
WM210V-L - Metalldrehmaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts WM210V-L Vevor als PDF.

| Produkttyp | Metalldrehmaschine |
| Marke | Vevor |
| Modell | WM210V-L |
| Abmessungen (L × B × H) | 1200 × 340 × 360 mm |
| Nettogewicht | 79 kg |
| Bruttogewicht | 90 kg |
| Stromversorgung | 110 V ~ 60 Hz oder 220-240 V ~ 50 Hz, einphasig, 750 W |
| Motor | Gleichstrommotor 83ZY005A, 750 W |
| Spindeldrehzahlbereich | 50 - 2500 U/min (variabel) |
| Ausladung über Bett | 210 mm |
| Ausladung über Querschlitten | 110 mm |
| Spitzenweite | 735 mm |
| Spindelbohrung | 38 mm |
| Spindelkegel | MT3 |
| Reitstockkegel | MT2 |
| Längsweg (Schlitten) | 736 mm |
| Querweg (Kreuzschlitten) | 75 mm |
| Oberer Weg (Oberschlitten) | 55 mm |
| Metrische Gewinde | 14 Steigungen: 0,3 bis 3 mm |
| Zollgewinde | 10 Steigungen: 10 bis 44 Gänge pro Zoll |
| Enthaltenes Zubehör | 3-Backenfutter, Spitzen MT3/MT2, Schlüssel, Öler, Riemenscheiben |
| Sicherheit | Not-Aus-Taste, Werkzeugschutz, Antriebswelle |
| Wartung und Reinigung | Späne reinigen, Führungen mit 20W-Öl schmieren, Zahnräder fetten |
| Ersatzteile / Reparierbarkeit | Ersatzteile erhältlich auf vevor.com/support |
Häufig gestellte Fragen - WM210V-L Vevor
Benutzerfragen zu WM210V-L Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Metalldrehmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch WM210V-L - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. WM210V-L von der Marke Vevor.
BEDIENUNGSANLEITUNG WM210V-L Vevor
Technischer Support und E-Garantie-Zertifikat www .vevor.com/support
DREHBANK ANWEISUNG HANDBUCH
MODELL:WM210V-L
Wir weitermachen Zu Sei engagiert Zu bieten Du auchst mit wettbewerbsfähig Preis .
"Speichern Half", "Half Preis" oder andere ähnliche Ausdrücke gebraucht von uns nur repräsentiert ein
Schätzung der Ersparnisse, die Sie durch den Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen Unternehmen erzielen könnten.
Top-Marken und nicht bedeutet notwendigerweise alles Kategorien von toolst angeboten von uns. Sie
Sind freundlicherweise daran erinnert, sorgfältig zu überprüfen, wenn Sie Eine Bestellung bei uns aufgeben wenn du Sind
tatsächlich sparen half im Vergleich mit den Top-Großmarken.
VEVOR®
TOUGH TOOLS, HALF PRICE
DREHBANK
MODELL:WM210V-L

Haben Produkt Fragen? Brauchen technisch Unterstützung? Bitte Gebühr I frei Zu Kontakt uns:
Technischer Support und E- Garantie - Zertifikat www .vevor .com / support
Das ist das Original Anweisung, Bitte alles lesen Handbuch Anvorsichtig vor dem Betrieb. VEVOR behält sich eine klare Interprei unserer Benutzerhandbuch. Das Aussehen des Produkts soll unterliegen Die
Produkt Sie erhalten. Bitte verzeihen Sie uns, dass wir nicht euch nochmal Wenn Es gibt Technologien oder Software Update
unserer Produkt.
MATTERSNEEDINGATTENTION
Der Informationen in diesem Handbuch ist beabsichtigt als A Führung Zu den Betrieb dieser Maschinen und bildet nicht Teil von Vertrag. D darin enthaltenen Daten wurden erhalten von der Maschine Hersteller Und
aus andere Quellen. wir streben Zu sicherstellen Die Genauigkeit vor Information
und versuchen, jeden Artikel und alle Daten zu überprüfen, Aber Wir nicht Garantie Die volle Richtigkeit der Informationen, die bedeutet, das die gelieferte Ausrüstung im Detail von der Beschreibung in der Anleit abweichen kann. Außerdem,
Entwicklung der Maschine kann bedeuten, dass die gelieferte Ausrüstur Mai unterscheiden sich im Detail von den hier beschriebenen.
Verantwortung deshalb Es liegt in der Verantwortung des Benutzers, si davon zu überzeugen, dass das Gerät oder Prozess beschrieben Ist f den Zweck geeignet beabsichtigt.
QUALITÄTSSICHERUNG
wir werden unternehmen alle Anstrengungen, um die Qualität unserer Produkte sicherzustellen, und Wir
Wir versprechen den Verbrauchern, dass wir auf unsere Produkte eine Garantie von einem Jahr gewähren, mit Ausnahme von
Maschinenschäden durch unsachgemäße Bedienung durch Kunden und daraus resultierende Unfälle oder durch anormalen Verschleiß und Schäden von lack von Wartung.
Um die Garantieverpflichtung zu erfüllen, muss das Produkt oder Teil Qualität Probleme, bitte zur Überprüfung an uns zurücksenden, Porto vorausbezahlt. Waren gesendet zurück sollte begleitet werden durch eine Notiz mit dem Datum der kaufen Und A
schriftliche Erklärung zur Qualität des Produkts. Nach unserer Inspektio Und
MATTERSNEEDINGATTENTION
Bestätigung, wir werden ihre Produkte reparieren oder ersetzen oder d Kaufpreis zurückerstatten; Wenn wir nicht in der Lage sind, Reparatur Ersatz rechtzeitig Weise werden wir tragen die Kosten für die Reparat oder den Ersatz der Produkte; Wenn das
Schaden ist nicht wegen der Qualität des Produkts, Aber fällig Zu Die Benutzer unsachgemäßer Bedienung oder aus anderen Gründen, werden die Kosten Sei getragen von Die Kunde.
unser Unternehmen Reserven Die Rechts Zu machen Änderungen Zu Das Spezifikation und Produktspezifikationen. Wir werden uns kontinuierlich bemühen, die
Qualität unserer Produkte.
All Rechte vorbehalten. Reproduktion oder Vervielfältigung ist nicht erlaubt ohne Erlaubnis.
SICHERHEITSHINWEIS
| Symbol | Symbol Beschreibung |
 | Warnung - Zu reduzieren die Verletzungsgefahr, Benutzer muss gelesen werden Bedienungsanleitung vorsichtig . |
 | Dieses Symbol, vor einem Sicherheits Kommentar, zeigt A Art von Vorsichtsmaßnahme, Warnung oder Gefahr. Ich ignoriere diese Warnung kann dazu führen ein Unfall. Um die Verletzungsgefahr, Feuer, oder Stromschlag, bitteBefolgen Sie immer die Empfehlung angezeigt unten. |
 | Gefahr!Risiko einer Personenschädigung Personen- oder Umweltschäden! Risiko von elektrisch Schock! Risiko einer Personenschädigung Verletzung von electric Schock! |
 | Wechselstrom |
 | Vorsicht vor Klemmen |
 | Warnung- Tragen Sie unbedingt einen Gehörschutz, wenn mit diese Produkt. |
 | Warnung- Tragen Sie unbedingt Augen Protektoren, wenn mit diese Produkt. |
 | Tun nicht lege deine Hände in die Schutzvorrichtung, wenn Masch funktioniert |
 | Kein Eintrag automatisch Maschinenindustrie in Betrieb Autorisiert nur Personal |
 | Tun nicht gefüllt während Betrieb |
 | Tun nicht drehen während reparieren |
 | Kein Ermüdungsbetrieb |
 | Die Operation Ist NEIN Telefonanrufe |
 | Entsorgung Information:Das Produkt unterliegt der Bereitstellung von europäischen Richtlinie 2012/ 19/ EG . Die Symbol zeigt A Wheelie bin gekreuzt durch zeigt an, dass die Produkt erfordert separate Müllabfuhr In Die europäisch Union. Dies gilt für die Produkt- und alles Zubehör mit diesem Symbol gekennzeichnet. Produkte gekennzeichnet als solch Mai nicht Seiverworfen mit normaler Hausmüll, Aber muss genommen werden, um A Sammlung Recycling-Stelle für Elektro- und Elektronik- Altgeräte elektronisch Geräte |

WARNING: Lesen Sie alle Sicherheitshinweise, Anweisungen, Illustrationen und Spezifikationen, die im Lieferumfang dieser Maschine enthalten sind. Nichtbefolgen aller Anweisungen Unten aufgeführt kann zu Ergebnissen führen zu Stromschlag, Feuer und/oder ernst Verletzu
speichern alle Warnungen Und Anweisungen für Zukunft Referenz.
- Die Maschine sollte ich auch verwendet werden von erfahren Persor Wenn du Sind nicht vertraut mit dem Betrieb des lathe, nicht verwenden Die
Maschine nach Belieben. verwenden Sie die Anweisungen vor in Betrieb.
-
Bevor Sie die Maschine starten, muss die Sicherheitsabdeckung in d richtigen Position sein. Position.
-
Bevor Sie die Maschine einschalten, überprüfen Sie bitte, ob die Maschine ausruhen Schraubenschlüssel und Bohrfutterschlüssel Sind ENTFERNT.
-
Verhindern Sie, dass die Maschine unbeabsichtigt anläuft. Schalten den Motor ab vor dem Einspannen des Werkstücks bzw. zu I.
-
Nicht Gewalt schneiden. Schneiden nach Zu Die Satz Schneider Geschwindigkeit, Schnitt Tiefe und Vorschubgeschwindigkeit.
-
Nutzung Die Rechts auch . verwenden Die richtig auchich oder Werkstück für Bearbeitung .
-
Halten Sie das Werkzeug sauber und scharf, um eine normale Und sicheren Betrieb. Schmieren und Ersetzen Sie Zubehör regelmäßig.
-
Bevor Sie die Maschine einstellen oder reparieren, Sicher Zu trennen Die Stromversorgung.
-
Bitte überprüfen Sie die Sicherheitsleistung der Maschine vor dem Es.
Überprüfen Sie die Leistung aller Bewegen Teile. All Teile müssen installiert richtig. Beschädigte Teile müssen repariert werden umgehend.
-
wenn die Maschine läuft, muss der Bediener nicht Ich gehe.
-
Halten Sie den Arbeitsplatz sauber, schmutzige Arbeitsumgebung is leicht zu führen zu Unfällen.
-
Tun nicht Benutzen Sie die Maschine nicht in gefährlichen Umfeld Nicht an feuchten Orten arbeiten. Sicherstellen Das elektrilsch Komponenten sind vor Feuchtigkeit geschützt. Gut Beleuchtung.
-
Kindern ist der Zutritt zur Arbeitsstätte untersagt. Nicht operierende Personal sollte Halten Sie einen Sicherheitsabstand zum Arbeitsbereich.
-
Um Kinder vom Arbeitsbereich fernzuhalten. Die Tür sollte Sei Gewenn Ich verlasse die Werkstatt.
-
Kleiden Sie sich angemessen. Tragen Sie keine weite Kleidung, Handschuhe, Krawatten, Ringe,
Armbänder, Schmuck usw. Um auf der sicheren Seite zu sein, Undeiner willen der Sicherheit, tragen Rutschfeste Schuhe. Wenn du haben Lange Haare, bitte tragen Sie eine Arbeitshose h bei.
- Tragen Schutz glasse Wann betriebsbereit.
- achten Sie darauf, wo Sie stehen und halten Sie Ihre Bilanz bei mal.
-
Tun nicht Platzieren Sie Ihre Hände in der Nähe der sich bewegte Teile der Maschine.
-
Tun nicht Führen Sie keine Einstellvorgänge durch, während die Maschine läuft.
- Lesen und verstehen Sie alle Warnsignale veröffentlicht auf der Maschine.
- Dieses Handbuch dient ausschließlich dazu, Kunden mit der Bedienung vertraut zu machen. der Maschine und ich bin nicht ein Ausbildung Handbuch.
- Bitte beachten Sie diese Warnungen, da es sonst zu schweren Verletzungen kommen kann. Mai Ergebnis.
- Die Maschine wird produzieren einige schädliche Chemikalien in der Arbeit von Staub, Sägen, Schleifen und Bohren durch Schleifen. Z Reduzierung der Schaden dieser Chemikalien, Bitte arbeiten Sie an einem gut belüfteten Ort Ort und Verschleiß Sicherheitseinrichtungen wie Partikelfiltermasken.
TECHNISCHE PARAMETER
| Typ Nummer | WM 210V-L |
| Kapazitäten | |
| Swing über Bett | 210 mm |
| schwingen über kreuzen Seite | 110 mm |
| Distanz Zwischen Zentren | 735 mm |
| Breite von Bett | 100 mm |
| Spindelstock | |
| Loch durch Spindel | 38 mm |
| Verjüngung in Spindel Nase | MT 3 |
| Anzahl der Spindeldrehzahlen | Variable |
| Spindeldrehzahlbereich | 50-2500 U /min |
| Fütterung und Einfädeln | |
| Anzahl der Metriken Threads | 14 |
| Reichweite Metrisch Themen | 0,3~3 mm |
| Nummer von 1 mperil Themen | 10 |
| Reichweite von 1 mperil Themen | 10~44T.PI |
| Längenbereichl Füttern | 0,1~0,20 mm |
| zusammengesetzt und Wagen | |
| Auch ich Beitragstyp | 4 |
| Maximale Verbindungenlide T ravel | 55 mm |
| Maximale Seite Reise | 75 mm |
| Maximale Beförderung Reisen | 736 mm |
| Reitstock | |
| Tail Stockspindel Travell | 60 mm |
| Verjüngung im Tail-Lager Spindel | MT 2 |
| Verschiedenes | |
| Hauptsächlich Motor | 110 V ~ 60 Hz / 220-240 V - Hz , 1 Ph /750W, |
| Länge, Breite und Höhe | 1200×340×360 ( mm ) |
| Produktgewicht | Nettogewicht: 79 kg ; Bruttogewicht: 90 kg |
| Packungsgröße | 1230*460*450 mm |
Die allgemeinen Informationen in dieser Spezifikation Ist nicht Bindung.
