
MX-S450 - Metalldrehmaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts MX-S450 Vevor als PDF.

| Produkttyp | Metalldrehmaschine |
| Marke | Vevor |
| Modell | MX-S450 |
| Versorgungsspannung | AC 230 V, 50 Hz / AC 110 V, 60 Hz |
| Motorleistung | 1,25 kW |
| Spindeltyp | Bürstenloser Gleichstrom, Direktantrieb |
| Spindeldrehzahl | 0-2500 U/min |
| Ausgangsdrehmoment | 4,5 Nm bei 850 U/min |
| Spannfuttergröße | 125 mm |
| Spindelbohrung | 3,8 mm |
| Pinolenhub | 50 mm / MK2 |
| Spitzenweite | 450 mm |
| Drehdurchmesser über Bett | 220 mm |
| Leitspindel | Tr16 mm × 2,0 mm |
| Gewindebereich | 0,5-3 mm (metrisch) / 6-40 Gänge pro Zoll (imperial) |
| Nettogewicht / Bruttogewicht | 61,1 kg / 76,1 kg |
| Packungsabmessungen | 1005 × 525 × 555 mm |
| Hauptfunktionen | Drehen, Gewindeschneiden, Bohren, Schneiden, Reiben, automatischer Längsvorschub |
| Wartung und Reinigung | Nach jedem Gebrauch reinigen; bewegliche Teile mit Fett NLGI 2 schmieren |
| Sicherheit | Notaus, Erdung erforderlich, persönliche Schutzausrüstung empfohlen |
| Ersatzteile und Reparierbarkeit | Kontaktieren Sie Vevor über www.vevor.com/support für Teile und Service |
| Allgemeine Informationen | Entspricht der WEEE-Richtlinie (2012/19/EU); technischer Support und Garantie online |
Häufig gestellte Fragen - MX-S450 Vevor
Benutzerfragen zu MX-S450 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Metalldrehmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch MX-S450 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. MX-S450 von der Marke Vevor.
BEDIENUNGSANLEITUNG MX-S450 Vevor
Technischer Support und E-Garantie-Zertifikat
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
"Sparen Sie die Hälfte", "Halber Preis" oder andere ähnliche Ausdrücke, die wir ni verwenden
stellt eine Schätzung der Einsparungen dar, die Sie durch den Kauf bestimmter Werkz erzielen könnten
bei uns im Vergleich zu den großen Top-Marken und bedeutet nicht unbedingt Abdec alle von uns angebotenen Werkzeugkategorien. Wir erinnern Sie freundlich daran, zu überprüfen sorgfältig
wenn Sie bei uns eine Bestellung aufgeben, wenn Sie tatsächlich Speichern Hälfte im Vergleich mit den Top-Großmarken.
MODELL: MX-S450/MX-S1170
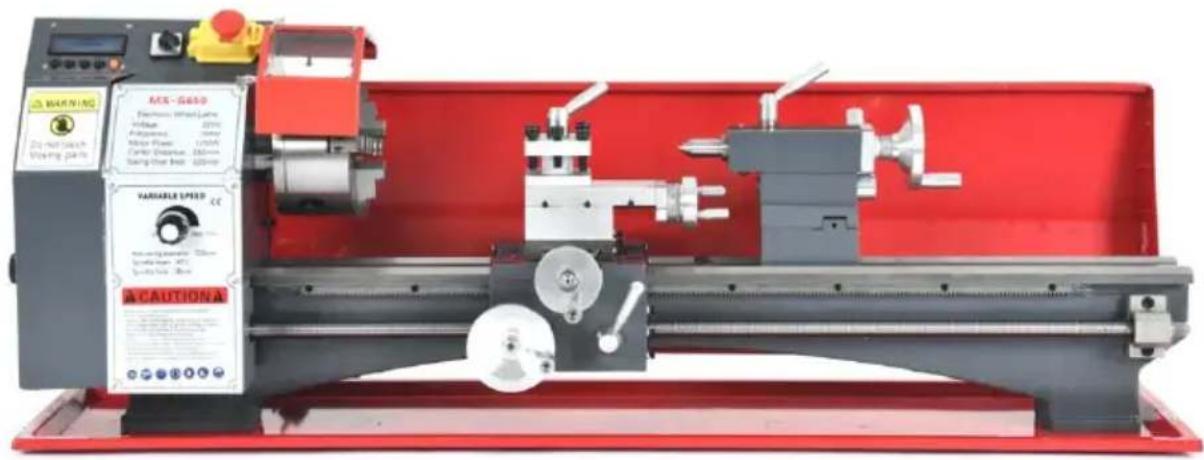
(Das Bild dient nur als Referenz, bitte beziehen Sie sich auf das tatsächliche Objekt)
 | Warnung: Um das Verletzungsrisiko zu verringern, muss der B die Bedienungsanleitung sorgfältig lesen. |
 | Dieses Produkt unterliegt der europäischen Richtlinie 2012/19/E0 Das Symbol einer durchgestrichenen Mülltonne weist darauf hir dieses Produkt in der Europäischen Union einer getrennten Müllentsorgung unterliegt. Dies gilt für das Produkt und alle m diesem Symbol gekennzeichneten Zubehörteile. Entsprechend gekennzeichnete Produkte dürfen nicht im Hausmüll entsorgt wo sondern müssen an einer Sammelstelle für das Recycling von Elektro- und Elektronikgeräten abgegeben werden. |
Safety Information

Sicherheit am Arbeitsplatz
- Halten Sie den Arbeitsbereich sauber und gut beleuchtet. Unordnung oder dunkle Bereiche können zu Unfällen führen.
- Sie Personen, die mit diesem Produkt nicht vertraut sind, die Benutzung des Produkts NICHT. Halten Sie Kinder und andere Personen während der Benutzung des Produkts fern.
- Stellen Sie sicher, dass die Maschine vor Betriebsbeginn auf einer stabilen, ebenen und tragfähigen Fläche verankert ist.
- Sie dieses Gerät NICHT in der Nähe von explosiven, brennbaren oder ätzenden Flüssigkeiten, Gasen oder Staub.
Elektrische Sicherheit
- NUR mit stabilen, kompatiblen Stromquellen.
- IMMER sicher, dass der Netzschalter ausgeschaltet ist, bevor Sie dieses Gerät anschließen.
- Sie das Gerät nicht, wenn der Netzschalter nicht zuverlässig ein- oder ausschaltet. Reparieren oder ersetzen Sie das beschädigte Bauteil vor der
weiteren Verwendung.
- Vermeiden Sie während der Verwendung dieses Geräts Körperkontakt mit geerdeten Oberflächen wie Rohren, Heizkörpern, Herden und Kühlschränken.
- Setzen Sie die elektrischen Komponenten keinem Wasser, einschließlich Regen oder übermäßiger Feuchtigkeit, aus.
- Für eine sichere Verwendung MUSS das Gerät elektrisch geerdet sein. Entfernen Sie NICHT den Erdungsstift, verändern Sie den Stecker nicht u verwenden Sie keine Adapterstecker.
- Halten Sie das Netzkabel von Hitze, Öl, scharfen Kanten oder beweglichen Teilen fern.
Persönliche Sicherheit
- Verwenden Sie dieses Gerät NICHT, wenn Sie müde sind oder unter dem Einfluss von Drogen, Alkohol oder Medikamenten stehen.
- Tragen Sie beim Gebrauch dieser Maschine immer geeignete persönliche Schutzausrüstung, wie beispielsweise eine Staubmaske, einen Schutzhelm, eine Schutzbrille, rutschfeste Sicherheitsschuhe und Ohrstöpsel.
- NICHT zu weit greifen. Sorgen Sie stets für einen sicheren Stand und halt Sie das Gleichgewicht.
- Tragen Sie während des Betriebs KEINEN Schmuck oder lose Kleidung und binden Sie lange Haare zurück. Halten Sie Kleidung, Haare und Handsch von beweglichen Teilen fern.
