
WOOB-4001400 - Machine-outil MSW - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WOOB-4001400 MSW au format PDF.

| Type de produit | Toupie à bois |
| Marque | MSW |
| Modèle | WOOB-4001400 |
| Tension d'alimentation | 400 V ~ triphasé, 50 Hz |
| Puissance nominale | 1500 W |
| Vitesses de rotation | 1400 / 4000 / 6000 / 9000 tr/min |
| Diamètre de broche | 30 mm |
| Diamètre max de fraise | 160 mm |
| Course de fraisage | 0-105 mm |
| Dimensions de la table de travail | 600 x 400 mm |
| Dimensions de la table coulissante | 1000 x 218 mm |
| Dimensions hors tout (L x l x H) | 1045 x 710 x 1230 mm |
| Poids net | 95 kg |
| Raccord d'aspiration | Diamètre 100 mm |
| Débit d'aspiration minimum | 570 m³/h (sec) / 790 m³/h (humide) |
| Niveau de pression acoustique (sans charge) | 81,7 dB(A) |
| Niveau de pression acoustique (en charge) | 89,5 dB(A) |
| Usage | Moulage longitudinal et transversal du bois |
| Sécurité | Couvercle de protection, arrêt d'urgence intégré |
| Entretien | Nettoyage hebdomadaire, lubrification mensuelle |
| Pièces détachées | Disponibles sur demande |
FOIRE AUX QUESTIONS - WOOB-4001400 MSW
Questions des utilisateurs sur WOOB-4001400 MSW
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine-outil au format PDF gratuitement ! Retrouvez votre notice WOOB-4001400 - MSW et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WOOB-4001400 de la marque MSW.
MODE D'EMPLOI WOOB-4001400 MSW
Ce manuel d'utilisation a été traduit à l'aide d'une traduction automatique. Nous avons fait tout notre possible pour garantir l'exactitude de la traduction, mais veuillez noter que les traductions automatiques ne sont pas parfaites et ne sont pas destinées à remplacer les traducteurs humains. La version officielle du manuel d'utilisation est en anglais. Les éventuelles différences entre la version traduite et l'original anglais ne sont pas juridiquement contraignantes. Si vous avez des questions sur l'exactitude de la traduction, veuillez vous référer à la version anglaise, qui est la référence officielle. D'autres versions linguistiques sont disponibles sur demande via info@expondo.com.
Caractéristiques techniques
| Description du paramètre Valeur du paramètre | |
| Nom de produit Toupie | |
| Modèle | MSW-WOOB-4001400 |
| Tension nominale [V~, N] / fréquence [Hz] 400, 3 / 50 | |
| Puissance nominale [W] 1500 | |
| Propriété intellectuelle 20 | |
| Vitesse de fraisage [/min] 1400/4000/6000/9000 | |
| Broche [mm] 30 | |
| Fraise max. [mm] 160 | |
| Course de fraisage [mm] 0-105 | |
| Dimensions de la table [mm] 600*400 | |
| Dimensions de la table coulissante [mm] 1000*218 | |
| Dimensions [largeur * longueur * hauteur; mm] | 1045*710*1230 |
| Poids [kg] 95 | |
Description de l'appareil
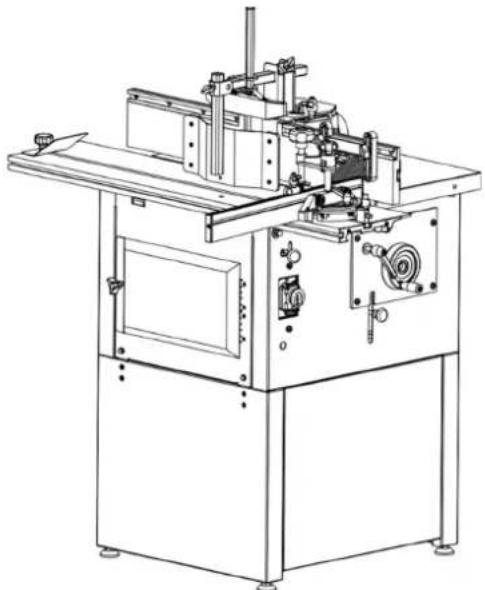
La machine permet le moulage longitudinal et transversal avec une broche verticale de produits semi-finis en bois ou en matériaux à base de bois. La machine est conçue pour être utilisée par un seul travailleur.
La machine n'est pas destinée ni conçue pour des travaux courbes et ne doit pas être utilisée pour des travaux courbes. Il n'y a pas de fonction de tenonnage. La machine est conçue uniquement pour des travaux droits.
L'utilisateur est responsable de tout dommage résultant d'une utilisation non conforme de l'appareil.
Spécifications techniques
| Niveau de bruit A sur le lieu d'exploitation (LpAeq) | Sans charge | LpAeq = 81,7 dB(A) |
| Charger | LpAeq = 89,5 dB(A) | |
| Niveau de puissance acoustique A (LWA) | Sans charge | LWA = 94,5 dB(A) |
| Charger LWA = 103 dB(A) | ||
Les conditions de fonctionnement pour la mesure du bruit sont conformes à l'annexe B de la norme ISO 7960.
Les chiffres indiqués sont des niveaux d'émission et ne correspondent pas nécessairement à des niveaux de travail sûrs. Bien qu'il existe une corrélation entre les niveaux d'émission et d'exposition, celle-ci ne peut pas être utilisée de manière fiable pour déterminer si des précautions supplémentaires sont nécessaires ou non.
Les facteurs qui influencent le niveau réel d'exposition de la main-d'œuvre comprennent les caractéristiques de la salle de travail, les autres sources de bruit, etc., c'est-à-dire le nombre de machines et d'autres processus adjacents. Le niveau d'exposition autorisé peut également varier d'un pays à l'autre. Ces informations permettront toutefois à l'utilisateur de la machine de mieux évaluer le danger et le risque. Transport et stockage
Installation
Raccordement du système d'échappement
Ne travaillez sur la machine qu'avec le système d'échappement connecté et en marche ! Pour le bon fonctionnement de la machine, un équipement d'aspiration avec une capacité d'aspiration minimale de 570 m ^3 /heure et une vitesse minimale de l'air dans les tuyaux égale à 20 m/s pour les particules sèches et de 790 m ^3 /heure et une vitesse minimale de l'air dans les tuyaux égale à 28 m/s pour les particules humides est nécessaire.
Allumez simultanément l'entraînement de la machine et le système d'échappement !
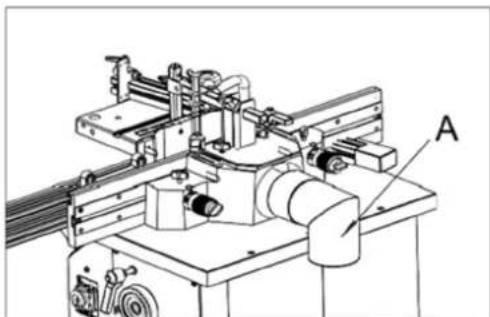
Utiliser des tuyaux d'évacuation flexibles d'un diamètre égal à 100 mm. Le tuyau d'évacuation est raccordé à une sortie d'évacuation dont l'emplacement sur la machine est le suivant :
Pour la machine de moulage, le tuyau d'évacuation est monté sur la sortie du couvercle de l'outil de moulage qui forme également le connecteur d'évacuation (A). Le diamètre du tuyau est de 100 mm.
Raccordement au réseau électrique
- Les câbles d'alimentation endommagés doivent être remplacés immédiatement par un spécialiste compétent. L'utilisation de câbles endommagés est dangereuse pour la vie et est donc interdite !
- Avant de mettre la machine en service, assurez-vous que la tension et la fréquence indiquées sur la plaque signalétique de la machine correspondent aux valeurs du réseau auquel elle est raccordée.
