
S-MTM 220 - Svářecí stroj Stamos - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma S-MTM 220 Stamos ve formátu PDF.

| Typ produktu | Multifunkční svářečka MIG/MAG, TIG, MMA |
| Značka | Stamos |
| Model | S-MTM 220 |
| Vstupní napětí | 230 V ~ 50 Hz jednofázové |
| Rozsah proudu MIG | 30 - 220 A |
| Rozsah proudu TIG | 10 - 220 A |
| Rozsah proudu MMA | 10 - 220 A |
| Napětí naprázdno | 59 V |
| Pracovní cyklus MIG | 60 % při 220 A, 100 % při 170 A |
| Pracovní cyklus TIG | 60 % při 220 A, 100 % při 170 A |
| Pracovní cyklus MMA | 60 % při 220 A, 100 % při 170 A |
| Účinnost | 93 % (technologie MOSFET) |
| Ochranný plyn | Argon (pro TIG) |
| Svařování bez plynu | Možné s plněným drátem (přepólování) |
| Stupeň krytí | IP21 |
| Chlazení | Ventilátory |
| Technologie | MOSFET |
| Dodávané příslušenství | Zemnící kabel, držák elektrody, WIG hořák WP-26 (trysky č. 5/6/7, kleštiny 1,6/2,4/3,2 mm, wolframová elektroda), MIG hadice MB15AK (kontaktní trubky 0,8/0,9 mm), kukla, kladivo na strusku, kovový kartáč |
| Údržba | Pravidelně kontrolujte kabely a spoje, čistěte ventilační otvory |
| Bezpečnost | Ochrana proti tepelnému přetížení, kontrolka poruchy/přetížení, mnoho bezpečnostních pokynů (kukla, rukavice, oděv, vyhýbejte se vlhkému kontaktu) |
| Opravitelnost | Náhradní díly dostupné u výrobce |
Často kladené otázky - S-MTM 220 Stamos
Dotazy uživatelů ohledně S-MTM 220 Stamos
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod S-MTM 220 - Stamos a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. S-MTM 220 značky Stamos.
NÁVOD K OBSLUZE S-MTM 220 Stamos
Před spuštěním zařízení si přečtěte celý návod k použití. Pokud během připojování nebo během provozu zařízení vzniknou pochybnosti o jeho provozu a obsluze, kontaktujte výrobce.
MIG/MAG
Svářečka pro ruční svařování v ochranné plynové atmosféře s automatickým podavačem drátu umožňuje spojování kovových částí v průběhu procesu tavení spojovaných materiálů pomocí tavidla. Tavení je způsobené elektrickým obloukem, který se vytváří mezi svařovaným materiálem a drátem přiváděným nepřetržítě z konce hořáku. Drát je tavidlo, které spojuje svařované prvky. Vyšší svařovací proud umožňuje svařování tlustějších plechů. Záruka se nevztahuje na škody způsobené nedodržením pokynů uvedených v této příručce.
SVAŘOVÁNÍ WOLFRAMOVOU ELEKTRODOU V OCHRANNÉ ATMOSFÉŘE INERTNÍHO PLYNU (WIG, Z ANGL. TIG)
Svařování wolframovou elektrodou (metoda WIG) pochází z USA a začalo být široce používáno v roce 1936 pod názvem svařování Argonarc. V Německu bylo zavedeno až po druhé světové válce. V anglicky mluvicích zemích se tato metoda nazývá TIG (z anglického slova „Tungsten“ – wolfram). Oproti jiným metodám má tato metoda mnoho výhod. Jednou z nich je univerzálnost jejího použití: pokud je materiál vhodný pro svařování tavením, může být svařován tímto způsobem. Jde taky o velmi „čistý” proces svařování, který nezpůsobuje rozstřiky, produkuje jen málo jedovatých látek a při správném použití zaručuje vysokou kvalitu svařovaného spoje. Zvláštní výhodou WIG svařování ve srovnání s jinými metodami využivajícími tavnou elektrodu je to, že proud a pojivo byly odděleny. Svářeč může zvolit optimální proud a dodávat tolik pojiva, kolik je v daném případě nutné.