- Entfernen Sie alle Einstellschlüssel oder Schraubenschlüssel, bevor Sie das Gerät einschalten.
- Personen mit Herzschrittmachern sollten vor der Verwendung dieses Geräts ihren Arzt konsultieren. Elektromagnetische Felder in der Nähe eines Herzschrittmachers können Störungen und sogar Ausfälle verursachen.
Verwendung und Pflege der Drehbank
- Schalten Sie NICHT den Gang, während die Maschine in Betrieb ist.
- Wenden Sie KEINE Gewalt an. Reinigen und schmieren Sie das Gerät bei Bedarf, wenn sich die Teile langsam bewegen.
- Ziehen Sie den Netzstecker aus der Steckdose, bevor Sie Einstellungen
vornehmen, Zubehör austauschen oder das Gerät lagern.
- Verwenden Sie nur Zubehör, das vom Hersteller für Ihr Modell empfohlen wird.
- Lassen Sie das Gerät niemals unbeaufsichtigt, wenn es an eine Steckdose angeschlossen ist.
- Bewahren Sie alle Beschriftungen und Typenschilder am Gerät auf. Sollten sich Beschriftungen und Typenschilder lösen oder unleserlich werden, sind diese vor der weiteren Verwendung wieder anzubringen.
Wartungssicherheit
- Ziehen Sie immer den Stecker des Mini Trennen Sie die Drehmaschine von der Steckdose, bevor Sie Inspektions-, Wartungs- oder Reinigungsvorgänge durchführen.
- Warten Sie das Produkt. Überprüfen Sie es auf Fehlausrichtung, Klemmen, Bruchstellen oder andere Schäden, die den Betrieb beeinträchtigen könnten Lassen Sie bei Beschädigung das Teil vor der weiteren Verwendung reparieren oder austauschen.
- Pflegen Sie Ihre Werkzeuge sorgfältig. Halten Sie Schneidwerkzeuge scharf und sauber.
- Die Wartung dieses Geräts darf nur von qualifiziertem Reparaturpersonal durchgeführt werden.
- Bewahren Sie dieses Gerät und seine Komponenten außerhalb der Reichweite von Kindern und anderen nicht geschulten Personen auf.
Symbol Guide
Die folgenden Symbole werden auf der Beschriftung dieser Maschine oder in diesem Handbuch verwendet:










Bei diesen Gegenständen besteht die Gefahr schwerer Sach- oder nenschäden.
Bei diesen Komponenten besteht Stromschlaggefahr. Lesen Sie den Abschnitt „Elektrische Sicherheit“ oben sorgfältig durch.
Lesen Sie diese Anleitung vor Inbetriebnahme vollständig durch. Bei Fragen wenden Sie sich vor der Inbetriebnahme an den Kundendie
Stellen Sie stets sicher, dass die Maschine geerdet ist, um Stromschläge vermeiden. Trennen Sie die Maschine vor Wartungsarbeiten von der Stromquelle.
Tragen Sie beim Gebrauch dieser Maschine immer einen Augenschutz.
Tragen Sie beim Gebrauch dieser Maschine immer einen Gehörschutz.
Tragen Sie beim Arbeiten mit dieser Maschine immer einen Handschutz.
Achten Sie darauf, dass dieser gut sitzt und nicht von einem rotierenden
Werkstück erfasst werden kann.
Tragen Sie beim Arbeiten mit dieser Maschine immer einen Fußschutz. empfehlen dringend Stiefel mit Gummisohlen und Stahlkappen.
Tragen Sie beim Arbeiten mit dieser Maschine immer einen Kopfschutz.
Verwenden Sie einen Schutzhelm oder einen ähnlichen Helm zum Schut vor herumfliegenden Teilen.
Specifications
| Direkt Antriebsspindel, Elektronische Radserie La die Parameter | |
| Modell Nummer | MX-S450 |
| Stromspannung | AC 2 30 V, 50 Hz / AC110 V 60 |
| Der Spindeltyp | Bürstenloser Gleichstrommotor Direkt Antriebsspindel |
| Der Motor Leistung | 1,25 KW |
| Ausgangsdrehmoment | 4,5NM / 850U/min |
| Geschwindigkeit | 0–2500 U/min |
| Spindeldurchgang Loch / Größe | 3 8 mm / MT 5 |
| Spannfuttergröße | 1 25 mm |
| Kopf Größe | 60 x 60 mm |
| Reitstockhülse Maße | 50 mm / MT2 |
| Brutto / Nettogewicht | 61,1 KG / 76,1 KG |
| Der Übertragungsweg | Elektronisch Hängerad , Stepper Motc |
| Schrittmotor Modell | 86–8,5 NM |
| Zufuhrweg | Horizontal Automatisch, Vertikal Handbuch |
| Schwingen Sie über Bett | 2 2 0 mm |
| Gewindeschneidbereich | 0,5–3 mm/TPI 6 -4 0 |
| Maschine Modus | Programm Anzahl einstellbar, üblich Britisches System |
| Spezifikationen der Hauptschraube | Tr16mm*2.0 |
| Schlaganfall ( Center Distanz | 4 5 0 mm |
| Verpackungsgröße | 1005 * 525 *5 55 mm |
Specifications
| Direkt Antriebsspindel, Elektronische Radserie La die Parat | |
| Modell Nummer | MX-S1 170 |
| Stromspannung | AC 2 30 V, 50 Hz / AC 110 V, |
| Der Spindeltyp | Bürstenloser Gleichstrommotor Direkt Antriebsspindel |
| Der Motor Leistung | 1,25 KW |
| Ausgangsdrehmoment | 4,5NM / 850U/min |
| Geschwindigkeit | 0–2500 U/min |
| Spindeldurchgang Loch / Größe | 3 8 mm / MT 5 |
| Spannfuttergröße | 1 25 mm |
| Kopf Größe | 60 x 60 mm |
| Reitstockhülse Maße | 50 mm / MT2 |
| Brutto / Nettogewicht | 87,6 KG / 109,7 KG |
| Der Übertragungsweg | Elektronisch Hängerad , Stepper Mo |
| Schrittmotor Modell | 86–8,5 NM |
| Zufuhrweg | Horizontal Automatisch, Vertikal Handbuch |
| Schwingen Sie über Bett | 2 2 0 mm |
| Gewindeschneidbereich | 0,5–3 mm/TPI 4 -4 0 |
| Maschine Modus | Programm Anzahl einstellbar, üblich Britisches System |
| Spezifikationen der Hauptschrauf | Tr16mm*2.0 |
| Schlaganfall ( Center Distanz ) | 10,00 mm |
| Verpackungsgröße | 14 9 0* 515 *5 5 5 mm |
Bedienungsanleitung Operation Instructions
5. Schnittstellendefinitionen
Endschalter
LM1, LM2: 2 Endschaltereingänge.
0 V: Gemeinsamer Anschluss für die Schaltsignale LM1 und LM2.
Encoder-Schnittstelle
5 V: Stromversorgung des Pluspols des Encoders.
A+: Encodersignal A+.
B-: Encodersignal B-.
0 V: Negative Seite der Stromversorgung des Encoders.
Schrittmotor-Treiberschnittstelle (X-Achse/Y-Achse, Einzelachse nur X-Achse)
5 V: DIR+ für Schrittmotortreiber.
DIR-: DIR- des Schrittmotortreibers.

5 V: PUL+ für Schrittmotortreiber.
PUL-: PUL- des Schrittmotortreibers.
Stromversorgungsschnittstelle
0 V: Negative Stromversorgung.
24 V: Positive Stromversorgung.
6. Schlüsselbeschreibung
Es gibt 6 Tasten: KEY1\~KEY6.