• La protection contre les surtensions doit être fournie par l'utilisateur final. - Avant de régler et de remplacer des outils et avant tout travail de réglage, de modification et d'entretien, éteignez toujours l'interrupteur et débranchez la fiche de la prise d'alimentation.
- Cette machine doit être reliée à la terre de protection. Inspectez et assurez-vous que la prise est correctement mise à la terre.
Sens de rotation
Si vous vous tenez sur le côté de la machine et que vous regardez depuis le haut de la table, la broche de la moulurière tourne dans le sens inverse des aiguilles d'une montre si vous regardez vers le bas.
Opération
Préparation
Retirez le revêtement protecteur des tables de travail et des autres parties de la machine avec de l'huile de paraffine ou tout autre solvant similaire. N'utilisez pas d'essence ou de solvants similaires pour cette activité - ils pourraient entraîner une réduction de la résistance à la corrosion de certaines parties de la machine.
La taille de la zone de travail dépend du type de machine, des opérations de travail prévues et de la taille du matériau usiné.
N'oubliez pas de prévoir un espace pour l'emplacement d'un système d'évacuation suffisamment efficace ou des tuyaux de raccordement pour l'évacuation centrale.
Qualifications des travailleurs
Seul un expert qualifié dans le domaine de l'usinage du bois ou un travailleur instruit et formé par un tel expert peut utiliser la machine, quel que soit son sexe. Lors de l'utilisation de la machine, l'opérateur doit se familiariser avec ces instructions et se conformer aux règles, réglementations et dispositions de sécurité en vigueur dans le pays concerné.
Environnement de travail
La machine doit être utilisée dans un environnement d'atelier dont la température ne dépasse pas +40 °C et ne descend pas en dessous de +5 °C. L'humidité relative ambiante est de 30 % à 95 %, sans condensation. L'altitude au-dessus du niveau de la mer peut atteindre 1 000 m.
Température de stockage et de transport : -25\~+55 °C
Classification environnementale - danger d'incendie de poussières inflammables.
Espace de travail
Il est important de maintenir un espace libre de 0,8 m autour de la machine, ce qui est nécessaire pour le lieu de travail. Si des matériaux longs sont usinés, il est nécessaire de prévoir un espace suffisant devant la machine ainsi que derrière celle-ci aux endroits d'entrée et de sortie du matériau.
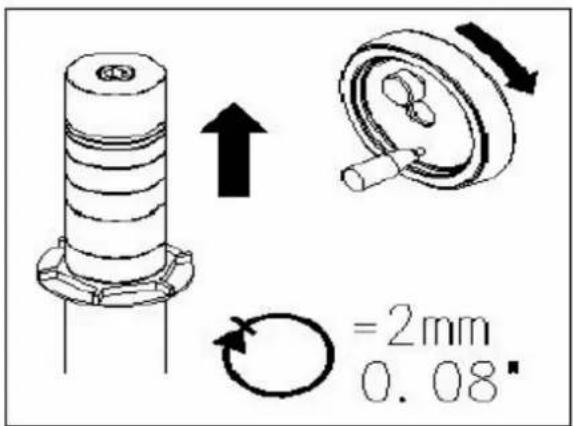
Réglage de la machine
Réglez la hauteur de l'axe de moulage à l'aide du volant situé sur le côté arrière droit du support et fixez-le avec la vis d'arrêt. Sélectionnez le matériau de remplissage approprié de la table (anneau de table) en fonction de l'outil utilisé.
Changement de vitesse
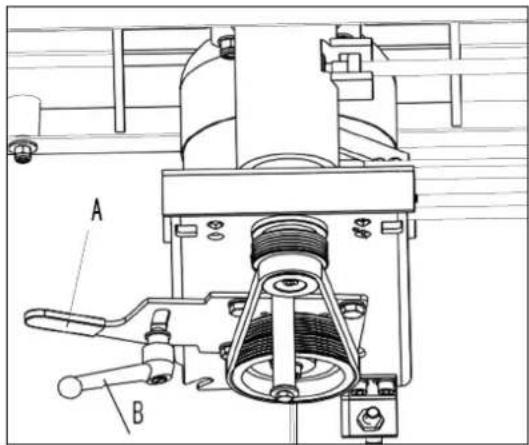
La machine peut fonctionner à 6 500 tr/min (poulies inférieures) ou à 4 500 tr/min (poulies supérieures). Pour modifier la vitesse de la broche, desserrez la poignée de verrouillage (A) et faites pivoter l'ensemble moteur vers la broche. Repositionnez la courroie à la vitesse souhaitée et tendez le bouton (B).
Moulage longitudinal
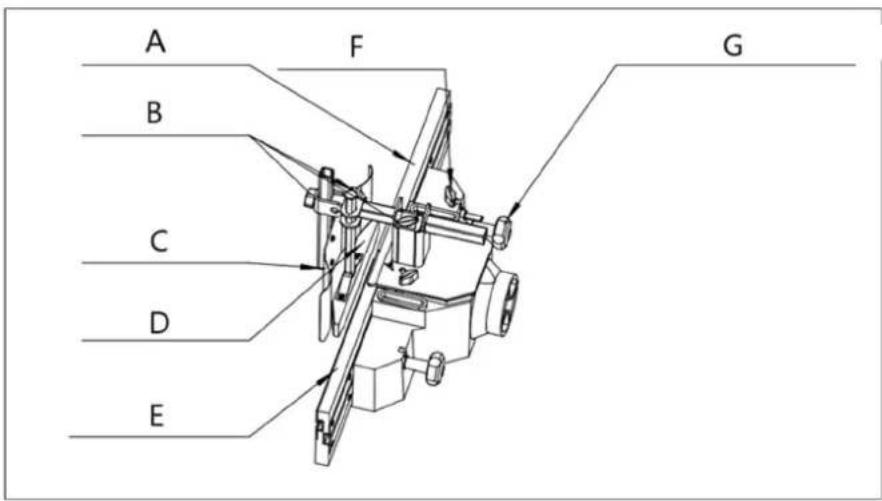
A- Guide d'alimentation
B- Bouton de verrouillage
C- Coussin de pression
D- Coussin de pression
E- Guide de sortie
F- Poignée de réglage fin
Outillage : utiliser des outils adaptés avec une épaisseur de copeaux définie pour l'alimentation manuelle. Cycle de travail : pendant que le moulage d'essai est en cours, commencez à travailler avec une pièce de longueur, de largeur et de hauteur suffisantes. Il est nécessaire d'empêcher le blocage de la machine, ou d'utiliser une sécurité contre les rebonds adaptée aux dimensions de la pièce. Afin d'éviter tout rebond, il est nécessaire d'utiliser des butées avant et/ou arrière fixées au guide, à la table ou fixées à une table rallonge.
Ne jamais régler les règles pendant que la machine est en fonctionnement !
Pendant le travail, effectuez le réglage latéral des plaques de guidage, maintenez l'ouverture de l'outil à réduire au minimum, verrouillez les plaques de guidage et ajustez la poignée de réglage fin pour régler le copeau requis (enlèvement de bois) et verrouillez la station par le bouton de verrouillage.
Maintenez les coussinets de pression en contact avec la table et les plaques de guidage fermement et uniformément le long de la règle de guidage.
La vitesse de coupe doit dépasser 40 ms ^-1 afin de réduire le risque de rebond, mais ne doit pas dépasser 70 ms ^-1 afin de réduire le risque d'endommagement de l'outil.
Un éclairage général ou localisé adéquat doit être prévu.
Moulage de pièces de petite section
Outil : Choisissez l'outil adapté à l'alimentation manuelle.
