
WOOB-4001400 - Maszyna narzędziowa MSW - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia WOOB-4001400 MSW w formacie PDF.

| Typ produktu | Frezarka do drewna |
| Marka | MSW |
| Model | WOOB-4001400 |
| Napięcie zasilania | 400 V ~ trójfazowe, 50 Hz |
| Moc nominalna | 1500 W |
| Prędkości obrotowe | 1400 / 4000 / 6000 / 9000 obr/min |
| Średnica wrzeciona | 30 mm |
| Maksymalna średnica frezu | 160 mm |
| Skok frezowania | 0-105 mm |
| Wymiary stołu roboczego | 600 x 400 mm |
| Wymiary stołu przesuwnego | 1000 x 218 mm |
| Wymiary całkowite (Dł x Szer x Wys) | 1045 x 710 x 1230 mm |
| Masa netto | 95 kg |
| Przyłącze odsysania | Średnica 100 mm |
| Minimalny przepływ odsysania | 570 m³/h (suchy) / 790 m³/h (mokry) |
| Poziom ciśnienia akustycznego (bez obciążenia) | 81,7 dB(A) |
| Poziom ciśnienia akustycznego (pod obciążeniem) | 89,5 dB(A) |
| Zastosowanie | Frezowanie wzdłużne i poprzeczne drewna |
| Bezpieczeństwo | Osłona ochronna, wbudowany wyłącznik awaryjny |
| Konserwacja | Czyszczenie co tydzień, smarowanie co miesiąc |
| Części zamienne | Dostępne na zamówienie |
Często zadawane pytania - WOOB-4001400 MSW
Pytania użytkowników dotyczące WOOB-4001400 MSW
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna narzędziowa w formacie PDF za darmo! Znajdź swoją instrukcję WOOB-4001400 - MSW i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. WOOB-4001400 marki MSW.
INSTRUKCJA OBSŁUGI WOOB-4001400 MSW
Niniejsza instrukcja obsługi została przetłumaczona za pomocą tłumaczenia maszynowego. Dołożyliśmy wszelkich starań, aby zapewnić dokładność tłumaczenia. Należy jednak pamiętać, że tłumaczenia automatyczne nie są doskonałe i nie mają na celu zastąpienia tłumaczy. Oficjalna wersja instrukcji obsługi jest w języku angielskim. Wszelkie różnice między wersją przetłumaczoną a oryginałem w języku angielskim nie są prawnie wiążące. Jeśli masz jakiekolwiek pytania dotyczące dokładności tłumaczenia, zapoznaj się z wersją angielską, która jest wersją oficjalną. Więcej wersji językowych jest dostępnych na życzenie pod adresem info@expondo.com.
Dane techniczne
| Opis parametru | Wartość parametru |
| Nazwa produktu Frezarka wrzecionowa | |
| Model | MSW-WOOB-4001400 |
| Napięcie znamionowe [V~, N] / częstotliwość [Hz] | 400, 3 / 50 |
| Moc znamionowa [W] 1500 | |
| IP | 20 |
| Prędkość frezowania [/min] | 1400/4000/6000/9000 |
| Wrzeciono [mm] 30 | |
| Maksymalny przekrój noża [mm] 160 | |
| Droga frezowania [mm] 0-105 | |
| Rozmiar stołu [mm] 600*400 | |
| Rozmiar stołu przesuwnego [mm] 1000*218 | |
| Wymiary [szerokość * długość * wysokość; mm] | 1045*710*1230 |
| Cieżar [kg] | 95 |
Opis urządzenia
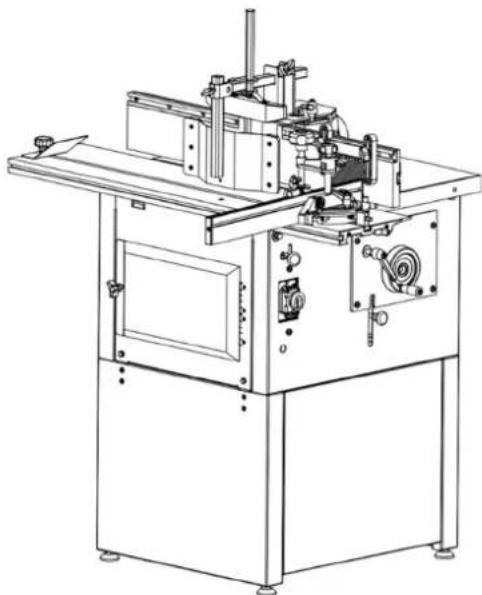
Maszyna umożliwia profilowanie wzdłużne i poprzeczne za pomocą wrzeciona pionowego półfabrykatów z drewna lub materiałów drewnopochodnych. Maszyna jest przeznaczona do obsługi przez jednego pracownika.
Maszyna nie jest przeznaczona ani zaprojektowana do wykonywania prac zakrzywionych i nie wolno jej używać do takich prac. Brak funkcji czopowania. Maszyna jest przeznaczona wyłącznie do pracy na wprost.
Użytkownik ponosi odpowiedzialność za wszelkie szkody powstałe na skutek niewłaściwego użycia urządzenia.
Dane techniczne
| Poziom hałasu A w miejscu eksploatacji (LpAeq) | Bez obciążenia | LpAeq = 81,7 dB(A) |
| Obciążenie | LpAeq = 89,5 dB(A) | |
| Poziom mocy akustycznej A (LWA) | Bez obciążenia | LWA = 94,5 dB(A) |
| Obciążenie | LWA = 103 dB(A) |
Warunki pracy przy pomiarze hałasu są zgodne z załącznikiem B normy ISO 7960.
Podane wartości dotyczą emisji i niekoniecznie są bezpiecznymi poziomami roboczymi. Mimo że istnieje korelacja pomiędzy poziomem emisji i narażenia, nie można na jej podstawie wiarygodnie określić, czy konieczne jest podjęcie dalszych środków ostrożności.
Czynniki wpływające na rzeczywisty poziom narażenia pracowników obejmują m.in. charakterystykę pomieszczenia roboczego, inne źródła hałasu itp., tj. liczbę maszyn i innych procesów towarzyszących. Również dopuszczalny poziom narażenia może się różnić w zależności od kraju. Informacje te pozwolą jednak użytkownikowi maszyny lepiej ocenić zagrożenie i ryzyko. Transport i przechowywanie
Instalacja
Podłączenie układu wydechowego
Pracuj na maszynie tylko wtedy, gdy układ wydechowy jest podłączony i uruchomiony! Do prawidłowego funkcjonowania maszyny niezbędne są urządzenia odciągowe o minimalnej wydajności odciągu 570 ^m3 /godzinę i minimalnej prędkości powietrza w rurach równej 20 m/s dla cząstek suchych oraz 790 ^m3 /godzinę i minimalnej prędkości powietrza w rurach równej 28 m/s dla cząstek mokrych.
Włącz jednocześnie napęd maszyny i układ wydechowy!
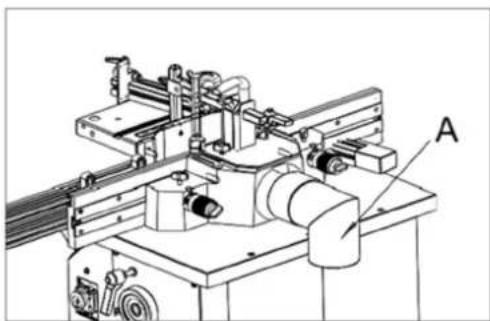
Należy stosować elastyczne węże wyciągowe o średnicy równej 100 mm. Wąż wyciągowy należy podłączyć do wylotu wyciągowego, którego położenie na maszynie jest następujące:
W przypadku maszyny formującej wąż wydechowy jest podłączony do wylotu pokrywy narzędzia formującego, która stanowi również przyłącze wydechowe (A). Średnica węża wynosi 100 mm.
