
WM210V - Metalldrehmaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts WM210V Vevor als PDF.
| Produkttyp | Metalldrehmaschine |
| Marke und Modell | Vevor WM210V |
| Ausladung über dem Bett | 210 mm |
| Ausladung über dem Querschlitten | 110 mm |
| Spitzenweite | 370 mm |
| Bettbreite | 100 mm |
| Spindelbohrung | 21 mm |
| Spindelkegel | MT3 |
| Anzahl der Spindeldrehzahlen | Variabel (50-2500 U/min) |
| Metrische Gewinde | 14 Steigungen (0,3-3 mm) |
| Zollgewinde | 10 Steigungen (10-44 Gänge pro Zoll) |
| Längsvorschub | 0,089-0,198 mm/U |
| Hub des Oberschlittens | 80 mm |
| Querhub des Schlittens | 85 mm |
| Längshub des Schlittens | 370 mm |
| Hub der Reitstockpinole | 50 mm |
| Reitstockkegel | MT2 |
| Hauptmotor | 550 W, 110 V~60 Hz / 220 V~50 Hz |
| Nettogewicht | 60,6 kg |
| Bruttogewicht | 78,4 kg |
| Paketmaße | 905 × 455 × 540 mm |
| Garantie | 1 Jahr |
| Standardzubehör | Dreibackenfutter, Werkzeugkasten mit Spitzen, Schlüsseln, Riemenscheiben |
| Wartung und Schmierung | Tägliche Schmierung der Führungen und Leitspindel mit Öl 20W |
Häufig gestellte Fragen - WM210V Vevor
Benutzerfragen zu WM210V Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Metalldrehmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch WM210V - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. WM210V von der Marke Vevor.
BEDIENUNGSANLEITUNG WM210V Vevor
DÉBALLAGE ET NETTOYAGE
SCHÉMA DE DÉPANNAGE ET LISTE DES PIÈCES
SCHÉMA DE DÉPANNAGE ET LISTE DES PIÈCES
Technischer Support und E-Garantie-Zertifikat
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten. „Sparen Sie die Hälfte“, „Halber Preis“ oder ähnliche Ausdrücke stellen lediglich eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen Top-Marken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Bitte prüfen Sie bei Ihrer Bestellung sorgfältig, ob Sie im Vergleich zu den großen Top-Marken tatsächlich die Hälfte sparen.
VEVOR®
TOUGH TOOLS, HALF PRICE
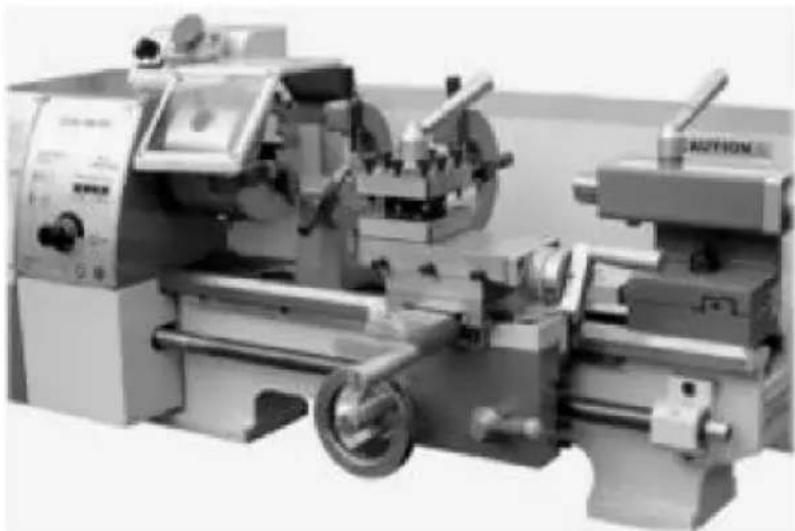
Metalldrehmaschine
MODELL:WM210V
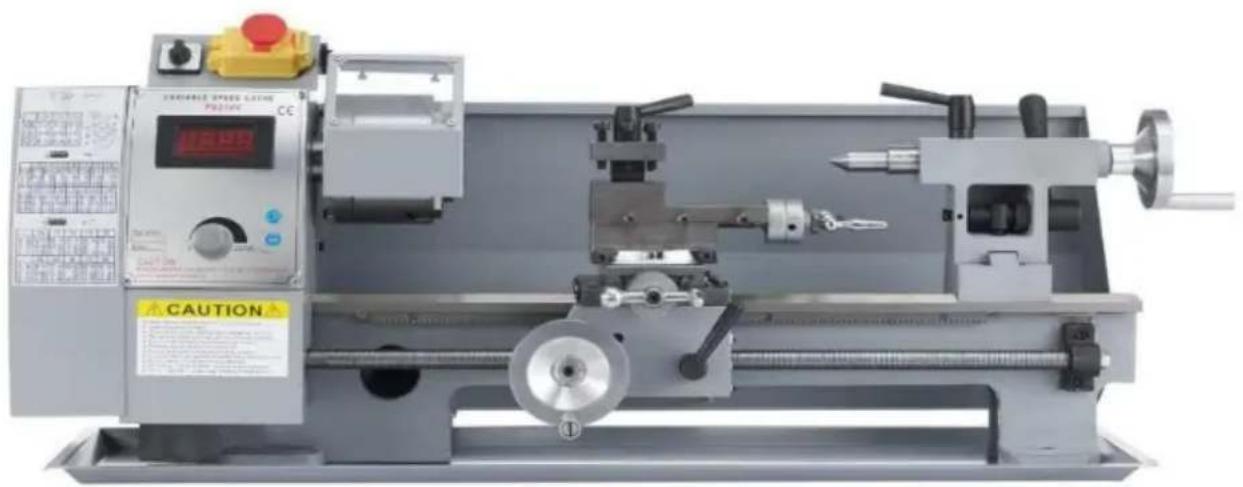
(Das Bild dient nur als Referenz, bitte beziehen Sie sich auf das tatsächliche Objekt)
Brauchen Sie Hilfe? Kontaktieren Sie uns!
Haben Sie Fragen zum Produkt? Benötigen Sie technischen Support? Kontaktieren Sie uns gerne:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich das Recht vor, die Bedienungsanleitung klar und deutlich zu interpretieren. Das Aussehen des Produkts hängt vom gelieferten Produkt ab. Bitte haben Sie Verständnis dafür, dass wir Sie nicht erneut über Technologie- oder Software-Updates informieren.


Warnung: Um das Verletzungsrisiko zu verringern, muss der Benutzer die Bedienungsanleitung sorgfältig lesen.
Dieses Produkt unterliegt der europäischen Richtlinie 2012/19/EG. Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass dieses Produkt in der Europäischen Union einer getrennten Müllentsorgung unterliegt. Dies gilt für das Produkt und alle mit diesem Symbol gekennzeichneten Zubehörteile. Entsprechend gekennzeichnete Produkte dürfen nicht im Hausmüll entsorgt werden, sondern müssen an einer Sammelstelle für das Recycling von Elektro- und Elektronikgeräten abgegeben werden.
ANGELEGENHEITEN, DIE AUFMERKSAMKEIT ERFORDERN
Die in diesem Handbuch enthaltenen Informationen dienen als Leitfaden für den Betrieb dieser Maschinen und sind nicht Bestandteil eines Vertrags. Die darin enthaltenen Daten haben
wurden vom Maschinenhersteller und aus anderen Quellen eingeholt. Während
Obwohl alle Anstrengungen unternommen wurden, um die Genauigkeit dieser Transkriptionen zu gewährleisten, wäre es unmöglich, jeden einzelnen Punkt zu überprüfen. Darüber hinaus kann die Weiterentwicklung der Maschine dazu führen, dass die gelieferte Ausrüstung im Detail von den hier beschriebenen Beschreibungen abweicht. Es liegt daher in der Verantwortung des Benutzers, sich selbst davon zu überzeugen, dass die beschriebene Ausrüstung oder das beschriebene Verfahren für den beabsichtigten Zweck geeignet ist.
QUALITÄTSSICHERUNG
Wir unternehmen alle Anstrengungen, um die Qualität unserer Produkte sicherzustellen und versprechen den Verbrauchern, dass wir auf unsere Produkte eine einjährige Garantie gewähren, mit Ausnahme von Maschinenschäden, die durch unsachgemäße Bedienung durch den Kunden verursacht werden, und daraus resultierenden Unfällen oder von anormalem Verschleiß und Schäden, die durch mangelnde Wartung verursacht werden.
Unser Unternehmen behält sich das Recht vor, Änderungen an dieser Spezifikation und den Produktspezifikationen vorzunehmen. Wir sind kontinuierlich bemüht, die Qualität unserer Produkte zu verbessern.
Alle Rechte vorbehalten. Reproduktion oder Vervielfältigung ist ohne Genehmigung nicht gestattet.
SICHERHEITSHINWEIS
| Symbol | Symbol Beschreibung |
 | Warnung - Um das Verletzungsrisiko zu verringern, muss der Benutzer die Anweisungen less Lesen Sie das Handbuch sorgfältig durch. |
 | Dieses Symbol vor einem Sicherheitshinweis weist auf eine Art Vorsichtsmaßnahme, Warnung oder Gefahr. Das Ignorieren dieser Warnung kann zu einen Unfall. Um das Risiko von Verletzungen, Feuer oder Stromschlag zu verringern, Befolgen Sie immer die unten angegebene Empfehlung. |
 | Gefahr! Gefahr von Personen- und Umweltschäden! Gefahr von Stromschlägen Stromschlag! Verletzungsgefahr durch Stromschlag! |
 | Gleichstrom |
 | Vorsicht vor Klemmen |
 | Warnung: Tragen Sie bei der Verwendung dieses Produkts unbedingt einen Gehörschutz. |
 | Warnung: Tragen Sie bei der Verwendung dieses Produkts unbedingt einen Augenschutz. |
 | Bei laufender Maschine nicht in die Schutzvorrichtung greifen |
 | Kein Zutritt zu automatischen Maschinen im Betrieb Autorisiertes Personal nur |
 | Kein Öl während des Betriebs nachfüllen |
 | Während der Reparatur nicht drehen |
 | Kein ermüdungsfreier Betrieb |
 | Der Betrieb ist keine Telefonanrufe |

WARNUNG: Lesen Sie alle Sicherheitswarnungen, Anweisungen, Abbildungen und
Spezifikationen dieser Maschine. Nichtbefolgen aller aufgeführten Anweisungen
Die folgenden Hinweise können zu Stromschlägen, Bränden und/oder schweren Verletzungen führen.
Bewahren Sie alle Warnhinweise und Anweisungen für die Zukunft auf.
-
Die Werkzeugmaschine sollte von erfahrenem Personal bedient werden. Wenn Sie nicht vertraut mit dem Betriebsprozess der Drehmaschine, verwenden Sie das Werkzeug nicht bei Lesen Sie vor der Inbetriebnahme die Anweisungen.
-
Vor dem Starten der Werkzeugmaschine sollte die Sicherheitsabdeckung in der richtigen Position.
-
Vor dem Starten der Werkzeugmaschine prüfen Sie bitte, ob der Werkzeugauflagenschlüssel und Bohrfutterschlüssel entfernt werden.
-
Verhindern Sie, dass die Maschine unbeabsichtigt startet. Schalten Sie den Motor ab, bevor Einspannen des Werkstücks oder Werkzeugs.
-
Nicht mit Gewalt schneiden. Schneiden Sie entsprechend der eingestellten Schnittgeschwindigkeit, Schnitttiefe und Vorschubgeschwindigkeit.
-
Verwenden Sie die richtigen Werkzeuge. Verwenden Sie für die Bearbeitung das richtige Werkzeug oder Werkstück.
-
Halten Sie das Werkzeug scharf und sauber, um einen normalen und sicheren Betrieb zu gewährleisten. Schmieren und Zubehör regelmäßig austauschen.
-
Bevor Sie die Maschine einstellen oder reparieren, trennen Sie unbedingt die Stromversorgung liefern.
-
Bitte überprüfen Sie die Sicherheitsleistung der Maschine, bevor Sie sie starten.
Überprüfen Sie die Funktion aller beweglichen Teile. Alle Teile müssen installiert werden Beschädigte Teile müssen umgehend repariert werden.
- Wenn die Maschine läuft, darf der Bediener den Betrieb nicht verlassen.
- Halten Sie den Arbeitsplatz sauber, schmutzige Arbeitsumgebung ist leicht zu führen Unfälle.
- Verwenden Sie die Maschine nicht in gefährlichen Umgebungen.
Arbeiten Sie nicht in feuchten Räumen. Sorgen Sie dafür, dass elektrische Komponenten geschützt sind vor Feuchtigkeit schützen. Für gute Beleuchtung sorgen. - Kindern ist der Zutritt zur Arbeitsstätte verboten, und nicht in Betrieb befindliche Das Personal sollte einen Sicherheitsabstand zum Arbeitsbereich einhalten.
- Halten Sie Kinder vom Arbeitsbereich fern. Die Tür sollte beim Verlassen abgeschlossen werden. die Werkstatt.
- Kleiden Sie sich angemessen. Tragen Sie keine weite Kleidung, Handschuhe, Krawatten, Ringe, Armbänder, Schmuck usw. Um auf der sicheren Seite zu sein, sollten Sie das Tragen von rutschfesten Schuhen besprechen. Wenn Wenn Sie lange Haare haben, tragen Sie bitte eine Arbeitsmütze.
- Tragen Sie beim Betrieb eine Schutzbrille.
- Achten Sie auf Ihren Stand und halten Sie stets das Gleichgewicht.
- Halten Sie Ihre Hände von den beweglichen Teilen der Maschine fern.
- Führen Sie keine Einstellvorgänge bei laufender Maschine durch.
