
WOOB-4001400 - Strojní nástroj MSW - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma WOOB-4001400 MSW ve formátu PDF.

| Typ produktu | Frézka na dřevo |
| Značka | MSW |
| Model | WOOB-4001400 |
| Napájecí napětí | 400 V ~ třífázové, 50 Hz |
| Jmenovitý výkon | 1500 W |
| Otáčky | 1400 / 4000 / 6000 / 9000 ot/min |
| Průměr vřetena | 30 mm |
| Max. průměr frézy | 160 mm |
| Frézovací zdvih | 0-105 mm |
| Rozměry pracovního stolu | 600 x 400 mm |
| Rozměry posuvného stolu | 1000 x 218 mm |
| Celkové rozměry (D x Š x V) | 1045 x 710 x 1230 mm |
| Hmotnost netto | 95 kg |
| Přípojka odsávání | Průměr 100 mm |
| Minimální průtok odsávání | 570 m³/h (suché) / 790 m³/h (mokré) |
| Hladina akustického tlaku (bez zatížení) | 81,7 dB(A) |
| Hladina akustického tlaku (při zatížení) | 89,5 dB(A) |
| Použití | Podélné a příčné profilování dřeva |
| Bezpečnost | Ochranný kryt, vestavěné nouzové zastavení |
| Údržba | Týdenní čištění, měsíční mazání |
| Náhradní díly | K dispozici na vyžádání |
Často kladené otázky - WOOB-4001400 MSW
Dotazy uživatelů ohledně WOOB-4001400 MSW
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Strojní nástroj ve formátu PDF zdarma! Najděte svůj návod WOOB-4001400 - MSW a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. WOOB-4001400 značky MSW.
NÁVOD K OBSLUZE WOOB-4001400 MSW
Tato uživatelská příručka byla přeložena pomocí strojového překladu. Udělali jsme vše pro to, aby byl překlad přesný, ale mějte na paměti, že automatické překlady nejsou dokonalé a nemají nahradit lidské překladatele. Oficiální verze uživatelské příručky je v angličtině. Jakékoli rozdíly mezi přeloženou verzí a původní angličtinou nejsou právně závazné. Máte-li jakékoli dotazy ohledně přesnosti překladu, podívejte se prosím na anglickou verzi, která je oficiálním odkazem. Další jazykové verze jsou k dispozici na vyžádání na adrese info@expondo.com.
Technické údaje
| Popis parametru Hodnota parametru | |
| Název výrobku Vřetenová frézka | |
| Model | MSW-WOOB-4001400 |
| Jmenovité napětí [V~, N] / frekvence [Hz] 400, 3 | /50 |
| Jmenovitý výkon[W] 1500 | |
| IP | 20 |
| Rychlost frézování [/min] 1400/4000/6000/9000 | |
| Vřeteno [mm] 30 | |
| Max fréza [mm] 160 | |
| Dráha frézování [mm] 0-105 | |
| Velikost stolu [mm] 600*400 | |
| Rozměr posuvného stolu [mm] 1000*218 | |
| Rozměry [šířka * délka * výška; mm] | 1045*710*1230 |
| Hmotnost [kg] 95 | |
Popis zařízení
Stroj umožňuje podélné i příčné formování svislým vřetenem polotovarů ze dřeva nebo materiálů na bázi dřeva. Stroj je určen pro obsluhu pouze jedním pracovníkem.
Stroj není určen ani konstruován pro práci v zakřivení a nesmí být používán pro práci v zakřivení. Neexistuje žádná funkce čepování. Stroj je určen výhradně pro přímou práci.
Uživatel je odpovědný za jakékoli škody způsobené neúmyslným použitím zařízení.
Technické specifikace
| Hladina hluku A v místě provozu (LpAeq) | Naprázdno | LpAeq = 81,7 dB(A) |
| Zatížení | LpAeq = 89,5 dB(A) | |
| Úroveň akustického výkonu A (LWA) | Naprázdno | LWA = 94,5 dB(A) |
| Zatížení LWA = 103 dB(A) | ||
Provozní podmínky pro měření hluku odpovídají příloze B ISO 7960.
Uvedené hodnoty jsou úrovně emisí a nemusí se jednat o bezpečné pracovní úrovně. I když existuje korelace mezi úrovněmi emisí a expozice, nelze ji spolehlivě použít k určení, zda jsou či nejsou nutná další opatření.
Faktory, které ovlivňují skutečnou míru ozáření pracovní síly, zahrnují vlastnosti pracovní místnosti, ostatní zdroje hluku atd., tj. počet strojů a dalších přilehlých procesů. Také přípustná úroveň expozice se může v jednotlivých zemích lišit. Tyto informace však umožní uživateli stroje lépe vyhodnotit nebezpečí a rizika. Přeprava a skladování
Instalace
Připojení odsávacího systému
Na stroji pracujte pouze s připojeným a spuštěným odsávacím systémem! Pro správnou funkci stroje, odsávací zařízení s minimální odsávací kapacitou 570 m ^3 /hod a minimální rychlostí vzduchu v potrubí rovnou 20 m/s pro suché částice a 790 m ^3 /hod a minimální rychlostí vzduchu v potrubí je nutná rychlost 28 m/s pro mokré částice.
Zapněte současně pohon stroje a odsávací systém!
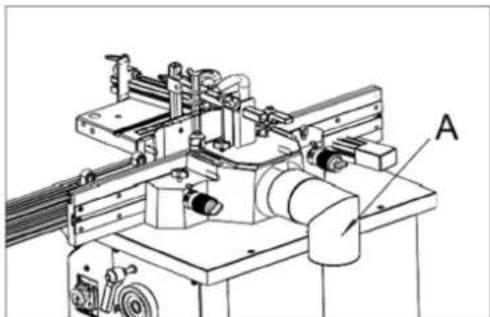
Použijte flexibilní odsávací hadice o průměru 100 mm Odsávací hadice se připojuje k odsávacímu výstupu, jehož umístění na stroji je následující:
U formovacího stroje je odsávací hadice nasazena na výstup z krytu formovacího nástroje, který zároveň tvoří odsávací konektor (A). Průměr hadice je 100 mm.
Připojení k elektrické síti
- Poškozené napájecí kabely musí okamžitě vyměnit kompetentní odborník. Provoz s poškozenými kabely je životu nebezpečný, a proto je zakázán!
- Před uvedením stroje do provozu se ujistěte, že napětí a frekvence uvedené na typovém štítku stroje odpovídají hodnotám sítě, ke které je stroj připojen.
-
Ochranu proti přepětí musí zajistit koncový uživatel.
-
Před seřizováním a výměnou nářadí a před jakýmikoli seřizovacími pracemi, úpravami a údržbovými pracemi vždy vypněte vypínač a vytáhněte zástrčku ze zásuvky.
