
WM210V-L - Metallsvarv Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis WM210V-L Vevor i PDF-format.

| Produkttyp | Metallsvarv |
| Märke | Vevor |
| Modell | WM210V-L |
| Mått (L × B × H) | 1200 × 340 × 360 mm |
| Nettovikt | 79 kg |
| Bruttovikt | 90 kg |
| Strömförsörjning | 110 V ~ 60 Hz eller 220-240 V ~ 50 Hz, enfas, 750 W |
| Motor | DC-motor 83ZY005A, 750 W |
| Spindelvarvtalsområde | 50 - 2500 varv/min (variabelt) |
| Sving över sång | 210 mm |
| Sving över tvärsläde | 110 mm |
| Avstånd mellan spetsar | 735 mm |
| Spindelhål | 38 mm |
| Spindelkon | MT3 |
| Pinolkon | MT2 |
| Längsgående rörelse (släde) | 736 mm |
| Tvärgående rörelse (tvärsläde) | 75 mm |
| Övre rörelse (kompoundsläde) | 55 mm |
| Metriska gängor | 14 stigningar: 0,3 till 3 mm |
| Tumgängor | 10 stigningar: 10 till 44 TPI |
| Inkluderade tillbehör | 3-backs chuck, MT3/MT2 spetsar, nycklar, oljekanna, remskivor |
| Säkerhet | Nödstoppsknapp, verktygsskydd, transmissionsaxel |
| Underhåll och rengöring | Rengöra spån, smörja släder med olja 20W, fetta växlar |
| Reservdelar / reparerbarhet | Delar finns på vevor.com/support |
Vanliga frågor - WM210V-L Vevor
Användarfrågor om WM210V-L Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Metallsvarv i PDF-format gratis! Hitta din manual WM210V-L - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. WM210V-L av märket Vevor.
BRUKSANVISNING WM210V-L Vevor
Teknisk support och E-garanticertifikat www .vevor.com/support
SVARV INSTRUKTION MANUELL
MODELL: WM210V-L
vi fortsätta till vara engagerad till förse du också med konkurrenskraftig pris . "Spara Halv, "Halv pris" eller andra liknande uttryck begagnad av bara oss representerar en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora ppmärken och gör det inte nödvändigtvis att täcka allt ca tegorier alltför erbjuds av oss. Du är snällt påminns om att kontrollera noggrant när du är gör en beställning hos oss om du är
faktiskt spara hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
SVARV
MODELL: WM210V-L

Ha produkt frågor? Behov tekniska stöd? Snälla avgift I gratis till kontakta oss:
Teknisk support och E - garantibevis www . vevor . se / support
Detta är originalet instruktion, snälla läs allt manual instruktioner noggrant före drift. VEVOR förbehåller sig en tydlig tolkning av vår användarmanual. Produktens utseende ska vara föremål för de produkt dig mottagen. Snälla förlåt oss att vi inte kommer informera dig igen om det finns någon teknik eller programvara uppdateringar på vår produkt.
MATTERSNEEDINGATTENTION
De informationen i denna handbok är avsedd som a guide till driften dessa maskiner och inte for rm del av någon kontrakt. Den informatic den innehåller har varit erhållits från maskin tillverkare och
från andra källor. vi sträva till säkerställa de noggrannhet av detta information
och försök att verifiera varje objekt och varje data, men vi kan inte de fullständig noggrannhet av informationen, som betyder att utrustningsförsörjningen kan skilja sig i detalj från beskrivningen av instruktionerna. Dessutom,
Utvecklingen av maskinen kan innebära att utrustning levererad maj skiljer sig i detalj från beskrivningarna häri. De ansvar därför Samarbe med användaren för att tillfredsställa honom själv om inte utrustningen eller process beskriven är lämpar sig för ändamålet avsedd.
KVALITETSSÄKRING
vi ska göra allt för att säkerställa kvaliteten på våra produkter, och v lovar konsumenterna att vi kommer att garantera våra produkter i ett förutom för maskinskador som orsakats genom felaktig användning av kunder, och olyckor till följd därav, eller ett normalt slitage och skada orsakats av lack av underhåll.
För att uppfylla garantiåtagandet, produkten eller delen med kvalitet problem, snälla återvända till oss för verifiering, porto förbetalt. Gods tillbaka borde åtföljas genom en anteckning om datum för köpa och skriftlig förklaring av produktens kvalitet. Efter vår besiktning och bekräftelse, vi ska reparera eller byta ut sina produkter, eller återbet betalningen; Om vi misslyckas med att tillhandahålla reparation eller ut en tid sätt, vi ska björn kostnaderna för reparationen eller utbytet av produkter; Om
MATTERSNEEDINGATTENTION
skada är inte på grund av produktens kvalitet, men förfallen till de användarens olämplig drift eller andra skäl ska kostnaden vara bärs av de kund.
vår företag reserver de rätt till göra förändringar till detta specifikation och produktspecifikationer. vi kommer att göra kontinuerliga ansträngningar för att förbättra
kvaliteten på våra produkter.
ALLT rättigheter reserverade. Reproduktion eller reproduktion är inte tillåtet utan tillstånd.
SÄKERHETSVARNING
| symbol | symbol Beskrivning |
 | varning - Till minska risk för skada, användare måste läsa instructions manual noggrant . |
 | Denna symbol, placerad framför en säkerhet kommentar, indikerar slag avförsiktighetsåtgärd, varning eller fara. Jag ignorerar denna varning kan leda till en olycka. För att minska risk för skada, brand, elle elstöt, snällafölj alltid rekommendation visas nedan. |
 | Fara!Risk för personlig skada eller miljöskada! Risk av elektriska chock! Risk för personlig skada av el chock! |
| Aväxelström | |
 | Akta dig för clamping |
 | varning- Var noga med att bära e ar skydd när använder detta |
 | varning- Var noga med att bära ögon beskyddare när använder d produkt. |
 | Do inte lägg dina händer in i skyddsvakt när maskin arbetar |
 | Ingen inmatning automatiskt mach inery i drift Auktoriserad bara personal |
 | Do inte fylla olja under drift |
 | Do inte vända under reparera |
 | Ingen trötthetsoperation |
 | Operationen är inga telefonsamtal |
 | Förfogande information:Detta produkt är föremål för tillhandahållande av europeiska Direkti 2012/ 19/ EG . De symbol visande a hjul bin korsade genom indikerar att produkt kräver separat vägra hämtning i de Europeiska union. Detta gäller för e produkt och allt tillbehör märkt med denna symbol. produkter märkta som sådan maj inte vara kasseras med vanligt hushållsavfall, men måste tas till a samling punkt för att återvinna el och elektroniska enheter |

WARNING: Läs alla säkerhetsvarningar, instruktioner, illustrationer och specifikationer som medföljer denna maskin. Misslyckande att följa allt instruktioner Jag listade nedan kan ge resultat vid elektrisk chock, brand och/eller allvarlig skada.
spara alla varningar och instruktioner för framtida referens.
- Maskinen borde också användas av erfaren personall. Om du är i bekant med driftprocessen för lathe, gör det inte oss e de
maskinverktyg i alla fall. använd instruktionerna innan fungerar.
- Innan du startar maskinen ska säkerhetslocket sitta rätt placera.
- Innan du startar maskinen, vänligen kontrollera om verktyget vila skiftnyckel och chucknyckel är tas bort.
- förhindra att maskinen startar oavsiktligt. Stäng av motorströmmen innan du klämmer fast arbetsstycket eller för I.
- Gör inte det tvinga klippa. skärande enligt till de uppsättning skä hastighet, skärning djup och matningshastighet.
- använda de rätt också . använda de rätta också jag eller arbetsst för bearbetning .
- håll verktyget skarpt och rent för att säkerställa normalt och säker drift. Smörj och Byt tillbehör regelbundet.
- Innan du justerar eller reparerar maskinen e, be säker till koppla de strömförsörjning.
- snälla kontrollera maskinens säkerhetsprestanda innan start det. kontrollera prestanda för alla rör sig g delar. ALLT delar måste var installerat korrekt. Skadade delar måste repareras omedelbart.
- när maskinen är igång ska operatören n ot Lämna.
- håll arbetsplatsen ren, smutsig arbetsmiljö är lätt att leda till olyck
- Do inte använda maskinen i farligt miljö.
Arbeta inte i fuktiga platser. Säkerställa att elektriska komponente är skyddade från fukt. hålla gå od Belysning.
- barn är förbjudna att komma in på arbetsplatsen, och icke-operati personal borde håll ett säkert avständ från arbetsområdet.
- För att hålla barnen borta från arbetsområdet. Dörren borde vara locked när Jag lämnar verkstaden.
- Klä dig lämpligt. Bär inte lösa kläder, handskar, slipsar, ringar, armband, smycken etc. För att vara på den säkra sidan, För har skull av säkerhet, bär halkfria skor. Om du ha l långt här, snä ett verk h kl.
- slitage skyddande glasögon när fungerar .
- var uppmärksam på var du står och behåll din balansera kl allt
-
Do inte placera din händer nära rörliga delar av maskinen.
-
Do inte utför alla inställningsoperationer medan maskinen är spring
- Läs och förstå alla varningsskyltar postat på maskin.
- Den här handboken är endast avsedd att bekanta kunderna med verksamheten av maskinen och jag är inte en utbildning manual.
- Följ dessa varningar eller allvarlig skada maj result.
- Den maskinen ska producera några skadliga kemikalier i arbetet a damm, sågning, slipning och borrning framställd genom slipning. Fö att minska skada av dessa kemikalier, snälla arbeta i en välventil plats och slitage säkerhetsanordningar. såsom partikelmasker.