- Lesen und verstehen Sie alle an der Maschine angebrachten Warnschilder.
- Dieses Handbuch dient ausschließlich dazu, den Kunden mit der Bedienung des Maschine und ist kein Schulungshandbuch.
- Bitte beachten Sie diese Warnungen, da es sonst zu schweren Verletzungen kommen kann.
- Die Maschine erzeugt beim Arbeiten mit Staub, Sägen, Schleifen und Bohren durch Schleifen erzeugt. Um den Schaden dieser zu reduzieren Wenn Sie mit Chemikalien arbeiten, arbeiten Sie bitte an einem gut belüfteten Ort und tragen Sie Schutzausrüstung. Wie zum Beispiel Partikelfiltermasken.
TECHNISCHE PARAMETER
| Typnummer | WM210V |
| Kapazitäten | |
| Schaukel über dem Bett | 210 mm |
| Schwenken über Querschlitten | 110 mm |
| Abstand zwischen Mittelpunkten | 370 mm |
| Bettbreite | 100 mm |
| Spindelstock | |
| Loch durch Spindel | 21 mm |
| Verjüngung in der Spindelnase | MT3 |
| Anzahl der Spindeldrehzahlen | Variable |
| Spindeldrehzahlbereich | 50–2500 U/min |
| Zuführen und Einfädeln | |
| Anzahl der metrischen Gewinde | 14 |
| Auswahl an metrischen Gewinden | 0,3 bis 3 mm |
| Anzahl der 1mperial-Threads | 10 |
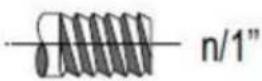
| Sortiment an 1mperial-Gewinden | 10~44T.PI |
| Bereich des Längsvorschubs | 0,089–0,198 mm |
| Verbindung und Wagen | |
| Werkzeughaltertyp | 4 |
| Maximaler Verfahrweg des Verbundschlittens | 80 mm |
| Maximaler Querschlittenweg | 85 mm |
| Maximaler Schlittenweg | 370 mm |
| Reitstock | |
| Reitstockspindelweg | 50 mm |
| Kegel in der Reitstockspindel | MT2 |
| Verschiedenes | |
| Hauptmotor | 110 V ~ 60 Hz/220 V ~ 50 Hz, 550 W |
| Produktgewicht | Nettogewicht: 60,6 kg; Bruttogewicht: 78,4 kg |
| Paketgröße | 905*455*540 mm |
Die in dieser Spezifikation gemachten allgemeinen Angaben sind unverbindlich.
Standardzubehör
- Ölwanne 1
- Hintere Spanplatte 1
- Dreibackenfutter 1
- Spezifikation 1
- Erkennungstabelle 1
- Werkzeugkasten 1

Zubehör im Werkzeugkasten (Abb. 1)
1 Totpunkt MT3
1 Totpunkt MT2
3 Werkzeughalterschlüssel
1 Ölpistole
1 Kreuzschraubendreher
1 Flachschraubendreher
1 Schlüssel für 3-Backenfutter
5 Innensechskantschlüssel
3 Doppelmaulschlüssel
9 Riemenscheibensatz (24T, 33T, 35T, 40T, 50T, 52T, 60T, 66T, 72T)
Sonderzubehör (Zubehör, das zusätzliche Zahlung erfordert)
Vierbackenfutter und Rückplatte
(Anschlussplatte)
Der ganze Rest
Mittelrahmen
Rückplatte
Disjunkte Festplatte
Schutzabdeckung für die Werkzeugablage
Schutzabdeckung für Leitspindel
Drehwerkzeug
Bohrfutter und Pleuel
AUSPACKEN UND AUFRÄUMEN
- Entfernen Sie die Holzkiste rund um die Drehbank
- Überprüfen Sie alle Zubehörteile der Werkzeugmaschine gemäß der Verpackung Liste.
- Schrauben Sie die Drehbank vom Boden der Versandkiste ab.
- Wählen Sie einen trockenen, gut beleuchteten Standort für die Drehbank.
genügend Platz, um die Drehmaschine von allen vier Seiten warten zu können. - Heben Sie die Drehbank mit geeigneten Hebevorrichtungen langsam vom Transportboden
Kistenboden. Nicht an der Spindel anheben. Stellen Sie sicher, dass die Drehmaschine ausgewuchtet ist, bevor auf eine stabile Bank oder einen Ständer umstellen. - Um ein Verdrehen des Bettes zu vermeiden, muss die Drehbank absolut eben stehen und
Ebene. Schrauben Sie die Drehbank an den Ständer (falls verwendet). Wenn Sie eine Werkbank verwenden, für optimale Leistung. - Reinigen Sie alle rostgeschützten Oberflächen mit einem milden handelsüblichen Lösungsmittel.
Kerosin oder Dieselkraftstoff. Verwenden Sie keinen Farbverdünner, Benzin oder Lack
Verdünner. Diese beschädigen lackierte Oberflächen. Decken Sie alle gereinigten Oberflächen ab mit einem dünnen Film aus 20W-Maschinenöl. - Entfernen Sie die Endgetriebeabdeckung. Reinigen Sie alle Komponenten des Endgetriebes
Baugruppe und bestreichen Sie alle Zahnräder mit einem schweren, nicht schleudernden Fett.
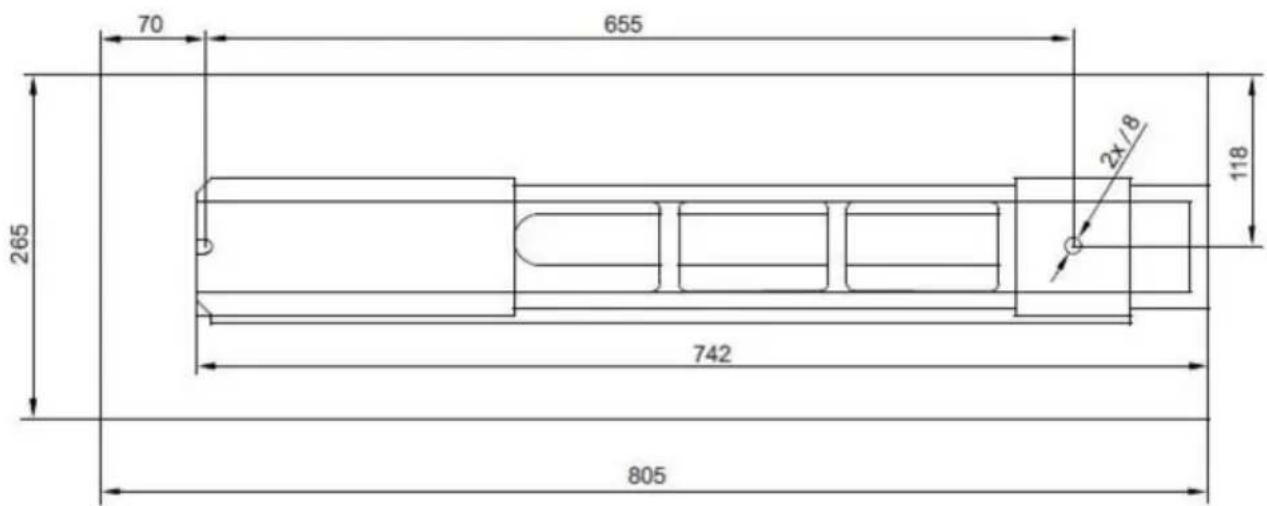
FUNDAMENTZEICHNUNG
text_image
70 655 265 742 805 118 2x/8Abb. 2
General Description
Drehbankbett (Abb. 3)
Das Drehmaschinenbett besteht aus hochwertigem Eisen. Durch die Kombination hoher Wangen mit starken Querrippen entsteht ein vibrationsarmes und stabiles Bett. Es integriert Spindelstock und Antriebseinheit zur Befestigung von Schlitten und Leitspindel. Die beiden präzisionsgeschliffenen, durch Wärmehärtung und Schleifen verstärkten V-förmigen Seitenführungen dienen als präzise Führung für Schlitten und Reitstock. Der Hauptmotor ist an der Rückseite der linken Seite des Bettes montiert.

Der Spindelstock ist aus hochwertigem, vibrationsarmem Gusseisen gegossen. Er ist mit vier Schrauben am Bett verschraubt. Der Spindelstock beherbergt die Hauptspindel mit zwei Präzisions-Kegelrollenlagern und die Antriebseinheit.
Die Hauptspindel überträgt das Drehmoment beim Drehvorgang. Sie dient gleichzeitig zur Aufnahme der Werkstücke und Spannmittel (z. B. 3-Backenfutter).

text_image
WM210V Control Panel 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100Abb. 4
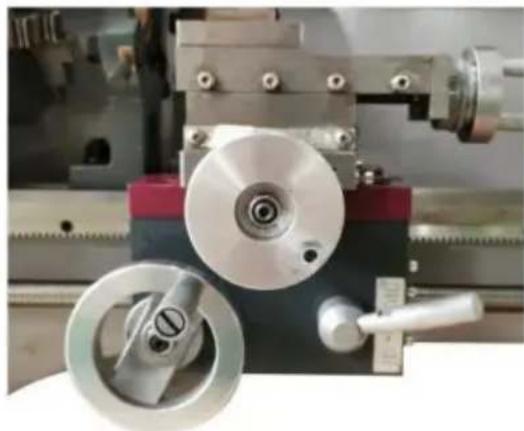
Schlitten (Abb. 5)
Der Schlitten besteht aus hochwertigem Gusseisen. Die Gleitstücke sind glatt
geschliffen. Sie passen spielfrei in das V-Profil des Bettes. Die unteren Gleitstücke lassen sich leicht und einfach einstellen. Der Querschlitten ist auf dem Schlitten montiert und bewegt sich auf einer Schwalbenschwanzführung. Das Spiel im Querschlitten kann über die Keile eingestellt werden.
Bewegen Sie den Querschlitten mit dem bequem positionierten Handrad.
Am Handrad befindet sich ein Skalenring.
Auf dem oberen Schlitten ist ein Vierwege-Werkzeughalter angebracht, der das Festklemmen von vier Werkzeugen ermöglicht. Lösen Sie den mittleren Klemmgriff, um eines der vier Werkzeuge in die richtige Position zu drehen.

Die Schürze ist auf dem Bett montiert. Sie beherbergt die Halbmutter mit Rasthebel zur Aktivierung des automatischen Vorschubs. Die Halbmutterleisten sind von außen verstellbar.
Eine auf dem Bett montierte Zahnstange und ein per Handrad am Schlitten betätigtes Ritzel ermöglichen eine schnelle Bewegung der Schürze.
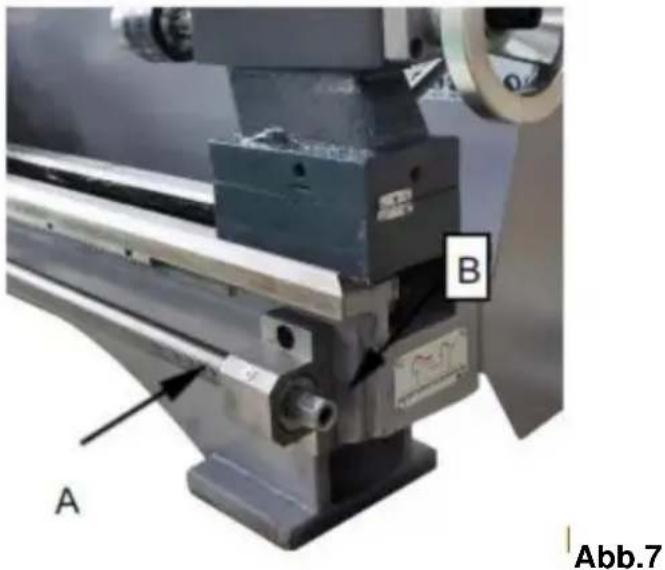
Die Leitspindel (A, Abb. 7) ist an der Vorderseite des Maschinenbetts montiert. Sie ist für den automatischen Vorschub links mit dem Getriebe verbunden und wird an beiden Enden durch Lager gestützt. Die Sechskantmutter (B, Abb. 7) am rechten Ende dient zum Ausgleich des Spiels der Leitspindel.
text_image
A B Abb.7Reitstock (Abb. 8)
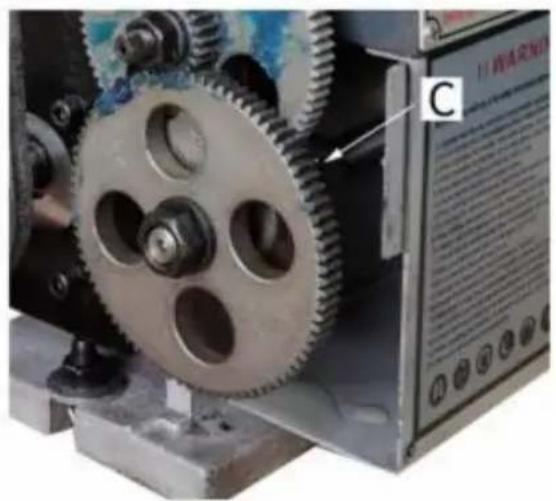
Der Reitstock ist V-förmig geführt und kann an jeder beliebigen Stelle festgeklemmt werden. Er verfügt über eine Hochleistungsspindel mit Morsekegel № 2 und einer Gradskala. Die Spindel kann mit einem Klemmhebel an jeder beliebigen Stelle festgeklemmt werden. Die Spindelbewegung erfolgt über ein Handrad am Ende des Reitstocks.

Um ein Herunterfallen des Reitstocks vom Maschinenbett zu verhindern, montieren Sie die Sicherungsschraube (C, Abb. 8) am Ende der Drehbank.
