
S-MTM 220 - Poste à souder Stamos - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil S-MTM 220 Stamos au format PDF.

| Type de produit | Poste à souder multifonction MIG/MAG, TIG, MMA |
| Marque | Stamos |
| Modèle | S-MTM 220 |
| Tension d'entrée | 230 V ~ 50 Hz monophasé |
| Plage de courant MIG | 30 - 220 A |
| Plage de courant TIG | 10 - 220 A |
| Plage de courant MMA | 10 - 220 A |
| Tension en circuit ouvert | 59 V |
| Facteur de marche MIG | 60 % à 220 A, 100 % à 170 A |
| Facteur de marche TIG | 60 % à 220 A, 100 % à 170 A |
| Facteur de marche MMA | 60 % à 220 A, 100 % à 170 A |
| Degré d'efficacité | 93 % (technologie MOSFET) |
| Gaz protecteur | Argon (pour TIG) |
| Soudage sans gaz | Possible avec fil fourré (inverser polarité) |
| Classe de protection | IP21 |
| Refroidissement | Ventilateurs |
| Technologie | MOSFET |
| Accessoires fournis | Câble de masse, porte-électrode, torche WIG WP-26 (buses n°5/6/7, pinces 1.6/2.4/3.2 mm, électrode tungstène), tuyau MIG MB15AK (tubes contact 0.8/0.9 mm), masque, marteau à scories, brosse métallique |
| Entretien | Vérifier régulièrement câbles et connexions, nettoyer les ouvertures de ventilation |
| Sécurité | Protection contre surcharges thermiques, voyant de panne/surcharge, nombreuses consignes de sécurité (masque, gants, vêtements, éviter contact humide) |
| Réparabilité | Pièces de rechange disponibles auprès du fabricant |
FOIRE AUX QUESTIONS - S-MTM 220 Stamos
Questions des utilisateurs sur S-MTM 220 Stamos
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice S-MTM 220 - Stamos et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil S-MTM 220 de la marque Stamos.
MODE D'EMPLOI S-MTM 220 Stamos
Les instructions d'emploi doivent être lues en totalité avant le premier usage de l'appareil. Dans le cas où vous auriez des doutes lors du raccord, voire de l'utilisation de l'appareil, veuillez-vous adresser au fabricant.
MIG/MAG
Les postes à souder manuels avec gaz de protection et déroulement automatique du fil permettent de relier diverses parties métalliques en les fusionnant grâce à la chaleur apportée par l'arc électrique. Le soudage s'opère grâce à l'arc électrique qui chauffe au point de contact entre le métal à souder et le bout de la torche, par lequel le fil métallique se déverse automatiquement. Le fil métallique correspond au matériau d'apport (consommable) pour souder les différents métaux. Un courant de soudage plus élevé permet de souder une tôle plus épaisse. Nous déclinons toutes responsabilités en cas de dommages liés au non-respect de ces indications.
SOUDAGE AU TUNGSTÈNE ET AU GAZ INNERTE (TIG, ANG: WIG)
Le soudage au tungstène et au gaz inerte (soudage TIG) vient des USA en 1936 où il est alors connu sous le nom de soudure Argonarc. Ce n'est qu'après la 2ème guerre mondiale qu'il a été introduit en Allemagne. Dans les pays anglophones, la procédure TIG s'appelle „Tungsten" pour tungstène. La procédure se distingue des autres procédures de soudage par fusion par une série d'avantages intéressants. Il est par exemple universellement applicable : lorsqu'une matière métallique est effectivement adaptée aux procédés de soudage, on peut appliquer ce procédé. D'autre part, c'est un procédé très „propre" qui produit peu de projections et peu de polluants. S'il est correctement effectué, ce procédé garantit des soudures fiables et de grande qualité. Un avantage particulier du soudage TIG est aussi qu'ici, par rapport à d'autres procédés qui travaillent avec une électrode qui fond, l'addition du métal d'apport et l'apport électrique sont découplés.
