
WM210V-L - Tornio metallico Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo WM210V-L Vevor in formato PDF.

| Tipo di prodotto | Tornio per metalli |
| Marca | Vevor |
| Modello | WM210V-L |
| Dimensioni (L × l × H) | 1200 × 340 × 360 mm |
| Peso netto | 79 kg |
| Peso lordo | 90 kg |
| Alimentazione | 110 V ~ 60 Hz o 220-240 V ~ 50 Hz, monofase, 750 W |
| Motore | Motore DC 83ZY005A, 750 W |
| Gamma di velocità del mandrino | 50 - 2500 giri/min (variabile) |
| Oscillazione sul banco | 210 mm |
| Oscillazione sul carrello trasversale | 110 mm |
| Distanza tra le punte | 735 mm |
| Foro del mandrino | 38 mm |
| Cono del mandrino | MT3 |
| Cono della contropunta | MT2 |
| Corsa longitudinale (carrello) | 736 mm |
| Corsa trasversale (slitta incrociata) | 75 mm |
| Corsa superiore (slitta composta) | 55 mm |
| Filettature metriche | 14 passi: da 0,3 a 3 mm |
| Filettature imperiali | 10 passi: da 10 a 44 TPI |
| Accessori inclusi | Mandrino 3 griffe, punte MT3/MT2, chiavi, oliatore, pulegge |
| Sicurezza | Pulsante di arresto di emergenza, protezione dell'utensile, albero di trasmissione |
| Manutenzione e pulizia | Pulire i trucioli, lubrificare le slitte con olio 20W, ingrassare gli ingranaggi |
| Parti di ricambio / riparabilità | Parti disponibili su vevor.com/support |
Domande frequenti - WM210V-L Vevor
Domande degli utenti su WM210V-L Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Tornio metallico in formato PDF gratuitamente! Trova il tuo manuale WM210V-L - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. WM210V-L del marchio Vevor.
MANUALE UTENTE WM210V-L Vevor
Supporto tecnico e Certificato di garanzia elettronica www
.vevor.com/support
TORNIO ISTRUZIONE MANUALE
MODELLO:WM210V-L
Noi continuare A Essere impegnato A fornire Voi ancheÈ con competitivo prezzo . "Salva "Half", "Half price" o altre espressioni simili usato di noi solo rappresenta UN stima del risparmio che potresti ottenere acquistando determinati strumenti con noi rispetto ai principali
le migliori marche e non necessariamente significa coprire tutti quanti categorie di tools offerto di noi. Tu
Sono Gentilemente ricordato di verificare attentamente quando sei effettuare un ordine con noi se tu Sono
effettivamente risparmiando metà rispetto ai marchi più importanti.
VEVOR®
TOUGH TOOLS, HALF PRICE
TORNIO
MODELLO:WM210V-L

Avere prodotto domande? Bisogno tecnico supporto? Per favore tassa io gratuito A contatto noi:
Supporto tecnico e Certificato di garanzia elettronica www . vevor . com / support
Questo è l'originale istruzione, per favore leggi tutto manuale ist attentamente prima di operare. VEVOR si riserva una chiara interpretazione della nostra manuale utente. L'aspetto del prodotto essere soggetto a IL prodotto tu ricevuto. Per favore perdonami noi che non lo farer informarti di nuovo Se ci sono tecnologie o software aggiornami nostro prodotto.
MATTERSNEEDINGATTENTION
IL informazioni contenute in questo manuale è destinato COME UN guida A il funzionamento di queste macchine e non forma parte di qualsiasi contratto. I dati in esso contenuti sono stati ottenuto dal macchina produttore E
da altro fonti . noi sforzarsi A garantire IL precisione Di Questo informazioni
e cercare di verificare ogni elemento e ogni dato, Ma Noi non può garanzia IL la piena accuratezza delle informazioni, che significa che fornitura dell'apparecchiatura potrebbe differire nei dettagli dalla descrizione delle istruzioni. Inoltre,
lo sviluppo della macchina può significare che il attrezzatura fornita Maggio differiscono nei dettagli dalle descrizioni qui riportate.
responsabilità quindi Spetta all'utente accertarsi che l'apparecchiatura o processo descritto È adatto allo scopo voluto.
GARANZIADIQUALITÀ
noi lo faremo fare ogni sforzo per garantire la qualità dei nostri prod Noi
promettiamo ai consumatori che garantiremo i nostri prodotti per un ai ad eccezione dei danni alla macchina causati da un uso improprio da parte dei clienti e dagli incidenti che ne conseguono, o da una norm usura e danni causati di lack Di manutenzione.
Per adempiere all'impegno di garanzia, il prodotto o la parte con qua problemi, per favore restituiscici per la verifica, spedizione prepagata. Merci inviato indietro dovrebbe essere accompagnato con nota della data di acquistare E UN
spiegazione scritta della qualità del prodotto. Dopo la nostra ispezion conferma, noi riparare o sostituire i propri prodotti, o rimborsare il pagamento; Se non riusciamo a fornire riparazione o sostituzione in u
MATTERSNEEDINGATTENTION
momento opportuno modo, noi dovremo orso i costi derivanti dalla riparazione o dalla sostituzione del prodotti; Se il
il danno è non per la qualità del prodotto, Ma dovuto A IL dell'utent funzionamento improprio o altri motivi, il costo sarà Essere portato da IL cliente.
Nostro azienda riserve IL Giusto A Fare cambiamenti A Questo specificazione e specifiche del prodotto. Faremo continui sforzi per migliorare il
qualità dei nostri prodotti.
Tutto il mondo diritti riservati. La riproduzione o la riproduzione è nor consentito senza permesso.
AVVERTENZA DI SICUREZZA
| simbolo | simbolo Descrizione |
 | Attenzione - A ridurre il rischio di lesioni, utente bisogna leggere manuale di istruzioni attentamente . |
 | Questo simbolo, posto prima di una sicurezza commento, indica U Tipo Di precauzione, avvertimento o pericolo. Ignoro questo avviso potrebbe portare a UN incidente. Per ridurre il rischio di lesioni, fuoco, O elettrocuzione, Per favore Segui sempre le raccomandazione mostrata qui sotto. |
 | Pericolo!Rischio di danni personali lesioni o danni ambientali! Rischio Di elettrico che sorpresa! Rischio di danni personali infortunio di elettrico che sorpresa! |
 | Corrente alternata |
 | Attenzione al serraggio |
 | avvertimento- Assicurati di indossare protezioni per le orecchie qua usando questo prodotto. |

avvertimento- Assicurati di indossare gli occhi protettori quando usa questo prodotto.
 | Fare non metti le mani nella protezione di sicurezza quando mac sta lavorando |
 | Nessun ingresso automatico macchinario in funzione Autorizzato so personale |
 | Fare non riempire l'olio durante operazione |
 | Fare non girare durante riparazione |
 | Nessuna operazione di fatica |
 | L'operazione È NO telefonate |
 | Disposizione informazioni:Questo prodotto è soggetto alla fornitura di servizi europei Direttiva 2012/ 19/ CE . Il simbolo mostrando UN impennata bidone attraversato attraverso indica che il il prodotto richiede separato raccolta rifiuti In IL europeo unione. Questo si applica a prodotto tutti quanti accessori contrassegnati con questo simbolo. prodotti contrassegnati come come Maggio non Essere scartato con normali rifiuti domestici, Ma deve essere portato a UN collezione punto per il riciclaggio di energia elettrica e elettronico dispositivi |

AVVERTIMENTO: Leggere tutte le avvertenze di sicurezza, istruzioni, illustrazioni e specifiche fornite con questa macchina. Mancati rispetto di tutte le istruzioni Elencati di seguito potrebbe risultare in cui di shock elettrico , incendio e/o serio infortunio.
- La macchina dovrebbe essere utilizzato da esperto personalel. Se tu Sono non ho familiarità con il processo di funzionamento dell'lathe, non utilizzo IL
macchina utensile a volontà. utilizzare le istruzioni prima operativo.
-
Prima di avviare la macchina, il coperchio di sicurezza deve esser posizione corretta. posizione.
-
Prima di avviare la macchina, controllare che l'utensile riposo chiave inglese e chiave per mandrino Sono RIMOSSO.
-
evitare che la macchina si avvii accidentalmente . Spegnere l'alimentazione del motore prima di serrare il pezzo in lavorazione c troppo .
-
Non forza tagliare . taglio secondo A IL impostato taglio velocità taglio profondità e velocità di avanzamento.
-
utilizzare IL Giusto anchels . utilizzo IL corretto anche io O pezzo lavorazione per lavorazione meccanica .
-
Mantenere l'utensile affilato e pulito per garantire un funzionamento normale E funzionamento sicuro. Lubrificare e sostituire regolarmente gli accessori.
-
Prima di regolare o riparare la macchina, Sicuro A disconnettere IL alimentazione elettrica.
-
si prega di controllare le prestazioni di sicurezza della macchina p di iniziare Esso.
controllare le prestazioni di tutti muoversi parti. Tutto il mondo le parti devono essere installato correttamente. Le parti danneggiate devono essere riparato prontamente.
-
quando la macchina è in esecuzione, l'operatore deve non Andar via.
-
Mantenere il posto di lavoro pulito, l'ambiente di lavoro sporco è da gestire agli incidenti.
-
Fare non utilizzare la macchina in luoghi pericolosi ambiente. Non lavorare in luoghi umidi. Garantire Quello elettrico componenti sono protetti dall'umidità. Bene Illuminazione.
-
È vietato ai bambini di entrare nel luogo di lavoro e il personale operativo dovrebbe mantenere una distanza di sicurezza dall'area o lavoro.
-
Per tenere i bambini fuori dall'area di lavoro. La porta dovrebbe Bloccato quando Uscendo dal laboratorio.
-
Vestiti in modo appropriato. Non indossare abiti larghi, guanti, cra anelli,
bracciali, gioielli, ecc. Per essere sicuri, Per il bene di di sicurezza logorante scarpe antinfortunistiche. Se tu Avere Capelli lunghi, si prega di indossare un lavoro ha.
- indossare protettivo occhiali Quando operativo .
- fai attenzione a dove ti trovi e mantieni la posizione equilibrio a quanti volte.
-
Fare non posiziona il tuo mani vicine al movimento parti della macchina.
-
Fare non eseguire qualsiasi operazione di impostazione mentre la macchina è corsa.
- Leggi e comprendi tutti i segnali di avvertimento pubblicato su macchina.
- Il presente manuale è destinato esclusivamente a familiarizzare i con il funzionamento della macchina e non lo sono una formazioni manuale.
- Si prega di rispettare queste avvertenze o gravi lesioni Maggio ri
- Il la macchina lo farà produrre alcune sostanze chimiche dannose lavoro di polvere, segatura, molatura e foratura prodotte dalla molatura. Per ridurre la danno di queste sostanze chimiche, Si pr di lavorare in un ambiente ben ventilato posizionare e indossare dispositivi di sicurezza, come maschere con filtro antiparticolato.
PARAMETRO TECNICO
| Tipo numero | WM 210V-L |
| capacità | |
| oscillazione Sopra Letto | 210 millimetri |
| oscillare attraverso lato | 110mm |
| Distanza Fra centri | 735 millimetri |
| Larghezza Di Letto | 100 millimetri |
| Paletta | |
| Buco attraverso fuso | 38 millimetri |
| Cono nel fuso Naso | MT3 3 anni |
| Numero di velocità del mandrino | Variabile |
| Gamma di velocità del mandrino | 50-2500 giri/min |
| Alimentazione e Infilatura | |
| Numero di metriche Fili | 14 |
| Gamma di Metrico Discussioni | 0,3~3 millimetri |
| Numero Di 1 mperia Discussioni | 10 |
| Allineare Di 1 mperia Discussioni | 10~44T.PI |
| Gamma di Longitudinal Foraggio | 0,1~0,20 millimetri |
| composto e trasporto | |
| Anche io Tipo di post | 4 |
| Massimo compostolide T ravel | 55 millimetri |
| Croce massima lato Viaggio | 75 millimetri |
| Trasporto massimo Viaggiarel | 736 millimetri |
| punta di coda | |
| Corsa del mandrino di coda | 60 millimetri |
| Cono in magazzino fuso | MT2 2 anni |
| Varie | |
| Principale Motore | 110 V~60 Hz /220-240 V~50 H1 fase /750W, |
| Lunghezza, larghezza e Altezza | Dimensioni: 1200×340×360 ( mm ) |
| Peso del prodotto | Peso netto: 79 kg ; Peso lordo: 90 kg |
| Dimensioni del pacco | Dimensioni: 1230*460*450 mm |
Le informazioni generali fornite in questa specifica È non legame.
standard accessori
Accessori nella cassetta degli attrezzi (fig. 1) Fig.
1 Punto morto MT5
1 Punto morto MT2
3 Anche io Inviare chiave
1 olio Pistola
1 croce cacciavite
1 Cacciavite Fiat
1 Tre Mascella mandrino
5 Esagono PRESA chiavi inglesi
3 Doppio FINE Chiavi a brugola
8 Set di pulegge (30T,33T,35T,50T,52T,40T ,60T,66T)
speciale accessori ( Accessori Quello richiedere aggiuntivo pagamento )
Quattro mandrino a ganascia e Indietro piatto (piastra di collegamento)
Ciao riposo
cor nice cent rale Disc o
posteriore
Disco disgiunto
Anche io resto protezione copertina
Protezione vite di comando
copertina Girando troppo
Mandrino per trapano e
collegamento asta
- Fine rimuovendo la cassa di legno da intorno al lathe
- controllare tutti gli accessori della macchina secondo al imballaggio lo sono.
- sballiamo il lathe dalla cassa di spedizione metter il fondo a.