TEKNISK PARAMETER
| Typ antal | WM 210V-L |
| kapacitet | |
| svänga över Säng | 210 mm |
| svänga över korsa sida | 110 mm |
| Avständ Mellan centrerar | 735 mm |
| Bredd av Säng | 100 mm |
| Headstock | |
| Gå igenom spindle | 38 mm |
| Avsmalning i spindle Näsa | MT 3 |
| Antal spindelhastigheter | Variabel |
| Omfång av spindelhastigheter | 50-2500 RPM |
| Matning och Träning | |
| Antal mått Thr eds | 14 |
| Utbud av Metrisk Trådar | 0,3~3 mm |
| Antal av 1 område Trådar | 10 |
| Räckvidd av 1 område Trådar | 10~44T.PI |
| Räckvidd för längdgradl Foder | 0,1~0,20 mm |
| sammansatt och transport | |
| Också Typ av inlägg | 4 |
| Maximalt antal föreningar | 55 mm |
| Maximalt kors sidan Tr avel | 75 mm |
| Max vagn Resa | 736 mm |
| svansstock | |
| Tail stock spindle Travel | 60 mm |
| Avsmalning i Tail lager spindle | MT 2 |
| Diverse | |
| Main Motor | 110V~60 Hz /220-240V~50 Hz , Ph /750W, |
| Längd, bredd och Höjd | 1200×340×360 ( mm ) |
| Produktens vikt | NW:79 kg ; GW: 90 kg |
| Paketstorlek | 1230*460*450 mm |
Den allmänna informationen som ges i denna specifikation jag s inte bindande.
standard tillbehör
Tillbehör i verktygslådan (fig. 1)
1 Dödpunkt MT5
1 Dödpunkt MT2
3 Alltför Posta rycka
1 oil Pistol
1 kors skruvmejsel
1 Fiat skruvmejsel
1 Tre Käke chuck
5 Hex uttag skiftnycklar
3 Dubbla Avsluta Huvudnycklar
8 Remskiva set (30T,33T,35T,50T,52T,40T ,60T,66T)
särskild tillbehör ( Tillbehör att behöva ytterligare betalning )
Fyra käkchuck och tillbaka plate (anslutningsplate)
Heel vila
mittram
Bakre skiva
Osammanhängande skiva Jag vilar också skydd täcka Blyskruvskydd täcka Jag vänder också Borrchuck och ansluta ing stång
- Avsluta ta bort trälådan från området runt huset
- Kontrollera alla tillbehör till maskinens verktyg enligt till förpackning list.
- lös upp det från fraktlådan botten.
- välj en plats för den som är dray, har bra Jag tänker och har tillräckligt med utrymme att kunna service de lathe på allt fyra sido
- med adekvat lyftutrustning, långsamt r aise the lathe off shipping spjällåda botten. Do inte lift av spindle. Se till att jag är det balar före rör sig till stadigt bänk eller stativ.
- För att undvika att vrida sängen, är lathe's Plats måste vara absor vältränad och Jag tror. Båda den till stativet (om den används). 1f använder a bänk, genom bolt för bästa prestanda.
- städa allt rostskyddade ytor med hjälp av a mitten kommersil så I fotogen eller dieselbränsle. Do inte använd thinner, bensin eller lacq thinner. Dessa kommer att skada målade ytor. täck alla rengjorda y med en lätt film på 20w maskinolja.
- Ta bort kåpan för ändväxeln . rengöra alla komponenter av slutet redskap montera och belägg alla redskap med tunga, icke-slinging fett.
FOUNDATIONDRAWING

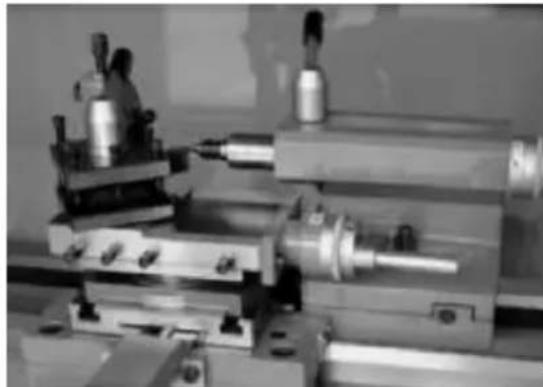
De Sängen är gjord av högkvalitativt järn. Av kombinerande hög kind med starka korsrevben, en säng av Låg vibration och stelhet är produceras. Det
integrerar Headstocken och driver enheten, för att fästa vagnen och Huvudskruv. De två precisionsslipad V - i sidled, förstärkt av värme härdning och slipning, är den exakta guiden för vagnen och svansen stock. Det viktigaste motorn är monterad på baksidan av Dvs ft sida säng.
De Headstock är gjuten av högkvalitativt gjutjärn med låg vibration är boltad till sängen med fyra skruvar Hea dstock rymmer huvudspindeln med två precisions koniska rullager och köra enhet.
De huvudspindeln överför vridmomentet under svängningen process. Den rymmer också arbetsstyckena och spännanordningarna. (t.ex. 3-käftschuck).

Vagnen är gjord av högkvalitativt cast järn. Sidan delar är slät mark. De passar V:et på sängen utan spela. lower glidning delar vara lätt och enkelt justerad . Tvärsliden är monterad på de vagn og sig på en duvstjärtad rutschkana i korset sidan maj vara justeras me gibbarna.
Flytta tvärsläden med dess bekvämlighet placerad Handhjull. Det finns en graderad krage på Handhjull.
A fyra sätt för jag postar är monterad på den övre sidan och tillåter också till vara
Lämpad. Lossa det mittersta klämmans handtag för att rotera in någo de fyra verktygen placera.

Förklädet är monterat på säng. Jag t inhyser hälften mutter med en engagerande lever för att aktivera den automatiska matningen. Half nö gibs kan vara justeras från utsidan.
Ett ställ, monterad på sängen, och en pinio n opererades av Handhju på de vagn tillåter snabb färd med förklädet.
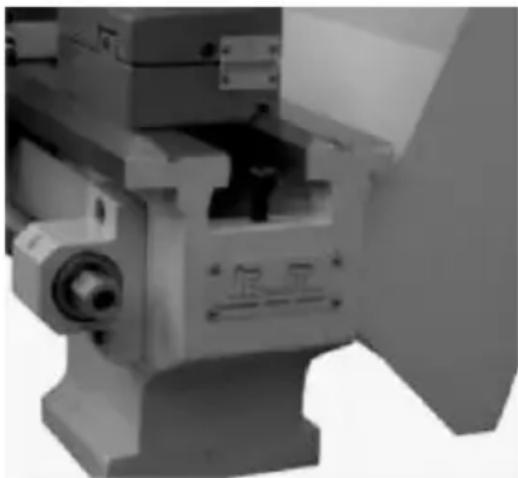
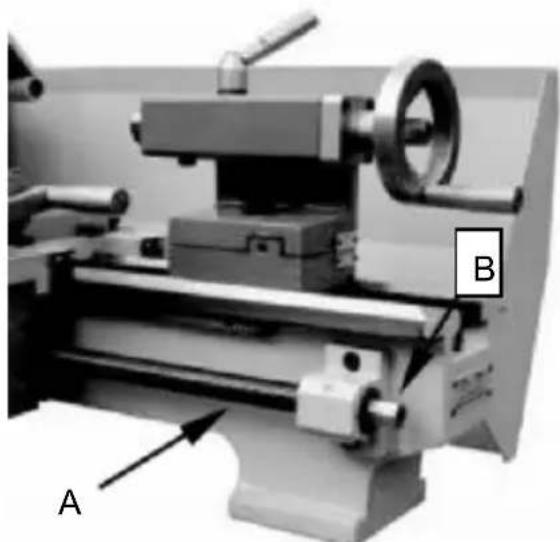
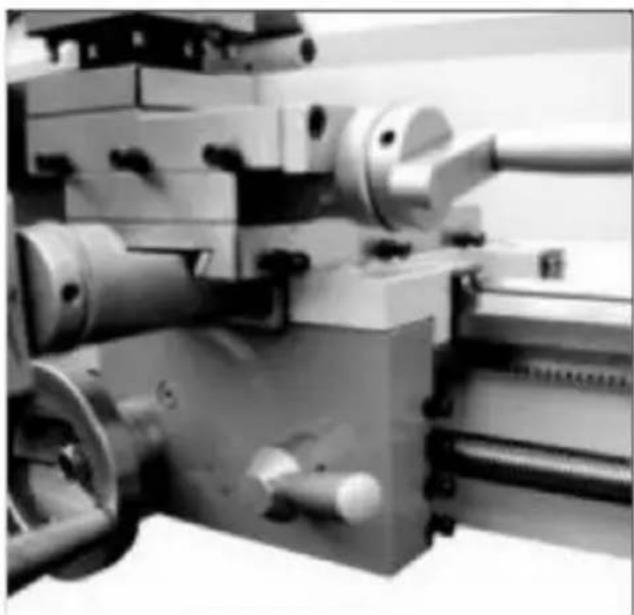
De Huvudskruv (A, Fig. 7) är monterad på framsidan av maskin säng är ansluten till växellådan till vänster för automatisk matning och stöds bär på båda ändarna. Sexkantsmuttern (B, Fig. 7) på höger ände är utformad till ta upp spela vidare de Dvs annons skruva.
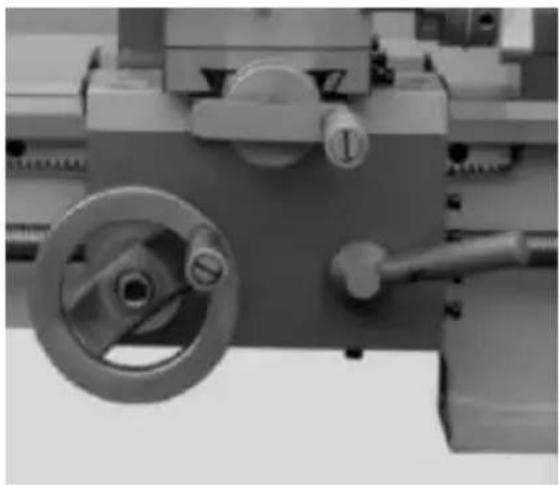
Svansstocken glider på ett V-väg och burk vara trampade kl några P De tail lager har en kraftig spindl med en Morse avsmalnande Inga. uttag och a graderad skala. Spindeln kan klämmas på några Belägenl med a
clamping lever. Spindeln flyttas med en handhjul vid de avsluta av svansstock.
