
Neocut 105 - Trancheuse GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Neocut 105 GYS au format PDF.
| Type de produit | Découpeur plasma triphasé |
| Marque | GYS |
| Modèle | Neocut 105 |
| Alimentation électrique | Triphasée 400 V ±15%, 50-60 Hz |
| Courant de coupe max | 105 A |
| Puissance absorbée (I1eff) | Voir plaque signalétique |
| Pression d'air requise | 5 à 9 bars |
| Débit d'air min | 305 L/min |
| Protection | IP23 |
| Température d'utilisation | -10 °C à +40 °C |
| Température de stockage | -20 °C à +55 °C |
| Humidité max | 50 % à 40 °C, 90 % à 20 °C |
| Altitude max | 1000 m |
| Fonctions | Coupage, gougeage, marquage sur tous métaux |
| Modes de coupe | Coupe, coupe verrouillée, gougeage, gougeage verrouillé, tôles ajourées, marquage |
| Réglage du courant | Par molette sur l'IHM |
| Réglage de pression | Automatique ou manuel via l'IHM |
| Torche fournie | MT125 (6 m ou 12 m selon version) |
| Accessoires inclus | Torche plasma, pince de masse, câble d'alimentation, filtre à air intégré |
| Entretien | Dépoussiérage, purge du filtre à air, vérification des connexions et consommables |
| Sécurité | Protection thermique, surtension, sous-tension, manque phase, détection de torche et consommables |
| Garantie | 2 ans (pièces et main-d'œuvre) selon conditions |
| Réparabilité | Pièces détachées disponibles via SAV GYS |
| Normes CEM | Classe A, conforme CEI 61000-3-11 |
FOIRE AUX QUESTIONS - Neocut 105 GYS
Questions des utilisateurs sur Neocut 105 GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Trancheuse au format PDF gratuitement ! Retrouvez votre notice Neocut 105 - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Neocut 105 de la marque GYS.
MODE D'EMPLOI Neocut 105 GYS
Découpeur plasma triphasé
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas etre entreprise.
Tout dommage corporel ou materiel du à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. En cas de problème ou d'incertitude, consulter une personne qualifiée pour manier correctement l'installation.
ENVIRONMENT
Ce materiel doit ettreuie quienment pour faire des operations de coupage dans les limites induees par la plaque signaletique et/ou le manuel. Il faut respecter les directives relatives a la securite. En cas d'utilisation inadqueate ou dangereuse, le fabricant ne pourra etre tenu responsable.
L installation doit etre utilise dans un local sans poussiere, ni acide, ni gaz inflammable ou autres substances corrosives de meme pour son stockage. S assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40^ (+14 et +104^)
Stockage entre -20 et +55^ (-4 et 131^
Humidité de l'air :
Inférieur ou égal à 50% à 40°C (104°F).
Inferieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le coupage peut etre dangereux et causer des blessures graves voire mortelles.
Le coupage expose les individus à une source dangereuse de chaleur, de rayonnementment lumineux de l'arc, de champs electromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses.
Pour bien se protégé et protégé les autres, respecter les instructions de sécurité suivantes :

Afin de se protégé de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolement électrique et thermique.

Utiliser une protection de coupage et/ou une cagoule de coupage d'un niveau de protection suffisant (variable selon les applications).
Protégé les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.

Il est parfois necessaire de delimiter les zones par des rideaux ignifugés pour protéger la zone de coupage des rayons de l'arc, des projections et des déchets incandescents.
Informer les personnes dans la zone de coupage de ne pas fixer les rayons de l'arc ni les pieces en fusion et de porter les vêtements adéquats pour se protégger.