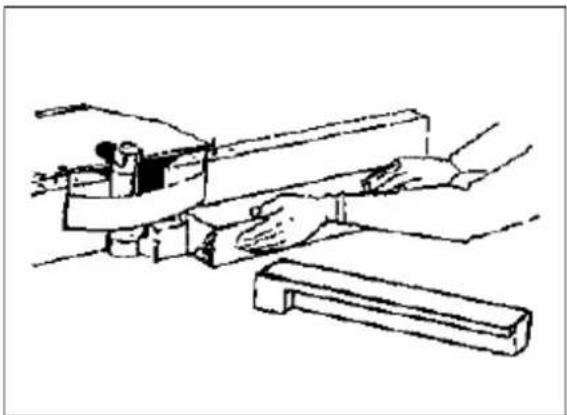
Cycle de travail : Réglez la machine de moulage et placez les deux moitiés de la règle près de l'outil. Usiner la matière uniquement au moyen d'un poussoir ! Choisissez la taille du poussoir de manière à ce que la main puisse être posée dessus confortablement.
Aides à la protection
Pour les travaux sur la machine, une protection des yeux est prescrite. Il est conseillé d'utiliser une protection auditive appropriée et des chaussures de travail recommandées. Les salopettes de travail ne sont pas autorisées.
Manipulations NON autorisées
Sur la machine, il n'est PAS autorisé de :
• Effectuer toute modification des éléments de sécurité de la machine sans l'autorisation du fabricant.
• Effectuer toute manipulation non conforme aux consignes de sécurité contenues dans ce manuel.
- Toucher l'outil ou ses environs proches et d'autres pièces mobiles.
• Usiner tous matériaux autres que le bois ou ceux à base de bois.
- Surcharger la machine lors de l'usinage de produits semi-finis de grande taille.
- Retirez les copeaux de l'endroit proche des outils à la main ou avec n'importe quel objet pendant que la machine est en fonctionnement.
• Utiliser d'autres outils que ceux livrés ou recommandés par le fabricant de la machine.
Utiliser la clôture comme guide
Le façonnage avec la clôture est la méthode de travail la plus sûre et la plus satisfaisante. Cette méthode doit toujours être utilisée lorsque le travail le permet. Presque tous les travaux droits peuvent être réalisés avec la clôture.
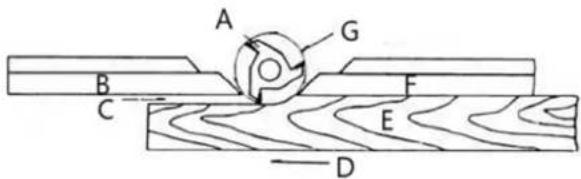
- Pour la plupart des travaux, où une partie du bord de la pièce n'est pas touchée par la fraise, les guides avant et arrière sont en ligne droite, comme indiqué dans la figure ci-dessous.
C- Profondeur de coupe
D- Alimentation
E- Travail
F- Clôture avant
G- Cercle de coupe
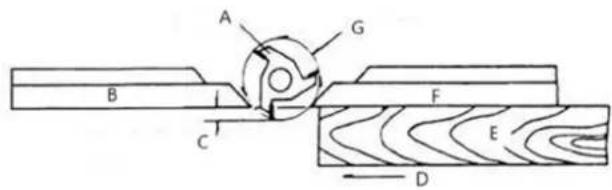
- Lorsque l'opération de façonnage supprime la totalité du bord de l'ouvrage (c'est-à-dire l'assemblage ou la réalisation d'un cordon complet), le bord façonné ne sera pas soutenu par le guide arrière lorsque les deux guides sont alignés comme indiqué dans la figure ci-dessous. Dans ce cas, la pièce doit être avancée jusqu'à la position indiquée sur la figure ci-dessous et arrêtée.
- La clôture avant doit être avancée pour entrer en contact avec l'ouvrage comme indiqué dans la figure ci-dessous. La clôture arrière sera alors alignée avec le cercle de coupe.
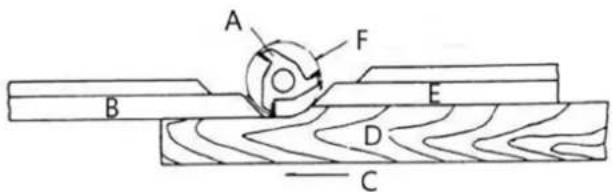
A- Cutter de table
B- Clôture arrière
C- Alimentation
D- Travail
E- Clôture avant
F- Cercle de coupe
Mise en forme avec des colliers
Suivez ces règles lors du façonnage avec des colliers pour un fonctionnement plus sûr et de meilleurs résultats :
- Les colliers doivent être lisses et exempts de toute gomme ou autre substance.
- Le bord de l'ouvrage doit être lisse. Toute irrégularité de la surface qui vient en appui sur le collier sera reproduite sur la surface façonnée.
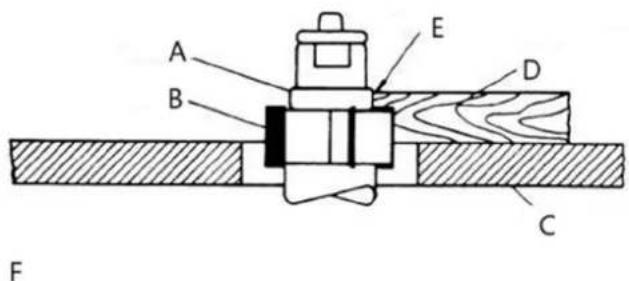
- Une partie du bord de la pièce doit rester intacte avec la fraise afin que le collier ait une surface d'appui suffisante. Voir l'image ci-dessous pour un exemple de surface d'appui insuffisante.
A- Collier
B- Cutter de table
C- Tableau
D- Travail
E- Surface d'appui insuffisante
F- Faux
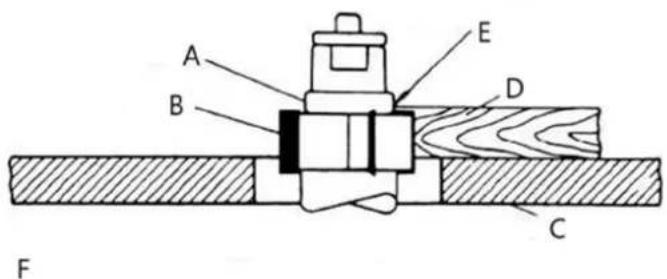
- La figure ci-dessous illustre une surface d'appui suffisante.
A- Collier
B- Cutter de table
C- Tableau
D- Travail
E- Surface d'appui suffisante
F- Droite
- En aucun cas une petite pièce ne doit être façonnée contre les colliers comme indiqué sur la figure ci-dessous.
E
A- Collier
B- Cutter de table
C- Tableau
D- Pièce étroite
E- Faux
Positionnement du collier
Les colliers peuvent être positionnés au-dessus, en dessous ou entre deux couteaux :
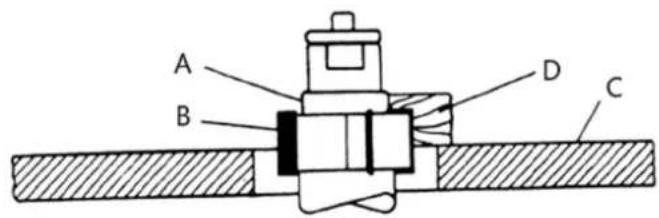
- Lors de l'utilisation du collier situé sous le cutter, comme illustré ci-dessous, la progression de la coupe peut être observée à tout moment. L'inconvénient de cette méthode est que tout soulèvement accidentel de la pièce risque d'abîmer le bois et de ruiner la pièce.