- scegliere una posizione per l'lathe che È carro, ha Bene lo comba E ha abbastanza spazio per poter servizio IL loathe SU tutti quant quattro lati.
- con adeguate attrezzature di sollevamento, lentamente sollevare l'lathe dalla spedizione cassa metter il fondo a. Fare non Sollevare tramite fuso. Assicurati che lathe sia equilibrato Prima passare a robusto banco o supporto.
- Per evitare di torcere il letto, l'lathe Luogo dovere essere assolutari piatto E lo sono. Fissare l'lathe al supporto (se utilizzato). 1secolo usando UN panca, Attraverso botto per il meglio prestazione.
- pulire tutto superfici protette dalla ruggine utilizzando UN mediocre commercialel quindi non ci credo,
cherosene o gasolio. Fare non usare diluente per vernici, benzina c Lacca diluente. Questi danneggeranno le superfici verniciate . Coprire tutte superfici pulite con una pellicola leggera di 20w olio per macchine. - Rimuovere il coperchio dell'ingranaggio finale . Pulire tutti i componenti della fine ingranaggio assemblare e rivestire tutti gli ingranaggi con vernice pesante, non cantare grasso.
FOUNDATIONDRAWING
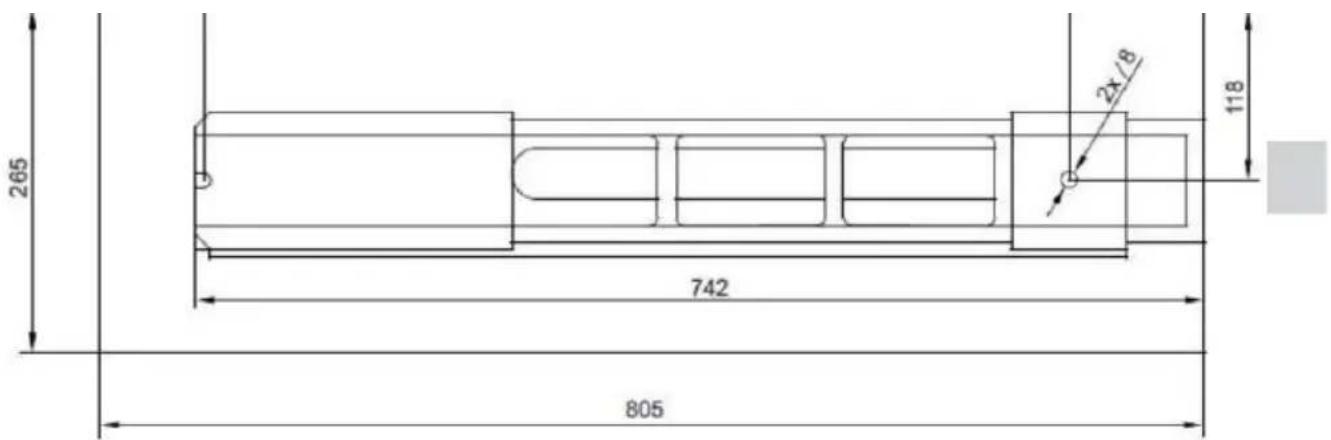
Fico. 2
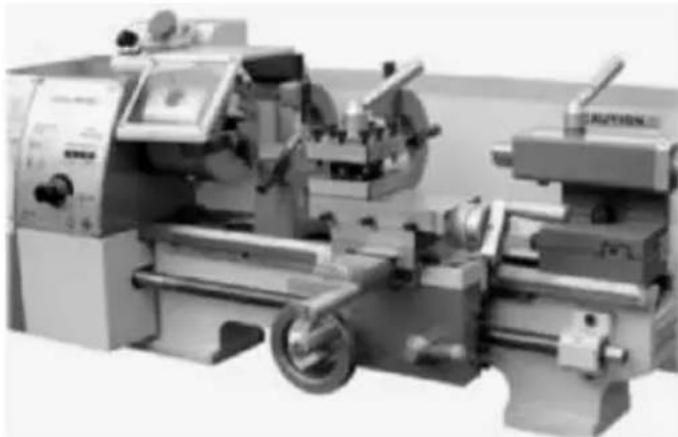
General Description
Tornio Letto (Fig. 3)
IL Il letto è realizzato in ferro di alta qualità n. Di combinando alto con forti costole incrociate, un letto Di Bassa vibrazione E rigidità È prodotto. Esso
integra la testa motrice e aziona l'unità, per il fissaggio del carrello di guida. Le due V rettificato di precisione - lateralmente, rinforzato d Calore
tempra e rettifica, sono la guida precisa per il carrello e la coda magazzino. Il principale il motore è montato sul posteriore del lato ft del letto.

IL La paletta è fusa da ghisa di alta qualità e bassa vibrazione. È Imbullonato al letto con quattro viti. La testa ospita il mandrino principi con due cuscinetti a rulli conici di precisione e guidare unità. IL il mandrino principale trasmette la coppia durante la tornitura processo. Contiene anche i pezzi in lavorazione e i dispositivi di serraggio (ad esempio mandrino a 3 griffe).

La carrozza è fatto da fusione di alta qualità ferro. Il lato le parti si levigato in modo uniforme. Si adattano alla V sul letto senza gioca. basso binario di raccordo le parti possono essere facilmente e semplicemente regolato. Il lato trasversale È montato SU IL carrozza e muove su un lato a coda di rondine. Piay nella croce lato Maggio Es regolato con i lardoni.
Sposta il lato trasversale con la sua comoda entrata posizionato Volantinol. C'è un collare graduato sul Volantinol.
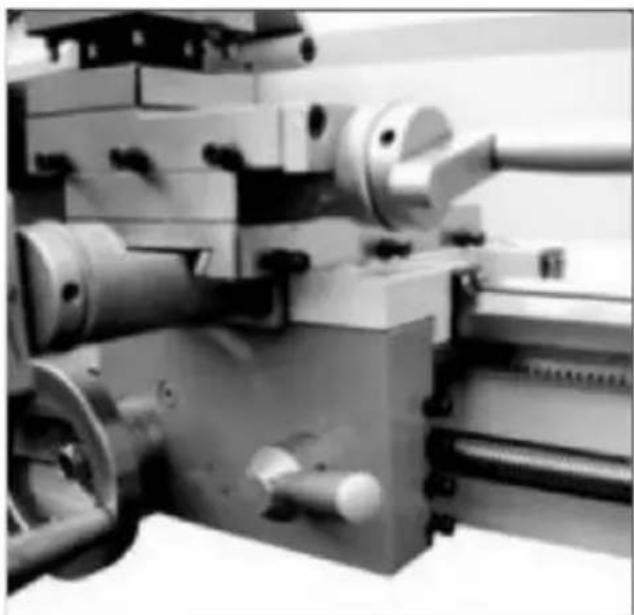
UN quattro vie troppolo pubblico è montato sul lato superiore e cons quattro troppe A Essere
serrato. Allentare la maniglia del morsetto centrale per ruotare uno qualsiasi dei quattro utensili in posizione.

Il grembiule è montato sul letto. Esso ospita il haSe noce con UN innestando la leva per attivare l'avanzamento automatico. I dadi a me possono Essere regolato dall'esterno.
Un rack, montato sul letto, e un pignone operato di Volantinol SU IL carrello consente uno spostamento rapido del grembiule.
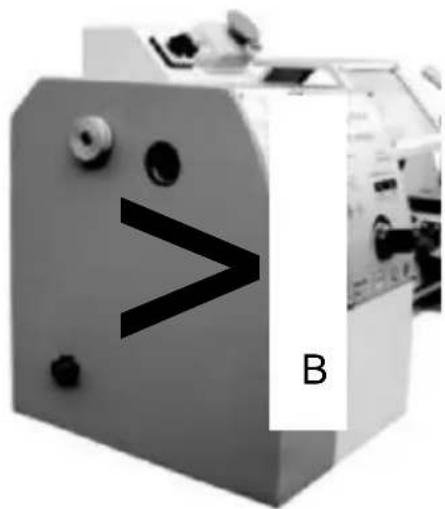
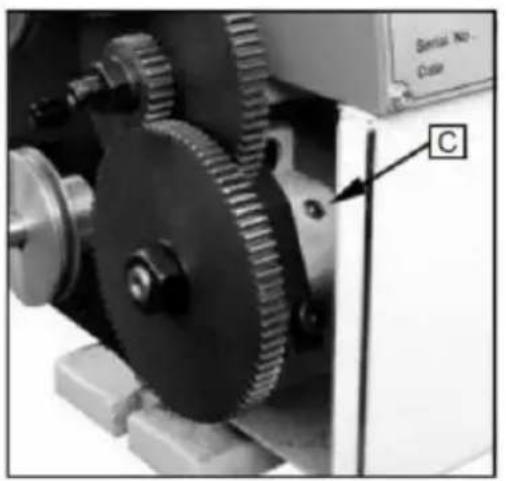
Vite di comando (Figura 7)
IL Vite di guida (A, Fig.7) è montato sulla parte anteriore del macchi. Esso È collegato al cambio a sinistra per l'alimentazione automatica e supportato da riguardante entrambe le estremità. Il dado esagonale (B 7) sul estremità destra È progettato A prendere Giocare IL lo annun vite.
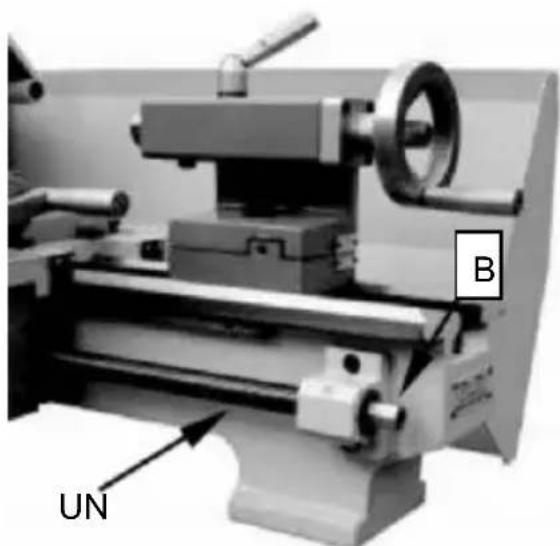
punta di coda (Fico. 8)
I lati del contrappeso sono a V e Potere Essere bloccato a Qualunq Ubicazione. Il il calcio di coda ha un mandrino per impieghi gravosi un Cono Morse NO. 2 PRESA E UN scala graduata. Il mandrino pu essere bloccato A Qualunque Posizione con UN lever di serraggio. Il mandrino è mosso con un volante a mano IL F del contropunta.
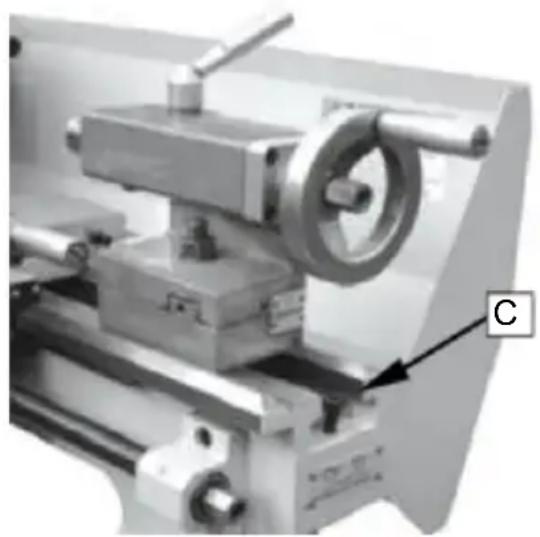
Montare la vite di fissaggio (C, Fig. 8) al FINE del loathe In ordine impedire la contropunta dalla caduta dal carro letto.
operating equipment
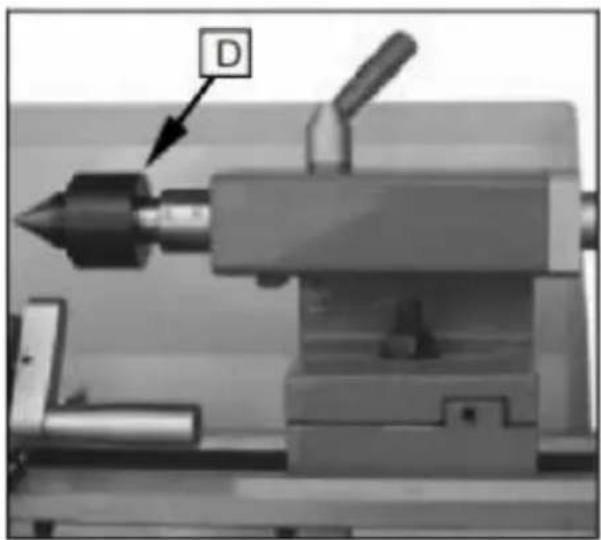
1. Emergenza Pulsante: Interruttore ON/OFF (D, Fig. 9)
IL la macchina si accende e si spegne con ON/OFF pulsante. Premi per fermare tutti quanti funzioni della macchina. Per riavviare, sollevare coperchio e premere SU pulsante.
2. cambiare - oltre Interruttore (E, Fig. 9)
Dopo aver acceso la macchina, ruotare l'interruttore in posizione "F" per mandrino antiorario rotazione(avanti). Girare l'interruttore su "R"
posizione per mandrino in senso orario rotazione (inversa) La posizion "O" è OFF e la fuso rimane inattivo.
3. variabile velocità controllare interruttore (F, Fig. 9)
Girare l'interruttore in senso orario per aumentare la velocità del mandrino. Girare IL interruttore in senso antiorario per diminuire la velocità del mandrino. velocità possibile la portata dipende dalla posizione dell'unità esserelt.