Par conséquent, le soudeur peut adapter son électricité: • de manière optimale pour le soudage à réaliser
- Gérer la quantité de l'apport de métal. Ainsi, ce procédé est particulièrement adapté pour les soudures d'amorçage et pour les soudures en
- situation contraignante. Des situations contraignantes pour le soudage comme une émission de chaleur trop importante (pour une petite pièce), certaines circonstances non-appropriées ou alors une pièce à travailler non-manoeuvrable.
- Les avantages cités contribuent au fait que ce procédé convient particulièrement pour tous soudages dans le domaine aéronautique, nucléaire et pour la construction d'appareils et installations chimiques.
MMA
Le soudage à l'arc(MMA) est un des plus vieux procédés de soudage électrique pour des matières métalliques qui soit encore utilisé aujourd'hui.
FR
FR
Nikolai Gawrilowitsch Slawjanow a remplacé en 1891 les électrodes de charbon utilisées jusqu'alors par des électrodes de métal, qui permettent en même temps de produire l'arc et de fournir le métal d'apport. Puisque les premières électrodes en baguette n'étaient pas enveloppées, le poste de soudage n'était pas protégé de l'oxydation. Par conséquent, l'utilisation de ces électrodes ne permettait pas de souder facilement. L'arc électrique qui brûle entre une électrode et l'objet, est utilisé comme source de chaleur afin de souder. Du fait de la température élevée de l'arc, la matière est fondue L'électrode en baguette comme matière d'additif fond en même temps et forme une chenille de soudure. Le courant continu ou le courant alternatif peuvent être utilisés. Les électrodes sont utilisées comme matière d'additif pour le soudage à l'arc. Pour chaque type de soudage différent, il existe des électrodes différentes. Pour le lien de soudure sur l'appareil, il faut utiliser une électrode appropriée, ce qui est indiqué sur l'emballage des électrodes. L'enveloppe de l'électrode libère des gaz, permettant une stabilisation de l'arc et une transition de matière solide à liquide. Ceci permet de limiter le développement de scories. Celle-ci est plus légère que l'acier liquide et est éjectée lors la soudure. Ceci provoque un refroidissement lent et de plus faibles tensions de retrait. Par un bombardement d'électron, l'anode (pôle positif) se chauffe et des ions de métal positifs coulent plus facilement vers l'objet à usiner. Par conséquent, on utilise généralement des électrodes consommables comme anodes et non de la matière à pôle négatif. Avec le procédé WIG, l'électrode est polarisée toutefois négativement, pour obtenir une érosion faible. Le soudage à l'arc peut être utilisé pour de gros ouvrages (structures de pont), mais également pour la mécanique de précision. C'est pourquoi : Plus mince est le matériel, plus coûteux est l'équipement, puisque les faibles ampérages (afin de ne pas griller des matériaux sous 1 mm d'épaisseur) exigent un réglage clairement plus coûteux.
FACTEUR DE MARCHE
La performance de l'appareil se calcule en fonction du „facteur de marche" (FM%) de l'appareil. Cela représente la relation entre le temps de fonctionnement et le temps de refroidissement de l'appareil, exprimée en %. Ce facteur peut être différent concernant deux mêmes machines en fonction de sa capacité de charge, c.à.d. en fonction de son courant de soudage de sortie. Il indique le temps d'utilisation maximal de l'appareil dans un intervalle de 10 minutes. Par exemple, pendant une opération de soudage / découpage, si l'appareil possède un facteur de marche de 60 %, il pourra souder en continu pendant 6 minutes. S'en suit une phase de repos pour que les composants internes du poste puissent refroidir. Une fois le cycle de protection de surcharge thermique terminé, le poste peut être allumé de nouveau.
