
WM210V-L - Tokarka do metalu Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia WM210V-L Vevor w formacie PDF.

Pytania użytkowników dotyczące WM210V-L Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Tokarka do metalu w formacie PDF za darmo! Znajdź swoją instrukcję WM210V-L - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. WM210V-L marki Vevor.
INSTRUKCJA OBSŁUGI WM210V-L Vevor
Wsparcie techniczne i Certyfikat e-gwarancji www .vevor.com/support
TOKARKA INSTRUKCJA PODREÇZNIK
MODEL:WM210V-L
My Kontynuować Do Bye zaangażowany Do dostarczać Ty zatols z konkurencyjny cena .
"Ratować „Half”, „Half cena” lub jakiekolwiek inne podobne wyrażenia używany przez tylko my reprezentuje jakiś
Szacunkowe oszczędności, jakie możesz uzyskać kupując u nas niektóre narzędzia w porównaniu z innymi najlepsze marki i nie koniecznie oznaczać pokrycie WSZYSTKO kategorie oferowany jest przez nas. Ty
Czy uprzejmie przypominamy o dokładnym sprawdzeniu, kiedy jesteś składanie u nas zamówienia jeśli ty Czy
faktycznie oszczędzanie połowę w porównaniu do najlepszych marek.
VEVOR®
TOUGH TOOLS, HALF PRICE
TOKARKA
MODEL:WM210V-L

Mieć produkt pytania? Potrzebować techniczny wsparcie? Proszę opłata I bezpłatny Do kontakt nas:
Wsparcie techniczne i Certyfikat gwarancji elektronicznej
Ten jest oryginalny instrukcja, proszę przeczytać całość instrukcja instrukcje
ostrożnie przed operacją. VEVOR zastrzega sobie jasną interpret naszego instrukcja obsługi. Wygląd produktu powinien podlegać t produkt ty otrzymane. Proszę wybaczyć nam, że nie będziemy poinformuję cię ponownie Jeśli czy istnieje jakaś technologia lub
oprogramowanie Aktualizacje na naszym produkt.
MATTERSNEEDINGATTENTION
Ten informacje zawarte w tym podręczniku jest przeznaczony Jak A przewodnik Do działanie tych maszyn i nie tworzy część czegoś umow Zawarte w niej dane zostały uzyskano z maszyna producent I
z Inny źródła . my starać się Do zapewnić ten dokładność z Ten in i spróbuj zweryfikować każdy element i każde dane, Ale My nie mog gwarancja ten pełna dokładność informacji, które oznacza, że dostarczo sprzęt może różnić się szczegółami od opisu w instrukcji. Ponadto, rozwój maszyny może oznaczać, że dostarczony sprzęt móc różnią się szczegółowo od opisów zawartych w niniejszym dokumencie.
odpowiedzialność zatem Użytkownik musi sam upewnić się, że sprzęt proces opisany Jest odpowiedni do celu przeznaczony.
ZAPEWNIENIEJAKOŚCI
my będziemy dokładamy wszelkich starań, aby zapewnić jakość naszyc produktów, My
obiecujemy konsumentom, że udzielimy rocznej gwarancji na nasze produkty, z wyjątkiem uszkodzeń maszyny spowodowanych przez niewłaściwą obsługę klientów i wypadki będące jej wynikiem lub nienormalne zużycie i uszkodzenia spowodowane przez lack z konserwacja.
Aby wypełnić zobowiązanie gwarancyjne, produkt lub część z nim jakość problemy, proszę wróć do nas w celu weryfikacji, przesyłka opłacona z góry. Towary wysłano z powrotem powinien być w towarzystwie notatką z datą zakup I A
pisemne wyjaśnienie jakości produktu. Po naszej inspekcji I potwierdzenie, zrobimy to naprawić lub wymienić swoje produkty albo zwrócić zapłatę; Jeśli nie uda nam się zapewnić naprawa lub wymiana odpowiednim czasie sposób, będziemy niedźwiedź koszty wynikające z naprawy lub wymiany z produkty; Jeśli
MATTERSNEEDINGATTENTION
uszkodzenie jest nie ze względu na jakość produktu, Ale należy Do ten użytkownika niewłaściwej obsługi lub innych przyczyn, koszty będą Być zrodzony przez ten klient.
nasz firma rezerwy ten Prawidłowy Do robić zmiany Do Ten specyfika i specyfikacji produktu. Będziemy podejmować ciągłe wysiłki w celu udoskonalenia
jakość naszych produktów.
Wszystkie prawa zastrzeżone. Reprodukcja lub reprodukcja to nie dozwolone bez pozwolenie.
OSTRZEŻENIE DOTYCZĄCE BEZPIECZENSTWA
| symbol | symbol Opis |
 | ostrzeżenie - Do zmniejszyć ryzyko obrażeń, użytkownik trzeba przeczytać instrukcja obsługi ostrożnie . |
 | Ten symbol, umieszczony przed zabezpieczeniem komentarz, wskaz A Uprzejmy z środek ostrożności, ostrzeżenie lub niebezpieczeństwo. Ignoruję to ostrzeżenie może prowadzić do jakiś wypadek. Aby zmniejszyć ryzyko obrażeń, ogień, Lub Porażenie prądem, proszę Zawsze podążaj za zalecenie pokazane poniżej. |
 | Niebezpieczeństwo!Ryzyko osobowości obrażenia lub szkody dla środowiska!Ryzyko z elektryczny zaszokować! Ryzyko osobowości obrażenia przez elektryczność zaszokować! |
 | Prąd zmienny |
 | Uważaj na zaciskanie |
 | ostrzeżenie- Pamiętaj o założeniu ochraniaczy słuchu, gdy używające tego produkt. |

ostrzeżenie- Pamiętaj o założeniu okularów Ochraniacze kiedy używając tego produkt.
 | Do nie położ ręce do osłony bezpieczeństwa, gdy maszyna pracuj |
 | Brak automatycznego wjazdu maszynownia w eksploatacji Autoryzowany tylko personel |
 | Do nie wlewać oleju podczas działanie |
 | Do nie obracać podczas naprawa |
 | Operacja bez zmęczenia |
 | Operacja Jest NIE rozmowy telefoniczne |
 | Sprzedaż informacja:Ten produkt podlega zapewnienie europejskiego Dyrektywa 2012/ 19 / WE . symbol seans A jazda na kółkach kosz skrzyżowany przez wskazuje, że produkt wymaga osobnego wywóz śmieci W ten europejski związek. Dotyczy to e produkt i WSZYSTKO akcesoria oznaczone tym symbolem. produkty oznaczone jako taki móc nie Byćodrzucony z normalne odpady domowe, Ale należy zabrać do A kolekcja punkt recyklingu sprzętu elektrycznego i elektroniczny urządzenia |

OSTRZEŻENIE: Przeczytaj wszystkie ostrzeżenia dotyczące bezpieczeństwa, instrukcje, Ilustracje i dane techniczne dostarczone wraz z tym urządzeniem. Nieprzestrzeganie wszystkich instrukcje Poniżej wymienione może spowodować w przypadku porażenia prądem elektrycznym , pożaru i/lub poważny obrażenia.
ratować Wszystko ostrzeżenia I instrukcje Do przyszły odniesienie.
- Maszyna też powinna być używanym przez doświadczony personell. Jeśli ty Czy nie jesteś zaznajomiony z procesem obsługi lathe, zrób nie używać ten
maszyna dowolna. skorzystaj z instrukcji przed operacyjny.
- Przed uruchomieniem maszyny należy prawidłowo założyć osłonę zabezpieczającą . pozycja.
- Przed uruchomieniem maszyny sprawdź, czy narzędzie jest odpoczynek klucz i klucz do uchwytu Czy REMOVED.
- zapobiegaj przypadkowemu uruchomieniu maszyny . Wyłącz zasilanie silnika przed zamocowaniem przedmiotu obrabianego lub zbyt mocno.
- Nie siła ciąć . cięcie według Do ten ustawić cięcie prędkość , cięcie głębokość i prędkość posuwu.
- Użyj ten Prawidłowy narzędzia . używać ten prawidłowy też ja Łub przedmiot obrabiany Do obróbka mechaniczna .
- Utrzymuj narzędzia ostre i czyste, aby zapewnić ich normalne działanie. I bezpieczna eksploatacja. Narmaruj i Regularnie wymieniaj akcesoria.
- Przed przystąpieniem do regulacji lub naprawy maszyny, należy: Jasne Do odłączyć ten Zasilacz.
- Proszę sprawdzić działanie bezpieczeństwa maszyny przed rozpoczęciem To.
sprawdź wydajność wszystkich poruszający strony. Wszystkie części muszą być zainstalowano poprawnie. Uszkodzone części muszą być naprawionym niezwłocznie.
-
kiedy maszyna jest uruchomiony, operator powinien nie Wyjdź.
-
Utrzymuj miejsce pracy w czystości, brudne środowisko pracy jest łatwe do opanowania do wypadków.
-
Do nie używać maszyny w niebezpiecznych warunkach środowisko. Nie pracować w wilgotnych miejscach. Zapewnić To elektryczny składniki są chronione przed wilgocią. przechowywać Dobry Oświetlenie.
-
Dzieciom zabrania się wstępu na teren budowy, personel nieoperacyjny powinien zachowaj bezpieczną odległość od miejsca pracy.
-
Aby trzymać dzieci z dala od miejsca pracy. Drzwi powinny Być Zablokowany, gdy Opuszczanie warsztatu.
-
Ubierz się odpowiednio. Nie noś lużnych ubrań, rękawiczek, krawa Pierścienie,
bransoletki, biżuteria itp. Aby zachować bezpieczeństwo, Dla dobra bezpieczeństwa, wyczerpujący buty antypoślizgowe. Jeśli ty Posiadać Długie włosy, proszę założyć roboczą czapkę h w.
- nosić ochronny okulary Kiedy działający .
- zwracaj uwagę na to, gdzie stoisz i trzymaj się równowaga w WSZYSTKO czasy.
-
Do nie umieść swoje ręce blisko ruchu części maszyny.
-
Do nie nie należy wykonywać żadnych operacji ustawiania, gdy maszyna jest włączona działanie.
- Przeczytaj i zrozum wszystkie znaki ostrzegawcze opublikowano na maszyna.
- Niniejsza instrukcja ma na celu wyłącznie zapoznanie klientów z obsługą maszyny i nie jestem szkolenie instrukcjal.
- Proszę przestrzegać tych ostrzeżeń, w przeciwnym razie może doj do poważnych obrażeń. móc wynik.
- Ten maszyna będzie wytwarzać szkodliwe substancje chemiczne w pracy pyłowy, piłowanie, szlifowanie i wiercenie powstające w wynik szlifowania. Aby zmniejszyć szkoda tych substancji chemicznych, Proszę pracować w dobrze wentylowanym pomieszczeniu miejsce i noszenie
urządzenia bezpieczeństwa. takie jak maski z filtrem cząstek stałyc
Parametry techniczne
| Typ numer | WM 210V-L |
| pojemności | |
| huśtać się nad Łóżko | 210 mm |
| huśtać się przechodzić strona | 110 mm |
| Dystans Między centra | 735 mm |
| Szerokość z Łóżko | 100 mm |
| Główka | |
| Przebić się wrzeciono | 38 mm |
| Stożek wrzecionie Nos | MT 3 |
| Liczba prędkości wrzeciona | Zmienna |
| Zakres prędkości wrzeciona | 50-2500 obr./min. |
| Karmienie i Nawlekanie | |
| Liczba metryk Wątki | 14 |
| Zakres Metryczny Wątki | 0,3~3 mm |
| Numer z 1 mperija Wątki | 10 |
| Zakres z 1 mperija Wątki | 10~44T.PI |
| Zakres długości geograficznej Karmić | 0,1~0,20 mm |
| związek i przewóz | |
| Zbytl Typ postu | 4 |
| Maksymalny ruch związków | 55 mm |
| Maksymalny krzyż bok Podróż | 75mm |
| Maksymalny przewóz Podróżl | 736 mm |
| konik | |
| Przesuw wrzeciona ogonowego | 60mm |
| Stożek w magazynie Tail wrzeciono | MT 2 |
| Różnorodny | |
| Główny Silnik | 110 V~60 Hz /220-240 V~50 H 1 faza /750W, |
| Długość, szerokość i Wysokość | 1200×340×360 ( mm ) |
| Waga produktu | NW:79 kg ; GW:90 kg |
| Rozmiar opakowania | 1230*460*450 mm |
Podano ogólne informacje w tej specyfikacji Jest nie wiążący.
standard akcesoria
Akcesoria w skrzynce narzędziowej (rys. 1) Fig.
1 Martwy środek MT5
1 Martwy środek MT2
3 Zbyt Post klucz
1 olej Pistolet
1 krzyż śrubokręt
1 Śrubokręt Fiata
1 Trzy Szczęka cmokanie
5 heksagonów gniazdo klucze
3 Podwójny Koniec Klucze nasadowe
8 Zestaw kół pasowych (30T, 33T, 35T, 50T, 52T, 40T, 60T, 66T)
specjalny akcesoria (Akcesoria To wymagać dodatkowy płatność)
Cztery uchwyt szczękowy i z powrotem talerz (płyta łącząca) Heel odpoczynek
rama środkowa Dysk tylny
Rozdzielony dysk Zbyt odpoczywam ochrona okładka Ochronna śruba pociągowa okładka Obrót zbyt
Uchwyt wiertarski i łączenie pręt
- Skończyć usuwanie drewnianej skrzyni z okolic lathe
- Sprawdź wszystkie akcesoria maszyny zgodnie z do uszczelka Lista
- Odkręć koło od skrzyni transportowej spód.
