
WOOB-4001400 - Werkzeugmaschine MSW - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts WOOB-4001400 MSW als PDF.

| Produkttyp | Holzfräse |
| Marke | MSW |
| Modell | WOOB-4001400 |
| Versorgungsspannung | 400 V ~ Drehstrom, 50 Hz |
| Nennleistung | 1500 W |
| Drehzahlen | 1400 / 4000 / 6000 / 9000 U/min |
| Spindeldurchmesser | 30 mm |
| Max. Fräsdurchmesser | 160 mm |
| Fräshub | 0-105 mm |
| Abmessungen Arbeitstisch | 600 x 400 mm |
| Abmessungen Schiebetisch | 1000 x 218 mm |
| Gesamtabmessungen (L x B x H) | 1045 x 710 x 1230 mm |
| Nettogewicht | 95 kg |
| Absauganschluss | Durchmesser 100 mm |
| Mindestabsaugvolumen | 570 m³/h (trocken) / 790 m³/h (nass) |
| Schalldruckpegel (ohne Last) | 81,7 dB(A) |
| Schalldruckpegel (unter Last) | 89,5 dB(A) |
| Verwendung | Längs- und Querfräsen von Holz |
| Sicherheit | Schutzhaube, integrierter Not-Aus |
| Wartung | Wöchentliche Reinigung, monatliche Schmierung |
| Ersatzteile | Auf Anfrage erhältlich |
Häufig gestellte Fragen - WOOB-4001400 MSW
Benutzerfragen zu WOOB-4001400 MSW
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Werkzeugmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch WOOB-4001400 - MSW und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. WOOB-4001400 von der Marke MSW.
BEDIENUNGSANLEITUNG WOOB-4001400 MSW
Dieses Benutzerhandbuch wurde mit Hilfe einer maschinellen Übersetzung erstellt. Wir haben uns nach Kräften bemüht, die Genauigkeit der Übersetzung zu gewährleisten. Bitte beachten Sie jedoch, dass automatische Übersetzungen nicht perfekt sind und menschliche Übersetzer nicht ersetzen können. Die offizielle Version des Benutzerhandbuchs ist in Englisch. Etwaige Unterschiede zwischen der übersetzten Fassung und dem englischen Original sind rechtlich nicht bindend. Sollten Sie Fragen zur Richtigkeit der Übersetzung haben, beziehen Sie sich bitte auf die englische Version, die die offizielle Referenz ist. Weitere Sprachversionen sind auf Anfrage über info@expondo.com erhältlich.
Technische Daten
| Beschreibung des Parameters Parameterwert | |
| Produktname | Spindelfräse |
| Modell | MSW-WOOB-4001400 |
| Nennspannung [Spannung~, N] / Frequenz [Hz] | 400, 3 / 50 |
| Nennleistung [W] 1500 | |
| IP | 20 |
| Fräsgeschwindigkeit [/min] 1400/4000/6000/9000 | |
| Spindel [mm] 30 | |
| Max Fräser [mm] 160 | |
| Fräsweg [mm] 0-105 | |
| Tischgröße [mm] 600*400 | |
| Größe des Gleittisches [mm] 1000*218 | |
| Abmessungen [Breite * Länge * Höhe; mm] 1045*710*1230 | |
| Gewicht [kg] 95 | |
Beschreibung des Geräts
Die Maschine ermöglicht sowohl das Längs- als auch das Querfräsen mit einer vertikalen Spindel von Halbzeugen aus Holz oder Holzwerkstoffen. Die Maschine ist für die Bedienung durch nur eine Person ausgelegt.
Die Maschine ist nicht für gebogene Arbeiten vorgesehen und darf nicht für gebogene Arbeiten verwendet werden. Es gibt keine Zapfenschneidfunktion. Die Maschine ist ausschließlich für gerade Arbeiten konzipiert.
Der Benutzer haftet für alle Schäden, die durch eine nicht bestimmungsgemäße Verwendung des Geräts entstehen.
Technische Daten
| Lärmpegel A am Einsatzort (LpAeq) | Leerlauf | LpAeq =81,7 dB(A) |
| Laden Sie | LpAeq =89,5 dB(A) | |
| Schallleistungspegel A (LWA) | Leerlauf | LWA = 94,5 dB(A) |
| Laden Sie | LWA = 103 dB(A) |
Die Betriebsbedingungen für die Geräuschmessung entsprechen dem Anhang B der ISO 7960.
Bei den angegebenen Werten handelt es sich um Emissionswerte und nicht unbedingt um sichere Arbeitswerte. Es besteht zwar eine Korrelation zwischen der Emission und dem Expositionsniveau, doch lässt sich daraus nicht zuverlässig ableiten, ob weitere Vorsichtsmaßnahmen erforderlich sind oder nicht.
Zu den Faktoren, die das tatsächliche Ausmaß der Exposition der Arbeitnehmer beeinflussen, gehören die Merkmale des Arbeitsraums, die anderen Lärmquellen usw., d. h. die Anzahl der Maschinen und anderer benachbarter Prozesse. Auch die zulässige Expositionshöhe kann von Land zu Land unterschiedlich sein. Diese Informationen ermöglichen es dem Benutzer der Maschine jedoch, die Gefahr und das Risiko besser einschätzen zu können.
Einrichtung
Anschluss des Absaugsystems
Arbeiten an der Maschine nur mit angeschlossener und laufender Absauganlage! Für den ordnungsgemäßen Betrieb der Maschine ist eine Absauganlage mit einer Mindestabsaugleistung von 570 ^m3 /Stunde und einer Mindestgeschwindigkeit der Luft in den Rohren von 20m/s für trockene Partikel und 790 ^m3 /Stunde und einer Mindestgeschwindigkeit der Luft in den Rohren von 28m/s für feuchte Partikel erforderlich.
Schalten Sie den Maschinenantrieb und die Absauganlage gleichzeitig ein!
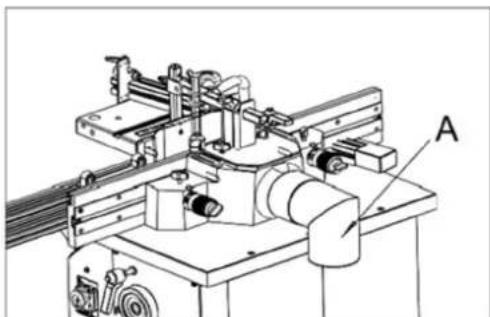
Verwenden Sie flexible Entlüftungsschläuche mit einem Durchmesser von 100 mm. Der Entlüftungsschlauch wird an den Entlüftungsausgang angeschlossen, der sich wie folgt an der Maschine befindet:
Bei der Formmaschine wird der Entlüftungsschlauch auf den Auslass des Formwerkzeugdeckels gesteckt, der auch den Entlüftungsanschluss (A) bildet. Der Schlauchdurchmesser beträgt 100 mm.
Anschluss an das Stromnetz
- Beschädigte Stromversorgungskabel müssen sofort von einer kompetenten Fachkraft ausgetauscht werden. Der Betrieb mit beschädigten Kabeln ist lebensgefährlich und daher verboten!
- Vergewissern Sie sich vor Inbetriebnahme der Maschine, dass die auf dem Typenschild der Maschine angegebene Spannung und Frequenz mit den Werten des Netzes übereinstimmen, an das sie angeschlossen ist.
• Der Überspannungsschutz ist vom Endverbraucher bereitzustellen. - Vor dem Einstellen und Auswechseln von Werkzeugen sowie vor allen Einstell-, Änderungs- und Wartungsarbeiten immer den Schalter ausschalten und den Stecker aus der Steckdose ziehen.
- Diese Maschine muss an die Schutzerde angeschlossen werden. Überprüfen Sie, ob die Steckdose zuverlässig geerdet ist.
Drehrichtung
Wenn Sie an der Seite der Maschine stehen und von oben auf den Tisch schauen, dreht sich die Frässpindel gegen den Uhrzeigersinn, wenn Sie nach unten schauen.
Tätigkeit
Vorbereitung
Entfernen Sie die Schutzschicht von den Arbeitstischen und anderen Teilen der Maschine entweder mit Paraffinöl oder einem ähnlichen Lösungsmittel; verwenden Sie dazu kein Benzin oder ähnliche Lösungsmittel, da diese die Korrosionsbeständigkeit bestimmter Teile der Maschine verringern können.