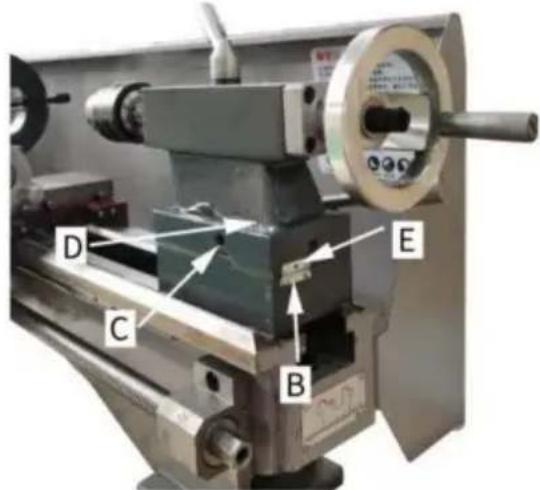
Operating equipment
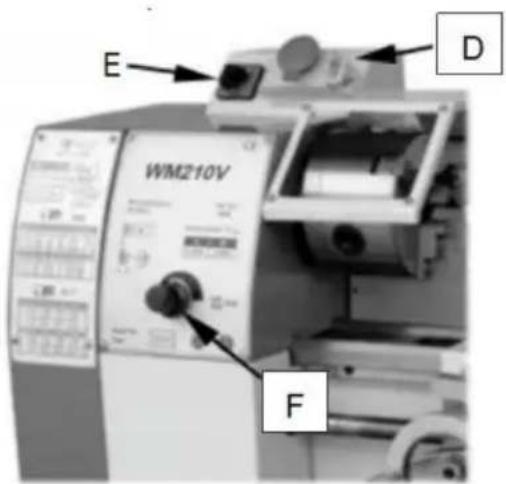
1. Notruf: Taste ON.OFF-Schalter (D, Abb. 9)
Die Maschine wird mit der EIN/AUS-Taste ein- und ausgeschaltet. Zum Stoppen drücken alle Maschinenfunktionen. Zum Neustarten die Abdeckung anheben und die EIN-Taste drücken.
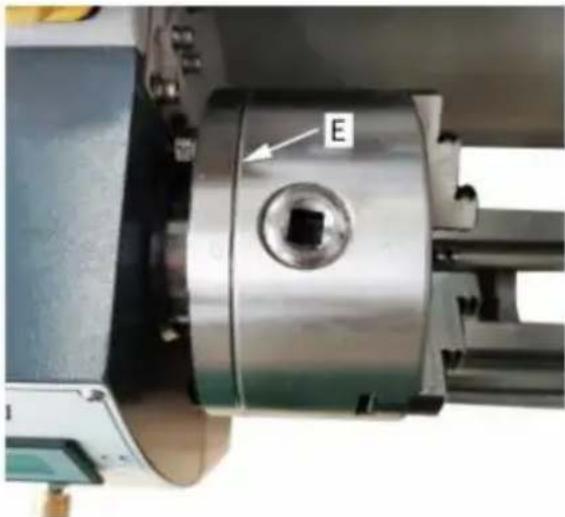
2. Umschalter (E, Abb. 9)
Nach dem Einschalten der Maschine den Schalter in die Position „F“ drehen,
Drehen Sie den Schalter in die Position „R“, um die Spindel im Uhrzeigersinn (rückwärts) zu drehen. Die Position „0“ bedeutet AUS und die
Spindel bleibt im Leerlauf.
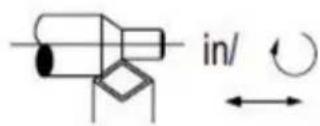
3. Schalter zur variablen Geschwindigkeitsregelung (F, Abb. 9)
Drehen Sie den Schalter im Uhrzeigersinn, um die Spindeldrehzahl zu erhöhen. Drehen Sie den Schalter gegen den Uhrzeigersinn, um die Spindeldrehzahl zu verringern. Die mögliche Drehzahl Die Reichweite ist abhängig von der Position des Antriebsriemens.
text_image
E D WM210V F
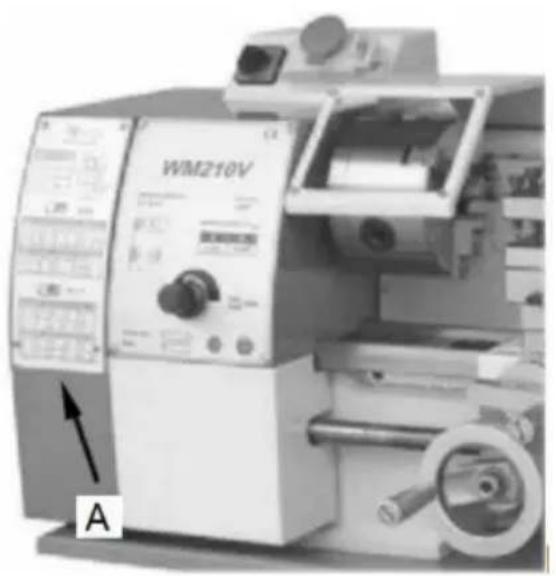
Drehen Sie die Innensechskantschraube (A, Abb. 10) im Uhrzeigersinn und ziehen Sie sie fest. gegen den Uhrzeigersinn drehen und zum Entriegeln lösen.
Achtung: Die Schlittenverriegelungsschraube muss vor dem Einschalten der automatischen
Es kann zu Vorschüben oder Schäden an der Drehmaschine kommen.
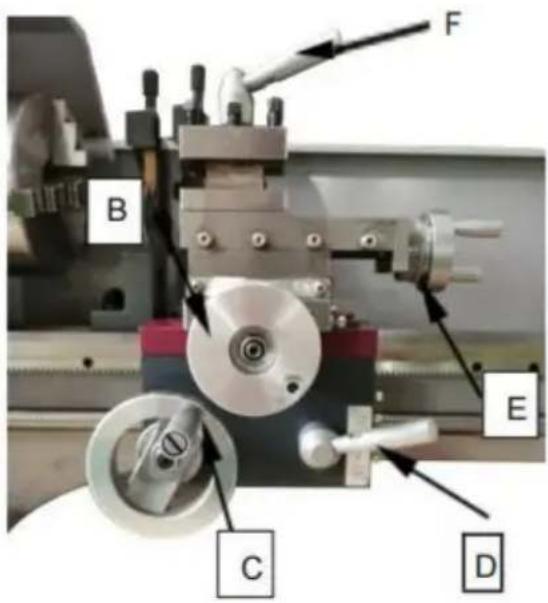
5ÿLängsverfahrhandrad (B, Abb. 11)
Drehen Sie das Handrad im Uhrzeigersinn, um die Schürzenbaugruppe in Richtung der Reitstock (rechts). Drehen Sie das Handrad gegen den Uhrzeigersinn, um den Schürzenbaugruppe zum Schutz des Spindelstocks (links).
6ÿQuerverstellhebel (C, Abb. 11)
Durch Drehen im Uhrzeigersinn wird der Querschlitten zur Rückseite der Maschine bewegt.
7. Halbmutter-Einrückhebel (D, Abb. 11)
Zum Einkuppeln den Hebel nach unten bewegen. Zum Auskuppeln den Hebel nach oben bewegen.
8yVerschiebungshebel für die zusammengesetzte Auflage (E, Abb. 11)
Zum Verschieben oder Positionieren im oder gegen den Uhrzeigersinn drehen.
9. Klemmhebel des Werkzeughalters (F, Abb. 11)
Zum Lösen gegen den Uhrzeigersinn drehen und zum Festziehen im Uhrzeigersinn. Drehen Sie die Werkzeughalter, wenn der Hebel entriegelt ist.
text_image
B F E C DAbb.11
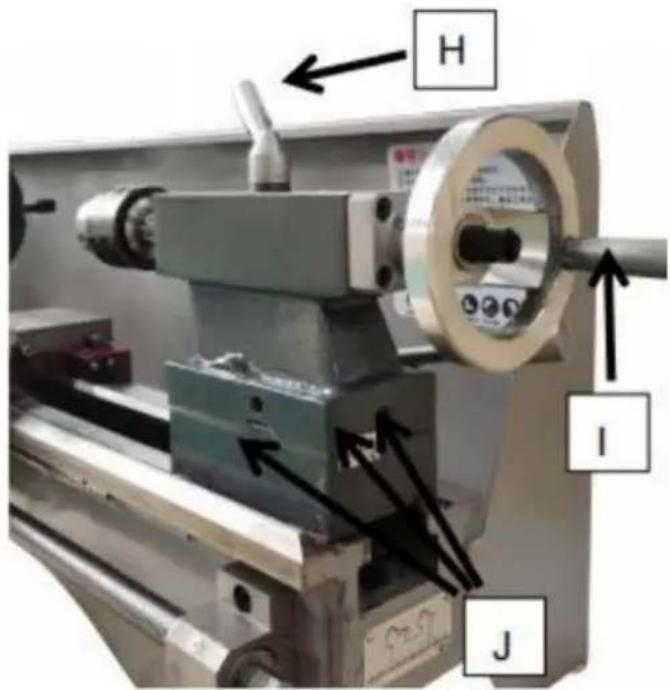
10ÿReitstock-Klemmschraube (G, Abb. 12)
Drehen Sie die Sechskantmutter zum Verriegeln im Uhrzeigersinn und zum Entriegeln gegen den Uhrzeigersinn.
11ÿReitstockpinolen-Klemmhebel (H, Abb. 12)
Drehen Sie den Hebel im Uhrzeigersinn, um die Spindel zu verriegeln, und gegen den Uhrzeigersinn, um sie zu entriegeln.
12ÿHandrad zum Verschieben der Reitstockpinole (I, Abb. 12)
Drehen Sie im Uhrzeigersinn, um die Pinole vorzuschieben. Drehen Sie gegen den Uhrzeigersinn, um die Pinole zurückzuziehen.
13ÿReitstockversatzeinstellung (J, Abb. 12)
Drei Stellschrauben an der Reitstockbasis dienen zum Versetzen der
Reitstock zum Schneiden von Kegeln. Feststellschraube am Reitstockende lösen. Eine Stellschraube lösen und die andere festziehen, bis der Versatz auf der Skala angezeigt wird. Feststellschraube festziehen.
text_image
H I JAbb. 12
OPERATION
Austausch des Spannfutters
Die Kopfspindelhalterung ist zylindrisch. Lösen Sie drei Stellschrauben und
Muttern (A, Abb. 13 nur zwei dargestellt) auf dem Futterflansch entfernen
das Futter. Positionieren Sie das neue Futter und befestigen Sie es mit den gleichen Stellschrauben und Nüsse.

text_image
.10V A
Spannen Sie den Drehmeißel in den Werkzeughalter ein.
Das Werkzeug muss fest eingespannt sein. Beim Drehen neigt das Werkzeug dazu,
Biegung unter der Schnittkraft, die bei der Spanbildung entsteht.
Für beste Ergebnisse sollte der Werkzeugüberhang auf ein Minimum von 3/8" oder weniger.
Der Schnittwinkel ist richtig, wenn die Schneide mit der Mitte übereinstimmt.
Achse des Werkstücks. Die richtige Höhe des Werkzeugs kann erreicht werden durch
Vergleichen Sie die Werkzeugspitze mit der Spitze des im
Reitstock. Verwenden Sie bei Bedarf Stahl-Distanzscheiben unter dem Werkzeug, um die erforderliche Höhe. (Abb. 14)
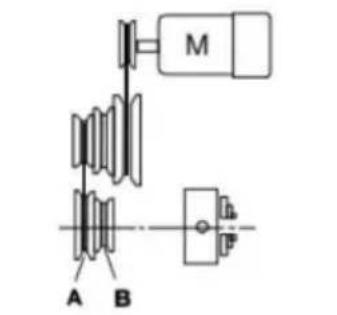
Geschwindigkeit ändern
- Die beiden Befestigungsschrauben (B, Abb.15) lösen und die Schutzhülle.
- Stellen Sie den Keilriemen (C, Abb. 16) auf die entsprechende Position ein.
- Spannrolle festziehen und Mutter wieder festziehen.
text_image
M A BsP1NDLE sPEED √/min
| A | B |
| 50.1250 | 100.2500 |

Schürzenfahrt, Querfahrt und Oberschlitten-Handrad können bedient werden für Längs- oder Querzufuhr. (Abb. 17)
Längsdrehen mit Auto.Feed
Verwenden Sie die Tabelle (A, Abb.18) auf der Drehmaschine zur Auswahl der Vorschubgeschwindigkeit oder die Gewindesteigung. Passen Sie das Wechselrad an, wenn der gewünschte Vorschub oder die Gewindesteigung ist mit dem eingebauten Getriebesatz nicht zu erreichen.
Austausch der Wechselräder
- Trennen Sie die Maschine von der Stromquelle.
- Die beiden Befestigungsschrauben lösen und die Schutzabdeckung abnehmen.
- Lösen Sie die Feststellschraube (B, Abb. 19) am Quadranten.
- Schwenken Sie den Quadranten (C, Abb. 19) nach rechts.
- Schrauben Sie die Mutter (D, Abb. 29) von der Leitspindel oder den Muttern (E, Abb. 19) ab. von den Quadrantenschrauben, um die Wechselräder aus dem Front.
- Montieren Sie die Zahnradpaare gemäß der Gewinde- und Vorschubtabelle (Abb. 20). und schrauben Sie die Zahnräder wieder auf den Quadranten.
- Schwenken Sie den Quadranten nach links, bis die Zahnräder wieder ineinander greifen.
- Stellen Sie das Zahnradspiel neu ein, indem Sie ein normales Blatt Papier als Einstell- bzw. Distanzhilfe zwischen den Zahnrädern.