- Wybierz lokalizację dla obiektu, który Jest bryka, ma Dobry Walka I ma wystarczająco dużo miejsca, aby móc praca ten lathe NA WSZYSTKO cztery boki.
- przy użyciu odpowiedniego sprzętu do podnoszenia, powoli podnieś lathe z wysyłki paka spód. Do nie Podnieść przez spindle. Upewnij że lathe jest zrównoważony zanim przechodzę do solidnego ławka lu stojak.
- Aby uniknąć skręcania łożka, lathe Lokalizacja musieć być absolutni płaskim I Poziomł. Umieść maszynę na podstawce (jeśli jest używar piętro używając A ławka, Poprzez łoże dla najlepszego wydajność.
- wyczyść wszystko powierzchnie zabezpieczone przed rdzą za pomoc
A średni komercyjny więc Ivent, nafta lub paliwo diesła. Do nie użyj rozcieńczalnika do farb, benzyn lacquer rozcieńczalnik. To uszkodzi malowane powierzchnie. Pokryj wszystkie oczyszczone powierzchnie cienką warstwą 20w olej maszynowy. - Zdejmij pokrywę przekładni końcowej . Wyczyść wszystkie elementy. końca bieg montaż i pokrycie wszystkich kół zębatych ciężkim, nieśpiewający smar.
FOUNDATIONDRAWING
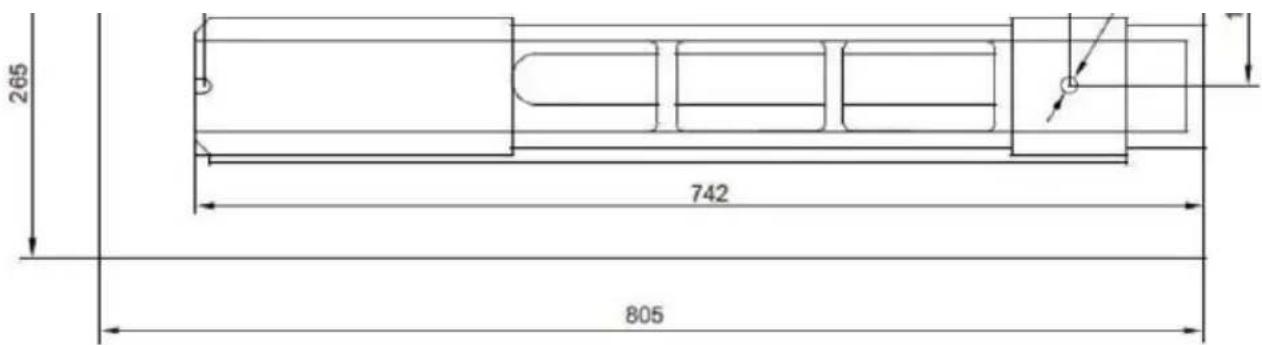
text_image
265 742 805Figa. 2
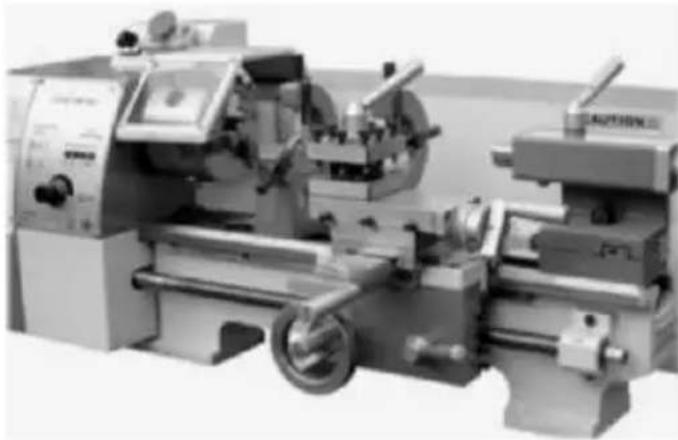
General Description
Tokarka Łóżko (rys. 3)
Ten Łóżko lathe jest wykonany z wysokiej jakości żelaza. Przez łączenie wysoki policzki z mocne żebra poprzeczne, łóżko z Niskie wibracje I sztywność Jest wytworzony. To
integruje głowicę i napędza jednostkę, do mocowania wózka i Śruba pociągowa. Dwie precyzyjnie szlifowane V - bocznie, wzmocnione ciepło hartowanie i szlifowanie stanowią dokładnie prowadzenie dla wózka i ogona zapas. Główny silnik jest zamontowany do tył Strona ft z łóżko

Ten Główka odlewana z żeliwo wysokiej jakości, niskowibracyjne. Jest Przykręcony do łożka czterema śrubami. W głowicy znajduje się wrzec główne z dwa precyzyjne łożyska stożkowe i prowadzić jednostka. Ten wrzeciono główne przekazuje moment obrotowy podczas toczenia Proces. Trzyma również obrabiane przedmioty i urządzenia mocujące (np. uchwyt 3-szczękowy).

Powóz jest zrobiony z odlew wysokiej jakości żelazo. Strona części są gładko szlifowane. Pasują do V na łożku bez graj. Dolny bocznica cz mogą można je łatwo i prosto regulować. Poprzeczna strona Jest zmontowany NA ten przewóz i porusza się po stronie jaskółczego ogę na krzyżu bok móc Być dostosowane za pomocą klinów.
Przesuń poprzeczkę wygodnie pozycjonowany Koło ręczne I. Na kołnierzu znajduje się stopniowany kołnierz. Koło ręczne I.
A cztery drogi teżł post jest zamontowany na górnej stronie i pozwała cztery narzędzia Do Być
Zaciśnięte. Poluzuj środkowy uchwyt zacisku, aby obrócić dowolne z czterech narzędzi pozycja.

Fartuch montowany jest na łożko. To mieści połowa orzech z jakiś angażowanie lever do aktywacji automatycznego podawania. Half nakrętki gibs mogą Być regulowana od zewnątrz.
Stojak, zamontowany na łożku i pinio n obsługiwany przez Koło ręczn NA ten Wózek umożliwia szybkie poruszanie się po płycie postojowej.
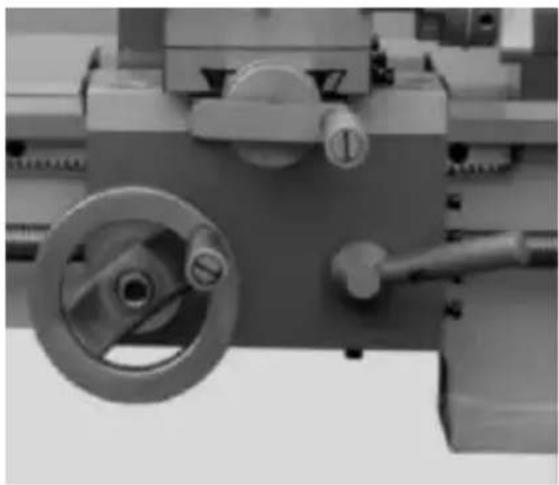
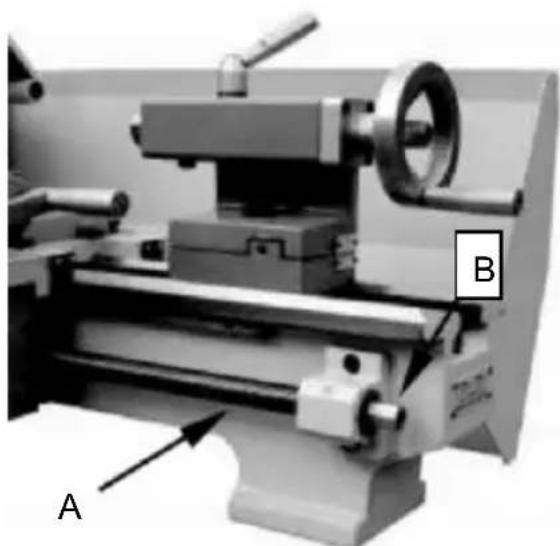
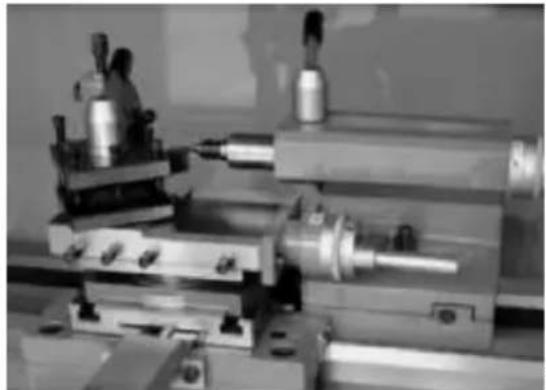
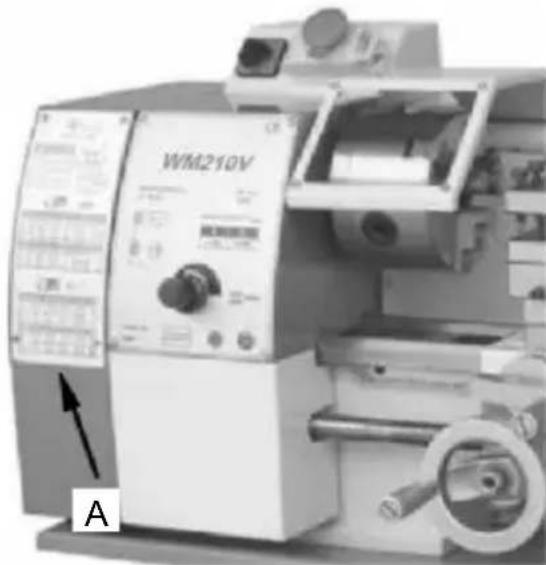
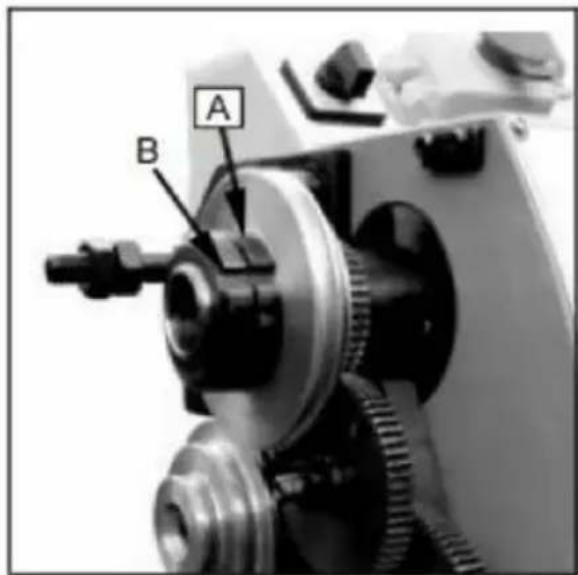
Śruba pociągowa (Rys. 7)
Ten Śruba pociągowa (A, Rys.7) jest zamontowany z przodu maszyna łożko. To Jest podłączony do skrzyni biegów po lewej stronie w celu automatycznego podawania i jest obsługiwany przez mając na uwadze oba końca. Nakrętka sześciokątna (B, rys. 7) na prawy koniec Jest zaprojektowany Do obejmować grać ten To jest reklama śruba.
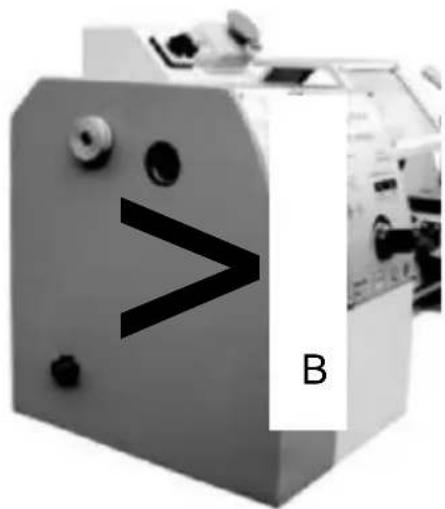
Tylna część łoża przesuwa się w kształcie litery V i Móc Być zaciśni każdy Lokalizacja. zapas ogonowy ma wrzeciono o dużej wytrzymałości Stożek Morse'a NIE. 2 gniazdo I A skala stopniowana. Wrzeciono moż zacisnąć Na każdy Lokalizacja z A zaciskanie kiedykolwiek. Wrzeciono jest przenoszony z koło ręczne ten koniec z ogon.