Die Größe des Arbeitsbereichs hängt von der Art der Maschine, den angenommenen Arbeitsgängen und der Größe des zu bearbeitenden Materials ab.
Vergessen Sie nicht den Platz für die Anbringung einer ausreichend wirksamen Absaugung oder von Anschlussschläuchen für die zentrale Absaugung.
Qualifikationen der Arbeitnehmer
Die Maschine darf nur von einem Fachmann auf dem Gebiet der Holzbearbeitung oder von einem durch einen solchen Fachmann unterwiesenen und geschulten Arbeitnehmer bedient werden, unabhängig vom Geschlecht. Während der Arbeit an der Maschine muss sich der Bediener mit dieser Anleitung vertraut machen und die im jeweiligen Land geltenden Sicherheitsregeln, Vorschriften und Bestimmungen einhalten.
Arbeitsumfeld
Die Maschine muss in einer Werkstattumgebung betrieben werden, deren Temperatur +40°C nicht überschreitet und nicht unter +5°C fällt. Die relative Luftfeuchtigkeit der Umgebung liegt zwischen 30% und 95%, nicht kondensierend. Die Höhe über dem Meeresspiegel beträgt bis zu 1000 m.
Lager- und Transporttemperatur: -25\~+55°C
Einstufung der Umwelt - Gefahr eines entzündlichen Staubbrandes.
Arbeitsbereich
Es ist wichtig, dass um die Maschine herum ein Freiraum von 0,8 m eingehalten wird, der für den Arbeitsplatz erforderlich ist. Wenn langes Material bearbeitet wird, muss sowohl vor als auch hinter der Maschine an den Stellen, an denen das Material ein- und ausgegeben wird, ausreichend Platz vorhanden sein.
Einstellen der Maschine
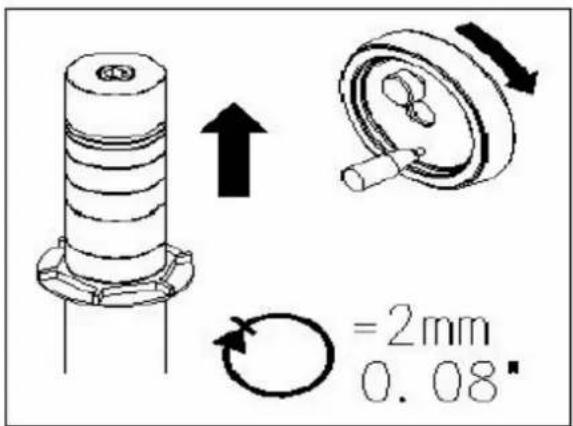
Stellen Sie die Höhe der Frässpindel mit dem Handrad an der rechten hinteren Seite des Gestells ein und sichern Sie sie mit der Arretierschraube. Wählen Sie den passenden Füllstoff für den "Tischring" entsprechend dem verwendeten Werkzeug.
Änderung der Geschwindigkeit
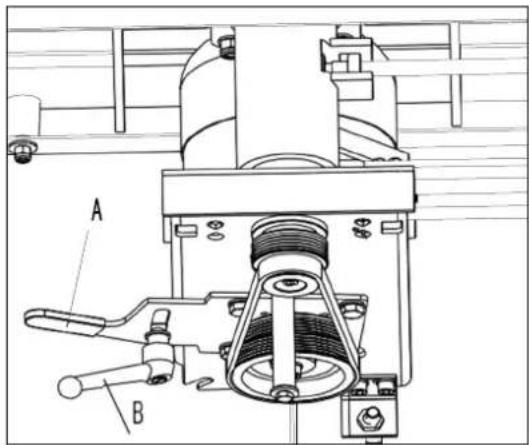
Die Maschine kann mit 6.500 U/min (untere Riemenscheiben) oder 4.500 U/min (obere Riemenscheiben) betrieben werden. Um die Spindeldrehzahl zu ändern, lösen Sie den Feststellgriff (A) und schwenken die Motorbaugruppe in Richtung Motor. Stellen Sie den Riemen auf die gewünschte Geschwindigkeit ein und spannen Sie den Drehknopf (B).
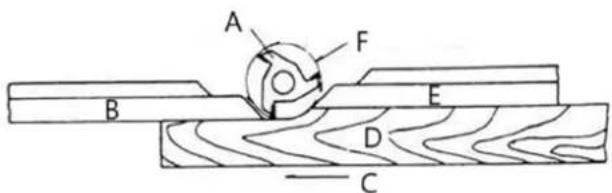
Längsfräsen
B- Verriegelungsknopf
C- Druckpolster
D- Druckpolster
E- Auslaufgitter
F- Feineinstellgriff
Werkzeug: Geeignete Werkzeuge mit definierter Spandicke für den manuellen Vorschub verwenden.
Arbeitszyklus: Beginnen Sie während der Testformung mit einem Werkstück mit ausreichender Länge, Breite und Höhe. Es ist notwendig, ein Blockieren der Maschine zu verhindern oder eine an die
Werkstückabmessungen angepasste Rückschlagsicherung zu verwenden. Um einen Rückschlag zu vermeiden, müssen hintere und/oder vordere Anschläge verwendet werden, die am Anschlag, am Tisch oder an einem Verlängerungstisch befestigt sind.
Stellen Sie die Lineale niemals ein, während die Maschine in Betrieb ist!
Führen Sie während der Arbeit die seitliche Einstellung der Anschlagplatten durch, halten Sie die Öffnung für das zu reduzierende Werkzeug so gering wie möglich, verriegeln Sie die Anschlagplatten und stellen Sie den Feineinstellgriff so ein, dass der gewünschte Span (Holzabtrag) eingestellt wird und verriegeln Sie die Station mit dem Verriegelungsknopf.
Halten Sie die Druckstücke fest und gleichmäßig entlang des Führungslineals in Kontakt mit dem Tisch und den Anschlagplatten.
Die Schnittgeschwindigkeit muss mehr als 40 m ^s-1 betragen, um die Gefahr eines Rückschlags zu verringern, darf aber 70 m ^s-1 nicht überschreiten, um die Gefahr einer Beschädigung des Werkzeugs zu verringern.
Es ist eine angemessene allgemeine oder örtliche Beleuchtung vorzusehen.
Formgebung von Werkstücken mit kleinem Querschnitt
Werkzeug: Wählen Sie das für die manuelle Zuführung geeignete Werkzeug.
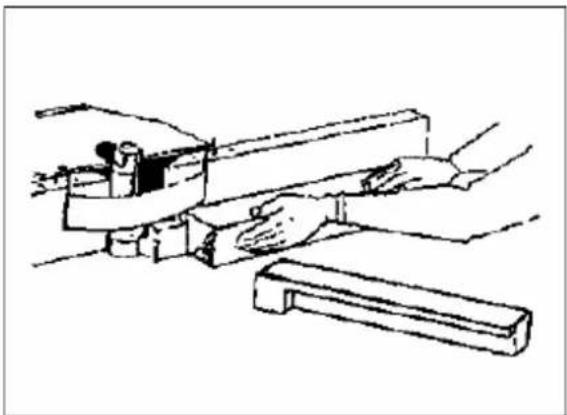
Arbeitszyklus: Die Formmaschine einstellen und beide Hälften des Lineals in die Nähe des Werkzeugs bringen. Bearbeiten Sie das Material nur mit Hilfe eines Schiebers! Wählen Sie die Größe des Schiebers so, dass die Hand bequem darauf abgelegt werden kann.
Schutzmaßnahmen
Für Arbeiten an der Maschine sind Schutzbrillen vorgeschrieben. Es ist ratsam, einen geeigneten Gehörschutz und empfehlenswerte Arbeitsschuhe zu tragen. Arbeitsmäntel dürfen nicht verwendet werden.
Handlings NICHT erlaubt
Auf der Maschine ist dies NICHT erlaubt:
- Nehmen Sie ohne Genehmigung des Herstellers keine Änderungen an den Sicherheitsvorrichtungen der Maschine vor.
- Führen Sie keine Manipulationen durch, die den Sicherheitshinweisen in diesem Handbuch widersprechen.
