
S-MTM 220 - Schweißgerät Stamos - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts S-MTM 220 Stamos als PDF.

| Produkttyp | Multifunktions-Schweißgerät MIG/MAG, WIG, E-Hand |
| Marke | Stamos |
| Modell | S-MTM 220 |
| Eingangsspannung | 230 V ~ 50 Hz einphasig |
| MIG-Strombereich | 30 - 220 A |
| WIG-Strombereich | 10 - 220 A |
| E-Hand-Strombereich | 10 - 220 A |
| Leerlaufspannung | 59 V |
| MIG-Einschaltdauer | 60 % bei 220 A, 100 % bei 170 A |
| WIG-Einschaltdauer | 60 % bei 220 A, 100 % bei 170 A |
| E-Hand-Einschaltdauer | 60 % bei 220 A, 100 % bei 170 A |
| Wirkungsgrad | 93 % (MOSFET-Technologie) |
| Schutzgas | Argon (für WIG) |
| Schweißen ohne Gas | Möglich mit Fülldraht (Polarität umkehren) |
| Schutzklasse | IP21 |
| Kühlung | Lüfter |
| Technologie | MOSFET |
| Mitgeliefertes Zubehör | Erdungskabel, Elektrodenhalter, WIG-Brenner WP-26 (Keramikdüsen Nr. 5/6/7, Spannzangen 1,6/2,4/3,2 mm, Wolframelektrode), MIG-Schlauchpaket MB15AK (Kontaktdüsen 0,8/0,9 mm), Schweißmaske, Schlackehammer, Drahtbürste |
| Wartung | Regelmäßig Kabel und Anschlüsse prüfen, Lüftungsöffnungen reinigen |
| Sicherheit | Überhitzungsschutz, Störungs-/Überlastungsanzeige, zahlreiche Sicherheitshinweise (Schweißmaske, Handschuhe, Kleidung, Feuchtigkeitskontakt vermeiden) |
| Reparierbarkeit | Ersatzteile vom Hersteller erhältlich |
Häufig gestellte Fragen - S-MTM 220 Stamos
Benutzerfragen zu S-MTM 220 Stamos
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch S-MTM 220 - Stamos und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. S-MTM 220 von der Marke Stamos.
BEDIENUNGSANLEITUNG S-MTM 220 Stamos
ALLGEMEINE SICHERHEITSHINWEISE
Die Bedienungsanleitung muss vor der ersten Anwendung des Gerätes sorgfältig durchgelesen werden. Falls über den Anschluss und die Bedienung des Gerätes Zweifel entstehen sollten, wenden Sie sich an den Hersteller.
MIG/MAG
Die Schweißgeräte für das manuelle Schutzgasschweißen mit automatischem Drahtvorschub ermöglichen das Verbinden von Metallteilen durch einen Schmelzprozess der zu verbindenden Kanten und des Zusatzwerkstoffes. Das Schmelzen wird durch den Lichtbogen hervorgerufen, der zwischen dem zu schweißenden Material und dem kontinuierlich aus dem Ende des Brenners austretenden Metalldraht, der als Zusatzwerkstoff zur Verbindung der Teile dient, entsteht. Ein höherer Schweißstrom erlaubt das Schweißen eines dickeren Blechs. Für Schäden die durch Nichtbeachten dieser Anweisungen entstehen wird keine Haftung übernommen.
WOLFRAM-INERTGASSCHWEISSEN (WIG, ENGL. TIG)
Das Wolfram-Inertgasschweißen (WIG-Schweißverfahren) stammt aus den USA und wurde dort 1936 unter dem Namen Argonarc-Schweißen bekannt. Erst nach dem 2. Weltkrieg wurde es in Deutschland eingeführt. In englisch-sprachigen Ländern heißt das Verfahren TIG nach dem englischen „Tungsten“ für Wolfram. Das Verfahren zeichnet sich gegenüber anderen Schmelzschweißverfahren durch eine Reihe von interessanten Vorteilen aus. Beispielsweise ist es universell anwendbar: wenn ein metallischer Werkstoff überhaupt schmelzschweiß-geeignet ist, dann lässt er sich mit diesem Verfahren fügen. Zum anderen ist es ein sehr „sauberes“ Verfahren, das kaum Spritzer und nur wenig Schadstoffe erzeugt und bei richtiger Anwendung eine qualitativ hochwertige Schweißverbindung gewährleistet. Ein besonderer Vorteil des WIG Schweißens ist auch, dass hier gegenüber anderen Verfahren, die mit abschmelzender Elektrode arbeiten, die Zugabe von Schweißzusatz und die Stromstärke entkoppelt sind.