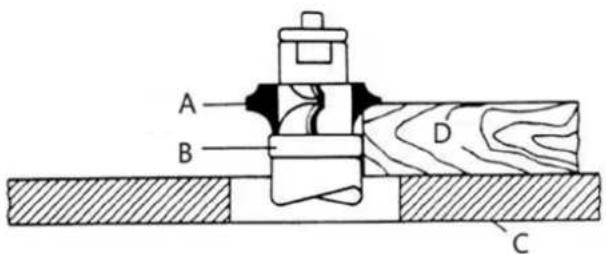
A- Cutter de table
B- Collier
C- Tableau
D- Travail
- L'utilisation du collier au-dessus de la fraise, illustrée ci-dessous, offre l'avantage que la coupe n'est pas affectée par de légères variations d'épaisseur de la matière. Cependant, la coupure n'est pas visible
pendant l'opération. Un autre avantage est que le soulèvement accidentel de la pièce à usiner ne risque pas de l'abîmer. Corrigez simplement l'erreur en répétant l'opération.
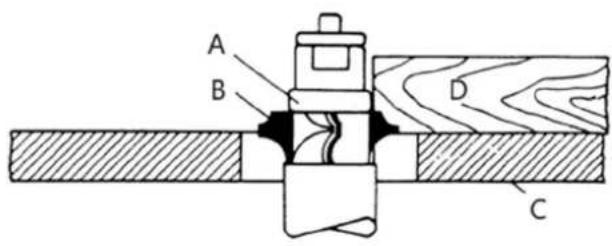
A- Collier
B- Cutter de table
C- Tableau
D- Travail
- La méthode du collier entre les couteaux, illustrée dans la figure ci-dessous, présente à la fois les avantages et les inconvénients des deux premières méthodes. Cette méthode est principalement utilisée lorsque les deux bords de l'ouvrage doivent être façonnés. La machine ne peut pas être utilisée pour le tenonnage !
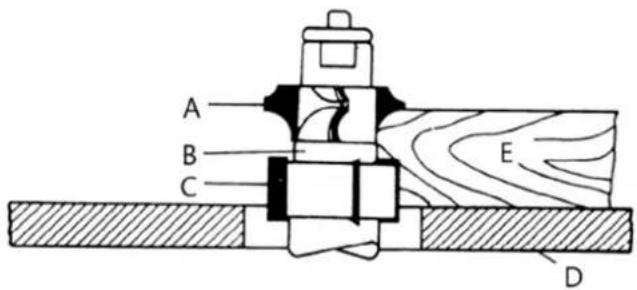
A- Cutter de table
B- Collier
C- Cutter de table
D- Tableau
E- Travail
Remplacement des outils de moulage
Utilisez uniquement des outils de moulage conçus pour une alimentation manuelle et pouvant être serrés fermement et en toute sécurité. Seuls les outils conformes à la norme EN847-1:2005 et marqués MAN doivent être utilisés.
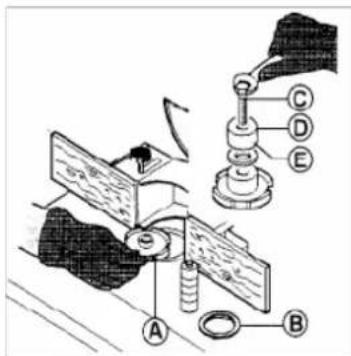
Avant de monter l'outil (A), assurez-vous que les bagues d'espacement (E) sont propres et non endommagées. Assurez-vous que la méthode de fixation est correcte. L'outil de moulage est fixé et serré par un boulon (écrou) (C), par l'intermédiaire d'une bague de broche (D) et de bagues d'espacement (E) sur la broche de moulage ! Ajustez le trou dans la table en fonction du diamètre de l'outil de moulage (A) à l'aide des anneaux de table (B).
Lors de l'installation des outils de moulage, le couvercle de protection doit être ouvert. Desserrez les deux boutons de verrouillage (F) pour ouvrir le couvercle. Après l'installation, fermez le couvercle et verrouillez-le à l'aide des boutons de verrouillage.

AVERTISSEMENT : Fermez toujours le couvercle de protection et verrouillez-le solidement une fois les installés.
Transport et stockage
Transport et stockage
Lors du transport ou de la manipulation de la machine, soyez très prudent et laissez cette activité être effectuée par du personnel qualifié spécialement formé pour ce type d'activité.
Pendant le chargement ou le déchargement de la machine, assurez-vous qu'aucune personne ou sujet ne soit pressé par la machine !
Ne pas pénétrer dans la zone située sous la machine soulevée par une grue ou un chariot de service à grande levée !
Lors du transport ou du stockage de la machine, des mesures doivent être prises pour protéger la machine contre les vibrations et l'humidité excessives.
Il est conseillé de le stocker dans un abri à une température comprise entre -25°C et 55°C. En standard, la machine est emballée dans un plateau en plastique et transportée de cette manière. Sur demande, la machine peut également être emballée dans une caisse en bois robuste.
Levage de la machine
La machine ou ses pièces détachées ne peuvent être soulevées qu'au moyen d'un dispositif de levage homologué avec une capacité de levage vérifiée.
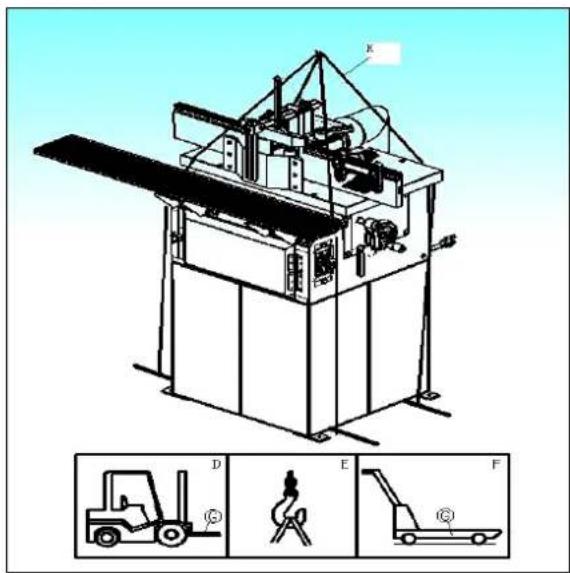
Préparez un chariot élévateur à grande levée (D) ou un chariot élévateur manuel (F) avec une capacité de levage suffisante, placez les fourches (G) sous la machine, comme indiqué sur la photo.
Si vous utilisez une grue (E) ou un équipement de levage similaire, procédez comme suit :
- Préparez quatre sangles de levage (H) ou câbles en acier d'au moins 2 m de long avec une capacité de levage suffisante.
• Fixez les cordes au crochet de la grue avec la capacité requise. - Placez l'autre extrémité des cordes sur les tiges de levage placées sous la machine (les tiges ne font pas partie de la livraison).
- Après avoir légèrement soulevé la machine, vérifiez la stabilité de la machine suspendue aux cordes.
- Soulevez la machine avec précaution et lentement, puis déplacez-la sans aucun changement rapide de mouvement jusqu'à l'endroit sélectionné.
ENTRETIEN
Avant de commencer les travaux d'entretien ou de réparation, débranchez toujours la machine du secteur ! Éteignez la machine et débranchez la fiche de la prise d'alimentation !
Il est nécessaire de toujours maintenir les courroies trapézoïdales (courroie de transmission de la broche) bien serrées.
La machine doit être nettoyée. Les tiges, axes, filetages et autres pièces susceptibles de rouiller doivent être lubrifiés avec une huile appropriée. L'intervalle entre ces activités dépendra de la manière de travailler, mais elles doivent être effectuées au moins une fois par mois.
Les roulements des moteurs électriques et de la broche de moulage sont remplis de graisse permanente, sont fermés des deux côtés et ne nécessitent aucune lubrification.
Évitez la contamination des courroies avec de l'huile ou de la graisse. Si cela se produit, nettoyez la courroie uniquement avec du papier ou séchez-la.
Il est préférable d'enlever la poussière avec un aspirateur. Effectuez cette activité régulièrement, au moins une fois par semaine.