• Berühren Sie das Werkzeug oder seine nähere Umgebung und andere bewegliche Teile.
• Bearbeitung von anderen Materialien als Holz oder Holzwerkstoffen.
• Überlasten Sie die Maschine bei der Bearbeitung von großen Halbfertigprodukten. - Entfernen Sie Späne von der Stelle in der Nähe der Werkzeuge mit der Hand oder einem Gegenstand, während die Maschine in Betrieb ist.
• Verwenden Sie andere als die vom Maschinenhersteller gelieferten oder empfohlenen Werkzeuge.
Der Zaun als Orientierungshilfe
Das Fräsen mit dem Anschlag ist die sicherste und zufriedenstellendste Arbeitsmethode. Diese Methode sollte immer angewendet werden, wenn es die Arbeit zulässt. Fast alle geraden Arbeiten können mit dem Zaun ausgeführt werden.
- Bei den meisten Arbeiten, bei denen ein Teil der Kante des Werkstücks nicht von der Schneidevorrichtung berührt wird, befinden sich sowohl der vordere als auch der hintere Anschlag in einer geraden Linie, wie in der folgenden Abbildung dargestellt.
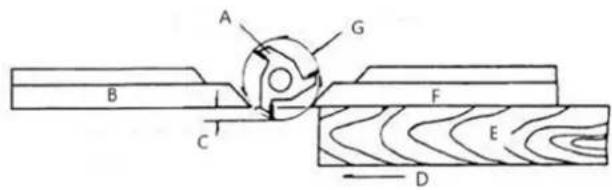
- Wenn bei der Formgebung die gesamte Kante des Werkstücks entfernt wird (z. B. beim Fügen oder bei der Herstellung eines vollen Wulstes), wird die geformte Kante nicht vom hinteren Anschlag unterstützt, wenn beide Anschläge in einer Linie stehen, wie in der folgenden Abbildung gezeigt. In diesem Fall sollte das Werkstück bis zu der in der Abbildung unten gezeigten Position vorgeschoben und angehalten werden.
C- Keine Unterstützung
D- Futtermittel
E- Arbeit
F- Vorderer Zaun
G- Schnittkreis
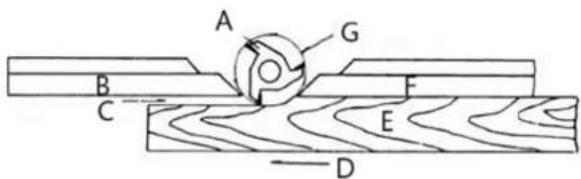
- Der vordere Anschlag sollte so weit vorgeschoben werden, dass er das Werkstück berührt, wie in der folgenden Abbildung dargestellt. Der hintere Zaun befindet sich dann in einer Linie mit dem Schneidkreis.
A- Kutter
B- Hinterer Zaun
C- Futtermittel
D- Arbeit
E- Vorderer Zaun
F- Schnittkreis
Formgebung mit Kragen
Befolgen Sie diese Regeln, wenn Sie mit Halsbändern arbeiten, um einen sicheren Betrieb und beste Ergebnisse zu erzielen:
-
Die Halsbänder müssen glatt und frei von Kaugummi oder anderen Substanzen sein.
-
Die Kante des Werkstücks muss glatt sein. Jede Unregelmäßigkeit in der Oberfläche, die gegen den Kragen reitet, wird auf der geformten Oberfläche dupliziert.
-
Ein Teil der Werkstückkante muss vom Fräser unberührt bleiben, damit der Bund eine ausreichende Auflagefläche hat. Die folgende Abbildung zeigt ein Beispiel für eine unzureichende Auflagefläche.
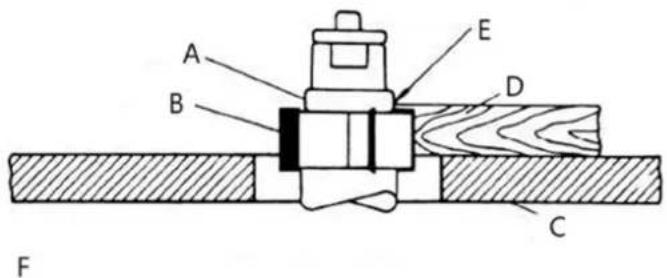
A- Kragen
B- Kutter
C- Tabelle
D- Arbeit
E- Keine ausreichende Auflagefläche
F- Falsch
- Die folgende Abbildung zeigt eine ausreichende Auflagefläche.
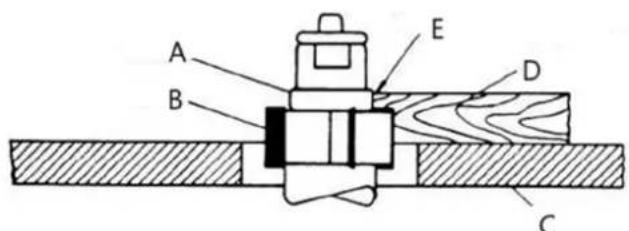
F
A- Kragen
B- Kutter
C- Tabelle
D- Arbeit
E- Ausreichende Auflagefläche
F- Rechts
- Auf keinen Fall darf ein kleines Werkstück gegen die Kragen geformt werden, wie in der nachstehenden Abbildung gezeigt.
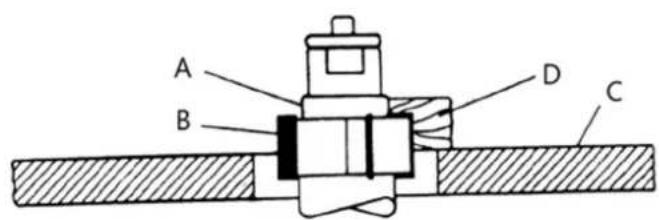
E
A- Kragen
B- Kutter
C- Tabelle
D- Schmale Werkstücke
E- Falsch
Positionierung des Halsbandes
Manschetten können über, unter oder zwischen zwei Messern angebracht werden:
- Bei Verwendung des Kragens unter dem Messer (siehe Abbildung unten) kann der Fortschritt des Schnitts jederzeit beobachtet werden. Ein Nachteil dieser Methode ist, dass ein versehentliches Anheben des Werkstücks das Holz aushöhlt und das Werkstück ruiniert.
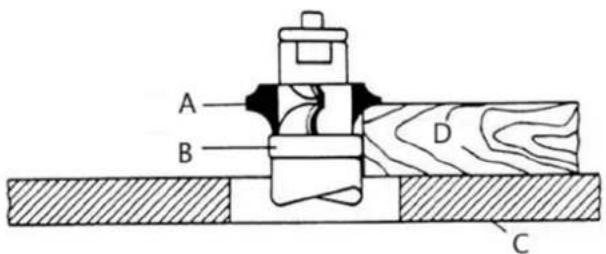
A- Kutter
B- Kragen
C- Tabelle
D- Arbeit
- Die Verwendung des Kragens oberhalb des Fräser (siehe Abbildung unten) bietet den Vorteil, dass der Schnitt nicht durch geringfügige Schwankungen in der Dicke des Materials beeinträchtigt wird. Der Schnitt ist jedoch während des Eingriffs nicht sichtbar. Ein weiterer Vorteil ist, dass ein versehentliches Anheben des Werkstücks das Werkstück nicht aushöhlt. Korrigieren Sie den Fehler einfach durch Wiederholung des Vorgangs.
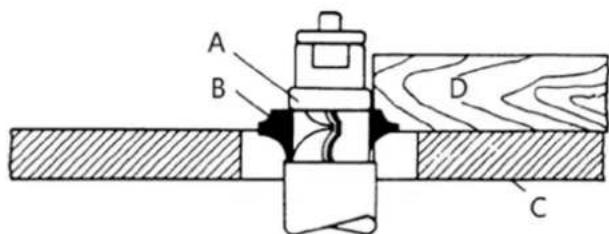
A- Kragen
B- Kutter
C- Tabelle
D- Arbeit
- Die in der nachstehenden Abbildung dargestellte Methode des Kragens zwischen den Messern hat sowohl die Vorteile als auch die Nachteile der ersten beiden Methoden. Diese Methode wird vor allem dann angewendet, wenn beide Kanten des Werkstücks geformt werden sollen. Die Maschine kann nicht zum Zapfenschneiden verwendet werden!
