
WM210V - Tornio metallico Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo WM210V Vevor in formato PDF.
| Tipo di prodotto | Tornio per metalli |
| Marca e modello | Vevor WM210V |
| Capacità di oscillazione sopra il banco | 210 mm |
| Oscillazione sopra il carrello trasversale | 110 mm |
| Distanza tra le punte | 370 mm |
| Larghezza del banco | 100 mm |
| Foro del mandrino | 21 mm |
| Cono del mandrino | MT3 |
| Numero di velocità del mandrino | Variabile (50-2500 giri/min) |
| Filettature metriche | 14 passi (0,3-3 mm) |
| Filettature imperiali | 10 passi (10-44 TPI) |
| Avanzamento longitudinale | 0,089-0,198 mm/giro |
| Corsa della slitta composta | 80 mm |
| Corsa trasversale del carrello | 85 mm |
| Corsa longitudinale del carrello | 370 mm |
| Corsa della contropunta | 50 mm |
| Cono della contropunta | MT2 |
| Motore principale | 550 W, 110 V~60 Hz / 220 V~50 Hz |
| Peso netto | 60,6 kg |
| Peso lordo | 78,4 kg |
| Dimensioni del pacco | 905 × 455 × 540 mm |
| Garanzia | 1 anno |
| Accessori standard | Mandrino 3 griffe, cassetta degli attrezzi con punte, chiavi, pulegge |
| Manutenzione e lubrificazione | Lubrificazione quotidiana delle guide e della vite madre con olio 20W |
Domande frequenti - WM210V Vevor
Domande degli utenti su WM210V Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Tornio metallico in formato PDF gratuitamente! Trova il tuo manuale WM210V - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. WM210V del marchio Vevor.
MANUALE UTENTE WM210V Vevor
Supporto tecnico e certificato di garanzia
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi rispetto ai principali marchi principali e non significa
necessariamente coprire tutte le categorie di utensili da noi offerti. Ti ricordiamo
gentilmente di verificare attentamente quando effettui un ordine con noi
se stai effettivamente risparmiando la metà rispetto ai principali marchi principa
VEVOR®
TOUGH TOOLS, HALF PRICE
Tornio per metalli
MODELLO:WM210V

(L'immagine è solo di riferimento, fare riferimento all'oggetto reale)
HAI BISOGNO DI AIUTO? CONTATTACI!
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci:
Supporto
tecnico e certificato di garanzia elettronica www.vevor.com/support
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul nostro prodotto.
 | Attenzione: per ridurre il rischio di lesioni, l'utente deve leggere attentamente il manuale di istruzioni. |
 | Questo prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/CE. Il simbolo raffigurante un bidone della spazzatura barrato indica che il prodotto richiede la raccolta differenziata dei rifiuti nell'Unione Europea. Ciò si applica al prodotto e a tutti gli accessori contrassegnati con questo simbolo. I prodotti contrassegnati come tali non possono essere smaltiti con i normali rifiuti domestici, ma devono essere portati in un punto di raccolta per il riciclaggio di dispositivi elettrici ed elettronici |
QUESTIONI CHE RICHIEDONO ATTENZIONE
Le informazioni contenute nel presente manuale sono da intendersi come guida al funzionamento di queste macchine e non costituiscono parte di alcun contratto. I dati in esso contenuti sono sono stati ottenuti dal produttore della macchina e da altre fonti. Mentre
è stato fatto ogni sforzo per garantire l'accuratezza di queste trascrizioni, sarebbe impraticabile verificare ogni singolo elemento. Inoltre, lo sviluppo della macchina potrebbe comportare che l'attrezzatura fornita possa differire nei dettagli dalle descrizioni qui contenute. La responsabilità ricade pertanto sull'utente per accertarsi che l'attrezzatura o il processo descritto sia adatto allo scopo previsto.
GARANZIA DI QUALITÀ
Faremo ogni sforzo per garantire la qualità dei nostri prodotti e promettiamo ai consumatori che garantiremo i nostri prodotti per un anno, fatta eccezione per i danni alla macchina causati da un utilizzo improprio da parte dei clienti e per gli incidenti che ne conseguono, o per l'usura anomala e i danni causati dalla mancanza di manutenzione.
La nostra azienda si riserva il diritto di apportare modifiche a questa specifica e alle specifiche del prodotto. Faremo continui sforzi per migliorare la qualità dei nostri prodotti.
Tutti i diritti riservati. La riproduzione o la riproduzione non è consentita senza autorizzazione.
AVVERTENZA DI SICUREZZA
| Simbolo | Descrizione del simbolo |
 | Attenzione - Per ridurre il rischio di lesioni, l'utente deve leggere le istruzioni manuale con attenzione. |
 | Questo simbolo, posto prima di un commento di sicurezza, indica un tipo di precauzione, avvertimento o pericolo. Ignorare questo avvertimento può portare a un incidente. Per ridurre il rischio di lesioni, incendi o folgorazione, si prega di seguire sempre le raccomandazioni indicate di seguito. |
 | Pericolo!Rischio di lesioni personali o danni ambientali! Rischio di scosse elettriche scossa! Rischio di lesioni personali dovute a scosse elettriche! |
 | Corrente continua |
 | Attenzione al serraggio |
 | Attenzione: assicurarsi di indossare protezioni acustiche quando si utilizza questo prodotto. |
 | Attenzione: indossare sempre protezioni per gli occhi quando si utilizza questo prodotto. |
 | Non mettere le mani nella protezione di sicurezza quando la macchina è in funzione |
 | Vietato l'ingresso alle macchine automatiche in funzione Personale autorizzato soltanto |
 | Non rabboccare l'olio durante il funzionamento |
 | Non girare durante la riparazione |
 | Nessuna operazione di fatica |
 | L'operazione non prevede telefonate |

ATTENZIONE: leggere tutte le avvertenze di sicurezza, le istruzioni, le illustrazioni e
specifiche fornite con questa macchina. La mancata osservanza di tutte le istruzioni elencate di seguito può causare scosse elettriche, incendi e/o lesioni gravi.
Conservare tutte le avvertenze e le istruzioni per riferimento futuro.
- La macchina utensile deve essere utilizzata da personale esperto. Se non si è
familiarità con il processo di funzionamento del tornio, non utilizzare la macchina utensile a Seguire le istruzioni prima di procedere all'operazione. - Prima di avviare la macchina utensile, la copertura di sicurezza deve essere nella posizione corretta posizione.
- Prima di avviare la macchina utensile, controllare che la chiave di supporto dell'utensile e la chiave del mandrino viene rimossa.
- Impedire che la macchina si avvii accidentalmente. Spegnere l'alimentazione del motore prima serraggio del pezzo in lavorazione o dell'utensile.
- Non forzare il taglio. Tagliare in base alla velocità di taglio impostata, alla profondità di taglio e velocità di avanzamento.
- Utilizzare gli utensili giusti. Utilizzare l'utensile o il pezzo da lavorare corretto per la lavorazione.
- Mantenere l'utensile affilato e pulito per garantire un funzionamento normale e sicuro. Lubrificare e sostituire regolarmente gli accessori.
- Prima di regolare o riparare la macchina, assicurarsi di scollegare l'alimentazione fornitura.
-
Verificare le prestazioni di sicurezza della macchina prima di avviarla.
Controllare le prestazioni di tutte le parti mobili. Tutte le parti devono essere installate correttamente. Le parti danneggiate devono essere riparate tempestivamente. -
Quando la macchina è in funzione, l'operatore non deve allontanarsi.
- Mantenere pulito il posto di lavoro, l'ambiente di lavoro sporco è facile da raggiungere incidenti.
- Non utilizzare la macchina in ambienti pericolosi.
Non lavorare in luoghi umidi. Assicurarsi che i componenti elettrici siano protetti dall'umidità. Mantenere una buona illuminazione.
-
È vietato l'accesso ai bambini nel luogo di lavoro e alle persone non operanti il personale deve mantenersi a distanza di sicurezza dall'area di lavoro.
-
Per tenere i bambini fuori dall'area di lavoro. La porta deve essere chiusa a chiave quando si esce l'officina.
-
Vestiti in modo appropriato. Non indossare abiti larghi, guanti, cravatte, anelli, braccialetti, gioielli, ecc. Per essere sicuri, si consiglia di indossare scarpe antiscivolo. Se Se hai i capelli lunghi, ti preghiamo di indossare un cappello da lavoro.
-
Indossare occhiali protettivi durante il funzionamento.
-
Fai attenzione a dove ti trovi e mantieni sempre l'equilibrio.
-
Non avvicinare le mani alle parti mobili della macchina.
-
Non effettuare alcuna operazione di impostazione mentre la macchina è in funzione.
-
Leggere e comprendere tutti i segnali di avvertimento affissi sulla macchina.
-
Il presente manuale ha il solo scopo di familiarizzare i clienti con il funzionamento del macchina e non è un manuale di formazione.
-
Si prega di rispettare queste avvertenze per evitare lesioni gravi.
-
La macchina produrrà alcune sostanze chimiche nocive nel lavoro di polvere, segatura, rettifica e foratura prodotte dalla rettifica. Per ridurre i danni di queste sostanze chimiche, lavorare in un luogo ben ventilato e indossare dispositivi di sicurezza. Come le maschere con filtro antiparticolato.
PARAMETRO TECNICO
| Tipo numero | Modello WM210V |
| Capacità | |
| Dondolare sopra il letto | 210mm |
| Oscillare su slitta trasversale | 110mm |
| Distanza tra i centri | 370mm |
| Larghezza del letto | 100mm |
| Paletta | |
| Foro passante per mandrino | 21mm |
| Conicità nel naso del mandrino | MT3 |
| Numero di velocità del mandrino | Variabile |
| Gamma di velocità del mandrino | 50-2500 giri/min |
| Alimentazione e infilaggio | |
| Numero di fili metrici | 14 |
| Gamma di filettature metriche | 0,3~3mm |
| Numero di thread 1mperial | 10 |
| Gamma di fili 1mperial | 10~44T.PI |
| Gamma di avanzamento longitudinale | 0,089-0,198 mm |
| Composto e trasporto | |
| Tipo di postazione portautensili | 4 |
| Corsa massima della slitta composta | 80mm |
| Corsa massima della slitta trasversale | 85mm |
| Corsa massima del carrello | 370mm |
| Contropunta | |
| Corsa del mandrino della contropunta | 50mm |
| Cono nel mandrino della contropunta | MT2 |
| Varie | |
| Motore principale | 110V~60Hz/220V~50Hz,550W, |
| Peso del prodotto | Peso netto: 60,6 kg; Peso lordo: 78,4 kg |
| Dimensioni del pacco | 905*455*540 millimetri |
Le informazioni generali fornite nella presente specifica non sono vincolanti.
Accessori standard
- Coppa dell'olio 1
- Piastra posteriore 1
trucioli 3. Mandrino a tre griffe ^1 - specificazione 1
- Tabella di rilevamento 1
- Cassetta degli attrezzi 1