Standard Zubehör
Zubehör im Werkzeugkasten (Abb. 1)
Fig.
1 Toter Punkt MT5
1 Toter Punkt MT2
3 Zul Post Schlüssel
1 oil Pistole
1 Kreuz Schraubendreher
1 Fiat-Schraubendreher
1 Drei Kiefer Futter
3 Doppelt Ende Kopfschlüssel
5 Hex Buchse Schraubenschlüssel
8 Riemenscheibensatz (30T, 33T, 35T, 50T, 52T, 40T, 60T, 66T)
besonders Zubehör ( Zubehör Das erfordern zusätzlich Zahlung )
Vier Backenfutter und zurück Torte (Verbindungsplatte)
Hallo ausruhen
Mittelrahmen Hintere Scheibe
Unzusammenhängende Festplatte
Auch ich ruhe mich aus Schutz Abdeckung
Schutz für Leitspindeln Abdeckung
Auch umdrehenl
Bohrfutter und Verbinden Stange
- Beenden Entfernen der Holzkiste aus der Umgebung des lathe
- Überprüfen Sie alle Zubehörteile der Maschine gemäß zur Verpackung Ich bin.
- Lösen Sie den Beutel aus der Transportkiste unten.
- Wählen Sie einen Ort für die lathe, die Ist dray, hat Gut Ich kän Und hat genug Platz, um Service Die lathe An alles vier Seiten.
- mit geeigneten Hebezeugen, langsam Heben Sie den Versandpreis an Kiste unten. Tun nicht Heben von Spindel. Stellen Sie sicher, d lathe ausgewogen vor Umzug zu robust Bank oder Ständer.
- Um ein Verdrehen des Bettes zu vermeiden, Standort muss absolu sein Und Ich ebene. Befestigen Sie den Akkuschrauber am Ständer verwendet). 1f mit A Bank, durch bolt für beste Leistung.
- alles reinigen rostgeschützte Oberflächen durch A mild kommerziell Ivent,
Kerosin oder Dieselkraftstoff. Tun nicht Verwenden Sie Farbverdünner Benzin oder Ilacker
Verdünner. Diese beschädigen lackierte Oberflächen. Alle gereinigten Oberflächen mit einem dünnen Film abdecken. von 20W Maschinenö - Entfernen Sie die Endgetriebeabdeckung. Reinigen Sie alle Komponenten des Endes Gang Montage und Beschichtung aller Getriebe mit schweren, nicht schwingend Fett.
FOUNDATIONDRAWING
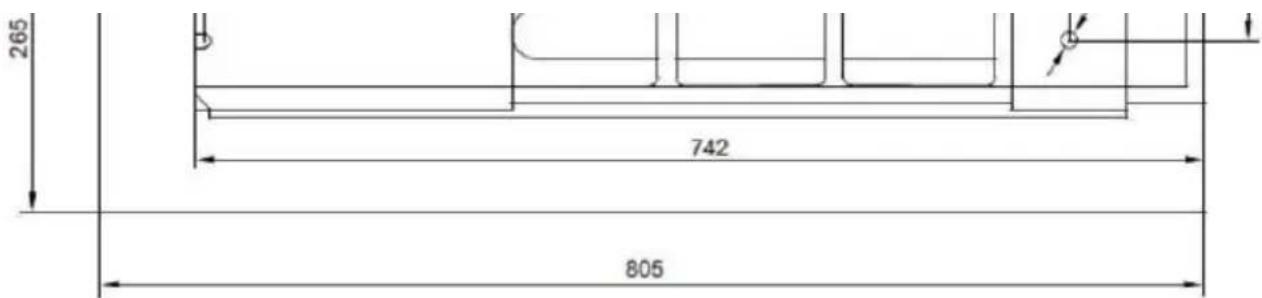
Feige. 2
General Description
Drehbank Bett (Abb. 3)
Der Das Bett ist aus hochwertigem Eisen. Von Kombinieren hoch Wangen mit starke Querrippen, ein Bett von Geringe Vibration Und Steifigkeit Ist hergestellt. Es
integriert den Spindelstock und die Antriebseinheit, zur Befestigung der Schlittens und Leitspindel. Die beiden präzisionsgeschliffenes V - seitlich verstärkt durch Hitze
Härten und Schleifen, sind die genaue Führung für den Schlitten und das Heck. Bestand. Die wichtigsten Der Motor ist an der Rückseite d Dheft Seite der Bett.

Der Der Spindelstock ist aus Hochwertiges, vibrationsarmes Gusseisen Ist Mit vier Schrauben am Bett befestigt. Der Spindelstock beherberg Hauptspindel mit zwei Präzisions-Kegelrollenlager und die fahren Einheit Der Hauptspindel überträgt das Drehmoment beim Drehen Es dient außerdem zur Aufnahme von Werkstücken und Spannmitteln (z. B. 3-Backen-Futter).

Schlitten ( Abb . 5)
Der Wagen ist hergestellt aus hochwertige Gussteile Eisen. Die Seite sind
glatt geschliffen. Sie passen das V auf das Bett ohne spielen. Der ungleiten Teile können leicht und einfach verstellt werden. Die Querseit Ist montiert An Die Beförderung und bewegt sich auf einer
schwalbenschwanzförmigen Seite. im Kreuz Seite Mai Sei mit den Keil eingestellt.
Sie die Querschiene bequem positioniert Handrad. Es gibt einen abgestuften Kragen auf der Handrad.
A auch in vier Richtungenlich poste ist auf der Oberseite angebracht ermöglicht vier zuls Zu Sei
geklemmt. Lösen Sie den mittleren Klemmgriff, um eines der vier Werkzeuge in Position.

Die Schürze wird montiert auf dem Bett. Es beherbergt die half Nuss mit ein Einrasthebel zum Aktivieren des automatischen Vorschubs. Die Halbmuttern können Sei von außen verstellt werden .
Ein Gestell, auf dem Bett montiert, und ein Ritzel betrieben von Hand An Die Der Schlitten ermöglicht eine schnelle Bewegung der Schürze.

Der Leitspindel (A, Abb.7) ist montiert auf der Vorderseite des Maschiet Bett. Es Ist für den automatischen Vorschub mit dem Getriebe links verbunden und wird unterstützt durch mit Bezug auf beiden Enden. Die Sechskantmutter (B, Abb. 7) auf dem rechtes Ende Ist entworfen Zu aufnehmen spiel weiter Die Dh Anzeige schrauben.
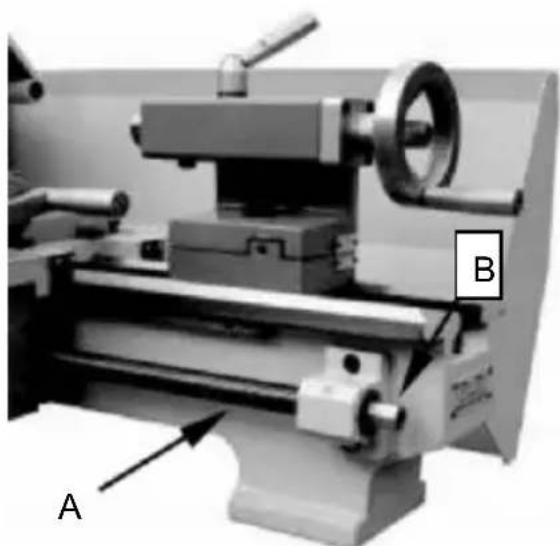
Der hintere Schaft gleitet auf einer V-förmigen Führung und dürfen Se festgeklemmt an beliebig Standort. Die Der Aktienkurs hat eine Hochleistungsspindel mit Morsekegel NEIN. 2 Buchse Und A Die Spinde kann geklemmt werden bei beliebig Standort mit A Klemmhebel. Die Spindel wird bewegt mit einem Handrad bei Die End der tailstock.

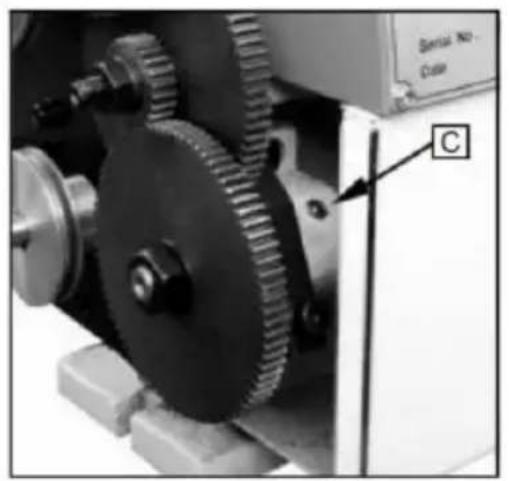
Die Befestigungsschraube (C, Abb. 8) am Ende der lathe In Um verhindern der Reitstock fällt nicht von der Spindel ab Bett.
operating equipment
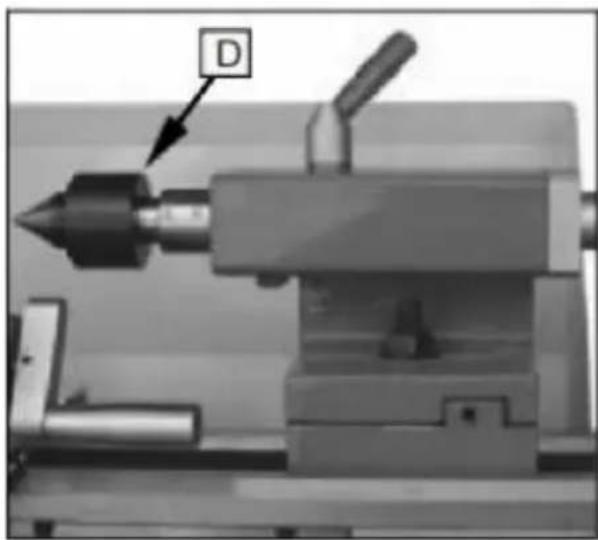
1. Notfall Taste: EIN/AUS-Schalter (D, Abb. 9)
Der Das Ein- und Ausschalten der Maschine erfolgt über die ON/OFF-Taste. Zum Anhalten drücken alles Maschinenfunktionen. Zum Neustarten heben Sie die Abdeckung an und drücken AN Taste.
2. umstellen Schalter (E, Abb. 9)
Nach dem Einschalten der Maschine den Schalter auf Position „F“ stellen für Spindel gegen den Uhrzeigersinn Drehung (vorwärts). Drehen Sie den Schalter auf „R“
Position für rechtsdrehende Spindel Drehung (rückwärts) Die Position „bedeutet AUS und der Spindel bleibt im Leerlauf.
3. Variable Geschwindigkeit Kontrolle Schalter (F, Abb . 9)
Drehen Sie den Schalter im Uhrzeigersinn, um die Spindeldrehzahl zu erhöhen. Die schalten gegen den Uhrzeigersinn, um die Spindeldrehzahl zu verringern. mögliche Geschwindigkeit Die Reichweite ist abhängig von der Position des Laufwerks sei es.
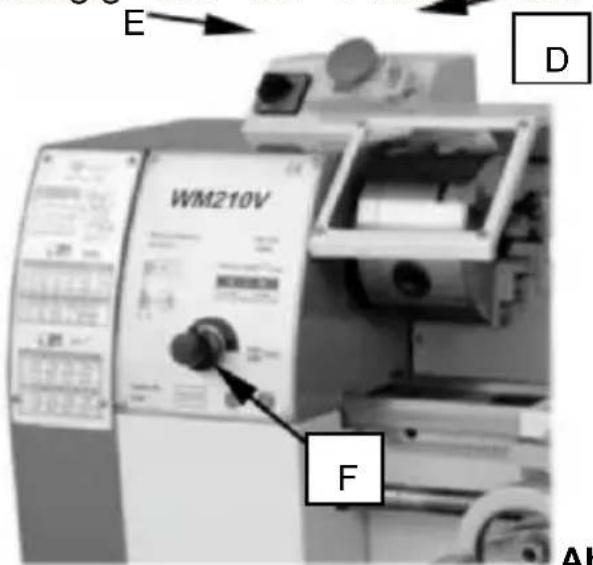
Abb . 9
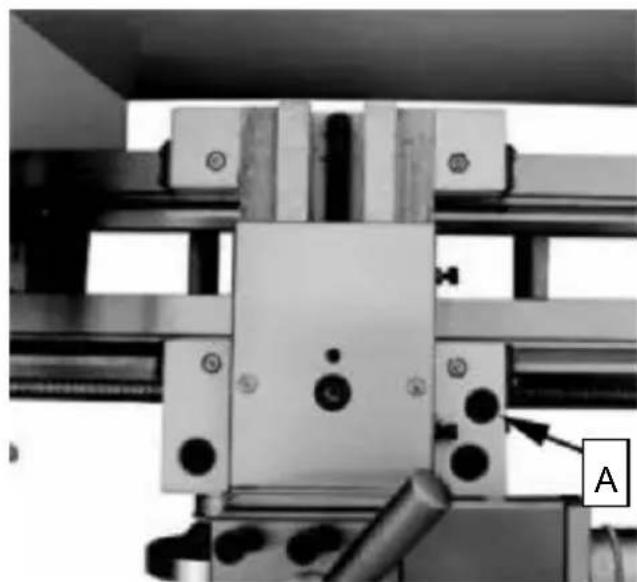
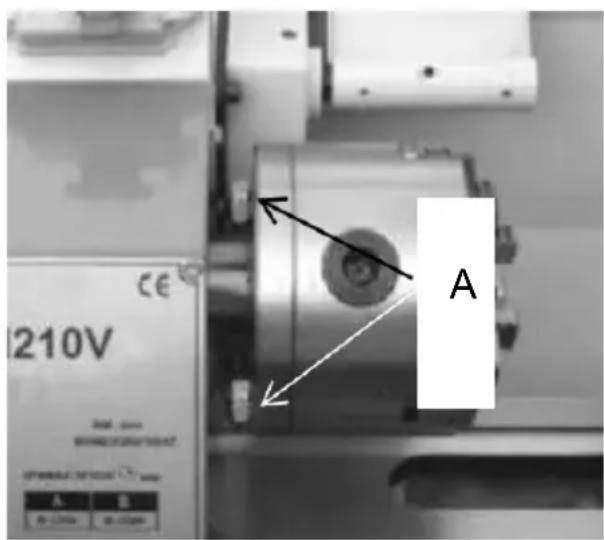
4 . Wagenverriegelung
Drehen Sie die Innensechskantschraube (A, Feige. 10) im Uhrzeigersin Und anziehen Zu lock. Drehen
gegen den Uhrzeigersinn drehen und lösen, um entriegeln.