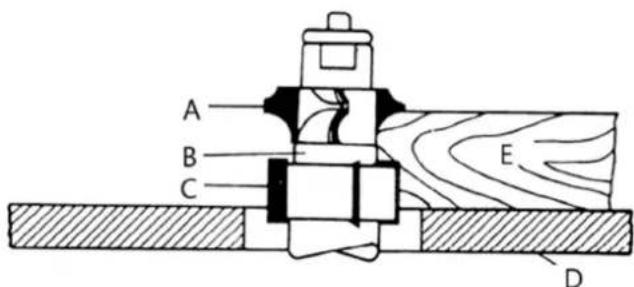
A- Kutter
B- Kragen
C- Kutter
D- Tabelle
E- Arbeit
Auswechseln von Formwerkzeugen
Verwenden Sie nur Formwerkzeuge, die für den manuellen Vorschub ausgelegt sind und fest und sicher eingespannt werden können. Es dürfen nur Werkzeuge verwendet werden, die der Norm EN847-1:2005 entsprechen und mit MAN gekennzeichnet sind.
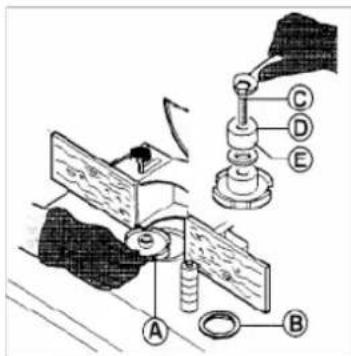
Stellen Sie vor der Montage des Werkzeugs (A) sicher, dass die Distanzringe (E) sauber und nicht beschädigt sind. Vergewissern Sie sich, dass die Befestigungsmethode richtig ist. Das Formwerkzeug wird mit Schraube (Mutter) (C), durch Spindelring (D) und Distanzringe (E) auf der Formspindel fixiert und geklemmt! Stellen Sie das Loch im Tisch entsprechend dem Durchmesser des Formwerkzeugs (A) mit den Tischringen (B) ein.
Bei der Installation der Formwerkzeuge muss die Abdeckung des Schutzes geöffnet werden. Lösen Sie die beiden Verriegelungsknöpfe (F), um den Deckel zu öffnen. Nach der Installation schließen Sie den Deckel und verriegeln ihn mit den Verriegelungsknöpfen.

WARNUNG: Schließen Sie immer die Abdeckung der Schutzvorrichtung und verriegeln Sie sie sicher, m Sie die Werkzeuge installiert haben.
Transport und Lagerung
Transport und Lagerung
Seien Sie beim Transport oder bei der Handhabung der Maschine äußerst vorsichtig und lassen Sie diese Tätigkeit von qualifiziertem und speziell für diese Art von Tätigkeit geschultem Personal durchführen.
Achten Sie beim Be- und Entladen der Maschine darauf, dass keine Personen oder Gegenstände von der Maschine bedrängt werden!
Betreten Sie nicht den Bereich unter der von einem Kran oder einem Hochhub-Servierwagen angehobenen Maschine!
Während des Transports oder der Lagerung der Maschine müssen Maßnahmen getroffen werden, um die Maschine vor übermäßigen Vibrationen und Feuchtigkeit zu schützen.
Es sollte in einem Schutzraum bei Temperaturen von -25°C bis 55°C gelagert werden. Standardmäßig ist das Gerät in eine Kunststoffschale eingepackt und wird so transportiert. Auf Wunsch kann die Maschine auch in einer stabilen Holzkiste verpackt werden.
Anheben der Maschine
Die Maschine oder ihre Einzelteile dürfen nur mit einer zugelassenen Hebevorrichtung mit geprüfter Tragfähigkeit angehoben werden.
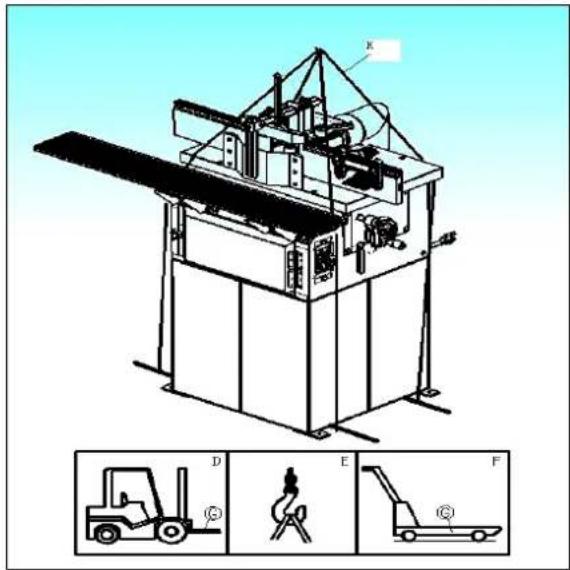
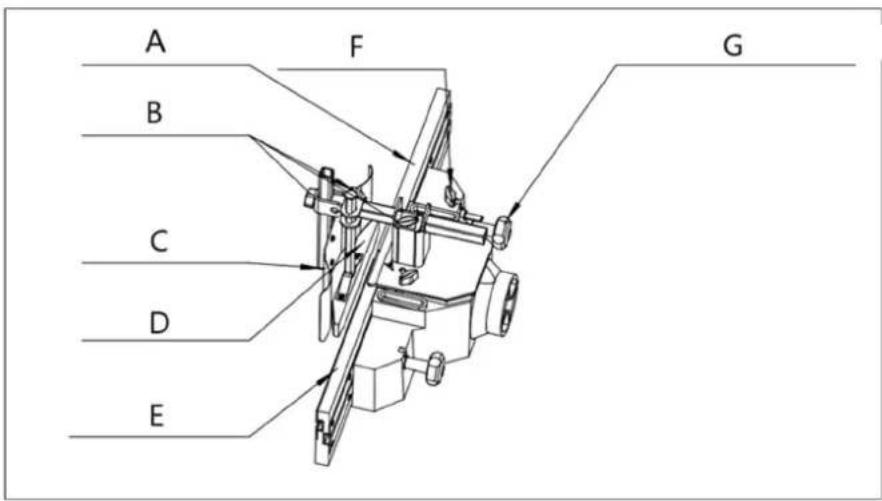
Bereiten Sie einen Hochhubwagen (D) oder einen manuellen Hubwagen (F) mit ausreichender Hubkapazität vor und stellen Sie die Gabeln (G) unter die Maschine, wie in der Abbildung gezeigt.
Sollten Sie einen Kran (E) oder ein ähnliches Hebezeug verwenden, gehen Sie wie folgt vor:
- Bereiten Sie vier Hebegurte (H) oder Stahlseile mit einer Länge von mindestens 2 m und ausreichender Tragkraft vor.
- Befestigen Sie die Seile am Haken des Krans mit der erforderlichen Kapazität.
- Legen Sie das andere Ende der Seile auf die unter die Maschine gelegten Hebestangen (Stangen sind nicht im Lieferumfang enthalten).
- Nach leichtem Anheben der Maschine ist die Stabilität der an den Seilen hängenden Maschine zu überprüfen.
- Heben Sie die Maschine vorsichtig und langsam an und bewegen Sie sie dann ohne schnelle Bewegungsänderungen an den gewählten Ort.
WARTUNG
Vor Beginn von Wartungs- oder Reparaturarbeiten ist das Gerät immer vom Netz zu trennen! Schalten Sie das Gerät aus und ziehen Sie den Stecker aus der Steckdose!
Die Keilriemen (Antriebsriemen für die Spindel) müssen immer gespannt sein.
Die Maschine sollte gereinigt werden. Die Stangen, Stifte, Gewinde und andere rostanfällige Teile sollten mit geeignetem Öl geschmiert werden. Das Intervall für solche Aktivitäten hängt von der Art der Arbeit ab, sollte aber mindestens einmal im Monat durchgeführt werden.
Die Lager der Elektromotoren und der Formspindel haben eine Dauerfettfüllung, sind beidseitig geschlossen und benötigen keine Schmierung.
Vermeiden Sie die Verunreinigung der Riemen mit Öl oder Fett. Reinigen Sie das Band in diesem Fall nur mit Papier oder trocknen Sie es.