Accessori nella cassetta degli attrezzi (Fig. 1)
1 Punto morto MT3
1 Punto morto MT2
3 Chiave per portautensili
1 Pistola a olio
1 Cacciavite a croce
1 Cacciavite piatto
1 Chiave per mandrino a 3 griffe
5 chiavi a bussola esagonale
3 Chiavi a doppia testa
9 Set di pulegge (24T,33T,35T,40T,50T,52T,60T,66T,72T)
Accessori speciali (accessori che richiedono un pagamento aggiuntivo)
Mandrino a quattro griffe e piastra posteriore
Utensile di tornitura
(piastra di collegamento)
Mandrino e biella
Tutto il resto
Cornice centrale
Disco posteriore
Disco disgiunto
Copertura di protezione del poggiautensili
Copertura protettiva della vite di comando
DISIMBALLAGGIO E PULIZIA
- Completare la rimozione della cassa di legno attorno al tornio
-
Controllare tutti gli accessori della macchina utensile in base all'imballaggio lista.
-
Svitare il tornio dal fondo della cassa di spedizione.
-
Scegliere un luogo per il tornio che sia asciutto, ben illuminato e con spazio sufficiente per poter effettuare la manutenzione del tornio su tutti e quattro i lati.
-
Con un'attrezzatura di sollevamento adeguata, sollevare lentamente il tornio dal contenitore di spedizione fondo della cassa. Non sollevare dal mandrino. Assicurarsi che il tornio sia bilanciato prima spostamento su un banco robusto o su un supporto.
-
Per evitare di torcere il letto, la posizione del tornio deve essere assolutamente piana e livella. Avvitare il tornio al supporto (se utilizzato). Se si utilizza un banco, avvitare il bullone per ottenere le migliori prestazioni.
-
Pulire tutte le superfici protette dalla ruggine utilizzando un solvente commerciale delicato, cherosene o gasolio. Non usare diluente per vernici, benzina o lacca diluente. Questi danneggeranno le superfici verniciate. Coprire tutte le superfici pulite con un leggero strato di olio per macchine da 20 W.
-
Rimuovere il coperchio dell'ingranaggio finale. Pulire tutti i componenti dell'ingranaggio finale assemblaggio e ricoprire tutti gli ingranaggi con un grasso denso e anti-scivolo.
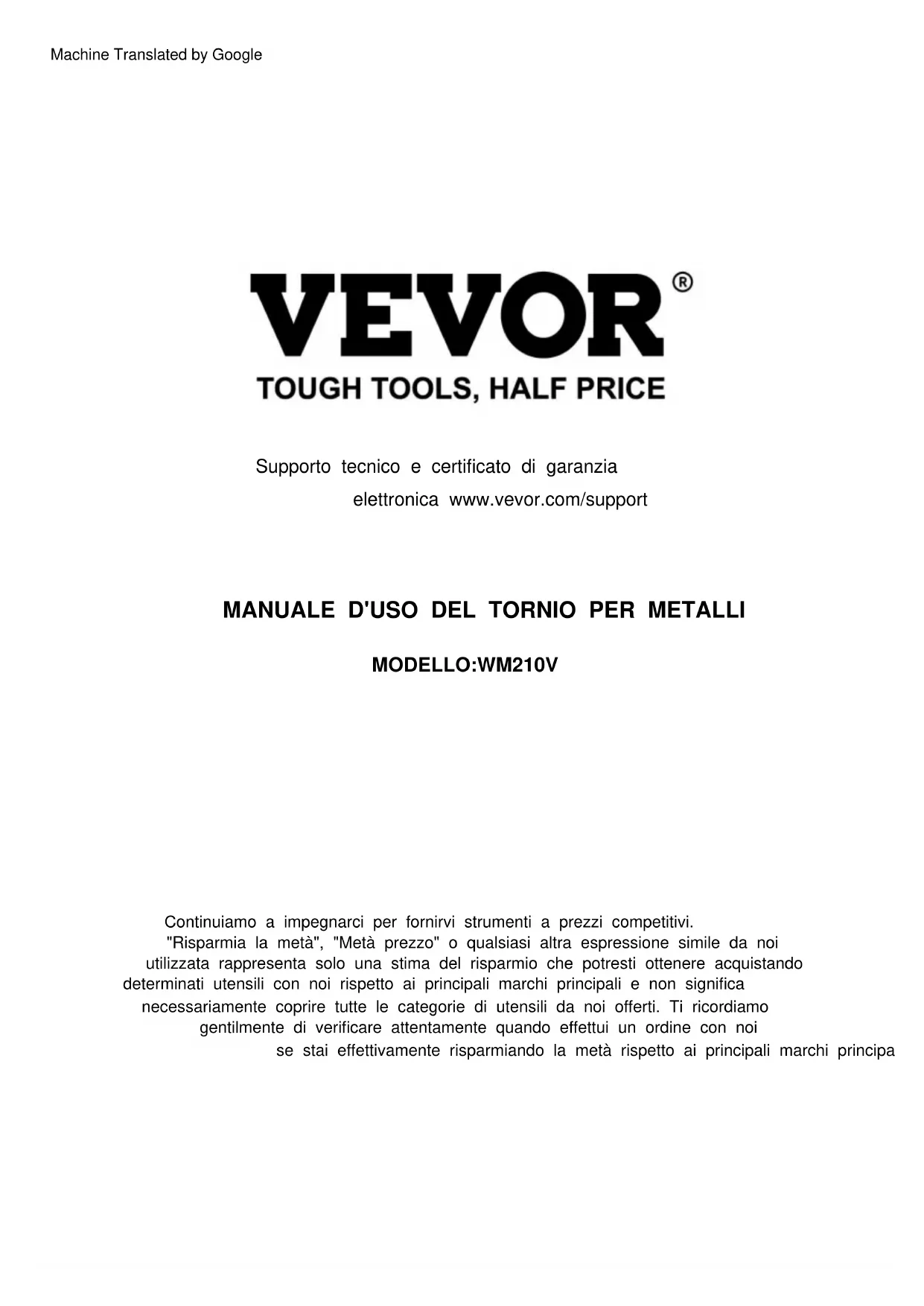
DISEGNO DI FONDAZIONE
text_image
70 655 265 742 805 118 2x/8Figura 2
General Description
Base del tornio (Fig. 3)
Il letto del tornio è fatto di ferro di alta qualità. Combinando guance alte con robuste nervaturi trasversali, si produce un letto con basse vibrazioni e rigidità. Integra la testa e l'unità di azionamento, per il fissaggio del carrello e della vite di comando. Le due V rettificate di precisione, rinforzate da tempra termica e rettifica, sono la guida precisa per il carrello e la contropunta. Il motore principale è montato sul retro del lato sinistro del letto.

La testa è realizzata in ghisa di alta qualità e a basse vibrazioni. La testa è imbullonata al le con quattro viti. La testa ospita il mandrino principale con due cuscinetti a rulli conici di precisione e l'unità di trasmissione.
Il mandrino principale trasmette la coppia durante il processo di tornitura. Inoltre, trattiene i pezzi in lavorazione e i dispositivi di serraggio (ad esempio mandrino a 3 griffe).

text_image
WM210V Control Panel 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100Figura 4
Carrozza (Fig. 5)
Il carrello è realizzato in ghisa di alta qualità. Le parti scorrevoli sono levigate in modo uniforme. Si adattano alla V sul letto senza gioco. Le parti scorrevoli inferiori possono essere regolate facilmente e semplicemente. La slitta trasversale è montata sul carrello e si muove su una slitta a coda di rondine. Il gioco nella slitta trasversale può essere regolato con i gib.
Spostare la slitta trasversale con il volantino opportunamente posizionato.
Sul volantino è presente un collare graduato.
Un portautensili a quattro vie è montato sulla slitta superiore e consente di bloccare quattro utensili. Allentare la maniglia del morsetto centrale per ruotare uno qualsiasi dei quattro utensili in posizione.

Il grembiule è montato sul letto. Ospita il mezzo dado con una leva di innesto per attivare l'alimentazione automatica. I lardoni del mezzo dado possono essere regolati dall'esterno.
Una cremagliera montata sul letto e un pignone azionato tramite volantino sul carrello consentono lo spostamento rapido del grembiule.

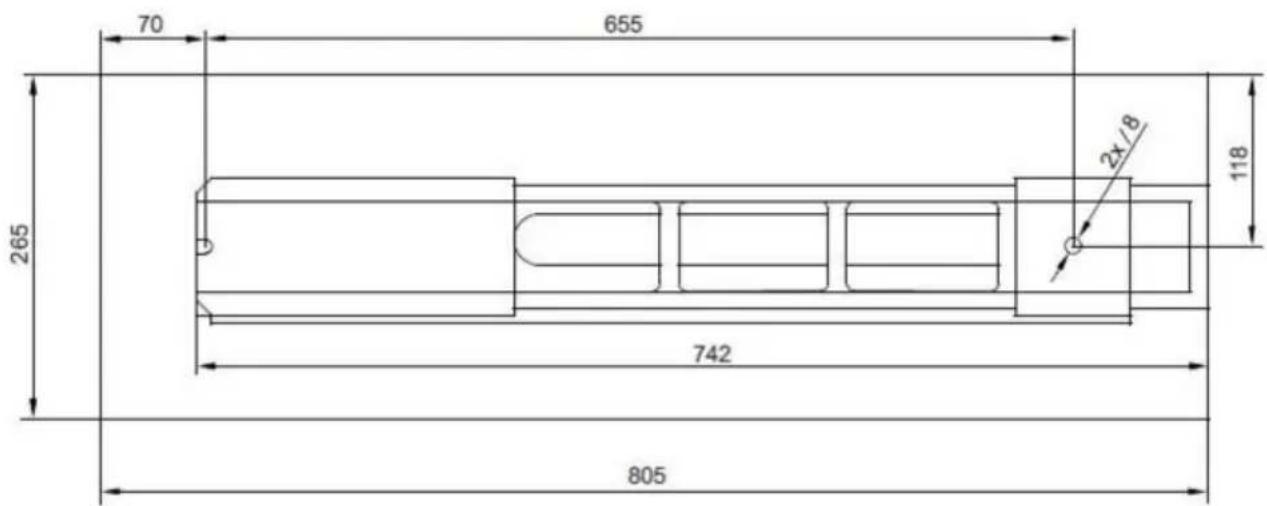
La vite di comando (A, Fig. 7) è montata sulla parte anteriore del letto della macchina. È collegata alla scatola del cambio a sinistra per l'alimentazione automatica ed è supportata da cuscinetti su entrambe le estremità. Il dado esagonale (B, Fig. 7) sull'estremità destra è progettato per assorbire il gioco sulla vite di comando.
La contropunta scorre su una guida a V e può essere bloccata in qualsiasi posizione. La contropunta ha un mandrino per impieghi gravosi con una presa conica Morse n. 2 e una scala graduata. Il mandrino può essere bloccato in qualsiasi posizione con una leva di bloccaggio. Il mandrino viene spostato con un volantino all'estremità della contropunta.