Résolution de problèmes
Aucun défaut ne devrait survenir si la machine est utilisée correctement et entretenue correctement. Si le tuyau d'évacuation est obstrué par des copeaux, la machine doit être éteinte avant toute manipulation. Si une pièce se bloque, éteignez immédiatement la machine ! Un couteau émoussé provoque souvent un échauffement excessif du moteur électrique. Si la machine vibre excessivement, vérifiez son réglage et son ancrage, éventuellement aussi le serrage et l'équilibrage des outils utilisés.
| Problème | Cause(s) | possible(s) |
| Le shaper ne démarre pas | Fusible grillé ou disjoncteur déclenché | Remplacer le fusible ou réinitialiser le disjoncteur |
| Cordon endommagé Remplacer le cordon | ||
| Cordon débranché de la source d'alimentation | Branchez le cordon d'alimentation | |
| L'inverseur est en position OFF | Tournez l'interrupteur pour avancer ou reculer | |
| La surcharge se déclenche fréquemment | La rallonge ou le câblage est de taille inadéquate | Remplacez le cordon ou le câblage par un câblage de calibre approprié |
| Alimentation du stock trop rapide | Réduire le taux d'alimentation du stock | |
| La tête de coupe est émoussée | Utilisez uniquement des outils tranchants | |
| Le cutter n'atteint pas sa pleine vitesse | Le calibre du fil d'atelier est trop petit | Remplacez le cordon ou le câblage par un fil de calibre approprié |
| Rallonge trop légère ou trop longue | Remplacer par un cordon de taille adéquate | |
| La source d'alimentation n'est pas adéquate | Contactez votre compagnie d'électricité locale | |
| Les coupes ne sont pas satisfaisantes | Fraise émoussée | Remplacer le coupeur |
| Gomme ou poix sur le cutter | Retirer le cutter et nettoyer avec un solvant | |
| La tête de coupe tourne dans le mauvais sens | Vérifier la bonne rotation au démarrage | |
| Le travail d'alimentation dans la mauvaise direction | Travail d'avance contre la rotation de la fraise | |
| La machine vibre | Tête de coupe endommagée | Remplacer la tête de coupe |
| Se tenir debout sur une surface irrégulière | Le support doit reposer solidement sur une surface plane, boulonné au sol si nécessaire | |
| Courroie trapézoïdale défectueuse Remplacer la courroie trapézoïdale | ||
| Courroie trapézoïdale mal tendue Appliquer la tension appropriée | ||
| Poulie coudée Remplacer la poulie | ||
| Moteur mal monté | Le moteur doit être correctement monté avec des écrous et des boulons bien serrés | |
| Le bord se fend lors d'une coupe transversale | Caractéristiques de ce type de coupe | Effectuez d'abord des coupes transversales, puis terminez la coupe dans le sens du grain. |
| Utiliser un bloc de chute pour soutenir la fin de la coupe | ||
Solution