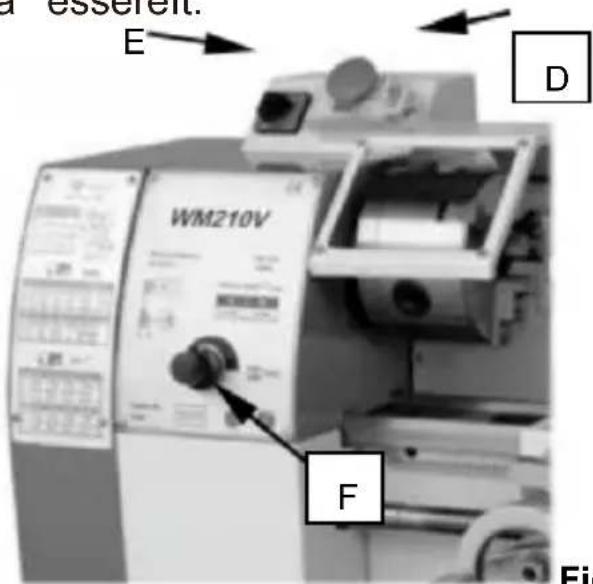
Figura .9
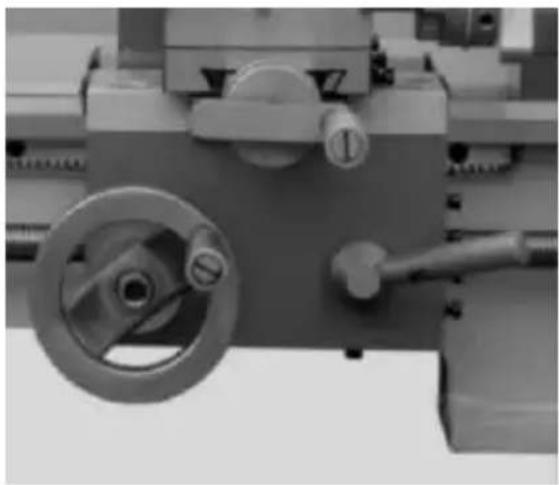
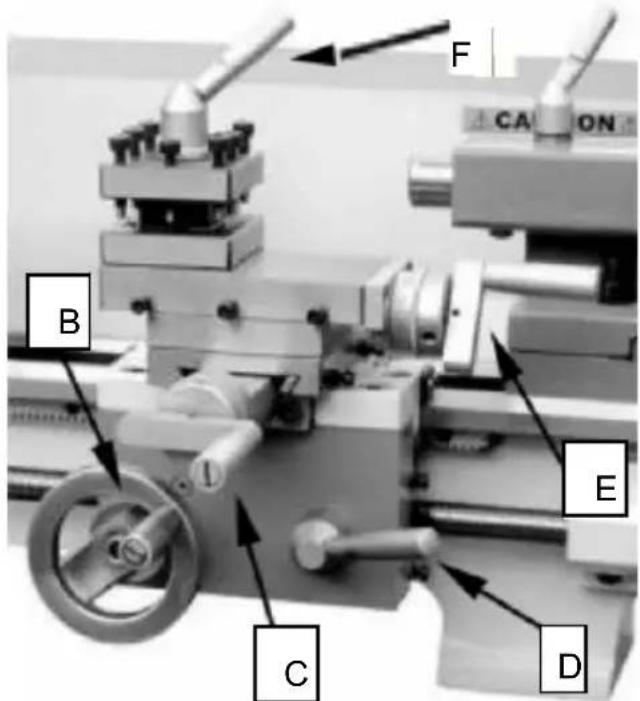
4 . Blocco carrello
Girare la vite a testa esagonale (A, Fico. 10) in senso orario E strir Blocco. Giro
in senso antiorario e allentare sbloccare.
Attenzione: la vite di bloccaggio del carrello deve Essere ONU Bloccato prima di impegnarsi alimentazioni automatiche o danni a lathe potrebbe verificarsi.
5. Longitudinale Attraversare Mano ruota (B, Fig. 11)
Ruotare il volantino in senso orario per spostare il grembiule assemblaggio verso IL coda magazzino (a destra). Ruotare la manopo in senso antiorario per spostare il grembiule assemblaggio per proteggere la testata (sinistra).
6 . attraverso Attraversare Leva (c, Fig . 11)
In senso stretto la rotazione sposta il lato trasversale verso l' retro d macchina.
7. Mezzo dado Ingaggiare Leva (D, Fig. 11)
Spostare la leva verso il basso per attivarla . Spostare il sempre fine disimpegnarsi.
8 . composto Riposo Attraversare Leva (E, Fig . 11)
Ruotare in senso orario o antiorario per spostare o posizione.
9 . Attrezzo inviare serraggio Leva (F, Fig . 11)
Ruotare in senso antiorario per allentare e in senso orario per stringe Ruotare il anche io pubblico quando il leri È sbloccato.
10. Coda azione serraggio vite (G, Fig. 12)
Girare il dado esagonale in senso orario per Blocco e in senso antic sbloccare.
11. Coda azione Penna serraggio Leva (H, Fig. 12)
Ruotare la leva in senso orario per bloccare il mandrino E in senso antiorario A Sbloccare Esso.
12. Contropunta Quill Traverse Volantino (I, Fig. 12)
Ruotare in senso orario per far avanzare la penna. Ruotare in senso antiorario per ritrattare IL quill.
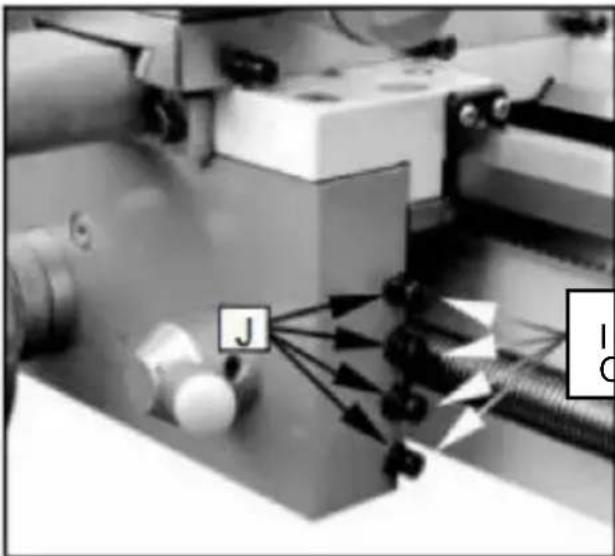
13. Coda azione fuori - impostato Regolazione (J, Fig. 12)
Per compensare la coda vengono utilizzate tre viti di fissaggio posizio sulla base del calcio di coda. materiale per il taglio di conicità. Allen vite di bloccaggio sul calcio di coda FINE. Allenta uno vite di fissaggi laterale mentre si serra l'altra fino a raggiungere la quantità di offset indicato sulla bilancia. Serrare il bloccaggio vite.
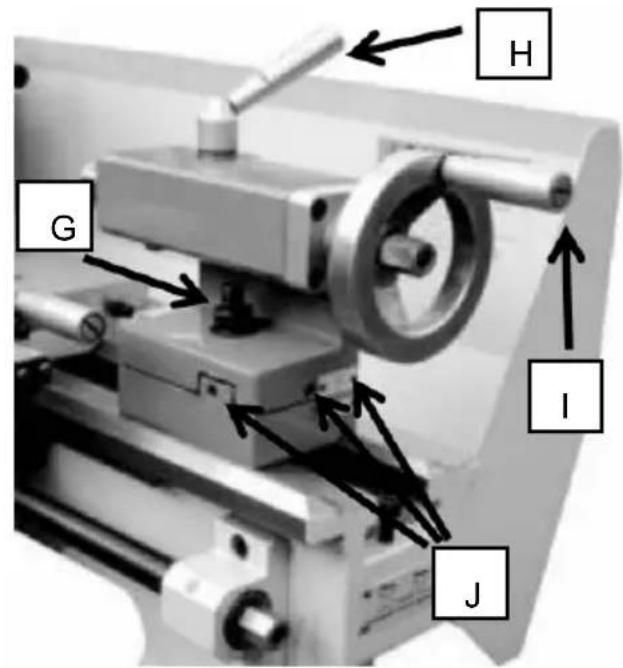
Fig . 1
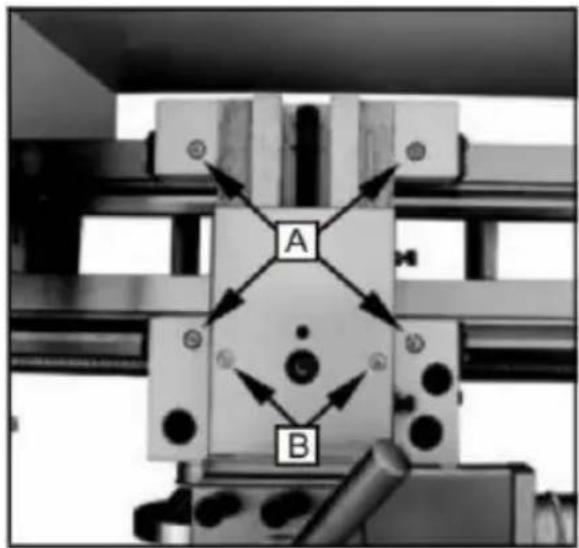
Sostituzione Di mandrino
IL mandrino di testa il dispositivo di fissaggio è cilindrico. Allentare tre fissaggio E noci (A, Fico. 13 solo due sono mostrati)sull ' lo sono il mandrino flangia A rimuovere il mandrino, posizionare il nuovo mandrir fissarlo Esso usando lo stesso impostato viti E noci.
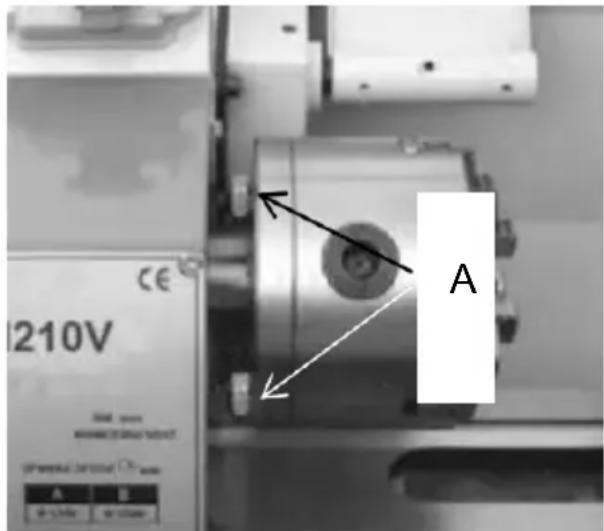
Fig. 1:
SET DI UTENSILI SU
Clamp lo strumento di svolta nella anche io detentore.
L'utensile deve essere serrato saldamente. Quando si gira, l'utensile ha una tendenza a piegarsi sotto la forza di taglio generata durante la formazione del truciolo.
Per ottenere i migliori risultati, anche lo sbalzo dovrebbe Essere mantenuto a un minimo di 3/8" O Non è vero.
L'angolo di taglio è corretto quando il tagliente È in linea con il cen asse del pezzo in lavorazione. Il corretto altezza del toro può essere raggiunta di confrontando il punto dello strumento con il punto del centro montato nella coda
azione. Se necessario, utilizzare spessori distanziali in acciaio sotto l'attrezzo per ottenere il altezza richiesta. (Fico. 14)
- svitare le due viti di fissaggio (B, Fig.15) e rimuovere il copertura protettiva.
- Regolare la posizione corrispondente della V-belt (C, Fig.16).
- Serrare la puleggia di tensione e fissare il noce Ancora.
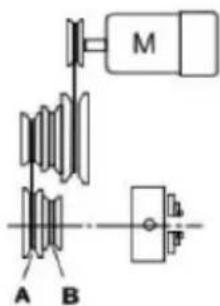
sP1NDLE sPEED √/min
| A | B |
| 50.1250 | 100.2500 |
Corsa del grembiule, corsa trasversale e lato superiore volantelo possi essere operato per longitudinal o alimentazione incrociata. (Fig.17)
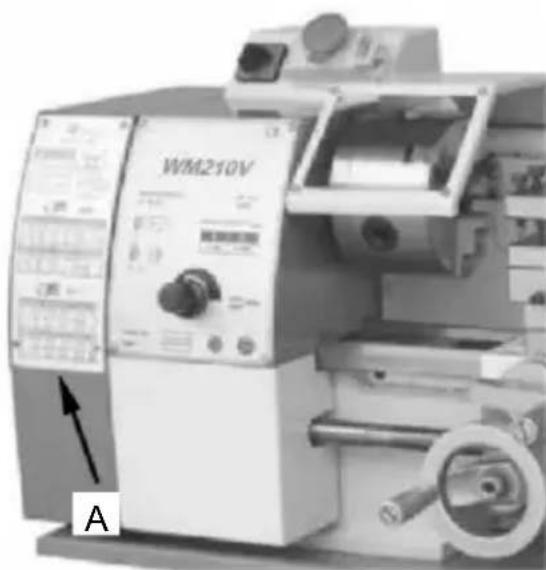
Tornitura longitudinale con Auto.Fe ed
utilizzare la tabella (A, Fig.18 ) sul tornio per la selezione della veloc avanzamento O
il passo della filettatura. Regolare il cambio di velocità se è necessar avanzamento o il passo del filo non può essere ottenuto con il insta set di ingranaggi.
modifica Ingranaggi Sostituzione
- Scollegare la macchina dalla fonte di alimentazione.
- svitare le due viti di fissaggio e rimuovere il coperchio di protezioni
- Allentare la vite di bloccaggio (B, Fig.19) sul quadrante.
-
oscillare il quadrante (C, Fico. 19) A IL Giusto.
-
svitare il dado (D, Fig.29) dalla vite senza fine o dalla noci (E, F dal quadrante bolts per rimuovere il modifica ingranaggi dalla parte anteriore.
