
WOOB-4001400 - Macchina utensile MSW - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo WOOB-4001400 MSW in formato PDF.

| Tipo di prodotto | Toupia per legno |
| Marca | MSW |
| Modello | WOOB-4001400 |
| Tensione di alimentazione | 400 V ~ trifase, 50 Hz |
| Potenza nominale | 1500 W |
| Velocità di rotazione | 1400 / 4000 / 6000 / 9000 giri/min |
| Diametro del mandrino | 30 mm |
| Diametro max della fresa | 160 mm |
| Corsa di fresatura | 0-105 mm |
| Dimensioni del piano di lavoro | 600 x 400 mm |
| Dimensioni del carrello scorrevole | 1000 x 218 mm |
| Dimensioni totali (L x P x A) | 1045 x 710 x 1230 mm |
| Peso netto | 95 kg |
| Attacco per aspirazione | Diametro 100 mm |
| Portata minima di aspirazione | 570 m³/h (secco) / 790 m³/h (umido) |
| Livello di pressione acustica (a vuoto) | 81,7 dB(A) |
| Livello di pressione acustica (a carico) | 89,5 dB(A) |
| Uso | Fresatura longitudinale e trasversale del legno |
| Sicurezza | Coperchio di protezione, arresto di emergenza integrato |
| Manutenzione | Pulizia settimanale, lubrificazione mensile |
| Ricambi | Disponibili su richiesta |
Domande frequenti - WOOB-4001400 MSW
Domande degli utenti su WOOB-4001400 MSW
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina utensile in formato PDF gratuitamente! Trova il tuo manuale WOOB-4001400 - MSW e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. WOOB-4001400 del marchio MSW.
MANUALE UTENTE WOOB-4001400 MSW
Na stroji NENÍ dovoleno:
Questo manuale utente è stato tradotto utilizzando la traduzione automatica. Abbiamo fatto ogni sforzo per garantire l'accuratezza della traduzione, ma tieni presente che le traduzioni automatiche non sono perfette e non intendono sostituire i traduttori umani. La versione ufficiale del Manuale d'uso è in inglese. Eventuali differenze tra la versione tradotta e quella originale in inglese non sono giuridicamente vincolanti. In caso di dubbi sull'accuratezza della traduzione, fare riferimento alla versione inglese, che è il riferimento ufficiale. Versioni in altre lingue sono disponibili su richiesta scrivendo a info@expondo.com.
Dati tecnici
| Descrizione del parametro Valore del parametro | |
| Nome del prodotto Fresatrice a mandrino | |
| Modello | MSW-WOOB-4001400 |
| Tensione nominale [V~, N] / frequenza [Hz] 400, | 3 / 50 |
| Potenza nominale [W] 1500 | |
| Proprietà intellettuale 20 | |
| Velocità di fresatura [/min] 1400/4000/6000/9000 | |
| Mandrino [mm] 30 | |
| Fresa massima [mm] 160 | |
| Corsa di fresatura [mm] 0-105 | |
| Dimensioni del tavolo [mm] 600*400 | |
| Dimensioni del tavolo scorrevole [mm] 1000*218 | |
| Dimensioni [larghezza * lunghezza * altezza; mm] | 1045*710*1230 |
| Peso [kg] 95 | |
Descrizione del dispositivo
La macchina consente la fresatura longitudinale e trasversale con mandrino verticale di semilavorati in legno o materiali a base di legno. La macchina è progettata per essere utilizzata da un solo lavoratore.
La macchina non è progettata né intesa per lavori curvi e non deve essere utilizzata per lavori curvi. Non c'è funzione di tenonatura. La macchina è progettata esclusivamente per lavori rettilinei.
L'utente è responsabile di eventuali danni derivanti da un uso improprio del dispositivo.
Specifiche tecniche
| Livello di rumore A nel luogo di funzionamento (LpAeq) | Senza carico | LpAeq =81,7 dB(A) |
| Carico | LpAeq =89,5 dB(A) | |
| Livello di potenza acustica A (LWA) | Senza carico | Livello sonoro = 94,5 dB(A) |
| Carico | Livello sonoro = 103 dB(A) |
Le condizioni operative per la misurazione del rumore sono conformi all'allegato B della norma ISO 7960.
I valori indicati rappresentano i livelli di emissione e non necessariamente i livelli di sicurezza sul lavoro. Sebbene esista una correlazione tra i livelli di emissione e di esposizione, questa non può essere utilizzata in modo affidabile per determinare se siano necessarie o meno ulteriori precauzioni.
I fattori che influenzano il livello effettivo di esposizione della forza lavoro includono le caratteristiche dell'ambiente di lavoro, le altre fonti di rumore ecc., ovvero il numero di macchine e altri processi adiacenti. Anche il livello di esposizione consentito può variare da Paese a Paese. Tali informazioni consentiranno comunque all'utilizzatore della macchina di effettuare una migliore valutazione del pericolo e del rischio. Trasporto e stoccaggio
Installazione
Collegamento del sistema di scarico
Lavorare sulla macchina solo con l'impianto di aspirazione collegato e in funzione! Per il corretto funzionamento della macchina è necessaria un'attrezzatura di aspirazione con capacità minima di aspirazione di 570 m ^3 /ora e velocità minima dell'aria nelle tubazioni pari a 20 m/s per particelle secche e 790 m ^3 /ora e velocità minima dell'aria nelle tubazioni pari a 28 m/s per particelle umide.
Accendere contemporaneamente l'azionamento della macchina e il sistema di aspirazione!
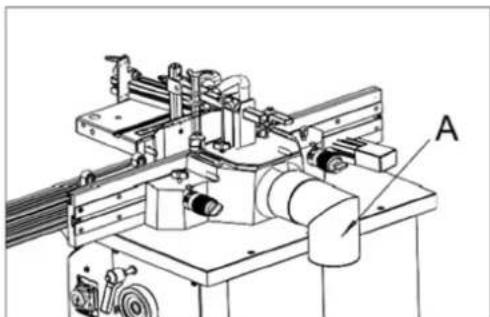
Utilizzare tubi flessibili di scarico con diametri pari a 100 mm. Il tubo di scarico è collegato all'uscita di scarico la cui posizione sulla macchina è la seguente:
Per la macchina per stampaggio, il tubo di scarico è montato sull'uscita del coperchio dell'utensile per stampaggio, che costituisce anche il connettore di scarico (A). Il diametro del tubo è 100 mm.
Collegamento alla rete elettrica
- I cavi di alimentazione danneggiati devono essere sostituiti immediatamente da uno specialista competente. L'uso di cavi danneggiati è pericoloso per la vita ed è pertanto vietato!
- Prima di mettere in funzione la macchina, accertarsi che la tensione e la frequenza indicate sulla targhetta identificativa della macchina corrispondano ai valori della rete elettrica alla quale è collegata.