Der Schweißer kann deshalb seinen Strom:
• optimal auf die Schweißaufgabe
- abstimmen und nur so viel Schweißzusatz zugeben, wie gerade erforderlich ist. Dies macht das Verfahren besonders geeignet zum Schweißen von Wurzellagen und zum Schweißen in
- Zwangslagen. Durch den verhältnismäßiggeringen und kleinräumigen Wärmeeintrag besteht auch nur wenig Neigung der Werkstücke, sich beim Schweißen zu verziehen.
- Die genannten Vorteile haben dazu geführt, dass das Verfahren sich besonders gut eignet für Schweißungen von Luft- und Raumfahrtgeräten, Bauteile der Kerntechnik sowie für den chemischen Anlagen- und Apparatebau.
MMA
Das Lichtbogenhandschweißen, kurz E-Handschweißen genannt (MMA), ist eines der ältesten elektrischen Schweißverfahren für metallische Werkstoffe, welches heute noch angewandt wird. Nikolai Gawrilowitsch Slawjanow ersetzte 1891 die bis dahin
STAMOS
WELDING GROUP
DE
DE
zum Lichtbogenschweißen üblichen Kohleelektroden durch einen Metallstab, der gleichzeitig Lichtbogen-träger und Schweißzusatz war. Da die ersten Stabelektroden nicht umhüllt waren, war die Schweißstelle nicht vor Oxidation geschützt. Deshalb waren diese Elektroden schwierig zu verschweißen. Der elektrische Lichtbogen, der zwischen einer Elektrode und dem Werkstück brennt, wird als Wärmequelle zum Schweißen genutzt. Durch die hohe Temperatur des Lichtbogens wird der Werkstoff an der Schweißstelle aufgeschmolzen. Gleichzeitig schmilzt die Stabelektrode als Zusatzwerkstoff ab und bildet eine Schweißraupe. Zur Erzeugung kann Gleichstrom oder Wechselstrom verwendet werden. Stabelelektroden werden als Zusatzwerkstoff beim Lichtbogen-schweißen verwendet. Für jede Schweißarbeit gibt es geeignete Elektroden, z. B. für Verbindungs- und Auftragsschweißungen. Aufschluss über die Art, Eigenschaften und Verwendbarkeit einer Elektrode gibt die Elektroden-Kurzbezeichnung, die auf jeder Elektrodenpackung aufgedruckt ist. Die Umhüllung der Elektrode entwickelt beim Abschmelzen Gase, die außer einer Lichtbogenstabilisierung den flüssigen Werkstoffübergang im Lichtbogen von den Einflüssen der umgebenden Luft abschirmen und den Abbrand von Legierungsbestandteilen mindern. Außerdem bildet die abschmelzende Umhüllung Schlacke. Diese ist leichter als flüssiger Stahl und wird auf die Schweißnaht geschwemmt. Dadurch werden eine langsame Abkühlung und somit geringere Schrumpfspannungen erreicht. Durch Elektronenbeschuss heizt sich die Anode (positiver Pol) stärker auf und positive Metallionen strömen von dort zum Werkstück. Deshalb betreibt man verzehrende Elektroden meist als Anoden gegenüber dem Werkstoff als negativen Pol. Beim WIG-Verfahren ist die Elektrode jedoch negativ gepolt, um den Abtrag gering zu halten. Lichtbogen-schweißen wird im Hochbau (Brückenträger), aber auch in der Feinmechanik angewandt. Dabei gilt: Je dünner das Material, desto aufwändiger die Ausrüstung, da die niedrigen Stromstärken (um Materialien unter 1 mm Wandstärke nicht durchzubrennen) eine deutlich aufwändigere Regelung erfordern.
EINSCHALTDAUER
Die Leistung des Geräts wird gemäß den Angaben der Geräte als „Einschaltdauer“ (ED%), d. h. das Verhältnis zwischen Schweißdauer und Abkühlzeit ausgedrückt. Dieser Faktor variiert bei demselben Gerät je nach Lastbedingungen, d.h. je nach abgegebenem Schweißstrom. Er gibt an, wie lange das Gerät bei dem angegebenen Schweißstrom unter Last arbeiten kann und wird jeweils auf 10 Minuten bezogen. Bei einem Schweißstrom für eine ED von 60 % funktioniert das Gerät beispielsweise kontinuierlich 6 Minuten lang, danach folgt eine Leerphase, damit die inneren Teile abkühlen können, sodass danach der Thermo-Überlastschutz dann wieder eingeschaltet wird.
INSTALLATION DES GERÄTS
- Die Installation und Wartung des Geräts haben gemäß den lokalen Anweisungen für die Sicherheitsvorschriften zu erfolgen.