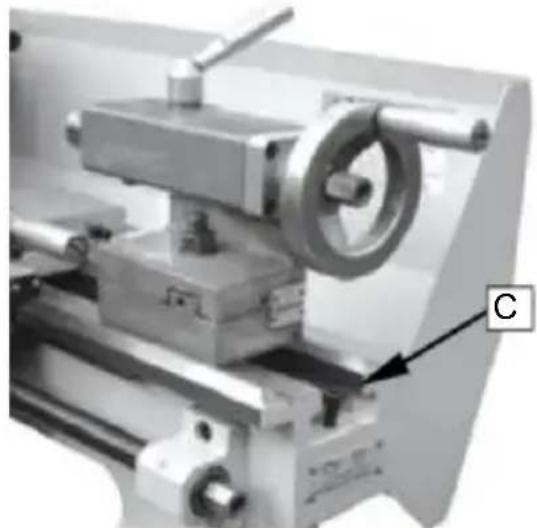
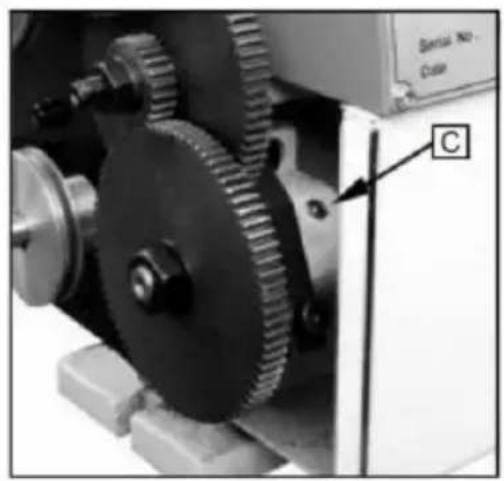
Montera fästskruven (C, Fig. 8) vid avsluta av lathe i beställa till förstjärten frín att falla frín det säng.
operating equipment
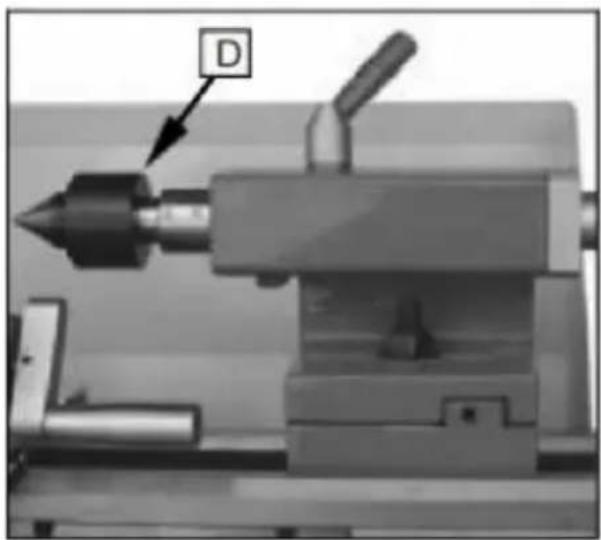
1. Nödsituation Knapp: ON/OFF-brytare (D, Fig. 9)
De maskinen slås på och av med ON/OFF knapp. Tryck ned för att allt maskinens funktioner. För att starta om, lyft på locket och trycka knapp.
2. byta - över Omkopplare (E, Fig . 9)
Efter att maskinen har slagits på, vrid omkopplaren till "F"-läge för moturs spindel rotation (framåt). Vrid strömbrytaren till "R"
läge för medurs spindel rotation (omvänd) "O"-läget är AV och spindle förblir ledig.
3. variabel hastighet kontrollera omkopplare (F, Fig . 9)
Vrid omkopplaren medurs för att öka spindelhastigheten. Sväng de växla moturs för att minska spindelhastigheten. De möjlig hastighet räckvidden är beroende av positionen av enheten belt.
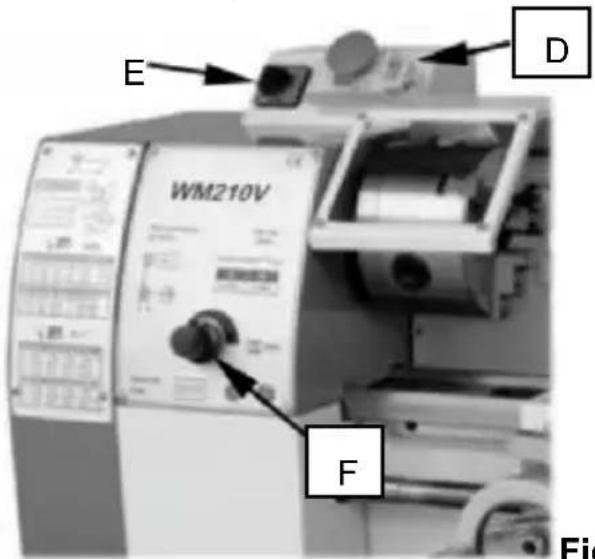
Fig .9
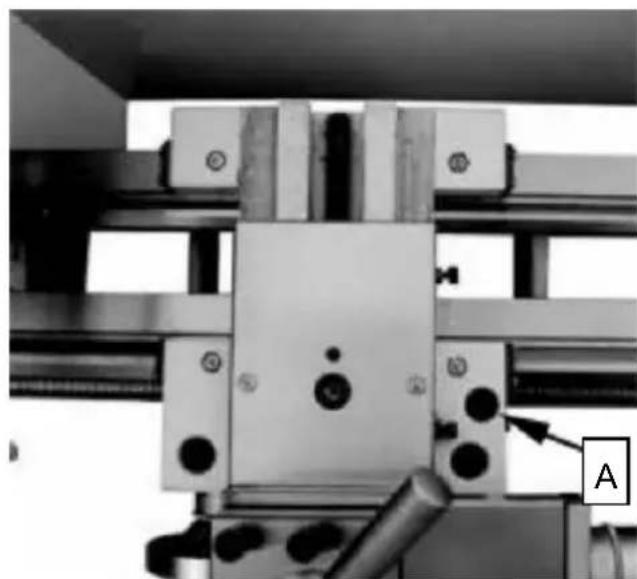
4. vagn LÅS
Vrid inexhylsan sc rew (A, Fikon. 10) medsols och spänna till lock. moturs och släpp till låsa upp.
varning: vagn lock skruv måste vara FN lockad innan du engagerar dig automatiska matningar eller skada på lathe kan förekomma.
Vrid handratten medurs för att flytta förklädet montering mot de tail la (höger). Vrid handhjulet moturs till flytta förklädet församling för att bevaka Headstock k(lvänster).
6. korsa Korsa Spak (c, bild 11)
Kockvis rotation flyttar tvärsläden mot baksidan av e maskin.
7. Halvnöt Engagera Spak (D, Fig. 11)
Flytta ner lever för att koppla in . Flytta lever fram till koppla ur.
8 . förening Vila Korsa Spak (E, Fig . 11)
Rotera medurs eller moturs för att flytta eller placera.
9. Verktyg posta fastspänning Spak (F, Fig. 11)
Vrid moturs för att lossa och medurs för att dra åt. Vrid på jag pos också när lev eh är olåst.

Fig.11
- Svans stock fastspänning skruv (G, Fig. 12)
Vrid sexkantsmuttern medurs till lock och moturs till låsa upp.
- Svans stock Gåspenna fastspänning Spak (H, Fig. 12)
Vrid axeln medurs för att låsa spindeln och moturs till låsa upp det.
- Svansstock Quill Traverse Handhjul (I, Fig. 12)
Vrid medurs för att flytta fjäderpennan. Rotera mot - medurs till dra de quill.
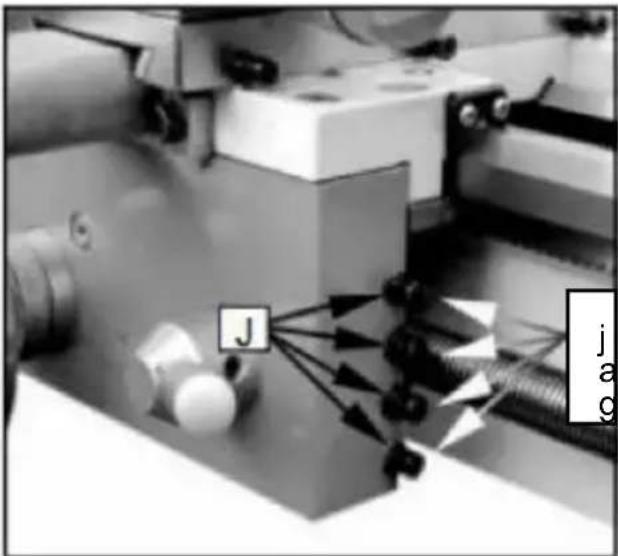
- Svans stock off - set Justering (J, Fig. 12)
Tre ställskruvar placerade på svansens lagerbas används för att förskj svansen lager för att skära koner. Lossa lässkruven på bakstycket av: Lossa en sidoställskruven medan du drar åt den andra tills beloppet offset är
indikerad på skalan. Dra åt lock skruva.
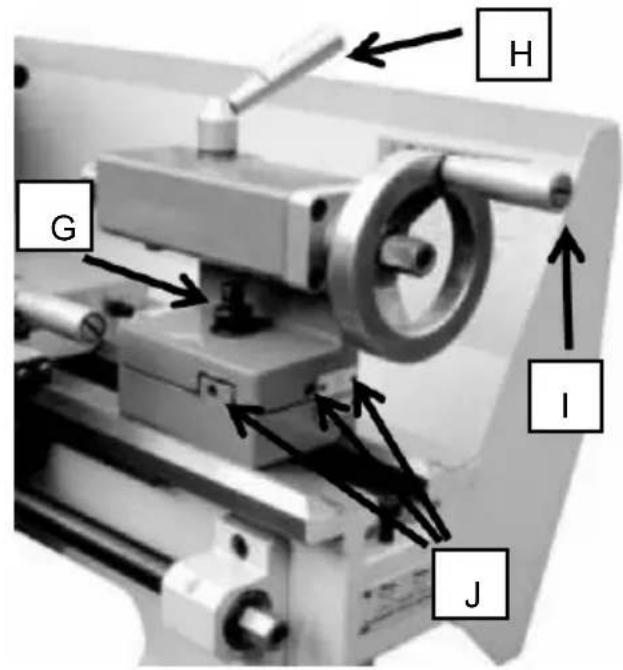
Fig . 1
OPERATION
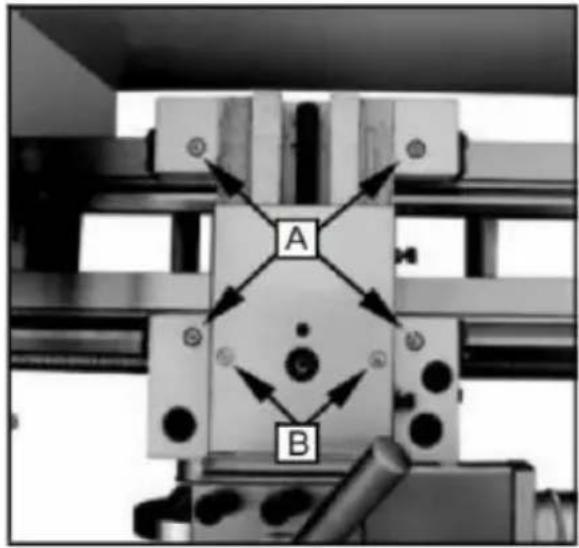
Ersättning av chuck
De huvudspindel Hållarfixturen är cylindrisk. Lossa tre uppsatta fm- var och nötter (A, Fikon. 13 endast två visas) på e la den chuck flange bort chucken. placera den nya chucken och fixa det använder samma uppsättning skruvar och nötter.