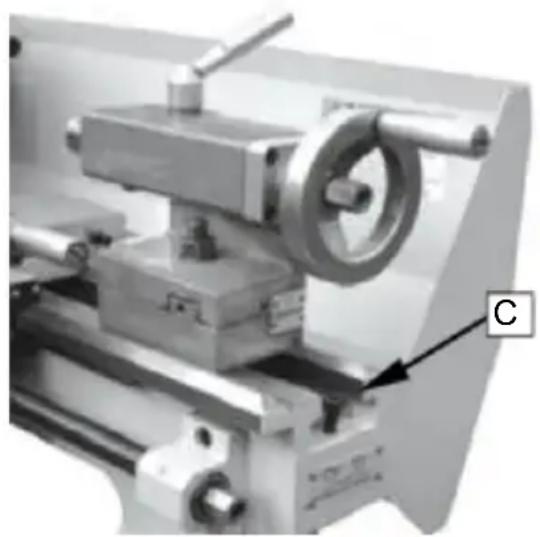
Zamontuj śrubę zabezpieczającą (C, Rys. 8) przy koniec z lathe W zamówić zapobiegać ogon od odpadnięcia od kopyta łóżko.
operating equipment
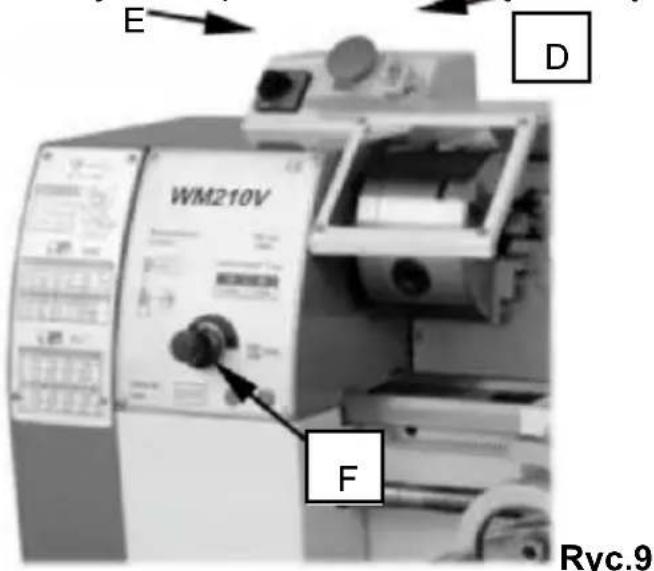
1. Awaryjny Przycisk: Przełącznik ON/OFF (D, rys. 9)
Ten maszynę włącza się i wyłącza za pomocą przycisku ON/OFF przycisk. Naciśnij, aby zatrzymać WSZYSTKO funkcje maszyny. Aby ponownie uruchomić, podnieś pokrywę i naciskać NA przycisk.
2. zmiana - ponad Przełącznik (E, rys . 9)
Po włączeniu urządzenia należy ustawić przełącznik w pozycji „F”, aby wrzeciono przeciwne do ruchu wskazówek zegara obrót (do przodu). Przekręć przełącznik na „R”
pozycja dla wrzeciona zgodnego z ruchem wskazówek zegara obrót (wsteczny) Pozycja „O” jest WYŁĄCZONA, a wrzeciono pozostaje bezczynny.
3. zmienny prędkość kontrola przełącznik (F, rys . 9)
Obróć przełącznik zgodnie z ruchem wskazówek zegara, aby zwiększyć prędkość wrzeciona. Obróć ten przełącznik przeciwnie do ruchu wskazówek zegara, aby zmniejszyć prędkość wrzeciona. możliwa prędkość zasięg zależy od położenia napędu bądź tym.
text_image
E WM210V F D Ryc.94 . blokada wózka
Wkręć śrubę z łbem sześciokątnym (A, Figa. 10) zgodnie z ruchem wskazówek zegara I dokręcać Do Zablokuj. Zakręt
przeciwnie do ruchu wskazówek zegara i zwolnij, aby odblokuj. uwaga: śruba blokująca wózek musi Być ONZ Zablokowany przed zaangażowaniem automatyczne podawanie lub uszkodzenie lathe może wystąpić.

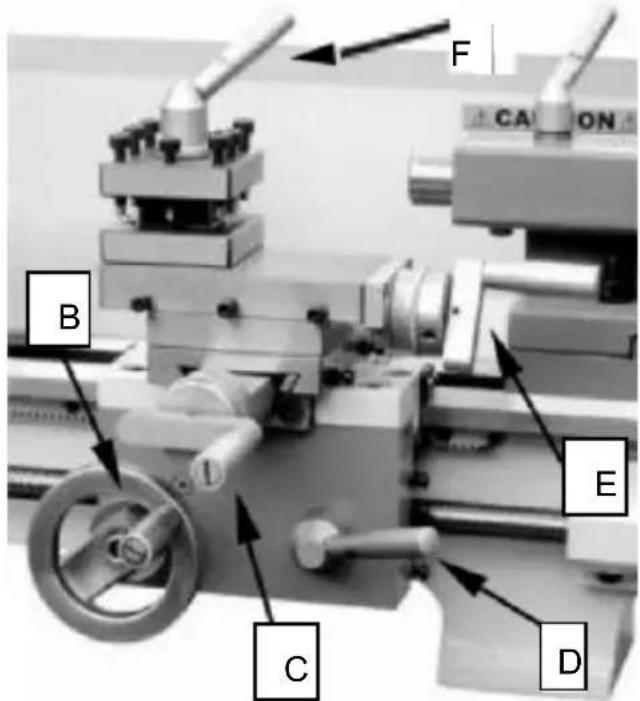
5. Podłużny Trawers Ręka koło (B, rys. 11)
Obróć pokrętło zgodnie z ruchem wskazówek zegara, aby przesunąć fartuch montaż bliski ten ogon zapas (po prawej). Obróć pokrętło w kierunku przeciwnym do ruchu wskazówek zegara, aby przesunąć fartuch montaż w kierunku głowicy (po lewej).
6. przechodzić Trawers Dźwignia (c, rys. 11)
Wstecznie obrót przesuwa bok poprzeczny w kierunku tył e maszyna.
7. Połowa orzecha Angażować się Dźwignia (D, rys. 11)
Przesuń lever w dół, aby włączyć . Przesuń Kiedykolwiek aż do odłą
8 . mieszanina Odpoczynek Trawers Dźwignia (E, rys . 11)
Obróć zgodnie z ruchem wskazówek zegara lub przeciwnie do ruchu wskazówek zegara, aby przesunąć lub pozycja.
9. Narzędzie post zaciskanie Dźwignia (F, rys . 11)
Obróć w kierunku przeciwnym do ruchu wskazówek zegara, aby poluzować, a w kierunku przeciwnym do ruchu wskazówek zegara, aby dokręcić. Obróć teżPublikuję, kiedy Zawsze Jest odblokowany.
text_image
F B C D E CA ONFig.11
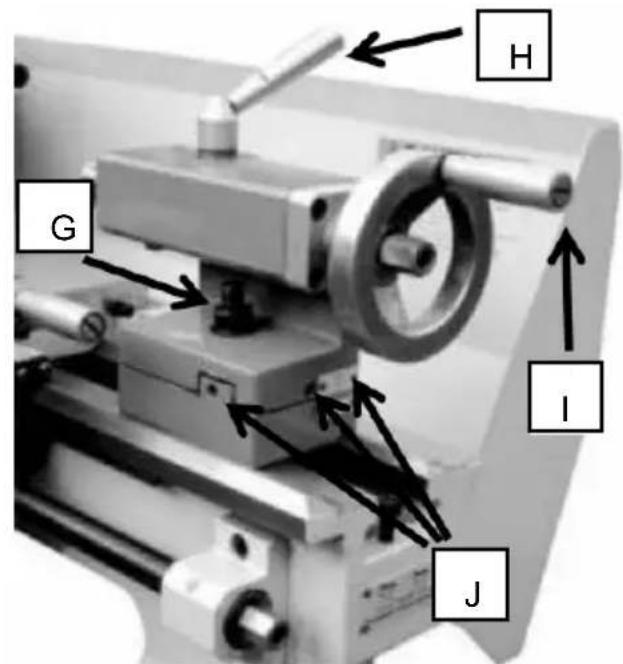
10 . Ogon magazyn zaciskanie śruba (G, rys . 12)
Obróć nakrętkę sześciokątną zgodnie z ruchem wskazówek zegara Zablokuj i przeciwnie do ruchu wskazówek zegara Do odblokuj.
11 . Ogon magazyn Lotka zaciskanie Dźwignia (H, rys . 12)
Obróć pokrętło zgodnie z ruchem wskazówek zegara, aby zablokować wrzeciono I przeciwnie do ruchu wskazówek zegara Do odblokuj To.
- Konik Przesuwnik pióra Koło ręczne (I, rys. 12)
Obróć zgodnie z ruchem wskazówek zegara, aby przesunąć pióro. Ob w kierunku przeciwnym do ruchu wskazówek zegara wycofać ten piórc
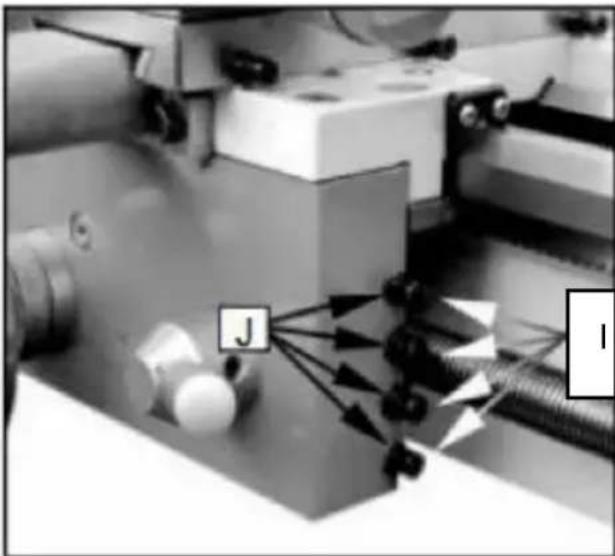
13 . Ogon magazyn zrównoważyć Regulacja (J, rys . 12)
Trzy śruby ustalające umieszczone na podstawie kolby ogonowej służą przesunięcia ogona. materiał do cięcia stożków. Odkręć śrubę blokującą na kolbie tylnej koniec. Rozluźnij jeden śrubę ustalającą z boku, dokręcając jednocześnie drugą do momentu uzyskania wymaganej wartości offsetowy Jest wskazane na skali. Dokręć śrubę śruba.
text_image
H G I JFig . 1
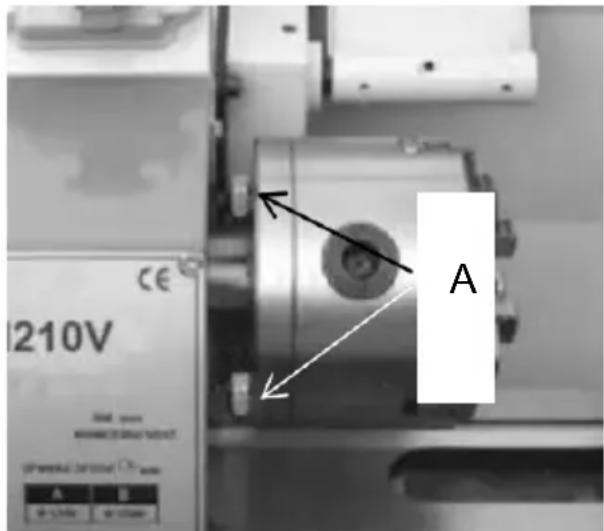
Wymiana z cmokanie
Ten wrzeciono główkowe Uchwyt jest cylindryczny. Poluzuj trzy śruby ustalające I orzechy (A, Figa. 13 na IY pokazano dwa)na Ja jestem cmokanie kołnierz Do wyjmij uchwyt. umieść nowy uchwyt i zamocuj I używając tego samego ustawić śruby I orzechy.
text_image
210V AFig. 1:
ZESTAW NARZĘDZI W GÓRĘ
Włóż narzędzie obrotowe do też ja posiadacz.
Narzędzie musi być mocno zaciśnięte. Podczas obracania narzędzie r tendencja do zginania się pod wpływem siły skrawania powstającej w trakcie formowania wióra.
Aby uzyskać najlepsze rezultaty, należy zachować zbyt duży nawis Być utrzymany w minimum 3/8" Lub Mniej.
Kąt cięcia jest poprawny, gdy krawędź tnąca Jest zgodny z centrum przedmiotu obrabianego. Prawidłowy wysokość narzędzia można osiągnąć przez porównanie punktu narzędzia z punktem zamontowanego środka w ogonie
magazyn. W razie konieczności należy zastosować stalowe podkładki dystansowe pod narzędziem. dostać wymagana wysokość. (Figa. 14)
- odkręcić dwie śruby mocujące (B, Rys.15) i usuń osłona ochronna.
- Wyreguluj odpowiednią pozycję belki V (C, rys. 16).
- Naciągnij rolkę napinającą i zamocuj nakrętka Ponownie.