- Achten Sie auf den Verschleißstatus der Kabel, Verbindungskupplungen und stecker! Falls diese beschädigt sind, müssen sie ersetzt werden. Führen Sie eine regelmäßige Wartung der Anlage durch. Verwenden Sie nur Kabel von ausreichendem Querschnitt.
- Schließen Sie das Massekabel so nahe wie möglich beim Arbeitsbereich an.
- In feuchter Umgebung sollten Sie den Gebrauch des Geräts absolut vermeiden.
- Stellen Sie sicher, dass das Gebiet um den Schweißbereich trocken ist und dass auch die darin befindlichen Gegenstände, einschließlich des Schweißgeräts trocken sind.
BEDIENER UND WEITERE PERSONEN
Da beim Schweißprozess Strahlen und Hitze entstehen, ist sicherzustellen, dass entsprechende Mittel angewandt und Schutzmaßnahmen für die eigene Person und für Drittpersonen ergriffen werden.
Setzen Sie sich und andere Personen niemals ohne Schutz den Auswirkungen des Lichtbogens oder des glühenden Metalls aus. Achten Sie darauf, dass der Schweißrauch abgesaugt wird bzw. der Schweißplatz gut belüftet ist.
BRAND- UND FEUERGEFAHR
Glühende Schlacke und Funkenflug können Brände verursachen. Brand und Explosion stellen weitere Gefahren dar. Durch Befolgung der folgenden Vorschriften kann diesen vorgebeugt werden:
- In unmittelbarer Umgebung von leicht brennbaren Materialien wie Holz, Sägespäne sollten Sie keine Schweißarbeiten durchführen. Lacke, Lösungsmittel, Benzin, Kerosin, Erdgas, Acetylen, Propan und ähnliche entzündliche Materialien sind vom Arbeitsplatz und der Umgebung zu entfernen bzw. vor Funkenflug zu schützen.
DE
- Als Brandbekämpfungsmaßnahme ist in der Nähe ein geeignetes Löschmittel bereit zu stellen.
- Keine Schweiß- oder Schneidarbeiten an geschlossenen Behältern oder Rohren vornehmen.
- Keine Schweiß- oder Schneidarbeiten an Behältern oder Rohren vornehmen, auch wenn sie offen sind, sofern sie Materialien enthalten oder enthalten haben, die unter Einwirkung von Wärme- oder Feuchtigkeit explodieren oder andere gefährliche Reaktionen hervorrufen können.
VERHALTEN IM NOTFALL
Leiten Sie, die der Verletzung entsprechend notwendigen, Erste-Hilfe-Maßnahmen ein und fordern Sie schnellstmöglich qualifizierte ärztliche Hilfe an. Bewahren Sie den Verletzten vor weiteren Schädigungen und stellen Sie diesen ruhig.
PRODUKTSICHERHEIT
Das Produkt ist mit den einschlägigen Normen der Europäischen Gemeinschaft konform.
| Verbote Offenes Feuer | Offenes LichtRauchen |
| Warnungen gefährliche elektrische SpannungenStolpergefahrgesundheitsschädliche Gaseheiße Oberflächen | |
| Gebote Arbeitsschutzschuhe | ArbeitsschutzkleidungSchweißhandschuheSchweißgesichtsschutzNetzstecker vor Öffnung ziehenBedienungsanleitung lesen |
UMWELTSCHUTZ
Abfall nicht in die Umwelt sondern fachgerecht entsorgen. Verpackungsmaterial aus Pappe kann an den dafür vorgesehen Recycling-Stellen abgegeben werden. Schadhafte und/oder zu entsorgende elektrische oder elektronische Geräte müssen an den dafür vorgesehen Recycling-Stellen abgegeben werden.
BESTIMMUNGSGEMÄSSE VERWENDUNG
Schutzgasschweißgerät zur thermischen Verbindung von Eisen – Metallen durch Schmelzen der Kanten und Zuführung eines Zusatzwerkstoffes. Bei Nichtbeachtung der Bestimmungen, aus den allgemein gültigen Vorschriften sowie den Bestimmungen aus dieser Anleitung, kann der Hersteller für Schäden nicht verantwortlich gemacht werden.