Další výhody této metody jsou:
- metoda je obzvlástě vhodná pro svařování okrajů/hran spojů a spojů špatně přístupných. Umožňuje optimální přizpůsobení parametrů svařovacího procesu a dodání správného množství tavidla.
- malé množství dodaného tepla na malou plochu snižuje tendenci k deformaci svařovaných částí.
- tato metoda je vhodná pro leteckou techniku, kosmické zařízení, jaderné technologie, chemické zařízení i další oblasti.
MMA
Ruční obloukové svařování (zkráceně nazývané MMA), je nejstarší metodou elektrického svařování kovových materiálů, která se dodnes používá. Nikolaj Gavrilovič Slavjanov nahradil v roce 1891 uhlíkové elektrody, do té doby používané při svařování elektrickým obloukem, elektrodami kovovými. Tyto způsobovaly vytváření elektrického oblouku a zároveň poskytovaly pojivo. Protože první elektrody tohoto typu neměly žádný potah, nebyl svar chráněn před oxidací.
Tyto elektrody byly taky těžko tavitelné. Elektrický oblouk, který vzniká mezi elektrodou a svařovaným předmětem, se používá jako zdroj tepelné energie potřebné pro svařování. Vysoká teplota elektrického oblouku způsobí, že se materiál v místě spojení roztaví. Současně se roztaví i elektroda a tím poskytne pojivo, čímž vytvoří svar. Pro vytvoření elektrického oblouku lze použít stejnosměrný nebo střídavý proud. Jako pojivo se používají tyčové elektrody. Každý typ svařování vyžaduje použití vhodných elektrod, např. pro svařovaní spojů nebo tvrzení povrchů. Informace o typu, vlastnostech a použití elektrody jsou uvedeny na obalu zkratkou typu elektrody. Potah elektrody během tavení uvolňuje plyny, které kromě stabilizace elektrického oblouku chrání tekutý kov před účinky okolního vzduchu a snižují hoření legujících prvků. Kromě toho tavící se povlak vytváří strusku, která je lehčí než tekutý kov a vyplouvá na povrch spoje. Tím se zpomaluje ochlazování svaru a snižuje se tak napětí vznlkající při smršťování materiálu. Působením toku elektronů se anoda (kladný pól) zahřívá silněji a kladné kovové ionty proudí směrem ke svařovanému materiálu. To je důvod, proč se tavné elektrody používají nejčastějí jako anoda a svařovaný materiál jako záporný pól. Elektrické obloukové svařování se používá na výškových stavbách, při spojování nosných prvků mostů a v přesné mechanice. Důležité je, že čím je materiál tenčí, tím dražší je svařovací zařízení, protože jsou zapotřebí nižší proudy (aby nedošlo ke propalování materiálu o tloušťce stěny menší než 1 mm), a to vyžaduje nákladnější řešení regulace.
VÝKONOVÁ VYUŽITELNOST
Výkon zařízení se udává v souladu s technickými parametry jako „zatěžovatel“ (ED%), tj. poměr mezi časem svařování a dobou chlazení. Pro stejné zařízení se tento faktor mění v závislosti na podmínkách zařízení, tj. v závislosti na dodávaném svařovacím proudu. Udává, jak dlouho může zařízení pracovat při daném proudu a zařízení a pro jeho výpočet se používá desetiminutový pracovní cyklus. Například pro ED 60% může zařízení nepřetržitě pracovat po dobu 6 minut plným svařovacím proudem, poté přejde na 4 minuty do klldové fáze, protože se vnitřní součásti musí ochladit. Jestlíže by se doba 6 minut svařování překročila, pojistka proti přehřáti svařování přeruší. Používání svařovacích zařízení a provádění svařovacích prací představují hrozbu pro obsluhu a třetí strany. Z tohoto důvodu je provozovatel zařízení povinen přečíst si návod k obsluze a dodržovat bezpečnostní pokyny. Vždy je třeba mít na zřeteli, že opatrný a dobře vyškolený operátor, který striktně dodržuje bezpečnostní pokyny, je nejlepší zárukou bezpečnosti. Před připojením, používáním a přepravou zařízení si přečtěte pokyny v této příručce a postupujte podle nich. Před připojením, používáním a přepravou zařízení si přečtěte pokyny v této příručce a řiďte se nimi.