Das Entfernen von Staub erfolgt am besten mit einem Staubsauger. Führen Sie diese Tätigkeit regelmäßig durch, mindestens einmal pro Woche.
Fehlerbehebung
Bei sachgemäßer Verwendung und ordnungsgemäßer Wartung der Maschine sollten keine Störungen auftreten. Wenn der Absaugschlauch mit Spänen verstopft ist, sollte die Maschine vor der Handhabung abgeschaltet werden. Wenn sich ein Werkstück verklemmt, schalten Sie die Maschine sofort aus! Ein stumpfes Messer führt oft dazu, dass der Elektromotor übermäßig erhitzt wird. Wenn die Maschine übermäßig vibriert, überprüfen Sie die Einstellung und die Verankerung der Maschine, eventuell auch die Spannung und die Auswuchtung der verwendeten Werkzeuge.
| Fehler | Mögliche | Ursache |
| Shaper lässt sich nicht starten | Durchgebrannte Sicherung oder ausgelöster Schutzschalter | Sicherung auswechseln oder Schutzschalter zurücksetzen |
| Kordel beschädigt Kabel austauschen | ||
| Kabel nicht an der Stromquelle angeschlossen | Netzkabel einstecken | |
| Der Rückfahrschalter ist in der Position OFF | Schalter auf vorwärts oder rückwärts drehen | |
| Überlastungen treten häufig auf | Das Verlängerungskabel oder die Verkabelung ist unzureichend dimensioniert | Ersetzen Sie das Kabel oder die Verdrahtung durch eine Verdrahtung mit der richtigen Stärke |
| Zu schnelles Füttern des Bestands | Verringern der Vorschubgeschwindigkeit | |
| Messerkopf ist stumpf Nur scharfe Messer verwenden | ||
| Das Schneidgerät erreicht nicht die volle Geschwindigkeit | Drahtstärke im Geschäft ist zu klein | Ersetzen Sie das Kabel oder die Verkabelung durch ein Kabel mit dem richtigen Durchmesser |
| Verlängerungskabel zu leicht oder zu lang | Ersetzen Sie das Kabel durch ein Kabel geeigneter Größe. | |
| Die Stromquelle ist nicht ausreichend | Kontakt zum örtlichen Stromversorger | |
| Die Kürzungen sind nicht zufriedenstellend | Stumpfes Messer | Messer ersetzen |
| Kaugummi oder Pech am Cutter | Messer entfernen und mit Lösungsmittel reinigen | |
| Messerkopf dreht sich in die falsche Richtung | Kontrolle der korrekten Rotation beim Start | |
| Arbeit in die falsche Richtung lenken | Vorschub des Werkstücks gegen die Messerrotation | |
| Maschine vibriert | Mähkopf beschädigt | Messerkopf austauschen |
| Auf einer unebenen Fläche stehen | Der Ständer muss fest auf einer ebenen Fläche stehen, ggf. mit dem Boden verschrauben. | |
| Defekter Keilriemen Keilriemen austauschen | ||
| Keilriemen nicht richtig gespannt Richtige Spannung anwenden | ||
| Verbogene Riemenscheibe Riemenscheibe austauschen | ||
| Motor unsachgemäß montiert | Der Motor muss ordnungsgemäß mit festsitzenden Schrauben und Muttern montiert werden. | |
| Kante spaltet sich beim Querschnitt ab | Charakteristisch für diese Art von Schnitt | Erst quer zur Faser schneiden, dann mit der Faser fertig schneiden |
| Verwenden Sie einen Abfallblock, um das Ende des Schnitts zu unterstützen. | ||
| Erhöhte Bereiche an der | Variation des Drucks, der die Arbeit Arbeit fest gegen Tisch und Anschlag | |
| geformten Kante | gegen das Messer hält halten | |
| Niederhalter verwenden | ||
| Arbeit aus der Hand gezogen | Arbeit in die falsche Richtung lenken | Arbeit immer gegen die Rotation des Messerkopfes zuführen |
| Ungleichmäßige Schnitttiefe | Fehlausrichtung des Zauns Auslaufanschlag ausrichten | |
| Seitlicher Druck nicht gleichmäßig | Niederhalter verwenden: konstanten Druck gegen den Anschlag ausüben | |
| Arbeit verbrennt | Zu tiefes Schneiden in einem Durchgang | Bei Harthölzern leichte Schnitte durchführen; die volle Tiefe mit mehreren Durchgängen erreichen |
| Arbeit erzwingen | Arbeit langsam und gleichmäßig vorschieben | |
| Ungleichmäßige Schnitthöhe | Variation des Drucks, der die Arbeit auf dem Tisch hält | Halten Sie den Druck während des gesamten Durchgangs aufrecht |
| Niederhalter verwenden | ||
| Langsam und gleichmäßig überholen | ||
| Arbeiten unter dem Cutter, wann immer möglich | ||
| Schnitte nicht glatt | Falscher R.P.M. | Schnellere Geschwindigkeit verwenden |
| Zu schnelle Fütterung Langsame Vorschubgeschwindigkeit | ||
| Gegen den Strich arbeiten | Wann immer möglich mit der Maserung arbeiten | |
| Zu tiefes Schneiden in einem Durchgang | Bei sehr tiefen Schnitten mehrere Durchgänge machen | |
| Spindel lässt sich nicht frei anheben | Sägemehl oder Schmutz im Hebemechanismus | Schmutz und Sägespäne abbürsten oder wegblasen |
Entsorgung von Altgeräten
Entsorgen Sie dieses Gerät nicht über den Hausmüll. Geben Sie es bei einer Recycling- und Sammelstelle für Elektro- und Elektronikgeräte ab. Überprüfen Sie das Symbol auf dem Produkt, der Gebrauchsanweisung und der Verpackung. Die zur Herstellung des Geräts verwendeten Kunststoffe können entsprechend ihrer Kennzeichnung recycelt werden. Indem Sie sich für das Recycling entscheiden, leisten Sie einen wichtigen Beitrag zum Schutz unserer Umwelt.
Wenden Sie sich an die örtlichen Behörden, um Informationen über Ihre örtliche Recyclinganlage zu erhalten.