- Tento stroj musí být připojen k ochrannému uzemnění. Zkontrolujte a ujistěte se, že zásuvka je spolehlivě uzemněna.
Směr otáčení
Pokud stojíte na straně stroje a díváte se z horní části stolu, vřeteno frézky se otáčí proti směru hodinových ručiček, pokud se podíváte dolů.
Činnost
Příprava
Ochranný nátěr z pracovních stolů a ostatních částí stroje odstraňte bud' parafínovým olejem nebo jiným podobným rozpouštědlem, k této činnosti nepoužívejte benzín nebo podobná rozpouštědla – mohou způsobit snížení odolnosti některých částí stroje proti korozi.
Velikost pracovní plochy závisí na typu stroje, předpokládaných pracovních operacích a velikosti obráběného materiálu.
Nezapomeňte na prostor pro umístění dostatečně účinného odsávacího systému nebo připojovacích hadic pro centrální odsávání.
Kvalifikace pracovníků
Stroj smí obsluhovat pouze odborník v oboru obrábění dřeva nebo jím zaškolený a proškolený pracovník bez ohledu na pohlaví. Při práci na stroji se musí obsluha seznámit s těmito pokyny a dodržovat všechna bezpečnostní pravidla, předpisy a ustanovení platná v příslušné zemi.
Pracovní prostředí
Stroj musí být provozován v dílenském prostředí, jehož teplota nepřesahuje +40 °C a neklesne pod +5 °C. Relativní vlhkost prostředí je od 30% do 95%, nekondenzující. Nadmořská výška je až 1000 m.
Skladovací a přepravní teplota: -25\~+55 °C
Klasifikace prostředí - nebezpečí požáru hořlavého prachu.
Pracovní oblast
Je důležité ponechat kolem stroje volný prostor 0,8 m, který je nutný pro pracovní místo. Pokud se obrábí jakýkoliv dlouhý materiál, je nutné mít dostatečný prostor před strojem i za ním v místech vstupu a výstupu materiálu.
Seřízení stroje
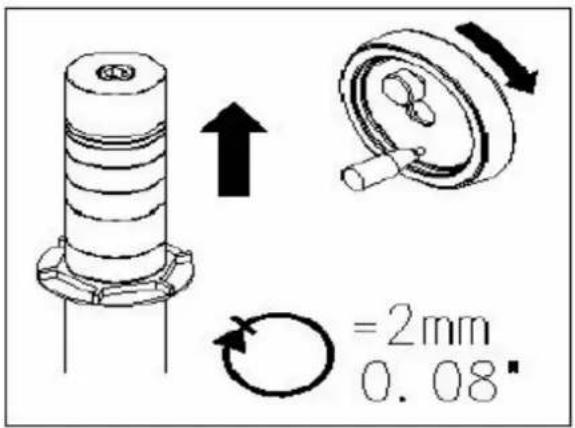
Pomocí ručního kolečka umístěného na zadní pravé straně stojanu nastavte výšku formovacího vřetena a zajistěte aretačním šroubem. Vyberte vhodnou výplň stolu ( kroužek stolu ) podle použitého nástroje.
Stroj lze provozovat při 6 500 ot./min (spodní kladky) nebo 4 500 ot./min. (horní kladky). Chcete-li změnit rychlost vřetena, uvolněte zajišťovací rukojeť (A) a otočte sestavu motoru směrem k vřetenu. Nastavte řemen na požadovanou rychlost a napněte knoflík (B).
Podélné tvarování
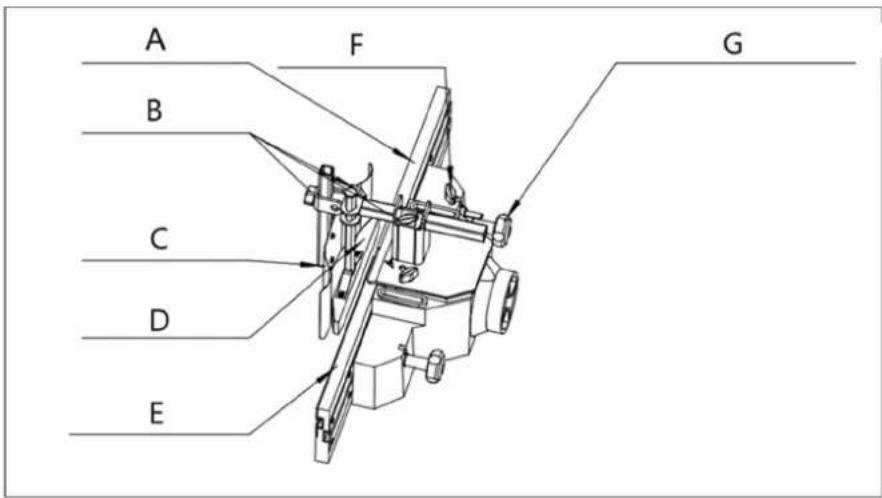
A- Přívodní plot
B- Zamykací knoflík
C- Přítlačná podložka
F- Rukojeť pro jemné nastavení
Nástroj: pro ruční podávání používejte vhodné nástroje s definovanou tloušťkou třísky. Pracovní cyklus: během zkušebního lisování začněte pracovat s obrobkem s dostatečnou délkou, šířkou a výškou. Je nutné zabránit zablokování stroje, případně použít jištění proti zpětnému rázu přizpůsobené rozměrům obrobku. Aby se zabránilo zpětnému rázu, je nutné použít zadní a/nebo přední koncové dorazy připevněné k plotu, stolu nebo připevněné k a prodlužovacímu stolu.
Nikdy nenastavujte pravítka, když je stroj v provozu!
Při práci provádějte boční nastavení plotových desek, zmenšete otvor pro nástroj na minimum, zajistěte plotovky a seřidťe jemnou nastavovací rukojeť pro nastavení požadované třísky (odběr dřeva) a uzamkněte stanici pomocí zamykací knoflík.
Udržujte přítlačné podložky v kontaktu se stole m a plotovými deskami pevně a rovnoměrně podél vodícího pravítka.
Řezná rychlost musí překročit 40 ms ^-1 , aby se snížilo riziko zpětného rázu, ale neměla by překročit 70 ms ^-1 , aby se snížilo riziko poškození nástroje.
Musí být zajištěno přiměřené celkové nebo místní osvětlení.
Lisování obrobků s malým průřezem
Nástroj: Vyberte nástroj vhodný pro ruční podávání.