Achtung: Die Feststellschraube des Wagens muss Sei UN
Gesperrt vor dem Eingreifen automatische Feeds oder Schäden an lathe Es können Störungen auftreten.
Drehen Sie das Handrad im Uhrzeigersinn, um die Schürze zu beweg Montage zu Die tail Lager (rechts). Drehen Sie das Handrad gegen Uhrzeigersinn, um die Schürze bewegen Baugruppe in Richtung Spindelstock (links).
6. kreuzen Traverse Hebel (c, Abb. 11)
Im Uhrzeigersinn Durch Drehung wird die Querschiene in Richtung Rückseite des Maschine.
7. Halbe Nuss Engagieren Hebel (D,Abb. 11)
Zum Einrasten den Hebel nach unten bewegen. Bewegen Sie den immer bis zu lösen.
8. Verbindung Ausruhen Traverse Hebel (E, Abb. 11)
Drehen Sie im oder gegen den Uhrzeigersinn, um zu verschieben oder Position.
9. Werkzeug Post Klemmung Hebel (F, Abb. 11)
Zum Lösen gegen den Uhrzeigersinn drehen, zum Festziehen im Uhrzeigersinn. Drehen Sie den auchlich poste, wenn die Ich er Ist entsperrt.
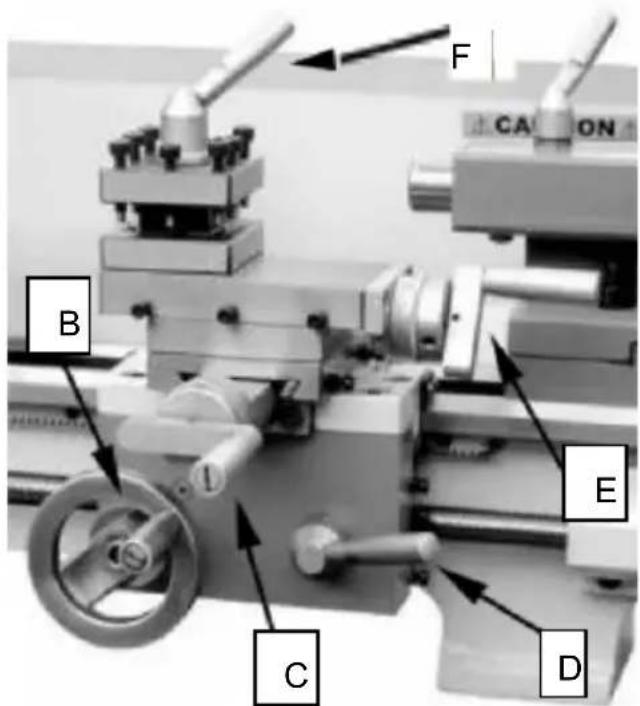
Fig.11
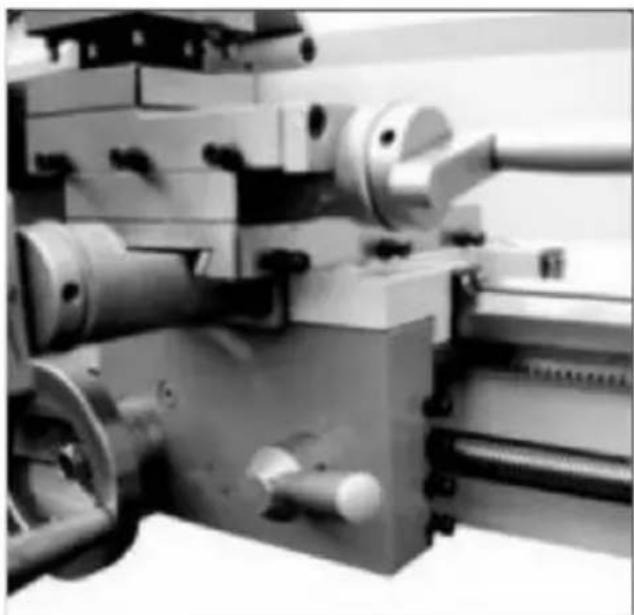
10 . Schwanz Aktie Klemmung Schraube (G, Abb . 12)
Drehen Sie die Sechskantmutter im Uhrzeigersinn, um lock und gegen Uhrzeigersinn Zu entriegeln.
11. Schwanz Aktie Feder Klemmung Hebel (H, Abb. 12)
Drehen Sie den Hebel im Uhrzeigersinn, um die Spindel zu verriegeln. Und gegen den Uhrzeigersinn Zu entriegeln Es.
12 Reitstock Pinolentraverse Handrad (I, Abb. 12)
Durch Drehen im Uhrzeigersinn wird die Spindel vorgeschoben. Gegen den Uhrzeigersinn drehen, um einfahren Die quill.
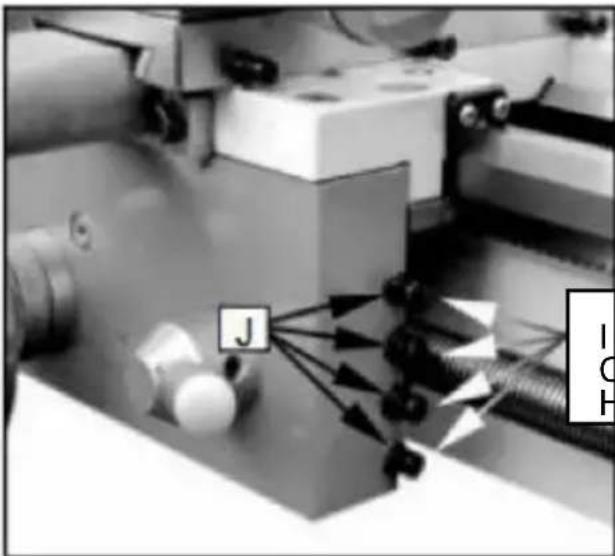
13 . Schwanz Aktie aus - gesetzt Einstellung (J, Abb . 12)
Drei Stellschrauben an der Basis des Schwanzschafts dienen zum Versetzen des Schwanzes Schaft zum Kegelschneiden. Feststellschrauben am hinteren Schaft lösen Ende. Lösen Sie einen seitliche Stellschrauben während Sie die andere festziehen, bis der Betrag des Offsets Ist auf der Skala angegeben. Festziehen schrauben.
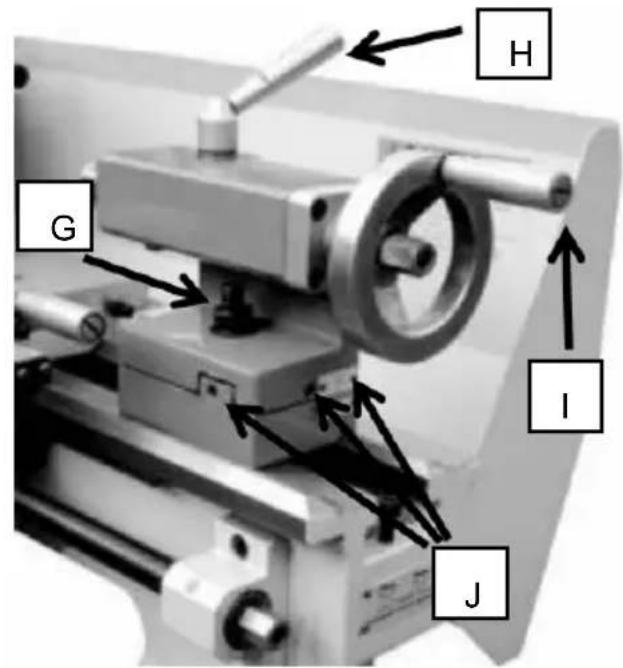
Fig . 1
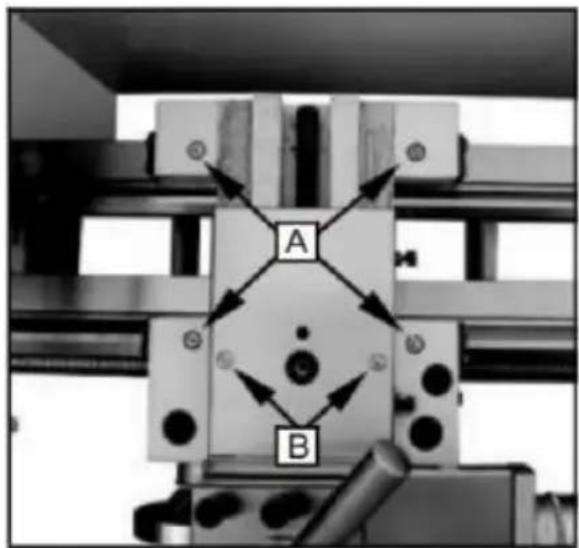
Ersatz von Futter
Der Kopfspindel Die Halterung ist zylindrisch. Drei Stellschrauben locke Und Nüsse (A, Feige. 13 nur zwei sind dargestellt) auf der Ich bin (Futter Flansch Zu Das Bohrfutter abnehmen. Das neue Bohrfutter einsetzen und festmachen Es mit dem gleichen Satz Schrauben Und Nüsse.
Camp die Wende zu den auchich Halter.
Das Werkzeug muss fest eingespannt sein. Beim Drehen muss das Werkzeug hat eine Tendenz zum Verbiegen unter der bei der Spanbil entstehenden Schnittkraft.
Für beste Ergebnisse sollte auch der Überhang Sei gehalten auf eine Minimum von 3/8" oder Keine Ahnung.
Der Schnittwinkel ist richtig, wenn die Schneide Ist im Einklang mit der Center Achse des Werkstückes. Die richtige Höhe des Werkzeugs kann erreicht werden von Vergleichen Sie den Werkzeugpunkt mit dem Punkt der mittig montierten im Schwanz
Aktie. Falls erforderlich, verwenden Sie Distanzscheiben aus Stahl unter dem Werkzeug, um erhalten Sie die erforderliche Höhe. (Feige. 14)
Geschwindigkeit ändern
- Die beiden Befestigungsschrauben (B, Abb.15) und entfernen Sie die Schutzhülle.
- Stellen Sie das V-Stück (C, Abb. 16) entsprechend ein.
- Spannrolle festziehen und festziehen Nuss wieder.
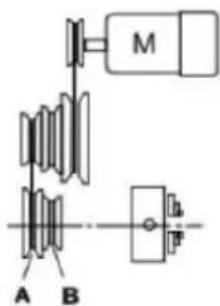
sP1NDLE sPEED √/min
| A | B |
| 50.1250 | 100.2500 |
Schürzenlauf, Querlauf und Oberseite Handradlich kann betrieben werden für Längs- oder Querfütterung. (Abb. 17)

Längsdrehen mit Auto.Fe ed
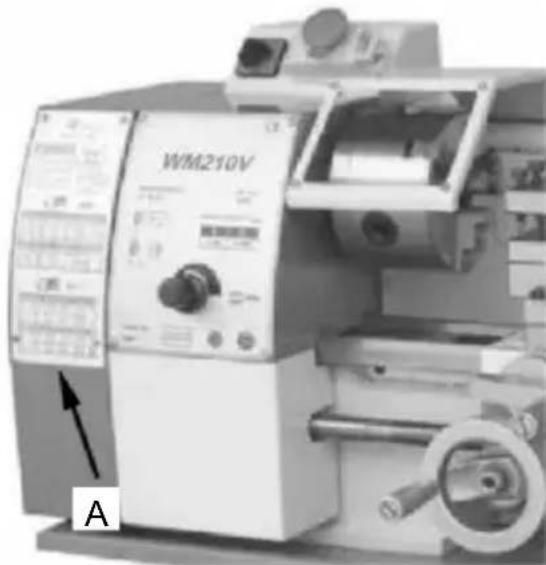
verwenden Sie die Tabelle (A, Abb . 18) am Drehschalter zur Wahl Vorschubgeschwindigkeit oder
die Gewindesteigung. Das Wechselrad muss verstellt werden, wenn der gewünschte Vorschub oder die gewünschte Gewindesteigung kann nicht erhalten Sie mit dem installiert Zahnradsatz.
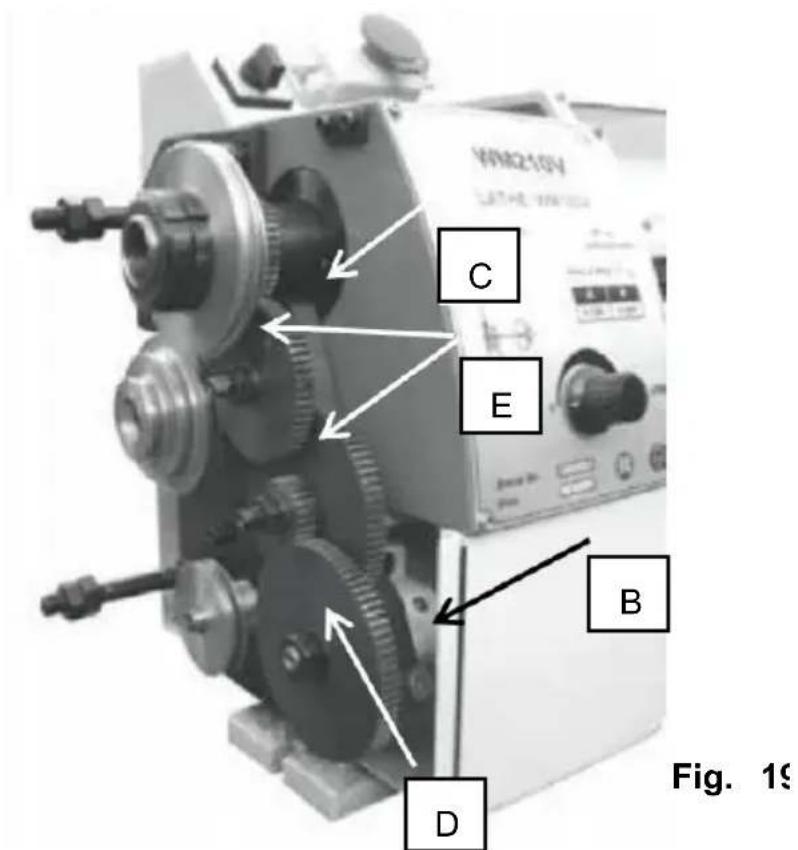
ändern Getriebe Ersatz
- Trennen Sie die Maschine von der Stromquelle.