• La protezione contro le sovratensioni deve essere fornita dall'utente finale. - Prima di regolare e sostituire gli utensili e prima di qualsiasi lavoro di regolazione, modifica e manutenzione, spegnere sempre l'interruttore e scollegare la spina dalla presa di corrente.
- Questa macchina deve essere collegata alla terra di protezione. Controllare e accertarsi che la presa sia correttamente messa a terra.
Senso di rotazione
Se ci si trova sul lato della macchina e si guarda dalla parte superiore del tavolo, il mandrino della formatrice ruota in senso antiorario se si guarda verso il basso.
Operazione
Preparazione
Rimuovere la vernice protettiva dai tavoli di lavoro e dalle altre parti della macchina con olio di paraffina o un solvente simile; non utilizzare benzina o solventi simili per questa attività, poiché potrebbero ridurre la resistenza alla corrosione di alcune parti della macchina.
La dimensione dell'area di lavoro dipende dal tipo di macchina, dalle operazioni di lavoro previste e dalle dimensioni del materiale lavorato.
Non dimenticare lo spazio per l'alloggiamento di un sistema di aspirazione sufficientemente efficace o di tubi di collegamento per l'aspirazione centrale.
Qualifiche dei lavoratori
La macchina può essere utilizzata solo da un esperto qualificato nel campo della lavorazione del legno o da un lavoratore istruito e formato da tale esperto, indipendentemente dal sesso. Durante l'uso della macchina, l'operatore deve acquisire familiarità con le presenti istruzioni e rispettare tutte le norme, i regolamenti e le disposizioni di sicurezza in vigore nel rispettivo Paese.
Ambiente di lavoro
La macchina deve essere utilizzata in un ambiente di officina la cui temperatura non superi i +40 °C e non scenda sotto i +5 °C. L'umidità relativa dell'ambiente è compresa tra il 30% e il 95%, senza condensa. L'altezza sopra il livello del mare arriva fino a 1000 m.
Temperatura di stoccaggio e trasporto: -25\~+55 °C
Classificazione ambientale - pericolo di incendio da polvere infiammabile.
Area di lavoro
È importante mantenere uno spazio libero di 0,8 m attorno alla macchina, necessario per il posto di lavoro. Se si lavora un materiale lungo, è necessario disporre di spazio sufficiente sia davanti alla macchina che dietro, nei punti di ingresso e di uscita del materiale.
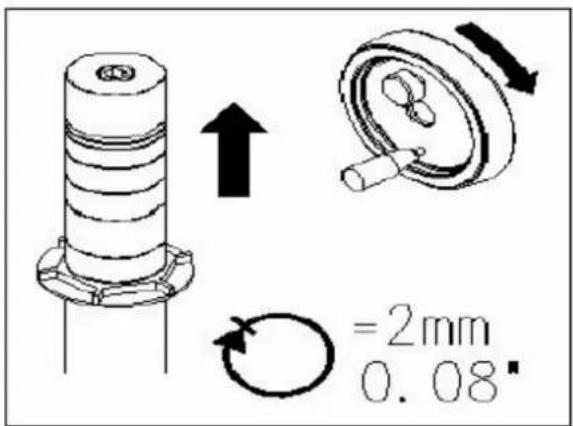
Regolazione della macchina
Regolare l'altezza del mandrino di stampaggio mediante il volantino situato sul lato posteriore destro del supporto e fissarlo con la vite di arresto. Selezionare il riempitivo del tavolo ( anello del tavolo ) più adatto in base all'utensile utilizzato.
Cambio di velocità
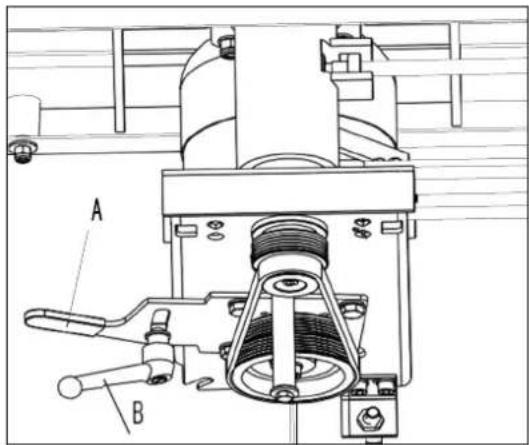
La macchina può funzionare a 6.500 giri/min (pulegge inferiori) o a 4.500 giri/min (pulegge superiori). Per modificare la velocità del mandrino, allentare la maniglia di bloccaggio (A) e ruotare il gruppo motore verso il mandrino. Riposizionare la cinghia sulla velocità desiderata e tendere la manopola (B).
Modanatura longitudinale
A- Recinzione di alimentazione
B- Manopola di bloccaggio
C- Tampone di pressione
D- Tampone di pressione
E- Recinzione di uscita
F- Maniglia di regolazione fine
Utensile: utilizzare utensili idonei con uno spessore del truciolo definito per l'alimentazione manuale. Ciclo di lavoro: mentre si esegue la stampaggio di prova, iniziare a lavorare con un pezzo di lunghezza, larghezza e altezza sufficienti. È necessario impedire il bloccaggio della macchina oppure utilizzare una sicurezza contro il contraccolpo adattata alle dimensioni del pezzo. Per evitare contraccolpi è necessario utilizzare fermi posteriori e/o anteriori fissati alla guida, al tavolo o al tavolo di prolunga.
Non impostare mai i righelli mentre la macchina è in funzione!
Durante il lavoro, effettuare la regolazione laterale delle piastre di guida, ridurre al minimo l'apertura per l'utensile, bloccare le piastre di guida e regolare la manopola di regolazione fine per impostare il truciolo (rimozione del legno) desiderato e bloccare la stazione tramite la manopola di bloccaggio.
Mantenere i cuscinetti di pressione a contatto con il tavolo e le piastre di guida in modo saldo e uniforme lungo il righello guida.
La velocità di taglio deve superare i 40 ms ^-1 per ridurre il rischio di contraccolpo, ma non deve superare i 70 ms ^-1 per ridurre il rischio di danneggiamento dell'utensile.
Deve essere fornita un'adeguata illuminazione generale o localizzata.
Stampaggio di pezzi con sezione trasversale piccola
Attrezzo : Scegliere l'utensile adatto all'alimentazione manuale.
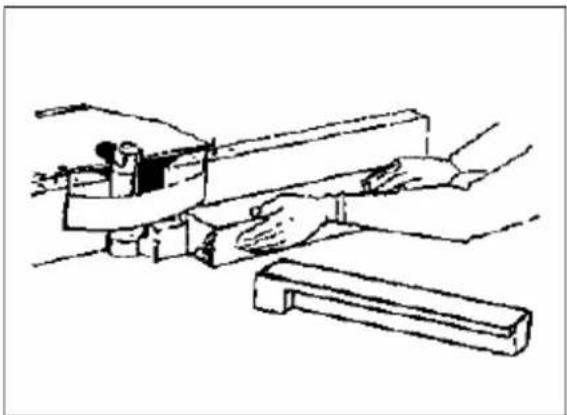
Ciclo di lavoro: Regolare la macchina per stampaggio e posizionare entrambe le metà del righello vicino all'utensile. Lavorare il materiale solo tramite uno spintore! Scegliere la dimensione dello spingidito in modo che la mano possa appoggiarcisi comodamente.