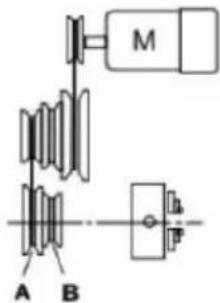
text_image
M A BsP1NDLE sPEED √/min
| A | B |
| 50.1250 | 100.2500 |
Przesuw fartucha, przesuw poprzeczny i górna strona kółko ręczneMogę być operowanym Podawanie podłużne lub krzyżowe. (Ryc.17)
Toczenie wzdłużne z automatycznym podawaniem
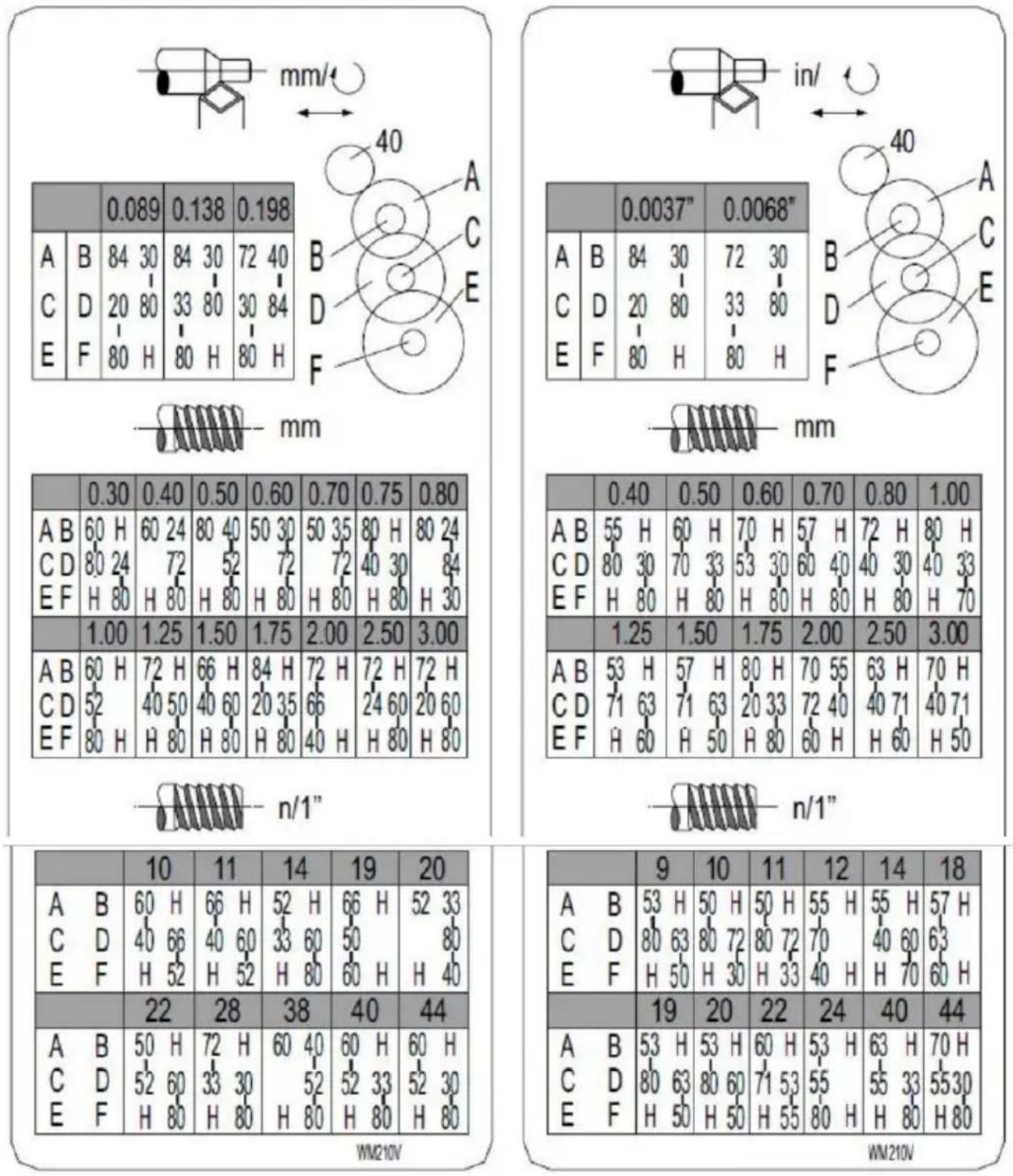
użyj tabeli (A, Rys . 18) na maszynie do wyboru prędkości posuwu i skok gwintu. Wyreguluj przekładnię zmiany biegów, jeśli wymagany jest posuw lub skok gwintu. nie mogę można uzyskać za pomocą zainstalowano zestaw kół zębatych.
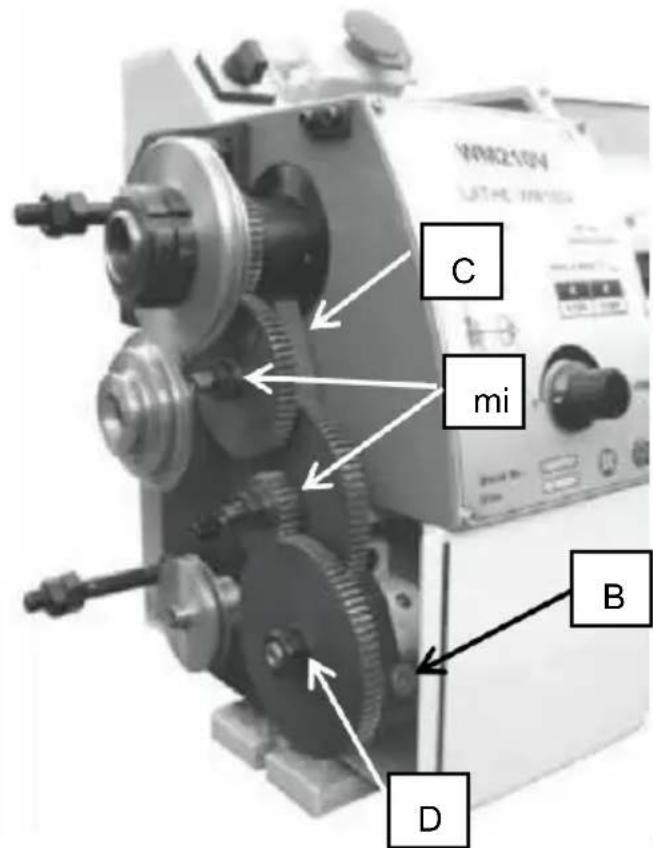
zmiana Koła zębate Wymiana
- Odłącz maszynę od źródła zasilania.
- odkręcić dwie śruby mocujące i zdjąć osłone ochronną.
- Odkręć śrubę blokującą (B, rys. 19) na e kwadrant.
- przesuń kwadrant (C, Figa. 19) Do ten Prawidłowy.
- odkręcić nakrętkę (D, Ryc.29) ze śruby pociągowej lub orzechy (MI Rys.19) z ćwiartek śrubowych w celu usunięcia zmiana Przekładnie przodu.
-
Zamontuj sprzęgła zębate zgodnie z tabelą gwintów i posuwów (rys i przykręć koło zębate z powrotem do kwadrantu.
-
Obróć kwadrant w lewo, aż koło zębate się zatrzyma Posi zaangażowany Ponownie.
-
Ponownie wyreguluj bieg wsteczny, wkładając A normalnie ona et z papier Jak jakiś pomoc w regulacji lub odległości między kołami zębatymi.
-
Unieruchom kwadrant za pomocą śruby blokującej.
-
Zamontuj osłonę ochronną główki ramy I na nowo połączyć ten maszynę do zasilania.
text_image
A C mi B DFig. 19
płyta podziałowa(Rys. 20)
GWINTOWANIEI TABELADOKARMIENIA
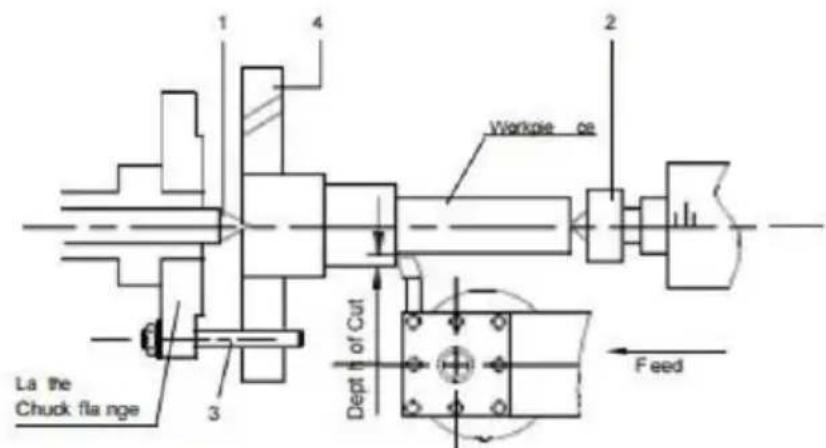
cylindryczny Toczenie ( rys . 21)
W przypadku toczenia prostoliniowego narzędzie przesuwa się równolegle do siekiera jest z
obrót przedmiotu obrabianego . Posuw może być ręcznie poprzez obrót pokrętło na siodle lub górnej stronie, Lub przez Aktywowanie ter automatyczny posuw. Posuw poprzeczny dla głębokości cięcia jest osiągany używając poprzeczka.
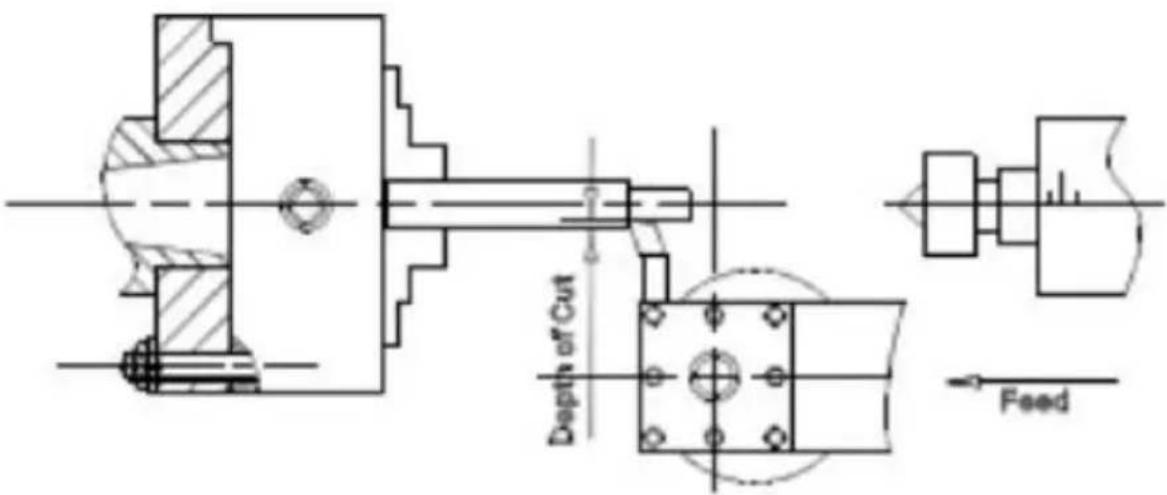
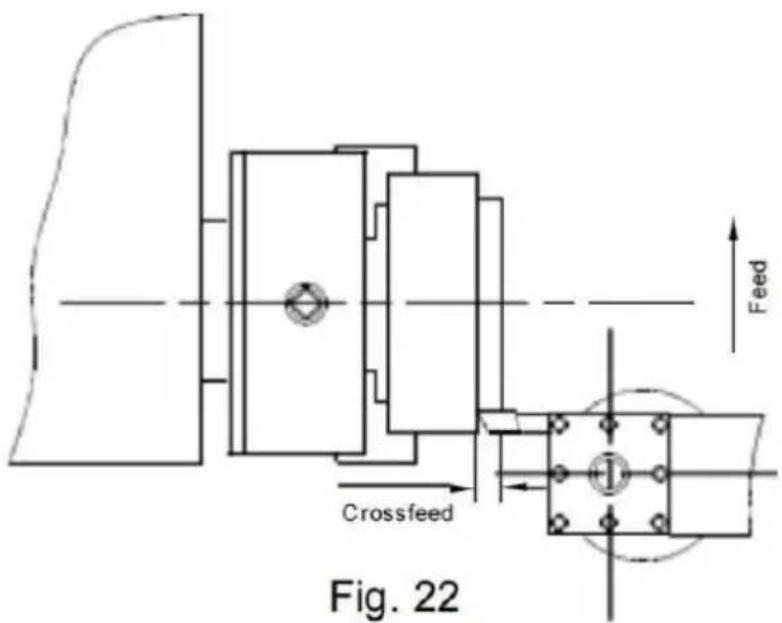
Końcowe obracanie ( Figa. 22 )
W operacji obróbki czołowej narzędzie przesuwa się prostopadle do os obrót przedmiotu obrabianego. Posuw jest zrobiony manua lly z krzyże ręka
kołol. Posuw poprzeczny dla głębokości cięcia jest wykonany za pomo ten szczyt bok Lub lathe
siodło.
text_image
Crossfeed Fig. 22 FeedSkręcanie: smukły wał rufowy ( Ryc. 23 )
Do obracania między centrami, to konieczne jest usunięcie ten cmokar z ten wrzeciono. Zamontuj środek MT 3 do sp indie nos I ten MT i do ogona. Zamontuj obrabiany przedmiot wyposażony w psa napędowego między centra. Kierowca jest napędzany przez A złapać I twarz talerz.
Uwaga: Always użyj niewielkiej ilości smaru na ogonie magazyn środek, aby zapobiec nadmiernemu wysunięciu się środkowego czubka.
Toczenie stożkowe z użyciem konika Nff-Ret
Dostosuj odchylenie między środkiem sita konika a środkiem wrzeciona aby zakończyć toczenie stożka. Kąt zależy od długości z przedmiot obrabiany.
Aby zrównoważyć zapas końcowy, loosen Śruba blokująca (A, Ryc.24). odkręcić śrubę ustalającą (B, Ryc.24) po prawej koniec ogona. Rozluźr przednia śruba regulacyjna (C, Rys.24) i Brać w góre ten sam kwota przez
dokręcając tylną śrubę regulacyjną (D, Ryc.24) aż do pożądany stożek osiągnięto. Pożadaną regulację krzyżową można odczytać ze skali. ( T Ryc.24). Najpierw należy ponownie dokręcić śrubę ustalającą (B, Rys. I Następnie ten dwa ( przód I śruba regulacyjna (tylna) do blokowania
kolby ogonowej W pozycja. Ponownie dokręć Śruba blokująca (A, Rys.24) konika. Przedmiot obrabiany musi Być trzymałem pomiędzy dwoma centrami i napędzanymi przez twarz talerz i kierowca pies.