Podłączenie do sieci
- Uszkodzone kable zasilające muszą zostać niezwłocznie wymienione przez kompetentnego specjalistę. Praca z uszkodzonymi kabłami zagraża życiu i jest zabroniona!
- Przed uruchomieniem maszyny należy upewnić się, czy napięcie i częstotliwość podane na tabliczce znamionowej maszyny są zgodne z wartościami napięcia i częstotliwości sieci, do której maszyna jest podłączona.
- Ochronę przeciwprzepięciową zapewnia użytkownik końcowy.
- Przed przystąpieniem do regulacji lub wymiany narzędzi oraz przed jakimikolwiek pracami regulacyjnymi, przeróbkami i konserwacją należy zawsze wyłączyć urządzenie i odłączyć wtyczkę od gniazdka sieciowego.
- Maszyna musi być podłączona do uziemienia ochronnego. Sprawdź i upewnij się, że gniazdko jest prawidłowo uziemione.
Kierunek obrotu
Jeśli stoisz z boku maszyny i patrzysz z górnej części stołu, wrzeciono frezarki obraca się przeciwnie do ruchu wskazówek zegara, gdy patrzysz w dół.
Praca z urządzeniem
Przygotowanie
Usuń powłokę ochronną ze stołów roboczych i innych części maszyny za pomocą oleju parafinowego lub podobnego rozpuszczalnika. Nie używaj benzyny ani podobnych rozpuszczalników do tej czynności, ponieważ mogą one powodować zmniejszenie odporności antykorozyjnej niektórych części maszyny.
Wielkość obszaru roboczego uzależniona jest od rodzaju maszyny, zakładanych operacji roboczych i wielkości obrabianego materiału.
Nie należy zapominać o miejscu na montaż wydajnego systemu wyciągowego lub doprowadzenie przewodów do centralnego wyciągu.
Kwalifikacje pracowników
Maszynę może obsługiwać wyłącznie specjalista posiadający kwalifikacje w dziedzinie obróbki drewna lub pracownik przeszkolony i poinstruowany przez takiego specjalistę, bez względu na płeć. Podczas pracy przy maszynie operator zobowiązany jest zapoznać się z niniejszą instrukcją i stosować się do zasad bezpieczeństwa, przepisów i rozporządzeń obowiązujących na terenie danego kraju.
Środowisko pracy
Maszyna musi być użytkowana w warunkach warsztatowych, w których temperatura nie przekracza +40 °C i nie spada poniżej +5 °C. Wilgotność względna otoczenia wynosi od 30% do 95%, bez kondensacji. Wysokość nad poziomem morza wynosi do 1000 m.
Temperatura przechowywania i transportu: -25\~+55 °C
Klasyfikacja środowiskowa - zagrożenie pożarem pyłu łatwopalnego.
Obszar roboczy
Ważne jest zachowanie wolnej przestrzeni wokół maszyny, co jest wymagane dla stanowiska pracy. Jeżeli obrabia się długi materiał, konieczne jest zapewnienie odpowiedniej ilości miejsca zarówno przed maszyną, jak i za nią, w miejscach wprowadzania i wyprowadzania materiału.
Regulacja maszyny
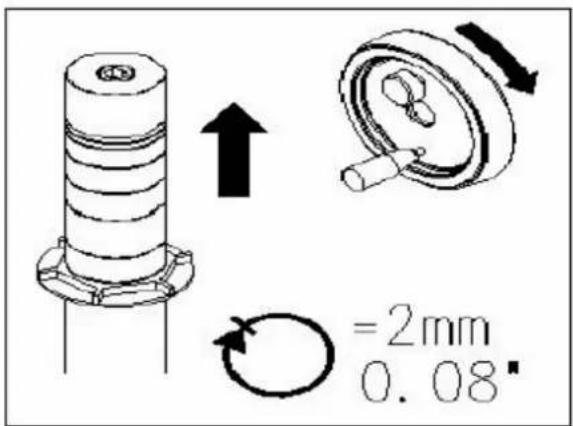
Ustaw wysokość wrzeciona formującego za pomocą pokrętła znajdującego się z tyłu po prawej stronie stojaka i zabezpiecz je śrubą blokującą. Wybierz odpowiedni wypełniacz stołu ( pierścień stołu ) w zależności od użytego narzędzia.
Zmiana prędkości
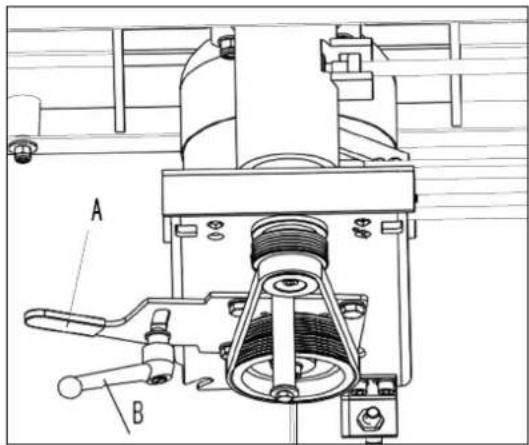
Maszyna może pracować z prędkością 6500 obr./min (dolne koła pasowe) lub 4500 obr./min (górne koła pasowe). Aby zmienić prędkość wrzeciona, poluzuj uchwyt blokujący (A) i obróć zespół napędu w kierunku wrzeciona. Ustaw ponownie pasek na żądaną prędkość i naciągnij pokrętło (B).
Formowanie wzdłużne
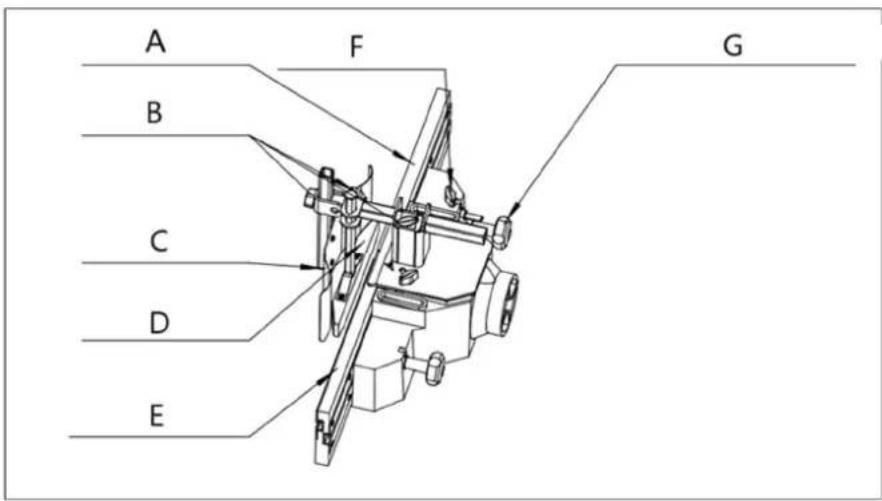
A- Ogrodzenie podające
B- Gałka blokująca
C- Podkładka ciśnieniowa
D- Podkładka ciśnieniowa
E- Ogrodzenie wyjściowe
F- Drobny uchwyt regulacyjny
Narzędzie: do ręcznego podawania należy używać odpowiednich narzędzi o określonej grubości wióra. Cykl roboczy: podczas wykonywania formowania próbnego należy rozpocząć pracę od przedmiotu obrabianego o odpowiedniej długości, szerokości i wysokości. Należy zapobiegać blokowaniu się maszyny lub stosować zabezpieczenie przed odrzutem dostosowane do wymiarów przedmiotu obrabianego. Aby zapobiec odrzutowi konieczne jest zastosowanie tylnych i/lub przednich ograniczników zamocowanych do prowadnicy, stołu lub zamocowanych do stołu przedłużającego.
Nigdy nie ustawiaj linijek, gdy maszyna jest włączona!