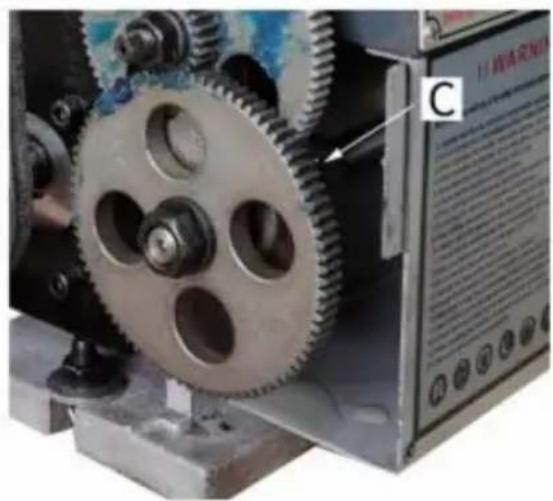
Per evitare che la contropunta cada dal bancale del tornio, montare la vite di fissaggio (C, Fig 8) all'estremità del tornio.
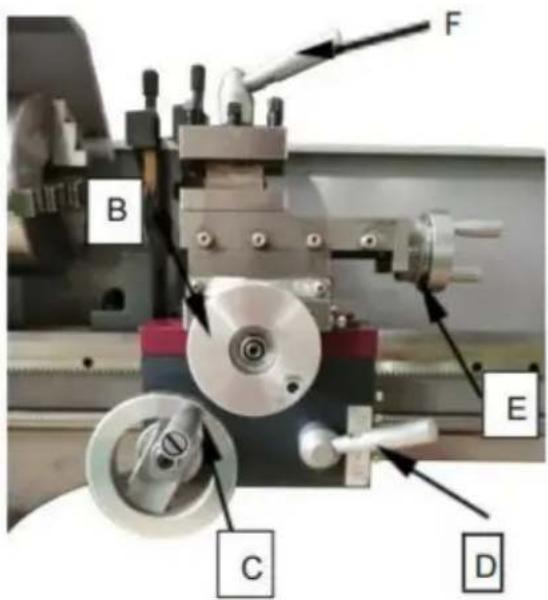
Operating equipment
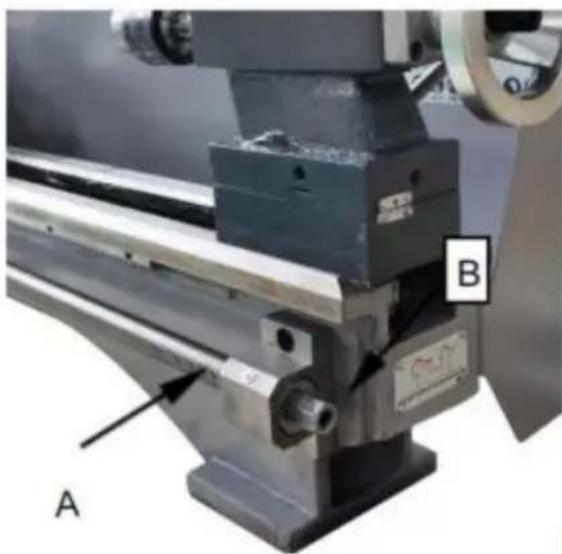
1. Emergenza: Pulsante 0N.0FF Interruttore (D, Fig. 9)
La macchina si accende e si spegne con il pulsante ON/OFF. Premere per arrestare tutte le funzioni della macchina. Per riavviare, sollevare il coperchio e premere il pulsante ON.
2. Interruttore di commutazione (E, Fig. 9)
Dopo aver acceso la macchina, ruotare l'interruttore in posizione "F" per rotazione del mandrino in senso antiorario (avanti). Girare l'interruttore in posizione "R" per la rotazione del mandrino in senso orario (indietro). La posizione "0" è OFF e il il mandrino rimane inattivo.
3. Interruttore di controllo della velocità variabile (F, Fig. 9)
Girare l'interruttore in senso orario per aumentare la velocità del mandrino. Girare l'interruttore in senso antiorario per diminuire la velocità del mandrino. La velocità possibile l'autonomia dipende dalla posizione della cinghia di trasmissione.
text_image
E D WM210V F
Girare la vite a testa esagonale (A, Fig. 10) in senso orario e serrare per bloccare. Girare in senso antiorario e allentare per sbloccare.
Attenzione: la vite di bloccaggio del carrello deve essere sbloccata prima di inserire il cambio automatico potrebbero verificarsi avanzamenti o danni al tornio.
5ÿVolante di traslazione longitudinale (B, Fig.11)
Ruotare il volantino in senso orario per spostare il gruppo grembiule verso l'contropunta (destra). Ruotare il volantino in senso antiorario per spostare la gruppo grembiule per proteggere la testata (sinistra).
6ÿLeva di traslazione trasversale (C, Fig. 11)
La rotazione in senso orario sposta la slitta trasversale verso la parte posteriore della macchina.
7ÿLeva di innesto del mezzo dado (D, Fig. 11)
Spostare la leva verso il basso per innestare. Spostare la leva verso l'alto per disinnestare.
8ÿLeva di traslazione del supporto composto (E, Fig. 11)
Ruotare in senso orario o antiorario per spostare o posizionare.
9ÿLeva di serraggio del portautensili (F, Fig. 11)
Ruotare in senso antiorario per allentare e in senso orario per stringere. Ruotare il portautensili quando la leva è sbloccata.
text_image
B F E C DFigura 11
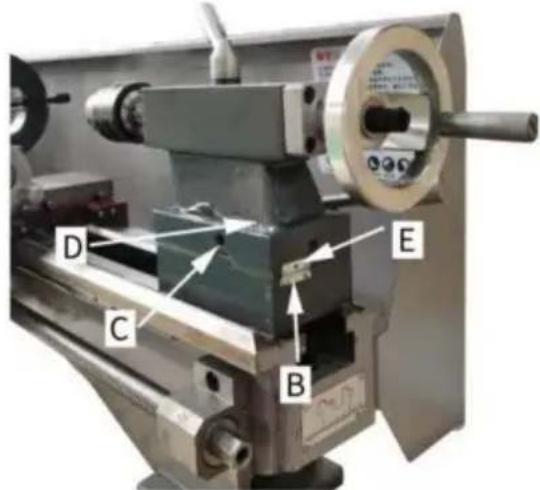
10ÿVite di serraggio contropunta (G, Fig. 12)
Girare il dado esagonale in senso orario per bloccare e in senso antiorario per sbloccare.
11ÿLeva di serraggio del cannotto della contropunta (H, Fig. 12)
Ruotare la leva in senso orario per bloccare il mandrino e in senso antiorario per sbloccarlo.
12ÿVolante di traslazione del cannotto della contropunta (I, Fig. 12)
Ruotare in senso orario per far avanzare la penna. Ruotare in senso antiorario per ritrarr la penna.
13ÿRegolazione offset contropunta (J, Fig. 12)
Per compensare il
contropunta per tagliare conicità. Allentare la vite di bloccaggio sull'estremità della contropunta. Allentare una vite di fissaggio laterale mentre si stringe l'altra finché la quantità di offset non è indicata sulla scala. Stringere la vite di bloccaggio.
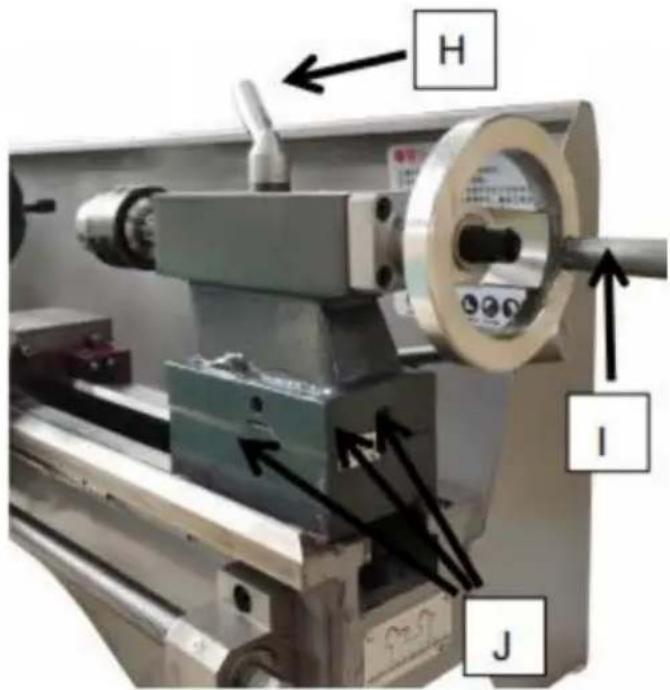
text_image
H I JFigura 12
OPERATION
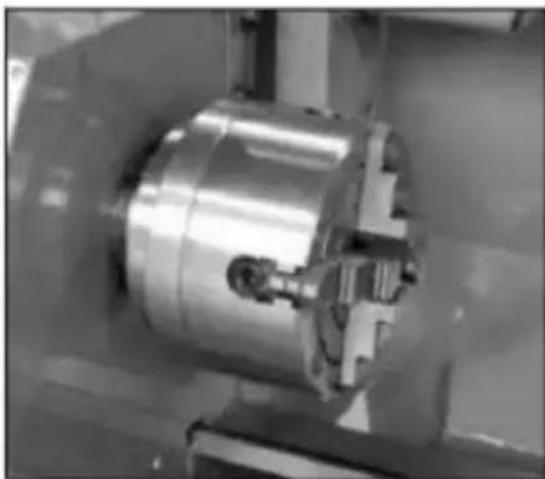
Sostituzione del mandrino
Il dispositivo di fissaggio del mandrino della testa è cilindrico. Allentare tre viti di fissaggio e dadi (A, Fig. 13 ne sono mostrati solo due) sulla flangia del mandrino per rimuoverli il mandrino. Posizionare il nuovo mandrino e fissarlo utilizzando le stesse viti di fissaggio e noci.

text_image
.10V A
INSTALLAZIONE DEGLI UTENSILI
Fissare l'utensile di tornitura nel portautensili.
L'utensile deve essere serrato saldamente. Quando si gira, l'utensile ha la tendenza a piegarsi sotto la forza di taglio generata durante la formazione del truciolo.
Per ottenere risultati ottimali, la sporgenza dell'utensile deve essere mantenuta a un minimo di 3/8" o meno.
L'angolo di taglio è corretto quando il tagliente è in linea con il centro
asse del pezzo in lavorazione. L'altezza corretta dell'utensile può essere ottenuta
confrontando la punta dell'utensile con la punta del centro montato nel
contropunta. Se necessario, utilizzare spessori distanziali in acciaio sotto l'utensile per ottenere la altezza richiesta. (Fig. 14)
Cambia velocità
- Svitare le due viti di fissaggio (B, Fig.15) e rimuovere il copertura protettiva.
- Regolare la cinghia trapezoidale (C, Fig. 16) nella posizione corrispondente.
- Serrare la puleggia tenditrice e fissare nuovamente il dado.
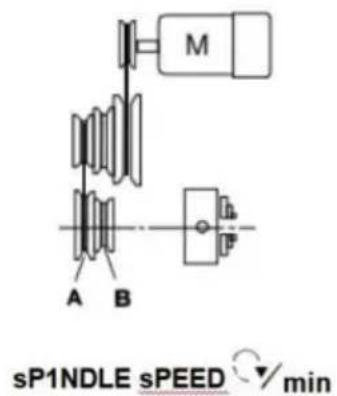
text_image
M A B sP1NDLE sPEED / min| A | B |
| 50.1250 | 100.2500 |