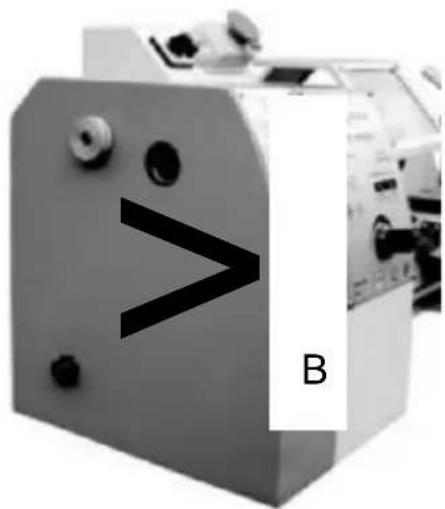
- Die beiden Befestigungsschrauben lösen und die Schutzabdeckung abnehmen.
- Lösen Sie die Feststellschraube (B, Abb. 19). auf der Quadrant.
- schwingen Sie den Quadranten (C, Feige. 19) Zu Die Rechts.
-
Die Mutter (D) abschrauben, Abb.29) von der Leitspindel oder der Nüsse (E, Abb.19) von den Quadrantenschrauben, um die ändern Getriebe von vorne.
-
Montieren Sie die Zahnradkupplungen gemäß der Gewinde- und Vorschubtabelle (Abb. 20). und schrauben Sie die Zahnräder wieder den Quadranten.
-
schwenken Sie den Quadranten nach links, bis das Zahnrad h beschäftigt wieder.
-
Das Spiel des Zahnrads durch Einsetzen des A normalal sie et v Papier als ein Einstell- bzw. Distanzhilfe zwischen den Zahnrädern.
-
Fixieren Sie den Quadranten mit der Feststellschraube .
-
Montieren Sie die Schutzabdeckung des Kopfstücks Und erneut verbinden Die Maschine an die Stromversorgung anschließen.
Teilungsplatte (Abb. 20)
GEWINDE UND FÜTTERUNGSTISCH
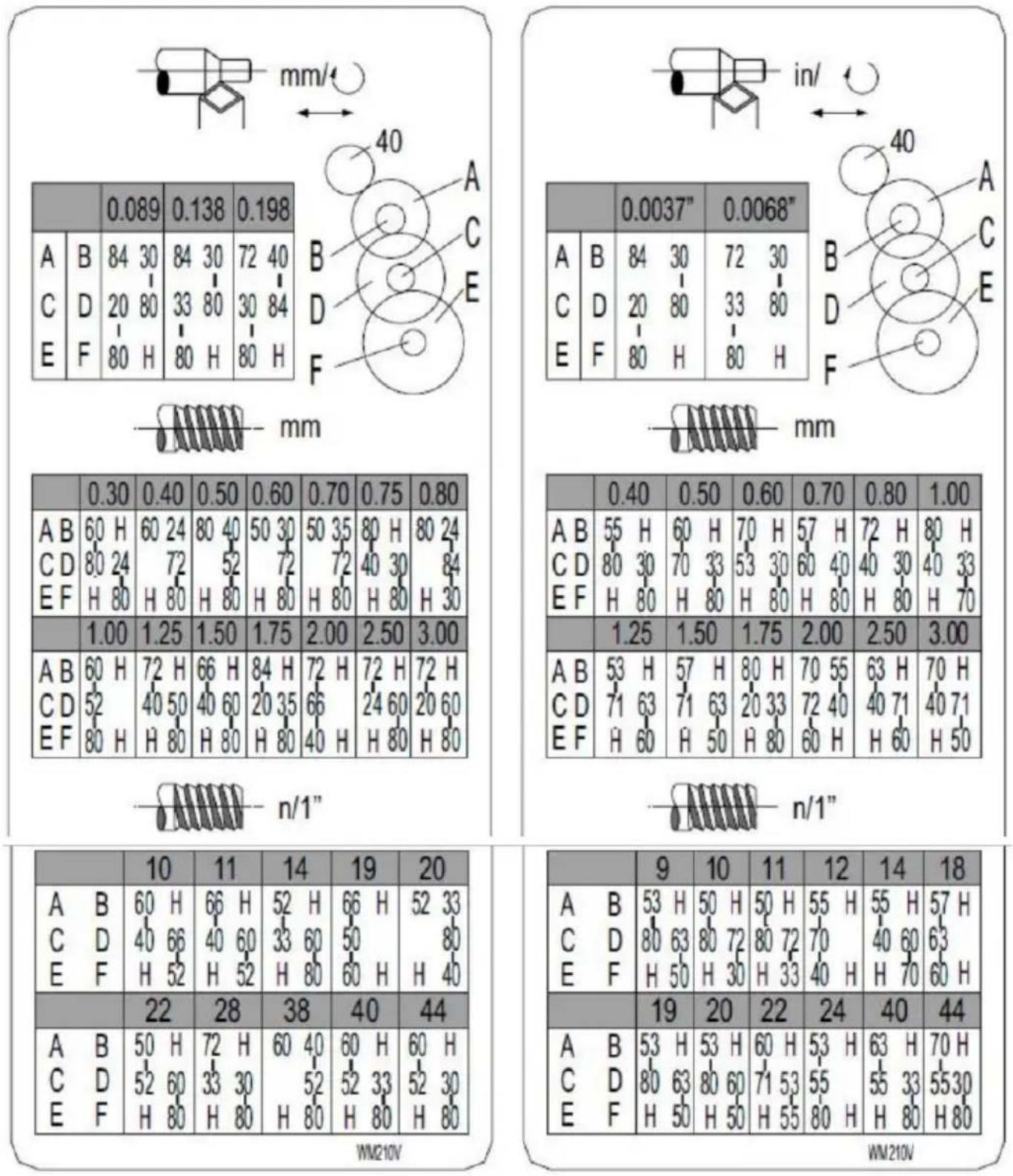
Feige . 20
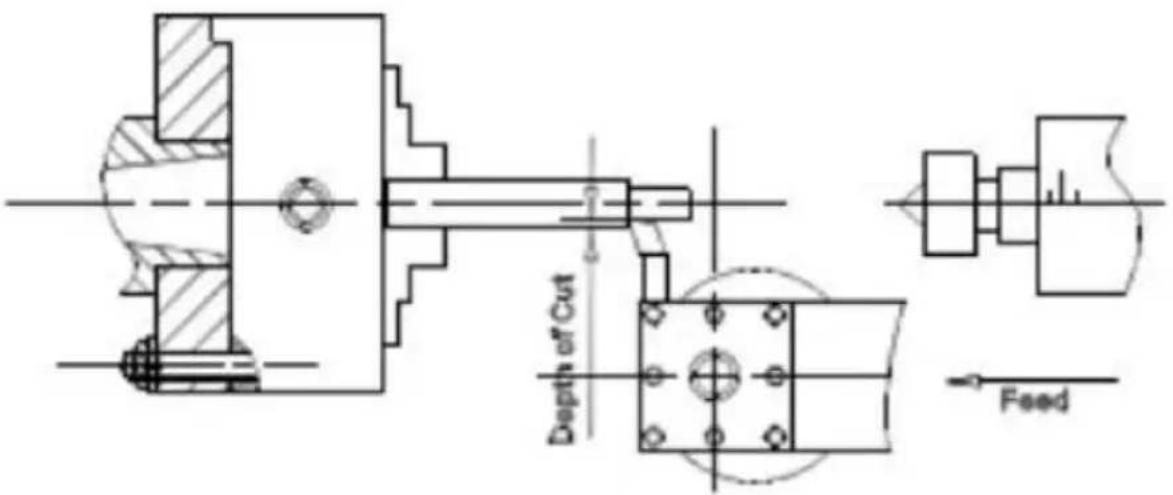
zylindrisch Drehen ( Abb . 21)
Bei der Längsdrehbearbeitung erfolgt der Werkzeugvorschub parallel zur Axt ist von
Drehung des Werkstückes. Der Vorschub kann entweder manuell durch Drehen des Handrad am Sattel oder an der Oberseite, oder vor aktivierend Die
automatischer Vorschub. Der Quervorschub für die Schnitttiefe wird erreicht mit dem Querseite.
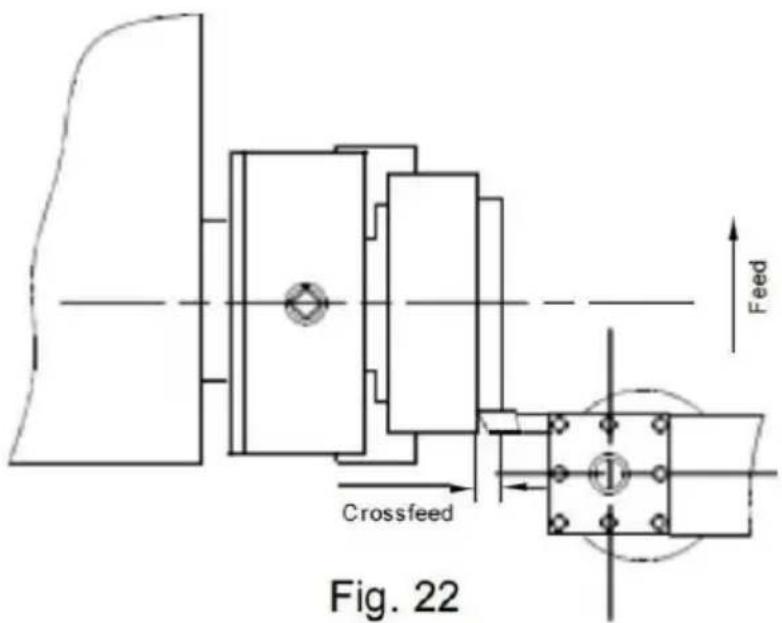
Bei der Planbearbeitung wird das Werkzeug senkrecht zur Achse des Drehung des Werkstückes. Der Vorschub ist gemacht Handbuch Ily m der Kreuzschiene Hand
Der Quervorschub für die Schnitttiefe erfolgt mit Die Spitze Seite oder lathe
Sattel.
Drehen: schlanker Schaft ( Abb. 23 )
Zum Drehen zwischen den Zentren, es ist notwendig zu entfernen Die Futter aus Die Spindel. Passen Sie die MT 3-Zentrale an in die Spir Nase Und Die MT 2 in den Reitstock ein . Das Werkstück mit dem Mitnehmerstift montieren zwischen die Zentren. Der Fahrer wird angetrieben von A fangen oder Gesicht Torte.
Hinweis: Always Tragen Sie eine kleine Menge Fett auf das He auf. Aktie Mitte, um ein Überhitzen der Mittelspitze zu verhinderr
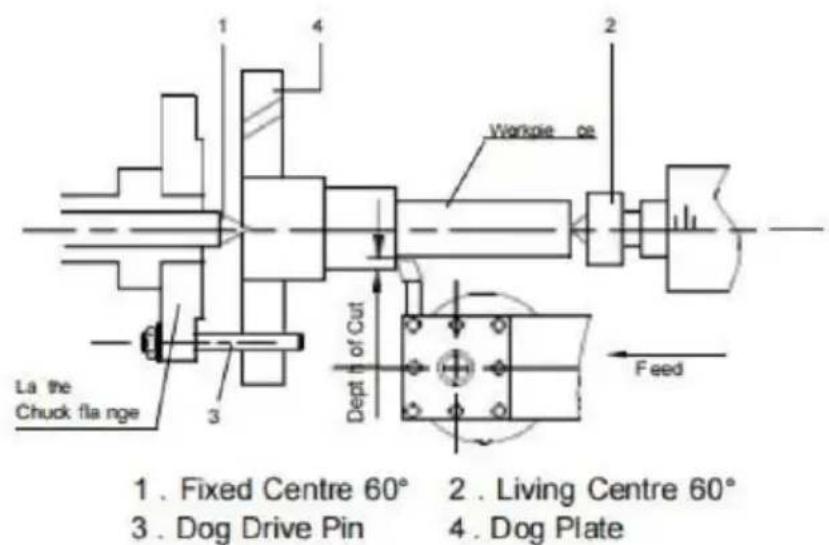
Fig. 23
Kegeldrehen mit Reitstock Nff-Ret
Passen Sie die Abweichung an zwischen der Mitte der Reitstockhülse und der Mitte der Spindel, um das Kegeldrehen abzuschließen . Der Winkel hängt von der Länge ab von des Werkstückes.
Um den Rückstand auszugleichen, Feststellschraube (A, Abb.24).
Die Stellschraube (B) herausdrehen, Abb.24) rechts Ende des Reitstock Lösen Sie die vordere Einstellschraube (C, Abb.24 ) und nehmen hoc das gleiche Menge von
durch Anziehen der hinteren Einstellschraube (D, Abb.24) bis zum gewünscht Verjüngung hat erreicht ist. Die gewünschte Quereinstellung kann auf der Skala abgelesen werden. ( E, Abb.24 ). Zuerst die Stellschraube (B, Abb. 24) Und Dann Die zwei ( vorne Und hinten) Einstellschraube zum Feststellen des Schwanzes In Position . Ziehen §
die Feststellschraube (A, Abb.24) des Reitstocks. Das Werkstück muss Sei held
zwischen den Zentren und angetrieben durch ein Gesicht plate und Treiber Hund.