Podczas pracy należy wykonać boczną regulację płyt oporowych, ograniczyć otwór na narzędzie do minimum, zablokować płyty oporowe i wyregulować za pomocą uchwytu do precyzyjnej regulacji żądaną ilość wiórów (usuwanie drewna) i zablokować stację za pomocą pokrętła blokującego.
Utrzymuj podkładki dociskowe w stałym i równomiernym kontakcie ze stołem i płytami prowadzącymi wzdłuż linijki.
Prędkość skrawania powinna przekraczać 40 ms ^-1 , aby zminimalizować ryzyko odrzutu, lecz nie powinna przekraczać 70 ms ^-1 , aby zminimalizować ryzyko uszkodzenia narzędzia.
Należy zapewnić odpowiednie oświetlenie ogólne i lokalne.
Formowanie detali o małym przekroju poprzecznym
Narzędzie : Wybierz narzędzie odpowiednie do podawania ręcznego.
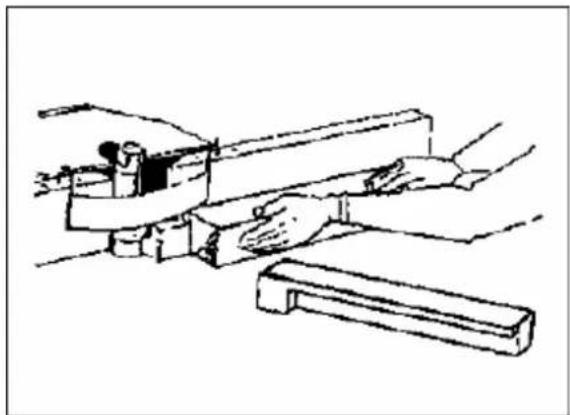
Cykl pracy: Wyreguluj maszynę formującą i umieść obie połówki linijki blisko narzędzia. Materiał obrabiać wyłącznie za pomocą popychacza! Wybierz rozmiar popychacza, aby wygodnie było położyć na nim rękę.
Środki ochronne
Przy pracy przy maszynie wymagana jest ochrona oczu. Zaleca się stosowanie odpowiednich ochronników słuchu i odpowiedniego obuwia roboczego. Nie wolno używać kombinezonów roboczych.
Obróbki NIE są dozwolone
Na maszynie NIE wolno:
• Dokonywać jakichkolwiek zmian w elementach bezpieczeństwa maszyny bez zgody producenta.
- Nie wykonuj żadnych czynności niezgodnie z instrukcjami bezpieczeństwa podanymi w tym podręczniku.
- Nie dotykaj narzędzia, jego otoczenia ani innych ruchomych części.
- Obróbka mechaniczna materiałów innych niż drewno i materiały na bazie drewna.
- Przeciążanie maszyny podczas obróbki dużych półproduktów.
- Podczas pracy maszyny należy usuwać wióry z miejsc znajdujących się w pobliżu narzędzi ręcznie lub przy pomocy dowolnego przedmiotu.
- Używaj innych narzędzi niż dostarczone lub zalecane przez producenta maszyny.
Używanie ogrodzenia jako przewodnika
Kształtowanie za pomocą ogrodzenia jest najbezpieczniejszą i najbardziej satysfakcjonującą metodą pracy. Tę metodę należy stosować zawsze, gdy pozwala na to sytuacja w pracy. Przy ogrodzeniu można wykonywać prawie wszystkie prace proste.
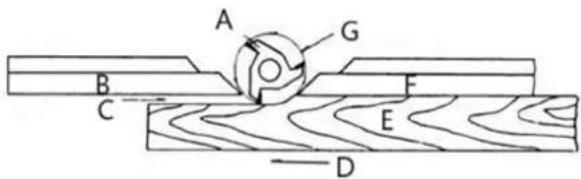
- W przypadku większości prac, w których część krawędzi przedmiotu obrabianego nie jest dotykana przez frez, zarówno przednia, jak i tylna prowadnica znajdują się w linii prostej, jak pokazano na poniższym rysunku.
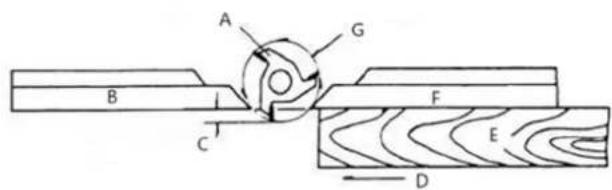
- Gdy operacja kształtowania obejmuje usunięcie całej krawędzi elementu (np. łączenie lub tworzenie pełnego ściegu), ukształtowana krawędź nie będzie podparta przez tylną prowadnicę, gdy obie prowadnice będą ustawione w jednej linii, jak pokazano na poniższym rysunku. W takim przypadku należy przesunąć obrabiany przedmiot do pozycji pokazanej na poniższym rysunku, a następnie go zatrzymać.
- Przednie ogrodzenie należy przesunąć tak, aby stykało się z przedmiotem pracy, jak pokazano na poniższym rysunku. Tylne ogrodzenie będzie wówczas ustawione w linii z okręgiem koszenia.
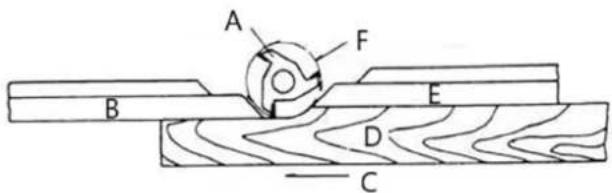
A- Nóž
B- Plot tylny
C- Karmić
D- Praca
E- Płot przedni
F- Krag tnacy
Kształtowanie kołnierzykami
Aby uzyskać najbezpieczniejsze efekty i najbezpieczniejszą pracę, podczas kształtowania kołnierzy należy przestrzegać poniższych zasad:
- Obroże muszą być gładkie i nie mogą zawierać gumy ani innych substancji.
- Krawędź pracy musi być gładka. Wszelkie nierówności powierzchni, które stykają się z kołnierzem, zostaną odzwierciedlone na ukształtowanej powierzchni.
- Część krawędzi przedmiotu obrabianego musi pozostać nietknięta przez frez, aby kołnierz miał wystarczającą powierzchnię nośną. Przykład niewystarczającej powierzchni nośnej przedstawiono na poniższym rysunku.
A- Kotnierz
B- Nóž
C- Tabela
D- Praca
E- Niewystarczająca powierzchnia nośna
F- Zło
- Poniższy rysunek ilustruje wystarczającą powierzchnię nośną.
A- Kotnierz
B- Nóž
C- Tabela
D- Praca
E- Wystarczająca powierzchnia nośna
F- Prawidłowy
- W żadnym wypadku nie wolno kształtować małego przedmiotu obrabianego na kołnierzach w sposób pokazany na poniższym rysunku.
E
A- Kotnierz
B- Nóž
C- Tabela
D- Wąski przedmiot obrabiany
E- Zto
Pozycjonowanie kołnierza
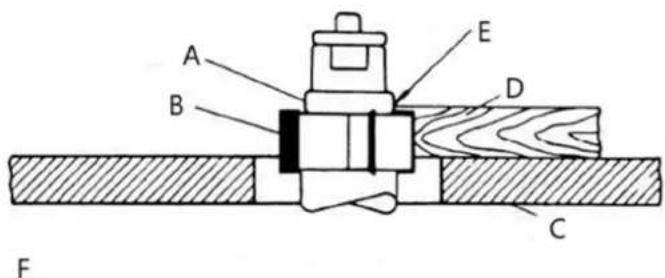
Kołnierze mogą być umieszczone nad, pod lub między dwoma nożami:
- Używając kołnierza pod nożem (rysunek poniżej), można cały czas obserwować postęp cięcia. Wadą tej metody jest to, że każde przypadkowe podniesienie przedmiotu obrabianego może spowodować wyżłobienie drewna i zniszczenie przedmiotu.