Po toczeniu stożkowym koniek powinien zostać zwróconym do pierwotnego stanu pozycja zgodnie z pozycją zerową na skali ogonowe (MI, Ryc.24)
text_image
A D C B EFig. 24
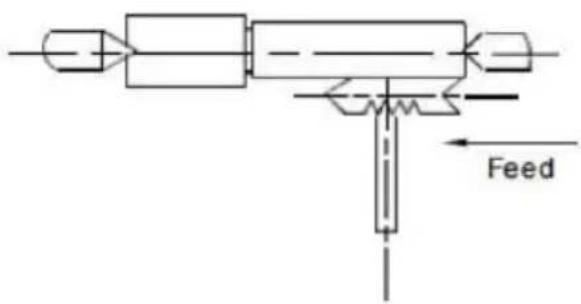
Nacinanie gwintu
ustaw maszynę na żądany skok gwintu (według Do ten tabela nawlek, Rys.20 ). start ten maszyna I angażować się ten połowa orzech . ten Gdy narzędzie dotrze do części, odetnie ono początkowy przebieg gwintu. Gdy narzędzie dotrzesz do końca cięcia, zatrzymaj maszynę poprzez obrót ten silnik wyłącz i w
jednocześnie wyjmij narzędzie z części, więc To To klaruje ten nitka. nie odkręcić półnakrętkę Zawsze. Odwróć kierunek silnika do pozwalać ten
narzędzie tnące, aby powrócić do punktu początkowego. Powtórz te kroki aż do Ty uzyskano pożądane wyniki.
UWAGI
Przykład: gwint męski
- Średnica przedmiotu obrabianego musieć Posiadać został zwrócony do ten średnica z pożądany wątek.
- Przedmiot obrabiany wymaga A czaj fer Na ten początek wątku I
podcięcie na gwincie uruchomić na zewnątrz.
- Prędkość musieć Być Jak Niski Jak możliwe. Ten zmiana koła zębate musieć Posiadać został zainstalowany zgodnie z wymagany poziom.
- Wątek cięcie też ja musieć Być dokładnieY ten próbka kształt Jak ten nitka, musi być absolutnie prostokątny i zaciskany tak, że To pokrywa się dokładnie z momentem włączenia enter.
- Wątek Jest wytworzony w różnych cięcie kroki Więc że cięcie też należy całkowicie wykręcić gwint (z przechodzić strona) Na koniec każdego cięcia krok.
- Narzędziel jest wycofany z ten Prowadzić śruba nakrętka zaangażowany przez odwracanie ten przełącznik.
☀️◆☐⌘☐○○ się maszyna i nakarm nitka cięcie też ja W Niski cięcie otchłań używając poprzecznej strony. Przed każdym fragmentem, umieść góre bok przybliżone 0,2 do 0,3 mm po lewej stronie i Prawidłowy alternate zamówienia Do odetnij nitkę. W ten sposób narzędzie do cięcia n jest odcięte NA jeden W każdym fragmencie wątku zaznacz jego koniec. kontynuuj odcinanie nici, aż Ty prawie osiągnęliśmy pełną głębokość z przeczytanych.
text_image
FeedFig. 25
Trzy Szczęka uniwersalny Tokarka cmokanie
używając tego uniwersalnego uchwytu okrągłego i trójkątnego kwadratu sześciokątnyl ośmiokątnyl i dwunastu, zajętych w narożniku zapasów może być zaciśnięty . (Ryc.26)
Uwaga: nowe buty mają bardzo ciasne dopasowanie szczęki. To Jest niezbędny Do zapewnić Dokładne mocowanie i długa żywotność Życiez powtarzającym się otwarciem I zamykanie szczęki dostosowują się automatycznie i ich działanie staje się progresywnie gładszy.
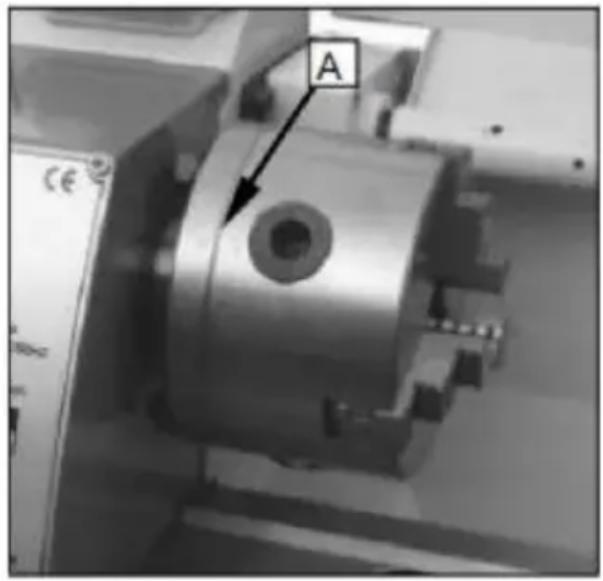
Notatka:
W przypadku oryginalnego uchwytu szczękowego I 3, który był zamontowany na lathe, fabryka zamontowała uchwyt w najlepszy sposób aby zagwarantować ten trzymanie dokładność z dwa "0" znak (A) F pokazano na cmokanie I kołnierz mocujący.
text_image
AFig. 26
Istnieją dwa rodzaje szczęki: Szczęki wewnętrzne i zewnętrzne. Proszę nie, ta liczba szczęki pasują do numeru wewnątrz uchwyty rowek. D mieszaj ich ze sobą. kiedy będziesz je montować, proszę uchwyt je v
Lathe Accessories
kolejności rosnącej 0, 1, 3 kiedy idziesz Do weź m na zewnątrz By Jasne Do
wyjmij je w kolejności malejącej 3,1,0 po kolei - Po zakończeniu tej procedury obróć szczęki do najmniejszej średnicy i sprawdź, czy trzy szczęki są dobrze dopasowane.
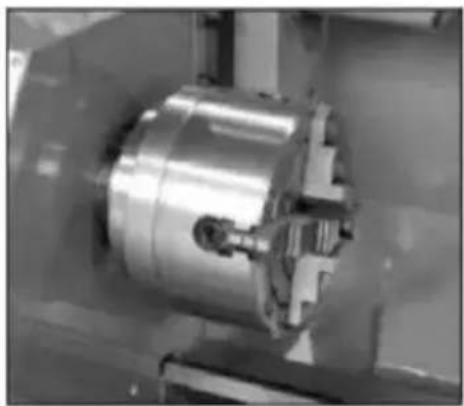
Cztery szczęki 1 niezależny Uchwyt tokarski
Ten specjalny uchwyt ma cztery niezależnie regulowane cmokanie szczęki- Te umożliwiają przechowywanie elementów asymetrycznych i włączyć dokładny organizować coś cylindryczny sztuki. (Ryc.2 7)
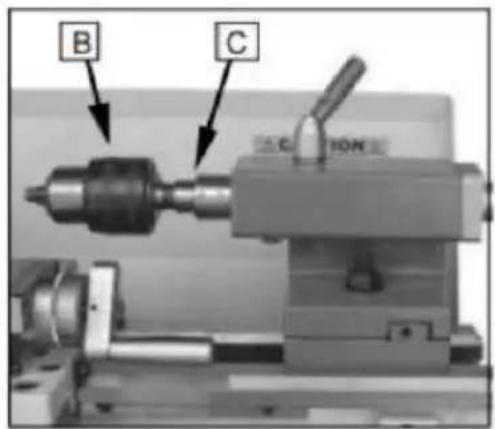
Uchwyt wiertarski Drill ( fakultatywny)
użyj uchwytu wiertarskiego do mocowania wierteł centrujących i wierteł krętych w ogonie stada- (B) (Ryc.28)
Stożek Morse'a Altana (opcjonalnie)
Altana jest niezbędne do zamontowania uchwytu wiertarskiego W ten ogon. To ma A NIE. 1 Stożek Morse'a. (c) Ryc.28
text_image
B C IONFig. 28
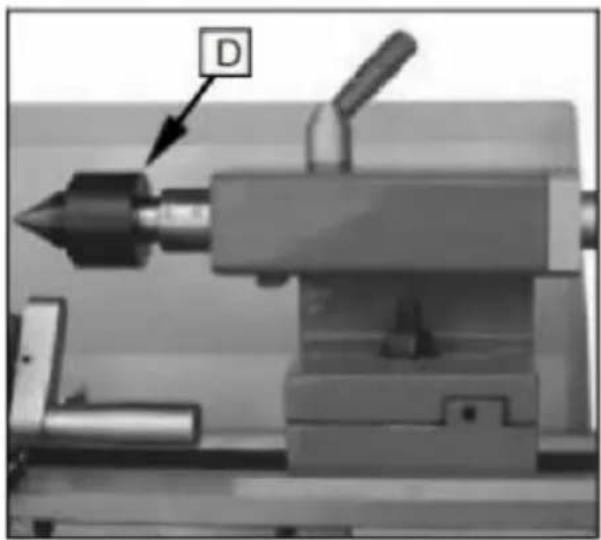
Na żywo środek ( opcjonalnie )
Ten Centrum życia jest zamontowany w balu namiar- Jego używać Je wysoce zalecony do skręcania z prędkością przekraczającą dopuszczalr z 6. obr./min. ( Rys.2 9)
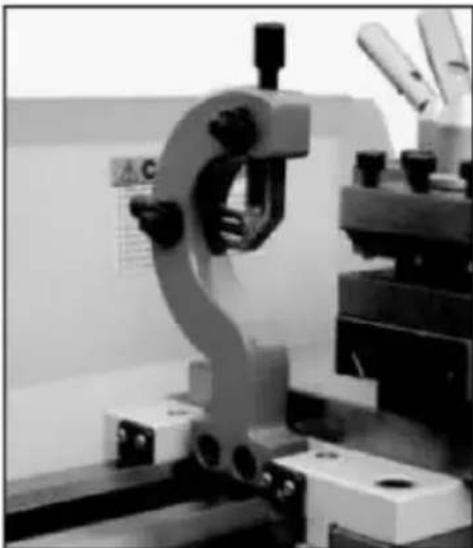
Podpórka służy jako podpora dla wałów NA wolny ogon magazyn koniec. W przypadku wielu operacji zapas końcowy nie może Być używany Jak To przeszkadza ten narzędzie tokarskie lub wiertarskie, dlatego też musi Być usunięto z ten
maszyna.
podpórka stała, która pełni funkcję podpory końcowej, zapewnia bez gadania działanie. Podtrzymka jest zamontowana na ten sposoby na łóżko I Jest zabezpieczony z poniżej z Płyta blokująca. Smar wymaga ciągły
Smarowanie w punktach styku w celu zapobiegania przedwczesne zużycie. (Ryc.30)

text_image
A B CFig. 30
ustawienie ten stały Odpoczynek
- Rozluźnij trzy kłątwa orzechy. (A, Rys. 31)
- Odkręć śrubę radełkowaną ( B, Ryc.36) i otwórz bocznica palcami. (c, ryc. 31) aż do momentu, gdy podpórka stała będzie mog przesunięta jego palec wokół przedmiot obrabiany . bezpieczny ten sta odpoczynek W pozycja .
3 Dokręć śruby radełkowane tak, aby palce były dobrze zamocowane. Ale nie ciasno przeciwko przedmiot obrabiany. Dokręć trzy nakrętki (A, Ryc.31). Nasmaruj ślizg punkty z olej maszynowy. - kiedy, po przedłużony operacja, szczęka pokazywać nosić, ten porady z palce mogą być złożonym lub ponownie zmielony.
Podążać Odpoczynek
Następujące reszta to zamontowany na siodle i podążający za ruch narzędzia obrotowego. Tylko dwa bloki podporowe są wymagane. miejsce trzeci blok wsparcia jest zajęty przez obracanie teżł. Ten następujący odpoczynek Jest stosowany do operacji tokarskich na długich, śliskich elementach. Zapobiega zginaniu się przedmiotu obrabianego pod wpływem nacisku narzędzia tokarskiego. Ryc.31 ) ustaw klocki podporowe ściśle do obrabianego przedmiotu, ale nie nadmiernie obcisły. Podczas pracy należy smarować bloki podporowe, aby zapobiec przedwczesne zużycie.
Po okres czasu, jesteśmy w niektórych ruchomych elementach móc potrzebować Do zostać dostosowane.
Wrzeciono główne Namiar
wrzeciona głównego są regulowane w fabryce. 1f koniec gry staje się widoczne po dłuższym użytkowaniu, łożyska móc Być dostosowano.
Przykręć nakrętkę (A, Rys . 32) na z powrotem wrzeciona, Oosen ter nakrętka zewnętrzna (B, Ryc.32). Wyreguluj nakrętkę (A, Ryc.32) aż do WSZYSTKO koniec grać jest podjęta. Wrzeciono powinno nadal obraca się swobodnie. Zapiąć ten
orzech nitkowaty (A, Rys.32) ponownie i dokręć zewnętrzny zasyfiony nie (B, Ryc.32).
Uwaga: nadmierne dokręcanie lub wstępne obciążenie spowoduje uszkodzenie łożysk.
text_image
A BFig. 32
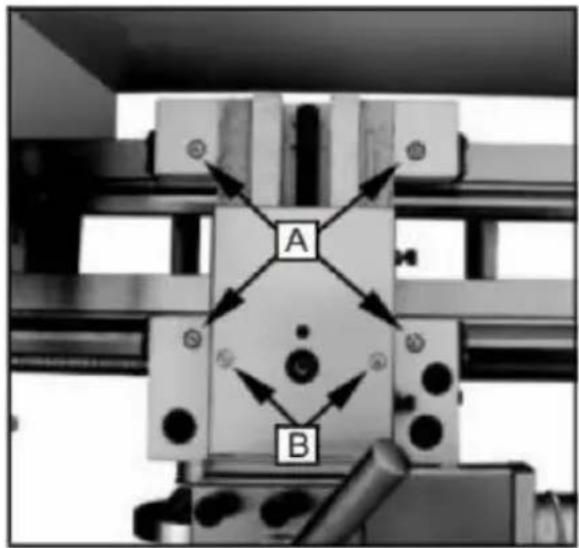
Modyfikacja z przechodzić slajd
Bok poprzeczny jest wyposażony w listwę uszczelniającą (c, Rys.33) i Móc być dostosowanym do śruby (D, Ryc.33) wyposażony w locK orz (E, Ryc.33) Rozluźnij locK orzechy
i dokręć śruby ustalające aż do boku porusza się swobodnielY bez C Dokręć locK orzechy do zatrzymania modyfikacja.