SCHLÜSSEL 5:
„Modus/Beenden“: kurzes Drücken •
'[Systemkonfiguration]': Aktion lange drücken
Im Modusauswahlzustand dient ein kurzer Tastendruck als Modusumschaltfunktion und ein langer Tastendruck als Systemkonfigurationsfunktion.
Im Betriebszustand des Fahrzeug-Threads oder des Rundreisemodus drücken Sie kurz die Taste, um den aktuellen Betriebsmodus zu verlassen und zum Modusauswahlzustand zurückzukehren.
SCHLÜSSEL 4:
'Einstellung/Auswahl': kurzes Drücken
"[Speichern/Eingeben]": Aktion durch langes Drücken
Im Modusauswahlzustand dient ein kurzer Tastendruck dazu, die Einstellung aufzurufen und die Einstellungsparameter umzuschalten.
Im Einstellungszustand dient ein langer Tastendruck dazu, die Einstellung zu speichern und mit der Arbeit zu beginnen.
SCHLÜSSEL 3:
„Linke Umschalttaste/Minus“: kurze Druckaktion
"[Schneller Vorlauf / Schnelle Verlangsamung]": Aktion lange

drücken
Linksverschiebung der Schraube im manuellen Modus, Zeige- oder Schnellvorlauffunktion.
Einfache Minus- oder schnelle Minusfunktion für Setup-Parameter in Setup-Modus.
SCHLÜSSEL 2:
„Rechte Umschalttaste/Hinzufügen“: kurze Druckaktion
"[FAST RETRACT / FAST ADD]': lange drücken
Rechtsverschiebung der Schraube im manuellen Modus, Zeige-ode Schnellrücklauffunktion.
Einzel- oder Schnell-Hinzufügungsfunktion zum Einstellen von Parametern im Einstellzustand.
![Vevor MX-S450 - "[FAST RETRACT / FAST ADD]': lange drücken - 1](/content/2026/04/736097/images/b9f60f1c5b84fbc1355e39520c1daa64c1d7c3d4ed8cf5dc54f720f838d73f55.jpg)
„Löschen/Abbrechen“: kurze Druckaktion
Drücken Sie im Einstellungszustand kurz die Taste, um die Aktion abzubrechen und die Parametereinstellung zu beenden und zum Modusauswahlzustand zurückzukehren.
Im Arbeitsstatus dient ein kurzer Tastendruck dazu, die aktuelle Position auf Null zu setzen oder die Distanz auf Null zu verschie
SCHLÜSSEL 6:
„Start-Stopp/Bestätigen“: kurze Druckaktion
Im Betriebszustand Start-Stopp-Aktion oder manuelle Bestätigungsfunktion während des Betriebs.
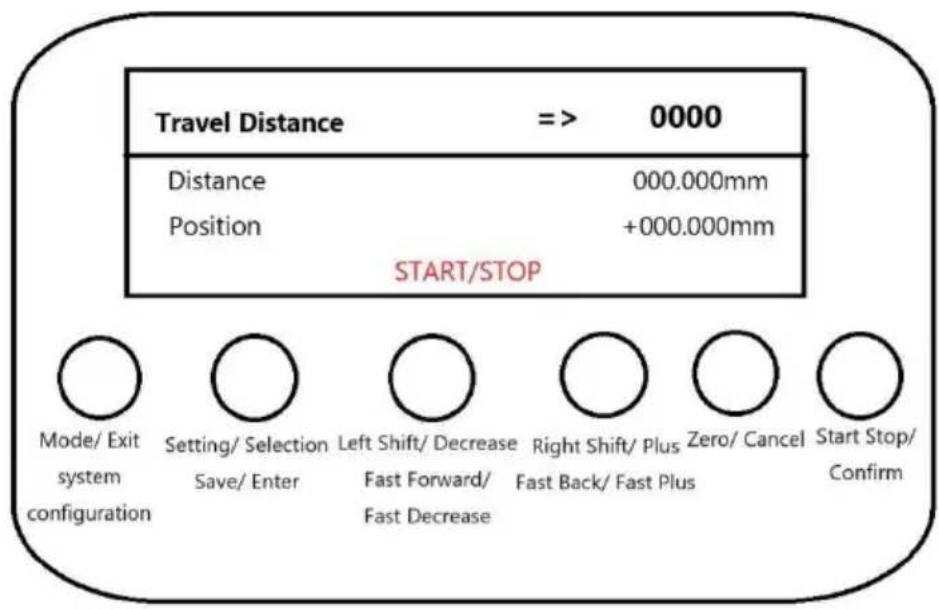
5. Layout des Anzeigebereichs
Der LCD-Bildschirm zeigt insgesamt 4 Informationszeilen an:
Die 1. Zeile zeigt Modus, Bewegungsrichtung und Geschwindigkeit an;
In den Zeilen 2 bis 4 werden Informationen zu Einstellungsparameter Betriebsstatusinformationen oder Eingabeaufforderungsinformationen angezeigt.
2. Werkzeugbewegungsfunktion
Funktionsbeschreibung:
Das Drehen erfolgt durch Synchronisieren der Spindeldrehzahl entsprechend der eingestellten Vorschublänge und die Richtung kar während des Betriebs jederzeit umgeschaltet werden.
' Mode/Exit': kurzes Drücken
' [Systemkonfiguration]": Aktion „Langes Drücken“ Kurz drücken, Arbeit beenden, Modus wechseln. Lange drücken, Arbeit beenden, Systemkonfiguration aufrufen.
'Set/Select': Aktion kurz drücken '[Speichern/Eingeben]": Langes Drücken Kurz drücken, Richtung wechseln. Langes Drücken, ungültig.
' Nach links verschieben/Subtrahieren': kurze Druckaktion '[Schneller Vorlauf/Schneller Abstieg]": Langes Drücken Kurz drücken, einmalige Vorschublängenverstellung.
Langes Drücken, kontinuierliche Anpassung der Vorschublänge, langes Drücken und Halten, jedes Intervall von 3S wird automatisch die Futteranpassung vorgenommen.
' Rechte Umschalttaste/Hinzufügen": kurze Druckaktion
' [FAST RETRACT / FAST ADD]": Langes Drücken
Kurz drücken, einmalige Vorschublängenverstellung.
Langes Drücken, kontinuierliche Anpassung der Vorschublänge, bei langem Drücken und Halten wird in jedem 3S-Intervall die Position automatisch angepasst.
' Null/Abbrechen": Kurzes Drücken
Kurz drücken, die aktuelle Position wird auf Null gesetzt.
' Start/Stopp/Bestätigen: kurze Druckaktion
Kurz drücken, Steuerung ausführen und pausieren.