- Fixieren Sie den Quadranten mit der Feststellschraube.
- Montieren Sie die Schutzabdeckung des Spindelstocks und schließen Sie die Maschine wieder an die Stromversorgung.
Einfädel- und Zuführtisch
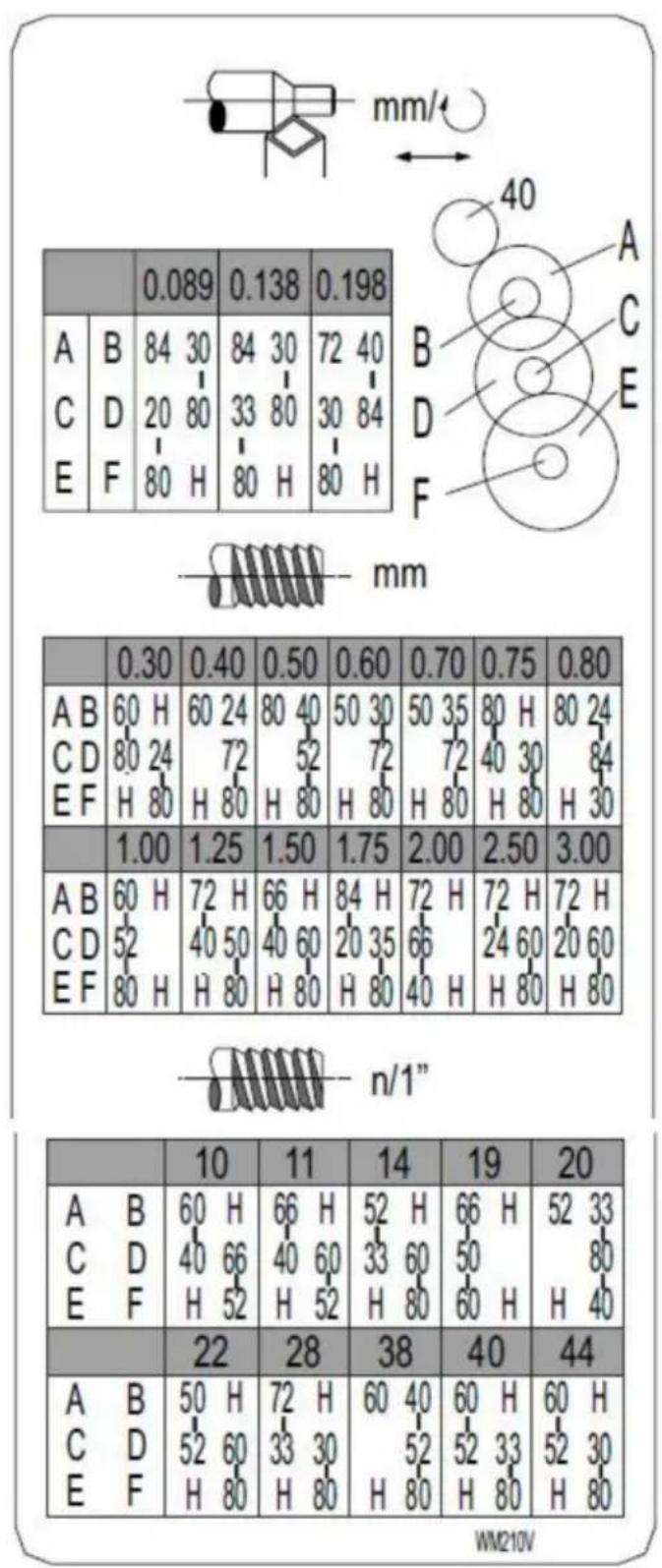
| 0.089 | 0.138 | 0.198 | |||||
| A | B | 84 | 30 | 84 | 30 | 72 | 40 |
| C | D | 20 | 80 | 33 | 80 | 30 | 84 |
| E | F | 80 | H | 80 | H | 80 | H |
| 0.30 | 0.40 | 0.50 | 0.60 | 0.70 | 0.75 | 0.80 | |
| A B | 60 H | 60 24 | 80 40 | 50 30 | 50 35 | 80 H | 80 24 |
| C D | 80 24 | 72 | 52 | 72 | 72 | 40 30 | 84 |
| E F | H 80 | H 80 | H 80 | H 80 | H 80 | H 80 | H 30 |
| 1.00 | 1.25 | 1.50 | 1.75 | 2.00 | 2.50 | 3.00 | |
| A B | 60 H | 72 H | 66 H | 84 H | 72 H | 72 H | 72 H |
| C D | 52 | 40 50 | 40 60 | 20 35 | 66 | 24 60 | 20 60 |
| E F | 80 H | H 80 | H 80 | H 80 | 40 H | H 80 | H 80 |
| 10 | 11 | 14 | 19 | 20 | |||||||
| A | B | 60 | H | 66 | H | 52 | H | 66 | H | 52 | 33 |
| C | D | 40 | 66 | 40 | 60 | 33 | 60 | 50 | 80 | ||
| E | F | H | 52 | H | 52 | H | 80 | 60 | H | H | 40 |
| 22 | 28 | 38 | 40 | 44 | |||||||
| A | B | 50 | H | 72 | H | 60 | 40 | 60 | H | 60 | H |
| C | D | 52 | 60 | 33 | 30 | 52 | 52 | 33 | 52 | 30 | |
| E | F | H | 80 | H | 80 | H | 80 | H | 80 | H | 80 |
WM210V
text_image
in/| 0.0037" | 0.0068" | ||||
| A | B | 84 | 30 | 72 | 30 |
| C | D | 20 | 80 | 33 | 80 |
| E | F | 80 | H | 80 | H |
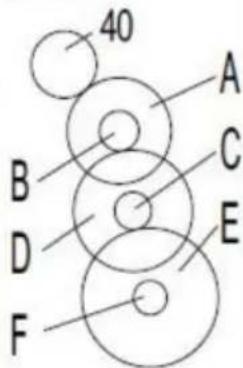
text_image
40 A B C D E F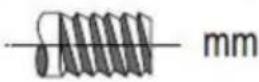
| 0.40 | 0.50 | 0.60 | 0.70 | 0.80 | 1.00 | |
| A B | 55 H | 60 H | 70 H | 57 H | 72 H | 80 H |
| C D | 80 30 | 70 33 | 53 30 | 60 40 | 40 30 | 40 33 |
| E F | H 80 | H 80 | H 80 | H 80 | H 80 | H 70 |
| 1.25 | 1.50 | 1.75 | 2.00 | 2.50 | 3.00 | |
| A B | 53 H | 57 H | 80 H | 70 55 | 63 H | 70 H |
| C D | 71 63 | 71 63 | 20 33 | 72 40 | 40 71 | 40 71 |
| E F | H 60 | H 50 | H 80 | 60 H | H 60 | H 50 |
| 9 | 10 | 11 | 12 | 14 | 18 | ||
| A | B | 53 H | 50 H | 50 H | 55 H | 55 H | 57 H |
| C | D | 80 63 | 80 72 | 80 72 | 70 | 40 60 | 63 |
| E | F | H 50 | H 30 | H 33 | 40 H | H 70 | 60 H |
| 19 | 20 | 22 | 24 | 40 | 44 | ||
| A | B | 53 H | 53 H | 60 H | 53 H | 63 H | 70 H |
| C | D | 80 63 | 80 60 | 71 53 | 55 | 55 33 | 55 30 |
| E | F | H 50 | H 50 | H 55 | 80 H | H 80 | H 80 |
WM210V
Abb. 20
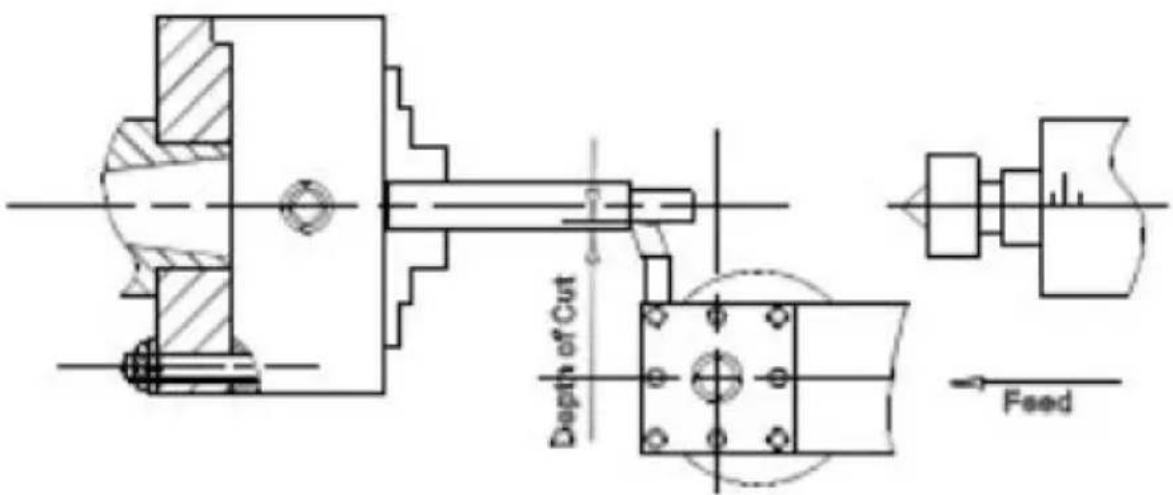
Geradeausfahrt (Abb. 21)
Beim Längsdrehen wird das Werkzeug parallel zur Drehachse des Werkstücks vorgeschoben. Der Vorschub kann entweder manuell durch Drehen des Handrads am Drehschlitten oder am Oberschlitten oder durch Aktivieren des automatischen Vorschubs erfolgen. Der Quervorschub für die Schnitttiefe erfolgt über den Querschlitten.
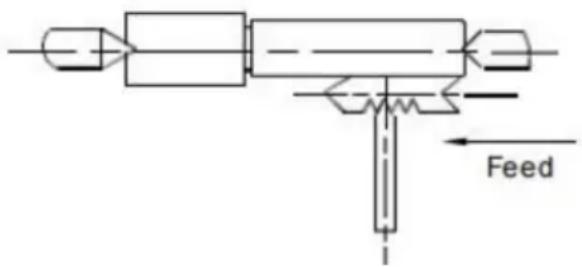
Caching und Prozesse (Abb. 22)
Beim Plandrehen wird das Werkzeug senkrecht zur Drehachse des Werkstücks vorgeschoben. Der Vorschub erfolgt manuell über das Handrad des Querschlittens. Der Quervorschub für die Schnitttiefe erfolgt über den Oberschlitten oder den Drehschlitten.
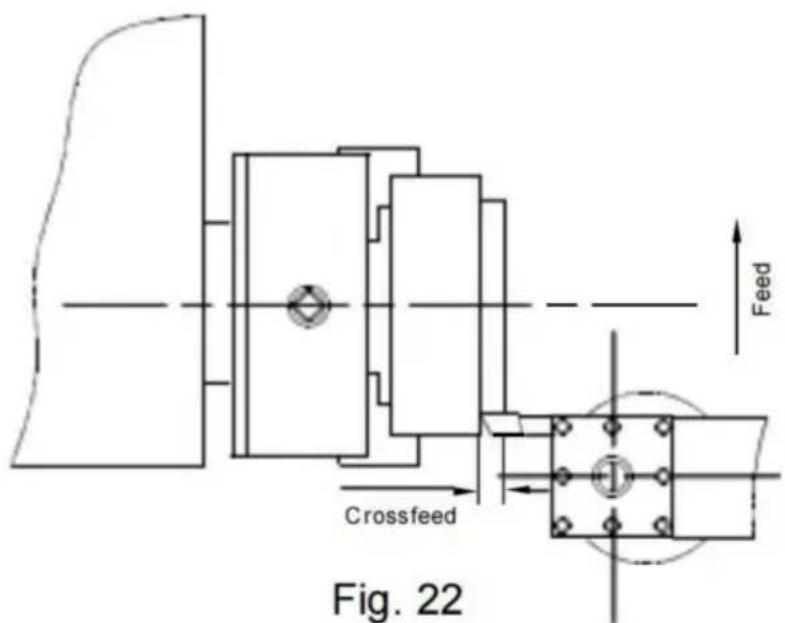
text_image
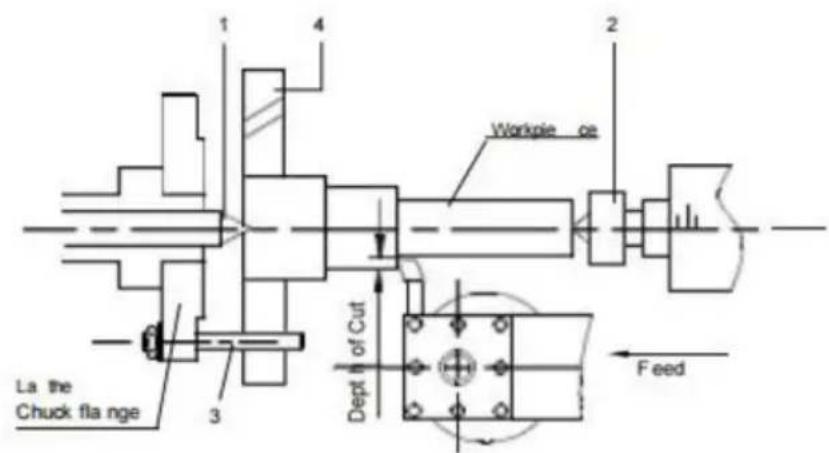
Crossfeed Fig. 22Drehen: Zwischen Biegern (Abb. 23)
Zum Drehen zwischen Spitzen ist es notwendig, das Futter aus dem
Spindel. Setzen Sie die MK 3-Spitze in die Spindelnase ein und die MK 2-Spitze
in den Reitstock. Montieren Sie das Werkstück mit dem Mitnehmer zwischen
Die Zentren. Der Treiber wird durch einen Mitnehmer oder eine Frontplatte angetrieben.