È possibile azionare la corsa del grembiule, la corsa trasversale e il volantino scorrevole superiore per alimentazione longitudinale o trasversale. (Fig.17)
Tornitura longitudinale con Auto.Feed
Utilizzare la tabella (A, Fig.18) sul tornio per selezionare la velocità di avanzamento o il passo della filettatura. Regolare il cambio di marcia se l'avanzamento o il passo della filettatura richiesti non è possibile ottenerlo con il set di ingranaggi installato.
Sostituzione ingranaggi cambio
- Scollegare la macchina dalla fonte di alimentazione.
- Svitare le due viti di fissaggio e rimuovere il coperchio protettivo.
- Allentare la vite di bloccaggio (B, Fig.19) sul quadrante.
- Ruotare il quadrante (C, Fig. 19) verso destra.
- Svitare il dado (D, Fig.29) dalla vite di comando o dai dadi (E, Fig.19) dai bulloni del quadrante per rimuovere le marce del cambio dal anteriore.
- Installare le coppie di ingranaggi secondo la tabella di filettatura e avanzamento (Fig.20) e riavvitare gli ingranaggi sul quadrante.
- Ruotare il quadrante verso sinistra finché gli ingranaggi non si innestano di nuovo.
- Regolare nuovamente il gioco degli ingranaggi inserendo un normale foglio di carta come regolazione o ausilio per la distanza tra gli ingranaggi.
- Immobilizzare il quadrante con la vite di bloccaggio.
- Installare il coperchio di protezione della testata e ricollegare la macchina all'alimentazione elettrica.
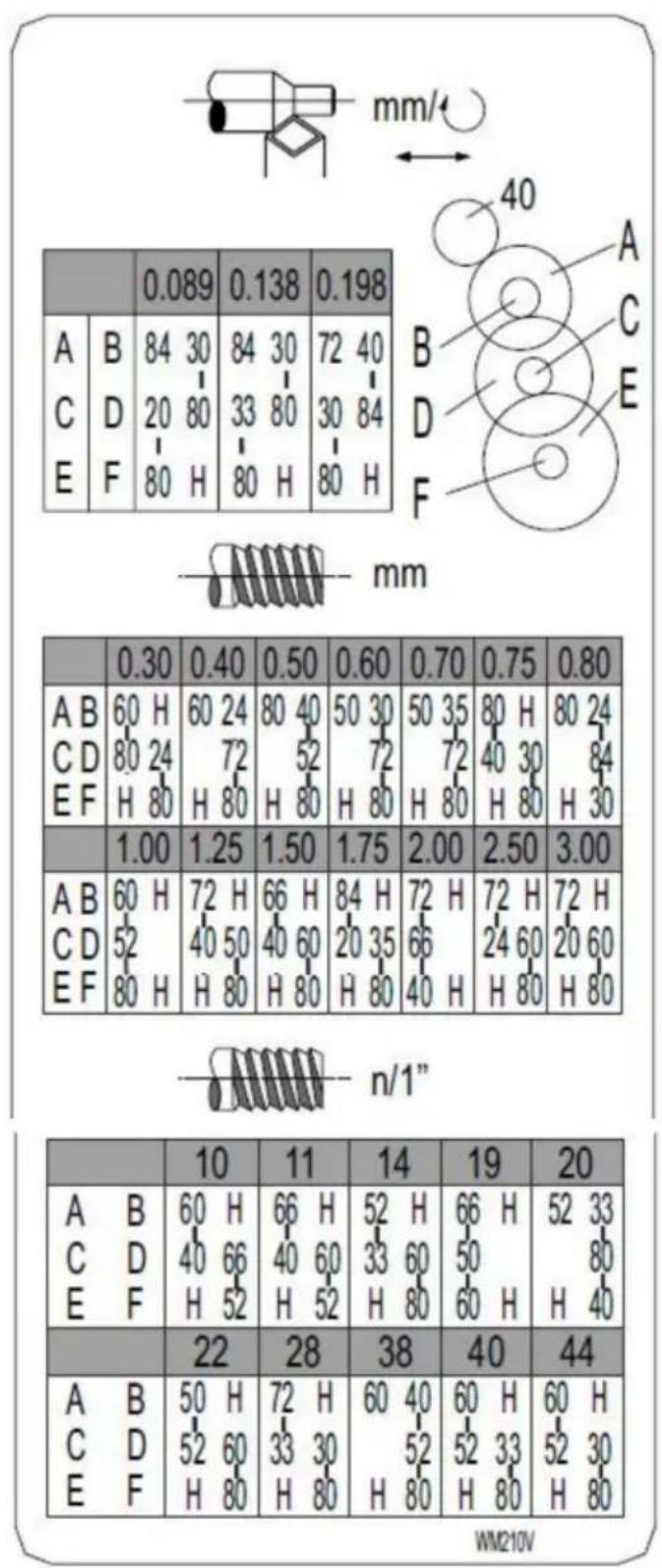
TAVOLODIFILATURAEALIMENTAZIONE
text_image
mm/ A B 84 30 84 30 72 40 C D 20 80 33 80 30 84 E F 80 H 80 H 80 H mm 0.30 0.40 0.50 0.60 0.70 0.75 0.80 A B 60 H 60 24 80 40 50 30 50 35 80 H 80 24 C D 80 24 72 52 72 72 40 30 84 E F H 80 H 80 H 80 H 80 H 80 H 30 1.00 1.25 1.50 1.75 2.00 2.50 3.00 A B 60 H 72 H 66 H 84 H 72 H 72 H 72 H C D 52 40 50 40 60 20 35 66 24 60 20 60 E F H 80 H 80 H 80 H 80 H 80 H 80 H n/1" 10 11 14 19 20 A B 60 H 66 H 52 H 66 H 52 33 C D 40 66 40 60 33 60 50 E F H 52 H 52 H 80 H 60 H H 22 28 38 40 44 A B 50 H 72 H 60 40 60 H 60 H C D 52 60 33 30 52 52 33 52 30 E F H 80 H 80 H 80 H 80 H H WM210V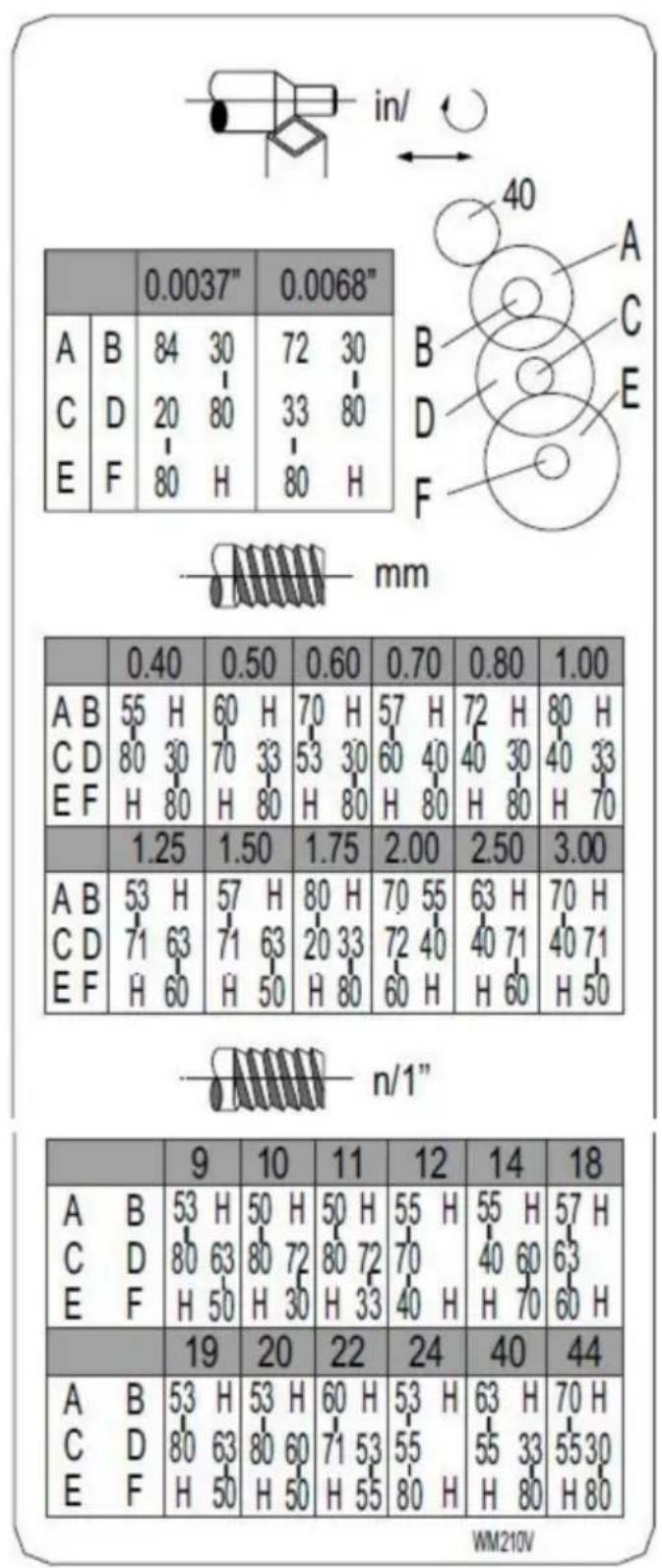
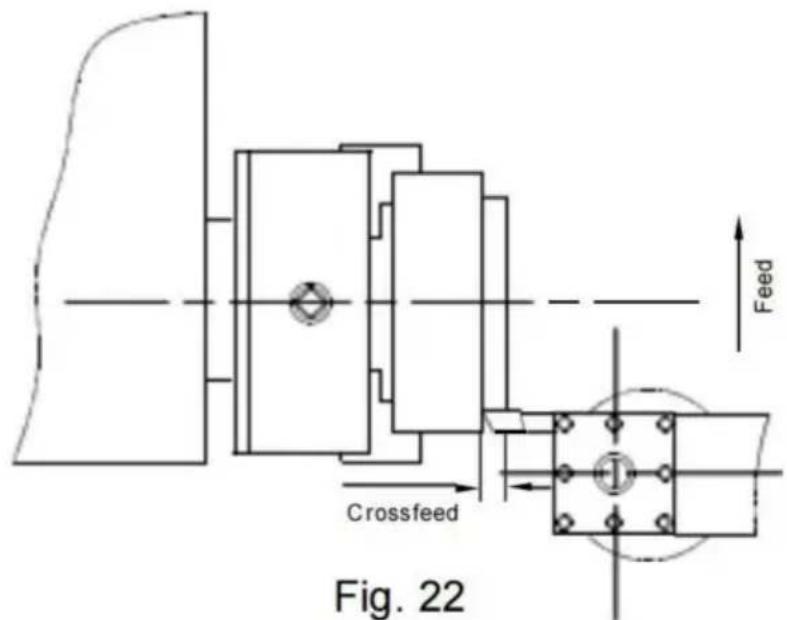
Tornitura rettilinea (Fig. 21)
Nell'operazione di tornitura rettilinea, l'utensile avanza parallelamente all'asse di rotazione del pezzo. L'avanzamento può essere manuale ruotando il volantino sulla sella del tornio o sulla slitta superiore, oppure attivando l'avanzamento automatico. L'avanzamento trasversale per la profondità di taglio si ottiene utilizzando la slitta trasversale.
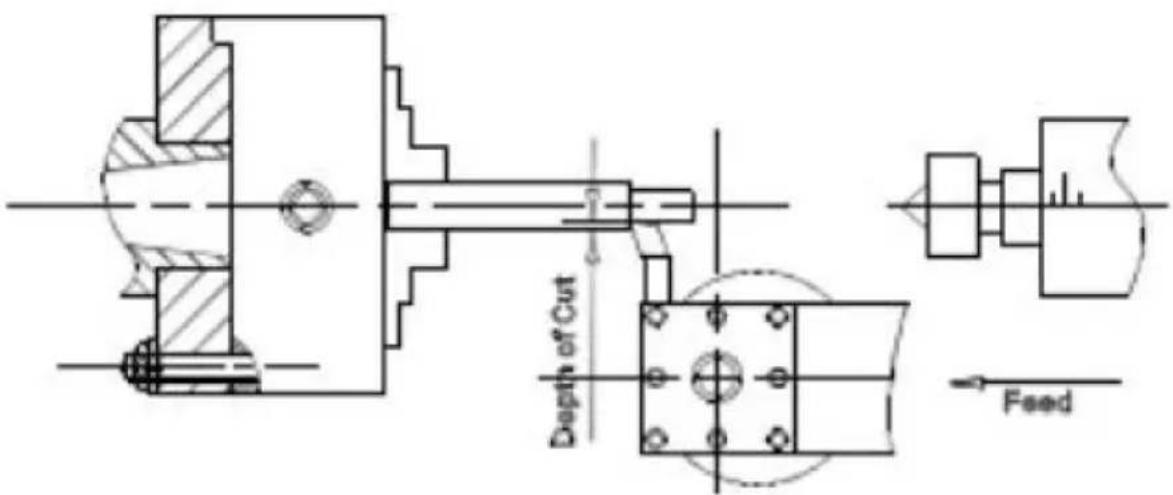
Nell'operazione di sfacciatura, l'utensile avanza perpendicolarmente all'asse di rotazione del pezzo in lavorazione. L'avanzamento è effettuato manualmente con il volantino della slitta trasversale. L'avanzamento trasversale per la profondità di taglio è effettuato con la slitta superiore o la sella del tornio.
text_image
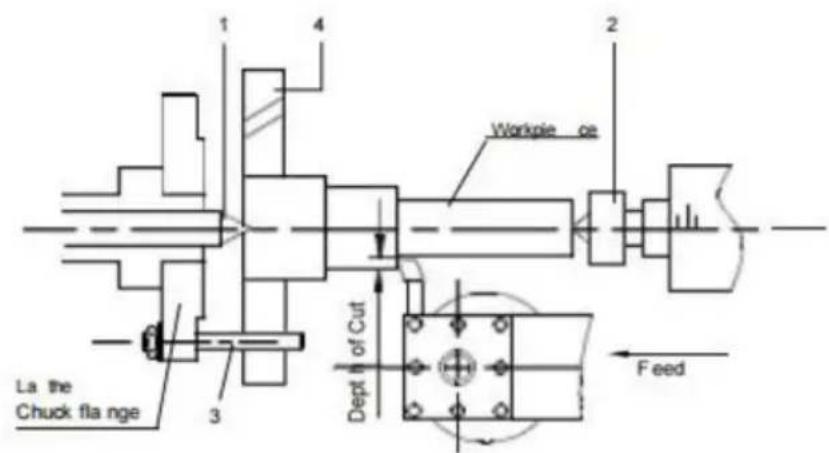
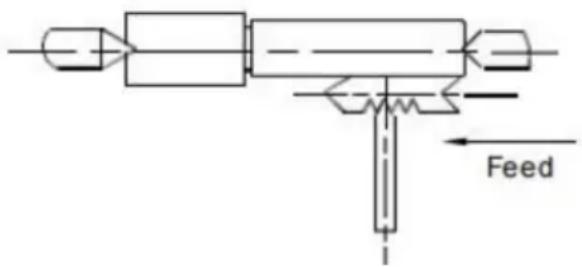
Crossfeed Fig. 22 FeedTornitura: tra i piegatori (Fig. 23)
Per la tornitura tra centri è necessario rimuovere il mandrino dal mandrino. Inserire il centro MT 3 nel naso del mandrino e il centro MT 2 nella contropunta. Montare il pezzo in lavorazione dotato di cane di guida tra i centri. Il driver è azionato da un fermo o piastra frontale.
Nota: utilizzare sempre una piccola quantità di grasso sul centro della contropunta per evitare il surriscaldamento della punta centrale.
Tornitura conica con contropunta offset
La lavorazione con un angolo laterale di 5º può essere girata spostando la contropunta. L'angolo dipende dalla lunghezza del pezzo in lavorazione.
Per spostare la contropunta, allentare la vite di bloccaggio (A, Fig.24). Svitare la vite di fissaggio (B, Fig.24) sull'estremità destra della contropunta. Allentare la vite di regolazione anteriore (C, Fig.24) e prelevare la stessa quantità serrando la vite di regolazione posteriore (D, Fig.24) fino a raggiungere la conicità desiderata è stata raggiunta. La regolazione trasversale desiderata può essere letta sulla scala. (E, Fig.24). Per prima cosa serrare di nuovo la vite di regolazione (B, Fig.24) e poi le due (anteriore e posteriore) vite di regolazione per bloccare la contropunta in posizione. Serrare nuovamente la vite di bloccaggio (A, Fig.24) della contropunta. Il pezzo in lavorazione deve essere tenuto tra due centri e azionato da una piastra frontale e da un cane di guida.
Dopo la tornitura conica, la contropunta deve essere riportata nella sua posizione originale in base alla posizione zero sulla scala della contropunta. (E, Fig.24)
Impostare la macchina sul passo di filettatura desiderato (secondo la tabella di filettatura, Fig.20). Avviare la macchina e innestare il mezzo dado. Quando l'utensile raggiunge la parte, taglierà la passata di filettatura iniziale. Quando l'utensile raggiunge la fine del taglio, fermare la macchina spegnendo il motore e allo stesso tempo far uscire l'utensile dalla parte in modo che liberi la filettatura. Non disinnestare la leva del mezzo dado. Invertire la direzione del motore per consentire all'utensile di taglio di tornare al punto di partenza. Ripetere questi passaggi fino a ottenere i risultati desiderati.
NOTE
Esempio: filettatura maschio
ÿ Il diametro del pezzo in lavorazione deve essere stato tornito fino al diametro della filettatura desiderata.
ÿ Il pezzo in lavorazione richiede uno smusso all'inizio della filettatura e un sottosquadro all'estremità della filettatura.
ÿ La velocità deve essere la più bassa possibile. Il cambio deve avere
è stato installato secondo il passo richiesto. ÿ L'utensile
per il taglio della filettatura deve avere esattamente la forma campione della filettatura, deve essere assolutamente rettangolare e serrato in modo da coincidere esattamente con l'ingresso di tornitura.
ÿ La filettatura viene prodotta in vari passaggi di taglio in modo che l'utensile di taglio debba essere completamente estratto dalla filettatura (con la slitta trasversale) alla fine di ogni passaggio di taglio. ÿ L'utensile
viene ritirato con il dado della vite conduttrice innestato invertendo l'interruttore di commutazione. ÿ
Arrestare la macchina e alimentare l'utensile di taglio della filettatura in basse profondità di taglio utilizzando la slitta trasversale. Prima di ogni passaggio, posizionare la slitta superiore di circa 0,2-0,3 mm a sinistra e a destra alternativamente per tagliare la filettatura libera. In questo modo, l'utensile di taglio della filettatura taglia solo su un fianco della filettatura a ogni passaggio. Continuare a tagliare la filettatura libera finché non si è quasi raggiunta la profondità completa della filettatura.
text_image
FeedFigura 25
Lathe Accessories
Mandrino universale a tre griffe per tornio
Utilizzando questo mandrino universale è possibile serrare pezzi tondi, triangolari, quadrati, esagonali, ottagonali e dodecagonali. (Fig.26)
Nota: i nuovi torni hanno ganasce molto aderenti. Ciò è necessario per garantire un serraggio preciso e una lunga durata utile: con ripetute aperture e chiusure la ganascia si regola automaticamente e il suo funzionamento diventa progressivamente più fluido.
Nota:
Per il mandrino originale a 3 griffe montato sul tornio, la fabbrica ha montato il mandrino nel modo migliore per garantire la precisione di tenuta con due segni "." (A) Fig.26 mostrati sul mandrino e sulla flangia del mandrino.