| Zones surélevées sur le bord profilé | Variation de la pression de maintien du travail contre la fraise | Maintenez fermement la pièce contre la table et le guide. |
| Utiliser des dispositifs de retenue | ||
| Travail tiré de la main | Le travail d'alimentation dans la mauvaise direction | Avancez toujours la pièce dans le sens contraire de la rotation de la tête de coupe |
| Profondeur de coupe non uniforme | Désalignement de la clôture Aligner la | clôture de sortie |
| Pression latérale non uniforme | Utilisez des dispositifs de maintien : maintenez une pression constante contre la clôture | |
| Le travail brûle | Coupe trop profonde en un seul passage | Sur les bois durs, effectuez des coupes légères ; atteignez la profondeur maximale avec plusieurs passages |
| Forcer le travail Travaillez lentement et régulièrement | ||
| La hauteur de coupe n'est pas uniforme | Variation de la pression de maintien du travail sur la table | Maintenez une pression ferme tout au long du passage |
| Utiliser des dispositifs de retenue | ||
| Faites passer lentement et régulièrement | ||
| Gardez le travail sous coupe autant que possible | ||
| Les coupes ne sont pas lisses | Mauvais régime Utiliser une vitesse plus rapide | |
| Alimentation trop rapide Vitesse d'alimentation lente | ||
| Travailler à contre-courant | Travaillez dans le sens du grain autant que possible | |
| Coupe trop profonde en un seul passage | Effectuez plusieurs passages sur des coupes très profondes | |
| La broche ne monte pas librement | Sciure ou saleté dans le mécanisme de levage | Brossez ou soufflez la saleté et la sciure |
Élimination des appareils usagés
Ne jetez pas cet appareil dans les déchets municipaux. Remettez-le à un point de collecte et de recyclage des appareils électriques et électroniques. Vérifiez le symbole sur le produit, le manuel d'instructions et l'emballage. Les plastiques utilisés pour construire l'appareil peuvent être recyclés en suivant leurs marquages. En choisissant de recycler, vous contribuez significativement à la protection de notre environnement.
Contactez les autorités locales pour obtenir des informations sur votre centre de recyclage local.
Schéma des pièces
Caractéristiques
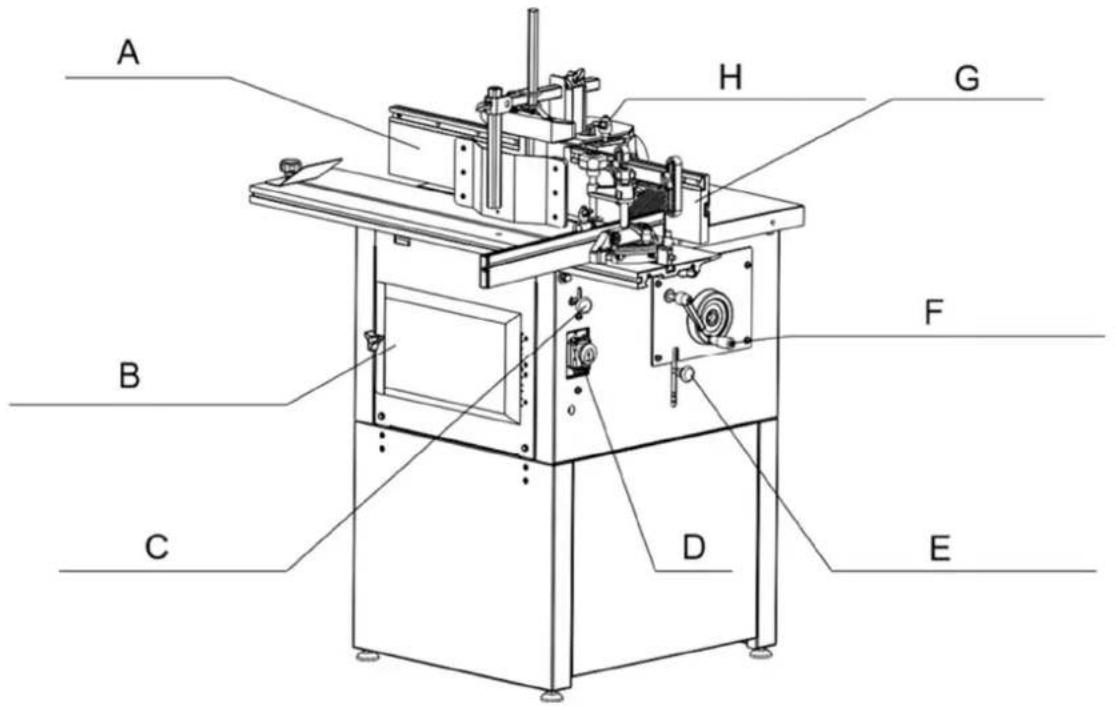
| Numéro de la pièce Description de l’appareil | |
| A Guide de sortie | |
| B Porte du compartiment moteur | |
| C Serrure de table coulissante | |
| D | Commutateur |
| E Blocage de la rotation de la broche | |
| F Contrôle de la montée et de la descente de la broche | |
| G | Guide |
| H Boulon de fixation de clôture | |
d'aliment
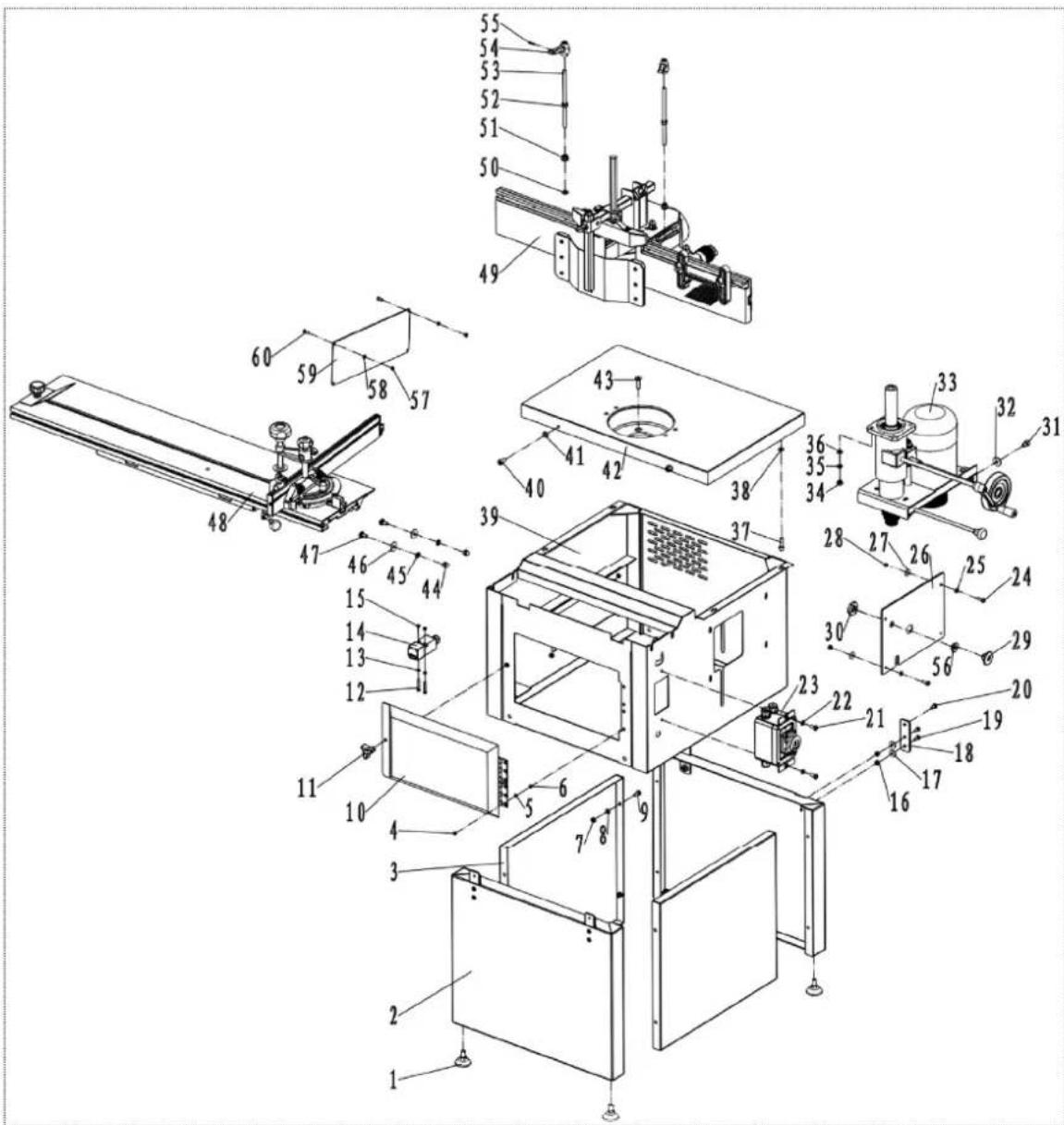
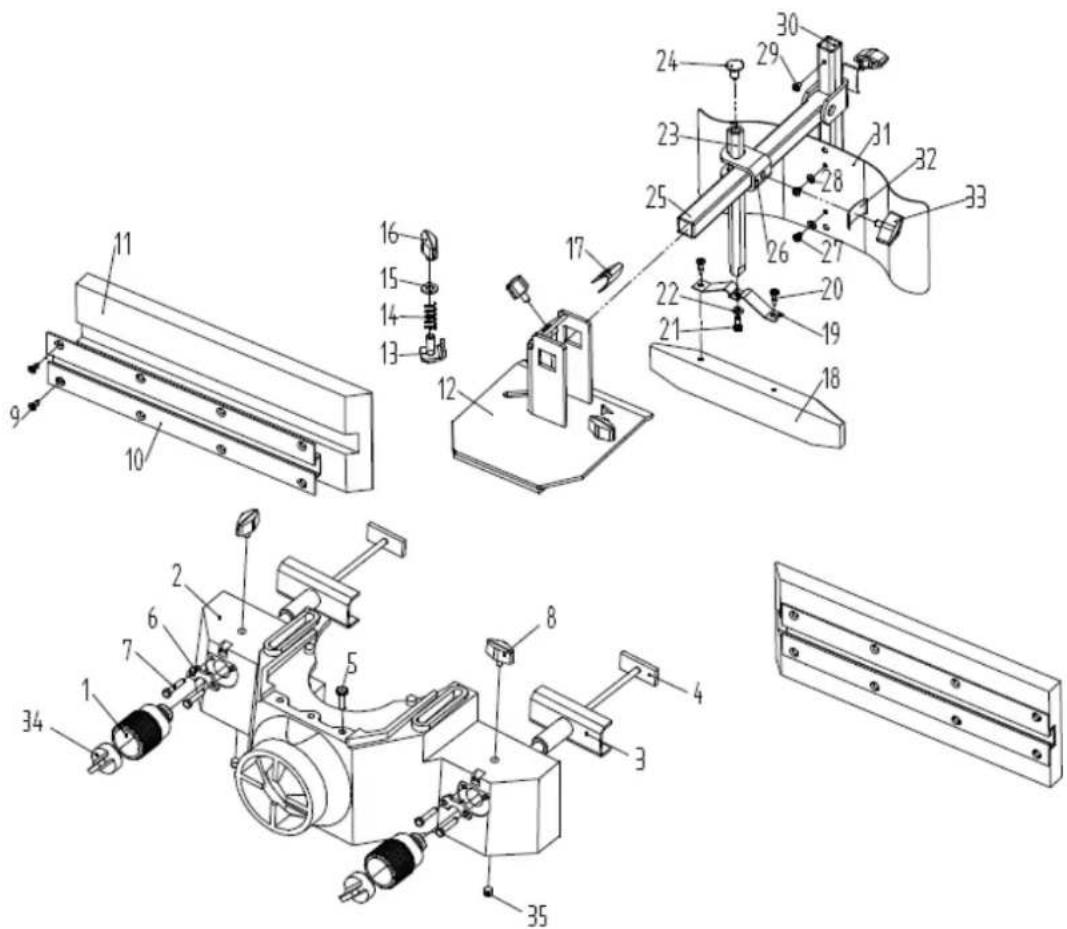
Assemblage final
| NON. | DESCRIPTION | NON. | DESCRIPTION |
| 1 Sous-étai 2 Partie inférieure de la jambe | |||
| 3 Panneau de couverture 4 Vis M4X10 | |||