CZ
CZ
INSTALACE ZAŘÍZENÍ
- Instalace a provoz zařízení musí být v souladu s místními předpisy a hygienickými a bezpečnostními pokyny.
- Pečlivě kontrolujte opotrebení kabelů, spojovacích spojek a zástrček; pokud jsou poškozeny, musí být vyměněny. Pravidelně provádějte servisní údržbu svářečky. Používejte pouze kabely se správným průřezem.
- Uzemňovací kabel by měl být připojen co nejbliže pracovišti.
- Zařízení se nesmí za žádných okolností používat ve vlhkém prostředí.
- Ujlstěte se, že oblast svařování je suchá a všechny předměty, včetně svářečky, jsou na místě svařování.
BEZPEČNOST OBSLUHY A DALŠÍCH OSOB
Vzhledem k tomu, že během svařování dochází k uvolňování tepelné energie a světelného záření, musí být obsluha a další osoby vybaveny vhodnýml osobníml ochrannými prostředky.
Obsluha a další osoby nesmí být bez příslušných ochranných prostředků v přímém kontaktu s elektrickým obloukem nebo s proudem ze svářečky. Dbejte na řádné větrání svařovacího stanoviště a odsávání plynů vzniklých při svařování.
NEBEZPEČÍ POPÁLENÍ A POŽÁRU
Rozžhavený svar, struska a jiskry vzniklé při svařovacím procesu mohou způsobit požár. Požár nebo výbuch představují vážné nebezpečí. Výše uvedeným hrozbám můžete zabránít dodržováním následujících pokynů:
- Hořlavé materiály, jako je dřevo, štěpka, láky, rozpouštědla, benzín, acetylen, propan nebo jiné hořlavé látky, nesmějí být v bezprostřední blízkosti svařovacího stanoviště. Tyto materiály musí být ze svařovacího stanoviště odstraněny nebo musí být chráněny proti jiskrám.
- Místo práce musí být zajištěno hasicím prostředkem, které musí být v blízkosti svařovacího stanoviště.
- Nesvařujte ani neohřívejte uzavřené nádrže nebo potrubí.
- Nesvařujte ani otevřené nádrže nebo potrubí, které obsahují nebo obsahovaly materiály, které by při vystavení teplu nebo vlhkosti mohly explodovat nebo způsobit jiné nebezpečné reakce.
JAK POSTUPOVAT V PŘÍPADĚ NOUZE
V případě nouze musí být poskytnuta první pomoc a musí být přivolán lékař. Postižená osoba by měla být umístěna mimo místo ohrožení a prostor jejího umístění by měl být zajištěn.
SPOLEHLIVOST ZAŘÍZENÍ
Zařízení je v souladu s platnými normami Evropské unie.
| Zákazy | Zákaz používání otevřeného plamene nebo kouřeníZákaz napínání kabelů a hadicZákaz používání zařízení v podmínkách zvýšené vlhkosti |
| Varování | Varování před nebezpečným vysokým napětímvýstraha před pádem kvůli zakopnutíVarování před nebezpečnými plynyVarování před horkým povrchem |
| Příkazy | Používejte ochrannou obuvPoužívejte ochranné rukavlicePoužívejte ochranný oděvPoužívejte ochrannou maskuPřed otevřením zařízení jej odpojte od zdroje napájeníPřed použitím si přečtěte návod k obsluze |
OCHRANA ŽIVOTNÍHO PROSTŘEDÍ
Průmyslový odpad nesmí být vyhozen, ale musí být zlikvidován v souladu s předpisy. Obaly z lepenky musí být odvezeny na místa likvidace odpadu. Elektrické a elektronické stroje a přístroje musí být také likvidovány na místech k tomu určených.