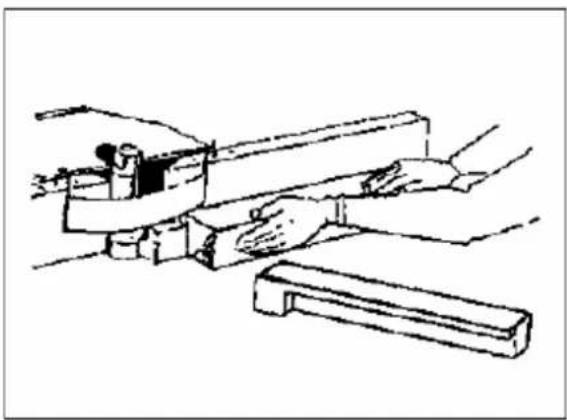
Pracovní cyklus: Seřid'te formovací stroj a přiložte obě poloviny pravítka blízko k nástroji. Obrábějte materiál pouze pomocí tlačníku! Velikost zatlačovače volte tak, aby se na něj dala pohodlně položit ruka.
Ochranné pomůcky
Pro práci na stroji je předepsána ochrana zraku. Je vhodné používat vhodnou ochranu sluchu a doporučenou pracovní obuv. Není dovoleno používat pracovní kombinézy.
Manipulace NENÍ povolena
- Jakékoli změny bezpečnostních prvků stroje provádějte bez povolení výrobce.
• Provedte jakoukoli manipulaci, která není v souladu s bezpečnostními pokyny v této příručce.
• Dotýkejte se nástroje nebo jeho blízkých míst a jiných pohyblivých částí. - Obrábějte jakékoliv materiály jiné než dřevo nebo materiály na bázi dřeva.
- Přetěžujte stroj při obrábění velkých polotovarů.
- Odstraňte třísky z místa v blízkosti nástrojů rukou nebo jakýmkoliv předmětem, když je stroj v provozu.
- Používejte jiné nástroje, než které dodává nebo doporučuje výrobce stroje.
Použití plotu jako vodítka
Tvarování pomocí plotu je nejbezpečnější a nejspokojivější způsob práce. Tato metoda by měla být použita vždy, když to práce dovolí. S plotem lze použít téměř zcela rovnou práci.
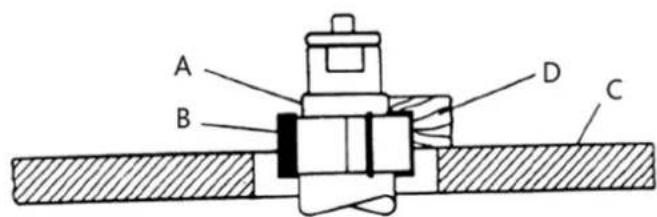
- U většiny prací, kdy se části hrany obrobku nedotýká fréza, jsou přední i zadní vodítka v přímce, jak je znázorněno na obrázku níže.

- Když operace tvarování odstraní celý okraj díla (tj. spárování nebo vytvoření plného lemu), tvarovaný okraj nebude podepřen zadním vodítkem, když jsou oba vodítka v jedné linii, jak je znázorněno na obrázku níže. V tomto případě by měl být obrobek posunut do polohy znázorněné na obrázku níže a zastaven.

- Přední vodítko by mělo být posunuto tak, aby se dotýkalo obrobku, jak je znázorněno na obrázku níže. Zadní vodítko pak bude v linii s kruhem řezání.
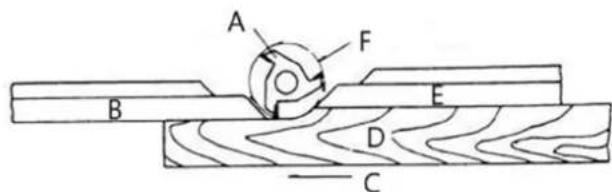
A- Stolní kutr
B- Zadní plot
C- Krmivo
D- Práce
E- Přední plot
F- Řezací kruh
Tvarování pomocí límečků
Pro co nejbezpečnější provoz a nejlepší výsledky dodržujte při tvarování s obojky tato pravidla:
- Obojky musí být hladké a bez jakýchkoliv lepidel nebo jiných látek.
- Okraj práce musí být hladký. Jakákoli nepravidelnost povrchu, která se pohybuje proti límcí, bude duplikována na tvarované ploše.
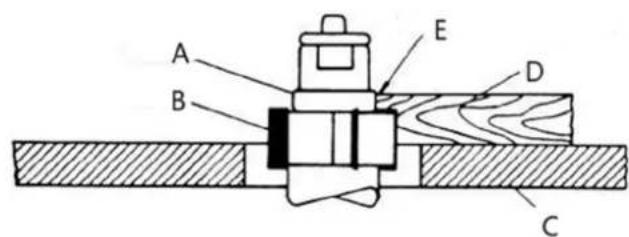
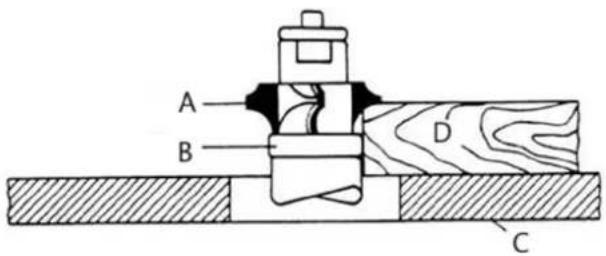
- Část hrany obrobku musí zůstat řezačkou nedotčena, aby límec měl dostatečnou dosedací plochu. Na obrázku níže je příklad nedostatečné nosné plochy.
F
A- Límec
B- Stolní kutr
C- Tabulka
D- Práce
E- Nedostatečná nosná plocha
F- Špatně
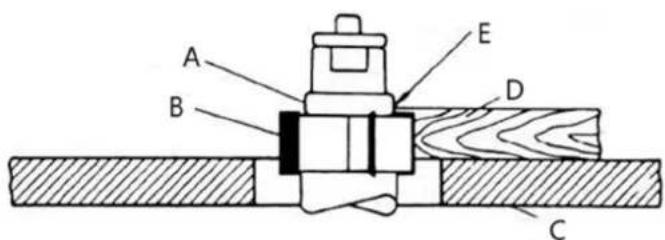
- Níže uvedený obrázek znázorňuje dostatečnou nosnou plochu.
F
A- Límec
B- Stolní kutr
C- Tabulka
D- Práce
E- Dostatečná nosná plocha
F- Právo
- Za žádných okolností nesmí být malý obrobek tvarován proti objímkám, jak je znázorněno na obrázku níže.
E
A- Límec
B- Stolní kutr
C- Tabulka
D- Úzký obrobek
E- Špatně
Polohování límce
Obojky mohou být umístěny nad, pod nebo mezi dvěma řezáky:
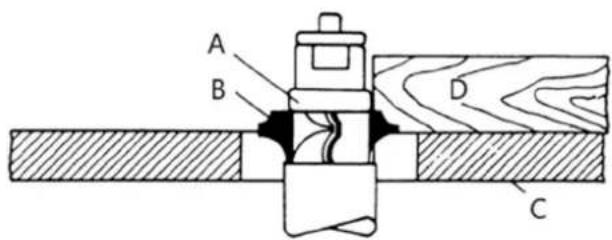
- Při použití límce pod frézou, na níže uvedeném obrázku, lze neustále sledovat průběh řezu. Nevýhodou této metody je, že při náhodném zvednutí obrobku dojde k poškrábání dřeva a zničení obrobku.