Ausili di protezione
Per lavori sulla macchina sono prescritte protezioni per gli occhi. Si consiglia di utilizzare protezioni acustiche adeguate e calzature da lavoro adatte. Non è consentito l'uso di camici da lavoro.
Manipolazioni NON consentite
Sulla macchina NON è consentito:
- Apportare qualsiasi modifica ai dispositivi di sicurezza della macchina senza l'autorizzazione del produttore.
- Eseguire qualsiasi manipolazione non conforme alle istruzioni di sicurezza contenute nel presente manuale.
• Toccare l'utensile o le sue immediate vicinanze e altre parti in movimento.
• Lavorare materiali diversi dal legno o derivati dal legno. - Sovraccaricare la macchina durante la lavorazione di semilavorati di grandi dimensioni.
- Rimuovere manualmente o con un oggetto qualsiasi i trucioli presenti nelle vicinanze degli utensili mentre la macchina è in funzione.
• Utilizzare utensili diversi da quelli forniti o consigliati dal produttore della macchina.
Usare la recinzione come guida
La sagomatura con la staccionata è il metodo di lavoro più sicuro e soddisfacente. Questo metodo dovrebbe essere sempre utilizzato quando il lavoro lo consente. Con la recinzione è possibile eseguire quasi tutti i lavori rettilinei.
- Nella maggior parte dei lavori in cui una parte del bordo del pezzo non viene toccata dalla fresa, sia la guida anteriore che quella posteriore sono in linea retta, come mostrato nella figura sottostante.
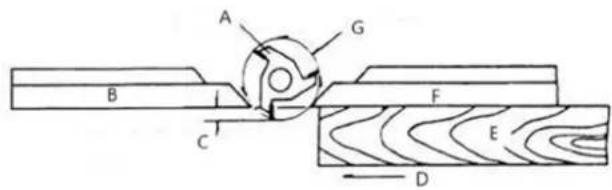
B- Recinzione posteriore
C- Profondità di taglio
D- Foraggio
E- Lavoro
F- Recinzione anteriore
G- Cerchio di taglio
- Quando l'operazione di sagomatura rimuove l'intero bordo del pezzo (ad esempio giuntando o realizzando una perlina completa), il bordo sagomato non sarà supportato dalla guida posteriore quando entrambe le guide sono allineate, come mostrato nella figura sottostante. In questo caso, il pezzo in lavorazione deve essere fatto avanzare fino alla posizione mostrata nella figura sottostante e fermato.
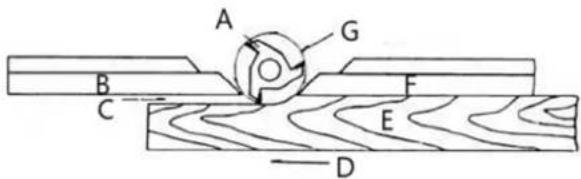
B- Recinzione posteriore
C- Nessun supporto
D- Foraggio
E- Lavoro
F- Recinzione anteriore
G- Cerchio di taglio
- La guida anteriore deve essere fatta avanzare fino a entrare in contatto con il pezzo da lavorare, come mostrato nella figura sottostante. La recinzione posteriore sarà quindi allineata con il cerchio di taglio.
A- Tritatutto
B- Recinzione posteriore
C- Foraggio
D- Lavoro
E- Recinzione anteriore
F- Cerchio di taglio
Modellatura con colletti
Per un funzionamento più sicuro e risultati migliori, seguire queste regole quando si modella con i collari:
- I collari devono essere lisci e privi di gomma o altre sostanze.
- Il bordo del lavoro deve essere liscio. Eventuali irregolarità della superficie che urtano il collare verranno riprodotte sulla superficie sagomata.
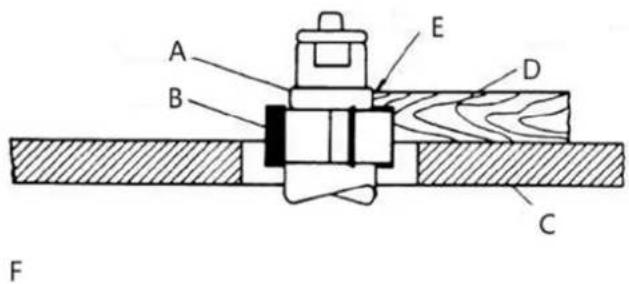
- Una parte del bordo del pezzo deve restare intatta dalla fresa, in modo che il collare abbia una superficie di appoggio sufficiente. Per un esempio di superficie di appoggio insufficiente, vedere la figura sottostante.
A- Collare
B- Tritatutto
C- Tavolo
D- Lavoro
E- Superficie di appoggio non sufficiente
F- Sbagliato
- La figura sottostante illustra una superficie di appoggio sufficiente.
A- Collare
B- Tritatutto
C- Tavolo
D- Lavoro
E- Superficie di appoggio sufficiente
F- Giusto
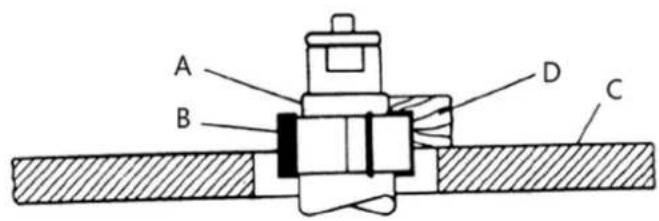
- In nessun caso un piccolo pezzo deve essere modellato contro i collari come mostrato nella figura sottostante.
E
A- Collare
B- Tritatutto
C- Tavolo
D- Pezzo stretto
E- Sbagliato
Posizionamento del collare
I collari possono essere posizionati sopra, sotto o tra due frese:
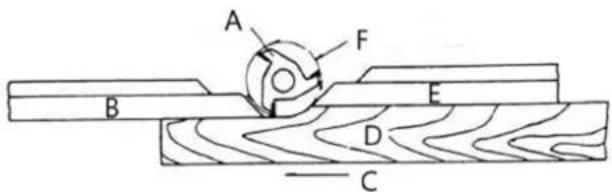
- Utilizzando il collare sotto la fresa, come mostrato nella figura sottostante, è possibile osservare in ogni momento l'avanzamento del taglio. Uno svantaggio di questo metodo è che qualsiasi sollevamento accidentale del pezzo da lavorare causerebbe delle scalfiture nel legno e rovinerebbe il pezzo stesso.