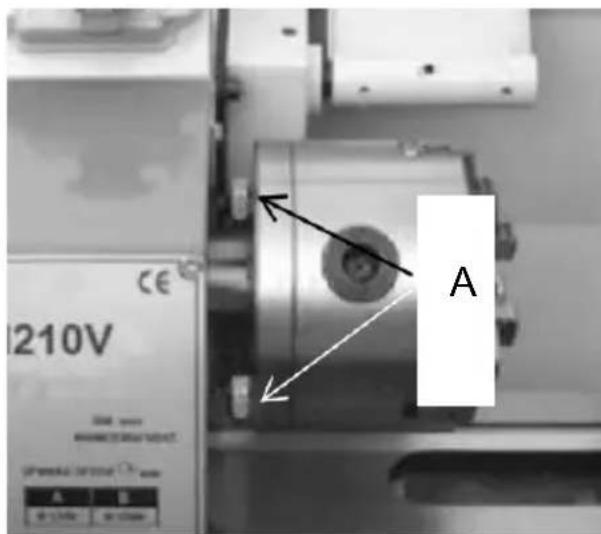
Fig. 1:
VERKTYGSSET UPP
Clampa svängverktyget i också jag hållare.
Den måste klämmas fast ordentligt. när man vänder sig, också har e tendens att böjas under skärkraften som genereras under spånbildninge För bästa resultat bör jag också överhänga vara höll sig till a minimu på 3/8" eller less.
Skärvinkeln är korrekt när skäreggen är i linje med centrum arbetsstyckets axel. Det korrekta höjden på verktyget kan uppnås av jämför verktygspunkten med spetsen på mittmonterade i svansen stock. Om nödvändigt, använd distansbrickor av stål under verktyget få erforderlig höjd. (Fikon. 14)
- skruva loss de två fästskruvarna (B, Fig.15) och ta bort skyddskåpa.
- Justera V-belt(C, Fig.16) motsvarande position.
- Dra åt spänningsremskivan och fäst den mutter igen.
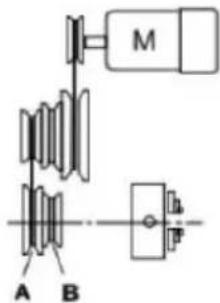
sP1NDLE sPEED √/min
| A | B |
| 50.1250 | 100.2500 |
Förkläde travel, cross travel och toppsida hand wheel kan opereras för longitudinell eller korsmatning. (Bild 17)

Längsvändning med Auto.Fe ed
använd tabellen (A, Fig.18) på late för val av matningshastighet elle gängstigningen. Justera växeln om det krävs matning eller gängstigning kan inte erhållas med installerat växelsats.

ändra Kugghjul Ersättning
- Koppla bort maskinen från strömkällan.
- Skruva loss de två fästskruvarna och ta bort skyddskåpan.
- Lossa lässkruven (B, Fig. 19) på e kvadrant.
- sväng kvadranten (C, Fikon. 19) till de rätt.
- skruva loss muttern (D, Fig.29) från huvudskruven eller nötter (E, 19) från kvadranten för att ta bort ändra växlar framifrån .
- Montera växelkopplingarna enligt gäng- och matningstabellen (Fig.20) och skruva fast kugghjulen på kvadranten igen.
- Sväng kvadranten åt vänster tills kugghjulen ha engagerad ig
- Justera om växelns backlash genom att sätta i a normala hon et papper som en justerings- eller avständshjälp mellan kugghjulen.
- Immobilisera kvadranten med lässkruven .
- Montera skyddskåpan på huvudet och återanslut de maskinen till strömförsörjningen.
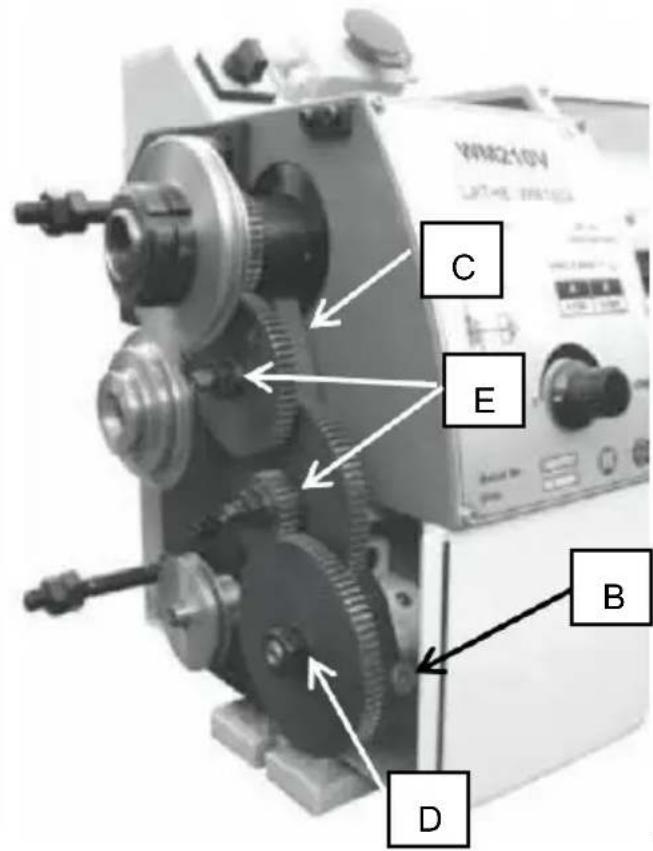
Fig. 19
stigningsplatta (fig. 20)
TRÄDNING OCH MATNINGSBORD
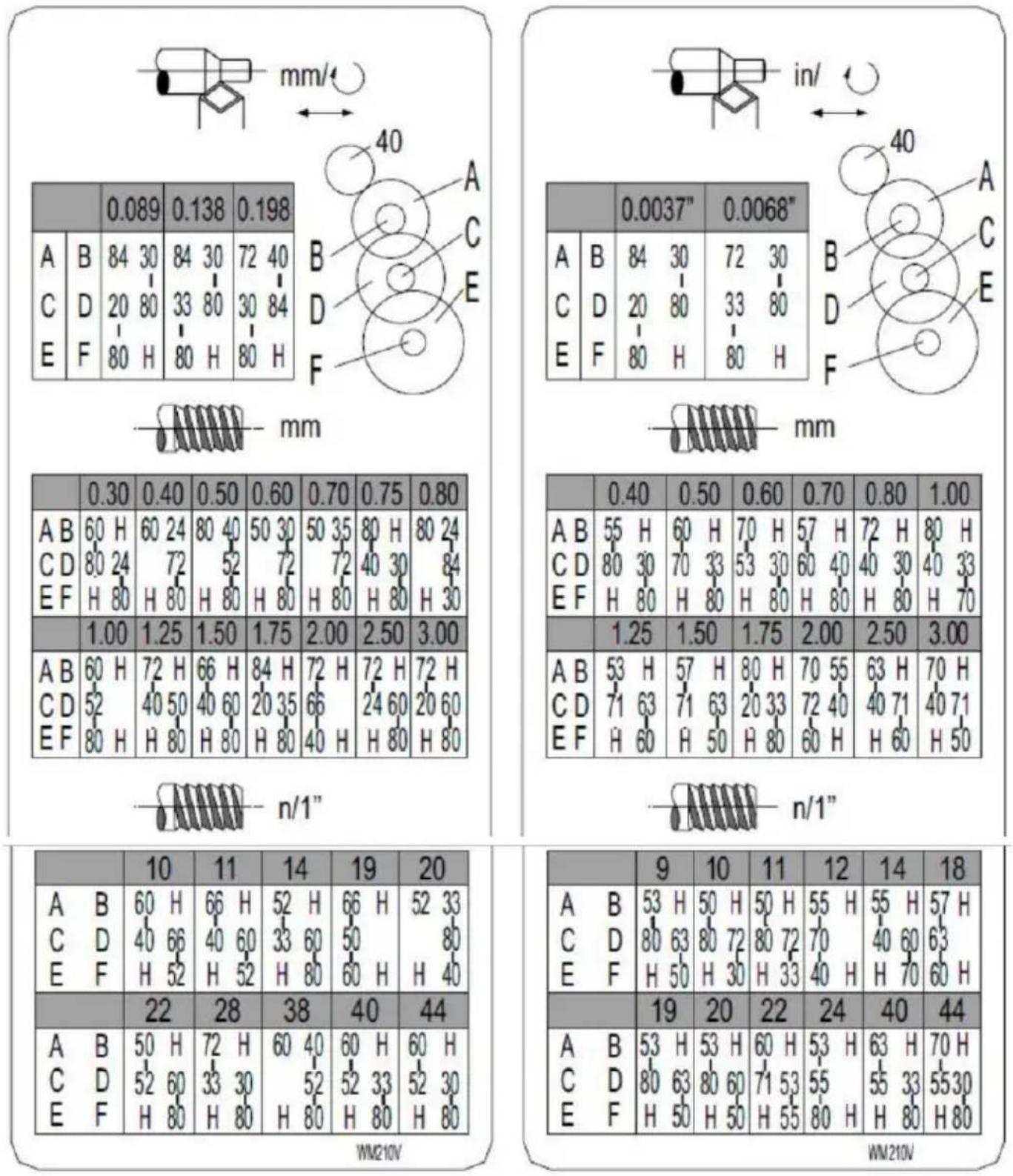
Fig . 20
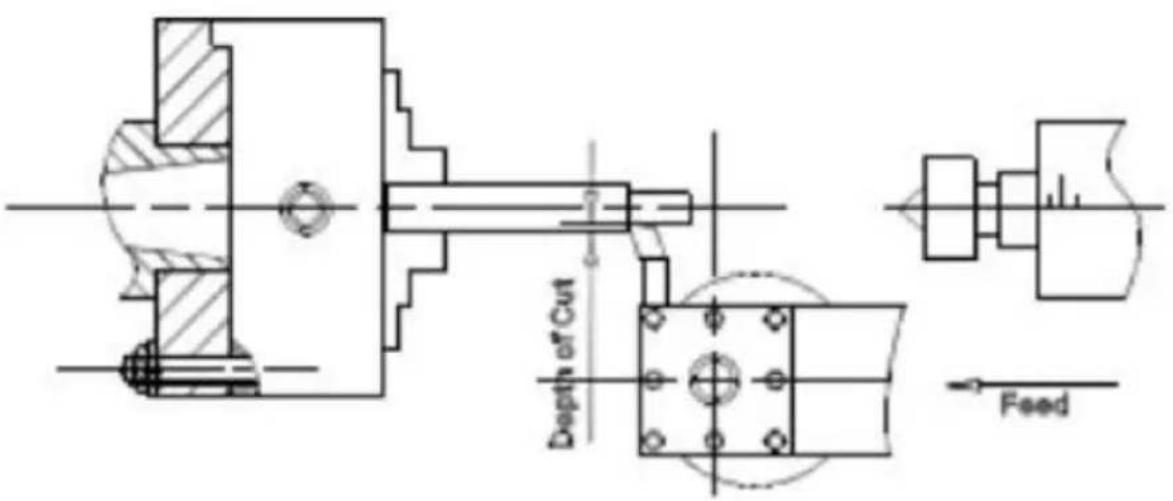
cylindrisk Svarvning (bild 21)
Vid raksvarvning matas verktyget parallellt med yxa är av rotation av arbetsstycket . Fodret kan vara antingen manuell genom a vrida på handratt på sadeln eller den övre sidan, eller av aktiverar d automatisk matning. Tvärmatningen för skärdjupet uppnås med hjälp av tvärsida.