Ci sono due tipi di ganasce: ganasce interne ed esterne. Si prega di notare che il numero di ganasce si adatta al numero all'interno della scanalatura del mandrino. Non mescolarle insieme. Quando si montano, si prega di montarle in ordine crescente 0, 1 3., Quando si tolgono, assicurarsi di toglierle in ordine decrescente 3, 1, 0 una alla volta. Dopo aver completato questa procedura, ruota le ganasce sul diametro più piccolo e verificare che le tre ganasce siano ben montate.
Mandrino per tornio indipendente a
quattro griffe Questo mandrino speciale ha quattro griffe regolabili indipendentemente. Queste consentono di trattenere pezzi asimmetrici e consentono l'impostazione precisa di pezzi cilindrici. (Fig.27)
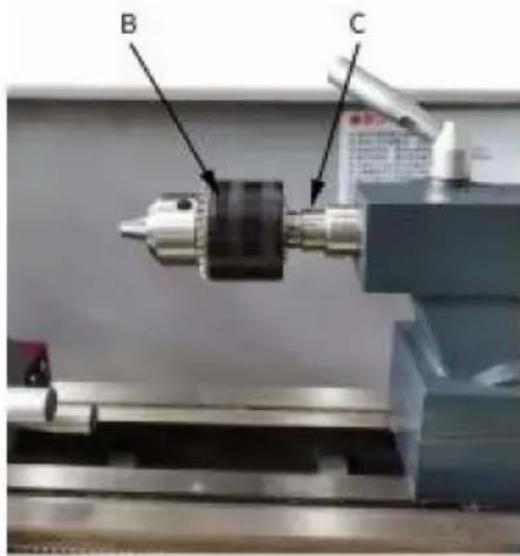
Mandrino per trapano (opzionale)
Utilizzare il mandrino del trapano per tenere le punte di centraggio e le punte elicoidali nella contropunta (B) (Fig.28)
Mandrino conico Morse (opzionale)
Per montare il mandrino del trapano nella contropunta è necessario un albero. Ha un cono Morse n. 1. (C) Fig.28
text_image
B CFigura 28
Live Center (facoltativo)
La contropunta è montata su cuscinetti a sfere. Il suo utilizzo è altamente consigliato per torniture a velocità superiori a 6 giri/min. (Fig.29)

La lunetta fissa funge da supporto per gli alberi sull'estremità libera della contropunta. Per molte operazioni la contropunta non può essere utilizzata poiché ostruisce l'utensile di tornitura o di foratura e, pertanto, deve essere rimossa dalla macchina. La lunetta fissa, che funge da supporto terminale, assicura un funzionamento senza vibrazioni. La lunetta fissa è montata sulle guide del letto ed è fissata dal basso con una piastra di bloccaggio. Le dita scorrevoli richiedono una lubrificazione continua nei punti di contatto per evitare un'usura prematura. (Fig.30)

text_image
A B CFigura 30
Impostazione del supporto
fisso 1. Allentare i tre dadi esagonali. (A, Fig.31)
- Allentare la vite zigrinata (B, Fig.36) e aprire le dita scorrevoli. (C,
Fig.31) finché il supporto fisso può essere spostato con il suo dito attorno al pezzo in lavorazione. Fissare il supporto fisso in posizione. - Serrare le viti zigrinate in modo che le dita siano strette ma non strette contro il pezzo in lavorazione. Serrare tre dadi (A, Fig. 31). Lubrificare i punti di scorrimento con olio per macchine.
- Quando, dopo un uso prolungato, la mascella risulta usurata, le punte delle dita possono essere limate o fresate di nuovo.
Seguire Riposo
Il supporto è montato sulla sella e segue il movimento del
utensile di tornitura. sono necessarie solo due dita scorrevoli. Il posto del terzo dito è preso dall'utensile di tornitura. Il supporto di appoggio è utilizzato per operazioni di tornitura su pezzi lunghi e sottili. 1t impedisce la flessione del pezzo sotto la pressione dell'utensile di tornitura. (Fig.31)
Posizionare le dita ben aderenti al pezzo in lavorazione, ma non troppo strette. Lubrificare le dita durante il funzionamento per evitare un'usura prematura.

Dopo un certo periodo di tempo, potrebbe essere necessario regolare l'usura di alcuni componenti mobili.
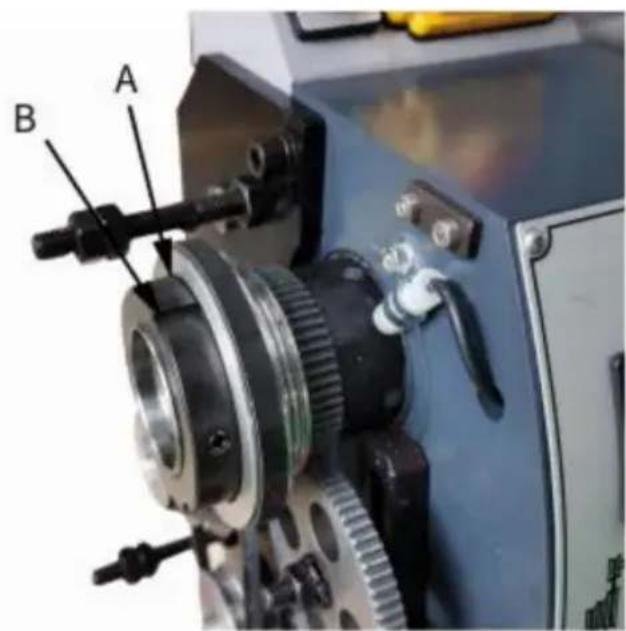
Cuscinetti del mandrino
principale I cuscinetti del mandrino principale vengono regolati in fabbrica. Se dopo un uso prolungato si nota un gioco assiale, è possibile regolare i cuscinetti.
Fissare il dado scanalato (A, Fig.32) sul retro del mandrino, allentare il dado scanalato esterno (B, Fig.32). Regolare il dado scanalato (A, Fig.32) fino a quando non è stato eliminato tutto il gioco assiale. Il mandrino dovrebbe ancora ruotare liberamente. Fissare nuovamente il dado scanalato (A, Fig.32) e serrare il dado scanalato esterno (B, Fig.32).
Attenzione: un serraggio o un precarico eccessivo danneggeranno i cuscinetti.
text_image
A BFigura 32
Regolazione della slitta
trasversale La slitta trasversale è dotata di una striscia di lardo (C, Fig. 33) e può essere regolata con viti (D, Fig. 33) dotate di controdadi. (E, Fig. 33) Allentare i controdadi e serrare le viti di fissaggio finché la slitta non si muove liberamente senza gioco. Serrare i controdadi per mantenere la regolazione.

Regolazione del lato
superiore La slitta superiore è dotata di una striscia di lardo (F, Fig. 34) e può essere regolata con viti (G, Fig. 34) dotate di controdadi. (H, Fig. 34) Allentare i controdadi e serrare le viti di fissaggio finché la slitta non si muove liberamente senza gioco. Serrare i controdadi per mantenere la regolazione.

text_image
H G FFigura 34
Regolazione della guida del mezzo
dado L'innesto dei mezzi dadi può essere regolato con viti (I, Fig.35) dotate di controdadi (J, Fig.35). Allentare i dadi sul lato destro del grembiule e regolare le viti di controllo finché entrambi i mezzi dadi non si muovono liberamente senza gioco. Stringere il dado.