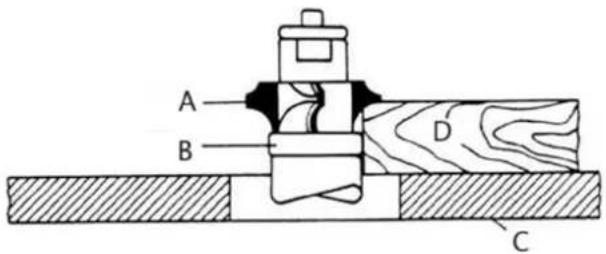
A- Nóž
B- Kotnierz
C- Tabela
D- Praca
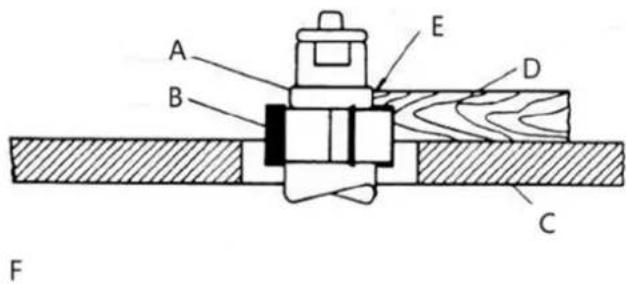
- Zastosowanie kołnierza nad nożem, jak pokazano na poniższym rysunku, daje taką korzyść, że cięcie nie jest zakłócane przez niewielkie zmiany grubości materiału. Jednakże w trakcie zabiegu cięcie nie jest widoczne. Kolejną zaletą jest to, że przypadkowe podniesienie przedmiotu obrabianego nie spowoduje jego wyżlobienia. Po prostu popraw błąd powtarzając operację.
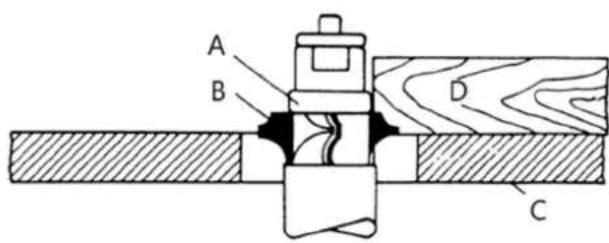
A- Kotnierz
B- Nóž
C- Tabela
D- Praca
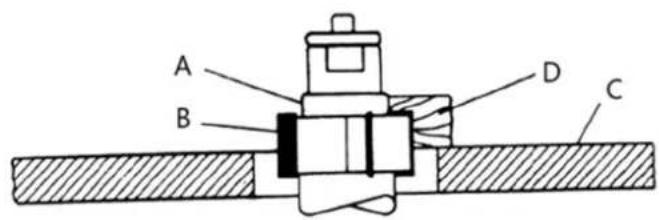
- Metoda kołnierza pomiędzy nożami, pokazana na poniższym rysunku, ma zarówno zalety, jak i wady dwóch pierwszych metod. Metodę tę stosuje się przede wszystkim w przypadkach, gdy konieczne jest uksztatłowanie obu krawędzi przedmiotu. Maszyny nie można używać do czopowania!
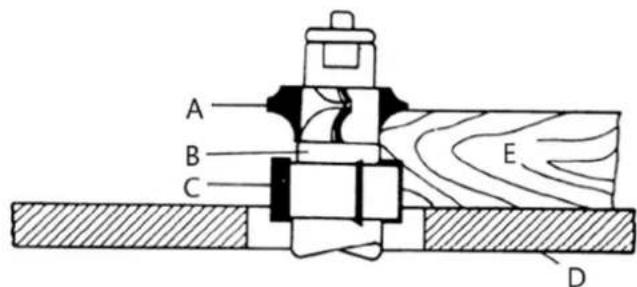
A- Nóž
B- Kotnierz
C- Nóž
D- Tabela
E- Praca
Wymiana narzędzi formujących
Należy używać wyłącznie narzędzi formujących przeznaczonych do podawania ręcznego oraz takich, które można mocno i bezpiecznie zamocować. Należy używać wyłącznie narzędzi zgodnych z normą EN847-1:2005 i oznaczonych symbolem MAN.
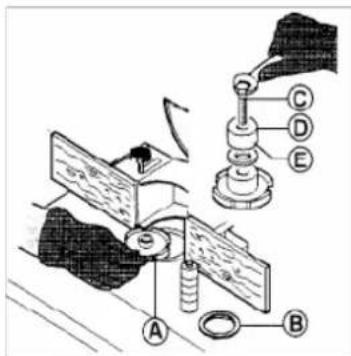
Przed montażem narzędzia (A) należy upewnić się, że pierścienie dystansowe (E) są czyste i nieuszkodzone. Upewnij się, że metoda mocowania jest prawidłowa. Narzędzie formujące jest zamocowane i zaciśnięte za pomocą śruby (nakrętki) (C), poprzez pierścień wrzeciona (D) i pierścienie dystansowe (E) na wrzecionie formującym! Wyreguluj otwór w stole za pomocą pierścieni stołowych (B) zgodnie ze średnicą narzędzia formującego (A).
Podczas instalacji narzędzi formujących należy otworzyć pokrywę osłony. Aby otworzyć pokrywę, należy poluzować dwa pokrętła blokujące (F). Po zamontowaniu zamknij pokrywę i zablokuj ją za pomocą pokręteł blokujących.

OSTRZEŻENIE: Po zainstalowaniu narzędzi należy zawsze zamknąć pokrywę osłony i dokładnie ją wować.
Transport i magazynowanie
Transport i magazynowanie
Podczas transportu i obsługi maszyny należy zachować szczególną ostrożność. Czynności te należy powierzyć wykwalifikowanemu personelowi, specjalnie przeszkolonemu do tego rodzaju prac.
Podczas załadunku lub rozładunku maszyny należy upewnić się, że żadna osoba ani przedmiot nie jest naciskany przez maszynę!
Nie wchodzą pod maszynę podniesioną dźwigiem lub wózkiem kelnerskim!
Podczas transportu lub przechowywania maszyny należy podjąć środki mające na celu ochronę maszyny przed nadmiernymi wibracjami i wilgocią.
Należy przechowywać go w schronie w temperaturze od -25°C do 55°C. Standardowo maszyna jest opakowana w plastikową tackę i transportowana w ten sposób. Na życzenie maszynę można również zapakować w solidną drewnianą skrzynię.
Podnoszenie maszyny
Maszynę lub jej poszczególne części można podnosić wyłącznie za pomocą zatwierdzonego urządzenia podnoszącego o zweryfikowanym udźwigu.
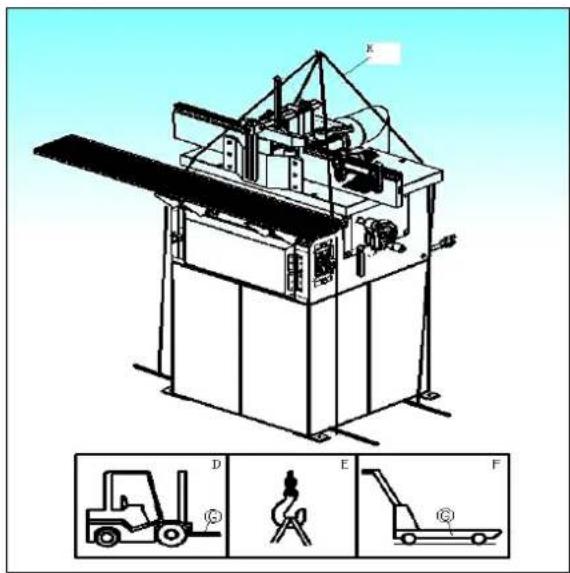
Przygotuj wózek widłowy (D) lub wózek podnośny (F) o odpowiednim udźwigu, umieść widły (G) pod maszyną, jak pokazano na rysunku.