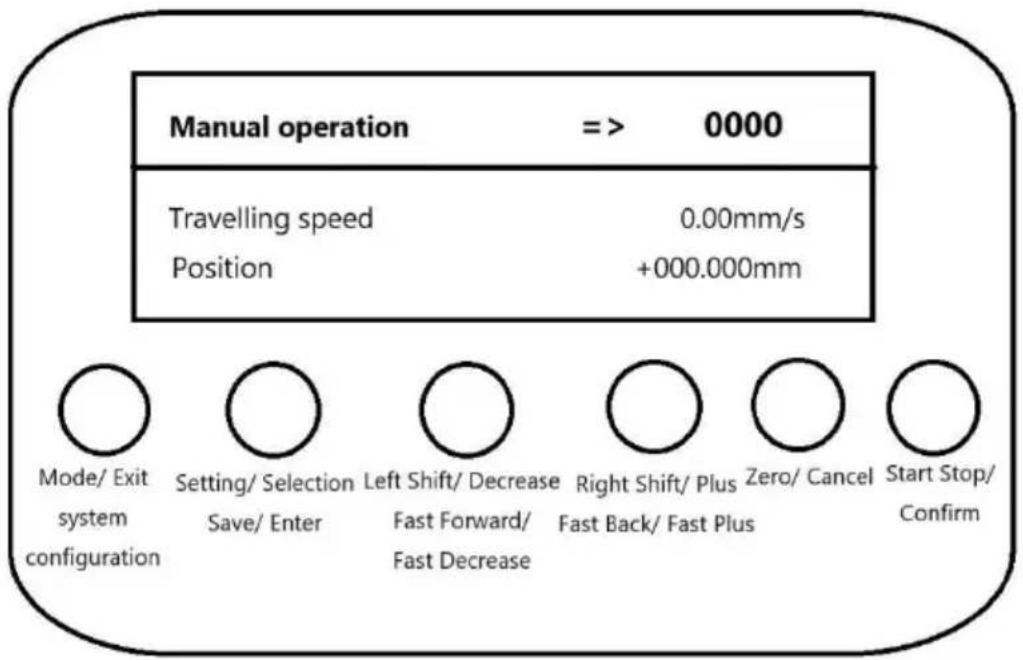
- Manuelle Geschwindigkeitsschaltfunktion
Funktionsbeschreibung:
Bewegen Sie sich gemäß der eingestellten Bewegungsgeschwindigkeit manuell durch Mit der Taste „Linksverschiebung“ oder „Rechtsverschiebung“ nnen Sie die Richtung im Stoppzustand ändern.
' Mode/Exit': kurzes Drücken
' [Systemkonfiguration]": Aktion „Langes Drücken“
Kurz drücken, Arbeit beenden, Modus wechseln.
Lange drücken, Arbeit beenden, Systemkonfiguration aufrufen.
' Set/Select': Aktion kurz drücken
' [Speichern/Eingeben]": Langes Drücken
Kurz drücken, Richtung wechseln.
Langes Drücken, ungültig.
' Nach links verschieben/Subtrahieren': kurze Druckaktion
' [Schneller Vorlauf/Schneller Abstieg]": Langes Drücken
Kurz drücken, einmalige Vorschublängenverstellung.
Lange drücken, kontinuierliche Anpassung der Vorschublänge, lange drücken und halten, jedes 3-Sekunden-Intervall führt eine automatische Vorschubanpassung durch.
' Rechte Umschalttaste/Hinzufügen": kurze Druckaktion
' [FAST RETRACT / FAST ADD]": Langes Drücken
Kurz drücken, einmalige Vorschublängenverstellung.
Langes Drücken, kontinuierliche Anpassung der Vorschublänge, bei langem Drücken und Halten wird in jedem 3S-Intervall die Position automatisch
angepasst.
' Null/Abbrechen": Kurzes Drücken
Kurz drücken, die aktuelle Position wird auf Null gesetzt.
' Start/Stopp/Bestätigen: kurze Druckaktion
Kurz drücken, Steuerung ausführen und pausieren.
3. Manuelle Distanzverschiebungsfunktion
Funktionsbeschreibung:
Starten Sie den Vorgang entsprechend der eingestellten Bewegungsdistanz und legen Sie nach dem automatischen Stopp die eingestellte Distanz zum Der laufende Vorgang kann angehalten und dann erneut gestartet werden, die verbleibende Distanz weiter zurückzulegen.
' Mode/Exit': kurzes Drücken
' [Systemkonfiguration]": Aktion „Langes Drücken“
Kurz drücken, Arbeit beenden, Modus wechseln.
Lange drücken, Arbeit beenden, Systemkonfiguration aufrufen.
' Set/Select': Aktion kurz drücken
' [Speichern/Eingeben]": Langes Drücken
Nicht laufender Zustand.
Kurz drücken, um die Richtung zu ändern.
Langes Drücken, ungültig.
' Nach links bewegen/verringern": Kurzes Drücken
' [Schneller Vorlauf/Schneller Abstieg]": Langes Drücken
Nicht laufender Zustand.
Kurz drücken, einmaliges Verstellen des Fahrstreckenparameters.
Langes Drücken, kontinuierliche Anpassung des Fahrstreckenparameters, durch langes Halten wird jedes 3-Sekunden-Intervall automatisch angepasst.
' Rechte Umschalttaste/Hinzufügen": kurze Druckaktion
' [Fast Back/Fast Plus]: langes Drücken
Nicht laufender Zustand
Kurz drücken, einmaliges Einstellen des Fahrstreckenparameters.
Langes Drücken, kontinuierliche Anpassung des Fahrstreckenparameters, durch langes Halten wird jedes 3-Sekunden-Intervall automatisch angepasst.
' Null/Abbrechen': kurze Druckaktion
Im nicht laufenden Zustand.
Kurz drücken, beim ersten Mal zuerst die bereits zurückgelegte Distanz löschen, erneut drücken, um die eingestellte Distanz zu löschen.
' Start/Stopp/Bestätigen: kurze Druckaktion
Kurz drücken, Steuerung starten und stoppen.
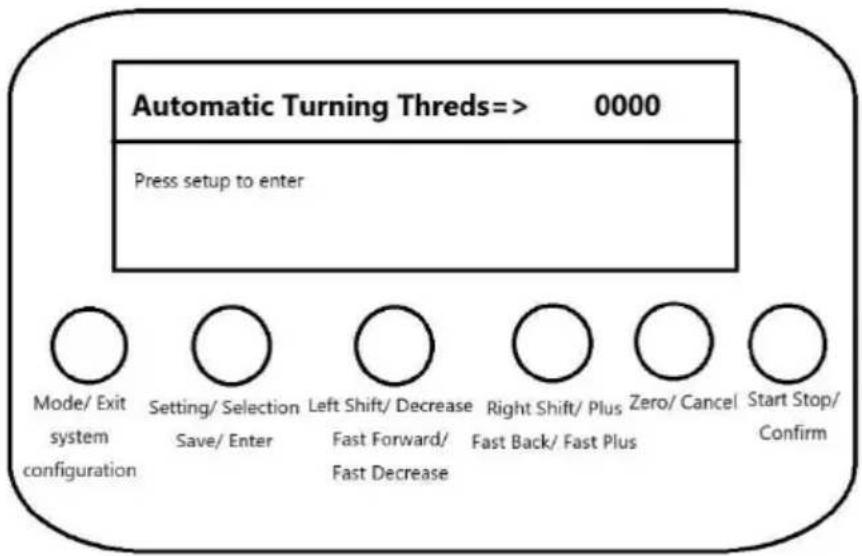
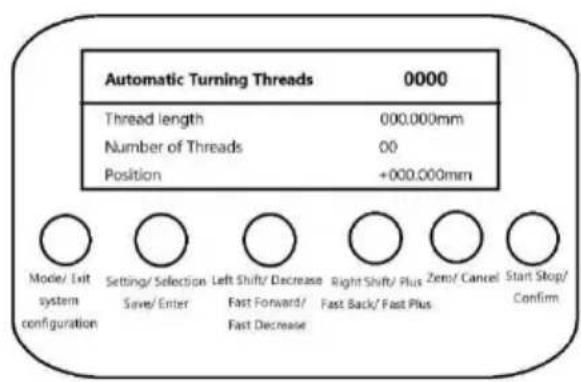
4. Automatische Einfädelfunktion
Funktionsbeschreibung:
Automatisches Gewindedrehen entsprechend der eingestellten Gewindeart, Gewindelänge und Gewindegröße.