A- Stolní kutr
B- Límec
C- Tabulka
D- Práce
- Použití límce nad frézou, obrázek níže, nabízí tu výhodu, že řez není ovlivněn mírnými odchylkami v tloušťce materiálu. Řez však není při operaci vidět. Další výhodou je, že náhodné zvednutí obrobku nepoškodí obrobek. Jednoduše opravte chybu opakováním operace.
A- Límec
B- Stolní kutr
C- Tabulka
D- Práce
- Metoda límce mezi frézami, znázorněná na obrázku níže, má výhody i nevýhody prvních dvou metod. Tato metoda se používá především tam, kde se mají tvarovat oba okraje díla. Stroj nelze použít pro čepování!
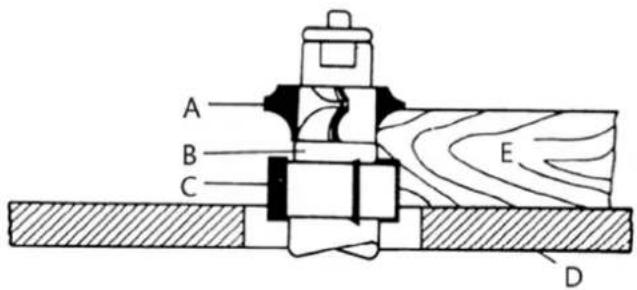
A- Stolní kutr
B- Límec
C- Stolní kutr
D- Tabulka
E- Práce
Výměna lisovacích nástrojů
Používejte pouze lisovací nástroje, které jsou určeny pro ruční podávání a lze je pevně a bezpečně upnout. Smí se používat pouze nástroje vyhovující normě EN847-1:2005 a označené MAN.
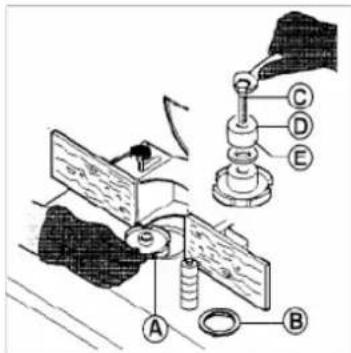
Před montáží nástroje (A) se ujistěte, že distanční kroužky (E) jsou čisté a nepoškozené. Ujistěte se, že způsob upevnění je správný. Formovací nástroj je upevněn a upnut šroubem (maticí) (C), přes vřetenový kroužek (D) a distanční kroužky (E) na formovacím vřetenu! Upravte otvor ve stole podle průměru lisovacího nástroje (A) pomocí kroužků stolu (B).
Při instalaci lisovacích nástrojů je třeba otevřít kryt krytu. Uvolněním dvou zajišťovacích knoflíků (F) otevřete kryt. Po instalaci zavřete kryt a zajistěte jej pomocí zajišťovacích knoflíků.

VAROVÁNÍ: Po instalaci nářadí vždy zavřete kryt krytu a bezpečně jej zajistěte.
Doprava a skladování
Doprava a skladování
Při přepravě nebo manipulaci se strojem buďte maximálně opatrní a nechte tuto činnost provádět kvalifikovaným personálem speciálně vyškoleným pro tento druh činnosti.
Při nakládání nebo vyjímání stroje zajistěte, aby strojem nebyla stlačena žádná osoba nebo předmět!
Nevstupujte do prostoru pod strojem zvednutým jeřábem nebo vysokozdvižným servírovacím vozíkem!
Při přepravě nebo skladování stroje je třeba použít prostředky k ochraně stroje před nadměrnými vibracemi a vlhkostí.
Měl by být skladován v přístřešku při teplotách od -25°C do 55°C. Stroj je standardně zabalen v plastové vaničce a takto se přepravuje. Na prání lze stroj také zabalit do robustní dřevěné krabice.
Zvedání stroje
Stroj nebo jeho jednotlivé části lze zvedat pouze pomocí schváleného zvedacího zařízení s ověřenou nosností.
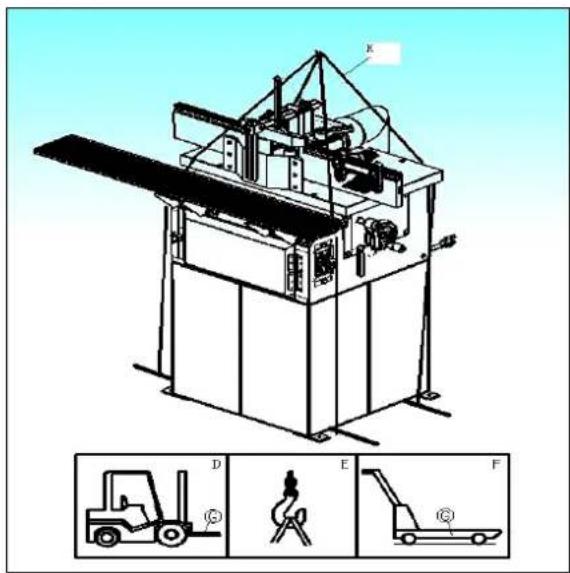
Připravte si vysokozdvižný vozík (D) nebo ruční zdvihací vozík (F) s dostatečnou nosností, vidlice (G) umístěte pod stroj, jak je znázorněno na obrázku.
Pokud použijete jeřáb (E) nebo podobné zvedací zařízení, postupujte následovně:
- Připravte si čtyři zvedací pásy (H) nebo ocelová lana o délce alespoň 2 m s dostatečnou nosností.
• Upevněte lana k háku jeřábu s požadovanou nosností.
• Druhý konec lan položte na zvedací tyče umístěné pod strojem (tyče nejsou součástí dodávky). - Po mírném zvednutí stroje zkontrolujte stabilitu stroje zavěšeného na lanech.
- Opatrně a pomalu stroj zvedněte a poté jej přesuňte bez rychlých změn pohybu na zvolené místo.
ÚDRŽBA
Před zahájením údržby nebo oprav vždy odpojte stroj od sítě! Vypněte stroj a vytáhněte zástrčku ze zásuvky!
Vždy mějte napnuté klínové řemeny (převodový řemen pro vřeteno).
Stroj by měl být vyčištěn. Tyče, čepy, závity a další části náchylné k rezavění je třeba namazat vhodným olejem. Interval těchto činností bude záviset na způsobu práce, ale měl by být prováděn alespoň jednou měsíčně.
Ložiska elektromotorů a formovacího vřetena mají trvalou tukovou náplň, jsou oboustranně uzavřená a nevyžadují žádné mazání.
Zabraňte znečištění řemenů olejem nebo tukem. Pokud k tomu dojde, očistěte pás pouze papírem nebo jej osušte.