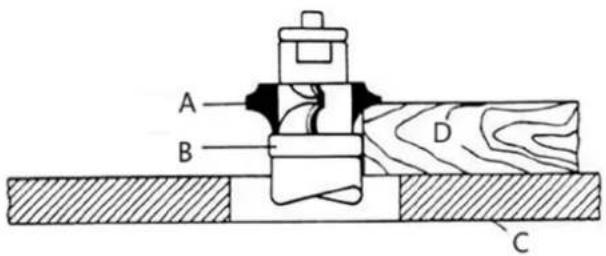
A- Tritatutto
B- Collare
C- Tavolo
D- Lavoro
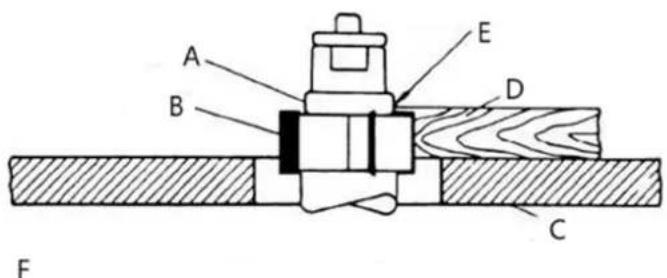
- Utilizzando il collare sopra la fresa, come mostrato nella figura sottostante, si ha il vantaggio che il taglio
non viene influenzato da leggere variazioni nello spessore del pezzo. Tuttavia, durante l'operazione il taglio non è visibile. Un altro vantaggio è che il sollevamento accidentale del pezzo in lavorazione non lo danneggia. Basta correggere l'errore ripetendo l'operazione.
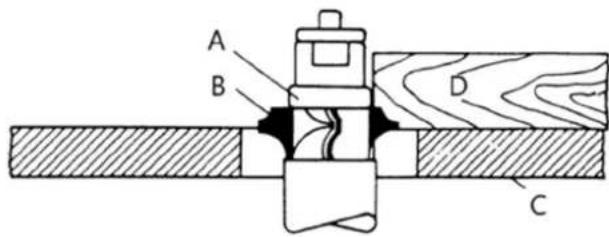
A- Collare
B- Tritatutto
C- Tavolo
D- Lavoro
- Il metodo del collare tra le frese, illustrato nella figura sottostante, presenta sia i vantaggi che gli svantaggi dei primi due metodi. Questo metodo viene utilizzato principalmente quando è necessario modellare entrambi i bordi del lavoro. La macchina non può essere utilizzata per la tenonatura!
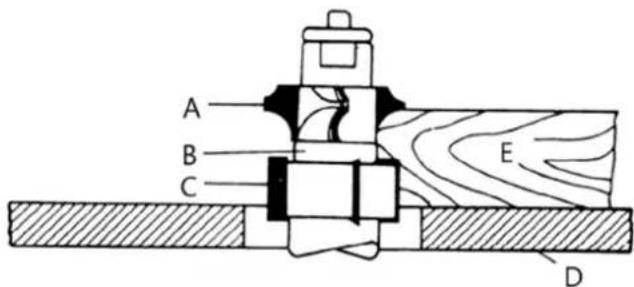
A- Tritatutto
B- Collare
C- Tritatutto
D- Tavolo
E- Lavoro
Sostituzione degli utensili di formatura
Utilizzare solo utensili di formatura progettati per l'alimentazione manuale e che possano essere fissati saldamente e in modo sicuro. Devono essere utilizzati esclusivamente utensili conformi alla norma EN847-1:2005 e marcati MAN.
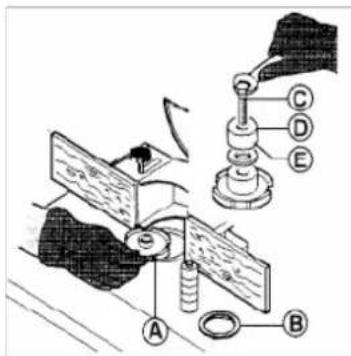
Prima di montare l'utensile (A) assicurarsi che gli anelli distanziatori (E) siano puliti e non danneggiati. Assicurarsi che il metodo di fissaggio sia corretto. L'utensile di formatura viene fissato e bloccato tramite bullone (dado) (C), tramite anello del mandrino (D) e anelli distanziatori (E) sul mandrino di formatura! Regolare il foro nel tavolo in base al diametro dell'utensile di stampaggio (A) mediante gli anelli del tavolo (B).
Durante l'installazione degli utensili per stampaggio, è necessario aprire il coperchio di protezione. Allentare le due manopole di bloccaggio (F) per aprire il coperchio. Dopo l'installazione, chiudere il coperchio e bloccarlo tramite le manopole di bloccaggio.

AVVERTENZA! Dopo aver installato gli utensili, chiudere sempre il coperchio della protezione e lo saldamente.
Trasporto e stoccaggio
Trasporto e stoccaggio
Durante il trasporto o la movimentazione della macchina, prestare la massima attenzione e lasciare che questa attività venga eseguita da personale qualificato e appositamente formato per questo tipo di attività.
Durante il carico o lo scarico della macchina, assicurarsi che nessuna persona o soggetto venga schiacciato dalla macchina!
Non accedere alla zona sottostante la macchina sollevata da una gru o da un carrello elevatore!
Durante il trasporto o lo stoccaggio della macchina, è necessario adottare misure per proteggerla da vibrazioni e umidità eccessive.
Dovrebbe essere conservato in un riparo a temperature comprese tra -25°C e 55°C. Di norma, la macchina è avvolta in un vassoio di plastica e trasportata in questo modo. Su richiesta, la macchina può essere imballata anche in una robusta cassa di legno.
Sollevamento della macchina
La macchina o le sue singole parti possono essere sollevate solo mediante un dispositivo di sollevamento omologato con capacità di sollevamento verificata.
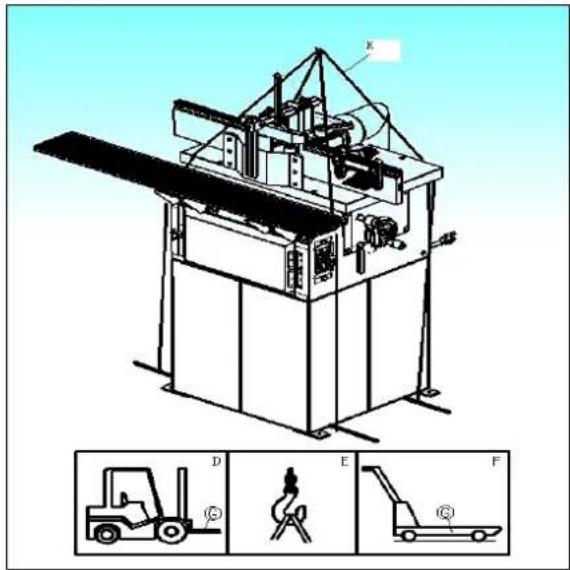
Predisporre un carrello elevatore (D) o un carrello elevatore manuale (F) con capacità di sollevamento sufficiente, posizionare le forche (G) sotto la macchina, come mostrato in figura.