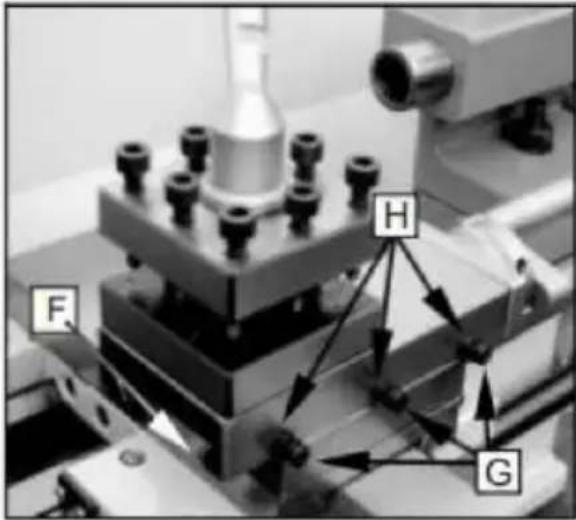
Regulacja suwaka ToP
Górna strona jest wyposażony w listwę prowadzącą (F, rys.3 4) I Mó Być dostosowany z śruby (G, Ryc. 34) wyposażony w locK orzechy. Rys. 34) Rozluźnij locK orzechy i dokręć śruby ustalające aż do boku porusza się swobodnielY bez Graj. Dokręć locK orzechy do zatrzyman modyfikacja.
text_image
F H GFig. 34
Regulacja Half Nakrętka Przewodnik
Ten Zaczepy nakrętek można regulować za pomocą śrub (I, Ryc.35) zamontowano z locK orzechy (J, Ryc.35). Odkręć nakrętki na prawa strona z fartuch i wyreguluj śruby regulacyjne aż do obu połowa orze poruszaj się swobodnie bez PIAY. Dokręć nakrętka.
Nasmaruj wszystkie prowadnice boczne Jasny przed każdym używać. Smar zjadł zmiana biegów i śruby pociągowej lekko z smar.
1. przewóz
Smarować Cztery oleje Porty (A, Ryc. 36) z maszyną 20w o ja raz codziennie.
2. przechodzić Slajd
Nasmaruj dwa oleje Porty (B, Rys. 36) z 20w maszyna olej raz co
flowchart
graph TD
A["Component"] --> B["Directional Path"]
B --> A
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
Fig. 36
3. Śruba pociągowa
Nasmaruj pozostały olej Port ( C Rys. 37 ) I Prawidłowy olej Port (I Ryc.38) z 20w olej maszynowy raz codziennie.

połączenie z tokarka I Wszystko Inny elektryczny praca móc tylko Byo przewieziony na zewnątrz przez upoważnionego eleganccy !
Niedostosowanie się może spowodować poważne uraz i szkoda Do ter maszyneria I nieruchomość!
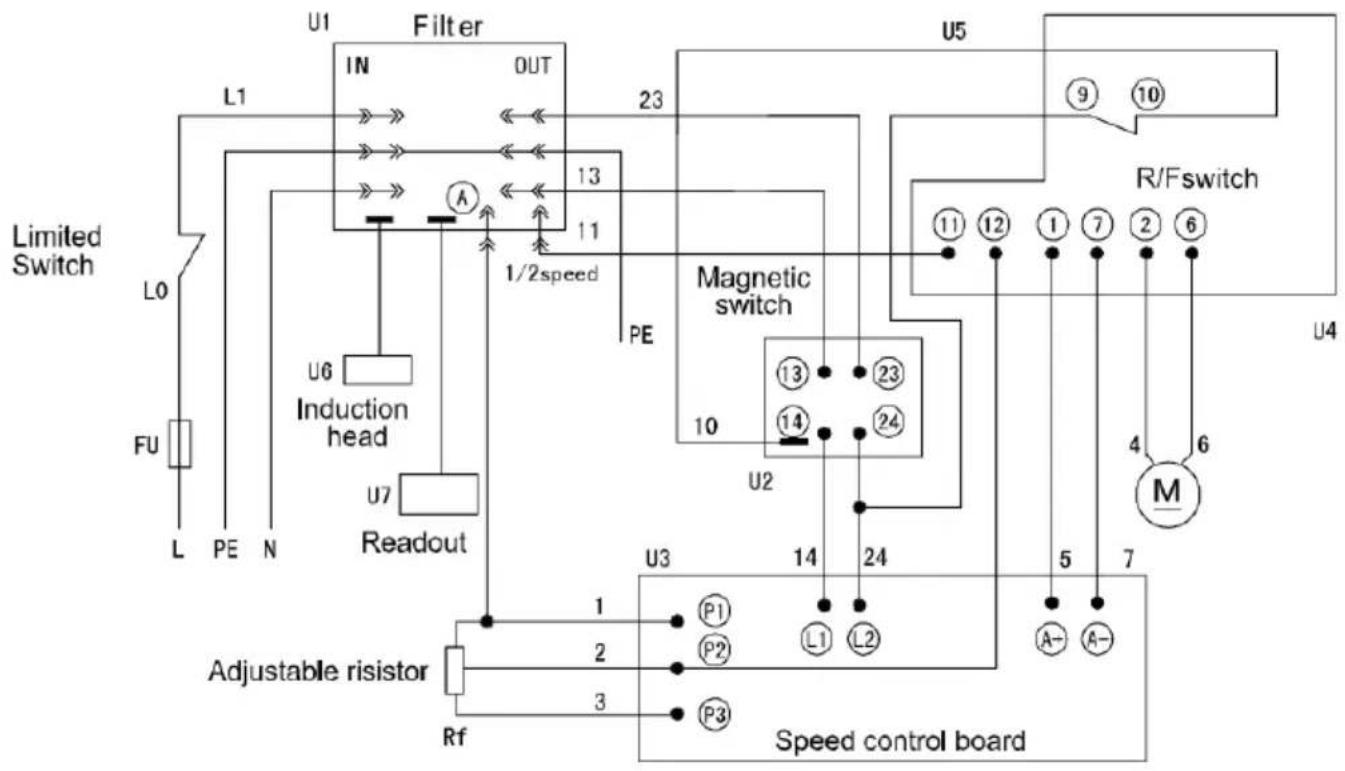
Tokarka wM210v ma ocenę 7 50W, 1PH, 220 V onIY. Potwierdzać M DOSTĘPNE W LOKALIZACJI Tokarki jest To samo ocena Jak ten Ja używając ten
schemat okablowania ( Rys. 39) do podłączania ten lathe do sieć elektryczna DOSTAWA. Upewnij się, że lathe Jest WŁAŚCIWY g zaokrąglone .
Poniżej znajduje się schemat okablowania tokarka: (Rys.39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["OUT"]
F --> I["1/2speed"]
G --> J["PE"]
H --> K["Magnetic switch"]
I --> K
J --> K
K --> L["U5"]
K --> M["U4"]
K --> N["R/Fswitch"]
K --> O["M"]
P["Adjustable risistor"] --> Q["Rf"]
Q --> R["Speed control board"]
S["P1"] --> T["1"]
S["P2"] --> U["2"]
V["P3"] --> W["3"]
X["A"] --> Y["13"]
Z["A"] --> AA["11"]
AB["A-"] --> AC["4"]
AD["A-"] --> AE["7"]
AF["A-"] --> AG["6"]
AH["A-"] --> AI["5"]
AJ["A-"] --> AK["7"]
Rys . 39
MAINTENANCE
należy również dbać o konserwację maszyny podczas jej działania aby zagwarantować dokładność i serwis Życie maszyny też.
- Aby zachować maszynę Precyzja i funkcjonalność. To Jest niezbędł obchodzić się z nim ostrożnie. zachować to jest czyste I smar I Lubrykant To regularnie. tylko poprzez dobrą opiekę. Możesz być pewien, że jakość pracy z maszyna będzie pozostają stałe.
UWAGI: Odłącz maszynę odłączaj od zasilania sieciowego zawsze, gdy wykonujesz czyszczenie, konserwację Lub prace naprawcze!
Olej, smar i środki czyszczące są zanieczyszczeniami i nie wolno ich stosować Być rozdysponowany z przez odpływy lub w normalny odmawiać. Pozbądź się tych agentów W
zgodnie z obowiązującymi przepisami prawa wymagania dotyczące środowiska. Cleaning szmaty nasączone olejem, smarem i środkiem czyszczącym wiek Czy łatwo
łatwopalny. Zbieranie środków czyszczących szmaty lub wełna czyszcząca w odpowiedni Zamknięte statku i zutylizować je w środowisku przyjaznym dla środowiska zdrowy sposób - Do nie umieśc ich z normalny odmawiać!
- Smarowanie wszystkich stron lekko przed każdym użyciem. Zmiana biegów i Śruba pociągowa musi również Być Lekko Smarowane za pomocą smar.
- Podczas pracy. Wióry, które spadają na powierzchnię ślizgową, pow być czyszczone na czas. a kontrola powinna bywać zrobiony Do zapobiegać żetony z upadku do pozycji pomiędzy maszyną też ja siodło I lathe sposób prowadnicy łożka. AsfalCzuje się, że powinno czyszczonym niektórzy czas.
UWAGI: Nie usuń wióry gołym ręce. Tam Jest A ryzyko skaleczenia spowodowane ostrymi krawędziami wiórów. Nigdy nie używaj łatwopalnych rozpuszczalników Lub środków czyszczących lub środków wytwarzających szkodliwe opary!
chronić elementy elektryczne, takie jak: silniki, przełączniki, przełącznik pudełka, itp. przed wilgocią podczas czyszczenia.
- Po operacji każdego dnia. Elimin zjadł wszystkie chipsy I czysty in części maszyny narzędzia i zastosowania olej do maszyny zapobiega rdzewienie.
- Aby utrzymać dokładność obróbki. Uważaj z środek. Powierzchnia narzędzia maszyny do uchwytu i prowadnicy i uniknąć uszkodzeń mechanicznych i zużycia spowodowanego niewłaściwy przewodnik.
- Jeśli uszkodzenie zostanie znalezione. konserwacja powinna należy zrobić natychmiast.
UWAGI: Prace naprawcze mogą być wykonywane tylko być przeprowadzonym przez wykwalifikowanego personel z odpowiednia mechanika i energia krytyczna wiedza.