Odstranění prachu je nejlepší provést vysavačem. Tuto činnost provádějte pravidelně, na východě jednou týdně.
Řešení problémů
Při správném používání a řádné údržbě by se neměly vyskytovat žádné závady. Pokud je odsávací hadice ucpaná třískami, je třeba stroj před manipulací vypnout. Pokud dojde k zablokování obrobku, okamžitě stroj vypněte! Tupý nůž často způsobuje nadměrné zahřívání elektro motoru. Pokud stroj nadměrně vibruje, zkontrolujte jeho nastavení a ukotvení, případně i upnutí a vyvážení použitých nástrojů.
| Problém | Možná příčina | Řešení |
| Shaper se nespustí | Přepálená pojistka nebo vypnutý jistič | Vyměňte pojistku nebo resetujte jistič |
| Šňůra poškozená | Vyměňte kabel | |
| Kabel odpojený od zdroje napájení Zapojte napájecí kabel | ||
| Spínač zpětného chodu je v poloze OFF | Otočte spínačem vpřed nebo vzad | |
| Často dochází k přetížení | Prodlužovací kabel nebo kabeláž nemají odpovídající velikost | Vyměňte kabel nebo kabeláž za kabely se správným průměrem |
| Příliš rychlé krmení Snižte rychlost podávání materiálu | ||
| Řezací hlava je tupá Používejte pouze ostré řezáky | ||
| Řezačka se nerozjede na plnou rychlost | Rozchod drátu v dílně je příliš malý | Vyměňte kabel nebo kabeláž za správný kalibrační drát |
| Prodlužovací kabel je příliš lehký nebo příliš dlouhý | Vyměňte za kabel odpovídající velikosti | |
| Zdroj energie není dostatečný | Kontaktujte místní elektrotechnickou společnost | |
| Řezy jsou nevyhovující | Tupá řezačka | Vyměňte frézu |
| Žvýkačka nebo smola na řezačce | Vyjměte frézu a očistěte ji rozpouštědlem | |
| Řezací hlava rotující nesprávným směrem | Zkontrolujte správnou rotaci při spuštění | |
| Krmení pracuje nesprávným směrem | Posouvejte práci proti otáčení frézy | |
| Stroj vibruje | Řezací hlava poškozena | Vyměňte řeznou hlavu |
| Postavte se na nerovný povrch | Stojan musí pevně spočívat na rovném povrchu, v případě potřeby přišroubovat k podlaze | |
| Vadný klínový řemen | Vyměňte klínový řemen | |
| Nesprávně naputý klínový řemen | Použijte správné napětí | |
| Ohnutá kladka | Vyměňte řemenici | |
| Nesprávně namontovaný motor | Motor musí být správně namontován pomocí dosedacích matic a šroubů | |
| Okraj se odlomí na řezu s příčným zrnem | Charakteristické pro tento typ střihu | Nejdříve provedťte křížové řezy a poté dokončete řez s obilím |
| Použijte šrotový blok k podpoře konce řezu | ||
| Vyvýšené plochy na tvarovaném okraji | Variace přítlačné práce proti fréze | Držte práci pevně u stolu a plotu |
| Použijte přidržení | ||
| Práce vytažená z ruky | Krmení pracuje nesprávným směrem | Vždy podávejte práci proti rotaci řezné hlavy |
| Hloubka řezu není jednotná | Nesuosost plotu Vyrovnejte výstupní plot | |
| Boční tlak není rovnoměrný | Používejte přidržovače: udržujte stálý tlak na plot | |
| Práce pálí | Řezání příliš hluboko při jednom průchodu | Na tvrdém dřevě provedťte lehké řezy; dosáhnout plné hloubky několika průchody |
| Nucená práce Podávejte pomalu a plynule | ||
| Výška řezu není jednotná | Rozdíly v tlaku přidržující práci nastole | Udržujte pevný tlak po celou dobuprůchodu |
| Použijte přidržení | ||
| Projíždějte pomalu a plynule | ||
| Pokud je to možné, udržujte práci pod frézou | ||
| Řezy nejsou hladké | Špatné otačky Použijte vyšší rychlost | |
| Příliš rychlé krmení Pomalá rychlost posuvu | ||
| Práce proti srsti Pracujte s obilím, kdykoli je to možné | ||
| Řezání příliš hluboko při jednom průchodu | Provedte několik průchodů na velmi hluboké řezy | |
| Vřeteno se volně nezvedá | Piliny nebo nečistoty ve zvedacím mechanismu | Vykartáčujte nebo vyfoukejte nečistoty a piliny |
Likvidace použitých přístrojů
Nevyhazujte toto zařízení do komunálního odpadu. Předejte jej na sběrné a recyklační místo elektrických a elektrických zařízení. Zkontrolujte symbol na produktu, návodu k použití a balení. Plasty použité ke konstrukci zařízení lze recyklovat podle jejich označení. Výběrem recyklace významně přispíváte k ochraně našeho životního prostředí.
Informace o místním recyklačním zařízení získáte od místních úřadů.