DE
| Gefährdung Beschreibung Schutzmaßnahme | ||
| Durchstich / Einstich Hände | können durch den Draht durchstochen werden | Schutzhandschuhe tragen und Hände vom Drahtaustritt fernhalten |
| Herausspritzen von Schlacke | Spritzende Schweißperlen können zu Verbrennungen führen | Schutzkleidung und Schweiß-maske tragen |
| Stromschlag elektrischer K | Kontakt mit feuchten Händen kann zu Stromschlägen führen | Vermeiden Sie Kontakt mit feuchten Händen und achten Sie auf entsprechende Erdung |
| Verbrennungen / Frostbeulen | Das Berühren der Brennerdüse und des Werkstückes kann zu Verbrennungen führen | Werkstück nach dem Betrieb erst abkühlen lassen / Schutzhandschuhe tragen |
| Strahlung / Licht-bogen | Der Lichtbogen verursacht infrarote und ultraviolette Strahlung | Schweißmaske, Schutzkleidung und Schutzhandschuhe tragen |
| Schweißgase | Kontakt und längeres Einatmen der Schweißgase kann gesundheitsschädlich sein | Arbeiten Sie mit einer Absauganlage oder in gut belüfteten Räumen. Vermeiden Sie das Einatmen der Gase |
| Ausrutschen / Stolpern / Fallen | Kabel und Schlauchpakete können zu Stolperfallen werden | Halten Sie Ordnung am Arbeitsplatz |
ANFORDERUNGEN AN DEN BEDIENER
Der Bediener muss vor Gebrauch des Gerätes aufmerksam die Bedienungsanleitung gelesen haben.
QUALIFIKATION: Außer einer ausführlichen Einweisung durch eine sachkundige Person ist keine spezielle Qualifikation für den Gebrauch des Gerätes notwendig.
MINDESTALTER: Das Gerät darf nur von Personen betrieben werden, die das 18. Lebensjahr vollendet haben. Eine Ausnahme stellt die Be-nutzung als Jugendlicher dar, wenn die Benutzung im Zuge einer Berufsausbildung zur Erreichung der Fertigkeit unter Aufsicht eines Ausbilders erfolgt.
SCHULUNG: Die Benutzung des Gerätes bedarf lediglich einer entsprechenden Unterweisung. Eine spezielle Schulung ist nicht notwendig
DE
DE
VOR DER ERSTEN BENUTZUNG
Prüfung nach Erhalt der Ware
Bei Erhalt der Ware, prüfen Sie bitte die Verpackung auf Unversehrtheit und öffnen Sie diese. Wenn die Verpackung Beschädigungen aufweist, so setzen Sie sich bitte innerhalb von 3 Tagen in Verbindung mit der Transportgesellschaft und Ihrem Vertriebspartner, und dokumentieren Sie so gut wie möglich die Beschädigungen. Stel- len Sie das volle Paket nicht verkehrt herum auf! Sollten Sie das Paket weiter trans-portieren, achten Sie bitte darauf, dass es horizontal und stabil gehalten wird.
Entsorgung der Verpackung
Es wird darum gebeten, das Verpackungsmaterial (Pappe, Plastikbänder und Styropor) zu behalten, um im Servicefall das Gerät bestmöglich geschützt zurücksenden zu können!
Transport und Lagerung
Das Gerät darf nur in ebener Arbeitsposition (ebener Untergrund) betrieben und gelagert werden. Bitte die Symbole auf der Verpackung beachten! Stellen Sie sicher, dass die Gasflasche gut befestigt und geschlossen ist.
Gerät aufstellen
Das Aufstellen des Gerätes muss unter Einhaltung der folgenden Vorschriften erfolgen:
- Der Bediener muss freien Zugang zu den Bedienelementen und Anschlüssen des Geräts haben.
- Das Gerät nicht in engen Räumen aufstellen. Es ist sehr wichtig, dass das Schweißgerät ausreichend belüftet wird. Sehr staubige oder schmutzige Räume, wo Staub und andere Gegenstände von der Anlage angesaugt werden könnten, sind zu meiden.
- Das Gerät (einschließlich Kabeln) darf weder ein Hindernis in Durchgängen sein noch die Arbeiten von anderen Personen behindern.
- Das Schweißgerät darf nur auf einem ebenen Untergrund und mit entsprechend gesicherter Gasflasche betrieben werden.
ZUBEHÖR
Masseklemme.
Elektrodenhalter.
WIG-Brenner WP-26 inkl:
Spannhülse: 1.6 mm / 2.4 mm / 3.2 mm.
Keramikdüsen 5er, 6er, 7er.
Spannhülsengehäuse.
Wolframelektrode.
Schlauchpaket MIG: MB15AK inkl:
Stromdüsen 0.8 mm, 0.9 mm.
Gasleitung,
Maske,
Schlackenhammer.
Drahtbürste.