-
Installare le coppie di ingranaggi secondo la filettatura e la tabella alimentazione (Fig.20) e riavvitare le ruote dentate sul quadrante.
-
ruotare il quadrante verso sinistra finché gli ingranaggi non si mu Avere impegnato Ancora.
-
Regolare nuovamente il gioco dell'ingranaggio inserendo UN Normale lei et Di carta COME UN regolazione o aiuto alla distanza tra le ruote dentate.
-
Immobilizzare il quadrante con la vite di bloccaggio.
-
Installare la copertura protettiva della testata E ricollegare IL macchina all'alimentazione elettrica.
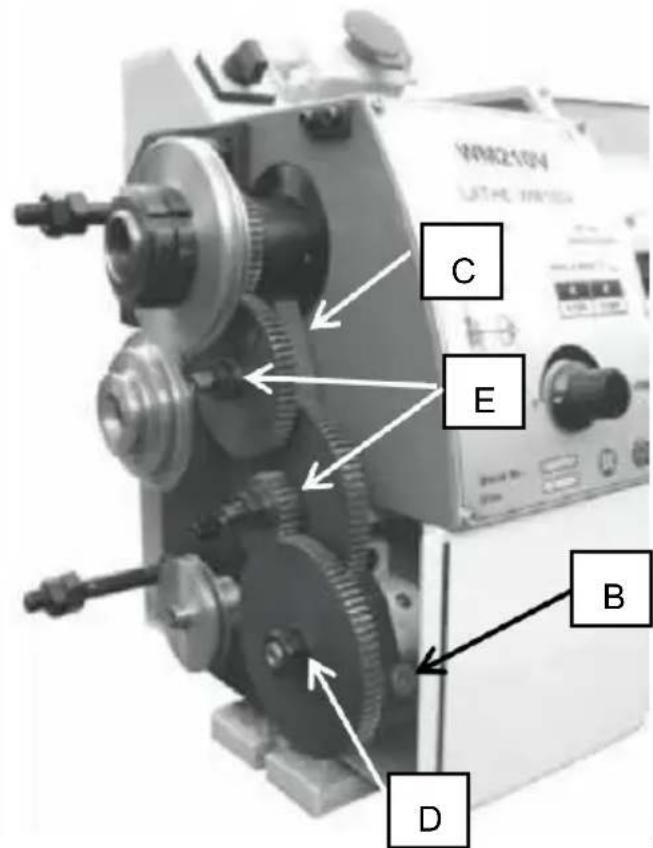
Fig. 19
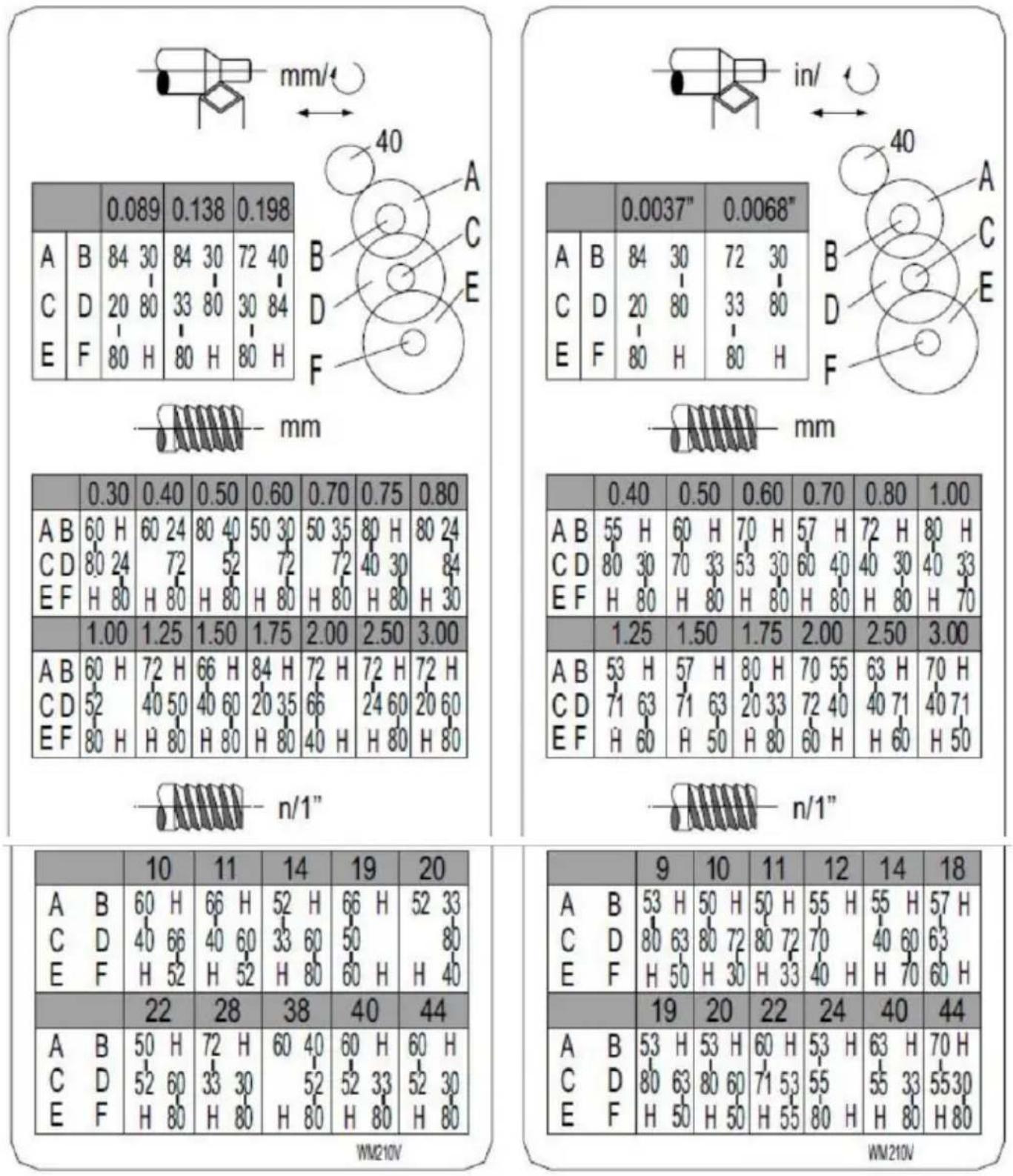
piastra di passo (Fig. 20)
FILETTATURAE TAVOLO DIALIMENTAZIONE
other
| Dimension | A (mm) | B (mm) | C (mm) | D (mm) | E (mm) | F (mm) | |-----------|---------|--------|--------|--------|--------|--------| | Top Left | 0.089 | 84 | 20 | 80 | 80 | 80 | | Top Right | 0.138 | 30 | 80 | 80 | 80 | 80 | | Bottom Left | 0.198 | 30 | 80 | 80 | 80 | 80 | | Bottom Right | 0.0037" | 84 | 20 | 80 | 80 | 80 | | Bottom Left | 0.0068" | 30 | 80 | 80 | 80 | 80 | | Bottom Right | 0.0037" | 84 | 20 | 80 | 80 | 80 | | Bottom Left (n/1") | 0.30 | 60 | 80 | 80 | 80 | 80 | | Bottom Right (n/1") | 0.40 | 55 | 80 | 80 | 80 | 80 | | Bottom Left (n/1") (WM210V) | 1.00 | 60 | 52 | 80 | 80 | 80 | | Bottom Right (n/1") (WM210V) | 1.25 | 60 | 52 | 80 | 80 | 80 | | Bottom Left (n/1") (WM210V) | 60 | 72 | 40 | 50 | 52 | 66 | | Bottom Right (n/1") (WM210V) | 72 | 66 | 40 | 60 | 66 | 72 | | Bottom Left (n/1") (WM210V) | 52 | 40 | 35 | 40 | 40 | 35 | | Bottom Right (n/1") (WM210V) | 52 | 40 | 35 | 40 | 40 | 35 | | Bottom Left (n/1") (WM210V) | 44 | 35 | 35 | 40 | 40 | 35 | | Bottom Right (n/1") (WM210V) | 44 | 35 | 35 | 40 | 40 | 35 | | Bottom Left (n/1") (WM210V) (WM210V) | 22 | 28 | 28 | 38 | 40 | 44 | | Bottom Right (n/1") (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (WM210V) (wm210V)Fico . 20
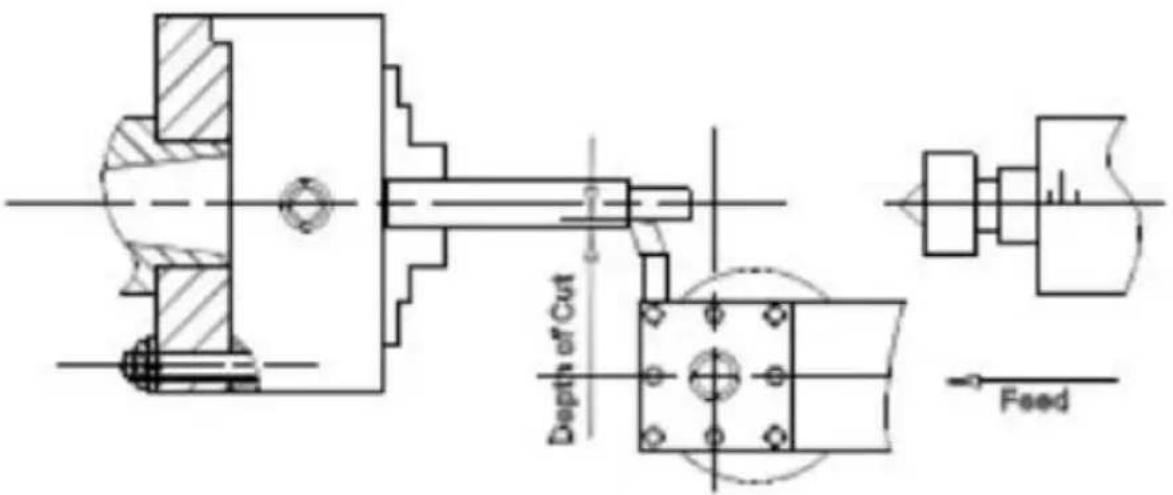
cilindrico Tornitura ( Fig . 21)
Nell'operazione di tornitura rettilinea, l'utensile avanza parallelamente al l'ascia è Di
rotazione del pezzo in lavorazione . L'avanzamento può essere manuale ruotando la volantino sulla sella o sul lato superiore, O di attivazione IL
avanzamento automatico. L'avanzamento trasversale per la profondità di taglio è ottenuto utilizzando il lato trasversale.
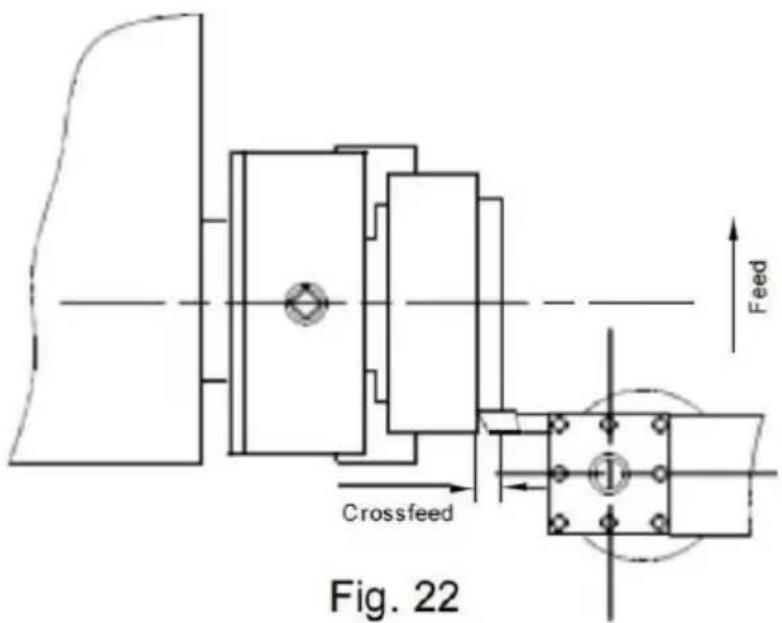
Tornitura finale ( Fico. 22 )
Nell'operazione di sfacciatura, l'utensile avanza perpendicolarmente all'asse di rotazione del pezzo in lavorazione. L'avanzamento è fatto manua Ily con la croce laterale mano ruota. L'avanzamento trasversale per la profondità di taglio è realizzato con IL superiore lato O loathe sella.
Tornitura: albero sottile posteriore ( Figura 23 )
Per tornitura tra i centri, esso è necessario rimuovere IL mandrino da fuso. Montare il centro MT 3 nel mandrino naso E IL MT 2 centro contropunta. Montare il pezzo in lavorazione dotato di cane di guida centri. Il conducente è guidato di UN presa o faccia piatto.
Nota: Always usare una piccola quantità di grasso sulla coda azione centro per evitare che la punta centrale si surriscaldi .