Se si utilizza una gru (E) o un mezzo di sollevamento simile, procedere come segue:
- Predisporre quattro cinghie di sollevamento (H) o funi di acciaio lunghe almeno 2 m con sufficiente capacità di sollevamento.
• Fissare le funi al gancio della gru con la portata richiesta. - Posizionare l'altra estremità delle funi sulle aste di sollevamento poste sotto la macchina (le aste non fanno parte della fornitura).
• Dopo aver sollevato leggermente la macchina, verificare la stabilità della macchina appesa alle funi. - Sollevare la macchina con cautela e lentamente, quindi spostarla senza bruschi cambi di movimento verso il luogo prescelto.
MANUTENZIONE
Prima di iniziare lavori di manutenzione o riparazione, staccare sempre la macchina dalla rete elettrica! Spegnere la macchina e staccare la spina dalla presa di corrente!
È necessario mantenere sempre tese le cinghie trapezoidali (cinghia di trasmissione per il mandrino).
La macchina dovrebbe essere pulita. Le aste, i perni, le filettature e le altre parti soggette a ruggine devono essere lubrificate con olio adatto. L'intervallo per tali attività dipenderà dalla modalità di lavoro, ma dovrebbero essere eseguite almeno una volta al mese.
I cuscinetti dei motori elettrici e del mandrino di formatura sono riempiti di grasso permanente, sono chiusi su entrambi i lati e non necessitano di alcuna lubrificazione.
Evitare la contaminazione delle cinghie con olio o grasso. In tal caso, pulire la cinghia solo con carta oppure asciugarla.
Per rimuovere la polvere è meglio usare un aspirapolvere. Eseguire questa attività regolarmente, almeno una volta alla settimana.
Risoluzione dei problemi
Non dovrebbero verificarsi guasti se la macchina viene utilizzata correttamente e sottoposta a debita manutenzione. Se il tubo di scarico è ostruito dai trucioli, spegnere la macchina prima di intervenire. Se un pezzo in lavorazione si inceppa, spegnere immediatamente la macchina! Un coltello smussato spesso provoca il surriscaldamento eccessivo del motore elettrico. Se la macchina vibra eccessivamente, verificarne la regolazione e l'ancoraggio, eventualmente anche il serraggio e l'equilibratura degli utensili utilizzati.
| Problema | Possibile | causa |
| Shaper non si avvia | Fusibile bruciato o interruttore automatico scattato | Sostituire il fusibile o ripristinare l'interruttore automatico |
| Cavo danneggiato Sostituire il cavo | ||
| Cavo scollegato dalla fonte di alimentazione | Collegare il cavo di alimentazione | |
| L'interruttore di retromarcia è in posizione OFF | Girare l'interruttore in avanti o indietro | |
| Il sovraccarico si interrompe frequentemente | La prolunga o il cablaggio non sono di dimensioni adeguate | Sostituire il cavo o il cablaggio con un cablaggio di calibro adeguato |
| Alimentazione del bestiame troppo veloce | Ridurre la velocità di alimentazione delle scorte | |
| La testina di taglio è smussata Utilizzare | solo taglierini affilati | |
| La taglierina non raggiunge la velocità massima | Il calibro del filo del negozio è troppo piccolo | Sostituire il cavo o il cablaggio con un filo di calibro adeguato |
| Prolunga troppo leggera o troppo lunga | Sostituire con un cavo di dimensioni adeguate | |
| La fonte di alimentazione non è adeguata | Contattare l'azienda elettrica locale | |
| I tagli sono insoddisfacenti | Taglierina smussata | Sostituire la fresa |
| Gomma o pece sulla fresa | Rimuovere la fresa e pulirla con solvente | |
| La testa di taglio ruota nella direzione sbagliata | Controllare la corretta rotazione all'avvio | |
| Alimentare il lavoro nella direzione sbagliata | Avanzamento del lavoro contro la rotazione della fresa | |
| La macchina vibra | Testa di taglio danneggiata | Sostituire la testina di taglio |
| Stare su una superficie irregolare | Il supporto deve poggiare saldamente su una superficie piana, avvitato al pavimento se necessario | |
| Cinghia trapezoidale difettosa Sostituire | la cinghia trapezoidale | |
| Cinghia trapezoidale non tesa correttamente | Applicare la tensione corretta | |
| Puleggia piegata Sostituire la puleggia | ||
| Motore montato in modo non corretto | Il motore deve essere montato correttamente con dadi e bulloni ben serrati | |
| Il bordo si spacca durante il taglio trasversale della grana | Caratteristica di questo tipo di taglio | Eseguire prima i tagli trasversali alla venatura, quindi rifinire il taglio seguendo la venatura |
| Utilizzare il blocco di scarto per sostenere l'estremità del taglio | ||
| Aree rialzate sul bordo sagomato | Variazione del lavoro di mantenimento della pressione contro la fresa | Tenere il lavoro saldamente contro il tavolo e la recinzione |
| Utilizzare i hold-down | ||
| Lavoro preso a mano | Alimentare il lavoro nella direzione sbagliata | Alimentare sempre il lavoro contro la rotazione della testa di taglio |
| Profondità di taglio non uniforme | Disallineamento della recinzione Allineare la guida di uscita | |
| Pressione laterale non uniforme | Utilizzare i fermi: mantenere una pressione costante contro la recinzione | |
| Il lavoro brucia | Taglio troppo profondo in una sola passata | Sui legni duri effettuare tagli leggeri; raggiungere la profondità completa con diverse passate |
| Forzare il lavoro | Alimentare il lavoro lentamente e costantemente | |
| Altezza di taglio non uniforme | Variazione della pressione mantenendo il lavoro al tavolo | Mantenere una pressione costante durante tutto il passaggio |
| Utilizzare i hold-down | ||
| Passare lentamente e costantemente | ||
| Mantenere il lavoro sotto la taglierina ogni volta che è possibile | ||
| I tagli non sono lisci | RPM sbagliato Utilizzare una velocità maggiore | |
| Alimentazione troppo veloce Velocità di avanzamento lenta | ||
| Lavorare controcorrente | Lavorare seguendo la venatura del legno quando possibile | |
| Taglio troppo profondo in una sola passata | Eseguire più passaggi su tagli molto profondi | |
| Il mandrino non si solleva liberamente | Segatura o sporcizia nel meccanismo di sollevamento | Spazzolare o soffiare via lo sporco e la segatura |
Smaltimento dei dispositivi usati
Non smaltire questo dispositivo nei sistemi di smaltimento dei rifiuti urbani. Consegnarlo a un punto di raccolta e riciclaggio di apparecchiature elettriche ed elettroniche. Controllare il simbolo sul prodotto, sul manuale di istruzioni e sulla confezione. Le plastiche utilizzate per costruire il dispositivo possono essere riciclate seguendo le relative marcature. Scegliendo di riciclare contribuisci in modo significativo alla tutela del nostro ambiente.