POUŽITÍ PODLE URČENÍ
Svářečka je určena pro svařování železných kovů v ochranné atmosféře tavením okrajů spojovaných prvků a přídáváním tavidla. Nedodržení bezpečnostních předpisů a pokynů v této příručce vylučuje odpovědnost výrobce.
CZ
CZ
| Popis hrozeb Popis Ochranná opatření | ||
| Poranění/zranění Drát může | prorazit vaše ruce | Používejte ochranné rukavice a držte ruce mlmo místo, ze kterého vycházi drát |
| Stříkání strusky Stříkající jisk | kry mohou způsobit popáleniny | Používejte ochranný oděv a svářečskou masku |
| Úraz elektrickým proudem | Dotyk vlhkýma rukama může způsobit úraz elektrickým proudem | Na místě práce se vyvarujte jakéhokoliv kontaktu vlhkýma rukama a ujistěte se, že zařízení a místo pracoviště jsou správně uzemněny |
| Popáleniny/omrzliny Dotyk | trysky hořáku a svařovaného materiálu může způsobit popálení | Svařovaný materiál nejprve ochlazujte/noste ochranné rukavice |
| Vyzařovani/oblouk Oblouk | emituje infračervené a ultrafialové záření | Používejte svářečskou masku, ochranný oděv a rukavice |
| Plyny vzníklé při svařování | Kontakt a dlouhodobé vdechování plynů vzniklých při svařování může být zdraví škodlivé | Pracujte v místech s odsáváním vzduchu nebo v dobře větraných místnostech. Vyvarujte se vdechování plynů. |
| Uklouznutí/zakopnutí/pád | O rozložené kabely a hadice můžete zakopnout nebo na nich uklouznout | Udržujte své pracoviště uklízené |
PODMÍNKY OBSLUHY
Před použitím zařízení si musí obsluha pečlivě přecíst provozní pokyny.
KVALIFIKACE: Kromě důkladného školení kvalifikovanou osobou není pro používání zařízení nutné mít zvláštní kvalifikaci.
MINIMÁLNÍ VĚK: Zařizení mohou používat osoby starší 18 let. Výjimkou je nezletilý, který používá svařovací stroj pod kontrolou učitele jako součást jeho výuky.
ŠKOLENÍ: Používání zařízení vyžaduje pouze řádnou implementaci, ale nevyžaduje se žádné speciální školení.
PŘED PRVNÍM POUŽITÍM
Kontrola po převzetí zboží
Po převzetí zboží zkontrolujte, zda obal není poškozen a otevřete jej. Pokud je obal poškozen, kontaktujte prosím přepravní společnost nebo do 3 dnů vašeho distributora a poškození co nejlépe zdokumentujte. Nepokládejte plný obal vzhůru nohama! V případě, že se má obal znovu přepravovat, ujistěte se, že je přepravován ve vodorovné poloze a že je stabilně uložen a uchycen.
Likvidace obalů
Balicí prvky (karton, plastové pásky a polystyren) uschovejte, abyste v případě, že potřebujete zařízení vrátit do servisu, jej při přepravě chránili co nejlépe!
Přeprava a skladování
Zařízení lze používat a skladovat pouze v pracovní poloze. Věnujte pozornost symbolům na obalu! Ujistěte se, že je plynová láhev bezpečně uzavřena a uchycena.
NASTAVENÍ SVÁŘEČKY
Svářečka musí být nastavena v souladu s následujícími pokyny:
- Obsluha musí mít volný přístup k zařízení, jeho konektorům a ovládacím prvkům.
- Zařízení nesmí být umistěno v malých místnostech. Je důležité, aby byla místnost dobře větraná; zařízení nevyužívejte v znečištěných nebo prašných místnostech, ve kterých lze nasát prach nebo jlné předměty.
- Zařízení (včetně kabeláže) nesmí být překážkou průchodu nebo omezovat oblasti práce prováděné jinými osobami.
- Svářečka může být umístěna pouze na rovném povrchu. Plynové lahve musí být zajištěny.