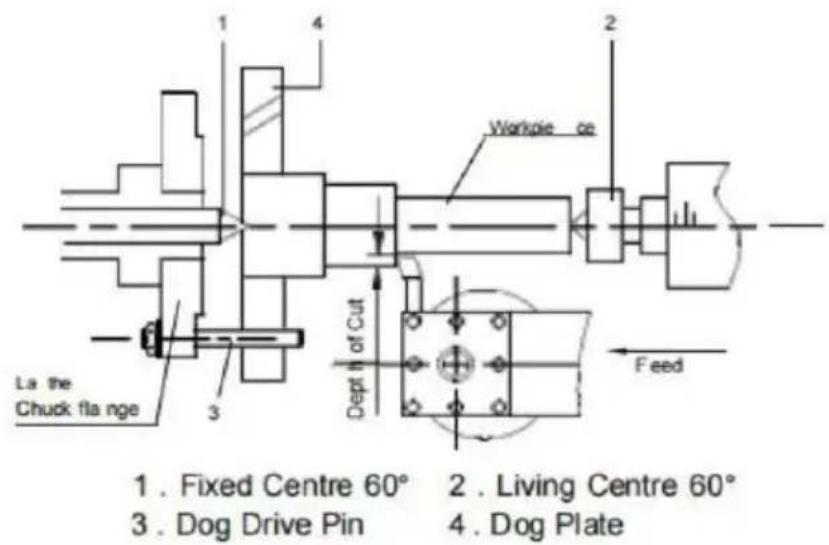
Fig. 23
Tornitura conica con contropunta Nff-Ret
Regola la deviazione tra il centro del contropunta e il centro del mandrino per completare la tornitura conica. L'angolo dipende dalla lunghezza Di il pezzo in lavorazione.
Per compensare il contropunta, allentare Vite di bloccaggio (UN, Figura svitare la vite di fissaggio (B, Fig.24) a destra FINE della contropunta Allentare il vite di regolazione anteriore (C, Fig.24) e Prendere su lo stesso quantità di
serraggio della vite di regolazione posteriore (D, Fig.24) fino a quando desiderato cono ha raggiunto. La regolazione trasversale desiderata può essere letta sulla scala. ( E, Figura 24 ). Per prima cosa serrare nuovamente la vite di fissaggio (B, Figura 24) E Poi IL due ( davan posteriore) vite di regolazione per bloccare il contraccolpo In posizione
Stringere nuovamente il Vite di bloccaggio (A, Fig.24) della contropunta Il pezzo in lavorazione deve Essere ho capito tra i centri e guidati da un volto piatto e autista cane.
Dopo la tornitura conica, il contropunta dovrebbe essere riportato alla sua origine posizione secondo la posizione zero sulla scala della contropunta. (E, Figura 24)
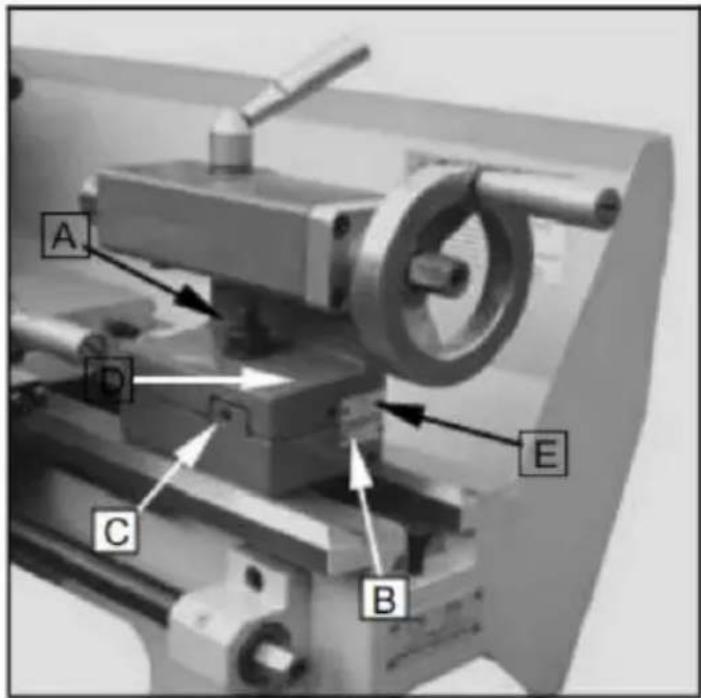
Fig. 24
Taglio del filo
impostare la macchina sul passo del filo desiderato (secondo A IL tal di infilatura, Fig. 20). inizio IL macchina E ingaggiare IL haSe noc quando IL l'utensile raggiunge la parte, taglierà la passata di filettatura iniziale. quando l'utensile raggiunge la fine del taglio, fermare la macc girando IL motore spento e al
allo stesso tempo tolgo lo strumento dalla parte così Quello Esso scharisce IL filo. Fare non disinnestare il dado di mezzo lever. Inveri direzione del motore verso consentire IL
tagliando troppo per tornare al punto di partenza. Ripeti questi passi finché io Voi hanno ottenuto il desiderato risultati.
NOTE
Esempio: filettatura maschio
- Diametro del pezzo in lavorazione dovere Avere è stato trasformato in IL diametro del filo desiderato.
- Il pezzo in lavorazione richiede UN smussare A IL inizio del filo
un sottosquadro al filo correre fuori.
- La velocità dovere Essere COME lo ora COME possibile. IL modifica ingranaggi dovere Avere è stato installato secondo la necessario pece.
- Il filo taglio anche io dovere Essere Esattamente IL campione forma COME IL filo, deve essere assolutamente rettangolare e bloccato in modo che Esso coincide esattamente con l'ingresso di svolta.
- Il filo È prodotto in vario taglio passi COSì che il taglio anche io deve essere completamente rimosso dal thread (con il attraverso I A la fine di ogni taglio fare un passo.
- Lo strumentol viene ritirato con IL Guidare vite noce impegnato di invertendo IL commutatore.
☐ fermo il macchina e nutrire il filo taglio anche io In lo ora taglio profondità utilizzando il lato trasversale. Prima di ogni passaggio, posizionare la parte superiore lato approssimativamente da 0,2 a 0,3 mm a sinistra e Giusto Alterna. In ordine A tagliare il filo libero. In questo modo, lo strumento di del filo viene tagliato solo SU uno infilare il fianco ad ogni passa continua a tagliare il filo finché Voi hanno quasi raggiunto la profondità massima di quello che ho letto.
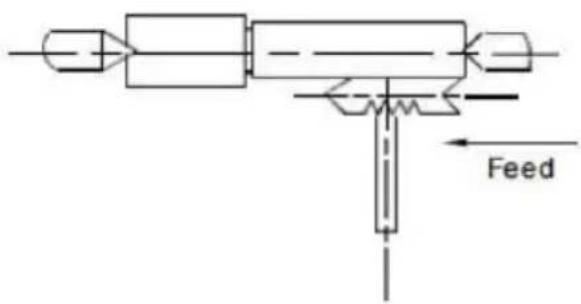
Fig. 25
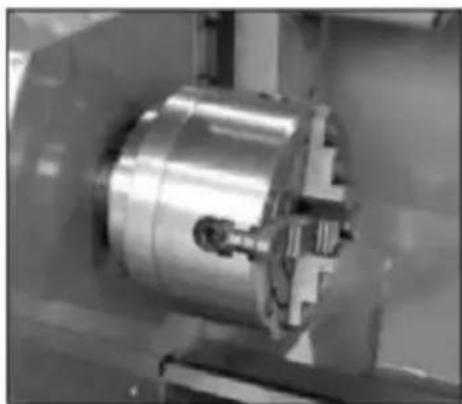
Tre Mascella universale Tornio mandrino
utilizzando questo mandrino universale tondo triangolare quadrato esagonale ottagonale e il calcio a dodici angoli può essere bloccato . (Fig.26)
Nota: i nuovi lathes hanno una vestibilità molto aderente mascelle. Qu È necessario A garantire serraggio preciso e servizio di lunga durata llife- con apertura ripetuta E chiudendo il la mascella si regola automaticamente e il loro funzionamento diventa progressivamente più liscia.
Nota:
Per il mandrino originale a 3 ganasce che era montato sul mandrino fabbrica ha montato il mandrino nel modo migliore per garantire IL trattenere precisione con due "0" segno (A) Fig.26 mostrato sul ma E flangia del mandrino.
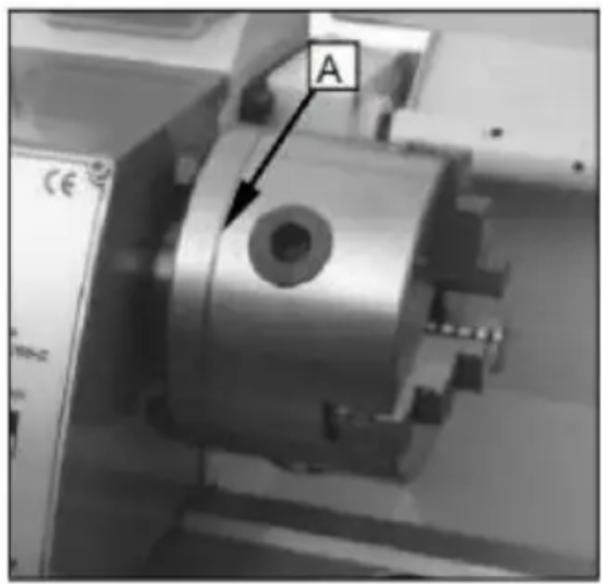
Fig. 26
Ci sono due tipi di mascelle: Mascelle interne ed esterne. Per favore notare che il numero di le ganasce si adattano al numero all'interno
Lathe Accessories
mandrini scanalatura. Fare non mescolarli insieme. quando li monterai favore montare loro in ordine crescente 0, 1, 3 quando stai andand prendi la m fuori Essere Sicuro A
portarli fuori in ordine decrescente 3,1,0 uno per uno - Dopo aver completato questa procedura, ruotare il ganasce al diametro più piccol e controllare che
i tre le mascelle sono ben adattate.
Quattro mascelle 1indipendente Mandrino del tornio
Questo mandrino speciale ha quattro regolazioni indipendenti mandrino mascelle- Queste permettono di contenere pezzi asimmetrici e abilitare il accurato impostare di cilindrico pezzi. (Fig.2 7)
Mandrino per trapano ( opzionale)
utilizzare il mandrino per sostenere le punte di centratura e le punte nel calcio di coda- (B) (Fig.28)
Cono Morse Pergolato (facoltativo)
Un pergolato è necessario per il montaggio del mandrino porta trapan IL contropunta. Esso ha UN NO. 1 Cono Morse. (c) Figura 28
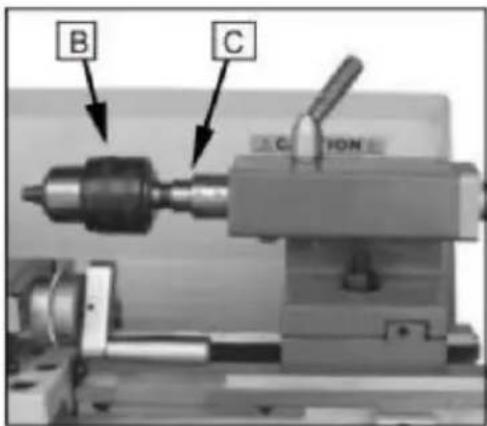
Fig. 28
Vivere centro ( facoltativo )
IL II centro live è montato a palla cuscinetti- Suo utilizzo È altamento raccomandato per svoltare a velocità eccessive Di 6.RPM. ( Figura 2
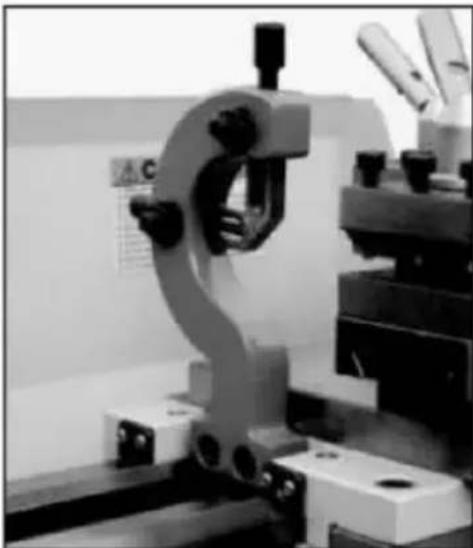
La lunetta fissa serve come supporto per gli alberi SU il libero coda azione FINE. Per molte operazioni la contropunta non può Essere usa COME Esso ostacola IL utensile di tornitura o utensile di foratura e, pertanto, deve Essere rimosso da IL
macchina. La
il supporto fisso, che funge da supporto terminale, assicura s senza chiacchiere funzionamento. Il lucchetto è montato su IL modi letto E È assicurato da sotto con un Piastra di bloccaggio. Il grasso richiede continuo
Lubrificazione nei punti di contatto per evitare usura prematura. (Fig.30)

Fig. 30
collocamento IL costante Riposo
- Allentare tre esadecimale noci. (UN, Figura 31)
- Allentare la vite zigrinata ( B, Fig.36) e aprire il binario di raccordita. (c, Fig.31) fino a quando il supporto fisso può essere spostato suo dito attorno al pezzo in lavorazione . sicuro IL costante riposo la posizione .
- Stringere le viti zigrinate in modo che le dita siano ben strette | stretto contro il pezzo in lavorazione. Serrare tre dadi (A, Figura 31). Lubrificare il binario di raccordo punti con olio per macchine.
- quando, dopo Prolungato operazione, il mascella spettacolo indossare, il suggerimenti Di le dita possono essere compilato o rimacinato.
Seguire Riposo
Il seguente il resto è montato in sella e segue il movimento dell'uter tornitura. Sono presenti solo due blocchi di supporto richiesto. Il luogo il terzo blocco di supporto è preso da la svolta anche io. IL seguen riposo È Utilizzato per operazioni di tornitura su pezzi lunghi e sottili. Impedisce la flessione del pezzo in lavorazione sotto la pressione dell'utensile di tornitura. Figura 31 )
posizionare i blocchi di supporto aderenti al pezzo in lavorazione ma sopratutto stretto. Lubrificare i blocchi di supporto durante il funzionamento per evitare usura prematura.
Dopo un periodo di tempo, siamo in alcuni dei componenti in movime Maggio Bisogno A essere regolato.