W przypadku użycia dźwigu (E) lub podobnego sprzętu podnoszącego należy postępować w następujący sposób:
- Przygotuj cztery pasy podnoszące (H) lub liny stalowe o długości co najmniej 2 m i odpowiedniej nośności.
• Zamocuj liny do haka dźwigu o wymaganym udźwigu. - Drugi koniec liny należy umieścić na prętach podnoszących umieszczonych pod maszyną (pręty nie są częścią dostawy).
- Po nieznacznym podniesieniu maszyny należy sprawdzić jej stabilność zawieszona na linach.
- Podnieś maszynę ostrożnie i powoli, a następnie przesuń ją bez gwałtownych zmian kierunku w wybrane miejsce.
Konserwacja
Przed rozpoczęciem prac konserwacyjnych lub naprawczych należy zawsze odłączyć maszynę od sieci! Wyłącz maszynę i wyjmij wtyczkę z gniazdka!
Zawsze należy dbać o naciągnięcie pasków klinowych (paska przekładniowego wrzeciona).
Należy wyczyścić maszynę. Pręty, sworznie, gwinty i inne części podatne na rdzewienie należy smarować odpowiednim olejem. Odstępy czasu między takimi czynnościami zależą od sposobu pracy, jednak powinny być wykonywane co najmniej raz w miesiącu.
Łożyska napędów elektrycznych i wrzeciona formującego są trwale wypełnione smarem, są zamknięte z obu stron i nie wymagają smarowania.
Unikaj zanieczyszczenia pasów olejem lub smarem. Jeżeli tak się stanie, należy wyczyścić pas jedynie papierem ściernym lub wysuszyć go.
Kurz najlepiej usuwać odkurzaczem. Wykonuj tę czynność regularnie, co najmniej raz w tygodniu.
Rozwiązywanie problemów
Przy prawidłowym użytkowaniu i należytej konserwacji maszyny nie powinny pojawić się żadne usterki. Jeżeli wąż wydechowy jest zablokowany wiórami, przed przystąpieniem do pracy należy wyłączyć maszynę. Jeżeli obrabiany przedmiot zatnie się, natychmiast wyłącz maszynę! Tępy nóż często powoduje nadmierne nagrzewanie się elektrycznego napędu. Jeżeli maszyna nadmiernie wibruje, należy sprawdzić jej ustawienie i zakotwiczenie, a także ewentualnie zamocowanie i wyważenie stosowanych narzędzi.
| Problem | Możliwa przyczyna | Rozwiązanie |
| Shaper nie uruchamia się | Przepalony bezpiecznik lub zadział wyłącznik obwodu | Wymień bezpiecznik lub zresetuj wyłącznik obwodu |
| Uszkodzony przewód Wymień przewód | ||
| Przewód odłączony od źródła zasilania | Podłącz przewód zasilający | |
| Przełącznik cofania jest w pozycji WYŁĄCZONY | Przestaw przełącznik do przodu lub do tyłu | |
| Przeciążenie często daje o sobie znać | Przewód przedłużający lub okablowanie o nieodpowiednim rozmiarze | Wymień przewód lub okablowanie na okablowanie o odpowiednim przekroju |
| Zbyt szybkie karmienie zwierząt | Zmniejsz szybkość podawania materiału | |
| Głowica tnąca jest tępa | Używaj tylko ostrych nożyczek | |
| Frez nie osiąga pełnej prędkości | Grubość drutu w warsztacie jest za mała | Wymień przewód lub okablowanie na przewód o odpowiedniej grubości |
| Przewód przedłużający jest za słaby lub za długi | Wymień na przewód o odpowiedniej długości | |
| Źródło zasilania jest niewystarczające | Skontaktuj się z lokalnym dostawcą energii elektrycznej | |
| Cięcia są niezadowalające | Tępy noż | Wymień noż |
| Guma lub smoła na nożu | Wyjmij noż i wyczyść go rozpuszczalnikiem | |
| Głowica tnąca obraca się w niewłaściwym kierunku | Sprawdź, czy obroty są prawidłowe podczas rozruchu | |
| Praca w złym kierunku | Posuw roboczy w kierunku przeciwnym do obrotu noża | |
| Maszyna wibruje | Głowica tnąca uszkodzona | Wymień głowicę tnącą |
| Stać na nierównej powierzchni | Stojak musi być stabilnie oparty na równej powierzchni, w razie potrzeby przykręcony do podłogi | |
| Wadliwy pasek klinowy Wymień pasek klinowy | ||
| Nieprawidłowo naciągnięty pasek klinowy | Zastosuj odpowiednie napięcie | |
| Wygięte koło pasowe | Wymień koło pasowe | |
| Napęd zamontowany nieprawidłowo | Napęd musi być prawidłowo zamontowany za pomocą ciasnych nakrętek i śrub | |
| Krawędź pęka przy cięciu poprzecznym | Charakterystyczną cechą tego typu cięcia jest | Najpierw wykonaj cięcia w poprzek włókien, a następnie zakończ cięcie wzdłuż włókien. |
| Użyj bloku złomu, aby podeprzeć koniec cięcia | ||
| Podniesione obszary na wyprofilowanej krawędzi | Zmiana ciśnienia pracy przytrzymującej noż | Mocno przytrzymaj przedmiot obrabiany przy stole i prowadnicy. |
| Użyj przytrzyman | ||
| Praca wykonana ręcznie | Praca w złym kierunku | Materiał należy zawsze podawać w kierunku przeciwnym do obrotu głowicy tnącej. |
| Głębokość cięcia nie jest jednolita | Niewspółosiowość ogrodzenia | Wyrównaj ogrodzenie wyjściowe |
| Nacisk boczny nie jest równomierny | Stosuj dociski: utrzymuj stały nacisk na ogrodzenie | |
| Praca pali | Ciecie zbyt głębokie podczas jednego przejścia | W przypadku twardego drewna wykonuj lekkie cięcia; pełną głębokość uzyskasz kilkoma przejściami |
| Zmuszanie do pracy Podawaj powoli i równomiernie | ||
| Wysokość cięcia nie jest jednolita | Zmiana ciśnienia przytrzymującego pracę na stole | Utrzymuj nacisk przez cały czas podania |
| Użyj przytrzyman | ||
| Przechodź powoli i równomiernie | ||
| W miarę możliwości należy utrzymywać przedmiot obrabiany pod nożem. | ||
| Cięcia nie są gładkie | Nieprawidłowe RPM | Użyj większej prędkości |
| Karmienie zbyt szybko | Niska prędkość podawania | |
| Praca pod prąd | Jeśli to możliwe, pracuj zgodnie z kierunkiem wzrostu roślin | |
| Ciecie zbyt głębokie podczas jednego przejścia | Wykonaj kilka przejść przy bardzo głębokich cięciach | |
| Wrzeciono nie podnosi się swobodnie | Trociny lub brud w mechanizmie podnoszącym | Wyszczotkuj lub wydmuchaj brud i trociny |
Utylizacja zużytych urządzeń
Nie wyrzucaj tego urządzenia do miejskich systemów utylizacji odpadów. Oddaj go do punktu zbiórki i recyklingu urządzeń elektrycznych i elektronicznych. Sprawdź symbol na produkcie, instrukcję obsługi i opakowanie. Plastik użyty do budowy urządzenia można poddać recyklingowi zgodnie z jego oznaczeniami. Wybierając recykling, wnosisz znaczący wkład w ochronę naszego środowiska.
Aby uzyskać informacje na temat najbliższego zakładu recyklingu, skontaktuj się z lokalnymi władzami.