Hinweis: Tragen Sie immer eine kleine Menge Fett auf die Reitstockspitze auf, ur verhindern, dass die Mittelspitze überhitzt.
Kegeldrehen mit Reitstockversatz
Durch Versetzen des Reitstocks kann das Werkstück auf einen Seitenwinkel von 5° gedreht werden. Der Winkel hängt von der Länge des Werkstücks ab.
Um den Reitstock zu versetzen, lösen Sie die Feststellschraube (A, Abb. 24).
Lösen Sie die Stellschraube (B, Abb. 24) am rechten Ende des Reitstocks.
vordere Einstellschraube (C, Abb.24) und nehmen Sie den gleichen Betrag durch
durch Anziehen der hinteren Einstellschraube (D, Abb. 24), bis die gewünschte Konizität erreicht ist
erreicht ist. Die gewünschte Querverstellung kann an der Skala (E, Abb.24) abgelesen werden. Zuerst
die Stellschraube (B, Abb.24) und dann die beiden (vorne
und hinten) Einstellschraube, um den Reitstock in Position zu fixieren. Ziehen Sie die
Feststellschraube (A, Abb. 24) des Reitstocks. Das Werkstück muss
zwischen zwei Spitzen und angetrieben durch eine Planscheibe und einen Mitnehmer.
Nach dem Kegeldrehen sollte der Reitstock entsprechend der Nullposition auf der Reitstockskala in seine Ausgangsposition zurückgebracht werden. (E, Abb. 24)
Stellen Sie die Maschine auf die gewünschte Gewindesteigung ein (gemäß Gewindeschneidetabelle, Abb. 20). Starten Sie die Maschine und spannen Sie die Halbmutter ein. Sobald das Werkzeug das Werkstück erreicht, schneidet es den ersten Gewindegang. Stoppen Sie die Maschine, indem Sie den Motor abschalten und gleichzeitig das Werkzeug aus dem Werkstück herausziehen, um das Gewinde freizugeben. Lösen Sie den Hebel der Halbmutter nicht. Kehren Sie die Motordrehrichtung um, damit das Schneidwerkzeug zum Ausgangspunkt zurückkehren kann. Wiederholen Sie diese Schritte, bis Sie das gewünschte Ergebnis erzielt haben.
ANMERKUNGEN
Beispiel: Außengewinde
ÿ Der Werkstückdurchmesser muss auf den Durchmesser des gewünschten Gewindes gedreht sein.
ÿ Das Werkstück benötigt eine Fase am Gewindeanfang und einen Freistich am Gewindeauslauf.
ÿ Die Geschwindigkeit muss so niedrig wie möglich sein. Die Wechselräder müssen entsprechend der erforderlichen Steigung eingebaut
worden sein. ä Das Gewindeschneidwerkzeug muss exakt die Form des Gewindes haben, absolut rechtwinklig sein und so eingespannt sein, dass es genau mit der Drehachse übereinstimmt.
ÿ Das Gewinde wird in mehreren Schnitten hergestellt, so dass der Gewindeschneider am Ende jedes Schnitts mit dem Planschlitten vollständig aus dem Gewinde herausgedreht werden muss.ÿ
Das Herausziehen des Werkzeugs bei eingekuppelter Leitspindelmutter erfolgt durch Umlegen des
Umschalters. ä Stoppen Sie die Maschine und stellen Sie den Gewindeschneider mit dem Planschlitten in geringen Schnitttiefen zu. Vor jedem Durchgang stellen Sie den Oberschlitten abwechselnd ca. 0,2 bis 0,3 mm nach links und rechts, um das Gewinde freizuschneiden. Dadurch schneidet der Gewindeschneider bei jedem Durchgang nur eine Gewindeflanke. Schneiden Sie das Gewinde frei, bis Sie fast die volle Gewindetiefe erreicht haben.
text_image
FeedAbb. 25
Lathe Accessories
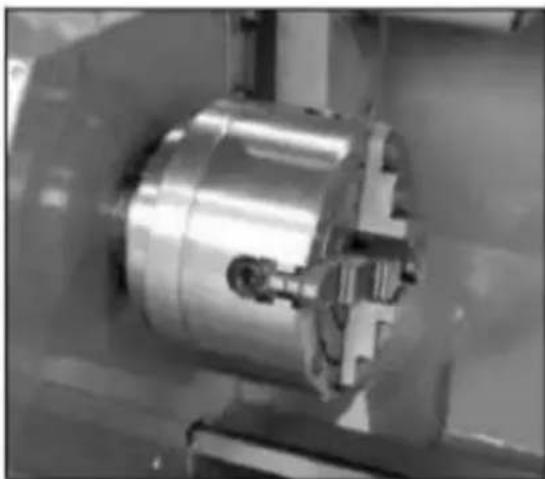
Dreibacken-Universal-Drehfutter
Mit diesem Universalfutter können runde, dreieckige, viereckige, sechseckige, achteckige und zwölfeckige Werkstücke eingespannt werden. (Abb. 26)
Hinweis: Neue Drehmaschinen haben sehr eng sitzende Backen. Dies ist notwendig, um präzises Spannen und eine lange Lebensdauer zu gewährleisten. Durch wiederholtes Öffnen und Schließen passen sich die Backen automatisch an und ihre Funktion wird zunehmend reibungsloser.
Notiz:
Beim originalen 3-Backenfutter, das auf der Drehbank montiert war, hat das Werk das Futter auf die beste Weise montiert, um die Haltegenauigkeit mit zwei „-Markierungen (A) (Abb. 26) auf dem Futter und dem Futterflansch zu gewährleisten.
Es gibt zwei Arten von Backen: Innen- und Außenbacken. Bitte beachten Sie, dass die Anzahl der Backen mit der Anzahl in der Nut des Spannfutters übereinstimmt. Verwechseln Sie sie nicht. Montieren Sie sie in aufsteigender Reihenfolge (0, 1, 3). Nehmen Sie sie in absteigender Reihenfolge (3, 1, 0) heraus. Drehen Sie anschließen die Backen auf den kleinsten Durchmesser und prüfen Sie, ob alle drei Backen gut sitzen.
Unabhängiges Vierbacken-Drehfutter
Dieses spezielle Spannfutter verfügt über vier unabhängig voneinander einstellbare Spannbacken. Diese ermöglichen das Halten asymmetrischer Teile und das präzise Ausrichten zylindrischer Teile. (Abb. 27)
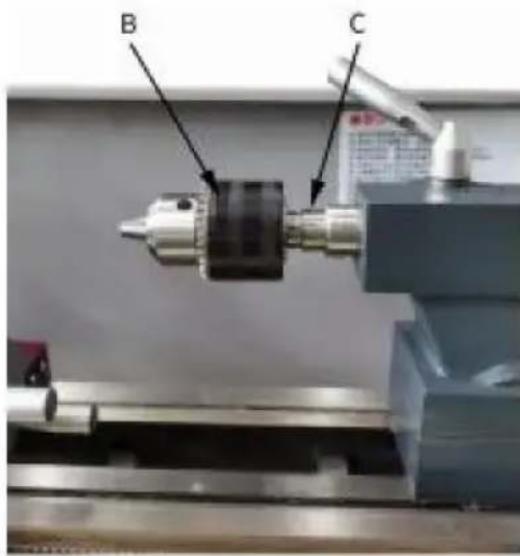
Mit dem Bohrfutter können Sie Zentrierbohrer und Spiralbohrer im Reitstock festhalten- (B) (Abb. 28)
Morsekegeldorn (optional)
Zur Befestigung des Bohrfutters im Reitstock ist ein Dorn erforderlich. Er verfügt über einen Morsekegel № 1. (C) Abb. 28
text_image
B CAbb. 28
Live Center (optional)
Die mitlaufende Spitze ist in Kugellagern montiert. Ihre Verwendung wird dringend empfohlen, wenn Sie mit Geschwindigkeiten über 6 U/min drehen. (Abb. 29)

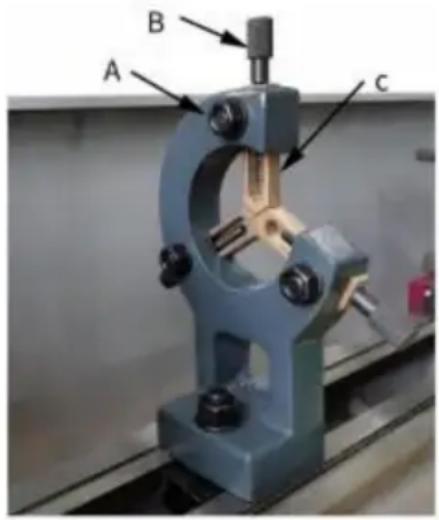
Lünette dient als Abstützung für Wellen am freien Reitstockende. Für viele Bearbeitungen kann der Reitstock nicht verwendet werden, da er den Dreh- oder Bohrmeißel behindert und daher aus der Maschine ausgebaut werden muss. Die Lünette dient als Endabstützung und sorgt für einen ratterfreien Betrieb. Die Lünette ist auf den Bettbahnen montiert und von unten mit einer Sicherungsplatte gesichert. Die Gleitfinger benötigen an den Kontaktstellen kontinuierliche Schmierung, um vorzeitigen Verschleiß zu vermeiden. (Abb. 30)
text_image
A B CAbb. 30
Einstellen der Lünette 1. Lösen
Sie die drei Sechskantmuttern. (A, Abb. 31)
- Rändelschraube (B, Abb. 36) lösen und die Gleitfinger (C, Abb. 31) soweit
öffnen, dass sich die Lünette mit ihrem Finger um das Werkstück bewegen lässt. Lünette in Position fixieren. -
Rändelschrauben so festziehen, dass die Finger eng, aber nicht zu fest am Werkstück anliegen.
Drei Muttern (A, Abb. 31) festziehen. Gleitpunkte mit Maschinenöl schmieren. -
Wenn nach längerem Betrieb Abnutzungsserscheinungen am Kiefer auftreten, können die
Fingerspitzen gefeilt oder nachgefräst werden.
Folgen Sie Rest
Die Mitnehmerauflage ist auf dem Sattel montiert und folgt der Bewegung des
Drehmeißel. Es werden nur zwei Gleitfinger benötigt. Den Platz des dritten Fingers übernimmt der Drehmeißel. Die mitlaufende Lünette dient zur Drehbearbeitung langer, schlanker
Werkstücke. Sie verhindert ein Durchbiegen des Werkstücks unter dem Druck des Drehmeißels. (Abb. 31)
Die Finger sollten fest, aber nicht zu fest am Werkstück anliegen. Schmieren Sie die Finger während des Betriebs, um vorzeitigem Verschleiß vorzubeugen.

Nach einer gewissen Zeit kann es aufgrund von Verschleiß bei einigen beweglichen Komponenten erforderlich sein, diese nachzustellen.
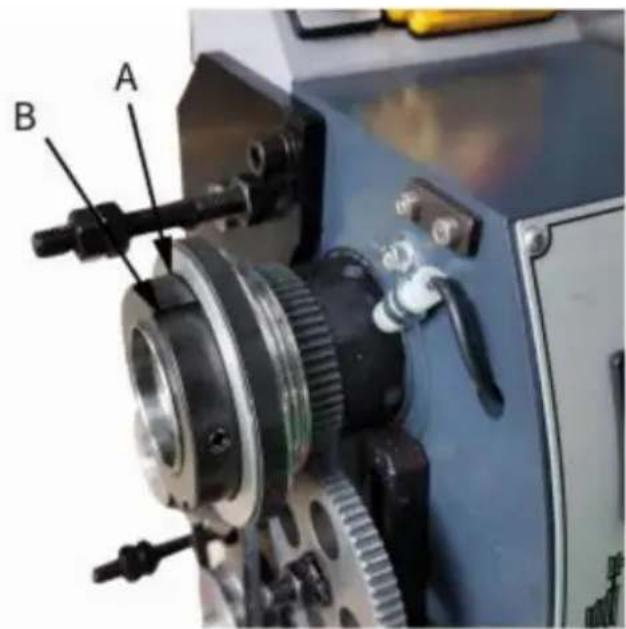
Hauptspindellager Die
Hauptspindellager werden im Werk eingestellt. Wenn nach längerem Gebrauch Axialspiel sichtbar wird, können die Lager nachgestellt werden.
Befestigen Sie die Schlitzmutter (A, Abb. 32) auf der Rückseite der Spindel und lösen Sie die äußere Schlitzmutter (B, Abb. 32). Verstellen Sie die Schlitzmutter (A, Abb. 32), bis das gesamte Axialspiel ausgeglichen ist. Die Spindel sollte sich noch frei drehen lassen. Befestigen Sie die Schlitzmutter (A, Abb. 32) wieder und ziehen Sie die äußere Schlitzmutter (B, Abb. 32) fes
Achtung: Zu starkes Anziehen oder Vorspannen beschädigt die Lager.
text_image
A BAbb. 32
Einstellung des Querschlittens
Der Querschlitten ist mit einer Führungsleiste (C, Abb. 33) ausgestattet und kann mit Schraube (D, Abb. 33) und Kontermuttern (E, Abb. 33) eingestellt werden. Die Kontermuttern lösen und die Stellschrauben festziehen, bis sich der Schlitten spielfrei bewegt. Die Kontermuttern festziehen, um die Einstellung zu sichern.