| 5 Roncelle 4 6 Écrou hexagonal M4 | |||
| 7 Écrou hexagonal M6 8 Rondelle 6 | |||
| 9 Boulon hexagonal M6X16 10 Housse de protection | |||
| 11 Poignée de porte 12 Vis M4X30 | |||
| 13 Rondelle 4 14 | Interrupteur de verrouillage | ||
| 15 Écrou hexagonal M4 | 16 | Écrou hexagonal M6 | |
| 17 Grande rondelle 6 | 18 | Plaque de liaison | |
| 19 Vis M6X16 | 20 Boulon hexagonal M6X12 | ||
| 21 Vis M6X16 22 Rondelle 6 | |||
| 23 Ensemble de commutateurs | 24 | Vis M6X16 | |
| 25 Rondelle 6 | 26 | Façade de moulage | |
| 27 Grande rondelle 6 28 Écrou hexagonal M6 | |||
| 29 | Buisson | 30 Écro | |
| 31 Vis M8X25 32 Grande rondelle 8 | |||
| 33 | Assemblage de | mouleuse | 34 Écrou hexagonal M8 |
| 35 Rondelle élastique 8 36 Rondelle 8 | |||
| 37 Vis M8X25 38 Rondelle 8 | |||
| 39 Assemblage de boîte 40 Vis M8X12 | |||
| 41 | Rondelle | 8 | 42 |
| 43 Vis M8X30 44 Écrou hexagonal à dôme M8 | |||
| 45 | Rondelle dentiforme 8 | 46 Grande rondelle 8 | |
| 47 | Boulon à tête carrée M8X16 | 48 | Ensemble de table coulissante |
| 49 | Ensemble de douille d'échappement | 50 Rondelle 8 | |
| 51 | Écrou à embase hexagonale M8 | 52 Écrou hexagonal M8 | |
| 53 | Arbre de verrouillage | 54 | Manette de serrage |
| 55 | Goupille élastique 3X16 | 56 | buisson |
| 57 Écrou hexagonal M5 58 Rondelle 8 | |||
| 59 | Plaque de fenêtre 60 Vis M5X12 | ||
u hexagonal
Table
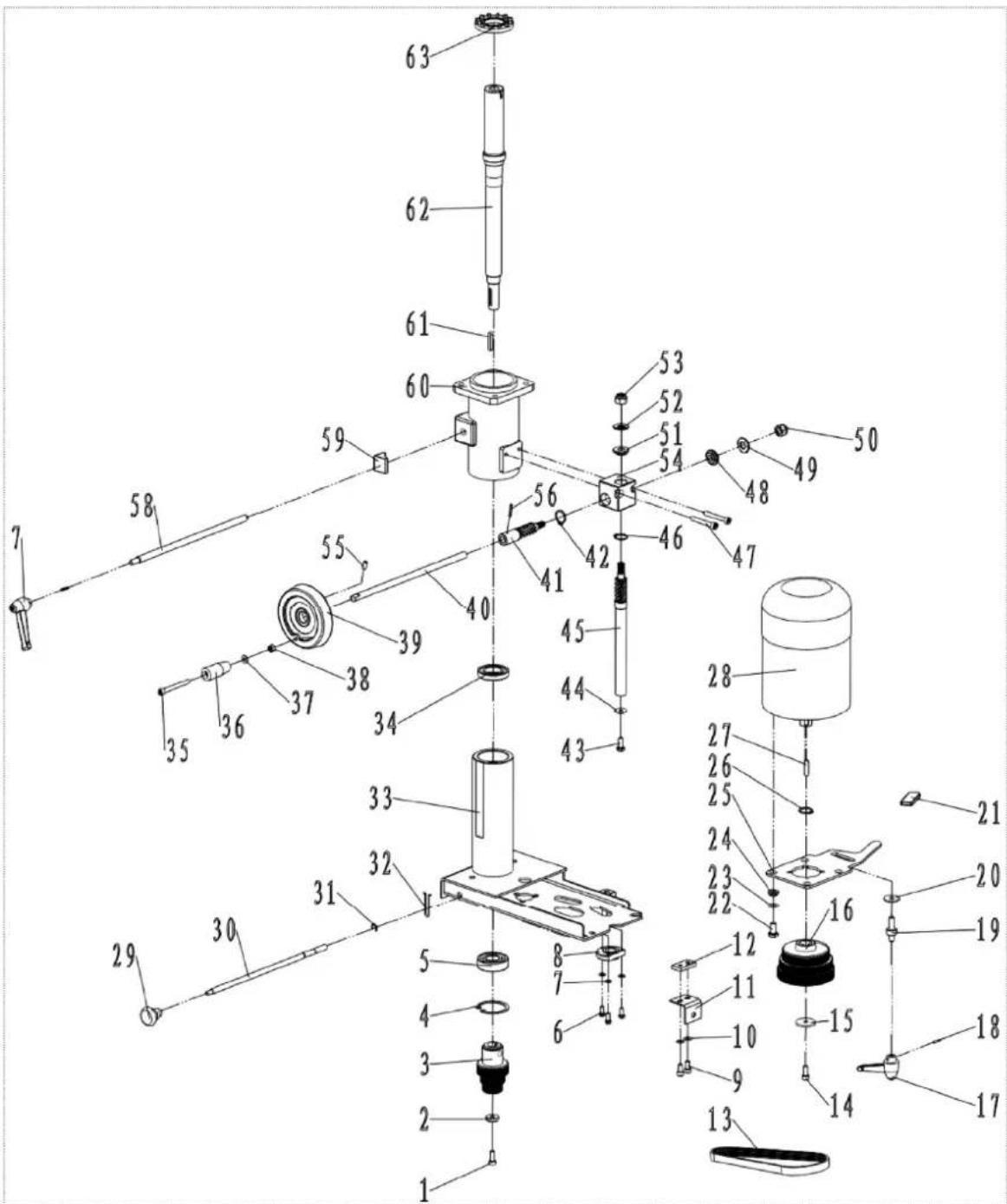
Ensemble de broche de moulage
| NON. | DESCRIPTION | NON. | DESCRIPTION |
| 1 Vis M6X16 2 Rondelle circulaire | |||
| 3 Poulie entraînée 4 Anneau « C » φ47 | |||
| 5 Roulement 6204 6 Boulon hexagonal M5X12 | |||
| 7 Rondelle 5 8 Douille à noix | |||
| 9 | Vis | M6X14 10 | |
| 11 | Plaque d'angle | 12 | |
| 13 | Cloche cunéiforme | 14 | |
| 15 | Grande rondelle | 16 | |
| 17 | Manette de serrage | 18 | Goupille élastique 3X16 |
| 19 | Boulon de verrouillage | 20 | Grande rondelle 8 |
| 21 | Manche de manteau | 22 | Boulon hexagonal M8X16 |
| 23 | Rondelle | 8 | 24 Buisson |
| 25 | Plaque de rotation | 26 | Anneau « C » φ19 |
Ronde
Plaque
Vis
Poulie
| 27 | Clé | 6X25 | 28 |
| 29 | poignée | 30 | Poteau |
| 31 | Anneau « E » 6 | 32 Pince à ressort | |
| 33 Support moteur 34 Roulement 6005 | |||
| 35 Vis M6X60 36 Douille de poignée | |||
| 37 Rondelle 6 38 Écrou hexagonal M6 | |||
| 39 Volant à main 40 Pôle de rotation | |||
| 41 | Arbre de | transmission | Bague «42 » 18 |
| 43 Boulon hexagonal M6X16 44 Grande rondelle 6 | |||
| 45 | Arbre de | transmission | Bague «46 » 18 |
| 47 | Vis M6X45 | 48 | Bague d'engrenage |
| 49 | Roulement | 50 | Écrou de blocage hexagonal M10 |
| 51 | Bague d'engrenage | 52 | Roulement |
| 53 | Écrou de blocage hexagonal M10 | 54 | Transmission |
| 55 | Vis de réglage M6X12 | 56 | Goupille élastique 3X20 |