Nach dem Kegeldrehen sollte der Reitstock in seinen ursprünglichen Zustand zurückversetzt werden Position entsprechend der Nullposition auf der Skala des Reitstocks. (E, Abb.24)
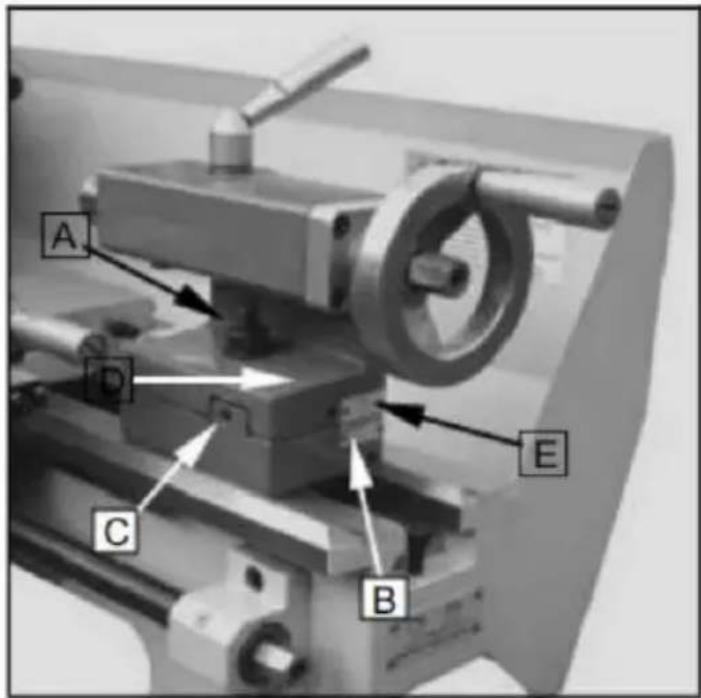
Fig. 24
Gewindeschneiden
Stellen Sie die Maschine auf die gewünschte Gewindesteigung ein (na Zu Die Einfädeltabelle , Abb . 20). Start Die Maschine Und engagiere Die half Nuss . wenn Die Wenn das Werkzeug das Teil erreicht, sch es den ersten Gewindedurchgang. Wenn das Werkzeug Wenn Sie das Ende des Schnitts erreicht haben , stoppen Sie die Maschine durch Drehen Die Motor aus und am
Gleichzeitig wieder das Werkzeug aus dem Teil herausziehen, so Das löscht Die Faden. Tun nicht Lösen Sie die Halbmutter lever. Kehren die Motorrichtung zu erlaube Die
Schneidwerkzeug, um zum Ausgangspunkt zurückzufahren.
Wiederholen Sie diese Schritte bis Du haben die gewünschten Ergebnisse.
ANMERKUNGEN
Beispiel: Außengewinde
- Der Werkstückdurchmesser muss haben wurde zu Die Durchmesser der gewünschtes Gewinde.
- Das Werkstück benötigt A Fase bei Die Anfang des Threads Und
ein Freistich am Gewinde laufen aus.
- Die Geschwindigkeit muss Sei als Oh je als möglich. Der ändern Getriebe muss haben wurde gemäß den erforderlich Tonhöhe.
- Der Faden Schneiden auchich muss Sei genau Die Probe Form als Die Faden, muss unbedingt sein rechteckig und so festgeklemmt, dass Es genau mit der Wendeeingabe übereinstimmt.
- Der Faden Ist produziert in verschiedenen Schneiden Schritte Also dass die Schneiden auchich muss komplett aus dem Gewinde herausgedreht werden (mit dem kreuzen Seite) bei das Ende jede Schnitts Schritt.
- Das Werkzeug wird zurückgezogen mit Die Leitung schrauben Nuss beschäftigt von invertierend Die Umschalter.
m ≈ halte die Maschine und füttere die Faden Schneiden auchich In Oh je schneiden Tiefe mit Hilfe der Querschiene. Vor jedem Durchgang Platzieren Sie die Oberseite Seite ca. 0,2 bis 0,3mm nach links und Rechts alternately In Befehl Z schneidet den Faden frei. Auf diese Weise wird das Fadenschneidewerkzeug An eins Fadenflanke bei jedem Durchgang. Schneiden Sie den Faden weiter frei, bis Du habe fast die volle erreicht des Lesens.
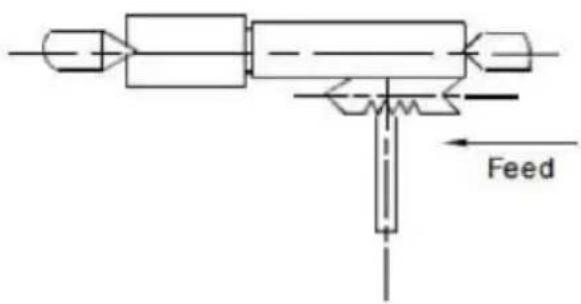
Fig. 25
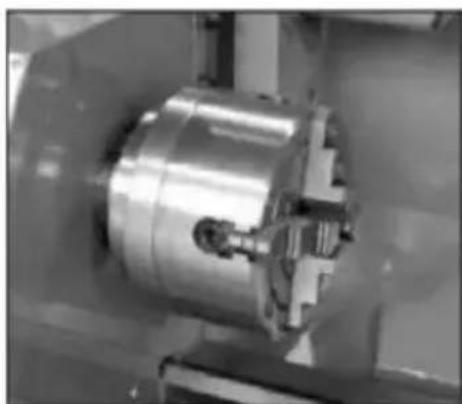
Drei Kiefer Universal- Drehbank Futter
mit diesem Universalfutter rundes und dreieckiges Quadrat sechseckig achteckig und zwölfeckige Aktien können festgeklemmt. (Abb. 26)
Hinweis: Neue Schuhe haben eine sehr enge Passform Kiefer. Dies is notwendig Zu sicherstellen genaues Spannen und lange Lebensdauer Leben- mit wiederholtem Öffnen Und Schließen der Die Backen passern sich automatisch an und deren Betrieb wird progressiv glatter.
Notiz:
Für das ursprüngliche 3-Backenfutter, das montiert auf dem BohrfutterD. Werk hat das Bohrfutter auf die beste Weise montiert, um zu gewährleisten Die halten Genauigkeit mit zwei "0" Markierung (A) A zeigt auf der Futter Und Spannfutterflansch.
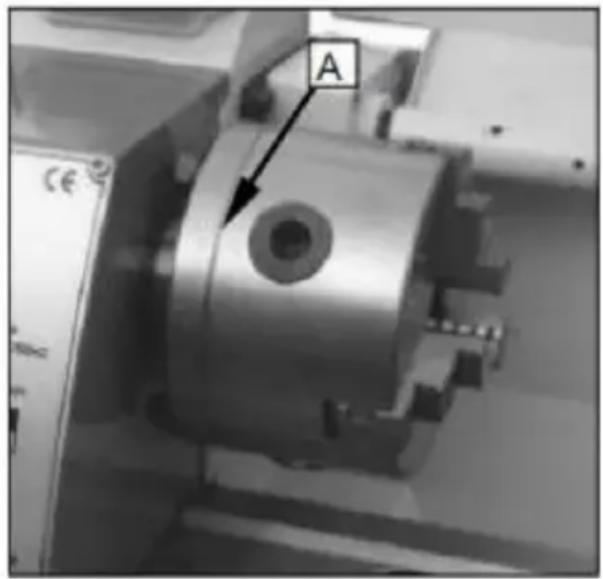
Fig. 26
Es gibt zwei Arten von Backen: Innen- und Außenbacken. Bitte Beach Sie, dass die Anzahl der Backen passen zur Nummer im Inneren d Spannfutter Rille. Tun Mischen Sie sie nicht miteinander. Wenn Sie si
Lathe Accessories
montieren möchten, bitte montieren sie in aufsteigender Reihenfolge 0, 3 wenn Sie gehen Zu nimm das m aus Sei Sicher Zu
nimm sie raus in absteigender Reihenfolge 3,1,0 nacheinander-Nachdem Sie diesen Vorgang abgeschlossen haben, drehen Sie die Backen auf den kleinsten Durchmesser einstellen und prüfen, ob die drei Die Backen sind gut angepasst.
Vier Kiefer 1unabhängig Drehfutter
Dieses Spezialfutter verfügt über vier unabhängig voneinander einstellbare Futter Kiefer- Diese ermöglichen das Halten asymmetrischer Teile und aktivieren Sie die genau aufstellen von zylindrisChen Stücke. (Abb.2 7)
Verwenden Sie das Bohrfutter zur Aufnahme von Zentrierbohrern und Spiralbohrern im Lagerbestand- (B) (Abb.28)
Morsekegel Dorn (optional)
Eine Laube ist notwendig zur Befestigung des Bohrfutters In Die tailst Es hat A NEIN. 1 Morsekegel. (c) Abb.28
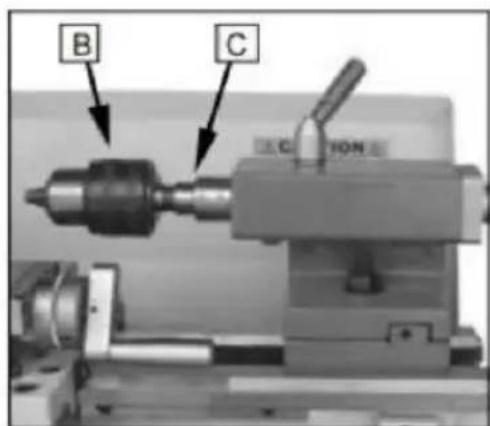
Fig. 28
Live Mitte ( optional )
Der Live-Center ist in Kugel montiert Lager- Es ist verwenden Ist hoch empfohlen für Drehgeschwindigkeiten über von 6. U/min. ( Abb.2 9)
Die Lünette dient als Auflage für Wellen An die freie tail Aktie Ende viele Operationen kann der Restbestand nicht Sei gebraucht als Es behindert Die Drehwerkzeug oder Bohrwerkzeug und muss daher Sei entfernt von Die
Maschine. Die
Lünette, die als Endstütze fungiert, sorgen für s Chatter-frei Betrieb. Die Lünette ist montiert auf Die Bett Wege Und Ist gesichert aus unten mit einem Verriegelungsplatte. Das Fett erfordert kontinuierlich Schmierung an den Kontaktstellen zur Vermeidung vorzeitige Verschlechterung. (Abb. 30)

Fig. 30
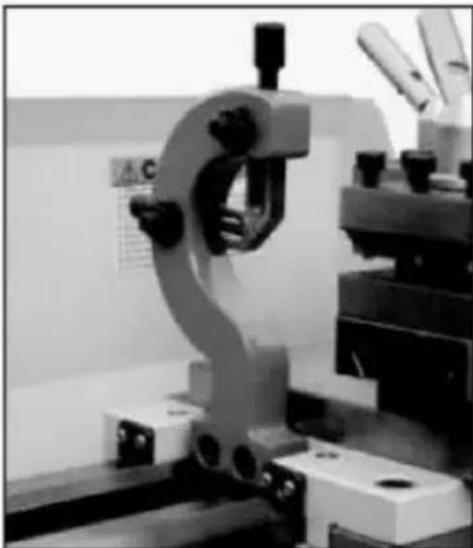
Einstellung Die stetig Ausruhen
- Lösen Sie drei verhexen Nüsse. (A, Abb. 31)
-
Rändelschraube ( B, Abb.36) und Öffnen Sie die gleiten Fingern. (c, Abb.31) bis die Lünette mit seinen Finger um die Werkst sichern Die stetig ausruhen In .
-
Rändelschrauben so festziehen, dass die Finger fest sitzen Aber nicht eng gegen die Werkstück. Drei Muttern (A, Abb.31). Schmieren die Gleitbahn Punkte mit Maschinenöl.
-
wenn, nach verlängert Betrieb, die Kiefer zeigen tragen, die Tipps von die Finger können eingereicht werden oder neu gefräst.
Folgen Ausruhen
Die folgenden Rest ist montiert auf dem Sattel und folgt der Bewegu des Drehwerkzeugs. Es sind nur zwei Stützklötze erforderlich. Die Ort der Der dritte Stützblock wird eingenommen von die Wende auchich. Der folgen ausruhen Ist Wird für Dreharbeiten an langen, flachen Werkstücken verwendet. Es verhindert, dass sich das Werkstück unter dem Druck des Drehwerkzeugs verbiegt. (Abb.31)
Setzen Sie die Stützblöcke fest auf das Werkstück, aber nicht überl. Schmieren Sie die Stützblöcke während des Betriebs, um zu verhinder vorzeitige Verschlechterung.
Nach einem Zeitraum, wir sind in einigen der beweglichen Komponente Mai brauchen Zu angepasst werden.
Hauptspindel Lager
Die Hauptspindellager werden im Werk eingestellt. 1f Ende Spiel wird längerem Gebrauch ist es offensichtlich, dass die Lager Mai Sei angepasst.
Die Passmutter (A, Abb.32 ) auf der zurück der Spindel, losen Die Außensitzmutter (B, Abb.32). Passen Sie die Sitzmutter an (A, Abb.32) bis alles Ende spielen wird aufgenommen. Die Spindel sollte noch frei drehen. Befestigen Die
geschlitzte Mutter (A, Abb.32) und ziehen Sie die äußere gesittet Nus: (B, Abb.32).