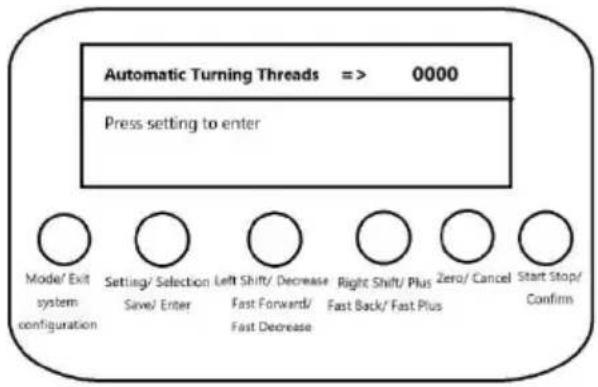
Standby-Statusanzeigeschnittstelle Einrichten der Overdrive-Schnittstelle
Die links angezeigte Standby-Oberfläche wird im Status der Modusauswahl angezeigt, und die rechts angezeigte Einstellungsoberfläche wird nach dem Drücken der Schaltfläche „Einstellen“ angezeigt. Nach dem Aufrufen der Einstellungsoberfläche wird die Parametereinstellung nach dem Drücken der Schaltfläche „Abbrechen“ abgebrocher und die Einstellung zum Verlassen wird beendet.
wird angezeigt. Die gespeicherten Einstellungen werden angezeigt, wenn Sie die Schaltfläche „Speichern“ drücken. Wenn Sie die Schaltfläche „Speichern“ drücken, werden die gespeicherten Einstellungen angezeigt und das Gerät wechselt automatisch
in den Betriebszustand.
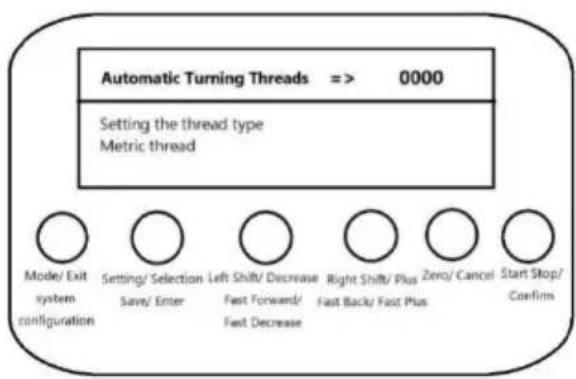
Einstellparameter-Schnittstelle Aufforderung zum Eintritt in den Arbeitsbetrieb
Im Einstellzustand
Drücken Sie kurz die Taste „Set/Select“, um die Einstellungsparameter zu wechseln. Parameterliste:
Einstellgewindeart: metrisches Gewinde, Zollgewinde und nicht genormtes Präzisionsgewinde.
Einstellen der Gewindegröße: Stellen Sie die Steigungsgröße für metrische Gewinde nicht standardmäßige Präzisionsgewinde ein und stellen Sie die Anzahl der Zähne p Zoll für Zollgewinde ein.
Eingestellte Gewindelänge: xxx,xxxmm.
Startdrehmodus: manuelle Tastenbedienung, sofortiger Automatikbetrieb und verzögerter Automatikbetrieb.
Start-Back-Modus: manuelle Tastenbedienung, sofortiger Automatikbetrieb und verzögerter Automatikbetrieb.
Verzögerungszeit des automatischen Betriebs: 1–30 Sekunden.
Drücken Sie die Taste „Speichern/Eingeben“ lange, um die Parameter zu speichern automatisch in den Betriebszustand zu wechseln. Wenn die Gewindelänge 0 ist, wird Meldung angezeigt, dass die Gewindelänge nicht eingestellt ist.
Drücken Sie kurz die Taste „Löschen/Abbrechen“, um die Parametereinstellung abzubrechen und zur Modusauswahloberfläche zurückzukehren.
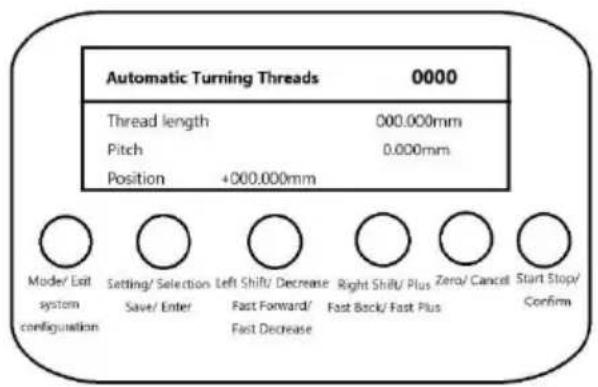
Schnittstelle für metrische/nicht standardmäßige Präzisionsgewinde Schnittstelle für gebrochene Gewinde
Wenn metrische oder nicht standardmäßige Präzisionsgewinde ausgewählt sind, wird linke Diagrammbildschirm mit Steigungsinformationen in Zeile 3 angezeigt.
Wenn Zollgewinde ausgewählt sind, wird auf dem rechten Diagrammbildschirm in Zeil die Anzahl der Zähne pro Zoll angezeigt.
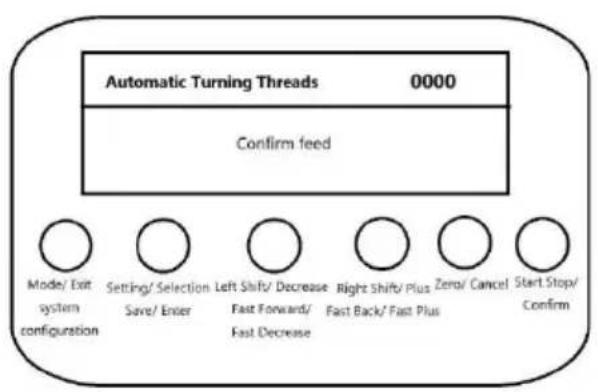
Bestätigung der Werkzeugzufuhr-/Rückgabeaufforderungsschnittstelle
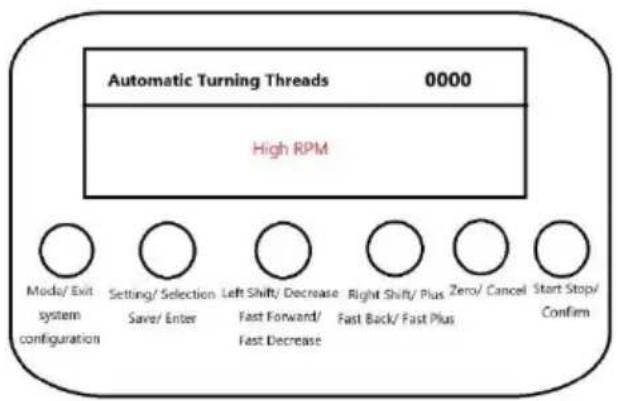
Warnbildschirm für hohe Drehzahl
Wenn der Startdrehmodus und der Startrückmodus auf manuelle Tastenbedienung eingestellt sind, wird beim Starten des Werkzeugvorschubs und -rückzugs die Schnittstelle auf der linken Seite angezeigt und zum Ausführen muss die Schaltfläche „Bestätigen“ kurz gedrückt werden.
Wenn die Geschwindigkeit der Synchronspindel des Schrittmotors zu hoch ist, wird a der rechten Seite die Schnittstelle für zu hohe Geschwindigkeit angezeigt und die Spindelgeschwindigkeit muss reduziert werden.
Drücken Sie im Betriebszustand kurz die Taste „Modus/Beenden“, um die aktuelle Anzu beenden und automatisch zur Modusauswahloberfläche zurückzukehren.
5. Automatische Roundtrip-Funktion
Funktionsbeschreibung:
Synchronisierte Spindelbewegung entsprechend der eingestellten Drehlänge und Vorschublänge, automatischer Rücklauf nach Abfahren der eingestellten Drehlänge.
