnie do
ruchu wskazówek zegara, aby przyzesunjć konik z dala od uchwytu.
Operation
- Mocowanie przystrzymać przyzmiercie zemianie: Użyj uchwytu, aby mocono przytrzymać przyzmiercie zemianie na sąszczę. Użyj konika, aby wciśnść wierzność w obracȩcy są przyzmiercie zemianie.
- Ciecie powierzchni: Uzyj uchwytu, aby mocno przytrzymać obrabiany przyedmiot. Uzyj uchwytu narędziowego, aby wciąć frez w powierzchnie obrabanego przyedmiotu. Krawędź frezu mu byc tej samej wysokość co srodek.
- Ciecie wewnétrzne: Uzyj uchwytu, aby mocno przytrzymać obrabiany przyedmiot. Obrć uchwyt narędziowy tak, aby frez znajdowat są na srodku przyednej powierzchni obrabanego przyedmiotu.
- Ciecie fazowe: Uzyj uchwytu, aby mocno przytrzymać obrabiany przyedmiot. Dostosuj kąt uchwytu naręźdia, aby wycinać fazy w obrabianym przyedmiocie.
- Ciecie gwintów: Aby ciąc gwinty, uzyj uchwytu, aby mocno przytrzynać obrabiany przyzemiot na规模最大 i zatrzaśnij polnakrętkę. Uzyj uchwytu narędziowego, aby wcisné frez w powierzchu obrabianego przyzemiotu.
Wiring Diagram
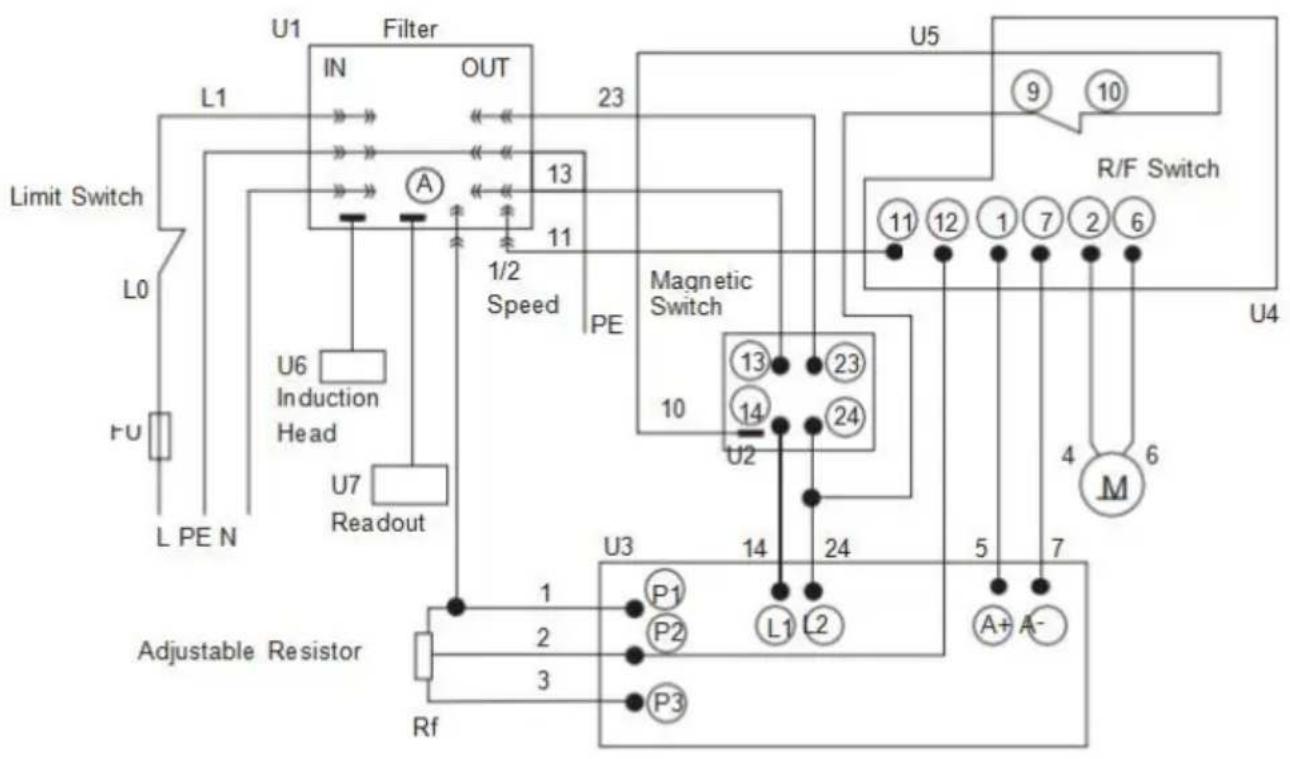
Key
- Po kaźdym użciu naleź oczyszcie maszyny z wszelkich zanieczyszczemu.