Achtung: Übermäßiges Anziehen oder Vorspannen führt zu Lagerschäde
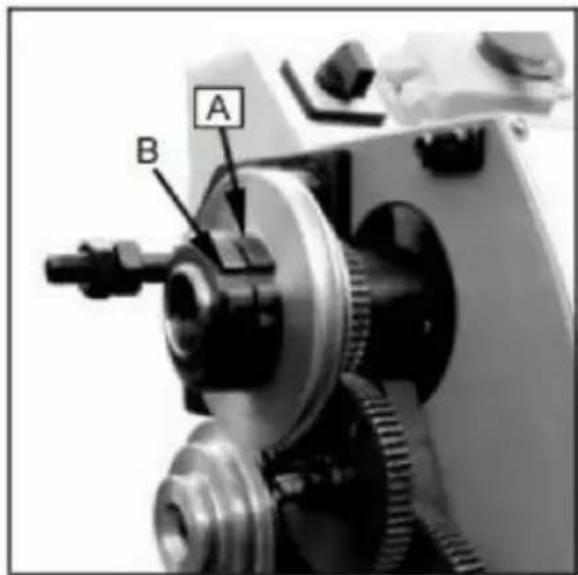
Fig. 32
Einstellung von kreuzen gleiten
Die Querseite ist mit einer Gleitleiste ausgestattet(c, Abb.33) und dürfe angepasst werden mit Schrauben (D, Abb.33) mit locK Nüsse. (E, Abl Lösen Sie den Verschluss Nüsse
und ziehen Sie die Stellschrauben fest bis zur Seite bewegt sich frei, ohne SPIEL. Festziehen locK Nüsse zum Aufbewahren Einstellung.
Anpassung des ToP-Schlittens
Die Oberseite ist mit einer Führungsleiste (F, Abb. 3 4) ausgestattet lürden Sei eingestellt mit Schrauben (G, Abb. 34) mit locK ausgestattet Nüsse. (H, Abb. 34) Lösen Sie die locK Nüsse und ziehen Sie die Stellschrauben fest bis zur Seite bewegt sich frei, ohne SPIEL. FestziehlocK Nüsse zum Aufbewahren Einstellung.
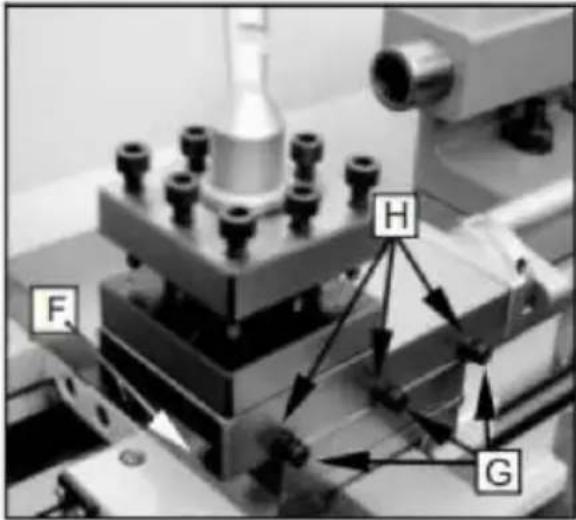
Fig. 34
Anpassung von Half Nuss Führung
Der Der Eingriff der Muttern kann mit Schrauben eingestellt werden (Abb.35) montiert mit locK Nüsse (J, Abb.35). Die Muttern an der rech Seite der Schürze und stellen Sie die Kontrollschrauben ein bis beide half Nüsse Bewegen Sie sich frei ohne PlaY. Ziehen Sie die Nuss.
Alle Seitenführungen schmieren Leicht vor jedem verwenden. Lubric aß die Wechselräder und Leitspindel leicht mit Fett.
1. Wagen
Schmieren Vier Öle Häfen (A, Abb. 36) mit 20W Maschine o ich ein täglich.
2. kreuzen Gleiten
Zwei Öle einfetten Häfen (B , Abb. 36 ) mit 20 Watt Maschine oil e täglich.
flowchart
graph TD
A["Component"] --> B["Directional Path"]
B --> A
style A fill:#f9f,stroke:#333
style B fill:#bbf,stroke:#333
Fig. 36
3. Leitspindel
Das linke Öl schmieren Hafen ( C Abb. 37 ) Und Rechts oil Hafen Abb.38) mit 20 Watt Maschinenöl einmal täglich.
Verbindung der Drehbank Und alle andere elektrisch arbeiten Mai nur Sei getragen aus durch einen autorisierten Elektriker !
Nichteinhaltung kann schwere Verletzungen und Schaden Zu Die Maschinen Und Eigentum!
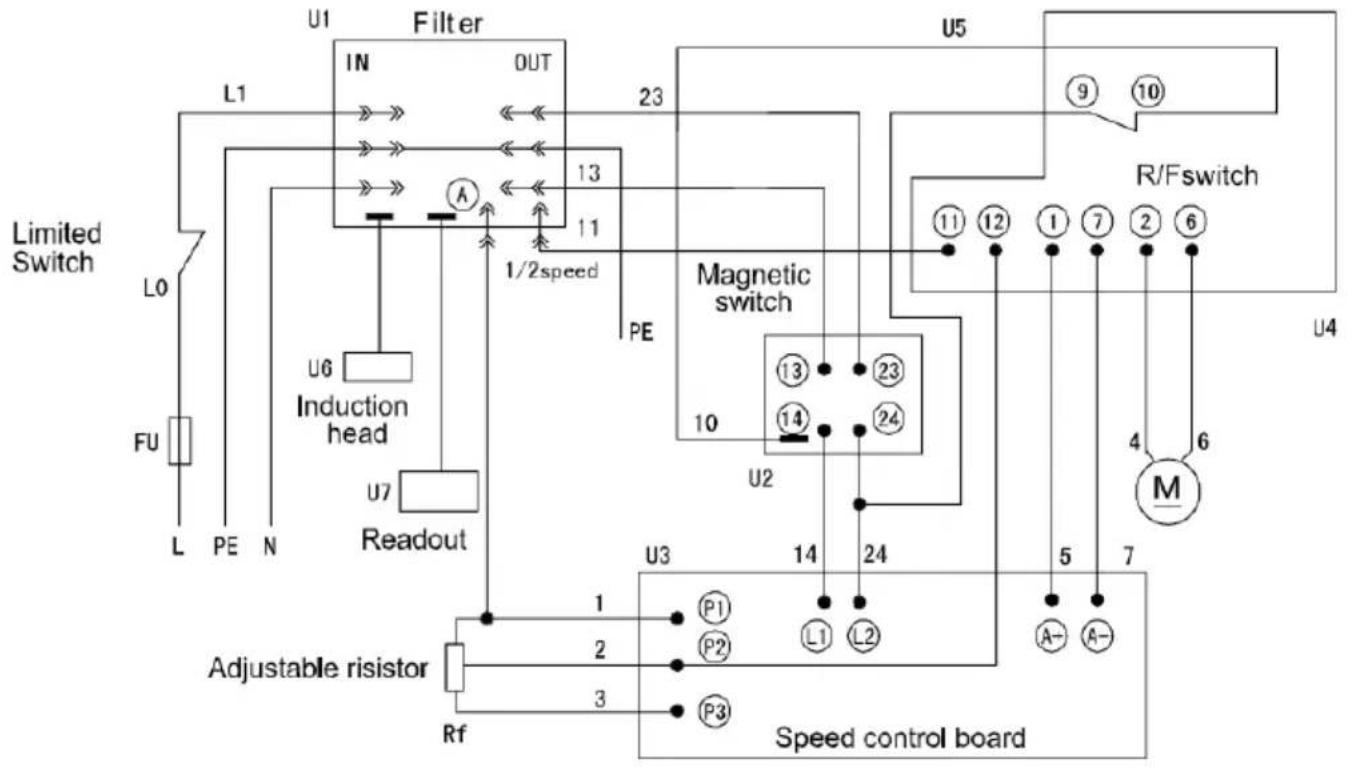
Die Drehmaschine wM210v hat eine Nennleistung von 7 50 W, 1PH, 220 V nurIY. Bestätigen Leistung Erhältlich am Standort des Instituts ist das Dasselbe Bewertung als Die Ichathe. mit Die Schaltplan (Abb. 39) zum Anschluss Die lathe zur Netz Versorgung. Stellen Sie sicher, dass die lathe Ist Eigentümlich g gerundet.
Nachfolgend sehen Sie den Schaltplan des Drehmaschine: (Abb.39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2speed"]
F --> I["Magnetic switch"]
G --> J["Adjustable resistor"]
H --> K["Speed control board"]
I --> L["U5"]
J --> M["U3"]
K --> N["U4"]
L --> O["13"]
M --> P["14"]
N --> Q["15"]
O --> R["P1"]
P --> S["P2"]
Q --> T["P3"]
R --> U["L1"]
S --> V["L2"]
T --> W["A-"]
U --> X["A-"]
V --> Y["A-"]
W --> Z["M"]
X --> AA["M"]
Y --> AB["M"]
Z --> AC["9"]
AA --> AD["10"]
AC --> AE["11"]
AD --> AF["12"]
AE --> AG["13"]
AF --> AH["14"]
AG --> AI["23"]
AH --> AJ["24"]
AI --> AK["23"]
AJ --> AL["24"]
AK --> AM["10"]
AL --> AN["14"]
AM --> AO["24"]
AN --> AP["5"]
AO --> AQ["7"]
Feige . 39
MAINTENANCE
halten Sie die Wartung der Maschine tool während des Betriebs um die Genauigkeit und den Service zu gewährleisten Auch das Leben der Maschine!
- Um die Leistung der Maschine zu erhalten, Präzision und Funktion Es Ist essentiell um es mit Sorgfalt zu behandeln. halten es ist sa Und Fett Und Schmieren Es regelmäßig. nur durch gute Pflege. Sie können sicher sein, dass die Arbeitsquali der Maschine wird konstan bleiben.
HINWEISE: Trennen Sie die Maschine Ziehen Sie den Stecker immer dann aus der Steckdose, Sie führen Reinigungs-, Wartungsarbeiten durch oder Reparaturarbeiten!
Öle, Fette und Reinigungsmittel sind Schadstoffe und dürfen nicht Sei entsorgt von durch die Kanalisation oder in normall verweigern. Entsor Sie diese Agenten In
gemäß den geltenden Gesetzen Anforderungen an die Umwelt. Mit Öl, Fett und Reinigungsmittel getränkte Lappen Alter Sind leicht
entflammbar. Reinigung sammeln Lappen oder Putzwolle in einem geeignet geschlossen Behälter und entsorgen Sie diese umweltgerecht Klang Weg - Tun nicht setzen sie mit normall verweigern!
- Schmieren Sie alle Seiten vor jedem Gebrauch leicht. Die Wechsel und Die Leitspindel muss ebenfalls Sei Leicht Geschmiert mit Fett.
- Während des Betriebs. Die Späne, die auf die Gleitfläche fallen, so rechtzeitig gereinigt werden. Die Inspektion sollte sei oft gemacht Zu verhindern Chips vor dem Herunterfallen in die Position zwischen der Maschine auchich Sattel Und lather Bettführungsweg. Asphalt felt sol gereinigt werden bei bestimmt Zeit.
HINWEISE: Nicht Entfernen Sie die Späne mit der bloßen Hand Händ Dort Ist A Risiko von Schnittverletzungen durch scharfkantige Späne. Verwenden Sie niemals entflammbare Lösungsmittel oder Reinigungsmittel oder Mittel, die schädliche Dämpfe entwickeln! Schutz elektrischer Komponenten, wie Motoren, Schalter, Schalter Kisten, usw., vor Feuchtigkeit beim Reinigen.
- Nach der Operation jeden Tag. Ich habe alle Chips gegessen Und sauber anders Teile der Maschine Werkzeug und Anwendung Maschine zu ölen verhindern Rosten.
- Um die Bearbeitungsgenauigkeit zu erhalten, achten Sie darauf, die Mitte. Die Oberfläche des Maschinenwerkzeugs für das Spannfutter und die Führungsbahn und vermeiden Sie mechanische Schäden und Verschleiß durch unsachgemäße Anleitung.
- Wenn der Schaden gefunden wird. Wartung sollte muss sofort erle werden.
HINWEISE: Reparaturarbeiten dürfen nur durchgeführt werden von qualilifizierten Personal mit die entsprechenden mechanischen und elektrischen Wissen.