Standby-Statusanzeigeschnittstelle Einrichten der Overdrive-Schnittstelle
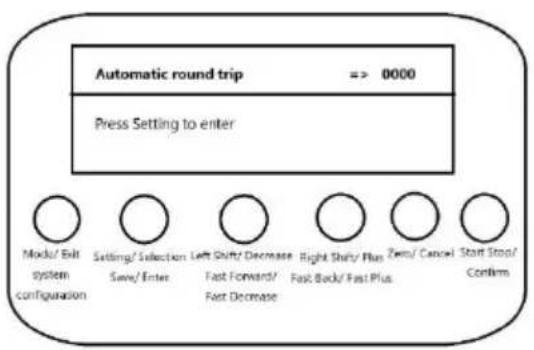
Die links angezeigte Standby-Oberfläche wird unter dem Status der Modusauswahl angezeigt, und die rechts angezeigte Einstellungsoberfläche wird nach dem Drücken Schaltfläche „Einstellung“ angezeigt. Nach dem Aufrufen der Einstellungsoberfläche wird der Parameter Die Einstellung wird nach dem Drücken der Schaltfläche „Abbrechen“ ebrochen. Die Beendigungseinstellung wird angezeigt. Die gespeicherte Einstellung wird nach dem Drücken der Schaltfläche „Speichern“ angezeigt. Durch Drücken der
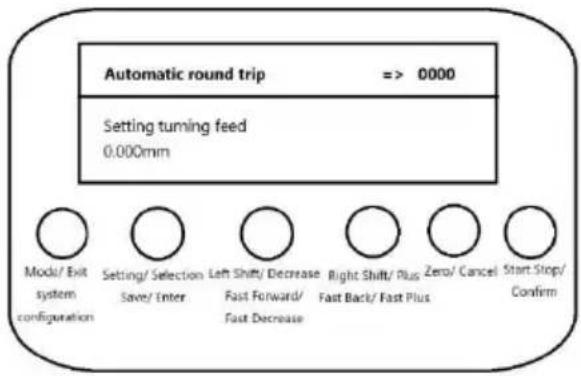
Schaltfläche „Speichern“ wird die gespeicherte Einstellung angezeigt und das Gerät wechselt automatisch in den Betriebszustand.
Einstellparameter-Schnittstelle Aufforderung zum Eintritt in den Arbeitsbetrieb
Unter dem Einstellungsstatus.
Drücken Sie kurz die Taste „Set/Select“, um die Einstellungsparameter zu wechseln. Halten Sie die Taste „Speichern/Eingeben“ gedrückt, um die Parameter zu speichern automatisch in den Arbeitszustand zu wechseln.
Drücken Sie kurz die Taste „Löschen/Abbrechen“, um die Parametereinstellung abzubrechen und zur Modusauswahloberfläche zurückzukehren.
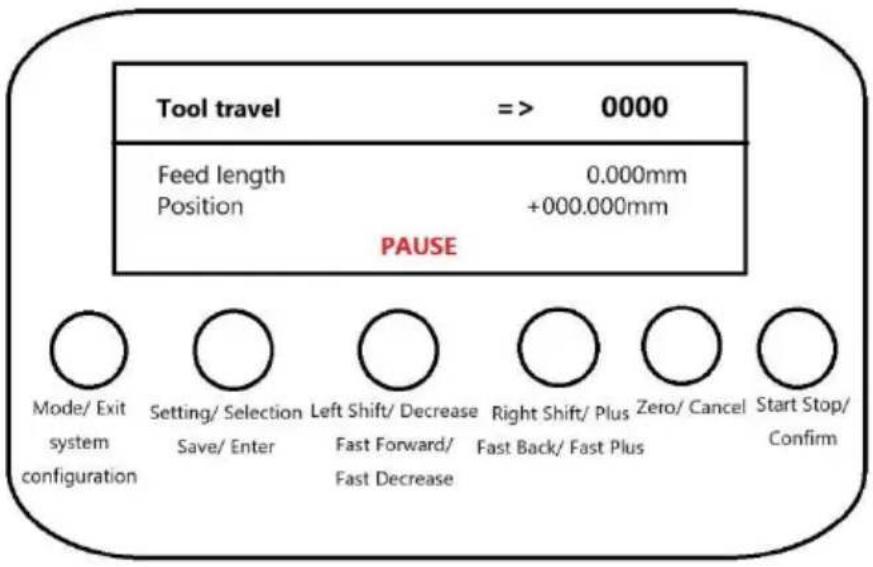
Schnittstelle für den Ausführungsstatus
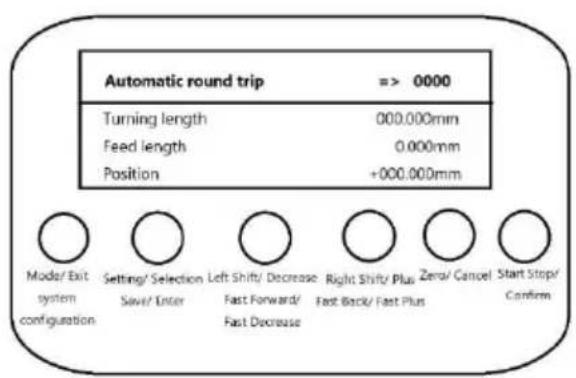
Pausenzustandsschnittstelle
In diesem Pausenzustand zeigt Zeile 4 die Pause an, und im laufenden Zustand ze Zeile 4 die Positionsinformationen an.
Drücken Sie im Pausenzustand kurz die Taste „Set/Select“, um die Richtung zu änd. Drücken Sie kurz die Taste „Set/Select“, um die Richtung zu ändern.
Drücken Sie kurz die Taste „Null/Abbrechen“, um die Position auf Null zu setzen.
Drücken Sie im Pausen- oder Betriebszustand kurz die Taste „Start/Stopp/Abbrechen“, um die Richtung zu ändern.
Drücken Sie kurz die Taste „Start/Stopp/Bestätigen“, um die Funktion zu starten oder anzuhalten.
Drücken Sie kurz oder lang die Taste „Linke Umschalttaste/Verringern“ oder „Rechte Umschalttaste/Hinzufügen“, um die Vorschublänge anzupassen.
Drücken Sie kurz die Taste „Modus/Beenden“, um die aktuelle Arbeit zu beenden um automatisch zur Modusauswahloberfläche zurückzukehren.
6. Systemkonfigurationsfunktionen
Funktionsbeschreibung:
Stellen Sie die Systemparameter ein, einschließlich Anzeigesprache und
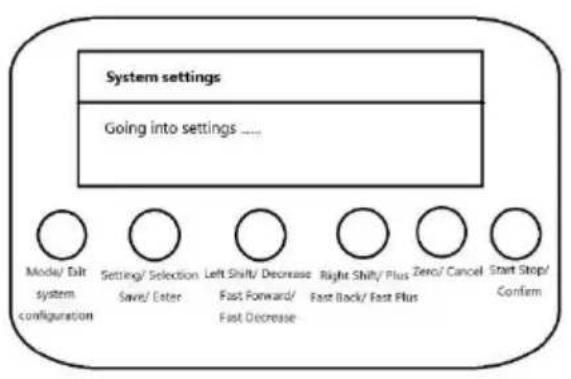
Aufrufen des Einstellungsbildschirms Bildschirm
„Versionsinformationen“
Im Modusauswahlstatus drücken Sie lange auf die Schaltfläche „Systemkonfiguration“, und die Systemeinstellungsoberfläche aufzurufen. Die Oberfläche wird auf der linken Seite angezeigt.
Nachdem Sie die Einstellungsoberfläche aufgerufen haben, drücken Sie die Schaltfläcl „Abbrechen“, um die Parametereinstellung abzubrechen und die Beendigungseinstellung anzuzeigen. Drücken Sie lange die Schaltfläche „Speichern“, um die Speichereinstellur
anzuzeigen, und kehren Sie dann automatisch zur Modusauswahloberfläche zurück.