Schéma dílů
Vlastnosti
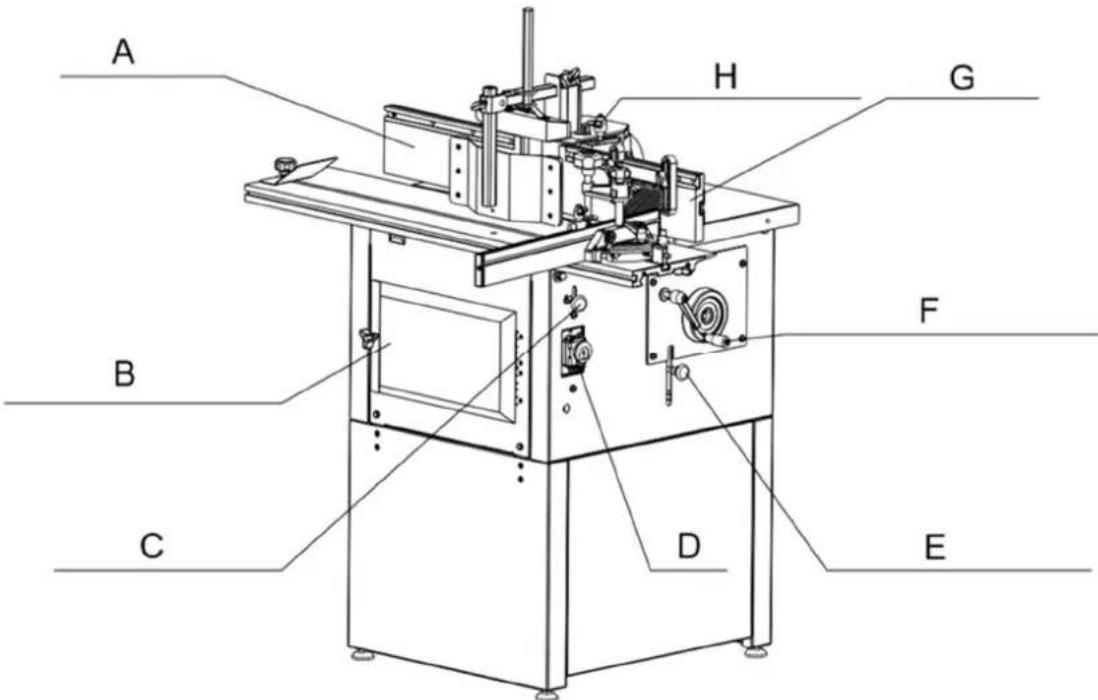
| Číslo dílu Popis zařízení | |
| A | Výsuvný |
| B | Dveře motorového prostoru |
| C Zámek posuvného stólu | |
| D | Vypínač |
| E | Aretace otáčení vřetena |
| F Ovládání zdvihu a pádu vřetena | |
| G | Přívodní plot |
| H | Šroub |
pro
Konečná montáž
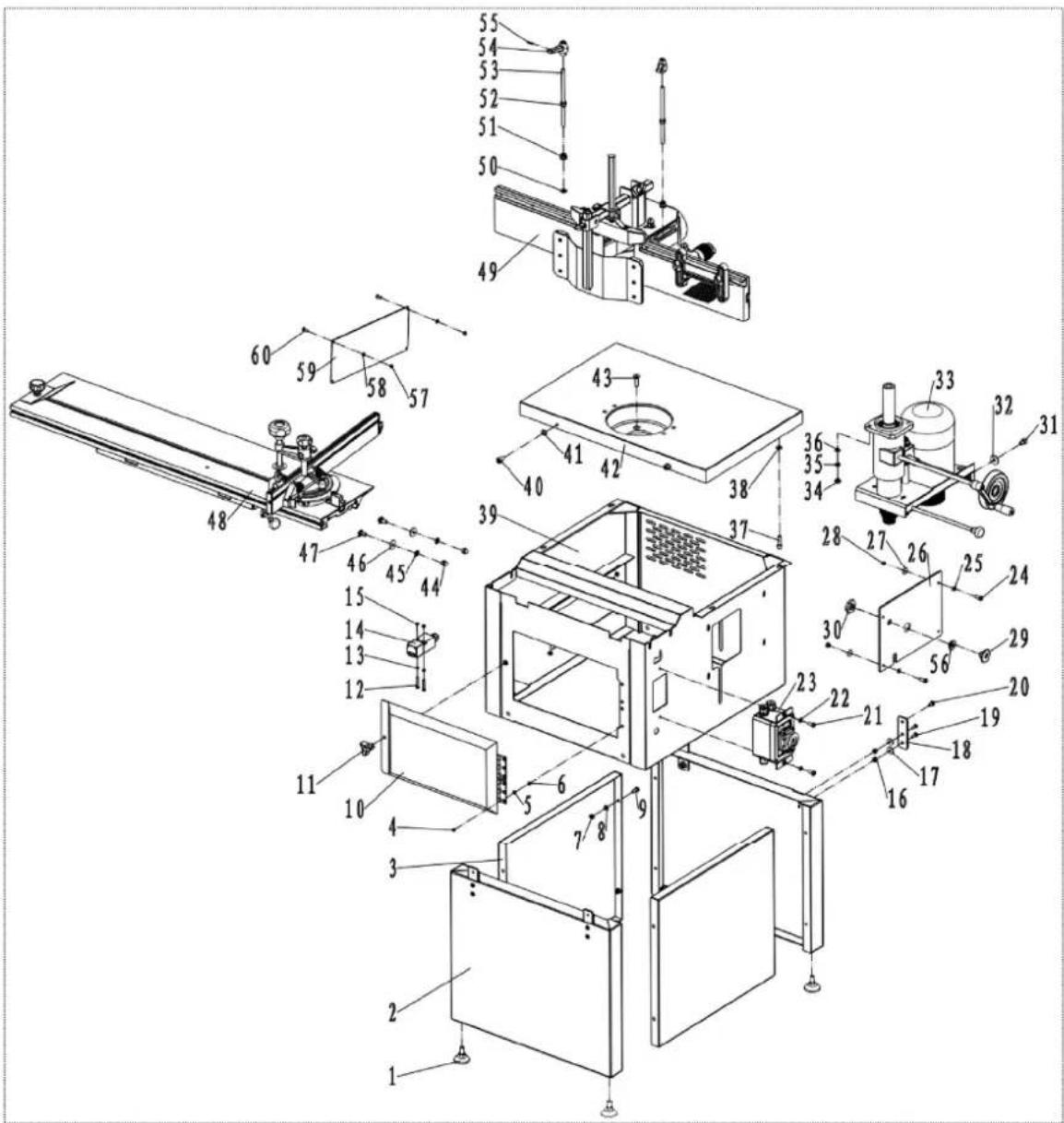
| ŽÁDNÝ. | POPIS | ŽÁDNÝ. | POPIS |
| 1 | Podpěra | 2 | Spodní část nohy |
| 3 | Krycí | deska | 4 |
| 5 Podložka 4 6 Šestihranná matice M4 | |||
| 7 Šestihranná matice M6 8 Podložka 6 | |||
| 9 Šestihranný šroub M6X16 10 | Ochranný kryt | ||
| 11 | Klika dveří | 12 | Šroub M4X30 |
Šroub
| 13 | Podložka | 4 | 14 |
| 15 Šestihranná matice M4 16 Šestihranná matice M6 | |||
| 17 | Velká pračka 6 18 Spojovací deska | ||
| 19 Šroub M6X16 20 Šroub se šestihrannou hlavou M6X12 | |||
| 21 | Šroub M6X16 | 22 | |
| 23 | Sestava spínače | 24 | Šroub M6X16 |
| 25 | Podložka 6 | 26 | Lisovací čelní deska |
| 27 | Velká pračka 6 28 Šestihranná matice M6 | ||
| 29 | Keř | 30 | Šestihranná matice |
| 31 Šroub M8X25 32 Velká pračka 8 | |||
| 33 | Sestavení formičky | 34 | Šestihranná matice M8 |
| 35 Pružinová podložka 8 36 | Podložka 8 | ||
| 37 | Šroub M8X25 | 38 | |
| 39 | Sestavení krabice | 40 | Šroub M8X12 |
| 41 | Podložka | 8 | 42 |
| 43 Šroub M8X30 44 Šestihranná matice M8 | |||
| 45 | Podložka na zuby 8 | 46 | Velká pračka 8 |
| 47 | Šroub se čtvercovým krkem M8X16 | 48 | Sestava posuvného stolu |
| 49 | Montáz výfukového hrdla | 50 | Podložka 8 |
| 51 | Šestihranná přírubová matice M8 | 52 | Šestihranná matice M8 |
| 53 | Uzamykací hřídel | 54 | Upínací držák |
| 55 | Pružinový čep 3x16 | 56 | keř |
| 57 Šestihranná matice M5 58 | Podložka 8 | ||
| 59 Okenní deska 60 | Šroub M5X12 | ||
Bloková
Tabu
Sestava formovacího vřetena
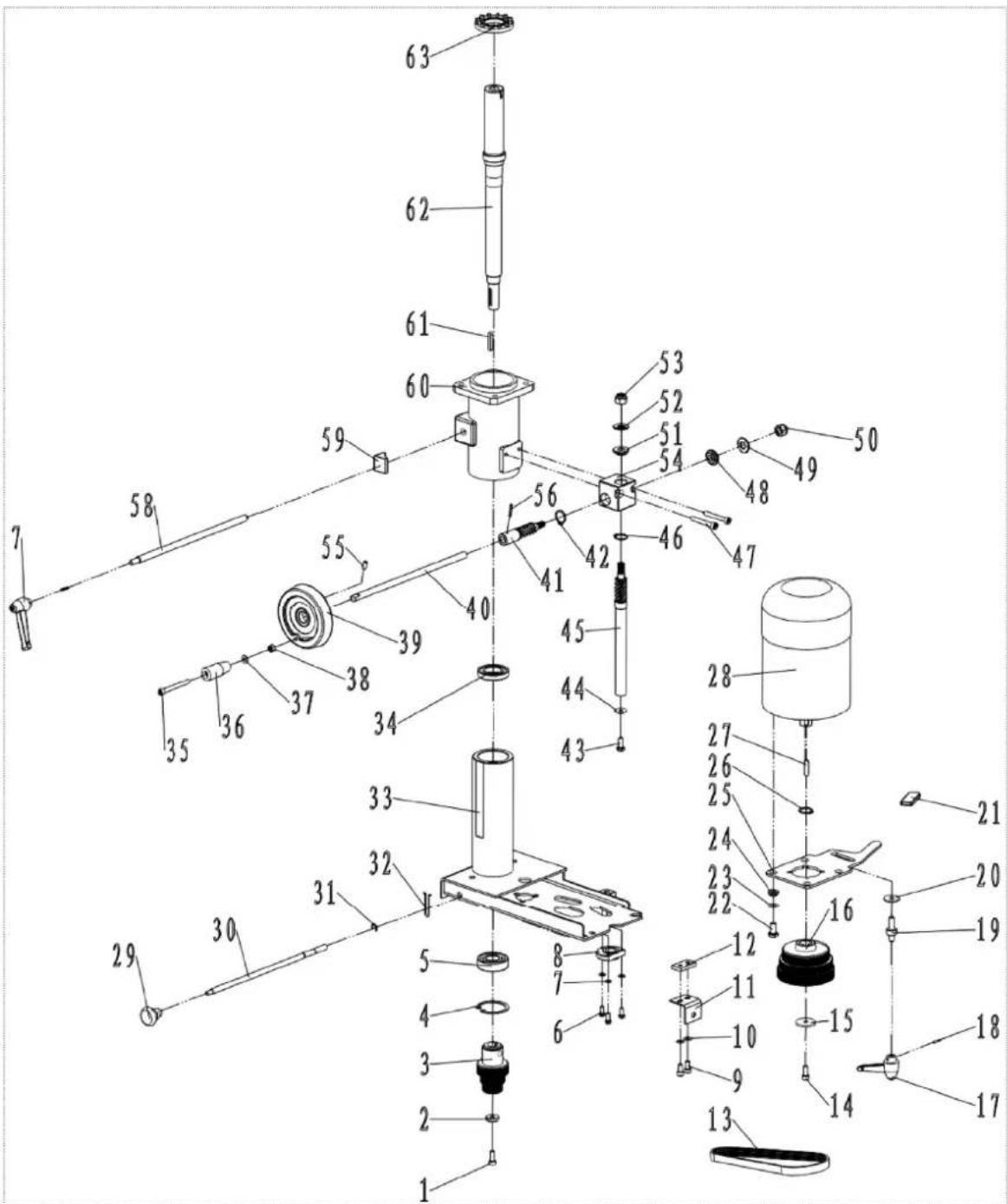
| ŽÁDNÝ. | POPIS | ŽÁDNÝ. | POPIS |
| 1 Šroub M6X16 2 Kruhová podložka | |||