DODÁVANÉ VYBAVENÍ
Zemní svorka 3m x 25mm2,
Svařovací kabel MMA 3m x 25mm2,
Svařovací kabel s rukojetí TIG 4m WP-17,
Svařovací kabel s rukojetí MIG 3m MB15AK,
Plynová hadice,
Maska,
Kladivo,
Kartáč,
ÜBERBLICK

CERTIFIKÁTY = Svářečka S-MTM 220 byla vyrobena podle přísných evropských norem a byla testovaná na shodu s CE a RoHS. To zaručuje dlouhou životnost a vysokou kvalitu zařízení.
CZ
CZ

Svářečka využívá technologii MOSFET. Tato technologie poskytuje nejvyšší výkon, jaký neposkytuje žádná jiná technologie. Ve srovnání s množstvím spotřebované energie dodává nadprůměrný výkon. Výsledkem je účinnost 93%! Svařovací proud je velmi stabilní, což zaručuje perfektní svar. Díky technologii MOSFET je zařízení lehké a kompaktní.

Standardní napájecí napětí = Svářečka je napájená 230 V z jednofázové zásuvky (230 V ± 10 %).

OCHRANNÝ PLYN = Pro svařování WIG/TIG a MIG/MAG je nutný ochranný plyn.

VENTILÁTORY = Velmi výkonné ventilátory zajištují optimální odvod tepla během provozu svářečky.
KONSTRUKCE A PŘIPOJENÍ
Konstrukce zařízení:
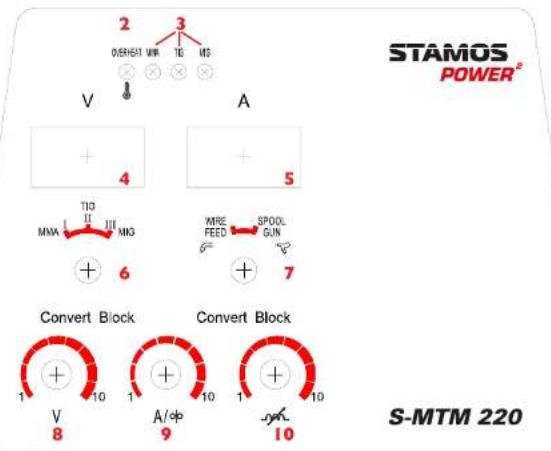
| Č. Popis |
| 1. Hlavní vypínač (na zadní straně zařízení) |
| 2. Indikátor přetížení |
| 3. Indikátor provozního režimu (MMA,TIG,MIG) |
| 4. Svařovací napětí (V) |
| 5. Svařovací proud (A) |
| 6. Otočný ovladač režimu pro zařízení (MMA,TIG,MIG) |
| 7. Kolečko pro výběr režimu svařovací rukojeti MIG/spool gun |
| 8. Nastavení svařovacího napětí – pouze režim MIG |
| 9. Nastavení svařovacího proudu TIG, MMA; nastavení rychlosti posuvu MIG drátu |
| 10. Nastavení indukčnosti – pouze režim MIG |
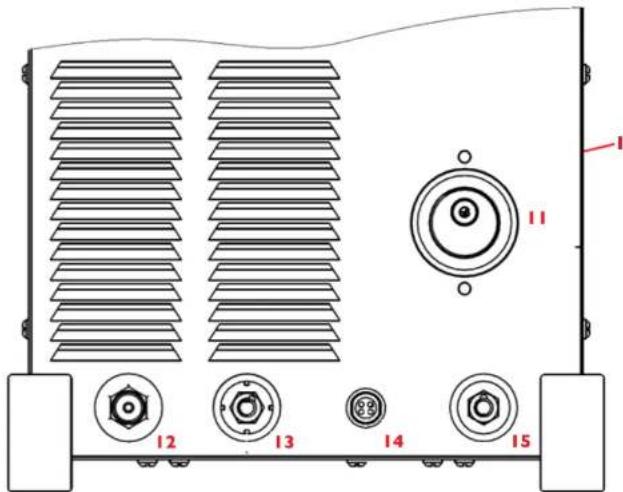