ÜBERBLICK

ZERTIFIKATE = Dieses Schweißgerät wurde nach den strengen europäischen Vorgaben und Regeln produziert und ist somit CE-zertifiziert und RoHS-konform. Eine lange Haltbarkeit sowie maximale Qualität dieses Gerätes wird damit garantiert

In diesem Inverter kommt die MOSFET Technologie zu tragen. Diese Technologie schafft es wie keine andere, eine maximale Ergiebigkeit zu erreichen. Im Vergleich zur verwendeten Strommenge erhält man eine überproportionale Leistung, Ergebnis ist ein Wirkungsgrad von 93 %! Der Strom wird dadurch sehr konstant gehalten und gewährleistet eine perfekte Schweissnaht. Nur durch die MOSFET Technologie ist es möglich dieses Gerät so kompakt und leicht zu halten.

NORMALSTROM = Das Gerät arbeitet mit einem I-Phasenan-schluss (230V +/- 10%).
SCHUTZGAS = Für das WIG / TIG Schweissen ist ein Schutzgas nötig (z.B. Argon).
POWER-VENTILATOREN = Die hochqualitativen Ventilatoren gewährleisten eine optimale Kühlung der Hitze, die bei der Arbeit mit diesem High-End Gerät entsteht.
AUFBAU UND ANSCHLUSS
Aufbau:
DE
DE
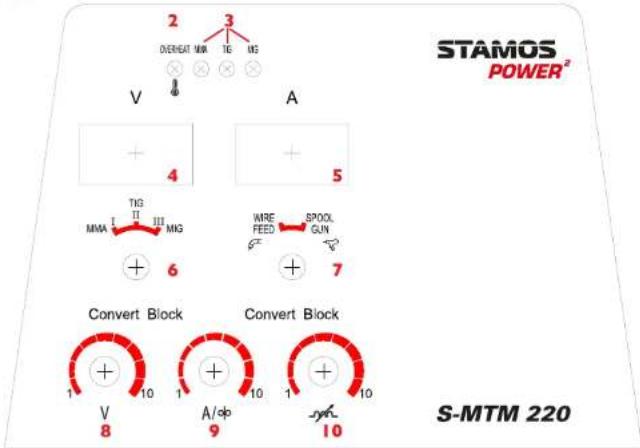
| No. | Beschreibung |
| 1. | Ar / Aus Schalter (hinter dem Gerät) |
| 2. | Überlastung / Störfall |
| 3. | Betriebsmodusindikator (MMA,TIG,MIG) |
| 4. | Schweißspannung (V) |
| 5. | Schweißstrom (A) |
| 6. | Betriebsmoduswahlknopf (MMA,TIG,MIG) |
| 7. | Das Modus-Wahlrad Schweißbrenner MIG / Spule Pistole – Betriebsmoduswahlknopf des MIG-Brenners |
| 8. | Schweißspannungsregulierung nur in - MIG-Modus |
| 9. | Regulierung des Schweißstrommes TIG, MMA; die Einstellung der MIG – Drahtvorschubsgeschwindigkeit |
| 10. | Regulierung der Induktivität – nur in MIG-Modus |
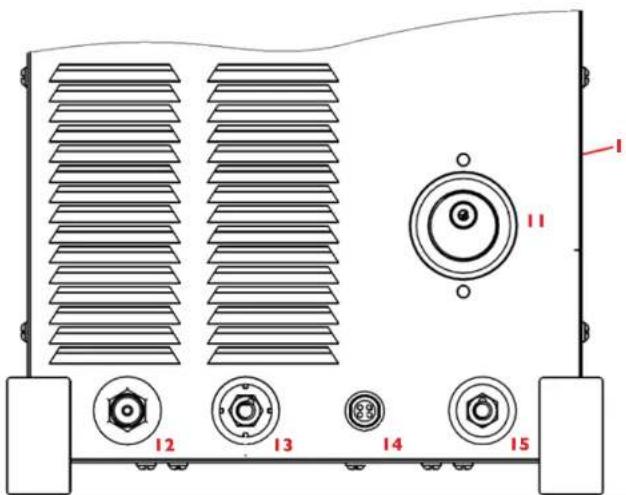
| 11. | Eurosteckdose für den Anschluss des Brenners |
| 12. | Integrierter Gasausgang - zum Anschluss an TIG-Brenner (- Polarität) |