Teileplan
Eigenschaften
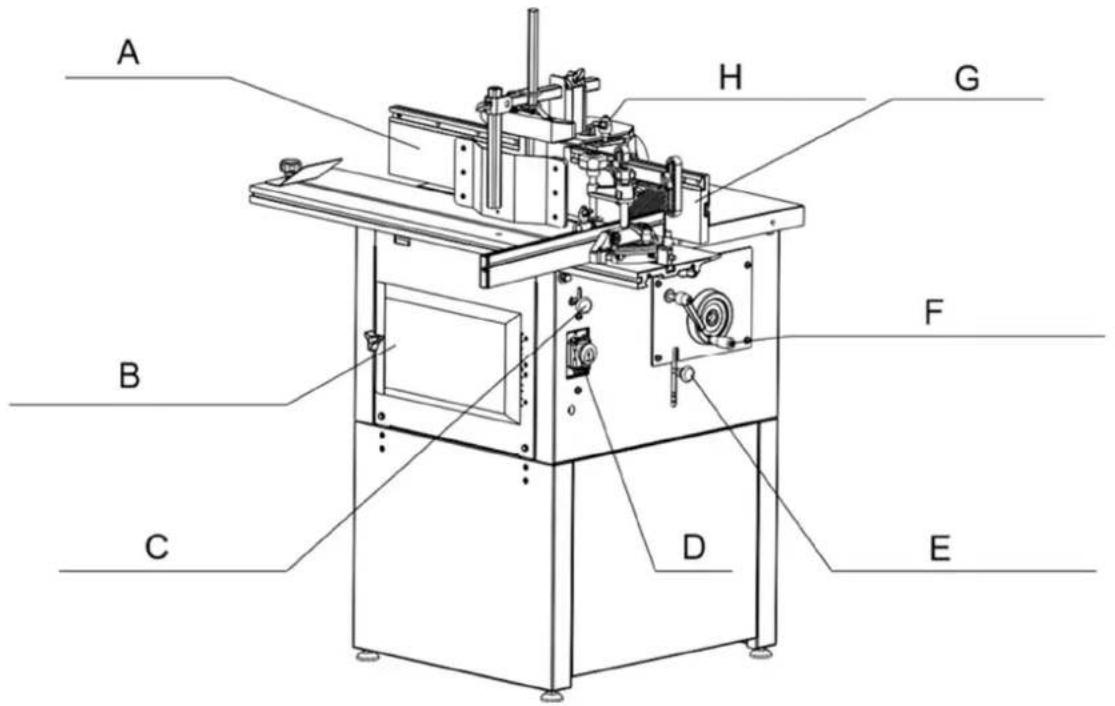
| Nummer des Teils Beschreibung des Geräts | |
| A | Auslaufgitter |
| B | Motorraumtür |
| C | Schiebetischschloss |
| D | Schalter |
| E | Spindeldrehsicherung |
| F Steuerung von Spindelanstieg und -abfall | |
| G | Einlaufanschlag |
| H | Zaunsicherungsbolzen |
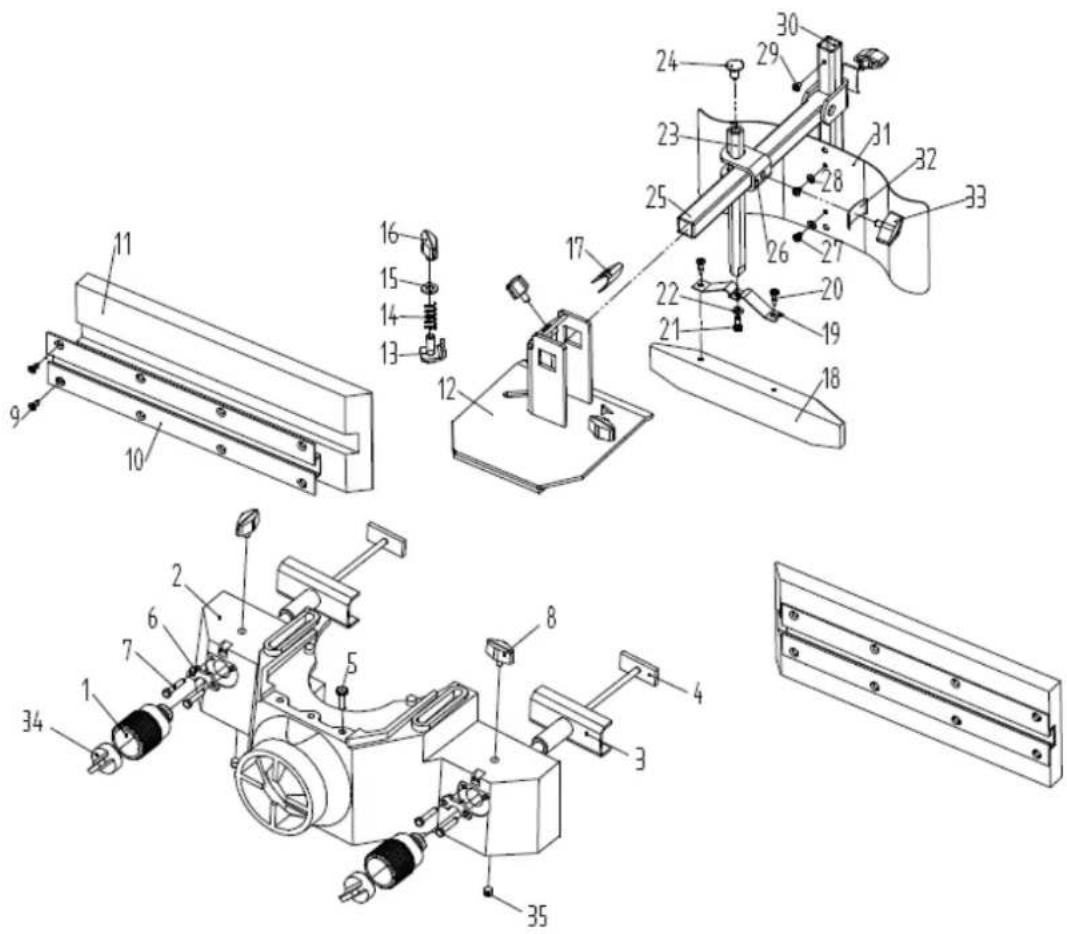
Endmontage
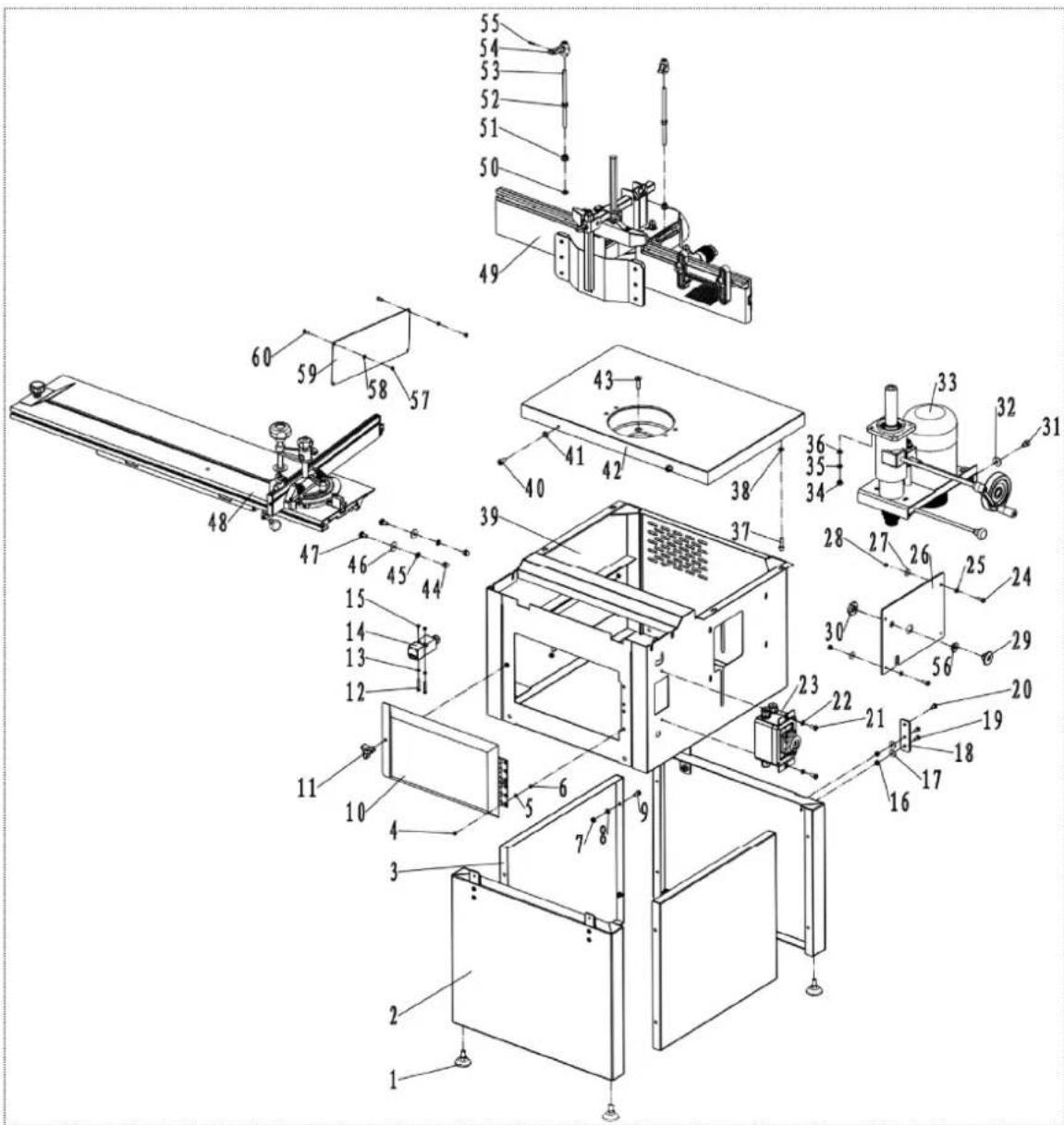
| NEIN. | BESCHREIBUNG | NEIN. | BESCHREIBUNG |
| 1 | Underprop | 2 Unterschenkel | |
| 3 | Deckplatte | 4 Schraube | |
| 5 Unterlegscheibe 4 6 Sechskantmutter M4 | |||
| 7 Sechskantmutter M6 8 Unterlegscheibe 6 | |||
| 9 | Sechskantschraube M6X16 | 10 Schutzhülle | |
| 11 | Türknauf | 12 Schraube | |
| 13 | Unterlegscheibe | 4 | 14 Verriegelungsschalt |
| 15 | Sechskantmutter M4 | 16 | Sechskantmutter M6 |
| 17 | Große Unterlegscheibe 6 | 18 | Verkettungsplatte |
| 19 | Schraube M6X16 | 20 | Sechskantschraube M6X12 |
| 21 | Schraube M6X16 | 22 | Unterlegscheibe 6 |
| 23 | Montage des Schalters | 24 Schraube M6X16 | |
| 25 | Unterlegscheibe | 6 | 26 Gussblende |
| 27 | Große Unterlegscheibe 6 28 Sechskantmutter M6 | ||
| 29 | Busch | 30 Se | |
| 31 | Schraube M8X25 32 Große Unterlegscheibe 8 | ||
| 33 | Montage der Gießmaschine 34 Sechskantmutter M8 | ||
| 35 | Federscheibe | 8 | 36 |
| 37 | Schraube M8X25 38 Unterlegscheibe 8 | ||
| 39 | Montage der Box 40 Schraube M8X12 | ||
| 41 | Unterlegscheibe 8 | 42 Tabelle | |
| 43 | Schraube M8X30 44 Kuppel Sechskantmutter M8 | ||
| 45 | Zahnförmige Unterlegscheibe 8 | 46 Große Unterlegscheibe 8 | |
| 47 | Vierkant-Halsschraube M8X16 | 48 | Montage des Schiebetisches |
| 49 | Baugruppe Entlüftungsstutzen | 50 | Unterlegscheibe 8 |
| 51 | Sechskant-Flanschmutter M8 | 52 Sechskantmutter M8 | |
| 53 | Verriegelungswelle | 54 Sperrhalteru | |
| 55 | Federstecker 3X16 | 56 Busch | |
| 57 | Sechskantmutter M5 58 Unterlegscheibe 8 | ||
| 59 | Fensterscheibe | 60 Schraube |
chskantmutter
Unterlegschei
M5>
Montage der Formspindeleinheit
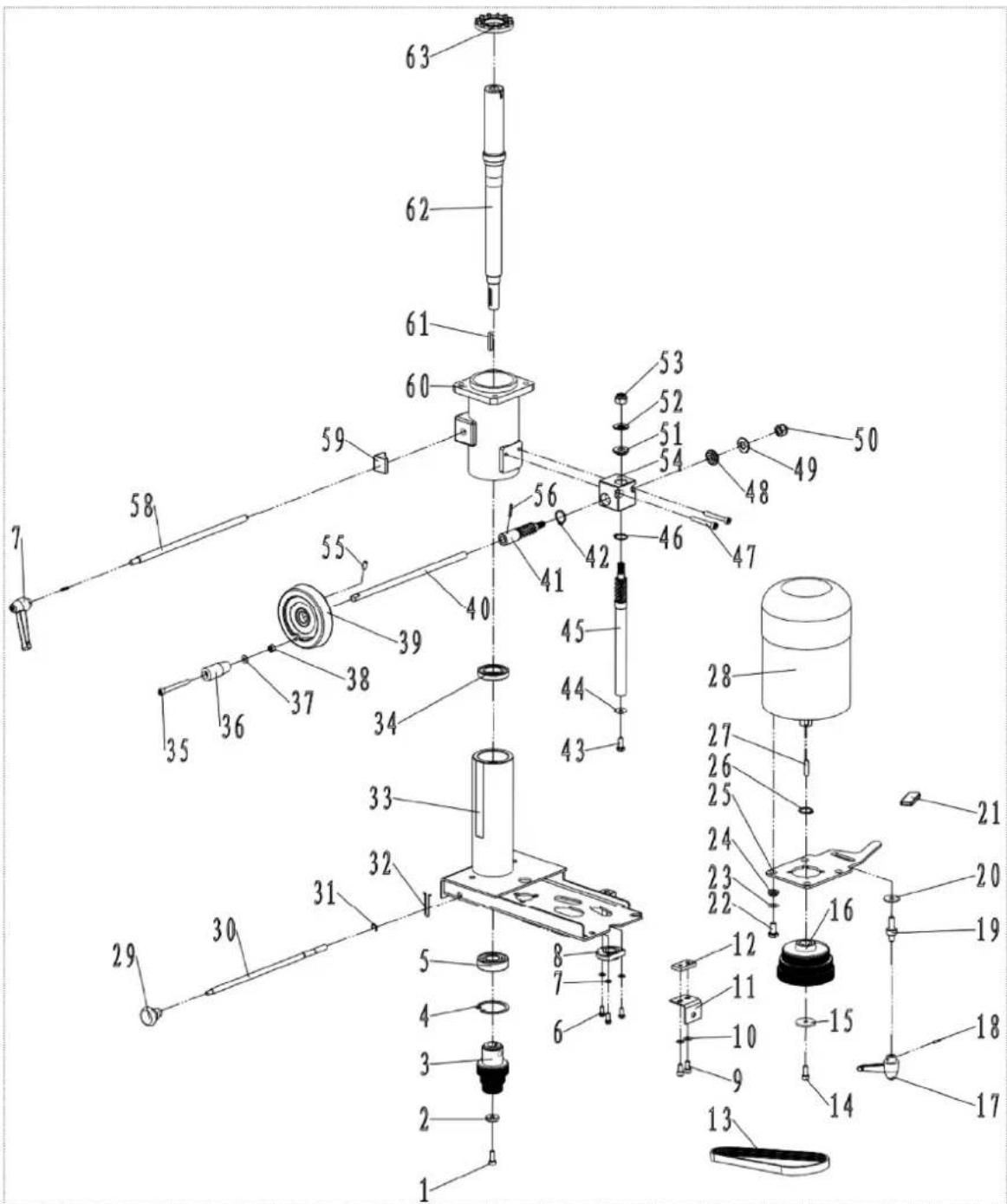