| 3 | Hnaná | kladka | 4 “C” |
| 5 Ložisko 6204 6 Šestihranný šroub M5X12 | |||
| 7 | Podložka 5 | 8 | Ořechový keř |
| 9 | Šroub | M6X14 | 10 |
| 11 | Úhlová | deska | 12 |
| 13 | Cuneal | bel | 14 Šroub |
| 15 | Velká pračka | 16 | Řemenice motoru |
| 17 | Upínací držák | 18 | Pružinový čep 3x16 |
| 19 | Uzamykací šroub | 20 | Velká pračka 8 |
| 21 | Plášť rukojeti | 22 | Šestihranný šroub M8X16 |
| 23 | Podložka 8 | 24 | Vesmírný keř |
| 25 | Otočná deska | 26 | “C” kroužek φ19 |
krou
Podlož
Deska
| 27 | Klíč 6X25 28 Motor | ||
| 29 | rukojeť | 30 | Zamykací |
| 31 | “E” kroužek 6 | 32 | Jarní |
| 33 | Stojan motoru | 34 | |
| 35 | Šroub M6X60 | 36 Pouzdro | |
| 37 Podložka 6 38 Šestihranná matice M6 | |||
| 39 | Ruční kolo | 40 | Rotační tyč |
| 41 | Převodová hřídel | 42 | “C” kroužek 18 |
| 43 Šestihranný šroub M6X16 44 Velká pračka 6 | |||
| 45 | Převodová hřídel | 46 | “C” kroužek 18 |
| 47 | Šroub M6X45 | 48 Ozubené | |
| 49 | Ložisko | 50 | Šestihranná pojistná matice M10 |
| 51 | Ozubené pouzdro | 52 | Ložisko |
| 53 | Šestihranná pojistná matice M10 | 54 | Převodovka |
| 55 | Stavěcí šroub M6X12 | 56 | Pružinový čep 3x20 |
| 57 | Upínací držák | 58 Zamykac | |
| 59 | Blokovací blok | 60 | Orientovaný stojan |
| 61 | Klíč 5X30 | 62 | Vřeteno |
| 63 | Čepice ventilátoru | ||
tyč
klip
Ložisko
r
po
Sestava odsávacího hrdla lišty
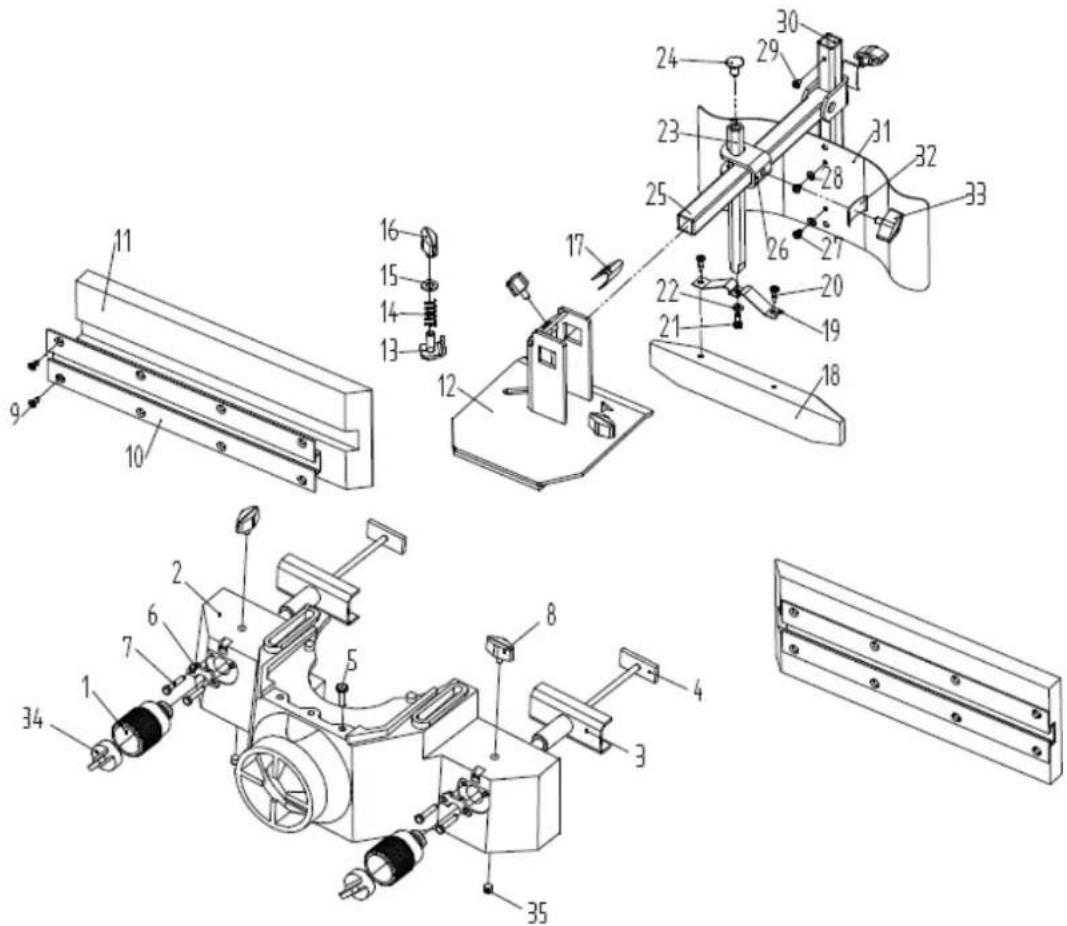
| ŽÁDNÝ. | POPIS | ŽÁDNÝ. | POPIS |
| 1 | Nastavovací kolečko | 2 | Odsávací zásuvka |
| 3 | Vodicí stojan | 4 | Šroub ve tvaru T |
| 5 Šroub M6X10 6 Kovová deska | |||
| 7 | Šestihranný šroub | M5X12 | 8 t |
| 9 Šroub M4X12 10 kolejnice ve tvaru | T | ||
| 11 | Horizontální dřevo široké | 12 | Turingův stojan |
| 13 | Uzamykací | plech | 14 |
| 15 | Podložka 8 | 16 | Rombická ru |
| 17 | Podšálek | 18 | Hrozné |
| 19 deska ve tvaru M 20 Šroub M4X16 | |||
| 21 | Šestihranný šroub | M5X12 | Podložka 5 |