| 13. | Anschluss (-) |
| 14. | Anschluss des TIG-Brenners / spool gun |
| 15. | Anschluss (+) |
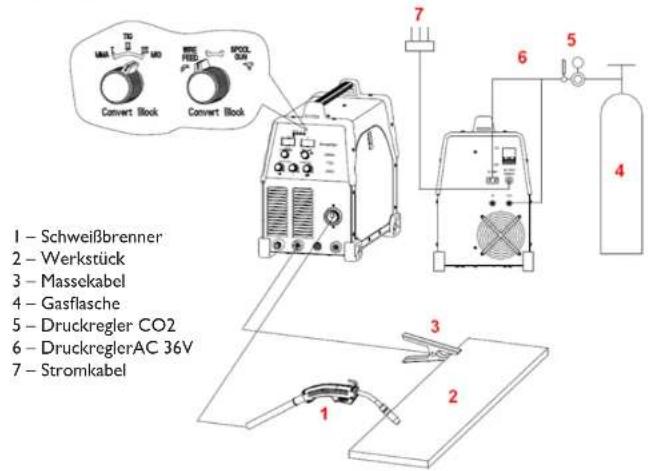
Anschlussplan MIG/MAG:
Ohne Gas Funktion (FLUX) (FCAW (Flux-Cored Arc Welding)):
DE
DE
Das Gerät kann sowohl mit Massiv-Draht und Gas, als auch mit Füll-Draht ohne Gas betrieben werden. Der Drahtvorschub ist dabei stufenlos regelbar. Sofern Sie beim S-MTM 220 mit Fülldraht arbeiten wollen, so müssen die Pole gemäß der Abbildung getauscht werden:

MIG/MAG MIT DRAHTVORSCHUBPISTOLE:
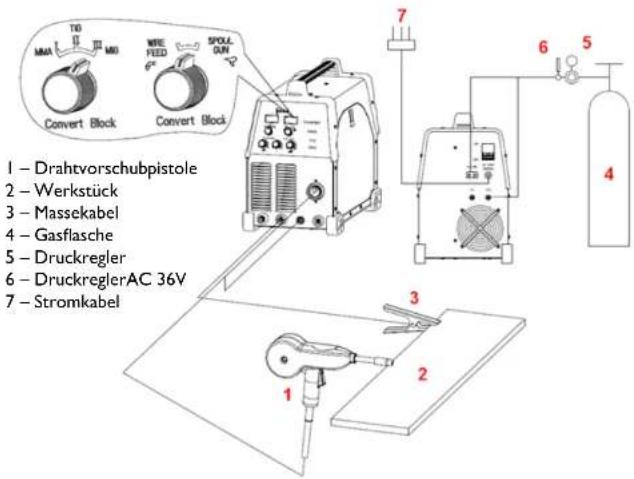
1213
I - WIG-Brenner
2 - Werkstück
3 - Massekabel
4 - Gasflasche
5 - Druckregler
6 - Stromkabel
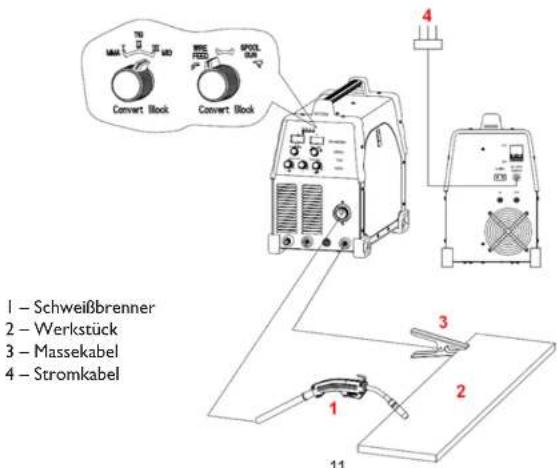
MMA:
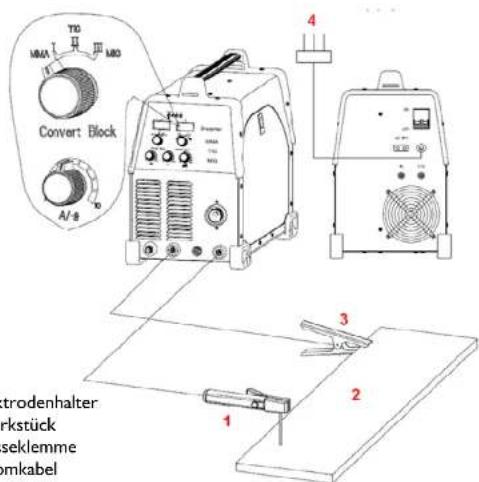
I – Elektrodenhalter
2 - Werkstück
3 - Masseklemme
4 - Stromkabel
DE
DE
TECHNISCHE DATEN
| Model S-MTM 220 | ||
| Eingangsspannung 230V | ||
| Leerlaufverluste 50W | ||
| Wirkungsgrad 0.8 | ||
| Leistungsfaktor 0.73 | ||
| Leerlaufspannung 59V | ||
| MIG Eingangsstrom 31,5 | ||
| Der Spannungsbereich 14-25 | ||
| Strombereich 30-220 | ||
| Einschaltdauer ED 60% | ||
| Einschaltdauer ED 100% | ||
| WIG | Eingangsstrom 23.7 | |
| Strombereich 10-220 | ||
| Einschaltdauer ED 60% | ||
| Einschaltdauer ED 100% | 170 | |
| MMA | Eingangsstrom 36.3 | |
| Strombereich 10-220 | ||
| Einschaltdauer ED 60% | ||
| Einschaltdauer ED 100% | 170 | |
| Gehäuseschutzgrad | IP21 | |
| Kühlung | Fans | |
ARBEITSVERFAHREN
Argon Bogenschweißen (TIG)
Reinigung vor dem Schweißvorgang
Der Wolfram Argon Bogenschweißer reagiert sehr empfindlich auf verunreinigte Oberflächen, die bearbeitet werden sollen. Aus diesem Grund sollen vor dem Schweißen alle Rückstände von Farbschichten auf der Oberfläche, Schmiermittel der Fertigung und oxidierter Film entfernt werden.