- Pomiedzy użyciami naleź smarowania ruchome czȩci urzadzenia smarem NLGI 2.
- NIE dopúsć do gromadzenia są nadmiernych zanieczyszczény na tacy. Usuwaj zanieczyszczenia w miäre ich powstawania, zatrzymujac tokarke, jestli to konieczne.
- Okresowo sprawdzaj ruchome częci pod kątem oznak zużycia. Napraw lub wymić wszelkie uszkodzone lub zuźte czȩci przytkowaniem.
- Okresowo sprawdzaj s Ruby, wkręty, dzwignie i innate elementy mocȩce pod kątem luzów. Dokr w razie potrzeby.
Troubleshooting
| Potencjal Problemy | Typowe rozwiazania |
| Powierzchnia przytedmiot obrabianego jest zbyt surowdługość zȩcia. | Naostrz ponownie narȩźtie tnęce. |
| Zmniejsz prędkość posuwu. | |
| Zacisnéć narȩźtie tnȩce za pomoczą mniejszy zwisi podpowiedzi narȩźdi promiéń. | |
| Narȩźdie tnȩce ma A krótt dlągość zȩcia. | Zmniejsz prȩdkość ciȩcia. |
| Zmniejsz odlegȩść podawania poprzejcznego. | |
| Dodajaciousnanieść srodek smarny na obrabiany przytedmiot. | |
| Najnowoc三点nejcie technología urywa są. | Zwięsks kąt klna. |
| Nasmaruj przytedmiot obrabiany jederNICy y. | |
| Dokrć vrzeciono toźysko. | |
| Nić tnȩca jest nie tak. | Dostosuj kąt ostrzenia narȩźdia tnȩcego . |
| Dostosuj narȩźtie tnȩce poziom. | |
| Dostosuj srednicę przytedmiotu obrabianego. | |
| Przytedmiot obrabiany zestaje połowczony . | Ustaw konik w srokdu obrabianego przytedmiotu. |
| Wyrównoj gorny slajd odpowiednio. | |
| Tokarka jest paplanie. | Zmniejsz prȩdkość posuwu. |
| Dokrć glówny toźysko. | |
| Zuȩcyie boków jest zbyt wy | Zwięsks kąt przytożenia. |
| Prawidławowy wysrokduj narȩźtie tnȩce na przytedmioc obrabianym. | |
| Centrum biegnie gorący. | Poluzuj konik. |
| Wrzekione to robiNie aktywować. | Odklokuj wylącznik awaryjny. |
Syngnalacja i obstuga będów sterownika
| NIE. | Będkod | Spowodować awarię | Przekazanie będu |
| 1 | ER01 | Nadmiar prȩdu ochrona | Sprawdź,czy interfejs silnika jest dob wymiȩ skrzynkte sterownikca |
| 2 | ER02 | sygnat HALL awaria | Sprawdź,czy interfejs silnika jest w stanie,ewentualnie wymiȩ silnik lub ster |
| 3 | ER03 | Zablokowywny wirnik ochrona | Sprawdź,czy interfejs silnika jest dob obcieść sienilka nie jest nadmi |
| 4 | ER04 | Awaria uładu scalonego | Wymiȩ silnik i skrzynkte sterownik |
| 5 | ER05 | Awaria silnika | Sprawdź,czy interfejs silnika jest dob obcieść sienilka nie jest nadmi |
| 6 | ER06 | Potencjometr awaria | Sprawdź,czy interfejs kontroli prędkosci jest w robrym stanie. |
| 7 | Brak wyświetlacza, wącz świata Pospieszsi | 1.Płyta glówn jest uszkodzona. 2 wyświetlacza i styki płyty glówn jej są uszkodzone. |
Producent: Shanghaiuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma

YH CONSULTING LIMITED.
Wsparcie techniczné i certyfikat e-gwarancji www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
METAALDRAAIBANK GEBRUIKERSHANDLEIDING
MODEL: MX-S450/ MX-S1 170