Schemat części
Cechy
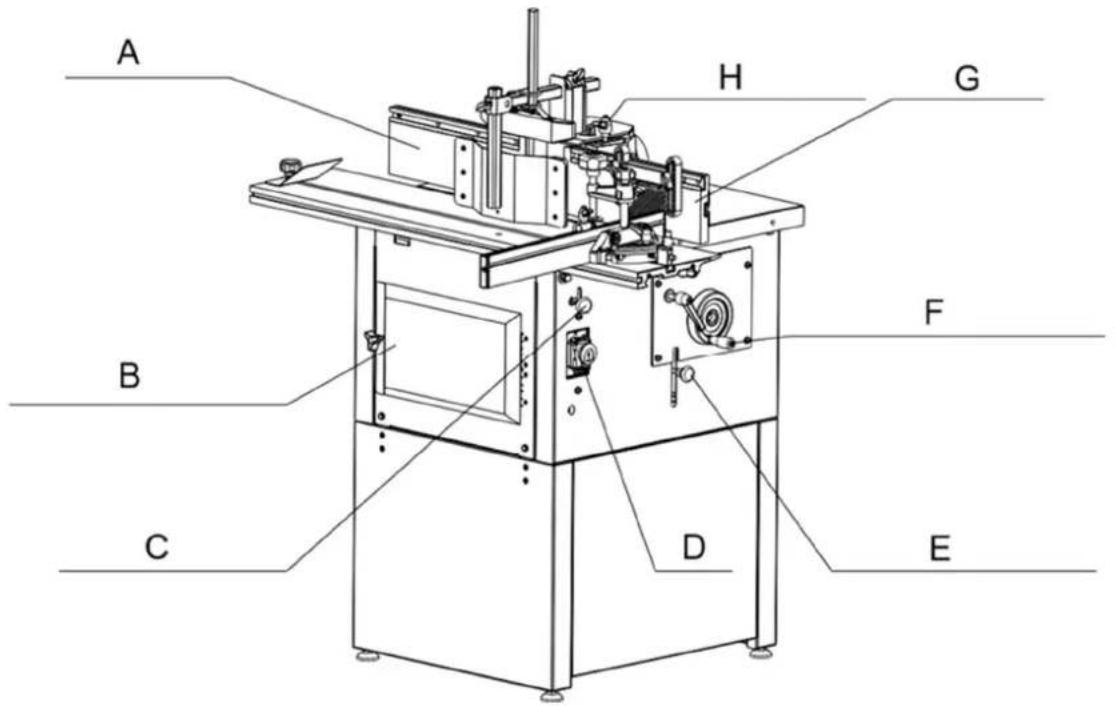
| Numer części | Opis urządzenia |
| A | Ogrodzenie |
| B | Drzwi |
| C | Blokada |
| D | Przełącznik |
| E Blokada obrotu wrzeciona | |
| F Sterowanie podnoszeniem i opadaniem wrzeciona | |
| G | Ogrodzenie |
| H | Śruba zabezpieczająca ogrodzenie |
wyjśc
komory
stołu przesuw
pod
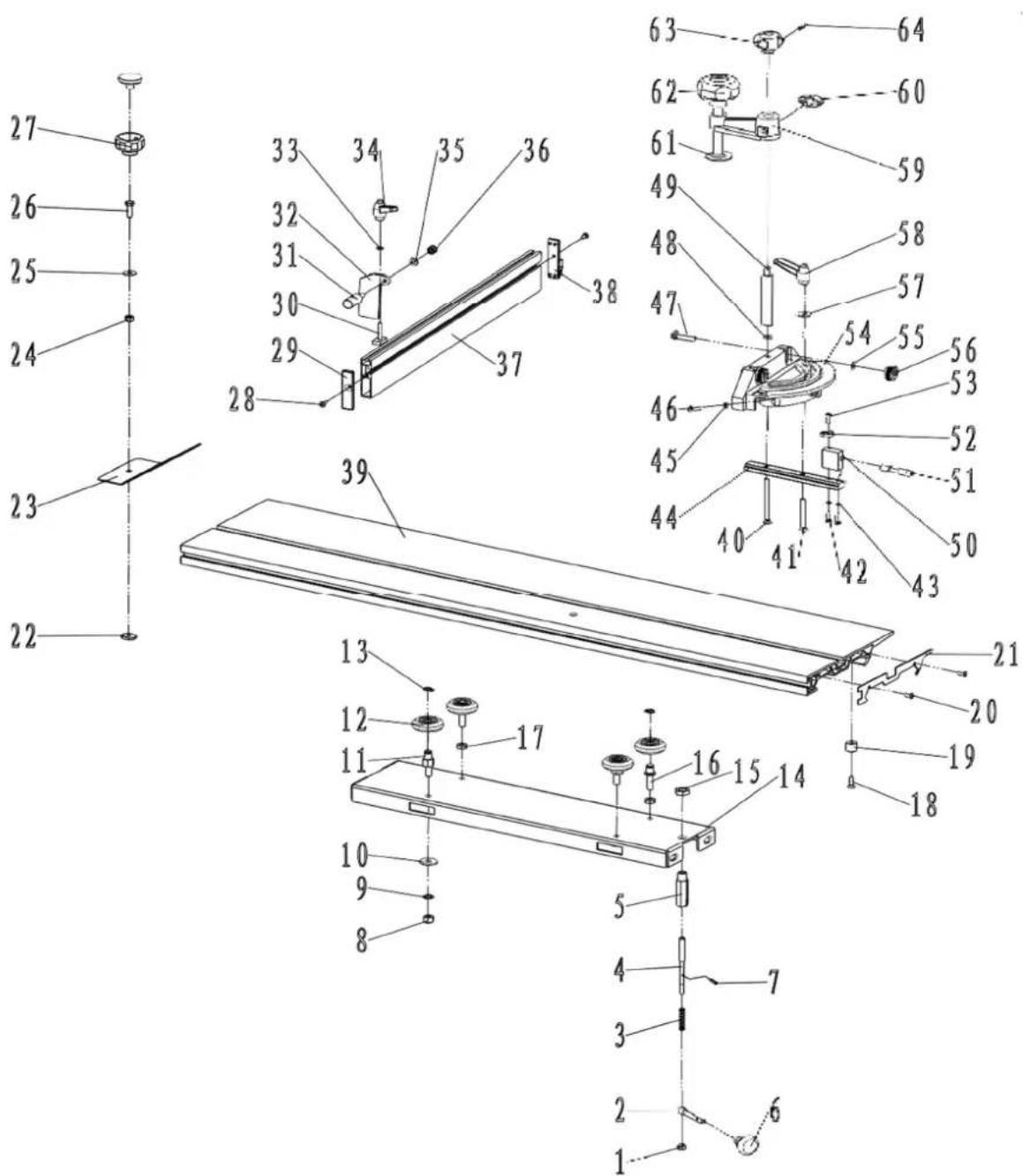
Montaż końcowy
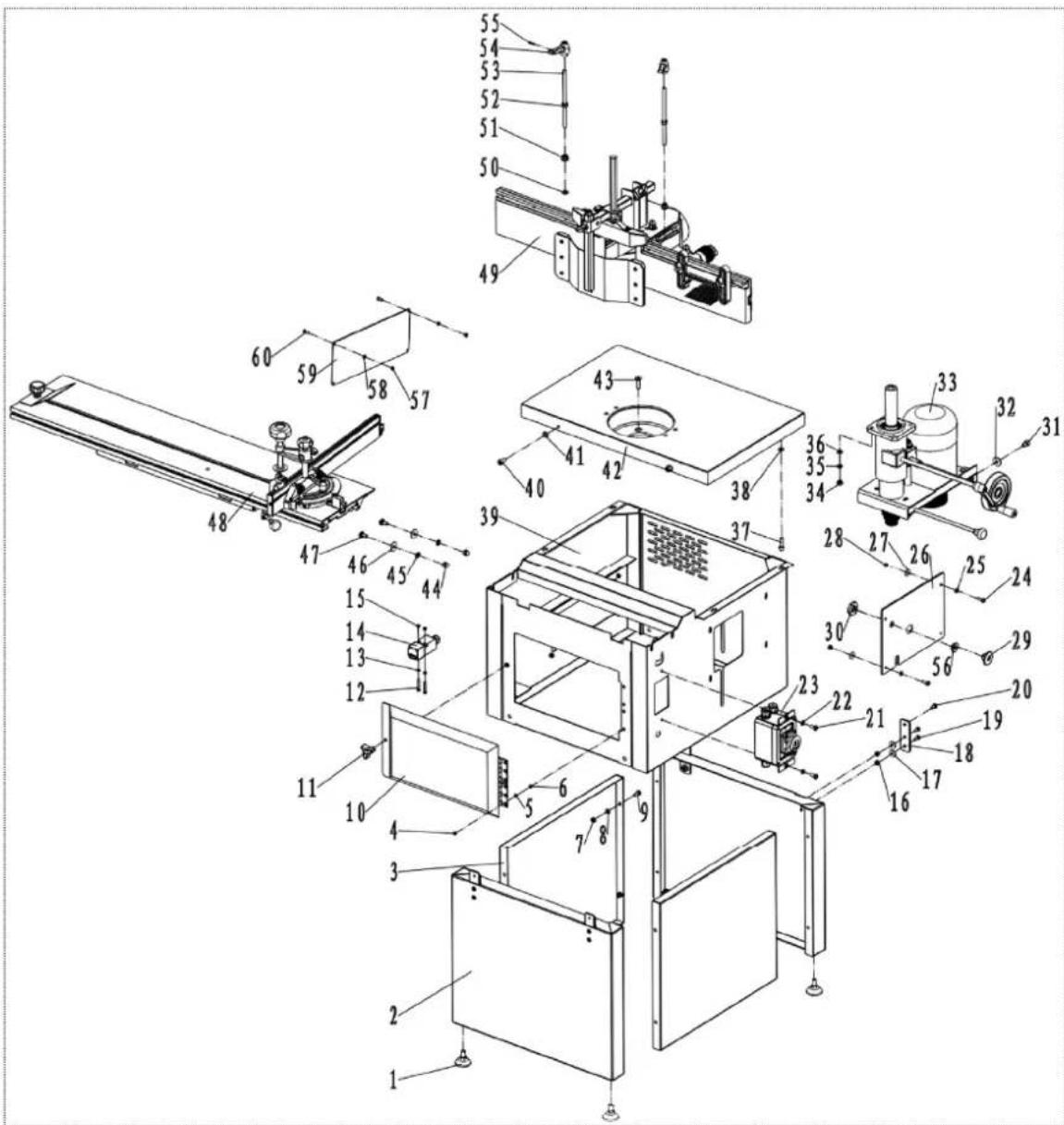
| NIE. | OPIS | NIE. | OPIS |
| 1 | Podwieszenie | 2 | |
| 3 | Okładka tekturowa | 4 | Śruba M4X10 |
| 5 | Podkładka 4 | 6 | Nakrętka sześciokątna M4 |
| 7 | Nakrętka sześciokątna M6 | 8 | Podkładka 6 |
| 9 | Śruba sześciokątna M6X16 | 10 | Pokrowiec ochronny |
| 11 | Klamka do drzwi 12 Śruba M4X30 | ||
| 13 | Podkładka 4 | 14 | Wyłącznik blokujący |
| 15 | Nakrętka sześciokątna M4 | 16 | Nakrętka sześciokątna M6 |
| 17 | Duża podkładka 6 | 18 | Płyta łącząca |
| 19 | Śruba M6X16 | 20 | Śruba sześciokątna M6X12 |
| 21 | Śruba M6X16 | 22 | Podkładka 6 |
| 23 | Zespół przełączników | 24 | Śruba M6X16 |
| 25 | Podkładka 6 | 26 | Listwa czołowa formująca |
Podudzie
| 27 | Duża podkładka 6 | 28 | Nakrętka sześciokątna M6 |
| 29 | Krzak | 30 | Nakrętka sześciokątna |
| 31 | Śruba M8X25 | 32 | Duża pralka 8 |
| 33 | Zespół formujący | 34 | Nakrętka sześciokątna M8 |
| 35 | Podkładka sprężysta 8 | 36 | Podkładka 8 |
| 37 | Śruba M8X25 | 38 | Podkładka 8 |
| 39 | Montaż pudełka | 40 | Śruba M8X12 |
| 41 | Podkładka 8 42 Tabela | ||
| 43 | Śruba M8X30 | 44 | Nakrętka sześciokątna kopułkowa M8 |
| 45 | Podkładka zębowa 8 | 46 | Duża pralka 8 |
| 47 | Śruba z kwadratową szyjką M8X16 | 48 | Montaż stołu przesuwnego |
| 49 | Zespół gniazda wydechowego | 50 | Podkładka 8 |
| 51 | Nakrętka kołnierzowa sześciokątna M8 | 52 | Nakrętka sześciokątna M8 |
| 53 | Wał blokujący | 54 | Uchwyt blokujący |
| 55 | Kołek sprężysty 3X16 | 56 | krzak |
| 57 | Nakrętka sześciokątna M5 | 58 | Podkładka 8 |
| 59 | Płyta okienna | 60 | Śruba M5X12 |
Zespół wrzeciona formującego
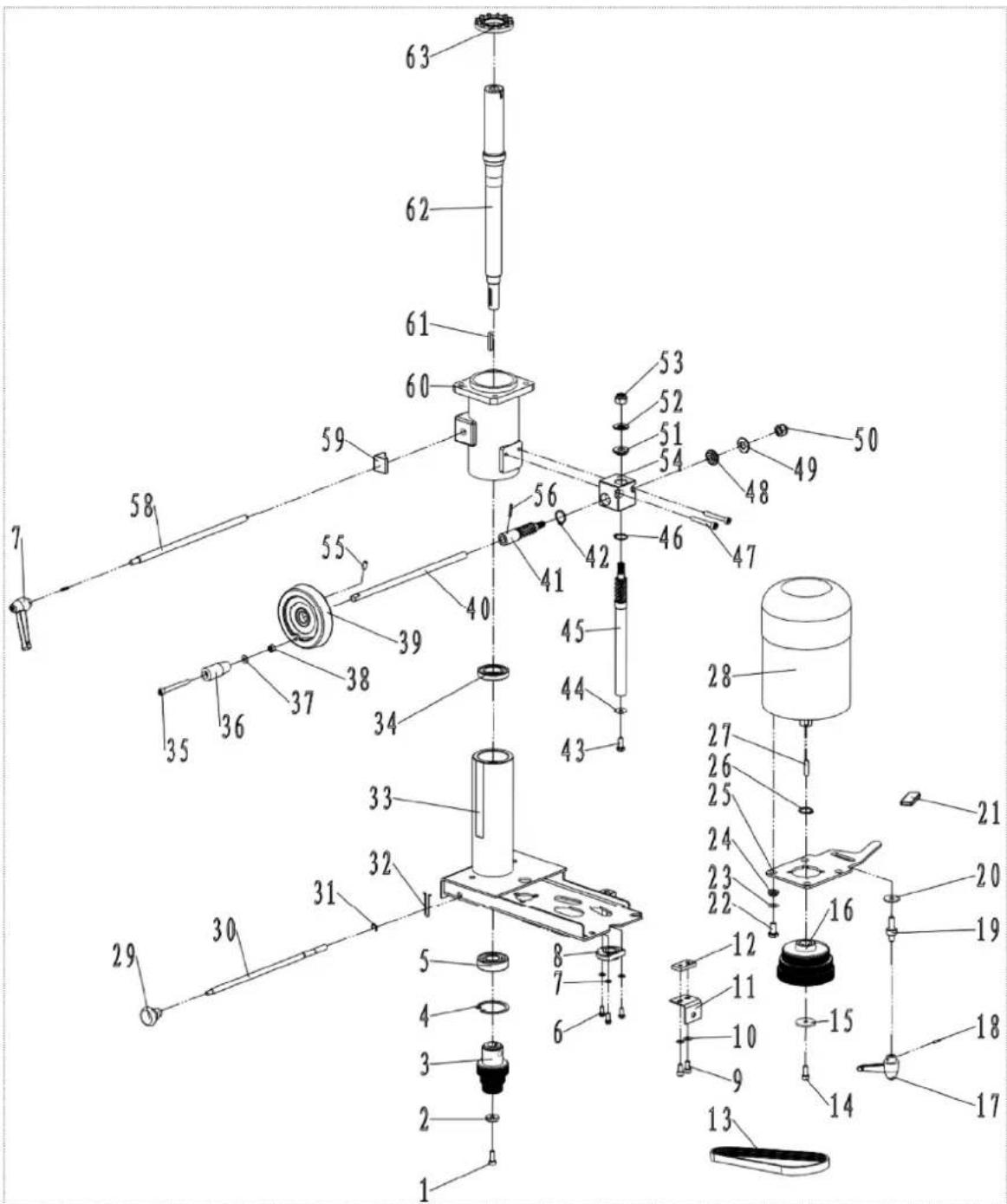
| NIE. | OPIS | NIE. | OPIS |