| 11. EURO zásuvka pro připojení svařovací rukojeti |
| 12. Integrovaný výstup plynu – pro připojení k rukojeti TIG (polarizace –) |
| 13. Konektor (–) |
| 14. Připojovací konektor TIG/spool gun |
| 15. Konektor (+) |
CZ
CZ
Schéma připojení
MIG/MAG:
Svařování trubičkovými elektrodami FLUX (FCAW (Flux-Cored Arc Welding)):
POZOR: Svařování trubičkovými elektrodami FLUX (FCAW (Flux-Cored Arc Welding)) vyžaduje změnu polarity uvnitř zařízení. Obrázek niže ukazuje standardní připojení při svařovací MIG/MAG. Chcete-li zařízení použít pro svařování trubičkovými elektrodami, musite změnit zapojení připojením drátu ke svorce označené (–):

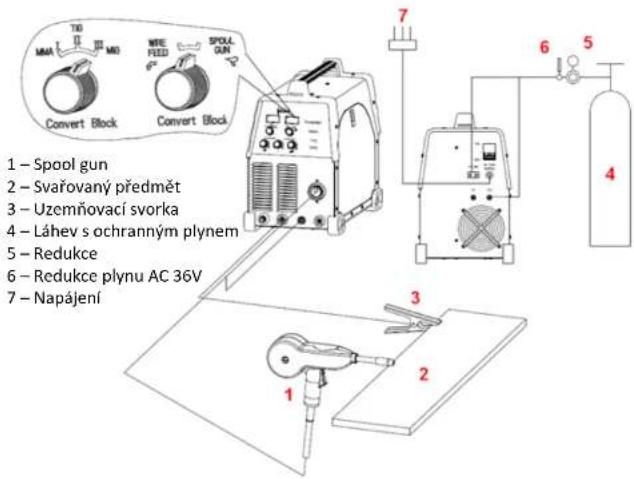
MIG/MAG S POUŽITÍM SPOOL GUN:
CZ
CZ
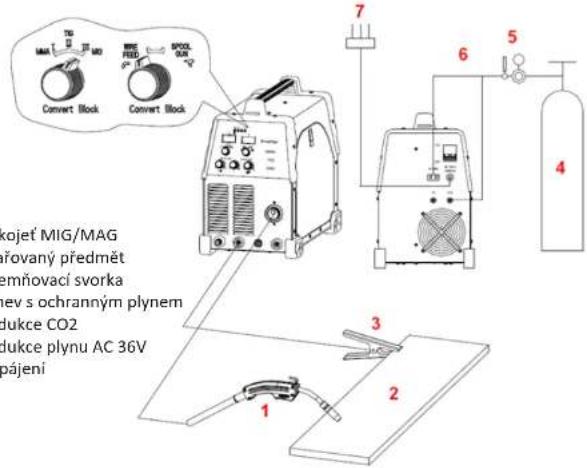
SVAŘOVÁNÍ TIG:
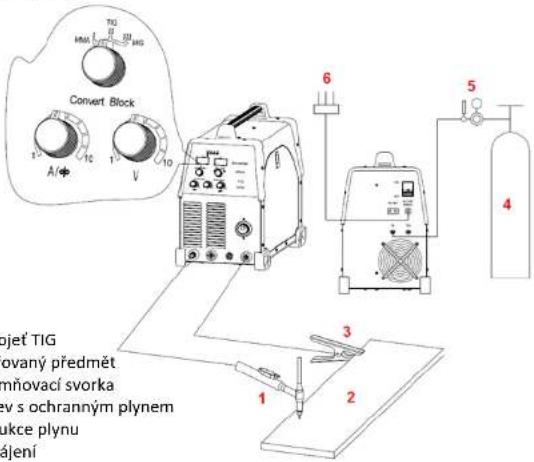
1 - Rukojet TIG
2 – Svařovaný předmět
3 – Uzemňovací svorka
4 – Láhev s ochranným plynem
5 – Redukce plynu
7 - Napájení
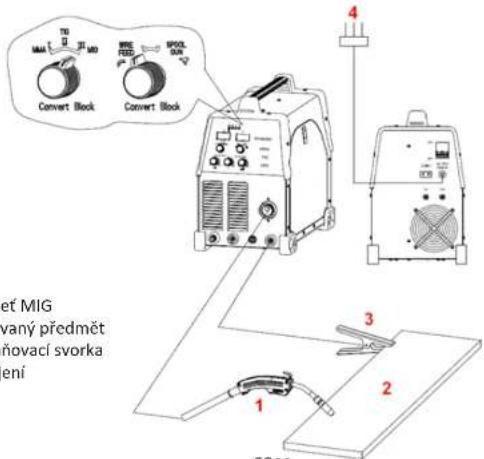
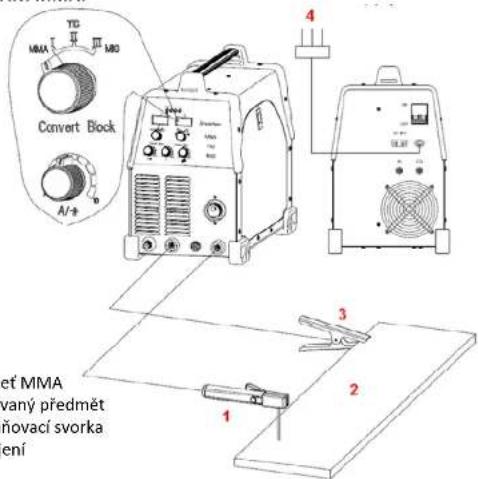
SVAŘOVÁNÍ MMA:
4041
| Model S-MTM 220 | ||
| Jmenovité napájecí napětí 230V | ||
| Spotřeba energie bez zatížení 50W | ||
| Účlnnost 0.8 | ||
| Účník 0.73 | ||
| Napětí naprázdno 59V | ||
| MIG Jmenovitý vstupní proud 31.5 | ||
| Rozsah napětí 14-25 | ||
| Rozsah proudu 30-220 | ||
| Pracovní cyklus 60% | ||
| Proud pro pracovní cyklus 100 % 170 | ||
| WIG Jmenovitý vstupní proud 23.7 | ||
| Rozsah proudu 10-220 | ||
| Pracovní cyklus 60% | ||
| Proud pro pracovní cyklus 100 % 170 | ||
| MMA | Jmenovitý vstupní proud 36.3 | |
| Rozsah proudu 10-220 | ||
| Pracovní cyklus 60% | ||