TROUBLE sHOOTING
| problem | Możliwy powód | Eliminacja |
| powierzchnia pracy sztuka zbyt szorstki | Narzędzie tępy | Ponowne wyostrzenie narzędzie |
| Narzędzie sprężyny | narzędzie zaciskowe z mniej zwis | |
| Karmić zbyt wysoki | Zmniejszyć karmić | |
| Promień Na ten narzędzie napiwek też mały | Zwiększyć promień | |
| przedmiot obrabiany staje się stożkowaty | centra Czy nie wyrównany (konik zrównoważyć) | Regulować konik Do 1 centrum |
| Górny suwak nie jest dobrze wyrów (cięcie ten szczyt slajd) | Wyrównaj górę dobrze się ślizgać | |
| Tokarka gad | Karmić zbyt wysoki | Zmniejszyć karmić |
| lużny w głównym łożysko | Regulować ten główny łożysko | |
| centrum biegnie gorący | praca sztuka ma rozszerzony | Poluzuj środek konika |
| Narzędzie ma A krótki Życie | cięcie prędkość zbyt wysoki | Zmniejszyć cięcie prędkość |
| przechodzić karmić zbyt wysoki | Niżej przechodzić pasza(wykańczanie dodatek powinien nie przekroczyć (0,5m ) | |
| Niewystarczający chłodzeni | Więcej chłodziwo | |
| Skrzydło nosić zbyt wysoki | luz kąt zbyt mały | Zwiększyć kąt przyłożenia |
| Podpowiedź narzędzia nie dostosowany Do centrum wysoki | prawidłowy wysokość modyfikacja z narzędzie | |
| cięcie krawędź odrywa się | klin kąt też mały (ciepło budować) | Zwiększ klin kąt |
| Szlifowanie pękać należny żle chłodzenie | Fajny jednolicie | |
| Nadmierny luźno w ten łoży wrzeciona | Regulować ten luźny W te wrzeciono mi łożysko | |
| Układ (wibracje) | Układ | |
| cięcie nitka jest żle | Narzędzie jest zaciśnięty nieprawidłowo | Regulować do centrum |
| cięcie nitka Jest | Zacząłem szlifować w zły sposób | Mielić kąt prawidłowo |
| zło | zło poziom | Regulować ten Prawidłowy poziom |
| zło średnica | Odwróć pracę sztuka Do ten prawidłowa średnica | |
| wrzeciono robi nie aktywować | Zatrzymanie awaryjne przełącznik aktywowany | odblokować nagły wypadek wyłącznik |
Montaż główki
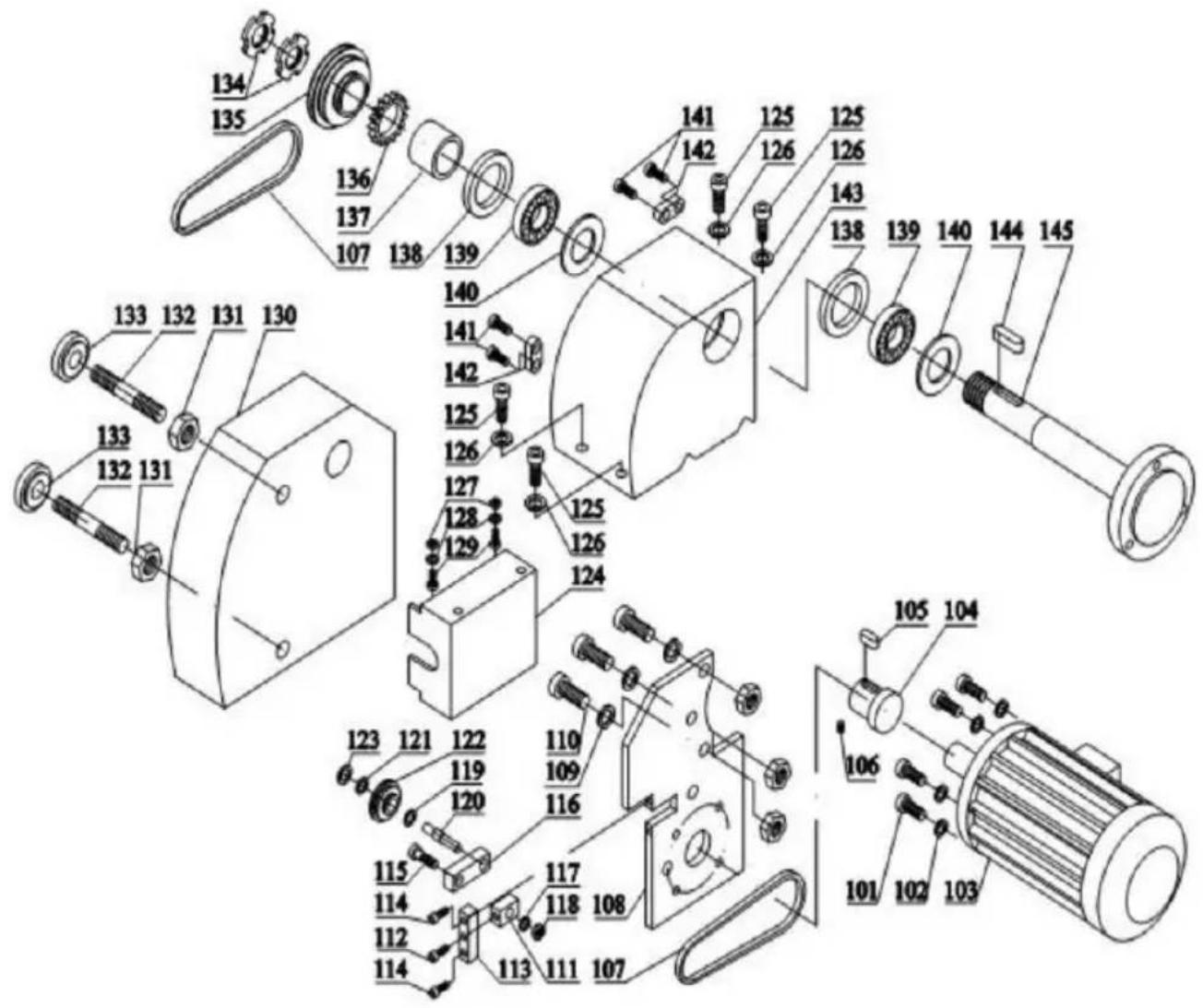
| strony NIE. | Opis | specyfikacja | Ilość | strony NIE. | Opis | specyfikacja | Ilość | |
| 101 | śruba | M5X25 | 4 | 123 | wiosna Pierścień | Φ 22XI | I | |
| 102 | pralka | 4 | 124 | okładka | I | |||
| 103 | Prąd stały Silnik | 83ZY005A | I | 125 | śruba | M8X25 | 4 | |
| 104 | Silnik Puller | I | 126 | pralka | 8 | 4 | ||
| 105 | klawisz | A4X4X20 | I | 127 | Nakrętka | M8 | 2 | |
| 106 | śruba | M6X8 | I | 128 | pralka | 8 | 2 | |
| 107 | Belt | Bramy-5M-360 | 2 | 129 | śruba | M8 | 2 | |
| 108 | Nawias Pijany | I | 130 | Belt okładka | I | |||
| 109 | pralka | 8 | 3 | 131 | Nakrętka | MI0 | 2 | |
| 110 | śruba | M8X20 | 3 | 132 | Boit | MI0X80 | 2 | |
| 111 | BIOCK | I | 133 | Nakrętka | MI0 | 2 | ||
| 112 | śruba | M6X30 | I | 134 | Nakrętka | M27XI | 2 | |
| 113 | BIOCK | I | 135 | wrzeciono Pulle | I | |||
| 114 | śruba | M6X20 | I | 136 | Bieg | 40T | I | |
| 115 | Boit | I | 137 | separator | I | |||
| 116 | BIOCK | I | 138 | Uszczelka | I | |||
| 117 | pralka | I | 139 | Łożysko | 30206 | I | ||
| 118 | Nakrętka | I | 140 | Pokrywa smaru | I | |||
| 119 | wiosna Pierścień | Wymiary 8X0,8 | I | 141 | śruba | M4XI0 | 2 | |
| 120 | Boit | I | 142 | BIOCK | I | |||
| 121 | Łożysko | I | 143 | Główka | I | |||
| 122 | Koło pasowe | I | 144 | klawisz | A3X3XI5 | I |
Szczyt zjeżdżalnia, krzyż zjeżdżalnia, wózek Montaż
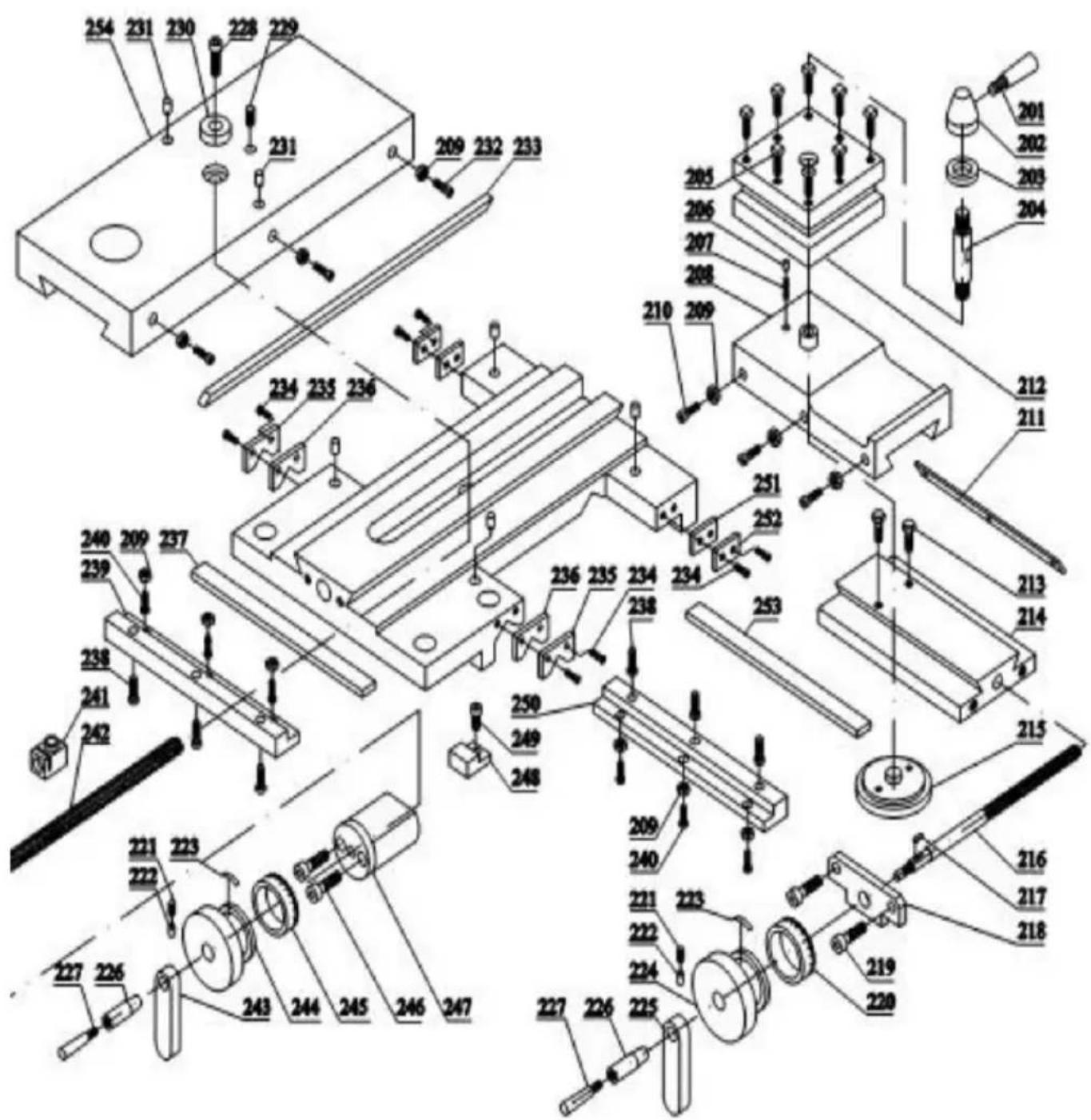
| strony NIE. | Opis | specyfikacja | Ilość | strony NIE. | Opis | specyfikacja | Ilość | |
| 201 | Handle | 1 | 228 | śruba | M4X8 | 1 | ||
| 202 | Handle Opierać | 1 | 229 | śruba | M5X10 | 1 | ||
| 203 | pralka | 1 | 230 | Krzak | 1 | |||
| 204 | Boit | 1 | 231 | olej Filiżanka | Φ 5 | 2 | ||
| 205 | śruba | M6X25 | 1 | 232 | śruba | M4X20 | 3 | |
| 206 | szpilka | 1 | 233 | Klin | 1 | |||
| 207 | wiosna | 5X10X1 | 1 | 234 | śruba | 8 | ||
| 208 | Podłużne I jedwab e | 1 | 235 | Osłona wycieraczki | 2 | |||
| 209 | Płakać | M4 | 9 | 236 | wycieraczka | 2 | ||
| 210 | śruba | M4X14 | 3 | 237 | Klin | 1 | ||
| 211 | Klin | 1 | 238 | śruba | 6 | |||