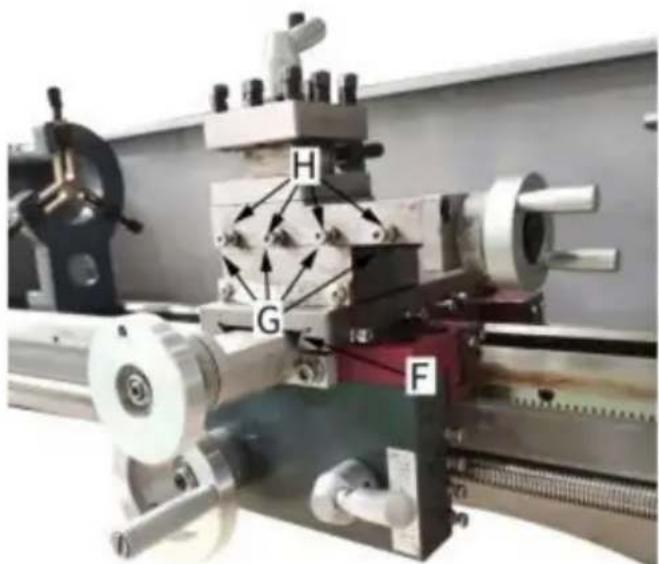
Einstellung der oberen Schiene: Die
obere Schiene ist mit einer Führungsleiste (F, Abb. 34) ausgestattet und kann mit Schrauben (G, Abb. 34) und
Kontermuttern (H, Abb. 34) eingestellt werden. Die Kontermuttern lösen und die Stellschrauben festziehen, bis sich die
Schiene frei und ohne Spiel bewegt. Die Kontermuttern festziehen, um die Einstellung zu sichern.
text_image
H G FAbb. 34
Einstellung der Halbmutterführung Der Eingriff der
Halbmuttern kann mit Schrauben (I, Abb. 35) und Kontermuttern (J, Abb. 35) eingestellt werden. Lösen Sie die Muttern auf der rechten Seite der Schürze und verstellen Sie die Einstellschrauben, bis sich beide Halbmuttern ohne Spiel frei bewegen.
Ziehen Sie die Mutter fest.

Schmieren Sie alle Gleitbahnen vor jedem Gebrauch leicht. Schmieren
Sie die Wechselräder und die Leitspindel leicht mit einem Lithium-basierten Fett.
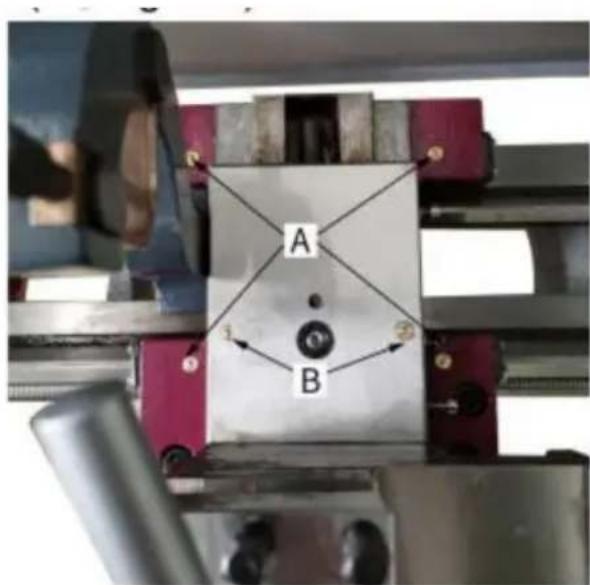
1. Schlitten :
Vier Ölanschlüsse (A, Abb. 36) einmal täglich mit 20W-Maschinenöl schmieren.
2.
Kreuzschlitzschraubendreher: Schmieren Sie die beiden Ölanschlüsse (B, Abb. 36) einmal täglich mit 20W-Maschine
text_image
A BAbb. 36
3. Leitspindel:
Schmieren Sie den linken Ölanschluss (C, Abb. 37) und den rechten Ölanschluss (D, Abb. 38) einmal täglich mit 20W-Maschinenöl.
Der Anschluss der Drehmaschine sowie alle weiteren Elektroarbeiten dürfen nur von einem autorisierten Elektroinstallateur durchgeführt werden!
Bei Nichtbeachtung können schwere Verletzungen sowie Maschinen- und Sachschäden auftreten!
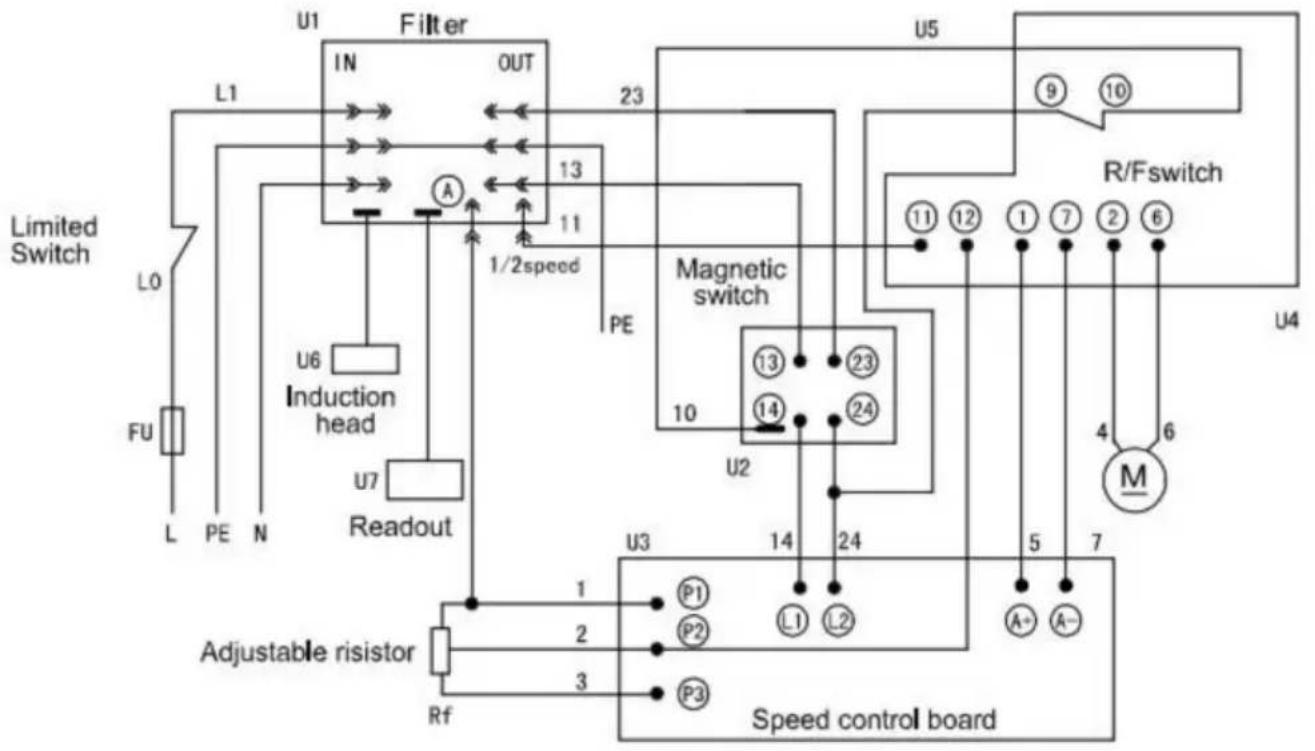
Die Drehmaschine WM210V ist nur für 550 W, 1 PH, 110 V/220 V ausgelegt. Stellen Sie sicher, dass die am Standort der Drehmaschine verfügbare Leistung der Leistung der Drehmaschine entspricht. Verwenden Sie den Schaltplan (Abb. 39) zum Anschluss der Drehmaschine an das Stromnetz. Stellen Sie sicher, dass die Drehmaschine ordnungsgemäß geerdet ist.
Nachfolgend sehen Sie den Schaltplan der Drehbank: (Abb. 39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2 speed"]
F --> I["13"]
G --> J["11"]
H --> K["PE"]
I --> L["Magnetic switch"]
J --> M["Magnetic switch"]
K --> N["U5"]
L --> O["U4"]
M --> P["U3"]
N --> Q["R/Fswitch"]
O --> R["U4"]
P --> S["U4"]
T["Adjustable risistor"] --> U["Rf"]
V["Speed control board"] --> W["P1"]
V --> X["P2"]
V --> Y["L1"]
V --> Z["L2"]
V --> AA["A+"]
V --> AB["A-"]
V --> AC["M̄"]
Fig. 39
MAINTENANCE
Halten Sie die Werkzeugmaschine während des Betriebs instand, um die Genauigkeit und Lebensdauer der Werkzeugmaschine zu gewährleisten.
- Um die Präzision und Funktionalität der Maschine zu erhalten, ist es Wichtig ist, die Maschine pfleglich zu behandeln. Halten Sie sie sauber und fetten und schmieren Sie sie regelmäßig. Nur durch gute Pflege können Sie sicher sein, dass die Leistung der Maschine konstant bleibt.
HINWEISE: Ziehen Sie bei allen Reinigungs-, Wartungs- und Reparaturarbeiten den Netzstecker der Maschine!
Öl, Fett und Reinigungsmittel sind Schadstoffe und dürfen nicht über den Abfluss oder den Hausmüll entsorgt werden. Entsorgen Sie diese Mittel gemäß den geltenden Umweltvorschriften. Mit Öl, Fett und Reinigungsmitteln getränkte Putzlappen sind leicht entflammbar. Sammeln Sie Putzlappen oder
Reinigungswolle in einem geeigneten geschlossenen Gefäß und entsorgen Sie diese in ein umweltgerecht entsorgen - nicht in den Hausmüll geben!
- Alle Gleitbahnen vor jedem Gebrauch leicht schmieren. Der Wechsel Zahnräder und Leitspindel müssen ebenfalls leicht mit Lithium geschmiert werden Basisfett.
- Während des Betriebs fallen die Späne auf die Gleitfläche sollte rechtzeitig gereinigt werden. und die Inspektion sollte oft gemacht werden um zu verhindern, dass Späne in die Position zwischen den Werkzeugmaschinen gelar Sattel und Drehbettführung. Asphaltfilz sollte gereinigt werden bei bestimmte Zeit.
HINWEISE: Entfernen Sie die Chips nicht mit bloßen Händen. Es besteht die Gefahr Schnittverletzungen durch scharfkantige Späne. Verwenden Sie niemals brennbare Lösungsmittel oder Reinigungsmittel oder Mittel, die schädliche Dämpfe entwickeln!
Schützen Sie elektrische Komponenten wie Motoren, Schalter, Schalter Kartons etc. beim Reinigen vor Feuchtigkeit schützen.
- Nach der Operation jeden Tag. Entfernen Sie alle Späne und reinigen anderen Teil der Werkzeugmaschine und tragen Sie Maschinenöl auf Rostbildung vorbeugen.
- Um die Bearbeitungsgenauigkeit zu erhalten, achten Sie auf die Mitte. die Oberfläch der Werkzeugmaschine für das Spannfutter und die Führungsbahn und Vermeiden Sie mechanische Schäden und Verschleiß durch unsachgemäße Führung.
- Wenn der Schaden gefunden wird, sollte die Wartung durchgeführt werden sofort.
HINWEISE: Reparaturarbeiten dürfen nur von qualifiziertem Fachpersonal durchgeführt werden mit den entsprechenden mechanischen und elektrischen Kenntnissen.