INSTALLATION DE L'APPAREIL
- L'installation et l'entretien de l'appareil doivent être effectués selon les normes locales en matière de sécurité.
- Il est impératif de contrôler l'usure des câbles, des raccords et de la prise d'alimentation ! S'ils sont endommagés, ils doivent être remplacés. Réalisez un entretien régulier de l'installation. N'utilisez que des câbles fournis pour la coupe transversale.
- Connectez votre câble de masse aussi près que possible de votre emplacement de travail.
- Dans un environnement humide, vous devriez éviter absolument l'utilisation de l'appareil.
- Assurez-vous que votre zone de travail soit sèche, afin de garantir la protection de votre poste à souder.
Étant donné que le processus de soudage provoque d'intenses rayons lumineux et thermiques, il est obligatoire d'avoir pris des dispositions de sécurité et de protection tant pour l'utilisateur que pour les autres personnes présentes.
Ne vous exposez jamais, ni d'autres personnes sans protection aux conséquences de l'arc ou du métal rouge. Veillez à ce que les vapeurs de fumée soient aspirées et que l'espace de soudage soit bien aéré.
DANGER D'INCENDIE ET DE BRULURE
Les scories incandescentes ou les flux d'étincelles peuvent provoquer des incendies. Le feu et les explosions représentent d'autres dangers. Le respect des consignes de sécurité suivantes peut prévenir certains accidents:
- Éloignez du lieu de travail les matériaux comme le bois, les peintures, solvants, l'essence, le kérosène, le gaz naturel, l'acétylène, le propane et autres matériaux inflammables afin de les protéger des étincelles.
FR
- Comme moyen de combattre tout départ d'incendie, ayez toujours à disposition et à portée de main un extincteur ou un autre moyen adapté.
- Ne pas souder ou découper des récipients ou tuyaux fermés.
- Ne pas souder ou découper de récipient ou tuyaux qui, même ouverts, contiennent ou ont contenu des substances explosives qui pourraient exploser ou entraîner d'autres réactions dangereuses au contact d'étincelles ou de chaleur.
MESURES EN CAS D'URGENCE
En cas de blessure, réalisez vous-même les premiers soins d'urgences et demandez aussi vite que possible une assistance médicale qualifiée. Protégez la personne blessée de toute blessure supplémentaire et tranquillisez-la.
SÉCURITÉ DE L'APPAREIL
Le produit est conforme aux normes en vigueur de la Communauté Européenne.
| Interdictions Feu ouvert | Forte lumière fumer |
| Avertissements tensions électriques dangereuses danger de trébuchement Gaz nocifs et dangereux surfaces chaudes | |
| Devoirs Chaussures de protection Vêtements de protection gants de soudage Casque de soudage Avant utilisation, lisez bien la notice | |
PROTECTION DE L'ENVIRONNEMENT
Eliminer les déchets d'emballage de façon appropriée. Les déchets cartons sont à envoyer vers des filières de recyclage adaptées. Les appareils électriques ou électroniques défectueux doivent être jetés dans une déchetterie adaptée.
UTILISATION CONFORME DE L'APPAREIL
Poste à souder à gaz protecteur destiné à relier thermiquement divers fers et métaux par combustion avec apport de consommable. Le fabricant décline toute responsabilité en cas de non-respect des consignes générales de sécurité ainsi que de celles présentes dans ce manuel.
FR
| Danger Description Mesure préventive | ||
| Perforation / Piqûre Attent | on à vos mains avec le déroulement du fil. | Porter des gants protecteurs et tenir ses mains à l'écart du départ de fil. |
| Arroser la scorie Des perles | as arrosantes peuvent conduire à des combustions | Porter des vêtements de protection et un masque de soudage |