TROUBLE sHOOTING
| Problem | Möglicher Grund | Beseitigung |
| Oberfläche der Arbeit Stück zu grob | Werkzeug unverblümt | Nachschärfen Werkzeug |
| Werkzeug Federn | Klemmwerkzeug mit weniger Überhang | |
| Füttern zu hoch | Reduzieren füttern | |
| Radius bei Die Werkzeug Tipp auch klein | Zunahme Radius | |
| Werkstück wird kegelförmig | Zentren Sind nicht ausgerich (Reitstock ha Versatz) | Anpassen Reitstock Zu Center |
| Oberer Schlitten nicht gut ausgerich (Schneiden mit Die Spitze gleiten) | Oben ausrichten gut gleiten | |
| Drehbank ist a Plaudern | Füttern zu hoch | Reduzieren füttern |
| locker im Haupt Lager | Anpassen Die hauptsächlich Lager | |
| Center Läuft heiß | arbeiten Stück hat erweitert | Lösen Sie die Reitstockspitze |
| Werkzeug hat Akurz Leben | Schneiden Geschwindigkeit zu hoch | Reduzieren Schneiden Geschwindigkeit |
| kreuzen füttern zu hoch | Untere kreuzen Futter(Fertigstellung Zuschuss sollen nicht überschreiten 0,5 m m) | |
| Unzureichend Kühlung | Mehr Kühlmittel | |
| Flanke tragen zu hoch | Spielraum Winkel zu klein | Zunahme Freiwinkel |
| Tooltip nicht angepasst Zu Cente hoch | richtig Höhe Einstellung der Werkzeug | |
| Schneiden Rand bricht ab | Keil Winkel zu klein (Hitze Aufbau) | Keil vergrößern Winkel |
| Schleifen Riss fällig falsch Kühlur | Cool gleichmäßig | |
| Übermäßig locker in Die Spindellager | Anpassen Die locker In Di spindel t Lager | |
| Anordnung (Vibrationen) | Anordnung | |
| schneidenFaden ist falsch | Werkzeug ist geklemmt falsch | Anpassen zur Center |
| schneiden Faden Ist | Richtung begonnen | Schleifen Winkel korrek |
| falsch | falsch Tonhöhe | Anpassen Die Rechts Tonhöhe |
| falsch Durchmesser | Drehen Sie die Arbeit Stück Zu Die richtiger Durchmesser | |
| Spindelnichtaktivieren | Not-Aus schalten aktiviert | freischalten Notfall Stoppschalter |
Spindelstockbaugruppe
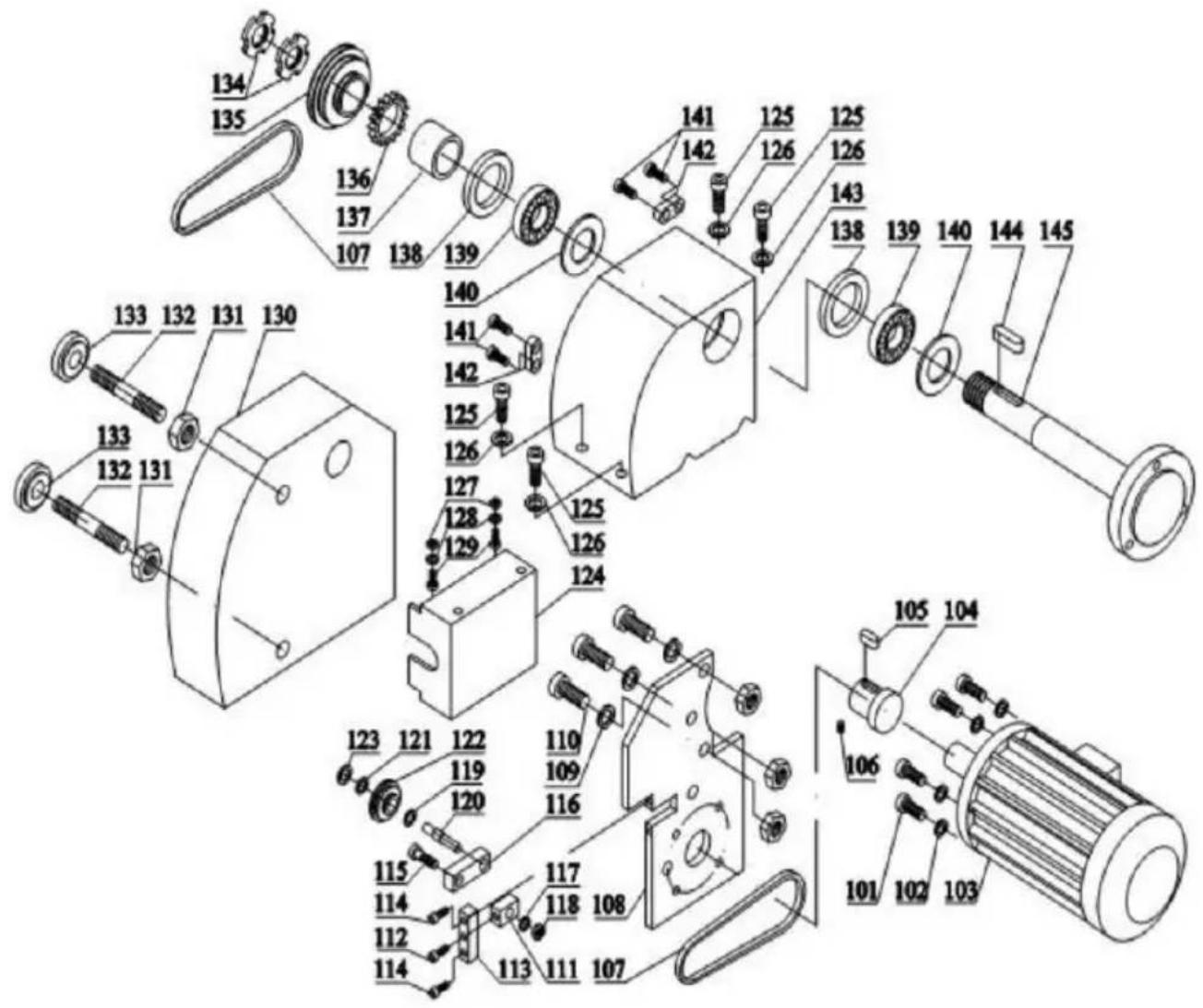
| Teile NEIN | Beschreibung | Spezifikation | Menge | Teile NEIN. | Beschreibung | Spezifikation | Menge | |
| 101 | schrauben | M5X25 | 4 | 123 | Frühling Ring | 22XI | ICH | |
| 102 | Waschmaschine | 4 | 124 | Abdeckung | ICH | |||
| 103 | Gleichstrom Motor | 83ZY005A | ICH | 125 | schrauben | M8X25 | 4 | |
| 104 | Motor Abziehe | ICH | 126 | Waschmaschine | 8 | 4 | ||
| 105 | Schlüssel | A4X4X20 | ICH | 127 | Nuss | M8 | 2 | |
| 106 | schrauben | M6X8 | ICH | 128 | Waschmaschine | 8 | 2 | |
| 107 | SeiEs | Tore-5M- 360 | 2 | 129 | schrauben | M8 | 2 | |
| 108 | Halterung Plate | ICH | 130 | SeiEs Abdeckung | ICH | |||
| 109 | Waschmaschine | 8 | 3 | 131 | Nuss | MI0 | 2 | |
| 110 | schrauben | M8X20 | 3 | 132 | Bolt | MI0X80 | 2 | |
| 111 | BioCock | ICH | 133 | Nuss | MI0 | 2 | ||
| 112 | schrauben | M6X30 | ICH | 134 | Nuss | M27XI | 2 | |
| 113 | BioCock | ICH | 135 | Spindel Abzieher | ICH | |||
| 114 | schrauben | M6X20 | ICH | 136 | Gang | 40T | ICH | |
| 115 | Bolt | ICH | 137 | Separator | ICH | |||
| 116 | BioCock | ICH | 138 | Dichtung | ICH | |||
| 117 | Waschmaschine | ICH | 139 | Lager | 30206 | ICH | ||
| 118 | Nuss | ICH | 140 | Fettdeckel | ICH | |||
| 119 | Frühling Ring | 8X0,8 | ICH | 141 | schrauben | M4XI0 | 2 | |
| 120 | Bolt | ICH | 142 | BioCock | ICH | |||
| 121 | Lager | ICH | 143 | Kopfplatte | ICH | |||
| 122 | Riemenscheibe | ICH | 144 | Schlüssel | A3X3XI5 | ICH |
Spitze Rutsche, Kreuz Schlitten, Wagen Montage
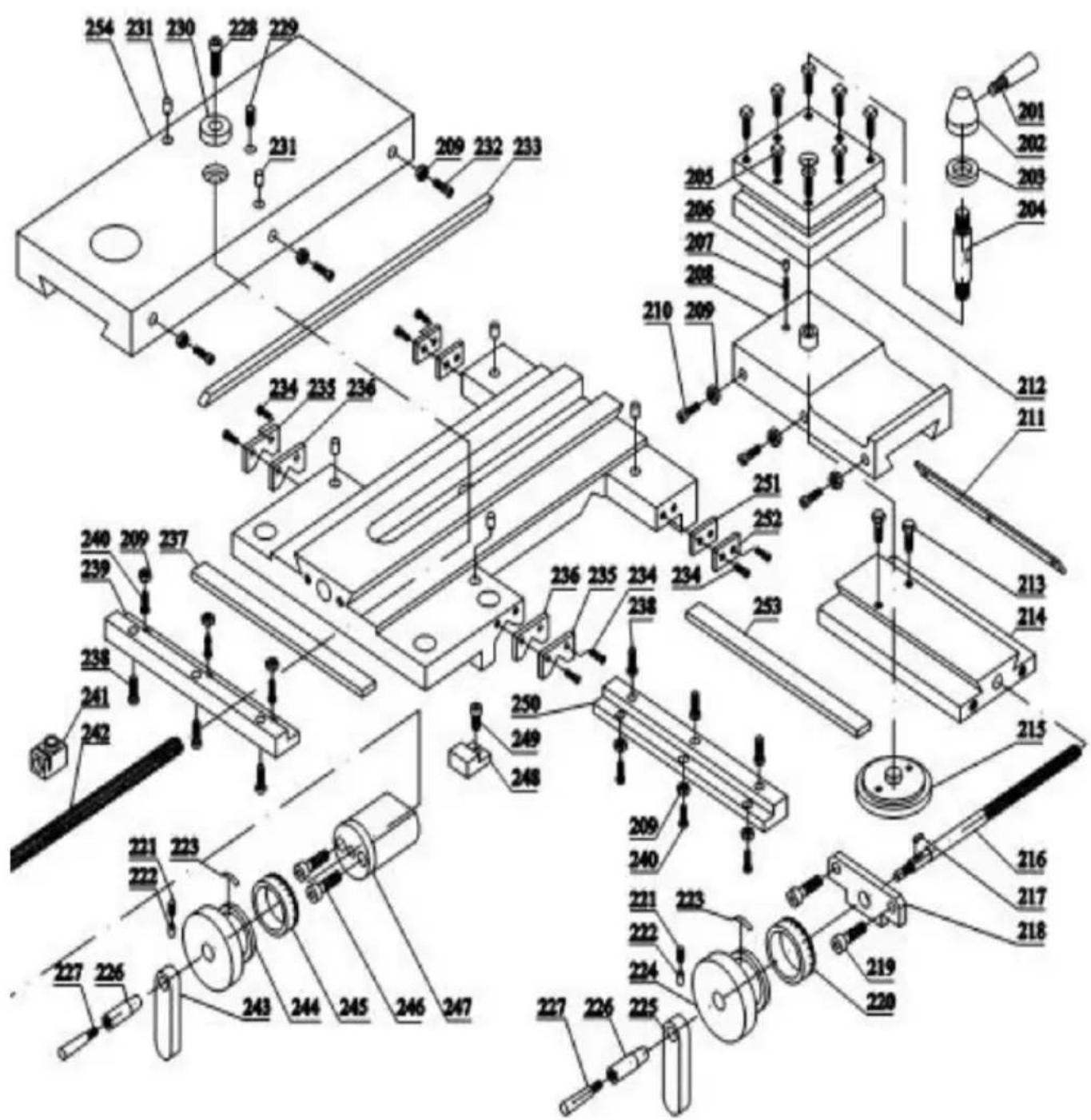
| Teile NEIN. | Beschreibung | Spezifikation | Menge | Teile NEIN. | Beschreibung | Spezifikation | Menge | |
| 201 | Handle | 1 | 228 | schrauben | M4X8 | 1 | ||
| 202 | Handle Base | 1 | 229 | schrauben | M5X10 | 1 | ||
| 203 | Waschmaschine | 1 | 230 | Busch | 1 | |||
| 204 | Bolt | 1 | 231 | oil Tasse | 5 | 2 | ||
| 205 | schrauben | M6X25 | 1 | 232 | schrauben | M4X20 | 3 | |
| 206 | Stift | 1 | 233 | Gib | 1 | |||
| 207 | Frühling | 5X10X1 | 1 | 234 | schrauben | 8 | ||
| 208 | Längs I Seide | 1 | 235 | Wischerabdeckung | 2 | |||
| 209 | Weinen | M4 | 9 | 236 | Wischer | 2 | ||
| 210 | schrauben | M4X14 | 3 | 237 | Gib | 1 | ||
| 211 | Gib | 1 | 238 | schrauben | 6 | |||