Per informazioni sull'impianto di riciclaggio più vicino, contattare le autorità locali.
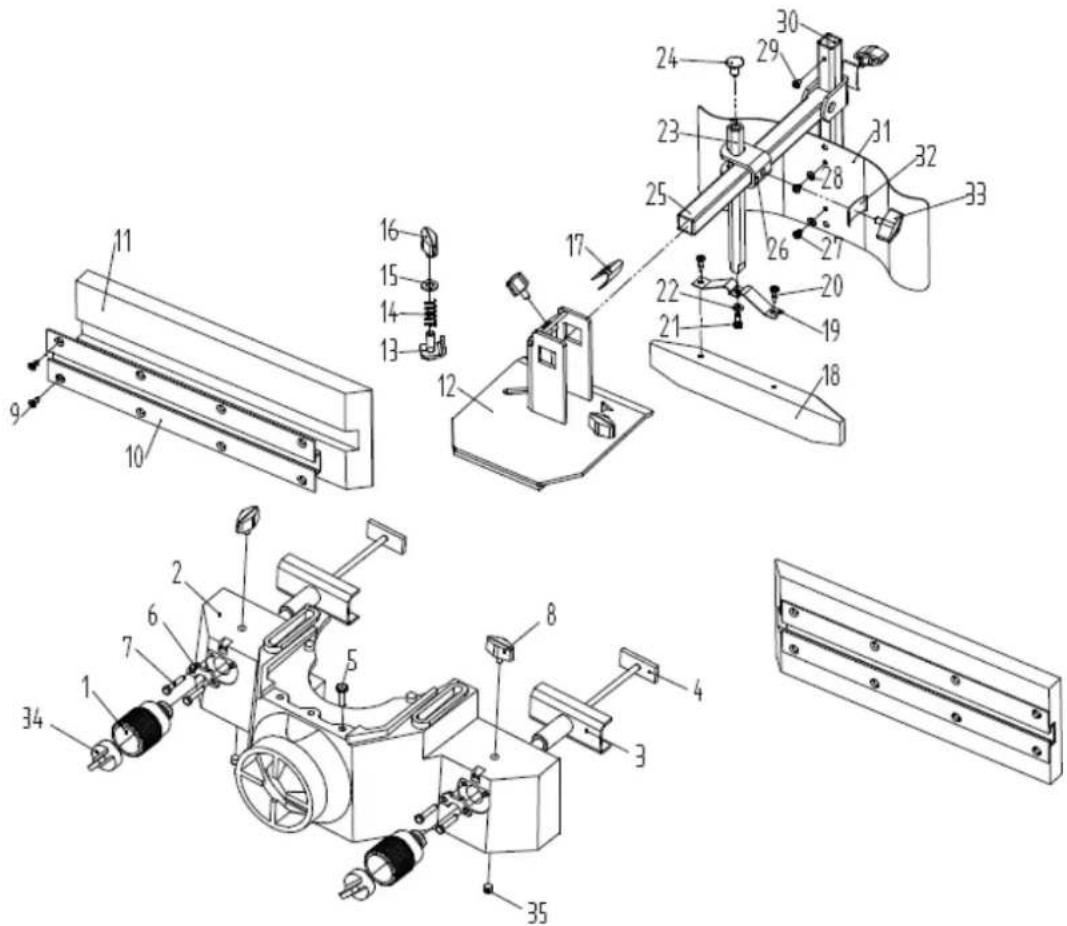
Schema delle parti
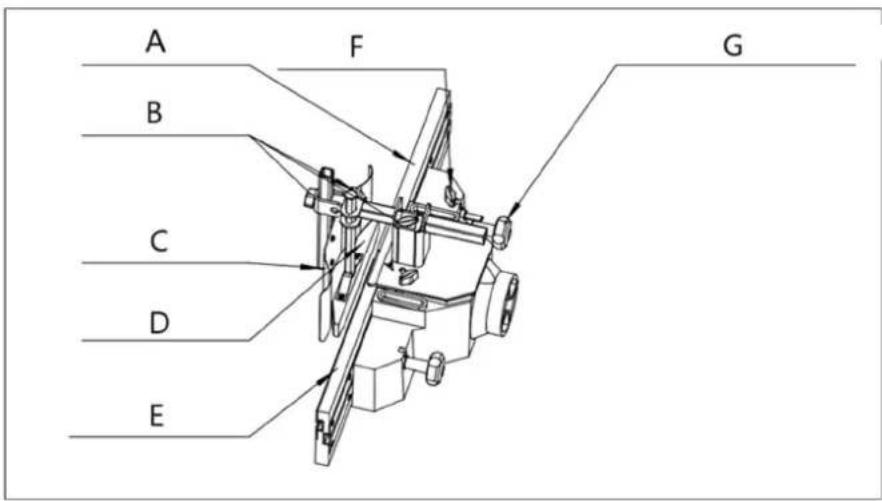
Caratteristiche
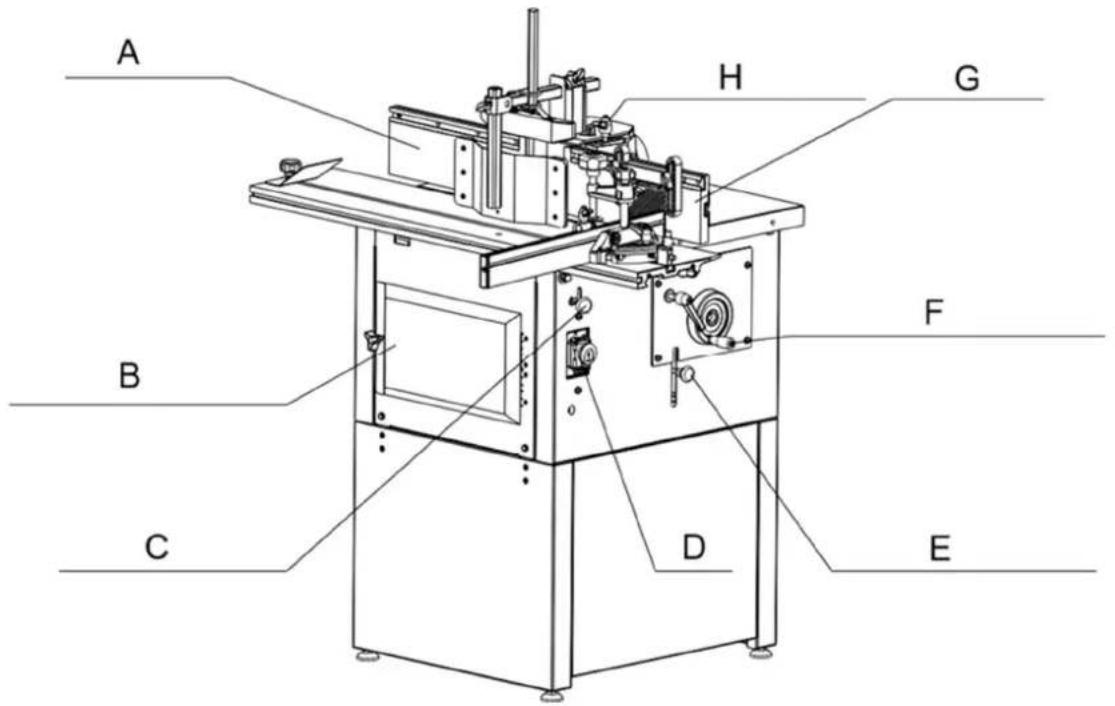
| Numero di parte Descrizione del dispositivo | |
| A | Recinzione |
| B | Sportello |
| C Blocco tavolo scorrevole | |
| D | Selettore |
| E Blocco rotazione mandrino | |
| F Controllo di salita e discesa del mandrino | |
| G | Recinzione |
| H Bullone di fissaggio della recinzione | |
di vano
di
Assemblaggio finale
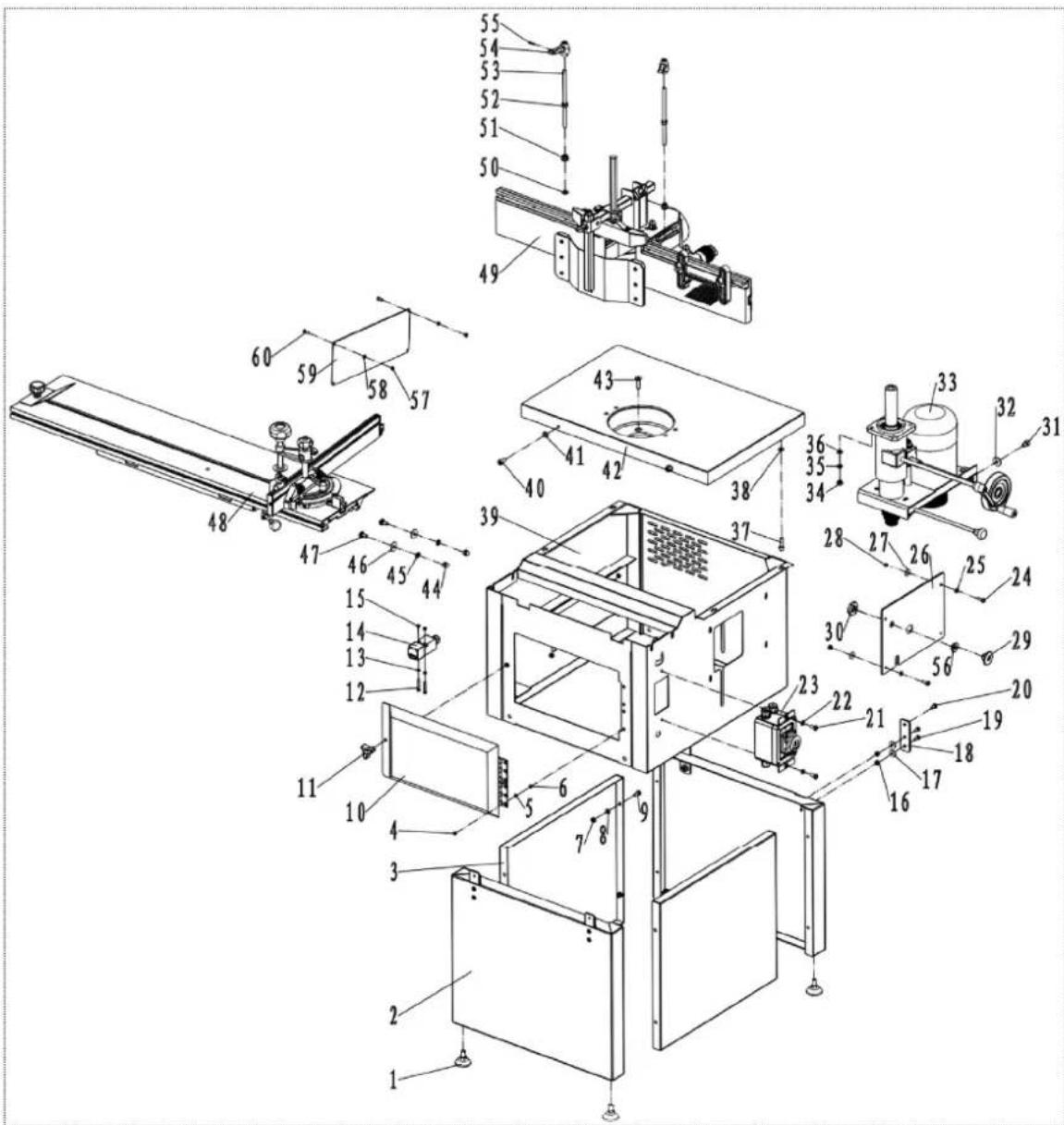
| NO. | DESCRIZIONE | NO. | DESCRIZIONE |
| 1 | Sottoproprietà | 2 Gamba | |
| 3 Copertina del pannello 4 Vite M4X10 | |||
| 5 Rondella 4 6 Dado esagonale M4 | |||
| 7 Dado esagonale M6 8 Rondella 6 | |||
| 9 Bullone esagonale M6X16 10 Copertura protettiva | |||
| 11 Maniglia della porta 12 | Vite M4X30 | ||
| 13 | Rondella 4 | 14 | Interruttore di interblocco |
| 15 Dado esagonale M4 16 | Dado esagonale M6 | ||
| 17 Grande rondella 6 | 18 Piastra di collegamento | ||
| 19 | Vite M6X16 | 20 | Bullone esagonale M6X12 |
| 21 | Vite M6X16 | 22 | Rondella 6 |
| 23 | Gruppo interruttori | 24 | Vite M6X16 |
| 25 | Rondella 6 | 26 | Piastra frontale di stampaggio |
infer