| 1 | Śruba M6X16 | 2 | Podkładka okrągła |
| 3 | Koło pasowe napędzane | 4 | Pierścień „C” φ47 |
| 5 | Łożysko 6204 | 6 | Śruba sześciokątna M5X12 |
| 7 | Podkładka 5 8 Krzew orzechowy | ||
| 9 | Śruba M6X14 | 10 | Podkładka 6 |
| 11 | Płyta kątowa | 12 | Płyta |
| 13 | Bel klinowy | 14 Śruba | |
| 15 | Duża pralka | 16 | Koło pasowe napędu |
| 17 | Uchwyt blokujący | 18 | Kołek sprężysty 3X16 |
| 19 | Rygiel blokujący | 20 | Duża pralka 8 |
| 21 | Uchwyt płaszcza | 22 | Śruba sześciokątna M8X16 |
| 23 | Podkładka 8 24 Krzew kosmiczny | ||
| 25 | Płyta obrotowa | 26 | Pierścień „C” φ19 |
M6X16
| 27 | Klucz | 6X25 | 28 |
| 29 | rękojeść | 30 | Słupek blokujący |
| 31 | Pierścień „E” φ6 | 32 | Zacisk sprężynowy |
| 33 | Stojak na napęd | 34 | Łożysko 6005 |
| 35 Śruba M6X60 36 Uchwyt krzaka | |||
| 37 | Podkładka 6 | 38 | Nakrętka sześciokątna M6 |
| 39 | Koło ręczne | 40 | Biegun obrotowy |
| 41 | Wał przekładni | 42 | Pierścień „C” φ18 |
| 43 | Śruba sześciokątna M6X16 | 44 | Duża podkładka 6 |
| 45 | Wał przekładni | 46 | Pierścień „C” φ18 |
| 47 | Śruba M6X45 | 48 | Tuleja przekładni |
| 49 | Łożysko | 50 | Nakrętka blokująca sześciokątna M10 |
| 51 | Tuleja przekładni | 52 | Łożysko |
| 53 | Nakrętka blokująca sześciokątna M10 | 54 | Skrzynia biegów |
| 55 | Śruba ustalająca M6X12 | 56 | Kołek sprężysty 3X20 |
| 57 | Uchwyt blokujący | 58 | Słupek blokujący |
| 59 | Blokada blokująca | 60 | Stojak zorientowany |
| 61 | Klucz | 5X30 | 62 Wrzeciono |
| 63 | Czapka wentylatora |
Zespół gniazda wylotowego formowania

| NIE. | OPIS | NIE. | OPIS |
| 1 | Koło regulacyjne | 2 | Gniazdo wydechowe |
| 3 | Prowadnica zębata | 4 | Śruba w kształcie litery T |
Silnik
| 5 | Śruba M6X10 | 6 | Płyta metalowa |
| 7 | Śruba sześciokątna M5X12 | 8 | Uchwyt rombowy |
| 9 | Śruba M4X12 | 10 | Szyna w kształcie litery T |
| 11 | Poziome drewno szerokie | 12 | Stojak Turinga |
| 13 | Blokowanie blachy | 14 Sprężyna | |
| 15 | Podkładka 8 | 16 | Uchwyt rombowy drewno |
| 17 | Spodek | 18 | Horrent |
| 19 | Płyta w kształcie litery M | 20 | Śruba M4X16 |