Lubrificare leggermente tutte le guide prima di ogni utilizzo. Lubrificare
leggermente gli ingranaggi del cambio e la vite conduttrice con un lubrificante a base di litio. grasso.
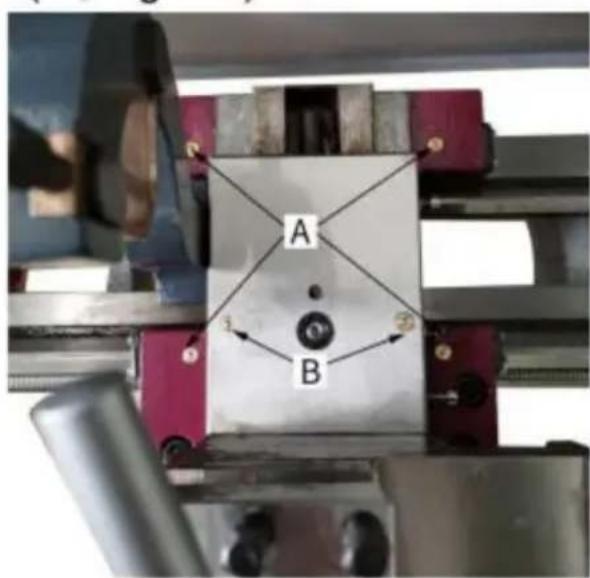
1. Lubrificare il
carrello quattro porte dell'olio (A, Fig. 36) con olio per macchine 20W una volta al giorno.
2. Incrocio Slide
Lubrificare due porte dell'olio (B, Fig. 36) con olio per macchine 20W una volta al giorno.
text_image
A BFigura 36
3. Vite di comando
Lubrificare una volta al giorno la porta dell'olio sinistra (C Fig. 37) e la porta dell'olio destra (D, Fig. 38) con olio per macchine 20W.
Il collegamento del tornio e tutti gli altri lavori elettrici possono essere eseguiti solo da un elettricista autorizzato!
La mancata osservanza può causare gravi lesioni e danni ai macchinari e alle proprietà!
Il tornio WM210V è valutato solo a 550 W, 1PH, 110 V/220 V. Verificare che la potenza disponibile presso la sede del tornio sia la stessa del tornio.
Utilizzando lo schema elettrico (Fig. 39) per collegare il tornio alla rete elettrica. Assicurarsi che il tornio sia correttamente messo a terra.
Di seguito lo schema elettrico del tornio: (Fig.39)
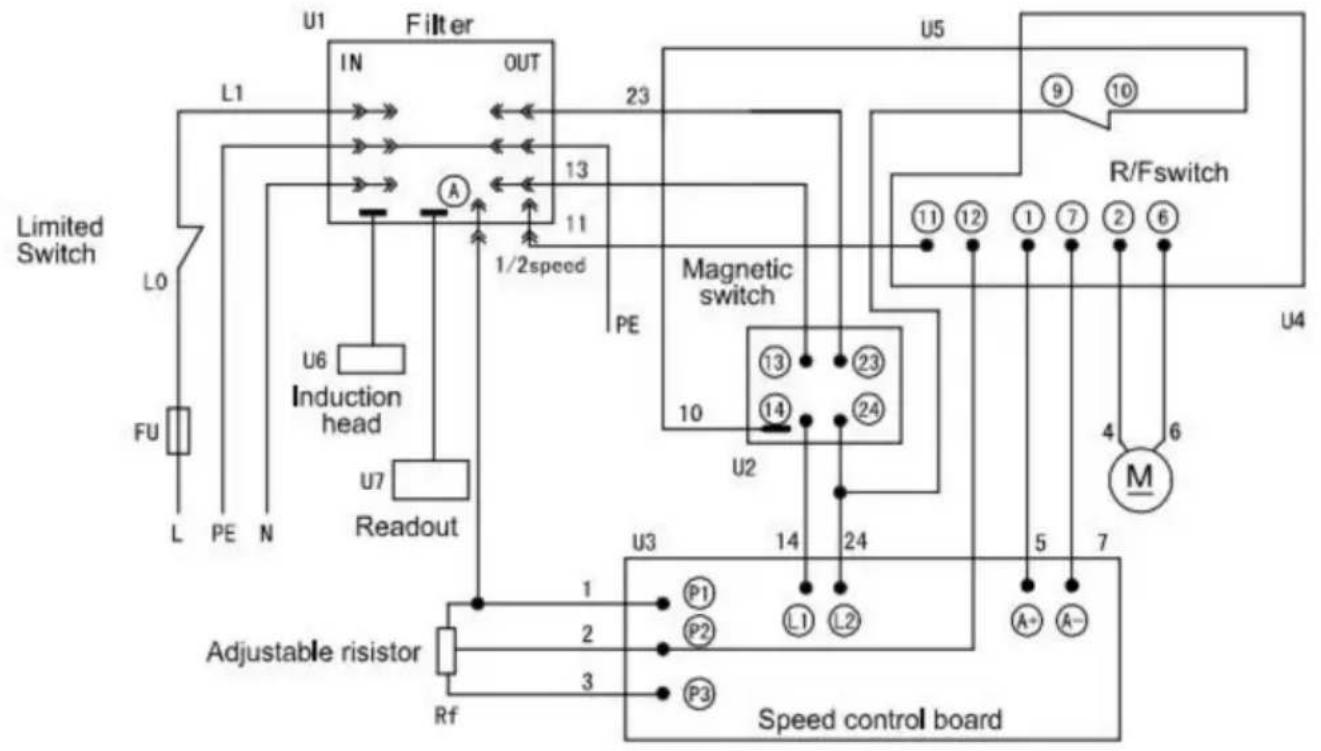
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2 speed"]
F --> I["1/2 speed"]
G --> J["1/2 speed"]
H --> K["Magnetic switch"]
I --> K
K --> L["U5"]
K --> M["U4"]
K --> N["R/Fswitch"]
K --> O["M"]
P["Adjustable risistor"] --> Q["Rf"]
Q --> R["Speed control board"]
S["P1"] --> T["1"]
S["P2"] --> U["2"]
S["P3"] --> V["3"]
W["11"] --> X["12"]
X --> Y["1"]
Y --> Z["7"]
Z --> AA["2"]
AA --> AB["6"]
AB --> AC["4"]
AC --> AD["M̅"]
AE["13"] --> AF["14"]
AF --> AG["23"]
AH["10"] --> AI["10"]
AJ["14"] --> AK["24"]
Fig. 39
MAINTENANCE
Eseguire la manutenzione della macchina utensile durante il funzionamento per garantirne la precisione e la durata utile.
- Per mantenere la precisione e la funzionalità della macchina, è essenziale trattarlo con cura. tenerlo pulito e ingrassarlo e lubrificarl regolarmente. Solo con una buona cura. si può essere certi che la qualità di lavoro della macchina rimarrà costante.
NOTE: Staccare la spina della macchina dalla rete elettrica prima di effettuare lavori di pulizia, manutenzione o riparazione!
Olio, grasso e detergenti sono inquinanti e non devono essere smaltiti attraverso gli scarichi o nei normali rifiuti. Smaltire tali agenti in conformità con le attuali disposizioni di legge sull'ambiente. Gli stracci per la pulizia impregnati di olio, grasso e detergenti sono facilmente infiammabili. Raccogliere gli stracci per la pulizia o
la lana di pulizia in un recipiente chiuso adatto e smaltirla in un modo ecologicamente corretto: non gettarli tra i rifiuti normali!
- Lubrificare leggermente tutte le guide prima di ogni utilizzo. Il cambiamento Anche gli ingranaggi e la vite senza fine devono essere leggermente lubrificati con grasso di base.
- Durante l'operazione i trucioli che cadono sulla superficie di scorrimento dovrebbe essere pulito tempestivamente e l'ispezione dovrebbe essere effettuata sp per evitare che i trucioli cadano nella posizione tra la macchina utensile sella e guida del letto del tornio. Il feltro di asfalto deve essere pulito a certo momento.
NOTE: Non rimuovere i chip a mani nude. C'è il rischio
di tagli dovuti a schegge taglienti. Non utilizzare mai solventi infiammabili o detergenti o agenti che generano fumi nocivi!
Proteggere i componenti elettrici come motori, interruttori, interruttori scatole, ecc., dall'umidità durante la pulizia.
- Dopo l'operazione ogni giorno. eliminare tutti i trucioli e pulire diverse parti della macchina utensile e applicare l'olio per macchine utensili prevenire la ruggine.
- Per mantenere la precisione della lavorazione, prestare attenzione al centro, alla superficie della macchina utensile per il mandrino e alla guida e evitare danni meccanici e l'usura dovuti ad una guida non corretta.
- Se si riscontra un danno, è necessario effettuare la manutenzione immediatamente.
NOTE: I lavori di riparazione possono essere eseguiti solo da personale qualificato con le corrispondenti conoscenze meccaniche ed elettriche.
RISOLUZIONE DEI PROBLEMI
| Problema | Possibile motivo | Eliminazione |
| Superficie di lavoro pezzo troppo ruvido | Strumento smussato | Strumento di riaffilatura |