| 212 | Spitze Ausruhen | 1 | 239 | gleiten BioCoc | 1 | |||
| 213 | schrauben | M5X30 | 1 | 240 | schrauben | M4X10 | 6 | |
| 214 | schwenkenl Base | M6X20 | 1 | 241 | Nuss | 1 | ||
| 215 | Mikrometer Pfanne | 1 | 242 | Leitspindel | 1 | |||
| 216 | Führen schrauben | 1 | 243 | Handle BioCoc | 1 | |||
| 217 | Schlüssel | 3 x 12 | 1 | 244 | Lenker | 1 | ||
| 218 | Halterung | 1 | 245 | Halsband | 1 | |||
| 219 | schrauben | M5X12 | 2 | 246 | schrauben | M6X50 | 2 | |
| 220 | Halsband | 1 | 247 | Halterung | 1 | |||
| 221 | schrauben | 2 | 248 | Clamping Torte | 1 | |||
| 222 | Stift | 2 | 249 | schrauben | 1 | |||
| 223 | Frühling | 2 | 250 | gleiten BioCoc | 1 | |||
| 224 | Handrad | 1 | 251 | Wischer | 2 | |||
| 225 | Handle BioCock | 1 | 252 | Wischerabdeckung | 2 | |||
| 226 | Handle Ärmel | 2 | 253 | Gib | 1 | |||
| 227 | Handle | 2 | 254 | Kreuzen Seite | 1 |
Schürzenmontage
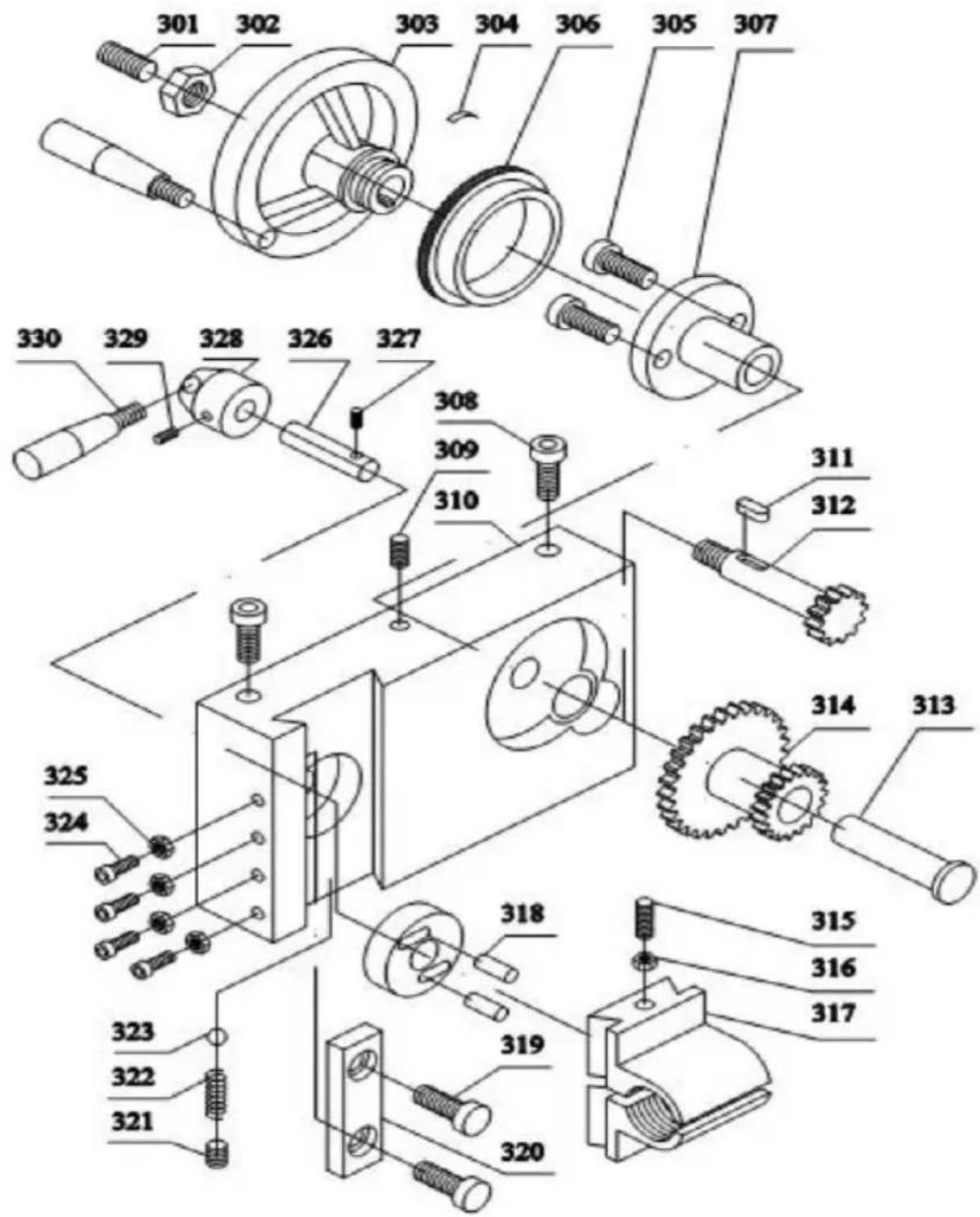
| Teile NEIN. | Beschreibung | Spezifikation | Menge | Teile NEIN. | Beschreibung | Spezifikation | Menge | |
| 301 | schrauben | M8X8 | 1 | 317 | Half Nuss | 1 | ||
| 302 | Nuss | M8 | 1 | 318 | Stift | ∅ 4 x 10 | 1 | |
| 303 | Handrad | 1 | 319 | schrauben | M4X10 | 2 | ||
| 304 | Frühling | 1 | 320 | BioCock | 1 | |||
| 305 | schrauben | M5X10 | 2 | 321 | schrauben | M6X8 | 1 | |
| 306 | Halsband | 1 | 322 | Frühling | 0,6 x 3,5 x | 1 | ||
| 307 | Halterung | 1 | 323 | Ball | ∅ 4.5 | 2 | ||
| 308 | schrauben | M8X25 | 2 | 324 | schrauben | M4X12 | 4 | |
| 309 | schrauben | M5X8 | 1 | 325 | Nuss | M4 | 1 | |
| 310 | Schürze | 1 | 326 | Welle | 1 | |||
| 31 1 | Schlüssel | A3X3X8 | 1 | 327 | Stift | Φ 3X30 | 2 | |
| 312 | Getriebewelle | 14T | 1 | 328 | Hand Base | 1 | ||
| 313 | Welle | 1 | 329 | schrauben | M5X6 | 1 | ||
| 314 | Gang | 44/2Es | 1 | 330 | Handle | 1 | ||
| 315 | schrauben | M4X35 | 1 | 331 | Handle | 1 | ||
| 316 | Nuss | M4 | 1 | 317 | Half Nuss | 1 |
Bett, hängende Radteile Absemały
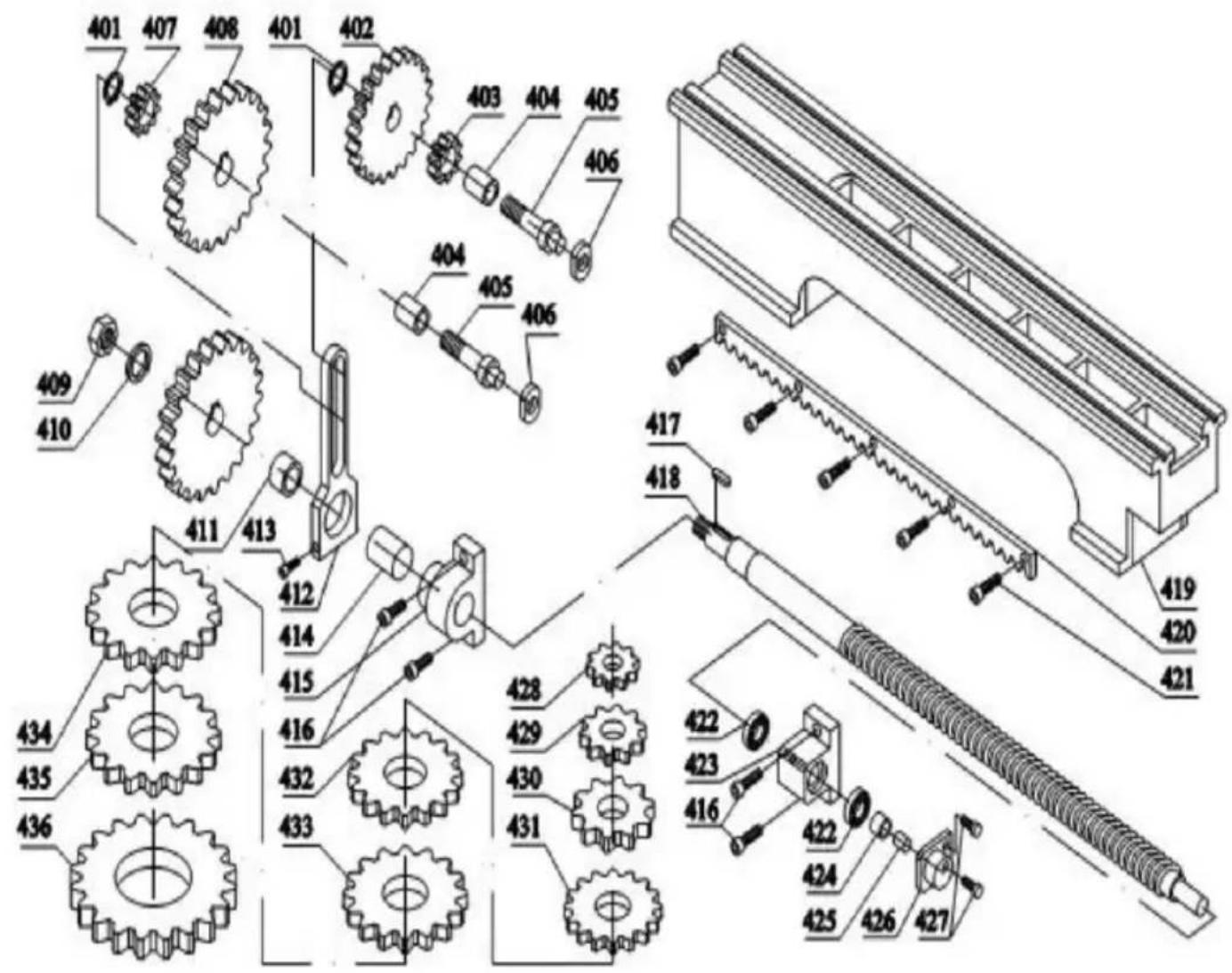
| Teile NEIN. | Beschreibung | Spezifikation | Menge | Teile NEIN. | Beschreibung | Spezifikation | Menge | |
| 401 | Frühling Ring | 2 | 419 | Bett | 1 | |||
| 402 | Gang | 60T | 1 | 420 | Gestell | 1 | ||
| 403 | Gang | 20T | 1 | 421 | schrauben | M2X12 | 5 | |
| 404 | Busch | 1 | 422 | Lager | 51100 | 2 | ||
| 405 | Bolt | 1 | 423 | Rechts Unterstützung | 1 | |||
| 406 | Nuss | M8 | 1 | 424 | Nuss | 1 | ||
| 407 | Gang | 24T | 1 | 425 | schrauben | M8X6 | 1 | |
| 408 | Gang | 80T | 1 | 426 | Abdeckung | 1 | ||
| 409 | Nuss | M10 | 1 | 427 | schrauben | M4X12 | 2 | |
| 410 | Waschmaschine | 10 | 1 | 428 | Gang | 25T | 1 | |
| 411 | Busch | 1 | 429 | Gang | 30T | 1 | ||
| 412 | Rahmen | 1 | 430 | Gang | 33T | 1 | ||
| 413 | schrauben | M6X35 | 1 | 431 | Gang | 35T | 1 | |
| 414 | Busch | 1 | 432 | Gang | 40T | 1 | ||
| 415 | Links Unterstützung | 1 | 433 | Gang | 45T | 1 | ||
| 416 | schrauben | M6X14 | 2 | 434 | Gang | 50T | 1 | |
| 417 | Schlüssel | A3X3X16 | 1 | 435 | Gang | 52T | 1 | |
| 418 | Führen schrauben | 1 | 436 | Gang | 66T | 1 |
Reitstock Montage
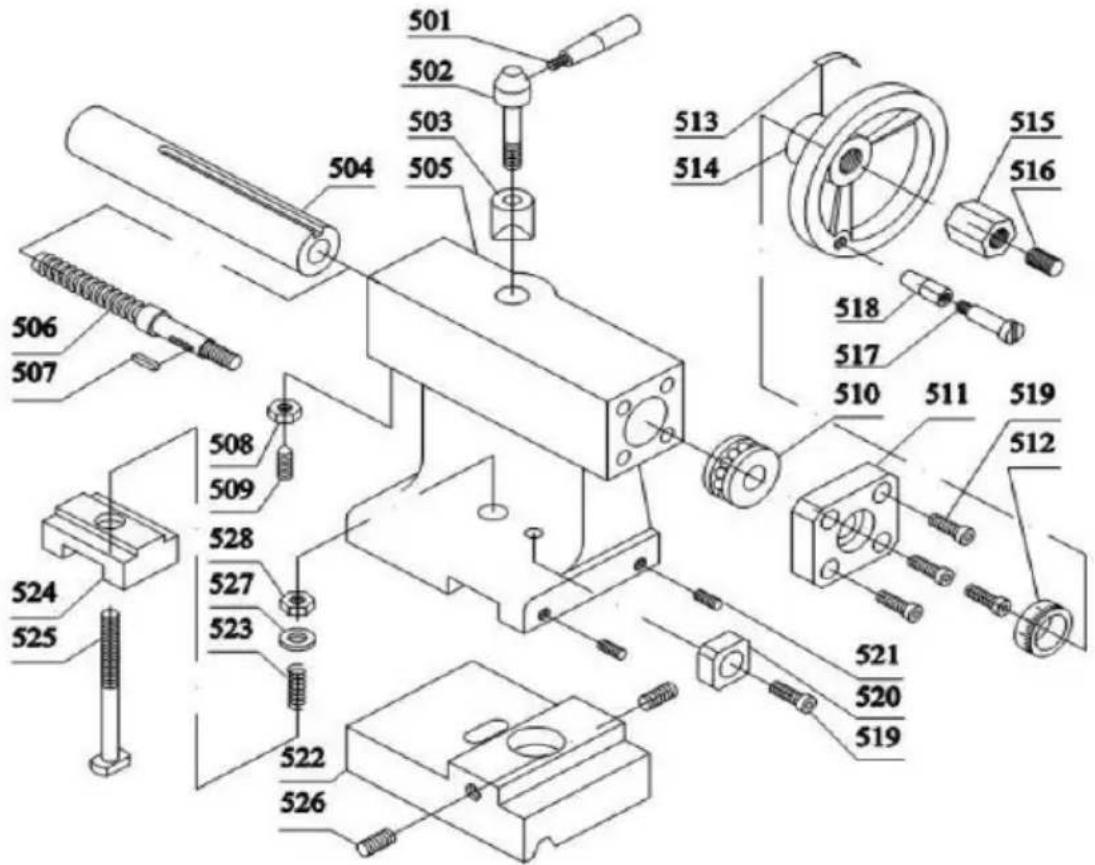
| Teile NEIN. | Beschreibung | Spezifikation | Menge | Teile NEIN. | Beschreibung | Spezifikation | Menge | |
| 501 | groß | 1 | 515 | Nuss | M8 | 1 | ||
| 502 | groß Base | 1 | 516 | schrauben | M8X6 | 1 | ||
| 503 | Ort Base | 1 | 517 | groß schrauben | 1 | |||
| 504 | Hülle | 1 | 518 | groß Hülle | 1 | |||
| 505 | Restbestand | 1 | 519 | schrauben | M5X12 | 1 | ||
| 506 | Führen schrauben | 1 | 520 | Einstellung BioCock | 1 | |||
| 507 | Schlüssel | A3X3X8 | 1 | 521 | schrauben | M6X12 | 1 | |
| 508 | Nuss | M6 | 1 | 522 | Base | 1 | ||
| 509 | schrauben | M6X14 | 1 | 523 | Frühling | 1 | ||
| 510 | Lager | 51100 | 1 | 524 | Clamping Plate | 1 | ||
| 511 | Gehäuse | 1 | 525 | Bolt | M10X70 | 1 | ||
| 512 | Halsband | 1 | 526 | schrauben | M6X16 | 2 | ||
| 513 | Frühling | 1 | 527 | Waschmaschine | D 10 | 1 | ||
| 514 | Handrad | 1 | 528 | Nuss | M10 | 1 |
VEVOR®
TOUGH TOOLS, HALF PRICE
Technischer Support und E-Garantie-
Zertifikat www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
TECHNISCHE PARAMETER