| NEIN. | BESCHREIBUNG | NEIN. | BESCHREIBUNG |
| 1 | Schraube M6X16 | 2 | Kreisförmig |
| 3 | Angetriebene Riemenscheibe | 4 | Ring |
| 5 | Lager | 6204 | 6 Sechs |
| 7 | Unterlegscheibe | 5 | 8 |
| 9 Schraube M6X14 10 Unterlegscheibe 6 | |||
| 11 | Winkelteller | 12 | Platte |
| 13 | Cuneal | bel | 14 Schra |
| 15 | Große Waschmaschine | 16 | Riemenscheibe des Motors |
| 17 | Sperrhalterung | 18 | Federstecker 3X16 |
| 19 | Verriegelungsbolzen | 20 | Große Unterlegscheibe 8 |
| 21 | Griffe Mantel | 22 | Sechskantschraube M8X16 |
| 23 | Unterlegscheibe 8 | 24 | Weltraumbuchse |
| 25 | Drehteller | 26 | Ring "C" 19 |
"C"
skantschraube
Nussstrauch
| 27 | Schlüssel | 6X25 | 28 |
| 29 | Handgriff | 30 | Verriegelungsstange |
| 31 | Ring "E" 6 | 32 | Federklammer |
| 33 | Motorträger | 34 | Lager |
| 35 | Schraube M6X60 | 36 | |
| 37 | Unterlegscheibe | 6 | 38 Sechskantmu |
| 39 | Handrad | 40 | Drehbarer |
| 41 | Getriebewelle | 42 | Ring "C" 18 |
| 43 Sechskantschraube M6X16 44 Große Unterlegscheibe 6 | |||
| 45 | Getriebewelle | 46 | Ring "C" 18 |
| 47 | Schraube M6X45 | 48 | |
| 49 | Lager | 50 | Sechskant-Sicherungs |
| 51 | Getriebebuchse | 52 | Lager |
| 53 | Sechskant-Sicherungsmutter M10 | 54 | Getriebe |
| 55 | Gewindestift M6X12 | 56 | Federstecker 3X20 |
| 57 | Sperrhalterung | 58 | Verriegelungsstange |
| 59 | Verriegelungsblock | 60 | Orientierter Stand |
| 61 | Taste 5X30 | 62 | Spindel |
| 63 | Lüfterkappe | ||
Motor
6(
Griffbuchse
itter
Pol
Getriebebuchs
mutter M10
Formteil Absaugstutzen Montage
| NEIN. | BESCHREIBUNG | NEIN. | BESCHREIBUNG |
| 1 | Verstellrad | 2 | Steckdose für Erschöpfung |
| 3 | Führungsgestell | 4 | T-Bolzen |
| 5 | Schraube | M6X10 | 6 |
| 7 Sechskantschraube M5X12 8 Rhombischer Handgriff | |||
| 9 | Schraube | M4X12 | 10 |
| 11 | Horizontales Holz breit | 12 | Turingständer |
| 13 Verriegelung von Blechen 14 Feder | |||
| 15 | Unterlegscheibe 8 | 16 | Rhombischer Handgriff |
| 17 Untertasse 18 Horrent Holz breit | |||
| 19 M-förmige Platte 20 Schraube M4X16 | |||