| Molle per utensili | Strumento di serraggio con minore sporgenza | |
| Alimentazione troppo alta | Ridurre il mangime | |
| Raggio anche sulla punta dello strumento piccolo | Aumentare il raggio | |
| Pezzo lavorato diventa conico | I centri non sono allineati (la contropunta ha offset) | Regolare la contropunta al centro |
| La diapositiva superiore non è allineata bene (tagliando con la diapositiva superiore) | Allineare bene la slitta superiore | |
| Il tornio sta chiacchierando | Alimentazione troppo alta | Ridurre il mangime |
| Gioco nel cuscinetto principale | Regolare il cuscinetto principale | |
| Il centro è caldo | Il pezzo si è espanso | Allentare il centro della contropunta |
| Lo strumento ha un cortocircuito bordo | Velocità di taglio troppo alta | Ridurre la velocità di taglio |
| Lo strumento ha un cortocircuito Vita | Crossfeed troppo alto | Avanzamento trasversale inferiore (sovrapporto di finitura) non deve superare 0,5 mm) |
| Raffreddamento insufficiente | Più refrigerante | |
| Fianco indossare troppo alto | Angolo di spoglia troppo piccolo Punta | 1aumentare l'angolo di sgombero |
| dell'utensile non regolata al centro alto Angolo | Corretta regolazione dell'altezza dell'utensile | |
| Taglio il bordo si rompe | del cuneo troppo piccolo (accumulo di calore) | Aumentare l'angolo del cuneo |
| Crepa da macinazione dovuta a raffreddamento sbagliato | Raffreddare uniformemente | |
| Allentamento eccessivo nel cuscinetto del mandrino | Regolare il gioco nel mandrino cuscinetto | |
| Disposizione (vibrazioni) | Disposizione | |
| Il filo tagliato è sbagliato | L'utensile è bloccato in modo errato o ha | Regolare anche al centro |
| Ho iniziato a macinare il Senso vietato | Rettificare l'angolo correttamente | |
| Il filo tagliato è sbagliato | Passo sbagliato | Regola il tono giusto |
| Diametro sbagliato | Girare il pezzo in lavorazione nella posizione corretta diametro | |
| Il mandrino fa non attivare | Emergenza interruttore di arresto attivato | Sbloccare l'interruttore di arresto di emergenza |
SCHEMA DI RIPARTIZIONE ED ELENCO DELLE PARTI
Montaggio della testata
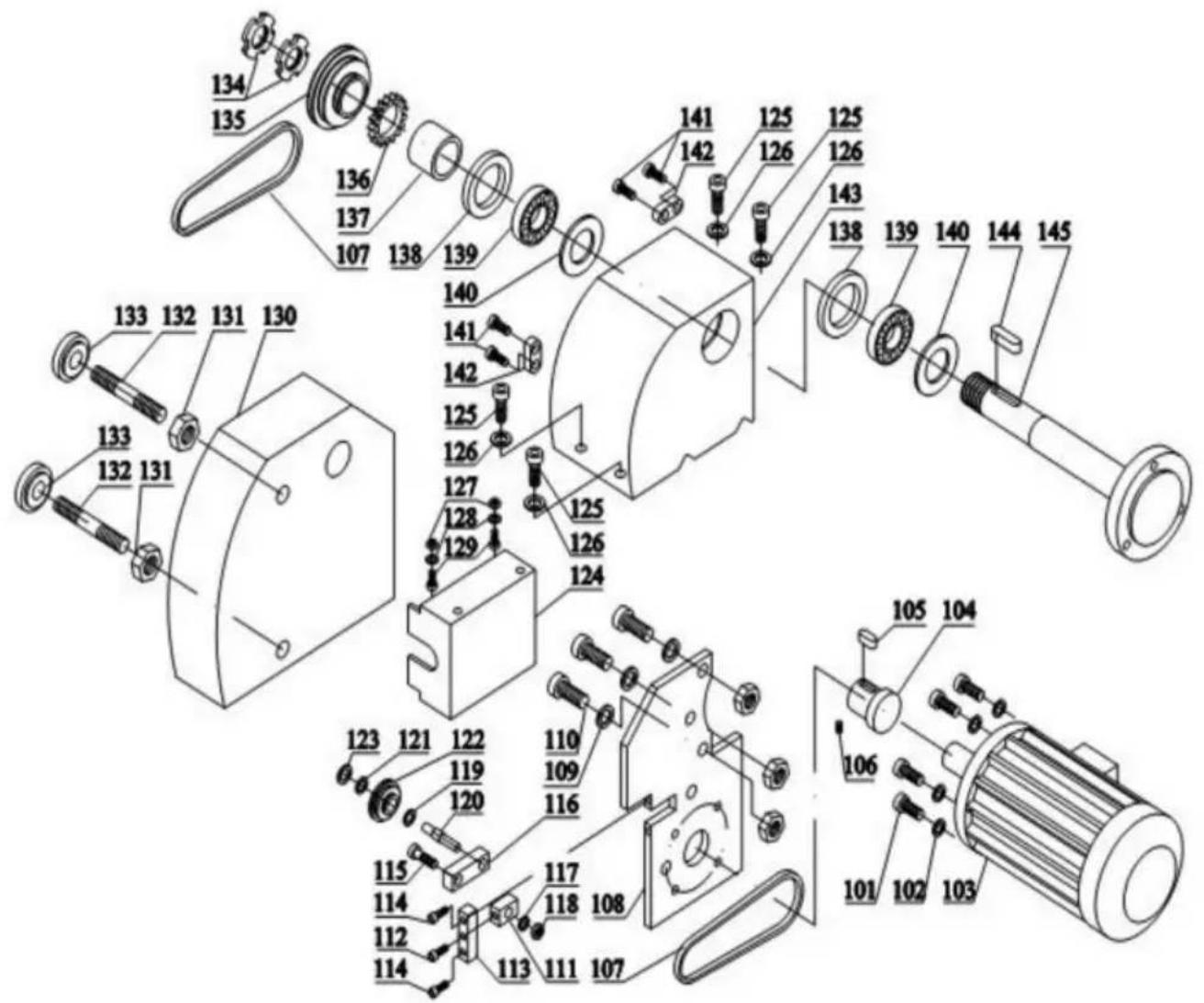
| Parti NO. | Descrizione | specificazione Qtà | Parti NO. | Descrizione | specificazione Qtà | ||
| 101 | Vite | M5x25 | 4 | 123 | Anello a molla | taglia 22xl | |
| 102 | Rondella | 4 | 124 | Copertina | |||
| 103 | Motore CC | Codice articolo: 83ZY005A | I | 125 | Vite | M8x25 | |
| 104 | Estrattore motore | I | 126 | Rondella | 8 | ||
| 105 | Chiave | Dimensioni: A4x4x20 | I | 127 | Noce | M8 | |
| 106 | Vite | M6x8 | I | 128 | Rondella | 8 | |
| 107 | Cintura | Cancelli-5M-360 2 | 129 | Vite | M8 | ||
| 108 | Piastra di supporto | I | 130 | Copertura della cinghia | |||
| 109 | Rondella | 8 | 3 | 131 | Noce | MI0 | |
| 110 | Vite | M8x20 | 3 | 132 | Bullone | MI0x80 | |
| 111 | Bloccare | I | 133 | Noce | MI0 | ||
| 112 | Vite | M6x30 | I | 134 | Noce | Taglia M27xl | |
| 113 | Bloccare | I | 135 | Estrattore del mandrino | |||
| 114 | Vite | M6x20 | I | 136 | Ingranaggio | 40T | |
| 115 | Bullone | I | 137 | Separatore | |||
| 116 | Bloccare | I | 138 | Guarnizione | |||
| 117 | Rondella | I | 139 | Cuscinetto | 30206 | ||
| 118 | Noce | I | 140 | Copertura del grasso | |||
| 119 | Anello a molla | ÿ8x0.8 | I | 141 | Vite | M4xl0 | |
| 120 | Bullone | I | 142 | Bloccare | |||
| 121 | Cuscinetto | I | 143 | Paletta | |||
| 122 | Puleggia | I | 144 | Chiave | Dimensioni |
SCHEMA DI RIPARTIZIONE ED ELENCO DELLE PARTI
Slitta superiore, slitta trasversale, gruppo carrello
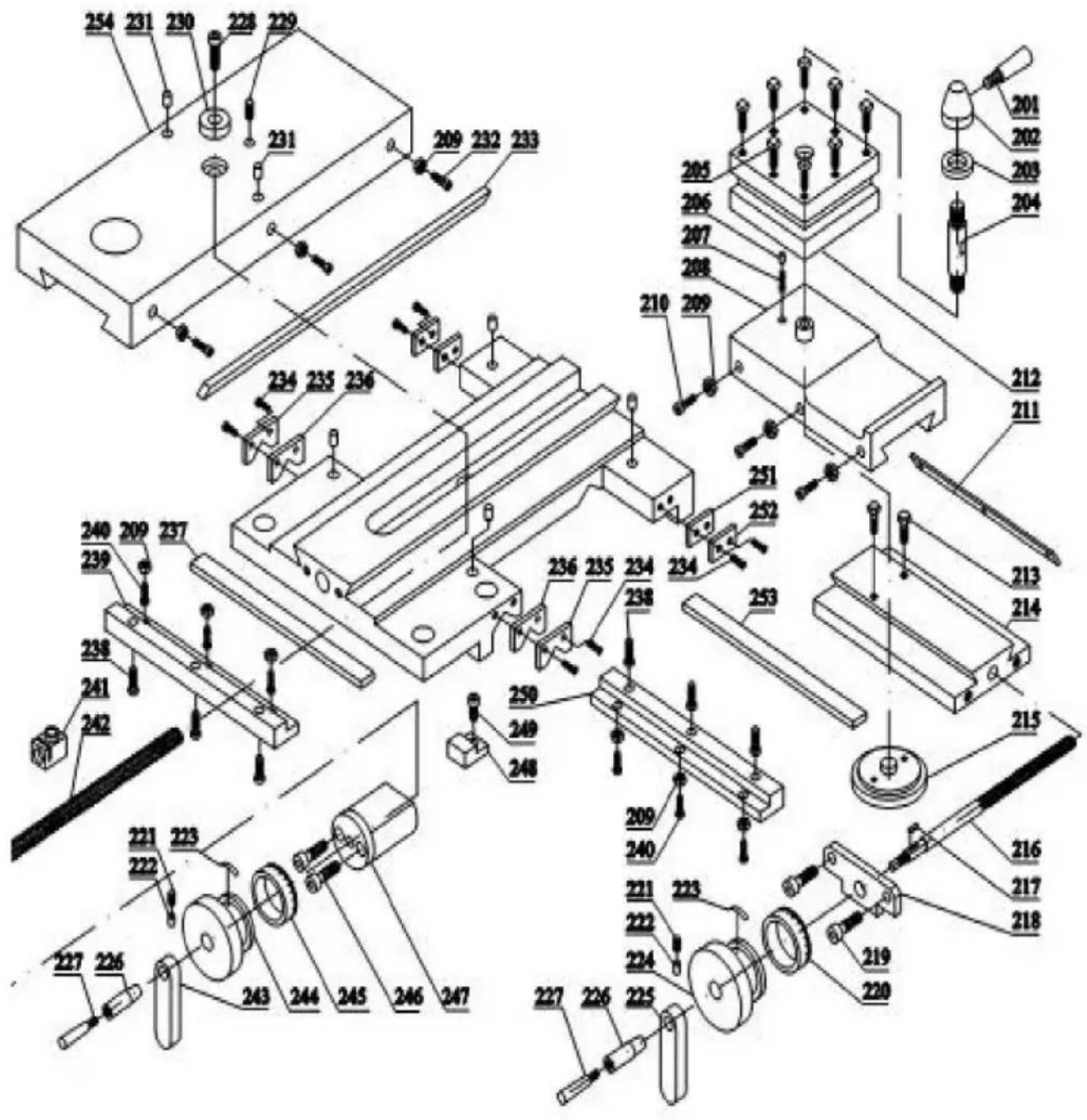
| Parti NO. | Descrizione | Specificazione | Quantità | Parti NO. | Descrizione | Specifica Quantità | |
| 201 Vite | Maniglia | 1 | 228 | M4x8 | |||
| 202 Base della maniglia | 1 | 229 | Vite | M5x10 | |||
| 203 | Rondella | 1 | 230 | Cespuglio | |||
| 204 | Bullone | 1 | 231 | Tazza di olio | F5 | ||
| 205 | Vite | M6x25 | 1 | 232 | Vite | M4x20 | |
| 206 | Spillo | 1 | 233 | Gib | |||
| 207 | Primavera | 5x10x1 | 1 | 234 | Vite | ||
| 208 Diapositiva longitudinale E | 1 | 235 | Copertura tergicristallo | ||||
| 209 | Noce | La M4 | 9 | 236 | Tergicristallo | ||
| 210 | Vite | M4x14 | 3 | 237 | Gib | ||
| 211 | Gib | 1 | 238 | Vite | |||
| 212 | Riposo superiore | 1 | 239 | Blocco scorrevole | |||