FEHLERBEHEBUNG
| Problem | Möglicher Grund | Beseitigung |
| ArbeitsflächeStück zu rau | Werkzeug stumpf | Werkzeug zum erneuten Schärlen |
| Werkzeugfedern | Klemmwerkzeug mit geringerem Überhang | |
| Zu hoher Vorschub | Futter reduzieren | |
| Radius auch an der Werkzeugspitze klein | Radius vergrößern | |
| Werkstück wird kegelförmig | Die Zentren sind nicht ausgerichtet (Reitstock hat Versatz) | Reitstock auf Mitte einstellen |
| Oberer Schlitten nicht ausgerichtet gut (Schneiden mit die oberste Folie) | Oberen Schlitten gut ausrichten | |
| Drehbank rattert | Zu hoher Vorschub | Futter reduzieren |
| Spiel im Hauptlager | Hauptlager einstellen | |
| Center läuft heiß | Werkstück hat sich ausgedehnt | Reitstockspitze lösen |
| Werkzeug hat einen Kurzschluss Rand | Schnittgeschwindigkeit zu hoch | Schnittgeschwindigkeit reduzieren |
| Werkzeug hat einen Kurzschluss Leben | Quervorschub zu hoch | Unterer Quervorschub (Schlichtaufmaß sollte 0,5 mm nicht überschreiten) |
| Unzureichende Kühlung | Mehr Kühlmittel | |
| FlankeVerschleiß zu hoch | Freiwinkel zu klein Werkzeugspitze | Freiwinkel vergrößern |
| nicht angepasst zur Mitte hoch | Richtige Höheneinstellung des Werkzeugs | |
| SchneidenKante bricht ab | Keilwinkel zu klein (Hitzestau) | Keilwinkel vergrößern |
| Schleifriss durch falsche Kühlung | Gleichmäßig kühlen | |
| Übermäßiger Durchhang im Spindellager | Passen Sie das Spiel in der Spindel an Lager | |
| Anordnung (Vibrationen) | Anordnung | |
| Der abgeschnittene Faden ist falsch | Werkzeug ist falsch eingespannt oder hat | Auch auf die Mitte einstellen |
| Begann mit dem Schleifen der Falscher Weg | Winkel richtig schleifen | |
| Der abgeschnittene Faden ist falsch | Falsche Tonhöhe | Passen Sie die richtige Tonhöhe an |
| Falscher Durchmesser | Drehen Sie das Werkstück in die richtige Durchmesser | |
| Spindel tut nicht aktivieren | NotfallStoppschalter aktiviert | Not-Aus-Schalter entriegeln |
ZEICHNUNGSDIAGRAMM UND TEILELISTE
Spindelstockbaugruppe
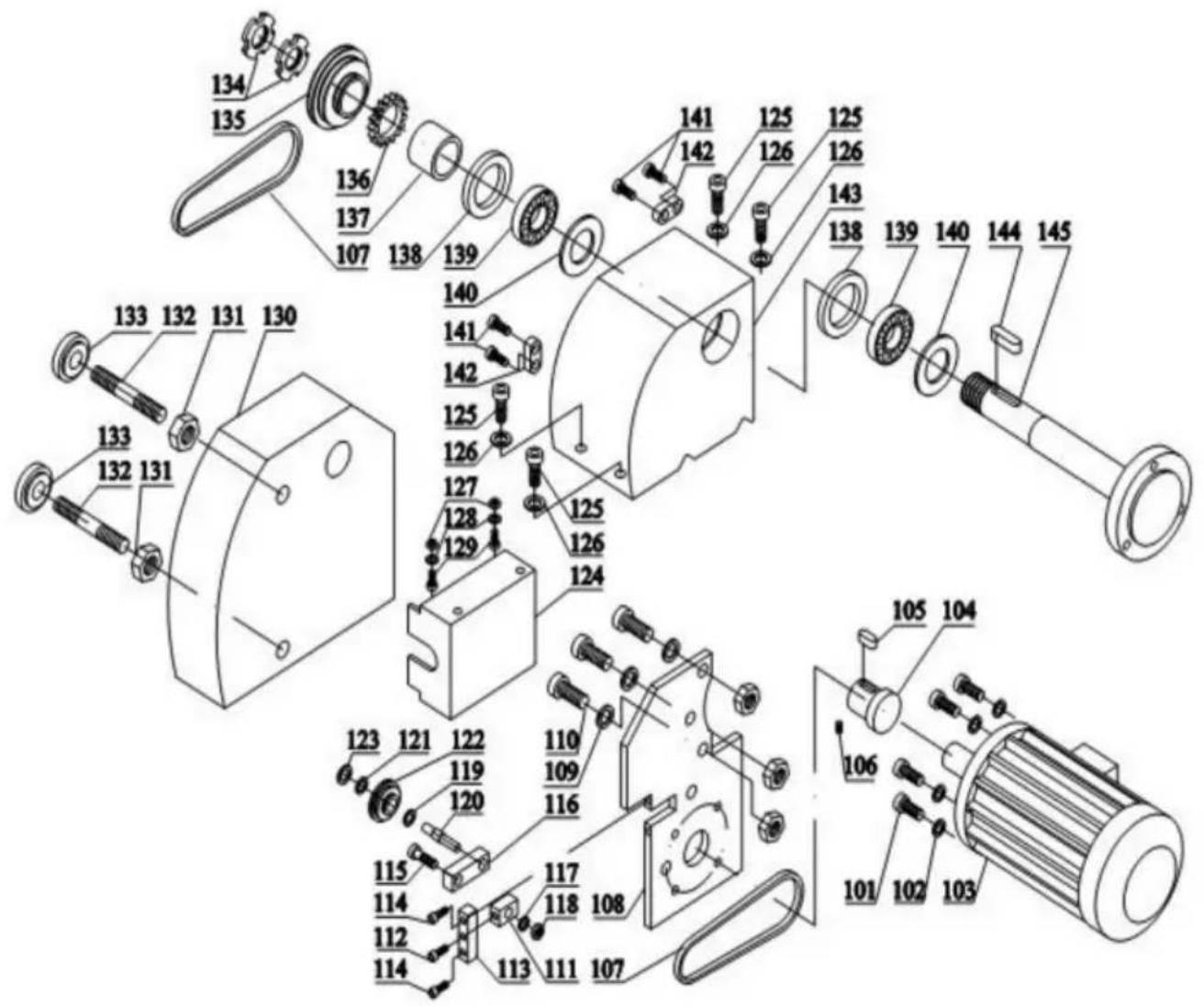
| Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | ||
| 101 | Schrauben | M5x25 | 4 | 123 | Federring | f 22x1 | |
| 102 Unterlegscheibe | 4 | 124 | Abdeckung | ||||
| 103 Gleichstrommotor | 83ZY005A | 1 | 125 | Schrauben | M8x25 | ||
| 104 | Motorabzieher | 1 | 126 | Waschmaschine | 8 | ||
| 105 | Schlüssel | A4x4x20 | 1 | 127 | Nuss | M8 | |
| 106 | Schrauben | M6x8 | 1 | 128 | Waschmaschine | 8 | |
| 107 | Gürtel | Gates-5M- 360 2 | 129 | Schrauben | M8 | ||
| 108 | Halterungsplatte | 1 | 130 | Riemenabdeckung | |||
| 109 Unterlegscheibe | 3 | 131 | Nuss8 | MI0 | |||
| 110 | Schrauben | M8x20 | 3 | 132 | Bolzen | MI0x80 | |
| 111 | Block | 1 | 133 | Nuss | MI0 | ||
| 112 | Schrauben | M6x30 | 1 | 134 | Nuss | M27x1 | |
| 113 | Block | 1 | 135 | Spindelabzieher | |||
| 114 | Schrauben | M6x20 | 1 | 136 | Gang | 40T | |
| 115 | Bolzen | 1 | 137 | Separator | |||
| 116 | Block | 1 | 138 | Dichtung | |||
| 117 Unterlegscheibe | 1 | 139 | Lager | 30206 | |||
| 118 | Nuss | 1 | 140 | Fettabdeckung | |||
| 119 | Federring | ÿ8x0,8 | 1 | 141 | Schrauben | M4x10 | |
| 120 | Bolzen | 1 | 142 | Block | |||
| 121 | Lager | 1 | 143 | Spindelstock | |||
| 122 | Rolle | 1 | 144 | Schlüssel | A3x3x15 |
ZEICHNUNGSDIAGRAMM UND TEILELISTE
Oberschlitten, Querschlitten, Schlittenbaugruppe
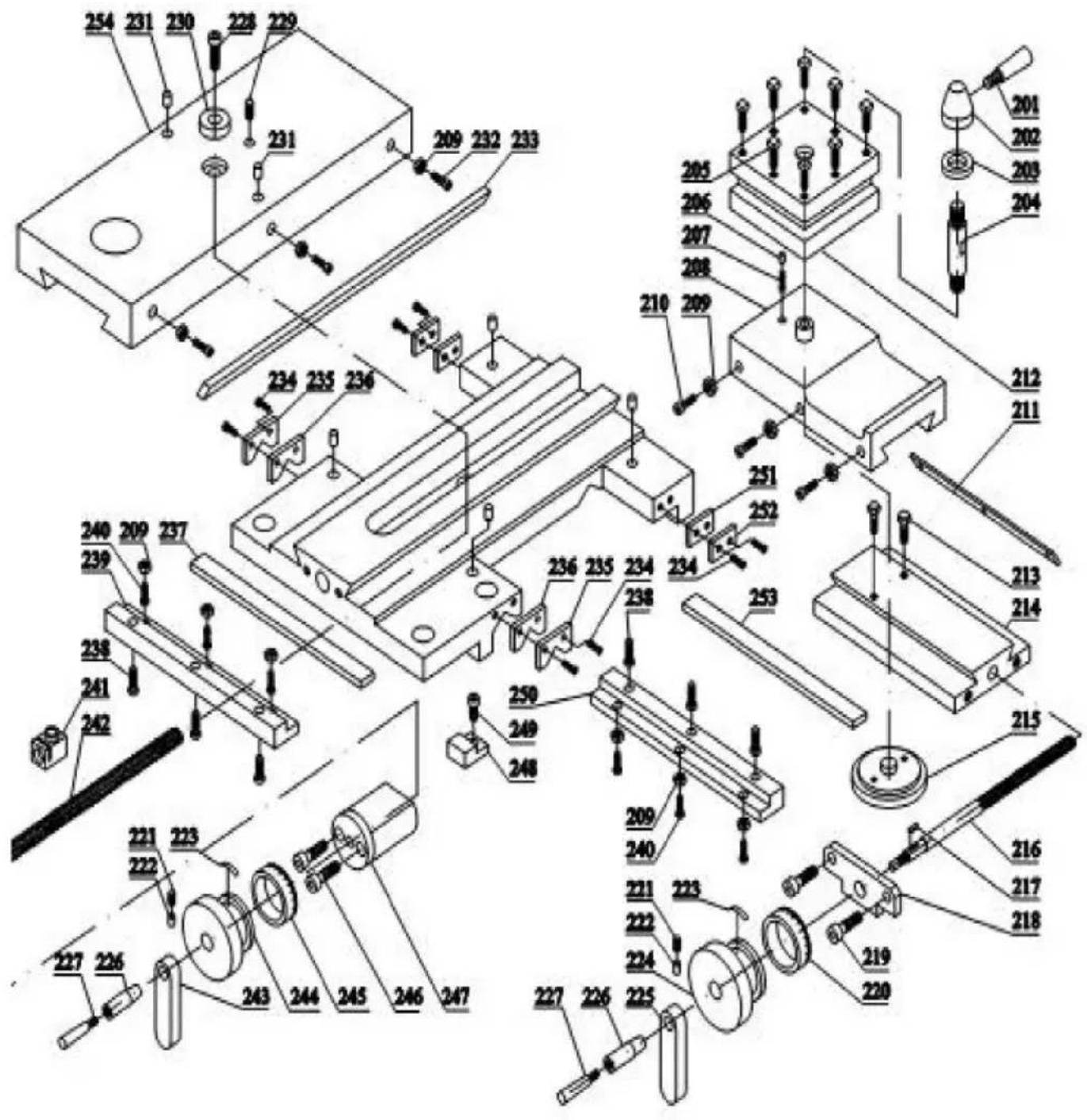
| Ersatzteile NEIN. | Beschreibung | Spezifikation | Menge | Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | |
| Handhaben | 1 | 228 | Schrauben201 | M4x8 | |||
| 202 Griffbasis | 1 | 229 | Schrauben | M5x10 | |||
| 203 | Waschmaschino | 1 | 230 | Busch | |||
| 204 | Bolzen | 1 | 231 | Ölbecher | F5 | ||
| 205 | Schrauben | M6x25 | 1 | 232 | Schrauben | M4x20 | |
| 206 | Stift | 1 | 233 | Gib | |||
| 207 | Frühling | 5x10x1 | 1 | 234 | Schrauben | ||
| 208 Längsschlitten | 1 | 235 | Wischerabdeckung | ||||
| 209 | Nuss | M4 | 9 | 236 | Wischer | ||
| 210 | Schrauben | M4x14 | 3 | 237 | Gib | ||
| 211 | Gib | 1 | 238 | Schrauben | |||