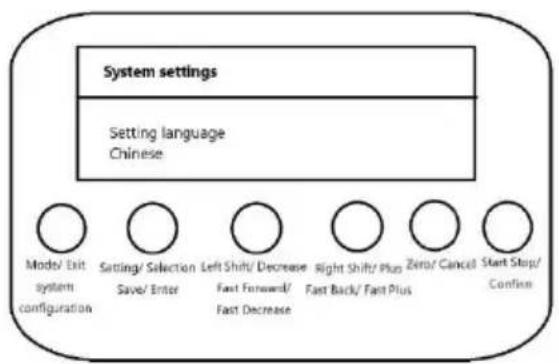
Bildschirm „Spracheinstellungen“ Summer-Einstellungsschnit
tstelle
Drücken Sie kurz die Taste „Set/Select“, um die Einstellungsparameter zu wechseln. Halten Sie die Taste „Speichern/Eingeben“ gedrückt, um die Parameter zu speichern zur Modusauswahloberfläche zurückzukehren.
Drücken Sie kurz die Taste „Löschen/Abbrechen“, um die Parametereinstellung abzubrechen und zur Modusauswahloberfläche zurückzukehren.
Parameter:
Einstellungssprache: Chinesisch, Englisch und Russisch.
Summereinstellung: Ein und Aus.
Encoder- und Schrittmotorparameter
Konfigurationsanforderungen für den Schrittmotor: Schrittmotor, ein Kreis mit 1600 Impulsen, ein Kreis, der sich 2 mm bewegt.
Anforderungen an den Encoder: 1000 Impulse/Kreis, Spindel- und
Encoder-Übersetzungsverhältnis von 2:1, d. h. die Spindel dreht sich 1 Kreis, der Encoder dreht sich 2 Kreise.
Lathe Adjustments

Stellen Sie sicher, dass der Netzschalter in der Position „Aus“ ste und die Geschwindigkeit
VOR DER VORNAHME JEGLICHER EINSTELLUNGEN AN DIESEM GERÄT MUSS DER POSITIONIERUNGSSTAND AUF NULL HERUNTERGEDREHT WERDEN.
● Futterwechsel: Schalten Sie die Drehmaschine aus und trennen Sie sie vom Stromnetz.
Platzieren Sie den Reitstock so weit wie möglich vom Futter entfernt und legen Sie zum der Maschine ein Stück Holz oder ein Tuch darunter. Entfernen Sie die drei Schrauben, d
Futter halten, indem Sie die Muttern entfernen und anschließend das Futter abnehmen. Eve müssen Sie mit einem weichen Hammer auf das Futter klopfen. Um ein neues Futter auf Spindel zu setzen, führen Sie die obigen Schritte in umgekehrter Reihenfolge aus.
- Backenwechsel: Stecken Sie den Spannfutterschlüssel in die Bohrfutteröffnung und drehen Sie ihn gegen den Uhrzeigersinn, bis die Backen maximal geöffnet sind. Die Backen können n manuell herausgezogen werden. Um neue Backen in das Spannfutter einzusetzen, wählen Sie die Backe Nr. 1 und setzen Sie sie in den gewünschten Spannfutterschlitz ein. Achten Sie dass die obere Nut dieses Schlitzes beim Einsetzen der Backe nicht sichtbar ist. Sobald c Backe im Schlitz sitzt, drehen Sie das Spannfutter im Uhrzeigersinn, um die Backe nach u ziehen und zu fixieren. Wiederholen Sie dies mit den Backen Nr. 2 und 3.
- Reitstockeinstellung: Um die Position der Reitstockauflage anzupassen, lösen Sie die Mutter an der Basis, ändern Sie die Position und ziehen Sie die Mutter wieder fest. Versetzen S Reitstock, um Fasen oder Verjüngungen zu schneiden.
- Reitstockverriegelung: Drehen Sie den Klemmhebel im Uhrzeigersinn, um den Reitstock zu verriegeln, oder gegen den Uhrzeigersinn, um ihn zu lösen.
- Werkzeughaltereinstellung: Zum Einstellen des Werkzeughalters lösen Sie einfach die beiden Befestigungsschrauben, verschieben ihn in die gewünschte Position und ziehen die Schraube wieder fest. Zum Austauschen der Werkstückmesser lösen Sie die Schrauben oben am Werkzeughalter.
- Schlitteneinstellung: Drehen Sie das Schlittenhandrad im Uhrzeigersinn, um den Schlitten in Richtung Reitstock zu bewegen. Drehen Sie das Handrad gegen den Uhrzeigersinn, um de Schlitten in Richtung Spannfutter zu bewegen.
- Schlittenverriegelung: Drehen Sie den Werkzeughalter-Steuergriff im Uhrzeigersinn zum Festziehen und gegen den Uhrzeigersinn zum Lösen. Dieser Griff muss vor der Verwendung automatischen Vorschubs gelöst werden.
- Querschlitteneinstellung: Durch Drehen des Querschlitten-Handrads wird der Werkzeughalter senkrecht zu den Führungen verschoben. Drehen Sie das Handrad im Uhrzeigersinn, um ihn zurückzubewegen, und gegen den Uhrzeigersinn, um ihn vorwärts zu bewegen.
- Schlittenvorschubsteuerung: Bewegen Sie den Hebel der Halbmutter nach unten, um die Halbmutter einzurasten und den Schlitten unter Krafteinwirkung zu bewegen. Achten Sie dar die Halbmutter vor allen Einstellungen zu lösen, um unerwartete Schlittenbewegungen zu vermeiden.
- Compound-Steuerung: Drehen Sie das Compound-Steuerrad gegen den Uhrzeigersinn, um den Compound nach außen zu bewegen, und im Uhrzeigersinn, um ihn nach innen zu be
und so den Schnittwinkel zu ändern.
- Spindelverriegelung: Drehen Sie den Hebel im Uhrzeigersinn, um die Spindel zu verriegeln, und gegen den Uhrzeigersinn, um sie zu lösen.
- Einstellung des Reitstockvorschubs: Drehen Sie das Handrad im Uhrzeigersinn, um den Reitstock in Richtung Spannfutter zu bewegen. Drehen Sie das Handrad gegen den Uhrzeigersinn, um den Reitstock vom Spannfutter wegzubewegen.
Operation
- Werkstück halten und Bohren: Mit dem Spannfutter halten Sie ein Werkstück fest. Mit dem Reitstock drücken Sie einen Bohrer in das rotierende Werkstück.
- Planfräsen: Mit dem Spannfutter wird ein Werkstück fest fixiert. Mit dem Werkzeughalter wird ein Fräser in die Stirnfläche des Werkstücks gedrückt. Die Schneide des Fräsers muss auf gle Höhe mit der Mitte sein.
- Innenschneiden: Verwenden Sie das Spannfutter, um ein Werkstück festzuhalten. Drehen Sie den Werkzeughalter so, dass der Fräser in der Mitte der Vorderseite des Werkstücks sitzt.
- Fasenschneiden: Halten Sie das Werkstück mit dem Spannfutter fest. Passen Sie den Winkel des Werkzeughalters an, um Fasen in das Werkstück zu schneiden.
- Gewindeschneiden: Zum Gewindeschneiden wird das Werkstück mit dem Spannfutter fixiert und die Halbmutter eingerastet. Mit dem Werkzeughalter wird ein Fräser in die Werkstückfläche gedrückt.