| 213 | Vite | M5x30 | 1 | 240 | Vite M4x10 | ||
| 214 Base girevole | M6x20 | 1 | 241 | Noce | |||
| 215 Micrometro Pan | 1 | 242 | Vite di comando | ||||
| 216 | Vite di comando | 1 | 243 | Blocco maniglia | |||
| 217 | Chiave | 3x12 | 1 | 244 | Manubrio | ||
| 218 | Staffa | 1 | 245 | Collare | |||
| 219 | Vite | M5x12 | 2 | 246 | Vite | M6x50 | |
| 220 | Collare | 1 | 247 | Staffa | |||
| 221 | Vite | 2 | 248 | Piastra di serraggio | |||
| 222 | Spillo | 2 | 249 | Vite | |||
| 223 | Primavera | 2 | 250 | Blocco scorrevole | |||
| 224 | Volantino | 1 | 251 | Tergicristallo | |||
| 225 Blocco maniglia | 1 | 252 | Copertura tergicristallo | ||||
| 226 Manicotto maniglia | 2 | 253 | Gib | ||||
| 227 | Maniglia | 2 | 254 | Scivolo trasversale |
Montaggio del grembiule
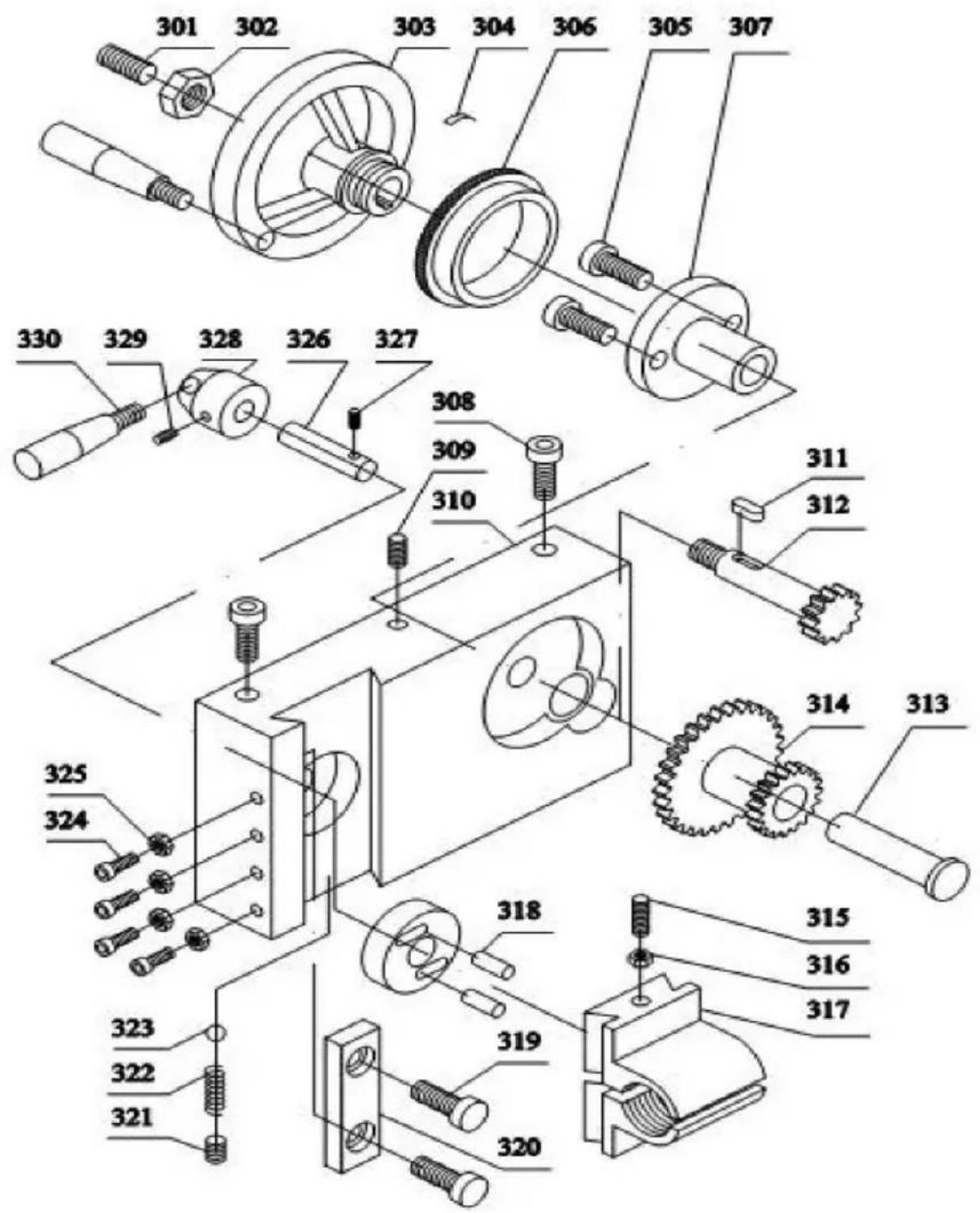
| Parti NO. | Descrizione | Specificazione | Quantità | Parti NO. | Descrizione | Specifica Quantità | |
| 301 | Vite | M8x8 | 1 | 317 | Mezzo dado | ||
| 302 | Noce | M8 | 1 | 318 | Spillo | 4x10 | |
| 303 | Volantino | 1 | 319 | Vite | M4x10 | ||
| 304 | Primavera | 1 | 320 | Bloccare | |||
| 305 | Vite | M5x10 | 2 | 321 | Vite | M6x8 | |
| 306 | Collare | 1 | 322 | Primavera | 0,6x3,5x12 1 | ||
| 307 | Staffa | 1 | 323 | Palla | 4.5 | ||
| 308 | Vite | M8x25 | 2 | 324 | Vite | M4x12 | |
| 309 | Vite | M5x8 | 1 | 325 | Noce | La M4 | |
| 310 | Grembiule | 1 | 326 | Lancia | |||
| 31 1 | Chiave | Dimension: A3x3x8 | 1 | 327 | Spillo | 3x30 | |
| 312 | Alboro dell'ingranaggio | 14T | 1 | 328 | Base della mano | ||
| 313 | Lancia | 1 | 329 | Vite | M5X6 | ||
| 314 | Ingranaggio | 44/21T | 1 | 330 | Maniglia | ||
| 315 | Vite | M4x35 | 1 | 331 | Maniglia | ||
| 316 | Noce | La M4 | 1 | 317 | Mezzo dado |
Letto, parti della ruota sospesa Assemblaggio
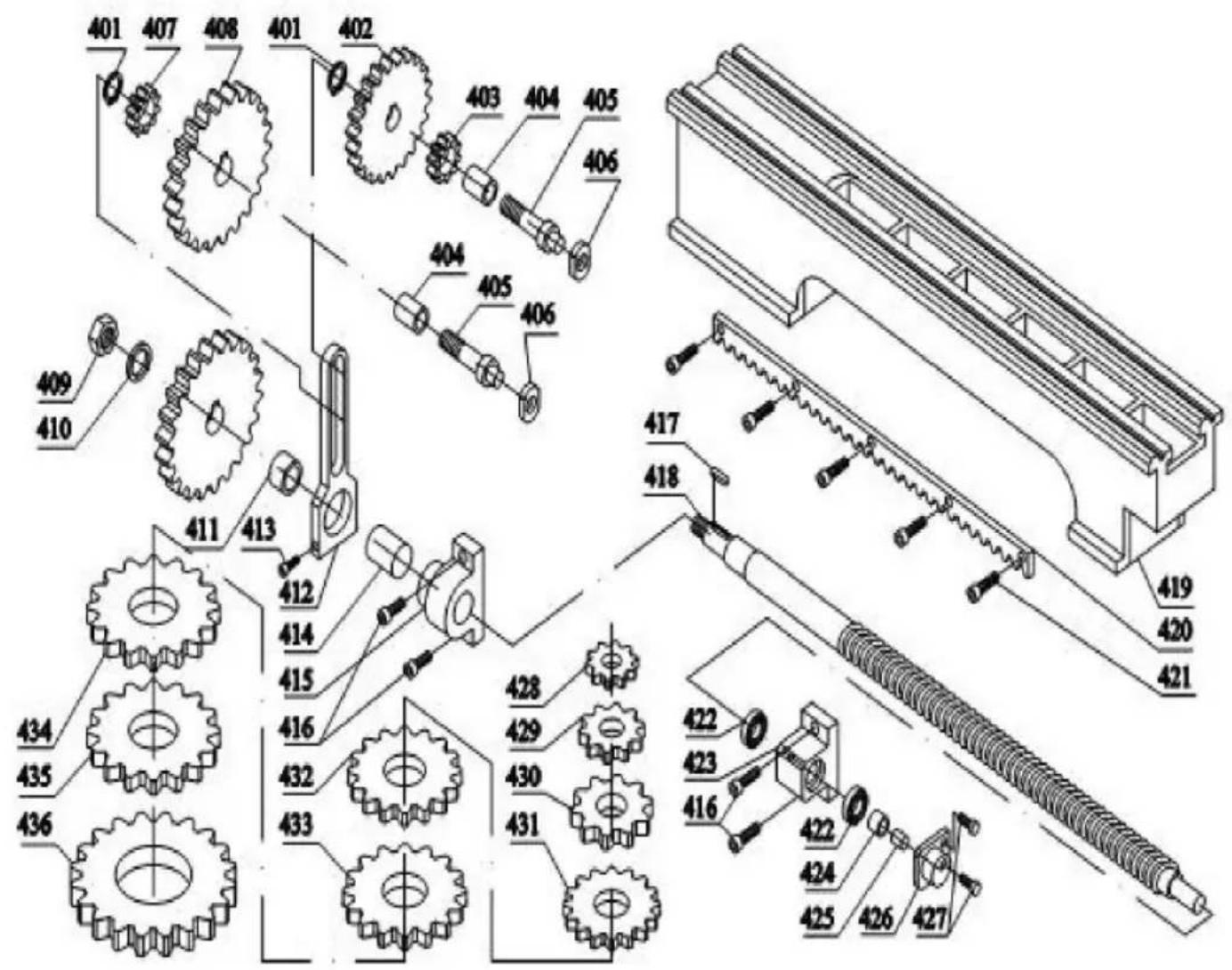
| Parti NO. | Descrizione | Specifica Quantità | Parti NO. | Descrizione | Specifica Quantità | |||
| 401 | Anello a molla | 2 | 419 | Letto | 1 | |||
| 402 | Ingranaggio | 60T | 1 | 420 | Cremagliera | 1 | ||
| 403 | Ingranaggio | 20T | 1 | 421 | Vite | M2x12 | 5 | |
| 404 | Cespuglio | 1 | 422 | Cuscinetto | 51100 | 2 | ||
| 405 | Bolt | 1 | 423 | Supporto giusto | 1 | |||
| 406 | Noce | M8 | 1 | 424 | Noce | 1 | ||
| 407 | Ingranaggio | 24T | 1 | 425 | Vite | M8x6 | 1 | |
| 408 | Ingranaggio | 80T | 1 | 426 | Copertina | 1 | ||
| 409 | Noce | M10 | 1 | 427 | Vite | M4x12 | 2 | |
| 410 | Rondella | 10 | 1 | 428 | Ingranaggio | 25T | 1 | |
| 411 | Cespuglio | 1 | 429 | Ingranaggio | 30T | 1 | ||
| 412 | Telaio | 1 | 430 | Ingranaggio | 33T | 1 | ||
| 413 | Vite | M6x35 | 1 | 431 | Ingranaggio | 35T | 1 | |
| 414 | Cospuglio | 1 | 432 | Ingranaggio | 40T | 1 | ||
| 415 Supporto sinistro | 1 | 433 | Ingranaggio | 45T | 1 | |||
| 416 | Vite | M6x14 | 2 | 434 | Ingranaggio | 50T | 1 | |
| 417 | Chiave | Misura 3x3x16 | 1 | 435 | Ingranaggio | 52T | 1 | |
| 418 | Vite di comando | 1 | 436 | Ingranaggio | 66T | 1 | ||
Gruppo contropunta
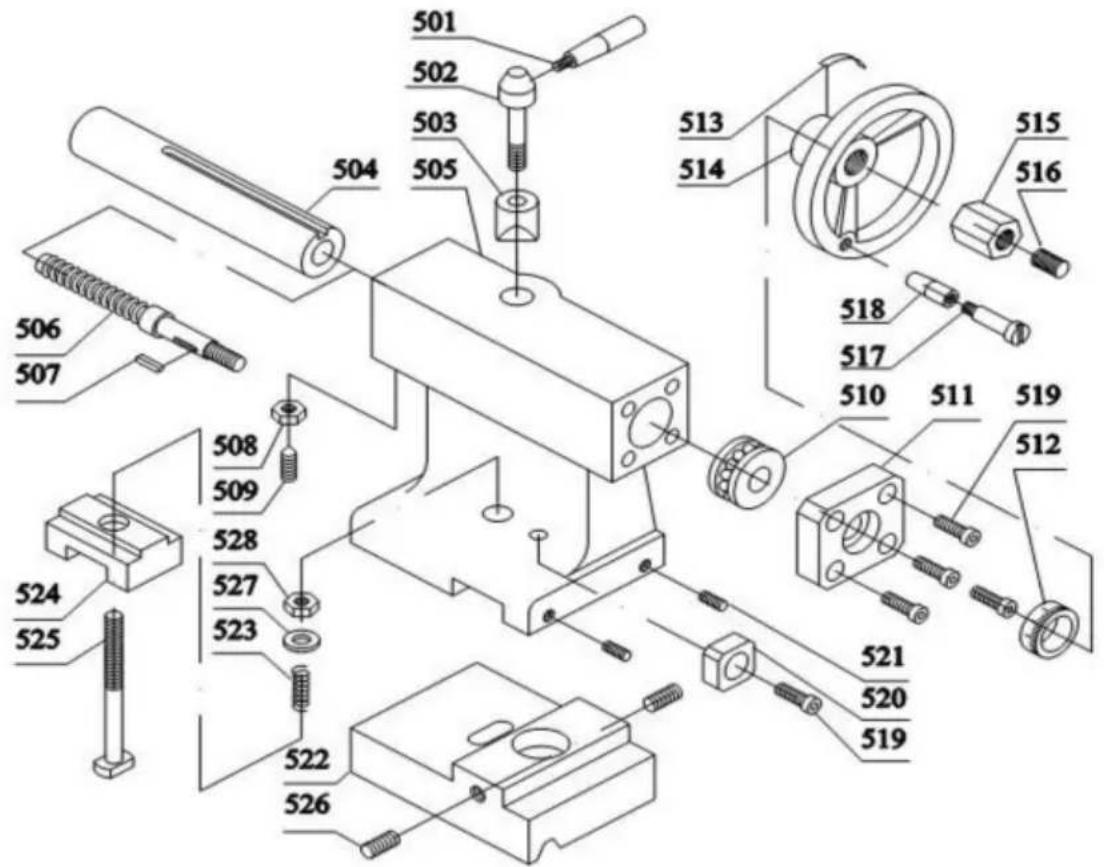
| Parti NO. | Descrizione | Specifica Quantità | Parti NO. | Descrizione | Specifica Quantità | |||
| 501 | Maniglia | 1 | 515 | Noce | M8 | 1 | ||
| 502 | Base della maniglia | 1 | 516 | Vite | M8x6 | 1 | ||
| 503 | Base di blocco | 1 | 517 | Vite maniglia | 1 | |||
| 504 | Manica | 1 | 518 | Manicotto della maniglia | 1 | |||
| 505 | Contropunta | 1 | 519 | Vite | M5x12 | 1 | ||
| 506 | Vite di comando | 1 | Blocco di regolazione 520 | 1 | ||||
| 507 | Chiave | Dimorsenti: A3x3x8 | 1 | 521 | Vite | M6x12 | 1 | |
| 508 | Noce | La M6 | 1 | 522 | Base | 1 | ||
| Vite509 | M6x14 | 1 | 523 | Primavera | 1 | |||
| 510 | Cuscinetto | 51100 | 1 | 524 | Piastra di serraggio | 1 | ||
| 511 | Alloggiamento | 1 | 525 | Bullone | M10x70 | 1 | ||
| 512 | Collare 526 | 1 | Vite | M6x16 | 2 | |||
| 513 | Primavera | 1 | 527 | rondella | ∅ 10 | 1 | ||
| 514 | Volantino | 1 | 528 | Noce | M10 | 1 | ||
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu,
Shanghai 200000 CN.
Importato negli USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
| Rappresentante della CE |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Francoforte sul Meno.
| RAPPRESENTANZA DEL REGNO UNITO |
CONSULENZA YH LIMITATA.
Supporto tecnico e certificato di garanzia elettronica