| 212 | Szczyt Odpóczynek | 1 | 239 | bocznica BIOCK | 1 | |||
| 213 | śruba | M5X30 | 1 | 240 | śruba | M4X10 | 6 | |
| 214 | obracać się Opierać | M6X20 | 1 | 241 | Nakrętka | 1 | ||
| 215 | Mikrometr patelnia | 1 | 242 | Śruba pociągowa | 1 | |||
| 216 | Ołów śruba | 1 | 243 | Handle BIOCK | 1 | |||
| 217 | klawisz | 3X12 | 1 | 244 | Koło ręczne | 1 | ||
| 218 | Nawias | 1 | 245 | Kollar | 1 | |||
| 219 | śruba | M5X12 | 2 | 246 | śruba | M6X50 | 2 | |
| 220 | Kollar | 1 | 247 | Nawias | 1 | |||
| 221 | śruba | 2 | 248 | Wzmacnianie talerz | 1 | |||
| 222 | szpilka | 2 | 249 | śruba | 1 | |||
| 223 | wiosna | 2 | 250 | bocznica BIOCK | 1 | |||
| 224 | Koło ręczne | 1 | 251 | wycieraczka | 2 | |||
| 225 | Handle BIOCK | 1 | 252 | wycieraczka Pokrywa | 2 | |||
| 226 | Handle sito | 2 | 253 | Klin | 1 | |||
| 227 | Handle | 2 | 254 | Przechodzićbok | 1 |
Montaż fartucha
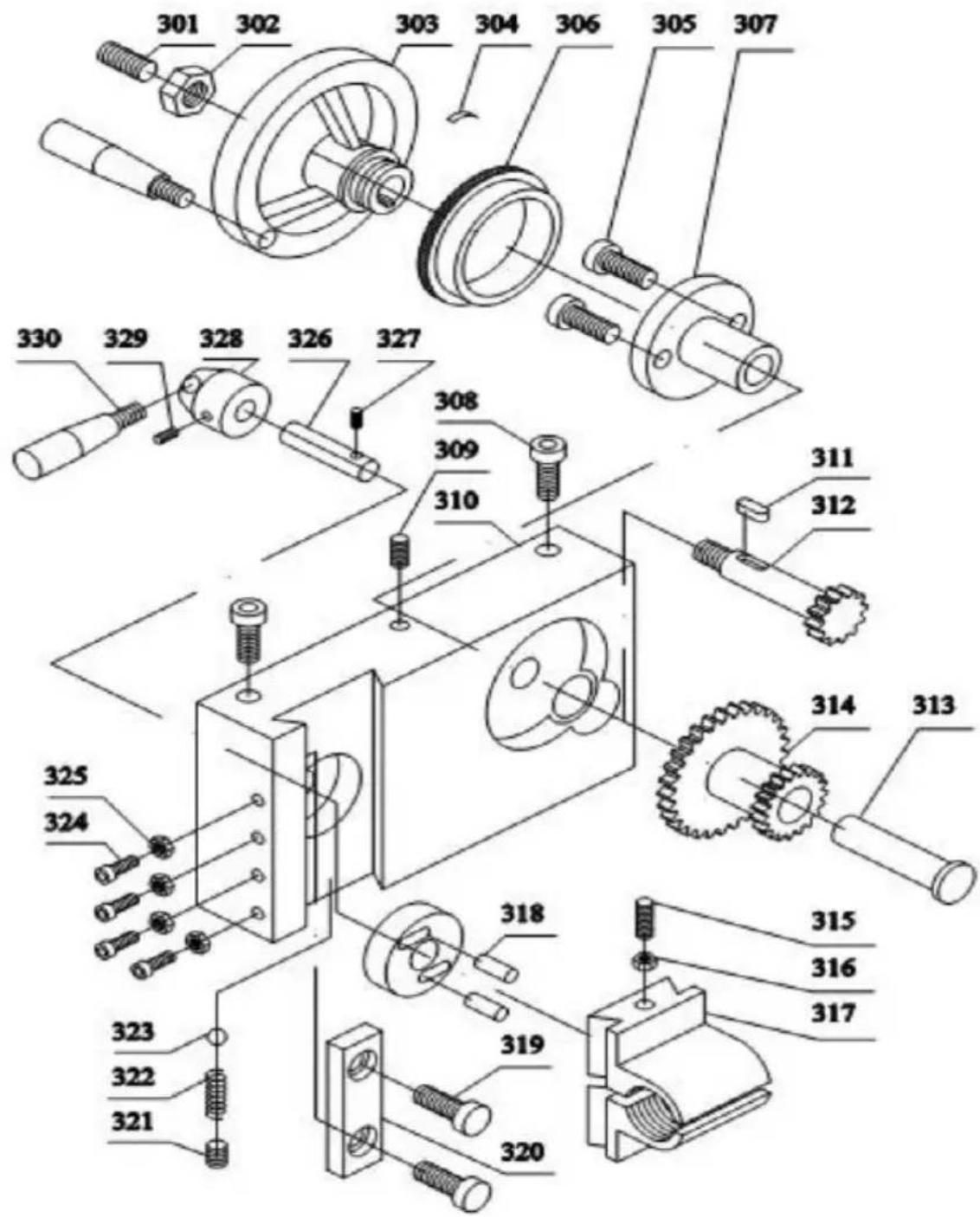
| strony NIE. | Opis | specyfikacja | Ilość | strony NIE. | Opis | specyfikacja | Ilość | |
| 301 | śruba | M8X8 | 1 | 317 | Pół-jeśli Nakrętka | 1 | ||
| 302 | Nakrętka | M8 | 1 | 318 | szpilka | ∅ 4X10 | 1 | |
| 303 | Koło ręczne | 1 | 319 | śruba | M4X10 | 2 | ||
| 304 | wiosna | 1 | 320 | BIOCK | 1 | |||
| 305 | śruba | M5X10 | 2 | 321 | śruba | M6X8 | 1 | |
| 306 | Kollar | 1 | 322 | wiosna | 0,6X3,5X12 | 1 | ||
| 307 | Nawias | 1 | 323 | Ball | ∅ 4.5 | 2 | ||
| 308 | śruba | M8X25 | 2 | 324 | śruba | M4X12 | 4 | |
| 309 | śruba | M5X8 | 1 | 325 | Nakrętka | M4 | 1 | |
| 310 | Fartuch | 1 | 326 | wał | 1 | |||
| 31 1 | klawisz | A3X3X8 | 1 | 327 | szpilka | Φ3X30 | 2 | |
| 312 | Wał przekładniowy | 14T | 1 | 328 | Ręka Opierać | 1 | ||
| 313 | wał | 1 | 329 | śruba | M5X6 | 1 | ||
| 314 | Bieg | 44/2To | 1 | 330 | Handle | 1 | ||
| 315 | śruba | M4X35 | 1 | 331 | Handle | 1 | ||
| 316 | Nakrętka | M4 | 1 | 317 | Pół-jeśli Nakrętka | 1 |
Łóżko, wiszące części kół Absemalia
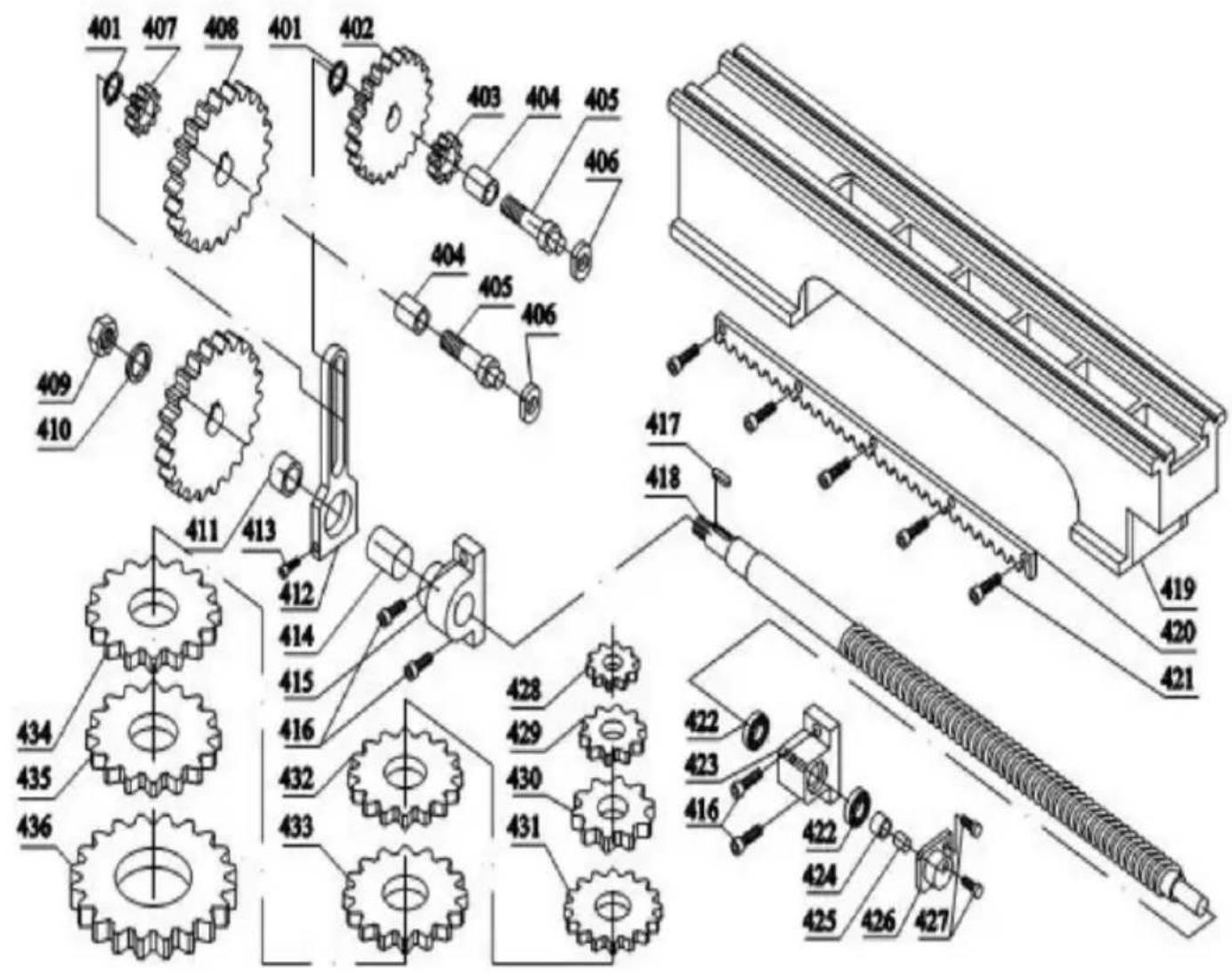
| strony NIE. | Opis | specyfikacja | Ilość | strony NIE. | Opis | specyfikacja | Ilość | |
| 401 | wiosna Pierścień | 2 | 419 | Łóżko | 1 | |||
| 402 | Bieg | 60T | 1 | 420 | Stojak | 1 | ||
| 403 | Bieg | 20T | 1 | 421 | śruba | M2X12 | 5 | |
| 404 | Krzak | 1 | 422 | Łożysko | 51100 | 2 | ||
| 405 | Boit | 1 | 423 | Prawidłowy wsparcie | 1 | |||
| 406 | Nakrętka | M8 | 1 | 424 | Nakrętka | 1 | ||
| 407 | Bieg | 24T | 1 | 425 | śruba | M8X6 | 1 | |
| 408 | Bieg | 80T | 1 | 426 | okładka | 1 | ||
| 409 | Nakrętka | M10 | 1 | 427 | śruba | M4X12 | 2 | |
| 410 | pralka | 10 | 1 | 428 | Bieg | 25 ton | 1 | |
| 411 | Krzak | 1 | 429 | Bieg | 30T | 1 | ||
| 412 | Rama | 1 | 430 | Bieg | 33T | 1 | ||
| 413 | śruba | M6X35 | 1 | 431 | Bieg | 35T | 1 | |
| 414 | Krzak | 1 | 432 | Bieg | 40T | 1 | ||
| 415 | Lewy wsparcie | 1 | 433 | Bieg | 45T | 1 | ||
| 416 | śruba | M6X14 | 2 | 434 | Bieg | 50T | 1 | |
| 417 | klawisz | A3X3X16 | 1 | 435 | Bieg | 52T | 1 | |
| 418 | Ołów śruba | 1 | 436 | Bieg | 66T | 1 |
konik Montaż
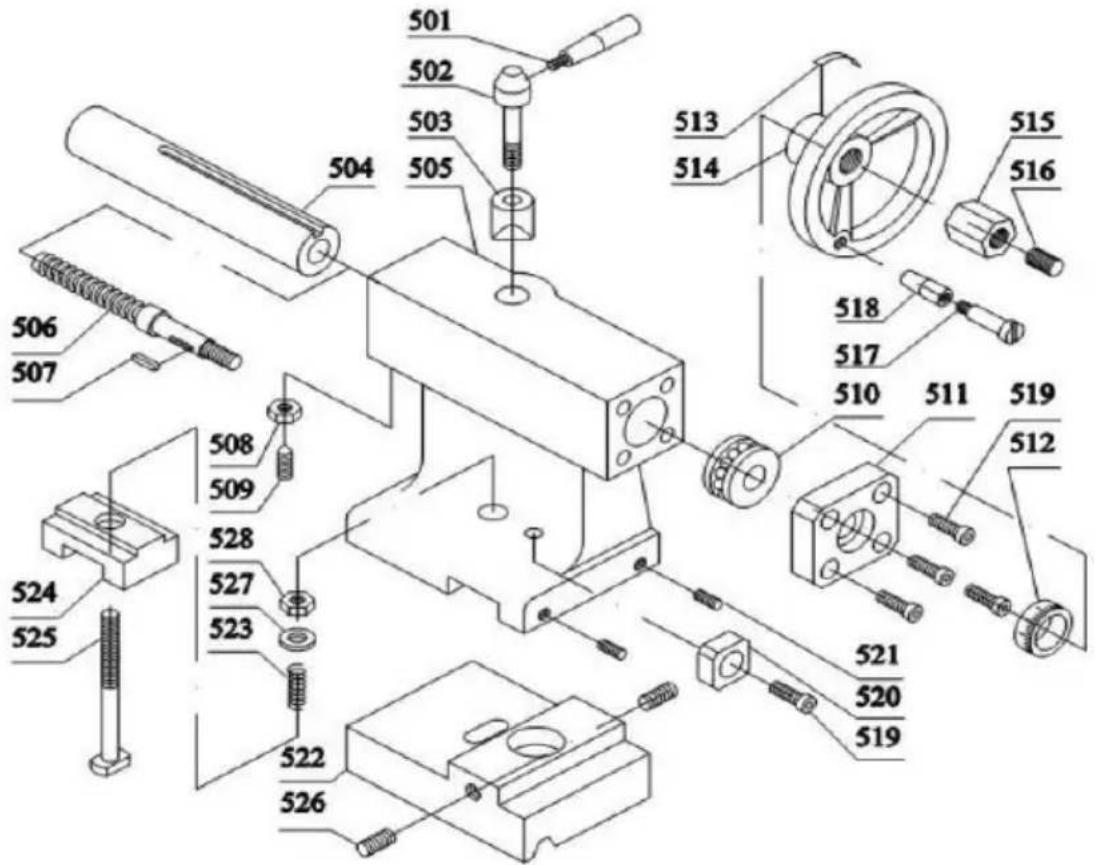
| strony NIE. | Opis | specyfikacja | Ilość | strony NIE. | Opis | specyfikacja | Ilość | |
| 501 | duży | 1 | 515 | Nakrętka | M8 | 1 | ||
| 502 | duży opierać | 1 | 516 | śruba | M8X6 | 1 | ||
| 503 | Lok opierać | 1 | 517 | duży śruba | 1 | |||
| 504 | rękaw | 1 | 518 | duży rękaw | 1 | |||
| 505 | ogon | 1 | 519 | śruba | M5X12 | 1 | ||
| 506 | Ołów śruba | 1 | 520 | ModyfikacjaBIOCK | 1 | |||
| 507 | klawisz | A3X3X8 | 1 | 521 | śruba | M6X12 | 1 | |
| 508 | Nakrętka | M6 | 1 | 522 | Opierać | 1 | ||
| 509 | śruba | M6X14 | 1 | 523 | wiosna | 1 | ||
| 510 | Łożysko | 51100 | 1 | 524 | WzmacnianiePijany | 1 | ||
| 511 | Mieszkania | 1 | 525 | Boit | M10X70 | 1 | ||
| 512 | Kollar | 1 | 526 | śruba | M6X16 | 2 | ||
| 513 | wiosna | 1 | 527 | pralka | D 10 | 1 | ||
| 514 | Koło ręczne | 1 | 528 | Nakrętka | M10 | 1 |
VEVOR®
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i Certyfikat e-gwarancji
www.vevor.comlwsparcie
VEVOR®
TOUGH TOOLS, HALF PRICE