| 212 | Obere Auflage | 1 | 239 | Gleitblock | |||
| 213 | Schrauben | M5x30 | 1 | 240 | Schrauben | M4x10 | |
| 214 Drehsockel | M6x20 | 1 | 241 | Nuss | |||
| 215 Mikrometerpfanne | 1 | 242 | Leitspindel | ||||
| 216 | Leitspindel | 1 | 243 | Griffblock | |||
| 217 | Schlüssel | 3x12 | 1 | 244 | Kurbelrad | ||
| 218 | Halterung | 1 | 245 | Kragen | |||
| 219 | Schrauben | M5x12 | 2 | 246 | Schrauben | M6x50 | |
| 220 | Kragen | 1 | 247 | Halterung | |||
| 221 | Schrauben | 2 | 248 | Klemmplatte | |||
| 222 | Stift | 2 | 249 | Schrauben | |||
| 223 | Frühling | 2 | 250 | Gleitblock | |||
| 224 | Handrad | 1 | 251 | Wischer | |||
| 225 Griffblock | 1 | 252 | Wischerabdeckung | ||||
| 226 Griffhülse | 2 | 253 | Gib | ||||
| 227 | Handhaben | 2 | 254 | Kreuzschlitten | |||
Schürzenmontage
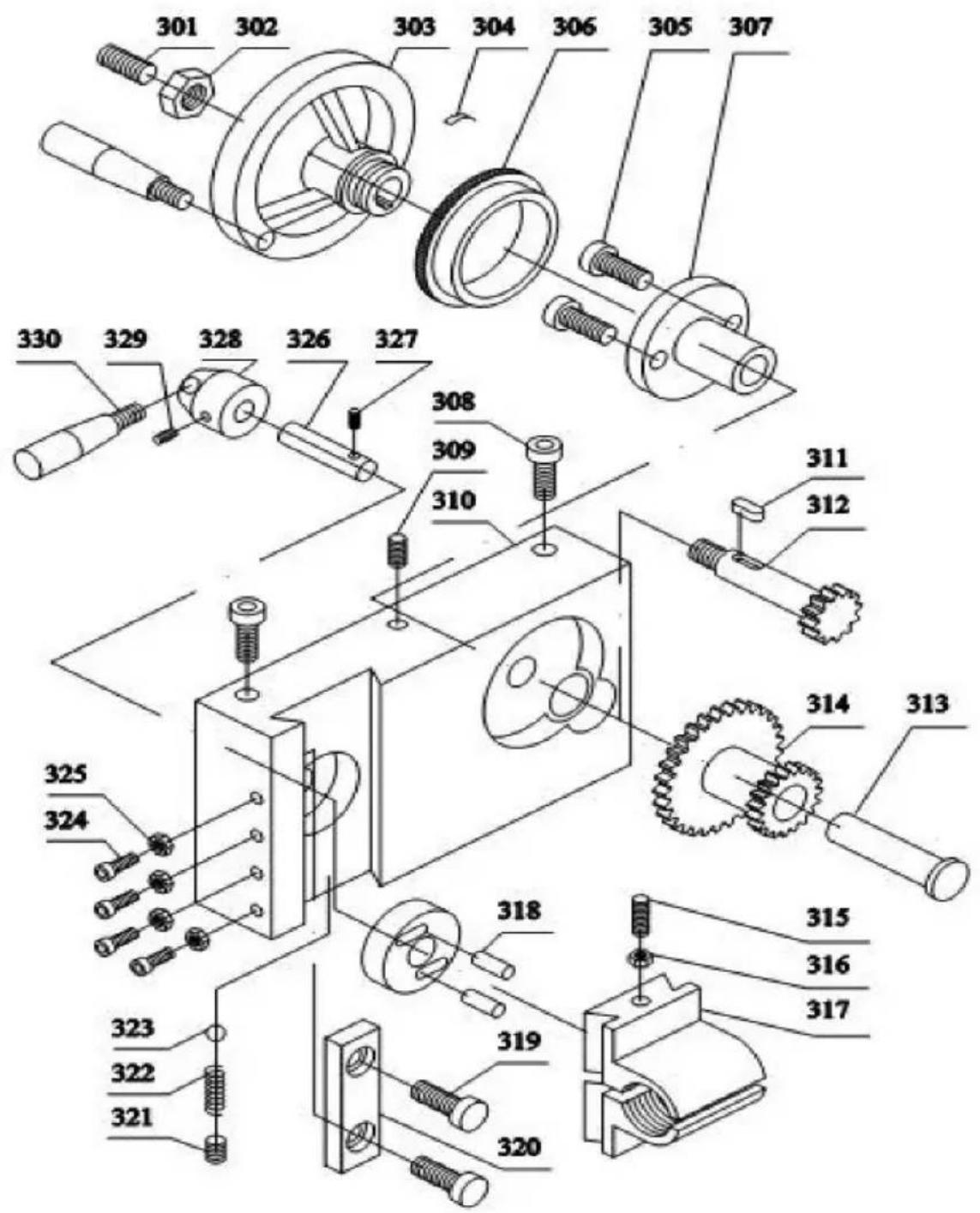
| Ersatzteile NEIN. | Beschreibung | Spezifikation | Menge | Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | |
| 301 | Schrauben | M8x8 | 1 | 317 | Halbe Nuss | ||
| 302 | Nuss | M8 | 1 | 318 | Stift | 4x10 | |
| 303 | Handrad | 1 | 319 | Schrauben | M4x10 | ||
| 304 | Frühling | 1 | 320 | Block | |||
| 305 | Schrauben | M5x10 | 2 | 321 | Schrauben | M6x8 | |
| 306 | Kragen | 1 | 322 | Frühling | 0,6x 3,5x12 1 | ||
| 307 | Halterung | 1 | 323 | Ball | 4.5 | ||
| 308 | Schrauben | M8x25 | 2 | 324 | Schrauben | M4x12 | |
| 309 | Schrauben | M5x8 | 1 | 325 | Nuss | M4 | |
| 310 | Schürze | 1 | 326 | Welle | |||
| 31 1 | Schlüssel | A3x3x8 | 1 | 327 | Stift | 3 x 30 | |
| 312 | Getriebewelle | 14T | 1 | 328 | Handbasis | ||
| 313 | Welle | 1 | 329 | Schrauben | M5X6 | ||
| 314 | Gang | 44/21T | 1 | 330 | Handhaben | ||
| 315 | Schrauben | M4x35 | 1 | 331 | Handhaben | ||
| 316 | Nuss | M4 | 1 | 317 | Halbe Nuss |
Bett, hängende Radteile Montage
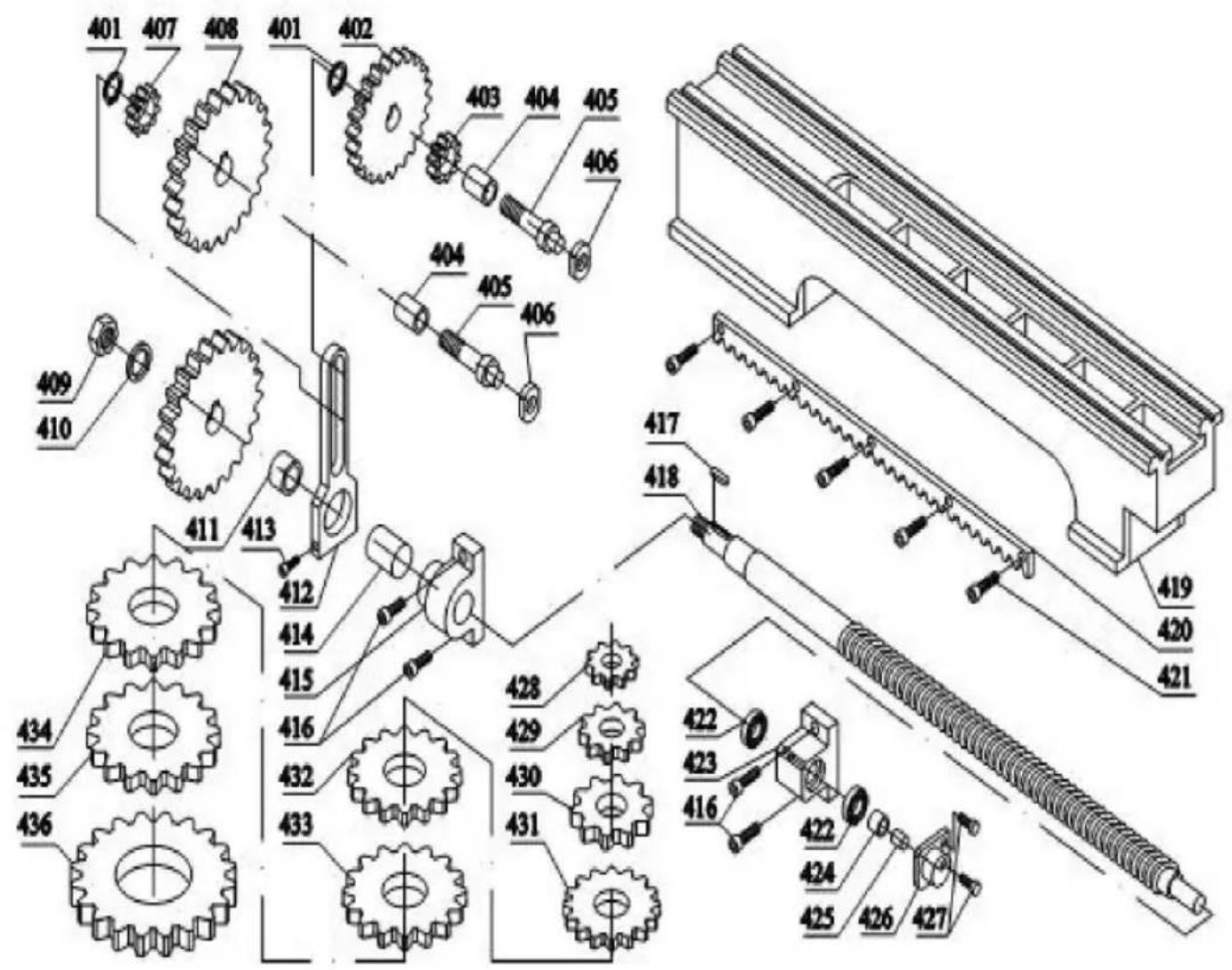
| Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | |||
| 401 | Federring | 2 | 419 | Bett | 1 | |||
| 402 | Gang | 60T | 1 | 420 | Gestell | 1 | ||
| 403 | Gang | 20T | 1 | 421 | Schrauben | M2x12 | 5 | |
| 404 | Busch | 1 | 422 | Lager | 51100 | 2 | ||
| 405 | Bolt | 1 | 423 | Richtige Unterstützung | 1 | |||
| 406 | Nuss | M8 | 1 | 424 | Nuss | 1 | ||
| 407 | Gang | 24T | 1 | 425 | Schrauben | M8x6 | 1 | |
| 408 | Gang | 80T | 1 | 426 | Abdeckung | 1 | ||
| 409 | Nuss | M10 | 1 | 427 | Schrauben | M4x12 | 2 | |
| 410 | Waschmaschine | 10 | 1 | 428 | Gang | 25T | 1 | |
| 411 | Busch | 1 | 429 | Gang | 30T | 1 | ||
| 412 | Rahmen | 1 | 430 | Gang | 33T | 1 | ||
| 413 | M6x35 | 1 | 431 | GangSchrauben | 35T | 1 | ||
| 414 | Busch | 1 | 432 | Gang | 40T | 1 | ||
| 415 Linke Unterstützung | 1 | 433 | Gang | 45T | 1 | |||
| 416 | Schrauben | M6x14 | 2 | 434 | Gang | 50T | 1 | |
| 417 | Schüssel | A3x3x16 | 1 | 435 | Gang | 52T | 1 | |
| 418 | Leitspindel | 1 | 436 | Gang | 66T | 1 | ||
Reitstockbaugruppe
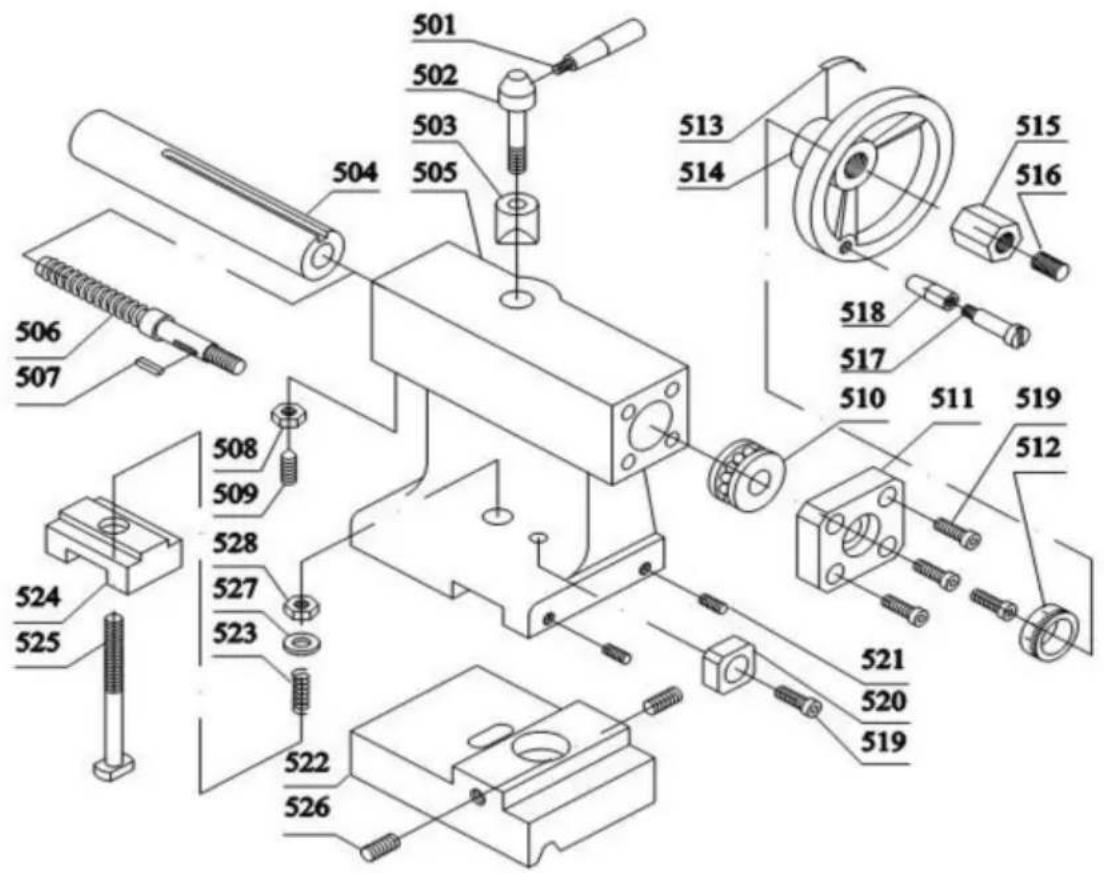
| Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | Ersatzteile NEIN. | Beschreibung | Spezifikation Menge | |||
| 501 | Handhaben | 1 | 515 | Nuss | M8 | 1 | ||
| 502 | Griffbasis | 1 | 516 | Schrauben | M8x6 | 1 | ||
| 503 | Schlossbasis | 1 | 517 | Griffschraube | 1 | |||
| 504 | Ärmel | 1 | 518 | Griffhülse | 1 | |||
| 505 | Reitstock | 1 | 519 | Schrauben | M5x12 | 1 | ||
| 506 | Leitspindel | 1 | 520 | Einstellblock | 1 | |||
| 507 | Schlüssel | A3x3x8 | 1 | 521 | Schrauben | M6x12 | 1 | |
| 508 | Nuss | M6 | 1 | 522 | Base | 1 | ||
| 509 | Schrauben | M6x14 | 1 | 523 | Frühling | 1 | ||
| 510 | Lager | 51100 | 1 | 524 | Klemmplatte | 1 | ||
| 511 | Gehäuse | 1 | 525 | Bolzen | M10x70 | 1 | ||
| 512 | 1 | 526 | Schrauben | M6x16 | 2 | |||
| 513 | Frühling | 1 | 527 | Waschmaschine | ∅ 10 | 1 | ||
| 514 | Handrad | 1 | 528 | Nuss | M10 | 1 |
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu, Shanghai 200000 CN.
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EG-Vertreter |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
| Britische Republi |
YH CONSULTING LIMITED.
Technischer Support und E-Garantie-Zertifikat
TECHNISCHE PARAMETER