Mandrino principale Cuscinetti
I cuscinetti del mandrino principale vengono regolati in fabbrica. 1f la del gioco diventa evidente dopo un uso considerevole, i cuscinetti Ma, Essere aggiustato.
Fissare il dado scanalato (A, Fig.32) sul Indietro del fuso, Allentare Il dado esterno intagliato (B, Figura 32). Regolare il dado scanalato (UN Fig.32) fino a quando tutti quanti FINE giocare viene ripreso. Il mand dovrebbe ancora ruotare liberamente. Fissare IL
Dado intagliato (A, Fig.32) nuovamente e stringere il esterno seduto noce (B, Figura 32).
Attenzione: un serraggio o un precarico eccessivo danneggeranno i cuscinetti.
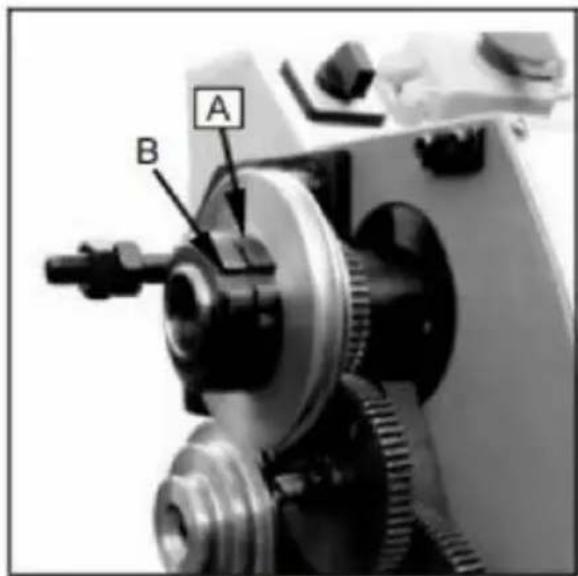
Fig. 32
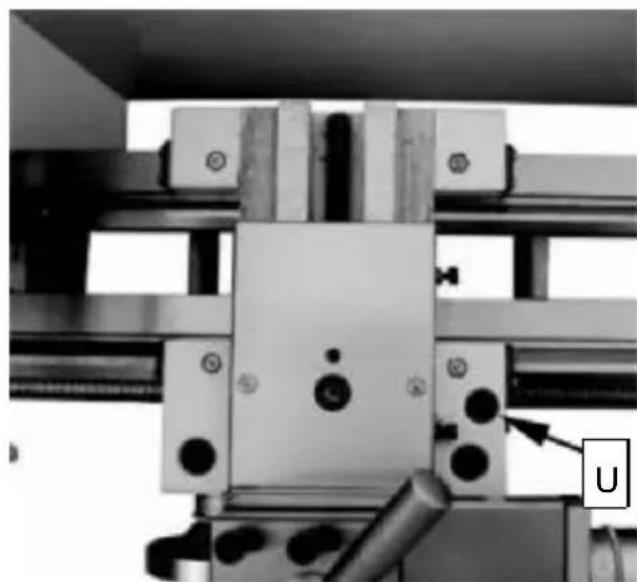
Regolazione Di attraverso diapositiva
Il lato trasversale è dotato di una striscia di lardo (c, Fig.33) e Pote essere regolato con viti (D, Fig.33) dotato di locK noci. (E, Figura 33) Allentare il blocco noci
e stringere le viti di fissaggio fino a lato si muove liberamente senza plaY. Stringere locK noci da conservare aggiustamento.
Regolazione della slitta ToP
Il lato superiore è dotato di una striscia di lardo (F, Fig.3 4) E Potè Essere regolato con viti (G, Fig. 34) dotato di locK noci. (H, Figura Allentare il locK noci e stringere le viti di fissaggio fino a lato si mu liberamente senza plaY. Stringere locK noci da conservare aggiustamento.
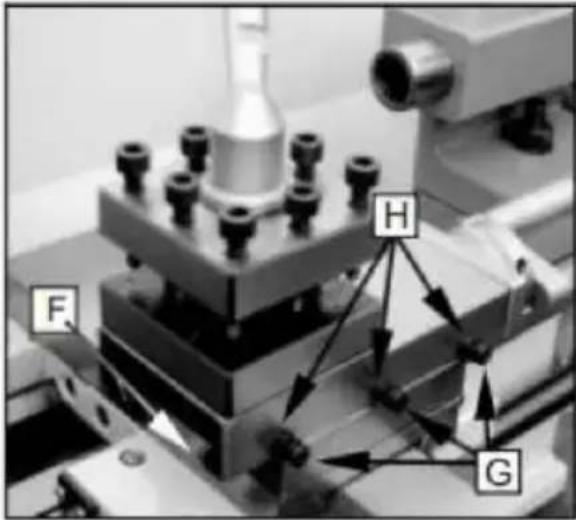
Fig. 34
Regolazione di Half Noce Guida
IL l'innesto dei dadi half può essere regolato con le viti (IO, Fig.35) montato con locK noci (J, Figura 35). Allentare i dadi sul lato destro grembiule e regolare le viti di controllo finché entrambi haSe noci mu liberamente senza PIAY. Stringere il noce.
Lubrificare tutti i lati LeggerolY prima di ogni utilizzo. Lubric ha mangiato il cambiare marcia e la vite senza fine leggero con grasso.
1. trasporto
Lubrificare Quattro olii Porte (A, Fig. 36) con macchina da 20w o io volta quotidianamente.
2. attraverso Diapositiva
Lubrificare due oli Porte (B, Figura 36) con 20 settimane macchina una volta quotidianamente.
flowchart
graph TD
A["Start"] --> B["Component 1"]
A --> C["Component 2"]
A --> D["Component 3"]
A --> E["Component 4"]
A --> F["Component 5"]
B --> G["Central Component"]
C --> G
D --> G
E --> G
F --> G
Fig. 36
3. Vite di comando
Lubrificare l'olio sinistro Porta ( C Figura 37 ) E Giusto olio Porta ( I Fig.38) con 20 settimane olio per macchine una volta quotidianamente
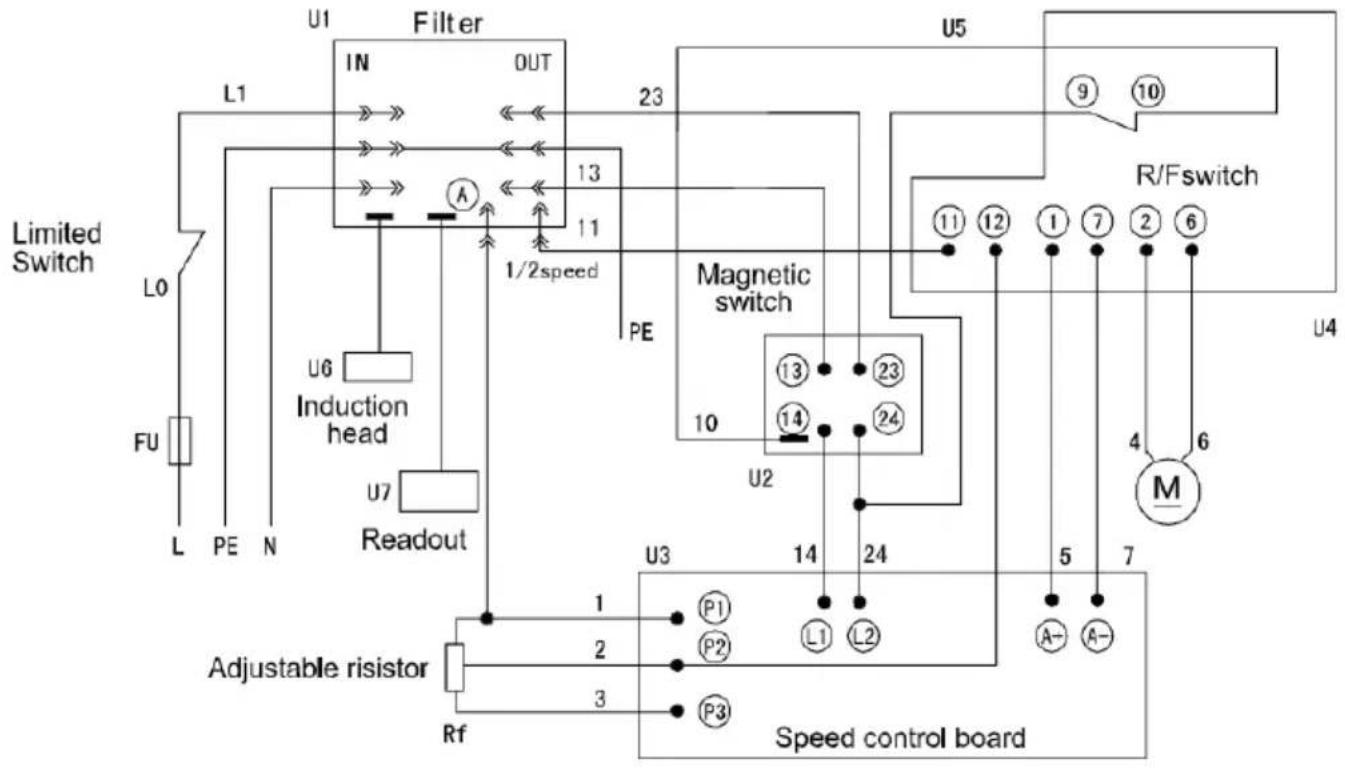
connessione del tornio E Tutto altro elettrico lavoro Maggio soltanto Essere portato fuori da un autorizzato elettricista !
Mancato rispetto può causare gravi infortunio e danno A IL macchina E proprietà!
Il tornio wM210v è valutato a 7 50W, 1PH, 220V soloIY. Confermare Energia Disponibile presso la sede di lathe è il Stesso valutazione COME IL loathe. usando IL
schema elettrico ( Fig. 39 ) per il collegamento IL loathe al rete elettrica FORNITURA. Assicurati che l'lathe È Propriamente a terra .
Di seguito è riportato lo schema elettrico del tornio: (Fig.39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> F["Induction head"]
D --> G["Readout"]
E --> H["1/2speed"]
F --> I["13"]
F --> J["11"]
E --> K["Magnetic switch"]
K --> L["10"]
K --> M["14"]
K --> N["23"]
K --> O["24"]
K --> P["U2"]
K --> Q["U3"]
K --> R["Speed control board"]
K --> S["Adjustable resistor"]
K --> T["Rf"]
K --> U["P1"]
K --> V["P2"]
K --> W["L1"]
K --> X["L2"]
K --> Y["A-"]
K --> Z["A-"]
K --> AA["M"]
K --> AB["9"]
K --> AC["10"]
K --> AD["11"]
K --> AE["12"]
K --> AF["1"]
K --> AG["7"]
K --> AH["2"]
K --> AI["6"]
K --> AJ["4"]
K --> AK["6"]
K --> AL["U4"]
Fico . 39
MAINTENANCE
mantenere la manutenzione della macchina anche durante il funzionamento per garantire l'accuratezza e il servizio Anche la vita della macchina.
- Per mantenere la macchina precisione e funzionalità. Esso È essenziale trattarlo con cura. tenere è pulito E grasso E lubrificare regolarmente. solo attraverso una buona cura. Puoi essere sicuro ch qualità del lavoro del la macchina lo farà rimangono costanti.
NOTE: Scollegare la macchina Scollegare dalla rete elettrica ogni volta che esegui pulizie, manutenzioni O lavori di riparazione!
olio, grasso e detergenti sono inquinanti e non devono Essere dispost attraverso gli scarichi o in normale rifiutare. Smaltire quegli agenti In in conformità con la vigente legal requisiti sull'ambiente. Pulizia stracci impregnati di olio, grasso e detergenti età nts Sono facilmente
infiammabile. Raccogliere la pulizia stracci o lana per la pulizia in un adatto chiuso nave e smaltirli in un ambiente alla modo sano - Fare Mettere loro con normale rifiutare!
- Lubrificare leggermente tutti i lati prima di ogni utilizzo. Il cambio di comando deve anche Essere Leggermente Ibridato con grasso.
- Durante l'operazione, i trucioli che cadono sulla superficie del rivestimento devono essere pulito tempestivamente e l'ispezione dovrebbe essere spesso fatto A impedire schegge che cadono nella posizione tra la macchina anche io sella E Ila guida del letto. Dov sembrare asfalto essere pulito a certo tempo.
NOTE: Non fare rimuovi i chip con la tua nuda mani. Lì È UN risc tagli dovuti a schegge dai bordi affilati. Non usare mai solventi infiammabili O detergenti o agenti che generano fumi nocivi!
proteggere i componenti elettrici, come motori, interruttori, interruttore scatole, ecc., contro l'umidità durante la pulizia.
- Dopo l'operazione, ogni giorno. Eimin ha mangiato tutte le patatine pulito diverso parti della macchina utensili e applicazioni olio per ute per macchine impedire arrugginire.
- Per mantenere la precisione della lavorazione. Fare attenzione del centro. La superficie della macchina è adatta per il mandrino e la guida ed evitare danni meccanici e l'usura dovuta a guida inadeguata.
- Se il danno viene riscontrato. manutenzione sho uld essere fatto immediatamente.
NOTE: I lavori di riparazione possono essere eseguiti solo essere eseguito da qualificato personale con le corrispondenti caratteristiche meccaniche ed elettriche conoscenza.