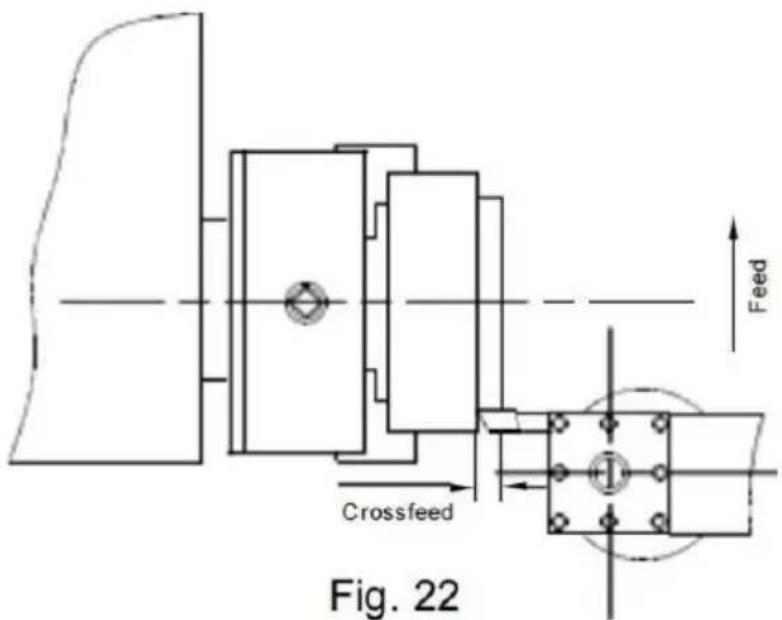
Sluta svänga ( Fikon. 22 )
I vändoperationen matas verktyget vinkelrätt mot axeln på rotation av arbetsstycket. Fodret är gjord manuellt med tvärsidan hand hjul. Tvärmatningen för skärdjup är gjord med de bästa sidan eller la sadel.
Vridning: smal axel akter (Fig. 23)
För att vända mellan centra, det är nödvändigt att ta bort de chuck de spindle. Montera MT 3 center in i sp indle näsa och de MT 2 in i ändstocken. Montera arbetsstycket som är försett med förarhunden mellan centren. Föraren är körd av a fånga eller ansikte plate.
Obs: Always använd en liten mängd fett på svansen stock mitte för att förhindra att mittspetsen äter för mycket.
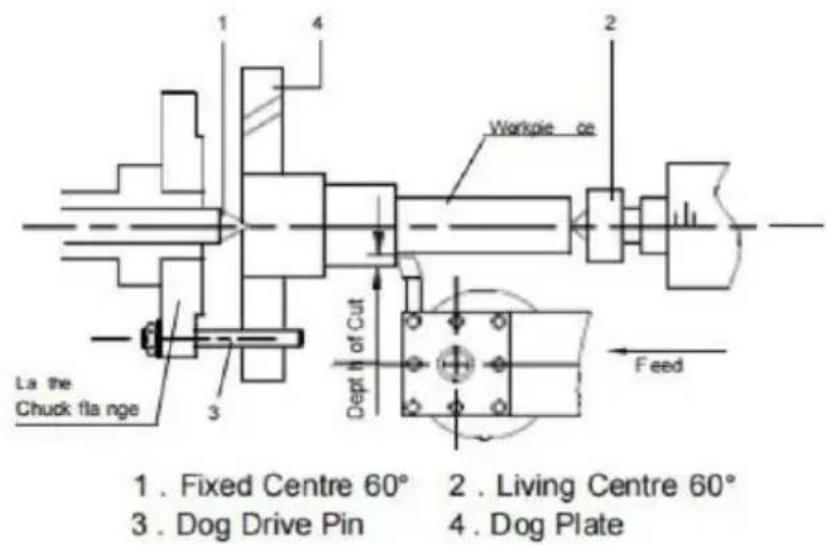
Fig. 23
Avsmalnande svarvning med tail stock Nff-Ret
Justera avvikelsen mellan bakstyckeshylscentrum och spindelcentrum för att slutföra konvridningen. Vinkeln beror på längden av arbetsstyc
För att kompensera för slutbeståndet, lösgör du Låsskruv (A, Fig. 24). skruva loss ställskruven (B, Fig.24) till höger avsluta av stjärten. Lossa främre justerskruv (C, Fig. 24) och ta upp samma belopp av dra åt den bakre justerskruven (D, Fig.24) tills önskat avsmalning har nätts. Den önskade korsjusteringen kan avläsas på vägen. ( E, Fig. 2 Dra först åt ställskruven igen (B, Fig, 24) och sedan de två (från nt bakre) justerskruv för att låsa bakstycket i position . Dra åt igen Låsskruv (A, Fig. 24) av ändstocken. Arbetsstycket måste vara held mellan till centra och driven av ett ansikte plate a nd förare hund.
Efter avsmalnande vändning, bör tailstocken återföras till dess ursprungliga placera enligt nollpositionen på skalan av svanslager. (E, Fig. 24)
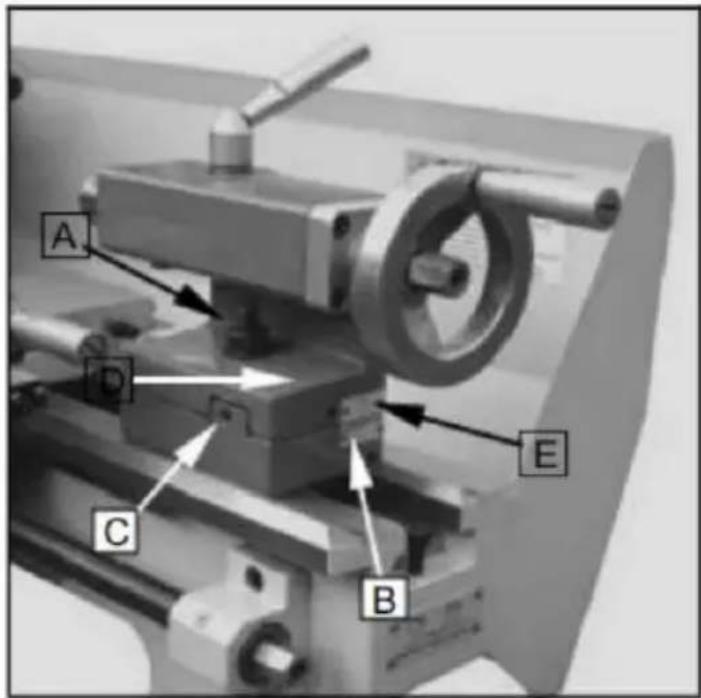
Fig. 24
Trådklippning
ställ in maskinen till önskad gångstigning (enligt till de gångningsdiagra Fig . 20). start de maskin och engagera de hälften mutter . när de verktyget när delen kommer det att skära den första gångningen. när också när slutet av snittet, stoppa maskinen genom att vrida de motc och vid
samtidigt tillbaka verktyget ur delen så att det clears de tråd. Do inte lossa den halva muttern lever. Vänd om motorriktning till tillåtet de skärning för att gå tillbaka till startpunkten. Upprepa dessa steg tills c har fått det önskade resultat.
ANMÄRKNINGAR
Exempel: hantråd
- Arbetsstyckets diameter måste har e vänt sig till de diameter av önskad tråd.
- Arbetsstycket kräver a cham fer på de början av tråden och
en underskärning vid träden sikt ut.
- Hastigheten måste vara som low som möjligt. De ändra växlar måste ha har installerats enligt nödvändig tonhöjd.
- Tråden skärande också jag måste vara exaktIY de prov form som de tråd, måste vara absolut rektangulär och klämd så att det sammanfaller exakt med den vridande enter.
- Tråden är produceras i olika skärande steg så att skära ing också måste stängas ur tråden helt (med korsa slide) på slutet av varje skärning steg.
- Alltför dras tillbaka med de Dvs skruva mutter engagerad av invertering de omkopplare.
😊💡 stoppar maskin och mata tråd skärande också jag i low skära djup med hjälp av tvärsidan. Före varje passage, placera toppen sidan
ungefär 0,2 till 0,3 mm till vänster och rätt omväxlande i beställa klipp av tråden. På det här sättet klipps bara trådskärningen på e gånga flank med varje passage. fortsätt att klippa av tråden tills har nästan nätt hela djupet av läsningen.