| 21 | Sechskantschraube | M5X12 | 22 Unterlegscheibe 5 |
| 23 | Sechseckiger Vorspann | 24 Schraube M8X10 | |
| 25 | Quadratischer Vorspann | 26 | Kapstan |
| 27 | Schraube | M4X6 | 28nterlegscheibe 4 |
| 29 | Schraube | M4X6 | 30 Standrohr |
| 31 | Frühjahrsschutz breit | 32 | Sperrendes Pflaster |
| 33 | Rhombischer Handgriff | 34 Verriegelungsknopf | |
| 35 | Gewindestift M8X10 | ||
Metallpla
T-Schien
Montage des Schiebetisches
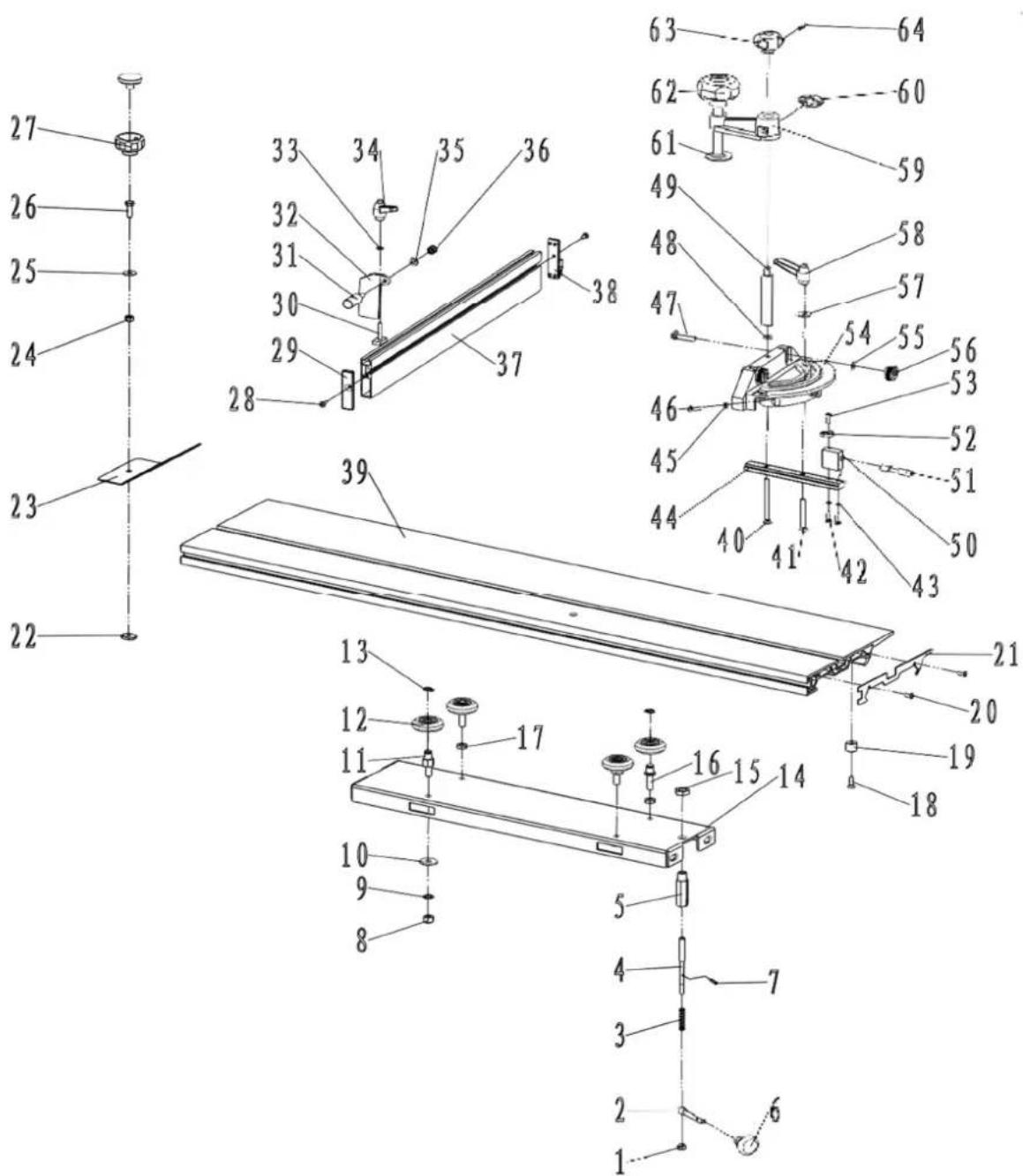
| NEIN. | BESCHREIBUNG | NEIN. | BESCHREIBUNG |
| 1 | Sechskantmutter | M6 | 2 |
| 3 | Feder | 4 Verriegelungssta | |
| 5 | Stangenbuchse | 6 Sperrh | |
| 7 | Federstecker | 3X16 | 8 Sechskantm |
| 9 Zahnförmige Unterlegscheibe 8 10 Große Unterlegscheibe 8 | |||
| 11 | Exzenterpol | 12 La | |
| 13 | Ring "C" 10 | 14 | Tischstütze |
| 15 Dünne Sechskantmutter M12 16 | Homozentrischer Pol | ||
| 17 | Dünne Sechskantmutter M8 | 18 | Schraube M6X16 |
| 19 | Nylon-Buchse | 20 Schraube M4X10 | |
| 21 | Führungsschieneneinsatz | 22 | Vierkantmutter | |
| 23 | Anschlagplatte | 24 | Sechskantmutter | |
| 25 | Große Unterlegscheibe 6 26 Sechskantschraube M6X20 | |||
| 27 | Montage des Griffs 28 Schraube M4X10 | |||
| 29 | Zauneinsatz | 30 | ||
| 31 | Rastbolzen | 32 | Verriegelungsplatte | |
| 33 | Unterlegscheibe 5 34 Kleiner Griff | |||
| 35 | Unterlegscheibe 6 36 Sechskantmutter M6 mit Sicherung | |||
| 37 | Zaun | 38 | Zauneinsatz | |
| 39 | Führungsschiene | 40 | Schraube M6X70 | |
| 41 | Schraube M6X50 | 42 Schraube M4X12 | ||
| 43 | Federscheibe 4 | 44 | T-förmige Platte | |
| 45 | Sechskantmutter M4 46 Schraube M4X16 | |||
| 47 | Vierkant-Halsschraube M6X30 | 48 | Unterlegscheibe 6 | |
| 49 | Erektionswelle | 50 | Feste Unterstützung | |
| 51 | Haltestange | 52 | Zeiger | |
| 53 | Schraube M4X12 | 54 | Gehrungslehre | |
| 55 | Unterlegscheibe 6 | 56 | Sperrtaste | |
| 57 | Große Unterlegscheibe 6 58 Kleiner Griff | |||
| 59 | Rocker | 60 | Rhombischer Handgriff | |
| 61 | Druckplatte | 62 | Griff drücken | |
| 63 | Griff | 64 | Federstecker 3X16 |