TROUBLE sHOOTING
| problema | possibile motivo | Eliminazione |
| superficie di lavoro pezzo troppo ruvido | Attrezzo smussare | Riaffilare attrezzo |
| Attrezzo molle | utensile di serraggio con meno sporgenza | |
| Foraggio pure alto | Ridurre foraggio | |
| Raggio A IL attrezzo anche la mancia piccolo | Aumento raggio | |
| pezzo in lavorazione diventa conico | centri Sono non allineato (punta di ha offset) | Regolare punta di coda centro |
| La slitta superiore non è ben al (tagliando co IL superiore diapositiva) | Allinea in alto scivola bene | |
| Tornio st. chiacchierando | Foraggio pure alto | Ridurre foraggio |
| allentare in principale cuscinetto | Regolare IL principale cuscinetto | |
| centro corre caldo | lavoro pezzo ha espanso | Allentare il centro del contropunta |
| Attrezzo ha UN corto Vita | taglio velocità pure alto | Ridurre taglio velocità |
| attraverso foraggio pure a | Inferiore attraverso alimentazione(finitura indennità Dovrebbe non superare 0,5 mm) | |
| Insufficiente raffreddamento | Di più refrigerante | |
| Fianco Indossare pure alto | sdoganamento angolo pure piccolo | Aumento angolo di sgombero |
| Suggerimento non aggiustato A centro alto | corretto altezza aggiustamento del attrezzo | |
| taglio bordo si interrompe | cuneo anche l'angolo piccolo (Calore costruire) | Aumentare il cuneo angolo |
| macinazione crepa dovuto sbagliat raffreddamento | Freddo uniformemente | |
| Eccessivo allentare IL cuscinetto mandrino | Regolare IL allentare In IL mandrino e cuscinetto | |
| Disposizione (vibrazioni) | Disposizione | |
| taglio filo è sbagliato | Attrezzo è bloccato in modo errato | Regolare al centro |
| taglio filo È | Ho iniziato a macinare nel modo sbagliato | Macinare angolo correttamente |
| sbagliato | sbagliato pece | Regolare IL Giusto pec |
| sbagliato diametro | Girare il lavoro pezzoA IL diametrocorretto | |
| il mandrino fa nonattivare | Arresto di emergenza interruttori attivato | sbloccare emergenzainterruttore diarresto |
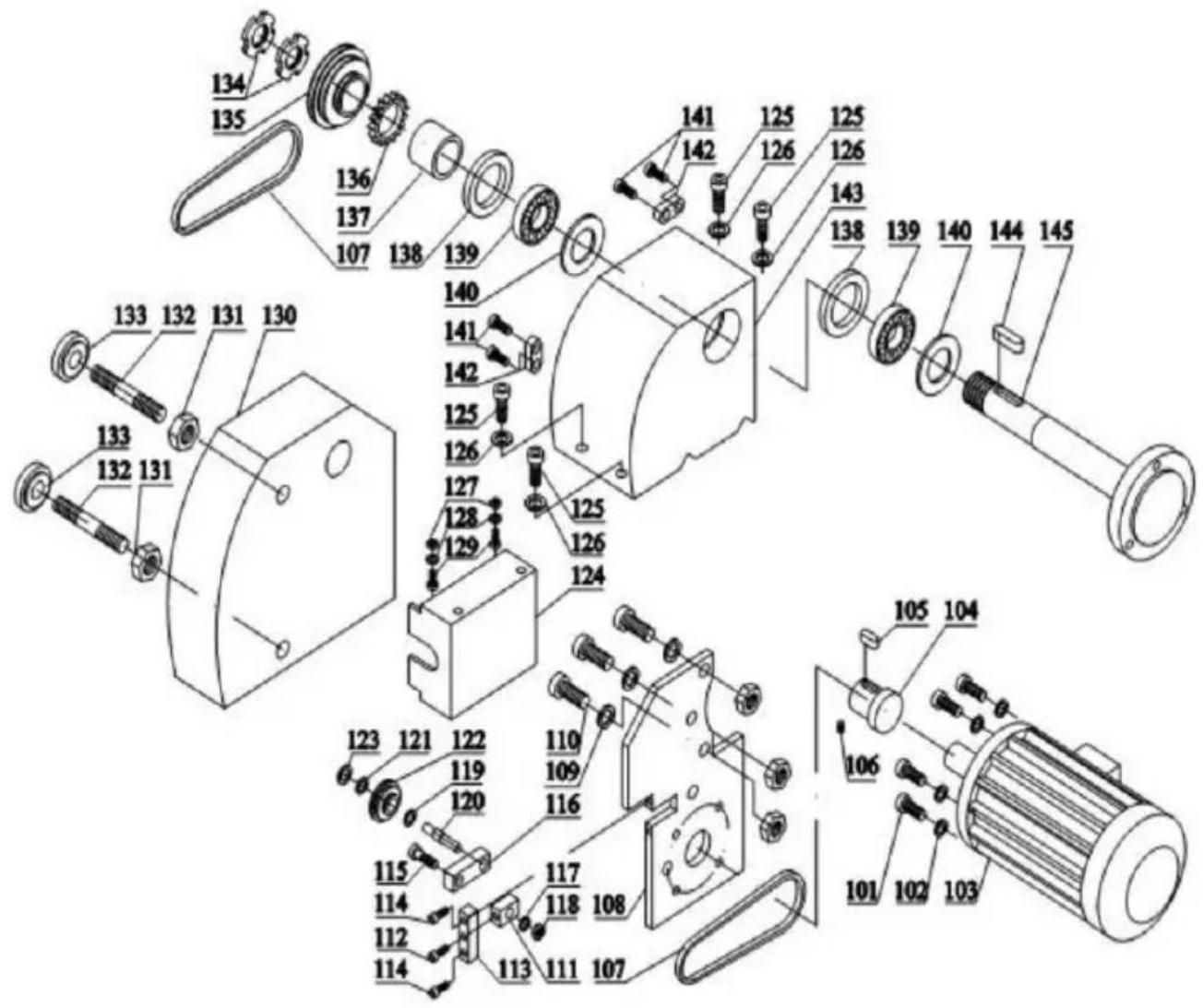
Montaggio della testata
Superiore scivolare, attraversare slitta, carrozza Assemblea
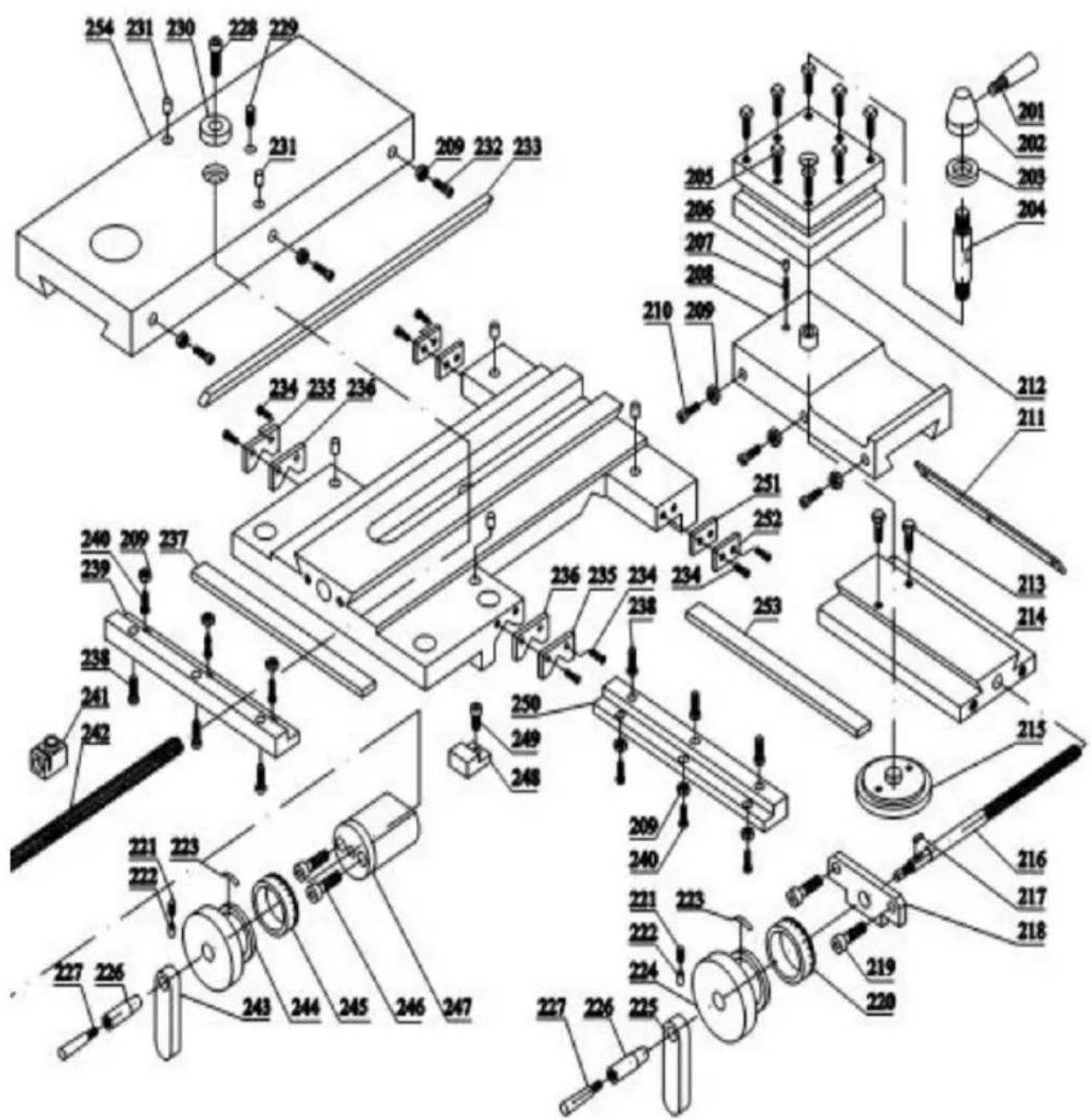
| parti NO. | Descrizione | specificazione | Qua nità | parti NO. | Descrizione | specificazione e | Qua nità | |
| 201 | Maneggiare | 1 | 228 | vite | M4X8 | 1 | ||
| 202 | Maneggiare Base | 1 | 229 | vite | M5X10 | 1 | ||
| 203 | rondella | 1 | 230 | Cespuglio | 1 | |||
| 204 | Bolt | 1 | 231 | olio Tazza | 5 | 2 | ||
| 205 | vite | M6X25 | 1 | 232 | vite | M4X20 | 3 | |
| 206 | spillo | 1 | 233 | Gib | 1 | |||
| 207 | primavera | 5X10X1 | 1 | 234 | vite | 8 | ||
| 208 | Longitudinale I seta e | 1 | 235 | Copertura del tergicristallo | 2 | |||
| 209 | Gridare | M4 | 9 | 236 | tergicristallo | 2 | ||
| 210 | vite | M4X14 | 3 | 237 | Gib | 1 | ||
| 211 | Gib | 1 | 238 | vite | 6 | |||
| 212 | Superiore Riposo | 1 | 239 | binario di raccordo Biologico | 1 | |||
| 213 | vite | M5X30 | 1 | 240 | vite | M4X10 | 6 | |
| 214 | girare Base | M6X20 | 1 | 241 | Noce | 1 | ||
| 215 | Micrometro padella | 1 | 242 | Vite di comando | 1 | |||
| 216 | Guida vite | 1 | 243 | Maneggiare Biologico | 1 | |||
| 217 | chiave | 3X12 | 1 | 244 | Maniglia del volante | 1 | ||
| 218 | parentesi | 1 | 245 | Collare | 1 | |||
| 219 | vite | M5X12 | 2 | 246 | vite | M6X50 | 2 | |
| 220 | Collare | 1 | 247 | parentesi | 1 | |||
| 221 | vite | 2 | 248 | Ciamping piatto | 1 | |||
| 222 | spillo | 2 | 249 | vite | 1 | |||
| 223 | primavera | 2 | 250 | binario di raccordo Biologico | 1 | |||