| 21 | Śruba sześciokątna M5X12 | 22 | Podkładka 5 |
| 23 | Lider sześciokątny | 24 | Śruba M8X10 |
| 25 | Montaż przywódcy kwadratowego | 26 | Kabestan |
| 27 Śruba M4X6 28 | Podkładka 4 | ||
| 29 | Śruba M4X6 | 30 | Rura pionowa |
| 31 | Sprężyna ochronna szeroka | 32 | Łatka blokująca |
| 33 | Uchwyt rombowy | 34 | Gałka blokująca |
| 35 | Śruba ustalająca M8X10 | ||
Montaż stołu przesuwnego
| NIE. | OPIS | NIE. | |
| 1 | Nakrętka sześciokątna M6 | 2 | Słupek szpilkowy |
| 3 | Sprężyna | 4 | Słupek blokujący |
| 5 | Krzew słupkowy | 6 | Uchwyt blokujący |
| 7 | Kołek sprężysty 3X16 | 8 | Nakrętka sześciokątna M8 |
| 9 | Podkładka zębowa 8 | 10 | Duża pralka 8 |
| 11 Biegun ekscentryczny 12 Wózek kelnerski | |||
| 13 | Pierścień „C” 10 | 14 | Wsparcie stołu |
| 15 | Nakrętka sześciokątna cienka M12 | 16 | Biegun homocentryczny |
| 17 | Nakrętka sześciokątna cienka M8 | 18 | Śruba M6X16 |
| 19 | Tuleja nylonowa | 20 | Śruba M4X10 |
OPIS
| 21 | Wkładka do szyny prowadzącej | 22 | Nakrętka kwadratowa |
| 23 | Płyta zatrzymująca | 24 | Nakrętka sześciokątna M6 |
| 25 | Duża podkładka 6 | 26 | Śruba sześciokątna M6X20 |
| 27 | Montaż uchwytu | 28 | Śruba M4X10 |
| 29 | Wkładka ogrodzeniowa | 30 | Śruba w kształcie litery T |
| 31 | Śruba blokująca | 32 | Płytką blokująca |
| 33 | Podkładka 5 | 34 | Mały uchwyt |
| 35 | Podkładka 6 | 36 | Nakrętka sześciokątna blokująca M6 |
| 37 | Ogrodzenie | 38 Wkładka ogrodzeniowa | |
| 39 | Szyna prowadząca | 40 | Śruba M6X70 |
| 41 | Śruba M6X50 | 42 | Śruba M4X12 |
| 43 | Podkładka sprężysta 4 | 44 | Płyta w kształcie litery T |
| 45 | Nakrętka sześciokątna M4 | 46 | Śruba M4X16 |
| 47 | Śruba z kwadratową szyjką M6X30 | 48 | Podkładka 6 |
| 49 | Wał erekcyjny | 50 | Stałe wsparcie |
| 51 | Słupek zatrzymujący | 52 | wskaźnik |
| 53 | Śruba M4X12 | 54 | Przyrząd do pomiaru kąta |
| 55 | Podkładka 6 | 56 | Przycisk blokujący |
| 57 | Duża podkładka 6 | 58 | Mały uchwyt |
| 59 | Biegun | 60 Uchwyt rombowy | |
| 61 | Płyta dociskowa | 62 | Naciśnij uchwyt |
| 63 | Uchwyt | 64 | Kołek sprężysty 3X16 |