| 27 Grande rondella 6 28 Dado esagonale M6 | |||
| 29 | Cespuglio | 30 Dado | |
| 31 Vite | M8X25 32 Rondella grande 8 | ||
| 33 Montaggio della formatrice 34 Dado esagonale M8 | |||
| 35 Rondella elastica 8 36 Rondella 8 | |||
| 37 Vite | M8X25 38 Rondella 8 | ||
| 39 Montaggio della scatola 40 Vite M8X12 | |||
| 41 | Rondella 8 | 42 Tavo | |
| 43 Vite | M8X30 44 Dado esagonale a cupola M8 | ||
| 45 | Rondella dentiforme 8 | 46 Rondella grande 8 | |
| 47 | Bullone a testa quadrata M8X16 | 48 | Montaggio tavolo scorrevole |
| 49 | Gruppo presa di scarico | 50 Rondella 8 | |
| 51 | Dado flangiato esagonale M8 52 | Dado esagonale M8 | |
| 53 | Albero di bloccaggio | 54 | Maniglia di bloccaggio |
| 55 | Perno elastico 3X16 | 56 cespuglio | |
| 57 | Dado esagonale M5 58 Rondella 8 | ||
| 59 | Piastra per finestra | 60 Vite M5X12 | |
Gruppo mandrino di formatura
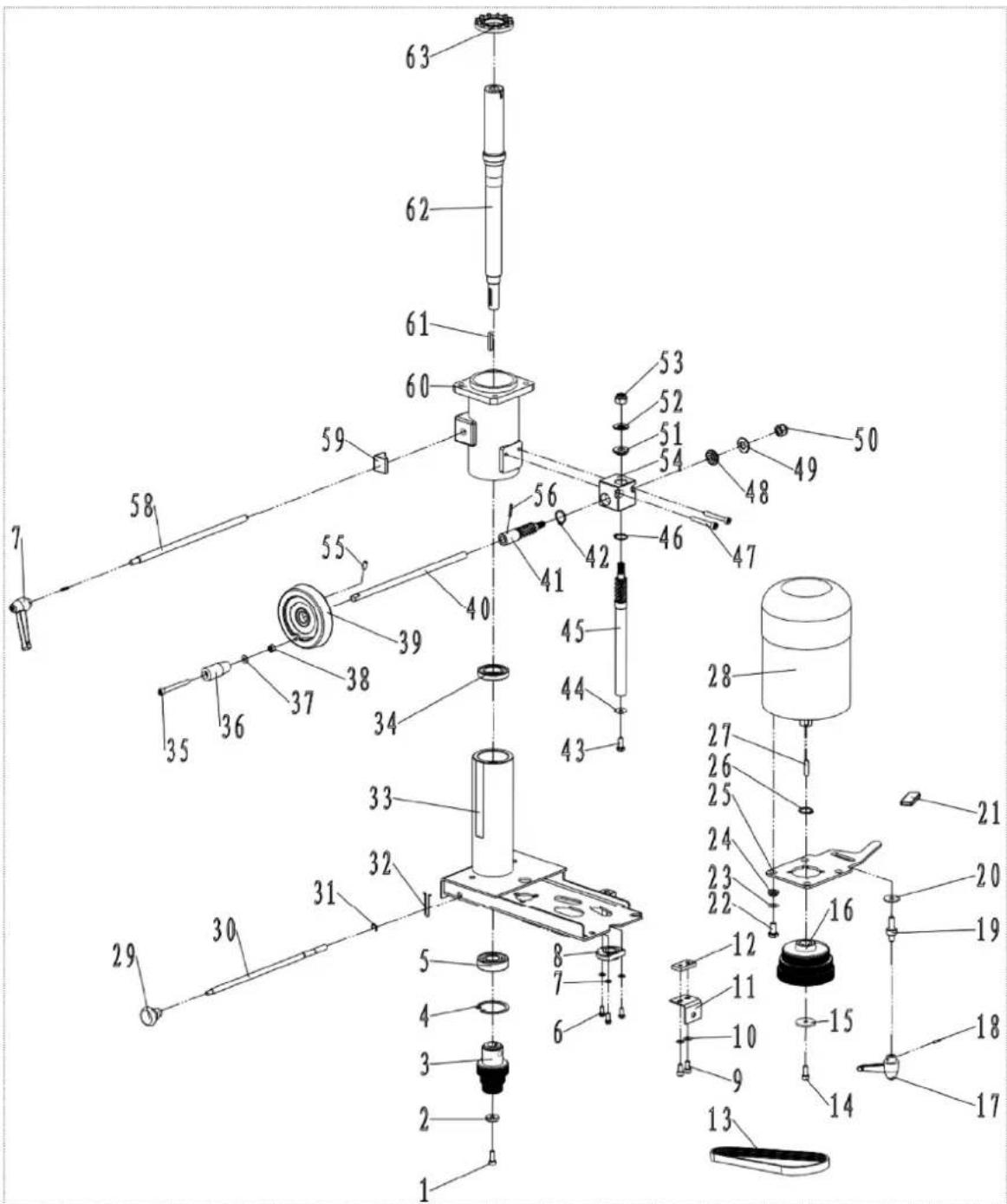
| NO. | DESCRIZIONE | NO. | DESCRIZIONE |
| 1 Vite M6X16 2 Rondella circolare | |||
| 3 Puleggia condotta 4 Anello “C” φ47 | |||
| 5 | Cuscinetto | 6204 | 6 Bullone |
| 7 | Rondella | 5 | 8 Boco |
| 9 Vite M6X14 10 Rondella 6 | |||
| 11 | Piastra angolare | 12 | |
| 13 | Bel cuneo | 14 Vite | |
| 15 Grande lavatrice 16 Puleggia motore | |||
| 17 | Maniglia di bloccaggio | 18 | Perno elastico 3X16 |