| Choc électrique Le contact | électrique direct avec des mains humides peut conduire à une électrocution. | Évitez le contact avec des mains humides et veillez à bien faire la connexion à la terre. |
| Brûlures/gelures | La manipulation de la buse et de la pièce usinée peut conduire à des brûlures | • Laisser refroidir la pièce usinée après l'opération de soudage. |
| Rayonnement / Arc électrique | L'arc de soudure produit des rayonnements ultravi- olets et infrarouges | Porter un masque de soudure, des vêtements et gants de protection |
| Gaz de soudage | Le contact ainsi que l'inhalation des gaz de soudage peut être nocif. | Travaillez avec une installation d'aspiration ou dans une pièce bien aérée afin d'éviter l'inhalation de gaz |
| Trébuchements/chutes/ glissades | Des câbles et autres objets peuvent entraîner des trébuchements | Veillez à ce que votre environnement de travail soit ordonné et propre. |
RECOMMANDATIONS POUR L'UTILISATEUR
L'utilisateur doit lire attentivement les instructions d'emploi avant d'utiliser l'appareil.
QUALIFICATION: Hormis des indications détaillées d'une personne compétente en la matière, l'utilisation de l'appareil ne nécessite aucune qualification particulière.
AGE MINIMUM REQUIS: L'appareil peut être utilisé exclusivement par des personnes ayant plus de 18 ans révolus. Une exception est possible s'il s'agit d'un jeune en formation devant utiliser l'appareil dans le cadre de sa formation sous la surveillance d'un formateur.
FORMATION: L'utilisation de l'appareil requiert seulement une instruction par une personne compétente. Une formation spéciale n'est pas obligatoire.
FR
FR
AVANT LA PREMIÈRE UTILISATION
Vérification après réception de la marchandise
Lors de la réception, veuillez examiner s'il vous plaît la marchandise et l'emballage et ouvrez ceux-ci. Si l'emballage montre des dégâts, veuillez en informer dans les 3 jours la société de transport et la société de vente, en documentant aussi bien que possible les dégâts constatés. Ne retournez pas l'emballage! Si le paquet doit être transporté, faites attention à ce qu'il soit stable et tenu à l'horizontale.
Traitement des déchets
Veuillez garder l'emballage de l'appareil (carton, plastique, polystyrène) afin de pouvoir le renvoyer dans les meilleures conditions en cas de besoin.
Transport et stockage
L'appareil doit être utilisé et stocké sur une surface de travail plane. Veuillez respecter les symboles sur l'emballage! Assurez-vous que la bouteille de gaz est bien attachée et fermée.
Installation de l'appareil
L'installation de l'appareil doit être effectuée en respectant les indications suivantes:
- L'utilisateur doit avoir un libre accès aux éléments de commande et aux raccordements de l'appareil.
- L'appareil ne doit pas être installé dans un endroit confiné. Il est très important que le poste de soudure soit suffisamment aéré. Le poste ne doit pas être placé dans des endroits poussièreux ou sales, dans lesquels de la poussière ou autres résidus pourraient être aspirés dans l'appareil.
- L'appareil (câbles inclus) ne doit pas constituer un obstacle dans le passage, ni gêner le travail d'autres personnes.
- Le poste de soudure doit être exclusivement utilisé sur une surface plane et avec une bouteille de gaz certifiée.
ACCESSOIRES
Câble de masse Porte-électrode
Torche WIG WP-26 Incluant :
Pince de serrage : 1.6 mm / 2.4 mm / 3.2 mm.
Buses en céramique n°5, n°6, n°7.
Boîtier de douilles de serrage
Électrode de tungstène.
Tuyaux MIG : MB15AK inclus: Tubes
de contact 0.8 mm, 0.9 mm.
Conduite de gaz, masque, marteau
de scorie, brosse métallique.
APERÇU