| Proud pro pracovní cyklus 100 % 170 | ||
| Stupeň ochrany | IP21 | |
| Chlazení | Fans | |
ZPÜSOB POUŽITÍ
Obloukové svařování v ochranné atmosféře argonu (TIG)
Obloukové svařování v ochranné atmosféře argonu je velmi citlivé na znečištení povrchů, které chceme svařovat. Z tohoto důvodu před svařováním odstraňte ze svařovaných povrchů všechny zbytky barvy a maziva, jakož i zoxidovanou vrstvu.
Obloukové svařování v ochranné atmosféře argonu (DC TIG)
- Připojte plynovou hadici s přívodem plynu ke svářečce.
- Připojte plynovou hadici ke svařovací pistoli a ke vstupu argonu do pistole.
- Připojte svařovaný předmět k uzemňovací svorce svářečky, výstup (+).
- Připojte zástrčku svařovací rukojeti do konektoru ovládajícího oblouk a argon.
CZ
FR
Test plynu: Zkontrolujte připojení síťového napájení a potom zařízení zapněte. Otevřete ventil (regulátor) láhve s argonem a zapněte průtokoměr. Spínač na rukojeti držte zapnutý a nastavte požadované množství plynu. Když spínač na rukojeti uvolníte, přívod plynu bude po několika sekundách automaticky přerušen. V případě použití vysokofrekvenční wolframové elektrody ji umístěte 2–3 mm od svařovaného předmětu. Poté zapněte spínač napájení a vytvoří se elektrický oblouk. Když spínač napájení vypnete, přeruší se dodávka elektrického proudu a elektrický oblouk se přestane vytvářet. Plyn musí proudit, dokud je elektrický oblouk aktivní a musí ochladit svar, aby neoxidoval. Po ukončení svařování vypněte přívod argonu z láhve a následně vypněte napájení svářečky elektrickým proudem. Nevytahujte síťovou zástrčku z elektrické sitě, pokud je vypínač svařovacího stroje zapnutý.