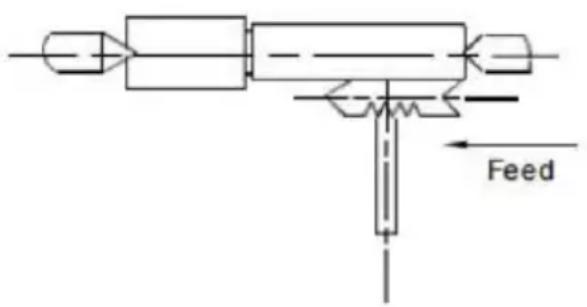
Fig. 25
Tre Käke universell Svarv chuck
använder denna universella chuck rund och triangulära fyrkant sexkantig åttakantig och tolv hörn kan vara klämde. (Bild 26)
Obs: nya lathes har mycket tät passform käftar. Detta är nödvändig t säkerställa noggrann klämning och lång service Liv med upprepad öppning och stänger käften justerar automatiskt och deras funktion blir progressivt smidigare.
Notera:
För original 3, käkchuck det var monterad på den där fabriken har monterat chucken på bästa sätt att garantera de hålla noggrannhet m två "0" märke (A) Fig.26 visas på chuck och chuck k flange.
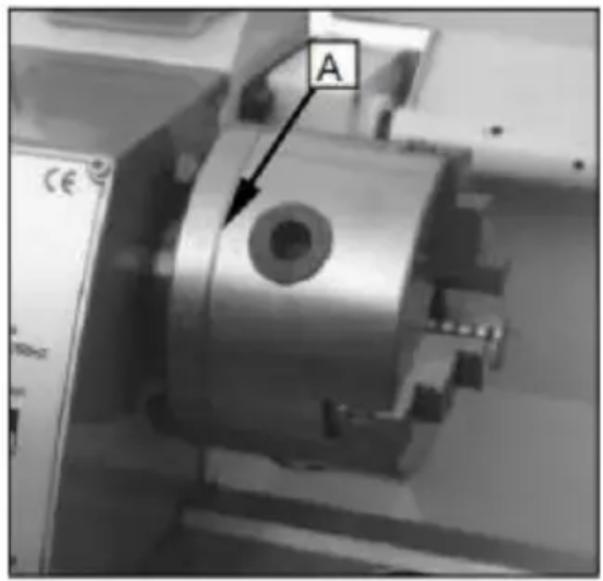
Fig. 26
Det finns två typer av käftar: Inre och externa käkar. Snälla ingen te antalet käftar passar med numret inuti chuckar räffla. Do inte blanda dem. när du ska montera dem snälla montera dem i stigande ordning, 3 när du ska åka till ta m ut vara säker till
ta ut dem i fallande ordning 3,1,0 en efter en- När du är klar med procedur vrider du på käftar till minsta st diameter och kontrollera det de tre käftarna är väl anpassade.
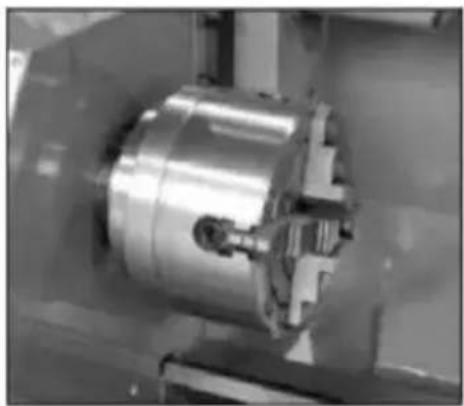
Fyra käkar 1oberoende Svarv Chuck
Denna speciella chuck har fyra oberoende justerbara chuck käkar- Des tillåta hållning av asymmetriska delar och möjliggöra exakt ställa, sätta upp av cylindrisk bitar. (Fig.2 7)
använd borrchucken för att hålla centreringsborrar och vridborrar i slutl (B) (Bild 28)
Morse Taper Arbor (valfritt)
En berså är nödvändig för montering av borrchucken i de svansstock. Det har a Inga. 1 Morse avsmalnande. (c) Fig. 28
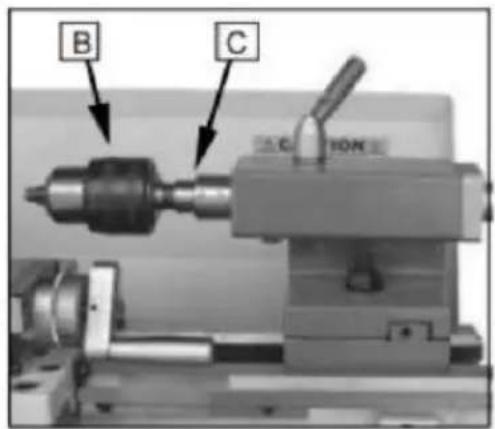
Fig. 28
De Mitt centrum är monterad i kula lager- Dess använda är högst rekommenderad för att svänga i för hög hastighet av 6. RPM. ( Fig.
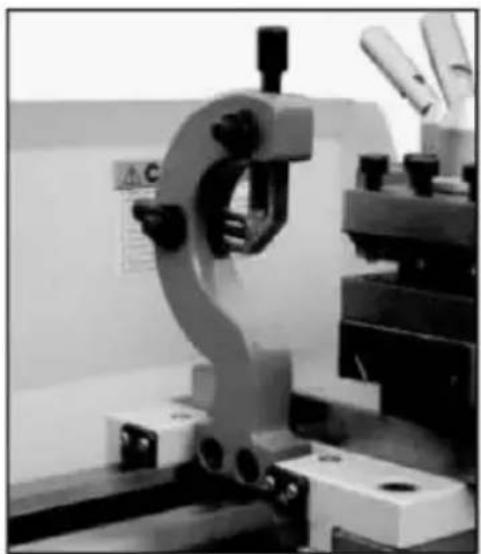
Det stadiga stödet fungerar som ett stöd för axlar på det fria tail stø avsluta. För många operationer kan det slutliga lagret inte vara begagnad som jag t hindrar de svarvverktyg eller borrverktyg, och måste därför vara borttagen från de
maskin. De
stadig vila, som fungerar som ett ändstöd, säkerställer s pratfri drift. Stödstödet är monterat på de säng sätt och är säkrad från nedan men lockande plate. Fettet kräver kontinuerlig
Smörjning vid kontaktpunkterna för att förhindra för tidigt slitage. (Bild

Fig. 30
miljö de stadig Vila
- Lossa tre hex nötter. (A, Fig. 31)
- Lossa den räfflade skruven ( B, Fig. 36) och öppna glidning fingrar. (c, Fig. 31) tills det fasta stödet kan flyttas med fingret runt arbetsstycke . säkra de stadig vila i position .
3 . Dra åt de räfflade skruvarna så att fingrarna sitter åt men t inte arbetsstycke. Dra åt tre muttrar (A, Fig. 31). Smörj slidingen poäng n maskinolja.
- när, efter förlängd operation, den käke visa bära, den tips av fingrarna kan lämnas in eller ommalt.
Följa Vila
Följande vila är monteras på sadeln och följer rörelse av svängningen också. Det finns bara två stödblock nödvändig. De platsen för tredje stödblocket tas av vändningen också jag. De efter vila är används fö svarvning på långa, tunnare arbetsstycken. Det förhindrar att arbetsstycket fixeras under tryck från svarvningen. ( Fig. 31 ) ställ in stödblocken tätt mot arbetsstycket men inte över stram. Smörj stödblocken under drift för att förhindra för tidigt slitage.
Efter a tidsperiod är vi i några av de rörliga komponenterna maj beh justeras.
Huvudspindel Kullager
Huvudspindellagren är justerade på fabriken. 1f slutspelet blir uppenbar efter omfattande användning, lagren maj vara justeras.
Fäst muttern (A, F ig.32) på tillbaka av spindeln, loosen de yttre mu med urtag (B, Fig. 32). Justera den skruvade muttern (A, Fig.32) tills avsluta spela tas upp. Spindeln ska fortfarande rotera fritt. Fästa de slitsad mutter (A, Fig.32) igen och dra åt yttre slotted nu t (B, Fig.
varning: överdriven åtdragning eller förbelastning kommer att skada lagr
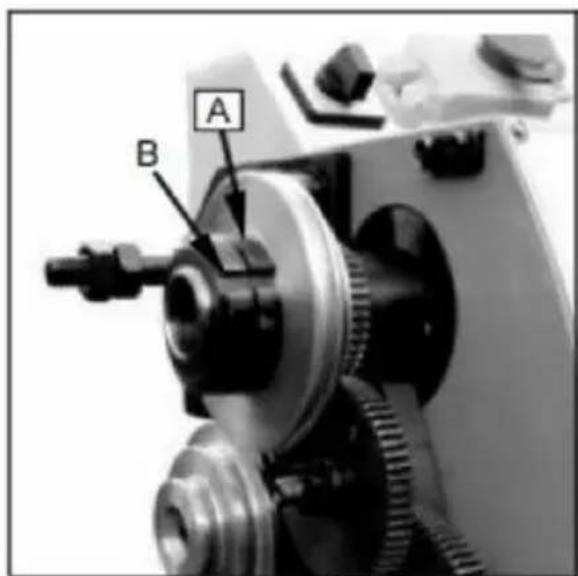
Fig. 32
Korssidan är försedd med en gib-list (c, Fig. 33) och burk justeras nr skruvar (D, Fig.33) försedd med lock nötter. (E, Fig. 33) Lossa lockK och dra åt ställskruvarna tills glid rör sig fritt utan plaY. Spänna lock muttrar att behålla justering.
Den översta sidan är försedd med en gib-list (F, Fig. 3 4) och burk justeras med skruvar (G, Fig. 34) försedd med locK nötter. (H, Fig. 1: Lossa på lock nötter och dra åt ställskruvarna tills glid rör sig fritt upplaY. Spänna lock muttrar att behålla justering.