| 19 | Bullone di bloccaggio | 20 | Rondella grande 8 |
| 21 | Maniglia cappotto | 22 | Bullone esagonale M8X16 |
| 23 Rondella 8 24 Cespuglio spaziale | |||
| 25 | Piastra di rotazione | 26 | Anello “C” φ19 |
esag
Piastro
| 27 | Chiave | 6X25 | 28 |
| 29 | impugnatura | 30 | Palo di |
| 31 | Anello “E” 6 | 32 Fermaglio a molla | |
| 33 | Supporto motore | 34 | |
| 35 | Vite M6X60 | 36 | Boccola di |
| 37 Rondella 6 38 Dado esagonale M6 | |||
| 39 | Volantino | 40 | Palo |
| 41 | Albero del | cambio Anello “C” 18 | |
| 43 Bullone esagonale M6X16 44 Grande rondella 6 | |||
| 45 | Albero del | cambio Anello “C” 18 | |
| 47 | Vite M6X45 | 48 | Boccola |
| 49 | Cuscinetto | 50 | Dado di bloccaggio esagonale M10 |
| 51 | Boccola ingranaggio | 52 | Cuscinetto |
| 53 | Dado di bloccaggio esagonale M10 | 54 | Cambio |
| 55 | Vite di fissaggio M6X12 | 56 | Perno elastico 3X20 |
| 57 | Maniglia di bloccaggio | 58 | Palo di bloccaggio |
| 59 | Blocco di bloccaggio | 60 | Supporto orientato |
| 61 | Chiave | 5X30 | 62 Mandrino |
| 63 | Tappo del ventilatore | ||
Motore
bl
Cuscinetto
ing
Gruppo presa esaurimento modanatura
| NO. | DESCRIZIONE | NO. | DESCRIZIONE |
| 1 | Ruota di regolazione | 2 | Presa di scarico |
| 3 | Guida cremagliera | 4 | Bullone a forma di T |