Wiring Diagram
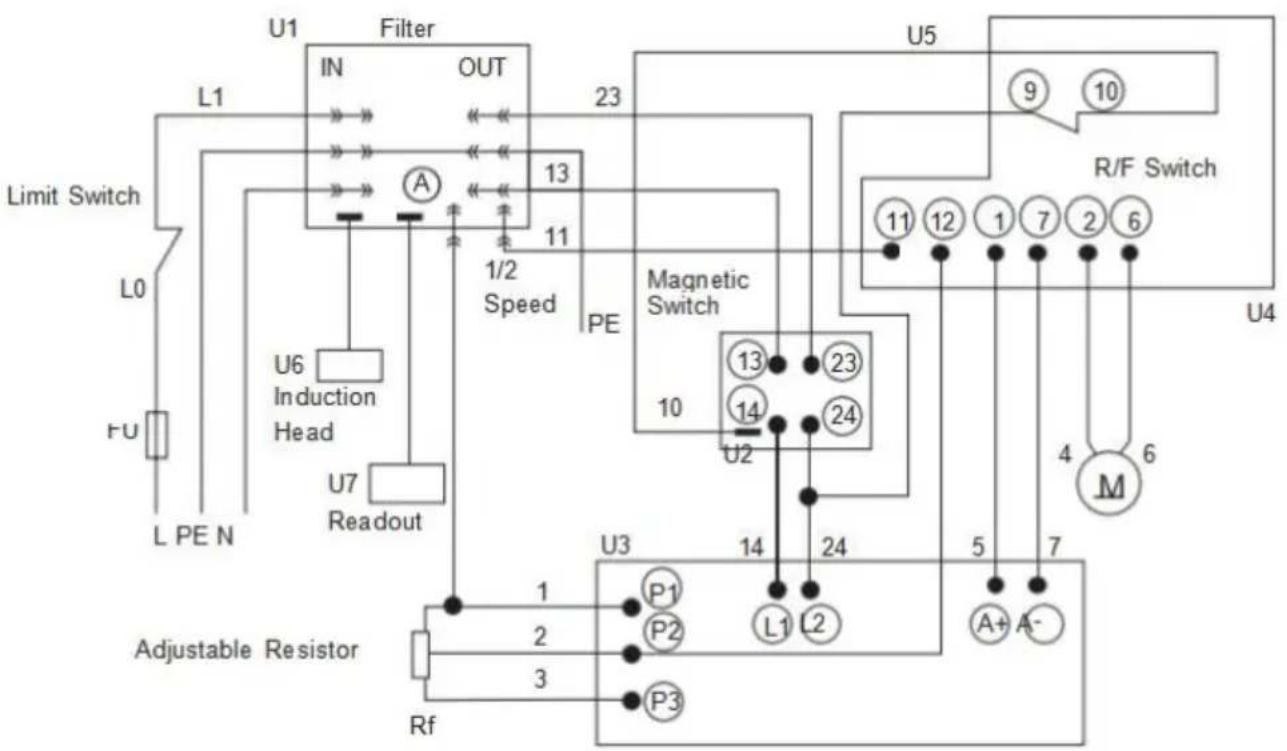
flowchart
graph TD
A["Limit Switch"] --> B["L1"]
B --> C["Filter"]
C --> D["OUT"]
D --> E["PE"]
E --> F["Magnetic Switch"]
F --> G["U5"]
G --> H["R/F Switch"]
H --> I["U4"]
J["FU"] --> K["L PE N"]
L["Limit Switch"] --> M["L0"]
M --> N["U6 Induction Head"]
N --> O["U7 Readout"]
O --> P["Adjustable Resistor"]
P --> Q["Rf"]
Q --> R["P3"]
R --> S["P2"]
S --> T["P1"]
T --> U["L1 L2"]
U --> V["A+ A-"]
W["1/2 Speed"] --> X["13"]
X --> Y["11"]
Y --> Z["23"]
AA["10"] --> AB["13"]
AB --> AC["23"]
AD["14"] --> AE["24"]
AE --> AF["U2"]
AG["13"] --> AH["24"]
AI["14"] --> AJ["24"]
AK["13"] --> AL["23"]
AM["14"] --> AN["24"]
AO["13"] --> AP["23"]
AQ["14"] --> AR["24"]
AS["13"] --> AT["23"]
AU["14"] --> AV["24"]
AW["13"] --> AX["23"]
AY["11"] --> AZ["12"]
AZ --> BA["1"]
BA --> BB["7"]
BB --> BC["2"]
BC --> BD["6"]
BE["4"] --> BF["M"]
BG["6"] --> BH["M"]
BI["5"] --> BJ["A+ A-"]
Key
- Reinigen Sie die Maschine nach jedem Gebrauch von jeglichem Schmutz.
● Schmieren Sie die beweglichen Teile des Geräts zwischen den Anwendungen mit NLGI 2-Fett - Achten Sie darauf, dass sich keine übermäßigen Ablagerungen auf der Ablage ansammeln. Entfernen Sie die Ablagerungen, sobald sie entstehen, und stoppen Sie die Drehmaschine gegebenenfalls.
- Überprüfen Sie bewegliche Teile regelmäßig auf Verschleißerscheinungen. Reparieren oder ersetzen Sie beschädigte oder verschlissene Teile vor der weiteren Verwendung.
- Überprüfen Sie Bolzen, Schrauben, Hebel und andere Befestigungselemente regelmäßig auf
Troubleshooting
| Potenzial Probleme | Gemeinsame Lösungen |
| Die Oberfläche des Werkstü ist zu rauh. | Schärfen Sie das Schneidwerkzeug nach. |
| Reduzieren Sie die Vorschubgeschwindigkeit. | |
| Spannen Sie das Schneidwerkzeug mit weniger Überhang. | |
| Erhöhen Sie die Tooltips Radius. | |
| Das Schneidwerkzeug hat A kurz Lebensdauer. | Reduzieren Sie die Schnittgeschwindigkeit. |
| Verringern Sie den Quervorschubabstand. | |
| Mehr hinzufügen Schmiermittel auf das Werkstück auftragen. | |
| Die Schneide bricht ab. | Erhöhen Sie den Keilwinkel. |
| Schmieren Sie das Werkstück gleichmäßig . | |
| Spindel festziehen Lager. | |
| Der Schneidfaden ist falsch. | Passen Sie den Schleifwinkel des Schneidwerkzeugs |
| Passen Sie das Schneidwerkzeug an Tonhöhe. | |
| Passen Sie den Durchmesser des Werkstücks an. | |
| Das Werkstück wird eingeklemmt. | Stellen Sie den Reitstock auf die Mitte des Werks . |
| Richten Sie den oberen Schlitten aus richtig. | |
| Die Drehbank Ist Geschwätz | Reduzieren Sie die Vorschubgeschwindigkeit. |
| Ziehen Sie die Hauptleitung fest Lager. | |
| Flankenverschleiß ist zu hoch | Erhöhen Sie den Freiwinkel. |
| Zentrieren Sie das Schneidwerkzeug I sorgfältig auf Werkstück. | |
| Das Zentrum Läufe heiß. | Lösen Sie den Reitstock. |
| Die Spindel nicht aktivieren. | Entriegeln Sie den Not-Aus-Schalter. |
Anzeige und Behandlung von Controllerfehlern
| NEIN. | FehlerCode | Ursache des Fehlers | Fehlerbehandlung |
| 1 | ER01 | Überstrom Schutz | Überprüfen Sie, ob die Motorschnittste Ordnung ist, oder ersetzen Sie die Ste |
| 2 | ER02 | HALL-Signal Versagen | Überprüfen Sie, ob die Motorschnittste gutem Zustand ist, oder ersetzen Sie de oder die Steuerung |
| 3 | ER03 | Blockierter Rotor Schutz | Prüfen Sie, ob die Motorschnittstelle in 0 ist oder ob die Motorlast zu |
| 4 | ER04 | Chipfehler | Ersetzen Sie den Motor und die St |
| 5 | ER05 | Motorschaden | Prüfen Sie, ob die Motorschnittstelle in 0 ist oder ob die Motorlast zu |
| 6 | ER06 | Potentiometer Versagen | Überprüfen Sie, ob die Schnittstell Geschwindigkeitsregelung in gutem Zustand |
| 7 | Keine Anzeige, die Lichtschalter Komm schon | 1 Die Hauptplatine ist defekt. 2 Der zwischen dem Bildschirm und Verbindungsleitung der Hauptplatine schlecht. |
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
LM1, LM2: 2 eindschakelaaringangen.
16. Manuell Speed Shift-funktion
Funktionsbeskrivning:
Icke-körande tillständ.
Icke-körande tillständ.
I icke-körande tillständ.