| 57 | Manette de serrage | 58 | Poteau de verrouillage |
| 59 | Bloc de verrouillage | 60 | Stand orienté |
| 61 | Clé | 5X30 | 62 Broche |
| 63 | Bouchon de ventilateur | ||
Ensemble de douille d'échappement moulée
| NON. | DESCRIPTION | NON. | DESCRIPTION |
| 1 | Molette de réglage 2 | Prise d'échappement | |
| 3 Support de guidage 4 Boulon en forme de T | T | ||
| 5 Vis M6X10 6 Plaque métallique | |||
| 7 Boulon hexagonal M5X12 8 Poignée rhombique | |||
| 9 Vis M4X12 10 Rail en forme de | T | ||
| 11 | Bois large horizontal | 12 Crémaillère de Turing | |
| 13 Tôle de verrouillage 14 Ressort | |||
| 15 | Rondelle 8 | 16 | Poignée rhombique d'Horrent |
| 17 | Soucoupe | 18 | Bois |
| 19 Plaque en forme de M 20 Vis M4X16 | |||
| 21 Boulon hexagonal M5X12 22 | Rondelle 5 | ||
| 23 Leader hexagonal 24 | Boulon M8X10 | ||
| 25 | Ensemble de guide carré | 26 Cabestan | |
| 27 | Vis M4X6 | 28 | Rondelle 4 |
| 29 | Vis M4X6 | 30 | Colonne montante |
| 31 | Ressort de protection large | 32 | Patch de verrouillage |
| 33 | Poignée rhombique | 34 Bouton de verrouillage | |
| 35 Vis de réglage M8X10 | |||
Ensemble de table coulissante
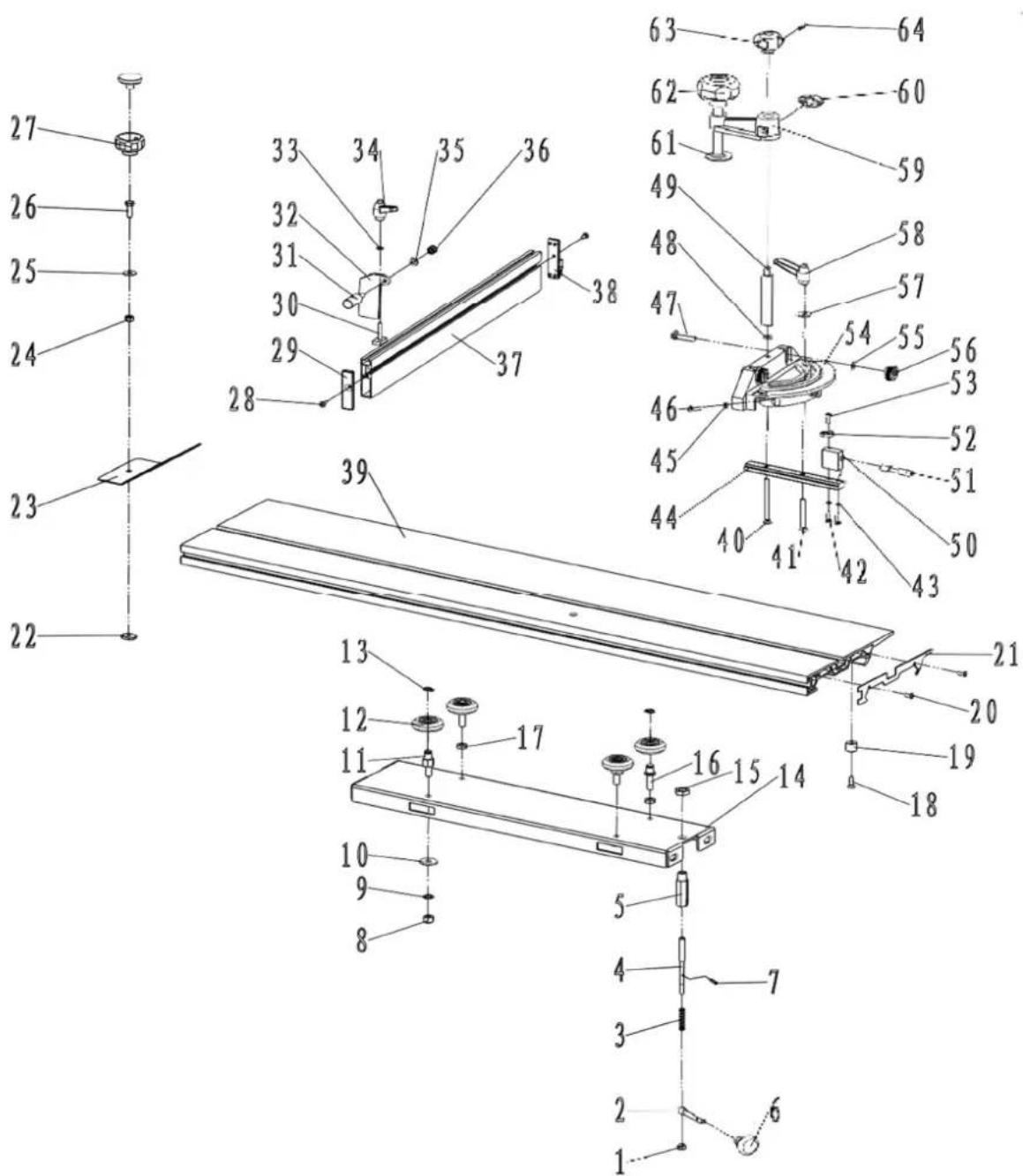
| NON. | DESCRIPTION | NON. | DESCRIPTION |
| 1 Écrou | hexagonal M6 2 Poteau à broches | ||
| 3 | Ressort | 4 Pote | |
| 5 Douille de poteau 6 Manette de serrage | |||
| 7 | Goupille élastique | 3X16 8 Écrou hexagonal M8 | |
| 9 Rondelle dentiforme 8 10 Grande rondelle 8 | |||
| 11 Pôle | excentrique 12 | Treuil électrique | |
| 13 | Anneau « C » 10 | 14 | Support de table |
| 15 | Écrou fin hexagonal M12 | 16 | Pôle homocentrique |
| 17 | Écrou fin hexagonal M8 | 18 | Vis M6X16 |
| 19 Bague en nylon | 20 | Vis M4X10 | |
| 21 Insertion de rail de guidage 22 Écrou carré | |||
| 23 Plaque d'arrêt 24 Écrou hexagonal M6 | |||
| 25 Grande rondelle 6 26 Boulon hexagonal M6X20 | |||
| 27 Assemblage de la poignée 28 Vis M4X10 | |||
| 29 Insert de clôture 30 Boulon en forme de | T | ||
| 31 Boulon d'arrêt | 32 | Plaque de verrouillage | |
| 33 Rondelle 5 34 | Petite poignée | ||
| 35 Rondelle 6 36 | Écrou hexagonal de blocage M6 | ||
| 37 Clôture | 38 | Insert de clôture | |
| 39 Rail de guidage | 40 Vis M6X70 | ||
| 41 Vis M6X50 42 Vis M4X12 | |||
| 43 Rondelle élastique 4 | 44 | Plaque en forme de T | |
| 45 Écrou hexagonal M4 | 46 | Vis M4X16 | |
| 47 Boulon à tête carrée M6X30 | 48 Rondelle 6 | ||
| 49 Puits de montage | 50 | Support fixe | |
| 51 Poteau d'arrêt | 52 | aiguille | |
| 53 Vis M4X12 54 | Guide à onglet | ||
| 55 Rondelle 6 56 | Bouton de verrouillage | ||
| 57 Grande rondelle 6 58 Petite poignée | |||
| 59 Bascule | 60 | Poignée rhombique | |
| 61 Plaque de presse | 62 | Appuyez sur la poignée | |
| 63 Poignée | 64 | Goupille élastique 3X16 | |