DC Argon Bogenschweißen (DC TIG)
Verbinden Sie den Gaseinfluss-Schlauch mit dem Gaseinflusseingang des Schweißgerätes. Verbinden Sie den Gaseinfluss-Schlauch der Schweißpistole mit dem Argonausflussanschluss am Schweißgerät. Verbinden Sie den zu bearbeitenden Arbeitsgegenstand mit der Masseklemme aus dem Ausgang (+) des Schweißgerätes. Befestigen Sie den Stecker der Schweißfackel in den Argon Bogensteuerungssockel.
Gastest: Stellen Sie die Stromzufuhr sicher und schalten sie an, öffnen Sie den Argonflaschenregler und betätigen Sie den Schalter des Strömungsmess-gerätes. Halten Sie den Pistolenschalter gedrückt und wählen sie den geeigneten Argonzufluss. Lassen Sie dann den Pistolenschalter los und das Gas wird sich nach ein paar Sekunden automatisch abstellen. Wenn der Hochfrequenzbogenschlag benutzt wird, sollte das Wolfram Elektrodenende 2-3 mm vom Arbeitsgegenstand entfernt sein. Drücken Sie den Fackelschalter und der Bogenschlag wird ausgeführt. Wenn der Schalter der Schweißfackel wieder ausgeschaltet wird, reduziert sich die Schweißstromstärke und der Bogen hört sofort auf zu arbeiten. Die Schweißfackel kann nicht abgenommen werden, bevor der Bogen nicht zum Stillstand gekommen ist. Lassen Sie das Sicherungsgas abkühlen, sodass die Schweißnaht nicht oxidieren kann. Wenn der Schweißvorgang beendet ist, schalten Sie den Argon Flaschenschalter aus und trennen Sie die Stromzufuhr des Schweißgerätes. Ziehen Sie nicht den Stromstecker heraus, wenn der Schalter angeschaltet ist.
Handschweißen mit Elektrode
Verbinden Sie den E-Hand Schlauch mit dem Minuspol (-).
Stellen Sie den Stromstärkeregler auf die adäquate Schweißstromstärke (Impulsstromstärkeregler auf minimaler Position). Wählen Sie die empirische Formel:1=40d, d ist der Durchmesser der Elektrode.
Positive und negative Verbindung während des Schweißvorgangs.
Verbinden Sie das Schweißgerät mit dem Stromkreislauf, drücken Sie dann den Stromschalter und das Stromanzeigelicht leuchtet auf.
Achten Sie auf die relative Schweißstromstärke und die relative Einschaltdauer des Gerätes. Überlastung kann Schäden verursachen und ist zu unterlassen.
Nach Benutzung des Schweißgerätes sollten Sie das Schweißgerät erst abkühlen lassen und danach den Stromschalter ausschalten
Vorgehensweise
Die Montage der Einzelteile in der dargestellten Reihenfolge befolgen. Achten Sie dabei auf die richtige Anordnung der Bauteile gemäß den Abbildungen. Das Gerät ist noch nicht funktionsfähig. Den Gasfluß mit einem Druck von 5-7 l/min öffnen. Den Gasaustritt vor Windstößen schützen. Außerdem ist Folgendes zu beachten: Die ersten Stufen des Stromstärkereglers dienen zum Schweißen von dünnwandigen Blechen, während die folgenden Stufen für größere Wandstärken dienen. Bei jedem Stufenwechsel des Schalters ist auch die Drahtvorschubgeschwindigkeit einzustellen. Wenn sich beim Schweißen am Drahtende ein Tropfen bildet, muß die Drahtvorschubgeschwindigkeit erhöht werden, wenn man hingegen spürt, wie der Draht gegen das Schlauchpaket drückt, muss die Geschwindigkeit herabgesetzt werden. Immer eine Zange verwenden, um die soeben geschweißten Teile zu bewegen und um Verkrustungen am Ende des Brenners zu entfernen, da diese sehr heiß sind. Sobald der Lichtbogen gezündet hat, das Schlauchpaket in einem Winkel von ca. 30° in Bezug auf die Senkrechte halten.