Ruční svařování elektrodou
- Připojte kabel E-Hand k zápornému (–) pólu.
- Nastavte regulátor proudu na požadovanou intenzitu (regulátor impulsové intenzity proudu se nachází ve spodní části). Intenzita proudu se volí podle empirického vzorce: I = 40d, kde d je průměr elektrody.
• V průběhu sváření přibližujte a oddalujte elektrodu. - Přípojte svářečku do elektrické sítě a zapněte spínač napájení. Kontrolka napájení se rozsvítí.
- Dbejte na správnou intenzitu svařovacího proudu a na správnou dobu svařování.
- Přetížení může způsobit poškození a lze mu zabránit.
- Když zařízení přestanete používat, nechte ho nejprve vychladnout a až poté vypněte napájení.
Svařování MIG/MAG
Věnujte pozornost správnému uspořádání prvků, jak je znázorněno na předchozím obrázku. Zařízení ještě není připraveno k použití. Otevřete plynový ventil v množství 5–7 l/min. Sledujte cirkulaci vzduchu na místě svařování. Věnujte také pozornost následujícím bodům: První stupně regulátoru svařovacího proudu se používají pro svařování tenkostěnných plechů. Další stupně se týkají silnostěnných plechů. Jakákoli změna intenzity proudu souvisí s rychlostí podávání drátu. Pokud se během svařování vytvářejí na konci drátu kapičky, zvyšte rychlost podávání drátu. Pokud však vldíte, že drát tlačí na hadice, je třeba rychlost podávání drátu snižit. Kvůli vysoké teplotě vždy používejte svorky pro přesun svařovaných dílů a odstranění usazenín na konci hořáku. Po vytvoření elektrického oblouku držte hadice pod úhlem 30°.
Týdenní údržba
Zkontrolujte, zda větrání místnosti funguje správně.
MANUEL D'UTILISATION
CONSIGNES DE SÉCURITÉ GÉNÉRALE





- MIG/MAG
- SVAŘOVÁNÍ WOLFRAMOVOU ELEKTRODOU V OCHRANNÉ ATMOSFÉŘE INERTNÍHO PLYNU (WIG, Z ANGL. TIG)
- DALŠÍ VÝHODY TÉTO METODY JSOU
- MMA
- VÝKONOVÁ VYUŽITELNOST
- CZ
- INSTALACE ZAŘÍZENÍ
- BEZPEČNOST OBSLUHY A DALŠÍCH OSOB
- NEBEZPEČÍ POPÁLENÍ A POŽÁRU
- JAK POSTUPOVAT V PŘÍPADĚ NOUZE
- SPOLEHLIVOST ZAŘÍZENÍ
- OCHRANA ŽIVOTNÍHO PROSTŘEDÍ
- POUŽITÍ PODLE URČENÍ
- PODMÍNKY OBSLUHY
- PŘED PRVNÍM POUŽITÍM
- KONTROLA PO PŘEVZETÍ ZBOŽÍ
- LIKVIDACE OBALŮ
- PŘEPRAVA A SKLADOVÁNÍ
- NASTAVENÍ SVÁŘEČKY
- DODÁVANÉ VYBAVENÍ
- ÜBERBLICK
- ZPÜSOB POUŽITÍ
- OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÉ ATMOSFÉŘE ARGONU (TIG)
- OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÉ ATMOSFÉŘE ARGONU (DC TIG)
- FR
- RUČNÍ SVAŘOVÁNÍ ELEKTRODOU
- SVAŘOVÁNÍ MIG/MAG
- TÝDENNÍ ÚDRŽBA
- MANUEL D'UTILISATION
- CONSIGNES DE SÉCURITÉ GÉNÉRALE
Značka : Stamos
Model : S-MTM 220
Kategorie : Svářecí stroj