| 224 | Volantino | 1 | 251 | tergicristallo | 2 | |||
| 225 | Maneggiare Biologico | 1 | 252 | Copertura tergicristallo | 2 | |||
| 226 | Maneggiare manicotto | 2 | 253 | Gib | 1 | |||
| 227 | Maneggiare | 2 | 254 | Attraverso lato | 1 |
Montaggio del grembiule
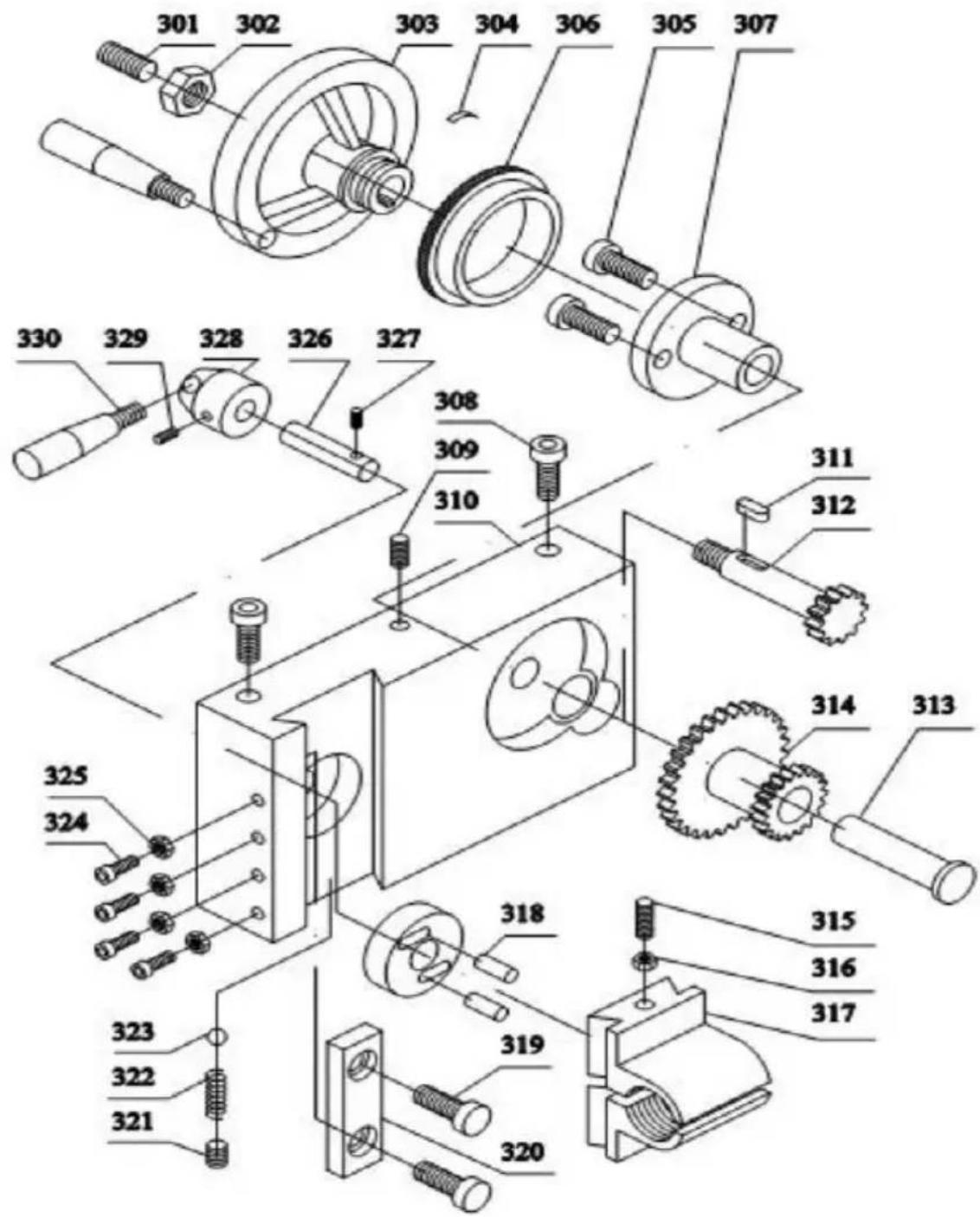
| parti NO. | Descrizione | specificazione | Qua nitità | parti NO. | Descrizione | specificazione | Qua nitità | |
| 301 | vite | M8X8 | 1 | 317 | Metà Noce | 1 | ||
| 302 | Noce | M8 | 1 | 318 | spillo | ∅ 4X10 | 1 | |
| 303 | Volantino | 1 | 319 | vite | M4X10 | 2 | ||
| 304 | primavera | 1 | 320 | Biologico | 1 | |||
| 305 | vite | M5X10 | 2 | 321 | vite | M6X8 | 1 | |
| 306 | Collare | 1 | 322 | primavera | 0,6X 3,5X12 | 1 | ||
| 307 | parentesi | 1 | 323 | Palla | ∅ 4.5 | 2 | ||
| 308 | vite | M8X25 | 2 | 324 | vite | M4X12 | 4 | |
| 309 | vite | M5X8 | 1 | 325 | Noce | M4 | 1 | |
| 310 | Grembiule | 1 | 326 | lancia | 1 | |||
| 31 1 | chiave | A3X3X8 | 1 | 327 | spillo | Φ3X30 | 2 | |
| 312 | Albero del cambio | 14T | 1 | 328 | Mano Base | 1 | ||
| 313 | lancia | 1 | 329 | vite | M5X6 | 1 | ||
| 314 | Ingranaggi o | 44/2È | 1 | 330 | Maneggiare | 1 | ||
| 315 | vite | M4X35 | 1 | 331 | Maneggiare | 1 | ||
| 316 | Noce | M4 | 1 | 317 | Metà Noce | 1 |
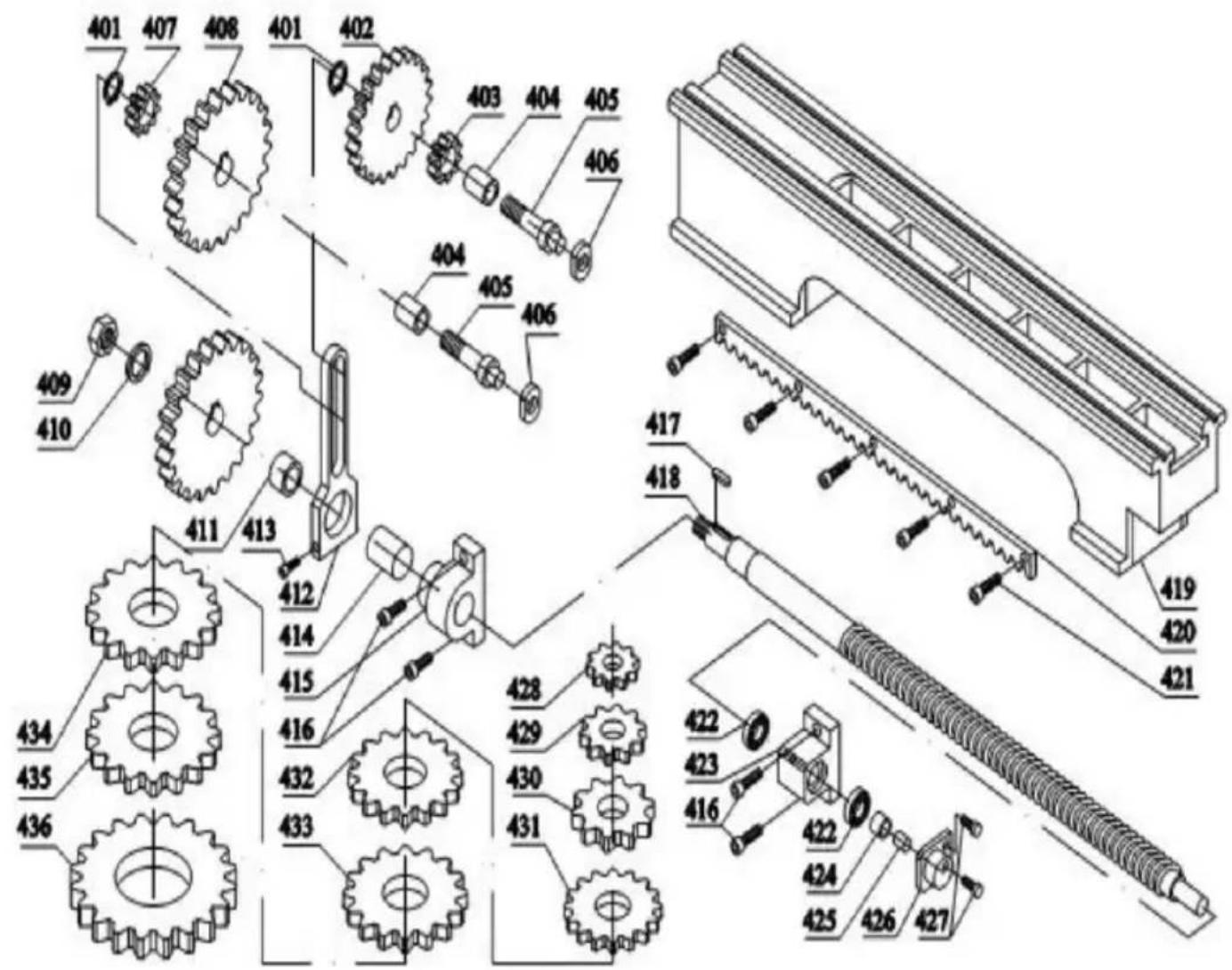
Letto, parti della ruota appesa Assenza
| parti NO. | Descrizione | specificazione | Qua nità | parti NO. | Descrizione | specificazione | Qua nità | |
| 401 | primavera Squillo | 2 | 419 | Letto | 1 | |||
| 402 | Ingranaggi o | 60T | 1 | 420 | Cremagliera | 1 | ||
| 403 | Ingranaggi o | 20T | 1 | 421 | vite | M2X12 | 5 | |
| 404 | Cespuglio | 1 | 422 | Cuscinetto | 51100 | 2 | ||
| 405 | Bolt | 1 | 423 | Giusto supporto | 1 | |||
| 406 | Noce | M8 | 1 | 424 | Noce | 1 | ||
| 407 | Ingranaggi o | 24T | 1 | 425 | vite | M8X6 | 1 | |
| 408 | Ingranaggi o | 80T | 1 | 426 | copertina | 1 | ||
| 409 | Noce | M10 | 1 | 427 | vite | M4X12 | 2 | |
| 410 | rondella | 10 | 1 | 428 | Ingranaggio | 25T | 1 | |
| 411 | Cespuglio | 1 | 429 | Ingranaggio | 30T | 1 | ||
| 412 | Telaio | 1 | 430 | Ingranaggio | 33T | 1 | ||
| 413 | vite | M6X35 | 1 | 431 | Ingranaggio | 35T | 1 | |
| 414 | Cespuglio | 1 | 432 | Ingranaggio | 40T | 1 | ||
| 415 | Sinistra supporto | 1 | 433 | Ingranaggio | 45T | 1 | ||
| 416 | vite | M6X14 | 2 | 434 | Ingranaggio | 50T | 1 | |
| 417 | chiave | A3X3X16 | 1 | 435 | Ingranaggio | 52T | 1 | |
| 418 | Guida vite | 1 | 436 | Ingranaggio | 66T | 1 |
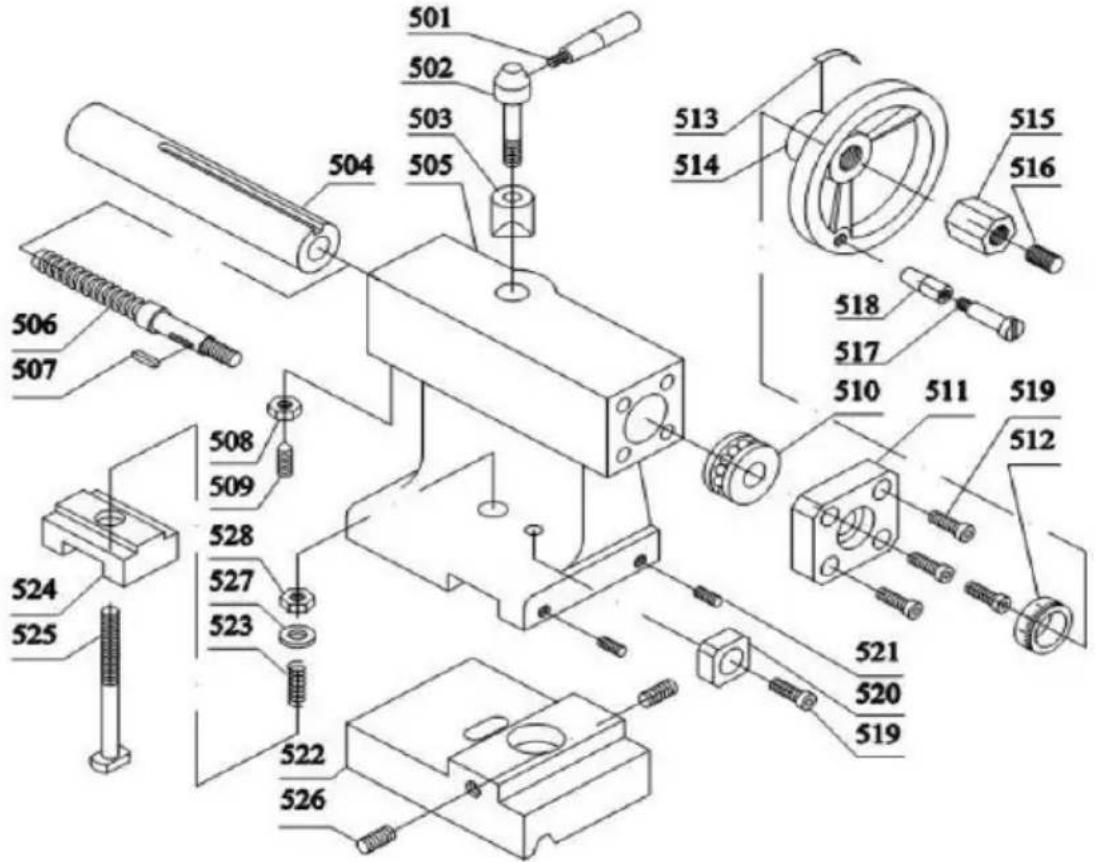
punta di coda Assemblea
| parti NO. | Descrizione | specificazione | Qua nitità | parti NO. | Descrizione | specificazione e | Qua nitità | |
| 501 | grande | 1 | 515 | Noce | M8 | 1 | ||
| 502 | grande base | 1 | 516 | vite | M8X6 | 1 | ||
| 503 | Loc base | 1 | 517 | grande vite | 1 | |||
| 504 | manicotto | 1 | 518 | grande manicotto | 1 | |||
| 505 | scorta di coda | 1 | 519 | vite | M5X12 | 1 | ||
| 506 | Guida vite | 1 | 520 | Regolazione Biologico | 1 | |||
| 507 | chiave | A3X3X8 | 1 | 521 | vite | M6X12 | 1 | |
| 508 | Noce | La M6 | 1 | 522 | Base | 1 | ||
| 509 | vite | M6X14 | 1 | 523 | primavera | 1 | ||
| 510 | Cuscinetto | 51100 | 1 | 524 | Ciamping Piatto | 1 | ||
| 511 | Alloggiamento | 1 | 525 | Bolt | M10X70 | 1 | ||
| 512 | Collare | 1 | 526 | vite | M6X16 | 2 | ||
| 513 | primavera | 1 | 527 | rondella | D 10 | 1 | ||
| 514 | Volantino | 1 | 528 | Noce | M10 | 1 |
VEVOR®
TOUGH TOOLS, HALF PRICE
Supporto tecnico e Certificato di garanzia elettronica www.vevor.comlsupport
VEVOR®
TOUGH TOOLS, HALF PRICE