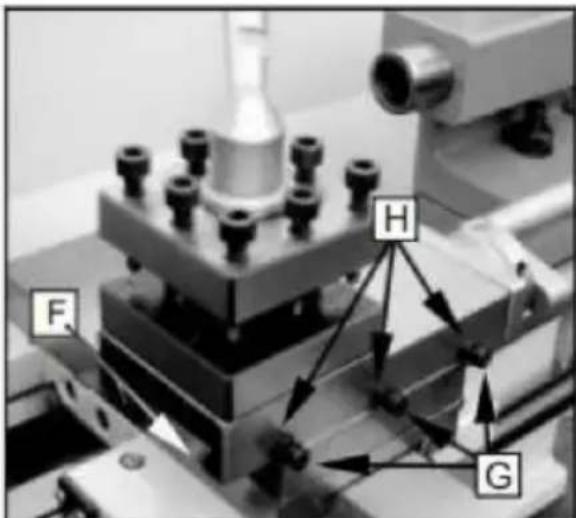
Fig. 34
Justering av Half Mutter Guide
De half muttrarnas ingrepp kan justeras med skruvar (jag, Fig.35) monterad med lock nötter (J, Fig. 35). Lossa muttrarna på den höger sida av förkläde och justera kontrollskruvarna tills båda hälften nötter dig fritt utan PlaY. Dra åt mutter.
Smörj alla sidor lightIY före ALLA använda. Lubric åt byta växel och huvudskruven lätt med fett.
1. transport
Smörja Fyra olja Portar (A, Fig. 36) med 20w maskin o il en gång
2. korsa Glida
Smörj två oljor Hamnar (B, Fig. 36) med 20w maskin oil en gång
Smörj den vänstra oljan Hamn (C Fig. 37) och rätt oil Hamn (D, F med 20w maskinolja en gång dagligen.
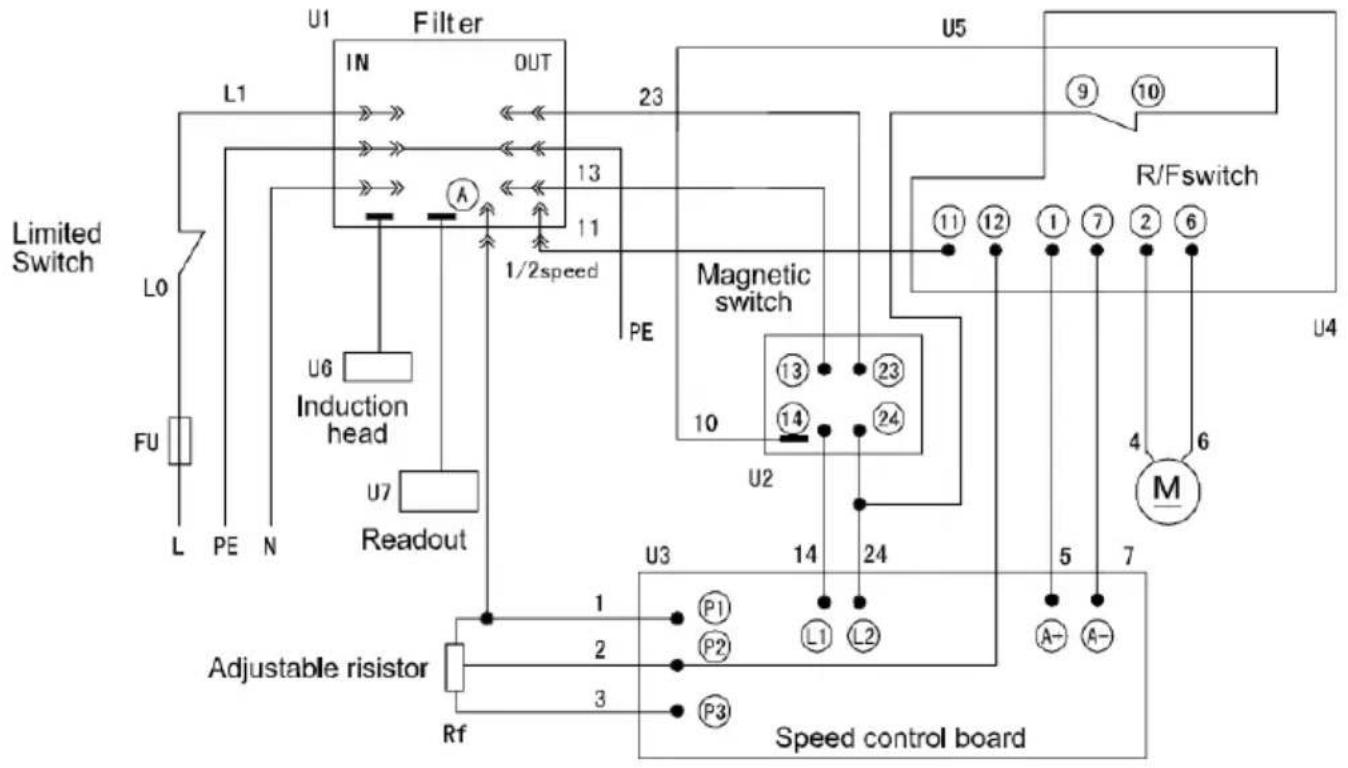
förbindelse av svarv och alla andra elektrisk arbete maj endast vara bärs ut av en auktoriserad elektriker !
Underlåtenhet att följa kan orsaka allvarliga skada och skada till de maskiner och egendom!
wM210v svarv är klassad till 7 50w, 1PH, 220v endast. Bekräfta Driv Tillgänglig på platsen är den samma gradering som de lathe. använde de
kopplingsschema ( Fig. 39 ) för anslutning de lathe till elnätet SUPPIY. Se till att lathen är EGENDOM g rundad .
Följande är kopplingsschemat för svarv: (Fig.39)
flowchart
graph TD
A["Limited Switch"] --> B["L1"]
A --> C["L0"]
A --> D["FU"]
B --> E["Filter"]
C --> E
E --> F["IN"]
F --> G["OUT"]
G --> H["1/2 speed"]
H --> I["Magnetic switch"]
I --> J["13"]
I --> K["14"]
I --> L["23"]
I --> M["24"]
I --> N["U2"]
N --> O["10"]
N --> P["U3"]
P --> Q["Adjustable resistor"]
Q --> R["Rf"]
R --> S["Speed control board"]
T["Magnetic switch"] --> U["11"]
T --> V["12"]
T --> W["1"]
T --> X["7"]
T --> Y["2"]
T --> Z["6"]
T --> AA["M"]
AB["R/Fswitch"] --> AC["9"]
AB --> AD["10"]
AB --> AE["4"]
AB --> AF["6"]
AB --> AG["M"]
AH["1"] --> AI["P1"]
AH --> AJ["P2"]
AH --> AK["L1"]
AH --> AL["L2"]
AH --> AM["A-"]
AH --> AN["A-"]
AH --> AO["P3"]
Fig . 39
MAINTENANCE
behålla underhållet av maskinen också under driften för att garantera noggrannheten och servicen Maskinens livslängd också.
- För att behålla maskinens precision och funktionalitet. det är väsen att behandla det med omsorg. hålla jag städar inte och fett och Sı det regelbundet. bara genom god vård. Du kan vara säker på att arbetskvaliteten av maskinen ska förbli konstant.
ANMÄRKNINGAR: Koppla bort maskinen Koppla från elnätet när som helst du utför städning, underhåll eller reparationsarbete!
olja, fett och rengöringsmedel är föroreningar och får inte vara kassera genom avloppet eller in normalt vägra. Kassera dessa medel i i enlighet med nuvarande legal krav på miljön. Cleaning trasor impregnerade med olja, fett och rengöring ålder nts är lätt
otrolig. Samla städning trasor eller städull i en lämplig stängt fartyg o kassera dem i en miljö ljud sätt - do inte sätta dem med normalt v
-
Smörjning på alla sätt lätt före varje användning. Växlar och huvudskruven måste också vara Lätt Smörjt med gre ase.
-
Under operationen. Spånen som faller på glidytan ska städas i tid. inspektionen ska vara ofta gjord till förhindra chips från att falla i positionen mellan maskinen också jag sadel och På sängguiden. As ska städas vid viss tid.
ANMÄRKNINGAR: Gör inte det ta bort markerna med bara händer. [är a risk för skärsår på grund av skarpa kanter. Använd aldrig brandfarliga lösningsmedel eller rengöringsmedel eller medel som genererar skadliga ångor!
skydda elektriska komponenter, som t.ex motorer, switchar, switch rutor, etc., mot fukt vid rengöring.
-
Efter operationen varje dag. Jag åt alla marker och städa annorlur delar av maskinen verktyg och applikation maskinen för att olja förhindra rostar.
-
För att bibehålla bearbetningsnoggrannheten. Ta hand om dig av centrum. Maskinens yta används för chucken och styrvägen och undvik mekaniska skador och slitage pga felaktig guide.
-
Om skadan hittas. De underhåll ska uld göras omedelbart.
ANMÄRKNINGAR: Reparationsarbete får endast göras genomföras av kvalificerad personal med motsvarande mekaniska och elektriska kunskap.