CERTIFICATS = ce poste à souder a été produit dans le strict respect des normes et règles européennes et est ainsi certifié CE et RoHS conforme.
Certifié CE et est conforme aux règles RoHS. L'appareil est certifié CE et conforme à la directive RoHS. Une longue durabilité et une qualité maximum de l'appareil sont ainsi garanties.

Cet inverseur est équipé de la technologie MOS-FET (transistor à effet de champ à grille métal-oxyde).
Cette technologie assure un rendement maximal. Performances à atteindre Les performances de l'appareil sur- passent largement la quantité d'électricité utilisée. Avec pour résultat un degré d'efficacité de 93 % ! Le courant est toujours tenu constant et garantit une soudure parfaite. La technologie MOSFET permet d'avoir un appareil compact et léger.

COURANT NORMAL = L'appareil fonctionne avec une prise monophasée (230V +/- 10%).
GAZ PROTECTEUR = L'utilisation d'un gaz protecteur est nécessaire pour le soudage TIG (par ex. l'argon)
VENTILATEURS = Les ventilateurs ultra-performants garantissent un refroidissement optimal de l'appareil pendant son utilisation.

FR
FR

| No. | Description |
| 1. | Bouton Marche / Arrêt (derrière l'appareil) |
| 2. | Surcharge / Panne |
| 3. | Indicateur de procédé de soudage (MMA, TIG, MIG) |
| 4. | Tension de soudage (V) |
| 5. | Courant de soudage (A) |
| 6. | Sélecteur du procédé de soudage (MMA, TIG, MIG) |
| 7. | Sélecteur de mode Torche de soudage MIG / Pistolet à bobine |
| 8. | Régulateur du courant de soudage (Tension) - Seulement pour le mode MIG |
| 9. | Régulateur du courant de soudage (puissance) pour les modes TIG et MMA. Configuration du MIG avec bobine. |
| 10. | Régulateur de l'inductance - seulement dans le mode MIG |
| 11. | Prise (Norme EURO) pour le raccord de la torche |
| 12. | Sortie de gaz intégrée - Pour le raccord de la torche TIG (polarité "-") |
| 13. | Raccord (-) |
| 14. | Raccord pour torche TIG / Pistolet à bobine |
| 15. | Raccord (+) |
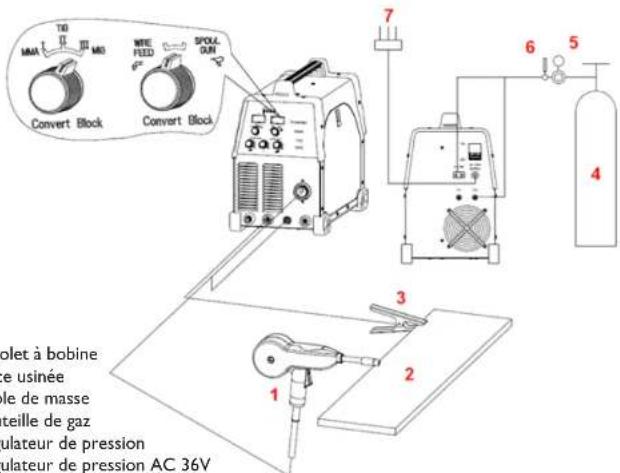
Plan de raccordement MIG/
MAG :

I. Torche de soudage
2 Pièce usinée
3. Câble de masse
4. Bouteille de gaz
5. Régulateur de pression de CO2
6. Régulateur de pression AC 36V
7. Câbles électriques
FR
FR
L'appareil peut être utilisé avec du gaz et un fil massif, mais aussi sans gaz et avec du fil fourré. Le débit de fil est réglable en continu. Pour autant. Si vous voulez utiliser du fil fourré avec le S-MTM 220, les pôles doivent être échangés conformément à l'illustration.

MIG/MAG AVEC PISTOLET À BOBINE:
5253
WIG:

I. Torche TIG
2 Pièce usinée
3. Câble de masse
4. Bouteille de gaz
5. Régulateur de pression
6. Câble d'alimentation
MMA:

I. Porte-électrode
2 Pièce usinée
3. Câble de masse
4. Câble d'alimentation
| Modèle S-MTM 220 | ||
| Tension d'entrée 230V | ||
| Pertes à vide (W) 50W | ||
| Degré d'efficacité 0.8 | ||
| Facteur de puissance 0.73 | ||
| Tension en circuit ouvert 59V | ||
| MIG Intensité du courant d'entrée 31.5 | ||
| Plage de tension 14-25 | ||
| Plage d'alimentation électrique 30-220 | ||
| Facteur de marche FM 60% | ||
| Facteur de marche à 100% 170 | ||
| WIG | Intensité du courant d'entrée 23.7 | |
| Plage d'alimentation électrique 10-220 | ||
| Facteur de marche FM 60% | ||
| Facteur de marche à 100% 170 | ||
| MMA | Intensité du courant d'entrée 36.3 | |
| Plage d'alimentation électrique 10-220 | ||
| Facteur de marche FM 60% | ||
| Facteur de marche à 100% 170 | ||
| Classe de protection du capot | IP21 | |
| Refroidissement | Ventilateurs | |
PROCÉDÉS DE TRAVAIL
Soudure à l'arc à l'argon
Nettoyage avant le processus de soudage
Les électrodes de tungstène argon réagissent très sensiblement- sur les surfaces travaillées. Pour cette raison, vous devez nettoyer ou éloigner tous les débris et résidus dûs aux couches de couleurs, surfaces lubrifiés ou munis d'un film plastique, et ce, avant toute opération de soudage.
Soudure à l'arc en courant continu à l'argon (courant continu TIG)
Raccordez le tuyau d'arrivée de gaz à l'entrée de gaz du poste à souder-. Connectez le tuyau d'arrivée de gaz au pistolet de soudage- à l'argon. Connectez également le collier de masse de la sortie (+) du poste de soudure. Attachez la fiche de la torche au connecteur d'arrivée de l'argon.
Essai / test du gaz: Assurez-vous que le câble d'alimentation soit correctement installé, et enclenchez l'alimentation, ouvrez le régulateur de la bouteille d'argon et actionnez l'interrupteur du débitmètre. Maintenez la torche actionnée en choisissant la puissance du flux d'argon appropriée. Libérez le commutateur de pistolet et le gaz s'échappera automatiquement après quelques secondes. Si une haute fréquence est utilisée, l'électrode tungstène devra être éloignée de 2-3 mm. Lorsque la pression sur la gâchette est relâchée, la puissance du courant de soudage diminue et l'arc disparaît immédiatement. Ne reposez pas la torche avant que l'arc n'ait complètement disparu. Laissez refroidir le gaz de sécurité, de sorte que la soudure ne s'oxyde pas. Si le processus de soudage est terminé, fermez la bouteille d'argon et coupez l'alimentation électrique du poste de soudure. Ne débranchez pas le câble si l'appareil est en marche et si l'interrupteur est actionné (On).
Soudage manuel avec électrode
Reliez le câble de soudage manuel (E-Hand) au pôle négatif (-).
Placez le régulateur d'ampérage au niveau de soudure adéquat (Courant d'impulsion sur la position minimale). Choisissez la formule : I=40d, d étant le diamètre de l'électrode.
Branchez le poste à souder sur le secteur, appuyez sur l'interrupteur pour allumer le poste. Le voyant de contrôle s'allume pour indiquer que le poste est relié à l'alimentation.
Surveillez l'intensité relative du courant de soudage et la durée d'allumage de l'appareil. La surcharge peut causer des dommages et doit être évitée.
Après utilisation du poste, laissez-le refroidir avant de l'éteindre (système de refroidissement) et de le mettre hors circuit.
Procédure
Veuillez Suivre l'ordre d'assemblage des éléments dans la séquence représentée. Tenez compte également de la disposition correcte des éléments conformément aux illustrations. L'appareil n'est pas encore prêt. Ouvrez le flux de gaz sur une pression de 5-7 l/min. Protéger le dégagement de gaz avant des souffles. En outre, ce qui suit doit être considéré :
Les premiers niveaux de puissance du régulateur de courant servent à souder les tôles fines tandis que les niveaux supérieurs sont destinés à souder les parois plus épaisses et plus robustes. À chaque fois que vous tournez le bouton rotatif pour modifier la puissance de courant, il faut également régler la vitesse de débit du fil métallique. Augmenter la vitesse de débit du fil. En revanche, si vous pensez que le fil fait pression sur les tuyaux de soudage, il faudra alors réduire la vitesse du débit. Toujours utiliser une pince pour manipuler les pièces d'ouvrages chaudes et pour retirer les croûtes qui apparaissent une fois le soudage terminé étant donné qu'elles sont brûlantes. Dès que l'arc électrique est allumé, tenir les tuyaux de soudage inclinés à la verticale d'au moins 30°.
Contrôles hebdomadaires
Vérifiez que la ventilation fonctionne correctement.
IT
IT
ISTRUZIONI PER L'USO
NORME DI SICUREZZA GENERALI





- MIG/MAG
- SOUDAGE AU TUNGSTÈNE ET AU GAZ INNERTE (TIG, ANG: WIG)
- MMA
- FR
- FACTEUR DE MARCHE
- INSTALLATION DE L'APPAREIL
- DANGER D'INCENDIE ET DE BRULURE
- MESURES EN CAS D'URGENCE
- SÉCURITÉ DE L'APPAREIL
- PROTECTION DE L'ENVIRONNEMENT
- UTILISATION CONFORME DE L'APPAREIL
- RECOMMANDATIONS POUR L'UTILISATEUR
- AVANT LA PREMIÈRE UTILISATION
- VÉRIFICATION APRÈS RÉCEPTION DE LA MARCHANDISE
- TRAITEMENT DES DÉCHETS
- TRANSPORT ET STOCKAGE
- ACCESSOIRES
- APERÇU
- PROCÉDÉS DE TRAVAIL
- SOUDURE À L'ARC À L'ARGON
- SOUDURE À L'ARC EN COURANT CONTINU À L'ARGON (COURANT CONTINU TIG)
- SOUDAGE MANUEL AVEC ÉLECTRODE
- PROCÉDURE
- CONTRÔLES HEBDOMADAIRES
- NORME DI SICUREZZA GENERALI
Marque : Stamos
Modèle : S-MTM 220
Catégorie : Poste à souder