| 23 | Šestihranný vůdce | 24 | Šroub M8X10 |
| 25 | Čtvercový vůdce shromáždění | 26 | Kotevní vratidlo |
| 27 | Šroub M4X6 | 28 | Podložka 4 |
| 29 | Šroub M4X6 | 30 | Stoupací trubka |
| 31 | Ochranná pružina široká | 32 | Záplata zamykání |
| 33 | Rombická t' rukoje 34 | Zamykací kn | |
| 35 | Stavěcí šroub M8X10 | ||
Rombická
Pružina
dřevo široké
| ŽÁDNÝ. | POPIS | ŽÁDNÝ. | POPIS |
| 1 Šestihranná matice M6 2 Pin pól | |||
| 3 | Pružina | 4 Zamykací | |
| 5 | Polák | keř | 6 Upínací |
| 7 | Pružinový čep 3x16 8 Šestihranná matice M8 | ||
| 9 Zubní podložka 8 10 Velká pračka 8 | |||
| 11 | Excentrická tyč | 12 | Kladkostroj s pojezdem |
| 13 | Kroužek „C“φ10 | 14 | Podpěra stolu |
| 15 | Šestihranná tenká matice M12 | 16 | Homocentrický pól |
| 17 | Šestihranná tenká matice M8 | 18 | Šroub M6X16 |
| 19 | Nylonové pouzdro | 20 | Šroub M4X10 |
| 21 Vložka vodicí lišty 22 Čtvercová matice | |||
| 23 Zastavovací deska 24 Šestihranná matice M6 | |||
| 25 | Velká pračka 6 26 Šestihranný šroub M6X20 | ||
| 27 Montáz rukojeti 28 Šroub M4X10 | |||
| 29 Plotová vložka 30 Šroub ve tvaru T | |||
| 31 Zastavovací šroub 32 Blokovací deska | |||
| 33 | Podložka 5 | 34 | Malá rukojeť |
| 35 Podložka 6 | 36 | Pojistná šestihranná matice M6 | |
| 37 | Plot | 38 | Plotová vložka |
| 39 Vodící lišta | 40 Šroub M6X70 | ||
| 41 Šroub M6X50 | 42 Šroub M4X12 | ||
| 43 | Pružinová podložka 4 | 44 deska ve tvaru T | |
| 45 Šestihranná matice M4 | 46 Šroub M4X16 | ||
| 47 | Šroub se čtvercovým krkem M6X30 | 48 | Podložka 6 |
| 49 | Erekční hřídel | 50 | Pevná podpora |
| 51 | Zastavovací tyč | 52 | ukazatel |
| 53 | Šroub M4X12 | 54 | Pokosové měřidlo |
| 55 | Podložka 6 | 56 | Zamykací tlačítko |
| 57 | Velká pračka 6 | 58 | Malá rukojeť |
| 59 | Rocker | 60 | Rombická rukojeť |
| 61 | Lisovací deska | 62 | Stiskněte rukojeť |
| 63 | Držák | 64 | Pružinový čep 3x16 |