TROUBLE sHOOTING
| problem | möjlig orsak | Eliminering |
| yta av arbete bit för grovt | Verktyg trubbig | Återvässa verktyg |
| Verktyg fjädrar | klämverktyg med mindre hänga öv | |
| Foder för hög | Minska foder | |
| Radie på de verktyg tips också små | Öka radie | |
| arbetsstycke blir konad | centrerar är inte inriktad (svansst har offset) | Justera svansstock till centrum |
| Den övre rutschkanan är inte väl i (klipper me de bästa glida) | Rikta upp toppen glid bra | |
| Svarv prata | Foder för hög | Minska foder |
| slak i huvudsak lager | Justera de huvud lager | |
| centrum springer varm | arbete bit har utökas | Lossa tail stock center |
| Verktyg har a kort Liv | skärande hastighet för hög | Minska skärande hastighet |
| korsa foder för hög | Lägre korsa foder (efterbehandling ersättning skall inte överstiga 0,5 m m) | |
| Otilräcklig kyl- | Mer kylvätska | |
| Flank bära för hög | spel vinkel för små | Öka släppningsvinkel |
| Verktygsspets inte justeras till centrum hög | rätta höjd justering av verktyg | |
| skärande kant bryter av | kil vinkel också små (värme uppbyggnad) | Öka kilen vinkel |
| Slipning spricka förfallen till fel k | sval enhetligt | |
| Överdriven slacka in de spindella | Justera de slak i de spin lager | |
| Arrangemang (vibrationer) | Arrangemang | |
| skära trådär fel | Verktyg är klämd felaktigt | Justera till centrum |
| skära tråd är | Har börjat slipa på fel sätt | Slipa vinkel korrekt |
| fel | fel tonhöjd | Justera de rätt tonhöjd |
| fel diameter | Vänd verket bit till de rätt diameter | |
| spindeln gör det inte aktivera | Nödstopp växla aktiveras | låsa upp nödsituation stoppbrytare |
Headstock montering
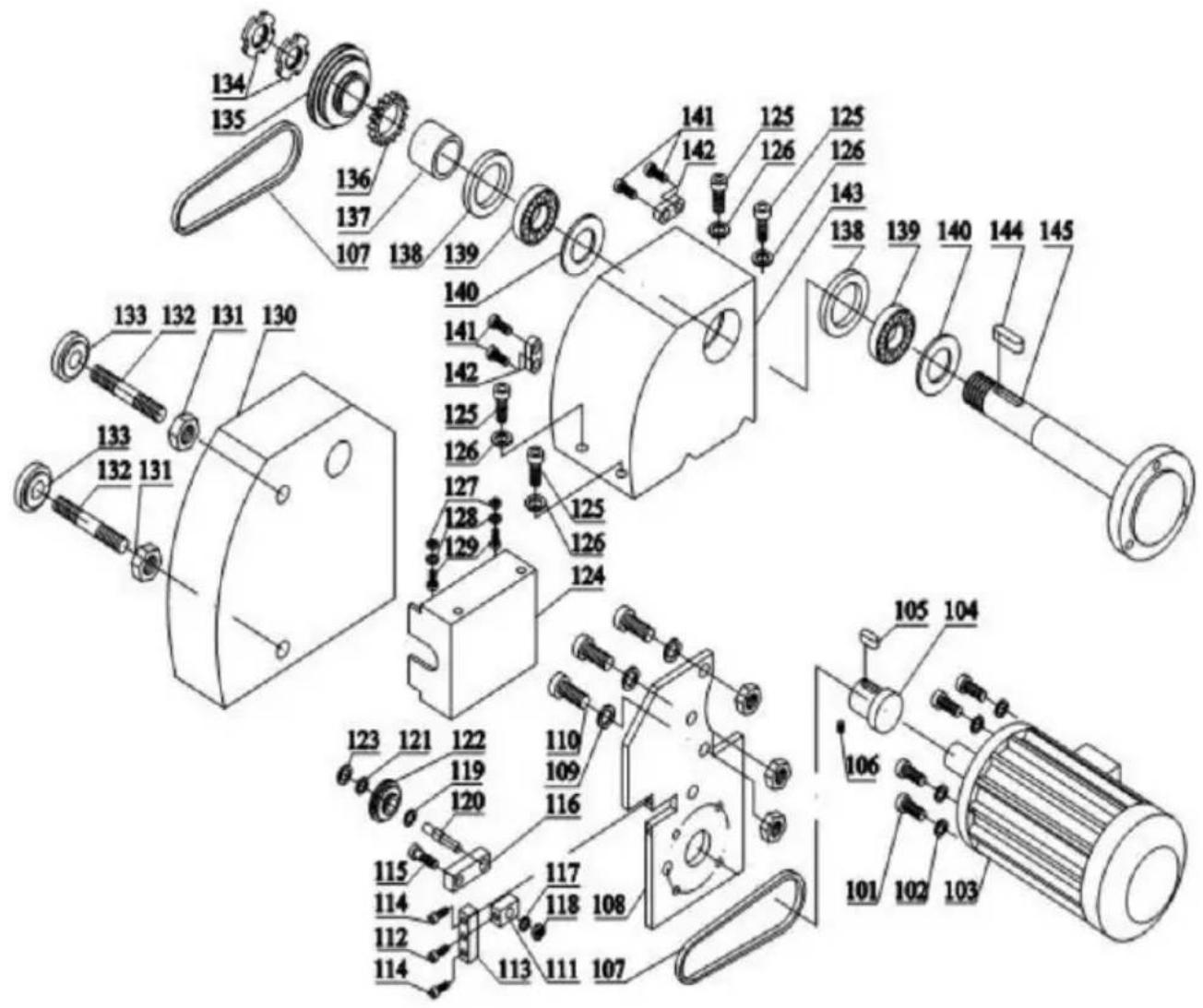
| delar Inga. | Beskrivning | specifikation | Antal | delar Inga. | Beskrivning | specifikation | Antal | |
| 101 | skruva | M5X25 | 4 | 123 | fjädra Ringa | Φ 22XI | jag | |
| 102 | tvättmaskin | 4 | 124 | täcka | jag | |||
| 103 | Dc Motor | 83ZY005A | jag | 125 | skruva | M8X25 | 4 | |
| 104 | Motor Puller | jag | 126 | tvättmaskin | 8 | 4 | ||
| 105 | nyckel | A4X4X20 | jag | 127 | Mutter | M8 | 2 | |
| 106 | skruva | M6X8 | jag | 128 | tvättmaskin | 8 | 2 | |
| 107 | Belt | Gates-5M- 360 | 2 | 129 | skruva | M8 | 2 | |
| 108 | Konsol Plate | jag | 130 | Belt täcka | jag | |||
| 109 | tvättmaskin | 8 | 3 | 131 | Mutter | MI0 | 2 | |
| 110 | skruva | M8X20 | 3 | 132 | Bolt | MI0X80 | 2 | |
| 111 | Block | jag | 133 | Mutter | MI0 | 2 | ||
| 112 | skruva | M6X30 | jag | 134 | Mutter | M27XI | 2 | |
| 113 | Block | jag | 135 | spindle Puller | jag | |||
| 114 | skruva | M6X20 | jag | 136 | Redskap | 40T | jag | |
| 115 | Bolt | jag | 137 | separator | jag | |||
| 116 | Block | jag | 138 | Packning | jag | |||
| 117 | tvättmaskin | jag | 139 | Lager | 30206 | jag | ||
| 118 | Mutter | jag | 140 | Fettskydd | jag | |||
| 119 | fjädra Ringa | Φ 8X0,8 | jag | 141 | skruva | M4XI0 | 2 | |
| 120 | Bolt | jag | 142 | Block | jag | |||
| 121 | Lager | jag | 143 | Headstock | jag | |||
| 122 | Remskiva | jag | 144 | nyckel | A3X3XI5 | jag |
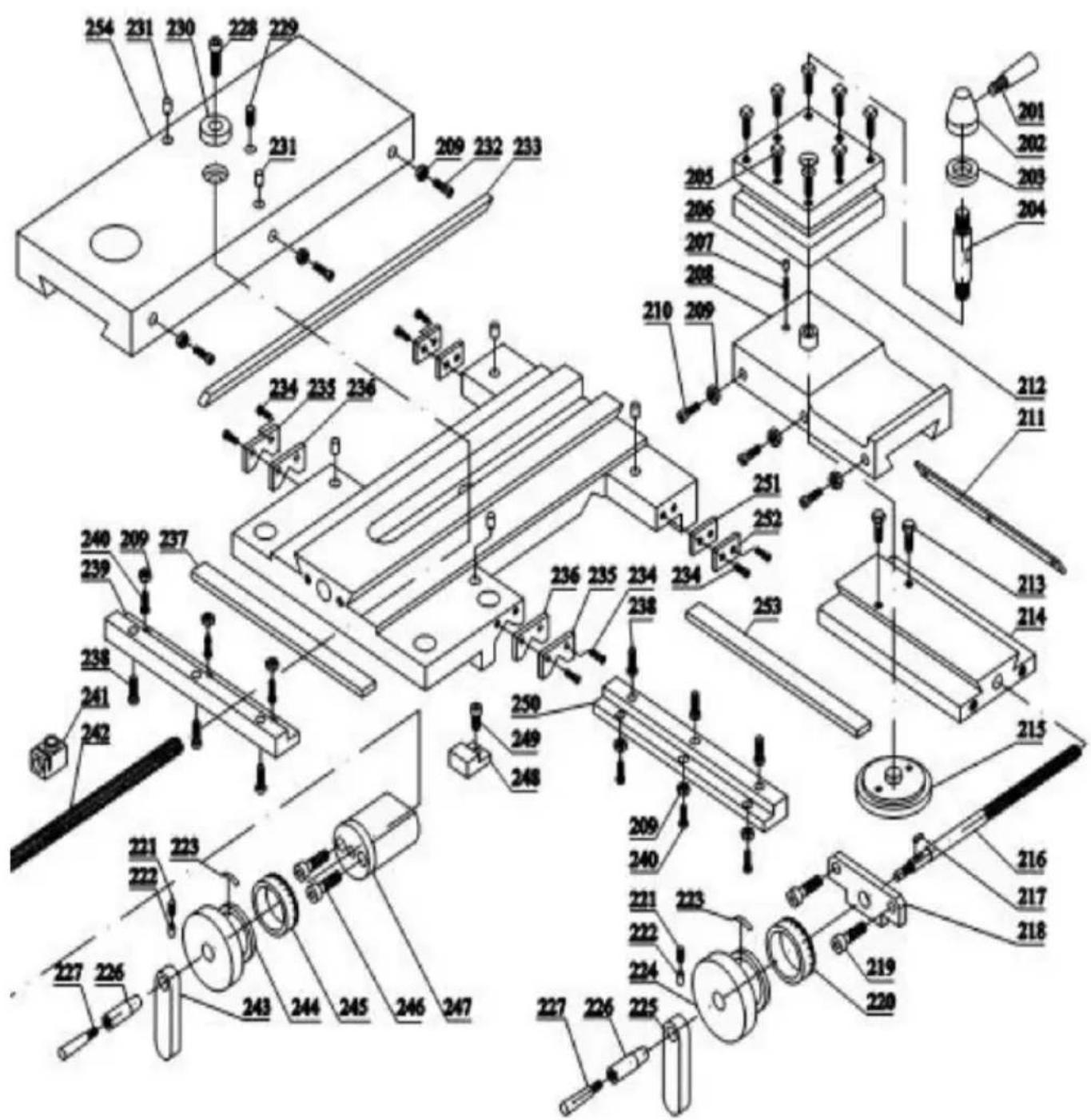
Bästa glida, korsa rutschbana, vagn Montering
Teknisk support och E- garantibevis