Wöchentliche Maßnahmen
Überprüfen Sie, ob die Lüftung einwandfrei funktioniert.
EN
EN
USER MANUAL
GENERAL SAFETY
TUNGSTEN INERT GAS WELDING (DEU. WIG; ENG. TIG)
UTILISATEUR ET ENTOURAGE
SOLDADURA DE GAS INERTE - TUNGSTENO (TIG, WIG EN INGLÉS)
Umwelt – und Entsorgungshinweise
Hersteller an Verbraucher
Sehr geehrte Damen und Herren,
gebrauchte Elektro – und Elektronikgeräte dürfen gemäß europäischer Vorgaben [1] nicht zum unsortierten Siedlungsabfall gegeben werden, sondern müssen getrennt erfasst werden. Das Symbol der Abfalltonne auf Rädern weist auf die Notwendigkeit der getrennten Sammlung hin. Helfen auch Sie mit beim Umweltschutz. Sorgen Sie dafür, dieses Gerät, wenn Sie es nicht mehr weiter nutzen wollen, in die hierfür vorgesehenen Systeme der Getrenntsammlung zu geben.

In Deutschland sind Sie gesetzlich [2] verpflichtet, ein Altgerät einer vom unsortierten Siedlungsabfall getrennten Erfassung zuzuführen. Die öffentlich – rechtlichen Entsorgungsträger (Kommunen) haben hierzu Sammelstellen eingerichtet, an denen Altgeräte aus privaten Haushalten ihres Gebietes für Sie kostenfrei entgegengenommen werden. Möglicherweise holen die rechtlichen Entsorgungsträger die Altgeräte auch bei den privaten Haushalten ab.
Bitte informieren Sie sich über Ihren lokalen Abfallkalender oder bei Ihrer Stadt – oder Gemeindeverwaltung über die in Ihrem Gebiet zur Verfügung stehenden Möglichkeiten der Rückgabe oder Sammlung von Altgeräten.
[1] RICHTLINIE 2002/96/EG DES EUROPÄISCHEN PARLAMENTS UND DES RATES ÜBER ELEKTRO – UND ELEKTRONIK – ALTGERÄTE
[2] Gesetz über das Inverkehrbringen, die Rücknahme und die umweltverträgliche Entsorgung von Elektro – und Elektronikgeräten (Elektro – und Elektronikgerätegesetz – ElektroG).
Utylizacja produktu





- ALLGEMEINE SICHERHEITSHINWEISE
- MIG/MAG
- WOLFRAM-INERTGASSCHWEISSEN (WIG, ENGL. TIG)
- MMA
- DE
- EINSCHALTDAUER
- INSTALLATION DES GERÄTS
- BEDIENER UND WEITERE PERSONEN
- BRAND- UND FEUERGEFAHR
- VERHALTEN IM NOTFALL
- PRODUKTSICHERHEIT
- UMWELTSCHUTZ
- BESTIMMUNGSGEMÄSSE VERWENDUNG
- ANFORDERUNGEN AN DEN BEDIENER
- VOR DER ERSTEN BENUTZUNG
- PRÜFUNG NACH ERHALT DER WARE
- ENTSORGUNG DER VERPACKUNG
- TRANSPORT UND LAGERUNG
- GERÄT AUFSTELLEN
- ZUBEHÖR
- ÜBERBLICK
- AUFBAU UND ANSCHLUSS
- AUFBAU
- ARBEITSVERFAHREN
- ARGON BOGENSCHWEISSEN (TIG)
- DC ARGON BOGENSCHWEISSEN (DC TIG)
- HANDSCHWEISSEN MIT ELEKTRODE
- VORGEHENSWEISE
- WÖCHENTLICHE MASSNAHMEN
- EN
- GENERAL SAFETY
- TUNGSTEN INERT GAS WELDING (DEU. WIG; ENG. TIG)
- UTILISATEUR ET ENTOURAGE
- SOLDADURA DE GAS INERTE - TUNGSTENO (TIG, WIG EN INGLÉS)
- UMWELT – UND ENTSORGUNGSHINWEISE
Marke : Stamos
Modell : S-MTM 220
Kategorie : Schweißgerät