Utiliser un casque contre le bruit si le procedede coupage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de coupage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de coupage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.
Les pieces qui viennent d'être coupées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur la torche, il faut s'assurer que celle-ci soit suffisamment froide en attendant au moins 10 minutes avant toute intervention. Le groupe froid doit être allumé lors de l'utilisation d'une torche refroidie eau afin d'être sur que le liquide ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter afin de protégé les personnes et les biens.
FUMÉES DE COUPAGE ET GAZ

Les fumées, gaz et poussières émis par le coupage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante. Vérifier que l'aspiration est efficace en la contrôleant par rapport aux normes de sécurité.
Attention, le coupage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le coupage de certains matériaux contenant du plomb, cadmium, zinc ou mercury voire du beryllium peuvent etre particulierement nocifs, degraisser egalament les pièces avant de les couper.
Les bouteilles doivent etre entropesés dans des locaux ouverts ou bien ares. Elles doivent etre en position verticale et maintainues a un support ou sur un chariot. Le coupage doit etre proscrit a proximite de graisse ou de peinture.
RISQUE DE FEU ET D'EXPLOSION

Protégger entierement la zone de coupage, les matières inflammables doivent être éloignées d'au moins 11 metres. Un équipement anti-feu doit être present à proximate des opérations de coupage.
Attention aux projections de matieres chaudes ou d'etincelles et meme a travers des fissures, les peuvent etre source d incendie ou d'explosion. Eloigner les personnes, les objets inflammables et les containers sous pressions a une distance de securite suffisante. Le coupage dans des containers ou des tubes fermes est a proscire et dans le cas ou il sont ouverts il faut les vider de toute matière inflammable ou explosive (huile, carburant, residus de gaz ...). Les operations de meulage ne doivent pas etre dirigees vers la source de courant de coupage ou vers des matieres inflammbables.
SECURITE ÉLECTRIQUE

Le reseau electrique utilise doit impereativement avoir une mise a la terre. Utiliser la taille de fusible recommanded sur le tableau signaletique. Une decharge electrique peut etre une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (Torches, pinces, câbles) car celles-ci sont branchées au circuit de coupage.
Avant d'ouvr la source de courant de coupage, il faut la déconnecter du réseau et attendre 2 minutes afin que l'ensemble des condensateurs soit déchargé. Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veiller à changer les cables, torches si ces derniers sont endommagés, par des personnes qualifiées et habitétées. Dimensionner la section des cables en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de coupage. Porter des chaussures isolantes, què que soit le milieu de travail.
CLASSIFICATION CEM DU MATÉRIEL

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité electromagnetique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.

Ce matériel n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des reseaux basse tension privés connectés au réseau public d'alimentation seulement au niveau moyen et haute tension. S'il est connecté à un réseau public d'alimentation basse tension, il est de la responsabilité de l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution, que le matériel peut être connecté.
Ce matériel est conforme à la CEI 61000-3-11.
EMISSIONS ELECTRO-MAGNETIQUES

Le courant électrique passant à travers n'importe quel conducteur produit des champ électriques et magnétiques (EMF) localisés. Le courant de coupage produit un champ electromagnétique autour du circuit de coupage et du matériel de coupage.
Les champes electromagnétiques EMF peuvent perturber certains implants Médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants Médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les utilisateurs.
Tous les utilisateurs devraient utiliser les procédures suivantes afin de minimiser l'exposition aux champes electromagnétiques provenant du circuit de coupage :
- positionner les câbles de coupage ensemble - les fixer les avec une attache, si possible;
- se positionner (torse et tete) aussi loin que possible du circuit de coupage;
- ne jamais enrouler les câbles autour du corps;
ne pas positionner le corps entre les cables de coupage. Tenir les deux cables de coupage sur le meme cote du corps; - raccorder le cable de return à la piece mise en œuvre aussi proche que possible à la zone à couper;
- ne pas travailler à côté de la source de courant de coupage, ne pas s'assoir dessus ou ne pas s'y adosser;
- ne pas couper lors du transport de la source de courant de coupage.

Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ce matériel.
L'exposition aux champs electromagnétiques lors du coupage peut avoir d'autres effets sur la santé que l'on ne connait pas encore.
RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L'INSTALLATION DE COUPAGE
Généralités
L'utilisateur est responsable de l'ssrtation et de l'utilisation du materiel de coupage plasma suivant les instructions du fabricant. Si des perturbations electromagnétiques sont detectees, il doit etre la responsabilité de l'utiliser du materiel de coupage plasma de resoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut etre aussi simple qu'une mise a la terre du circuit de coupage. Dans d'autres cas, it peut etre nécessaire de construire un ecran electromagnetique autour de la source de courant de coupage et de la piece entiere avec montage de filtres d'entree.Dans tous les cas, les perturbations electromagnétiques doivent etre réduites jusqu'à ce quelles ne soient plus génantes.
Évaluation de la zone de coupage
Avant d'installer un matériel de coupage plasma, l'utiliser doit évaluer les problèmes electromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et a cote du matériel de coupage plasma d'autres cables d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voises, par exemple,emploi de stimulateurs cardiaques ou d'appareils contre la surdite;
f) du matériel utilisé pour l'étaconnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour où le coupage ou d'autres activités sont à exéçuter.
La dimension de la zone environnante a prendre en compte dépend de la structure du bâtiment et des autres activités qui s'y déroulent. La zone environnante peut s'endetre au-delà des limites des installations.
Évaluation de l'installation de coupage
Outre l'evaluation de la zone, l'évaluation des installations de coupage à l'arc peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprende des mesures in situ comme cela est spécifique à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
RECOMMANDATIONS SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNETIQUES
a. Rseau public d'alimentation: Il convient de raccorder le materiel de coupage plasma au reseau public d'alimentation selon les recommendations du fabricant. Si des interferences se produisent, il peut etre necessaire de prender des mesures de prevention supplémentaires telles que le filtrage du reseau public d'alimentation. Il convient d'envisager de blinder le cable d'alimentation dans un conduit metallique ou équivalent d'un materiel de coupage plasma installede demeure. Il convient d'assurer la continuitye elctrique du blindage sur toute sa longueur. Il convient de raccorder le blindage à la source de courant de coupage pour assurer un bon contact electrique entre le conduit et l'enveloppe de la source de courant de coupage.
b. Maintenance du matériel de coupage plasma : Il convient que le matériel de coupage plasma soit soumis à l'entretien de routine suivant les recommendations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de coupage à l'arc est en service. Il convient que le matériel de coupage plasma ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant. Il convient, en particulier, que l'éclateur d'arc des dispositifs d'amortage et de stabilisation d'arc soit régèle et entretenu suivant les recommendations du fabricant.
c. Cables de coupage : Il convient que les cables soient aussi courts que possible, places l'un pres de l'autre a proximé du sol ou sur le sol.
d. Liaison equipotentielle : Il convient d'envisager la liaison de tous les objets metalliques de la zone environnante. Toutefois, des objets metalliques reliés à la pierce à couper accroissant le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments metalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets metalliques.
e. Mise à la terre de la pièce à couper : Lorsque la pièce à couper n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes metalliques de bâtiments, une connexion raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à couper à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des règlements nationales.
f. Protection et blinding: La protection et le blinding selectifs d'autres cables et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de coupage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COUPAGE

La source de courant de coupage est equipée de deux poignées supérieures permettant le portage à la main à deux personnes. Attention à ne pas sous évaluer son poids. Les poignées peuvent être utilisées comme un moyen d'élingage.
Ne pas utiliser les cables ou torche pour déplacer la source de courant de coupage. Elle doit être déplacée en position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d'objets.
INSTALLATION DU MATÉRIEL
- Mettre la source de courant de coupage sur un sol dont l'inclinaison maximum est de 10^ .
- Prévoir une zone suffisante pour aérer la source de courant de coupage et acceder aux commandes.
- Ne pas utiliser dans un environnement responsable des poussières métalliques conductrices.
Le matériel est de degré de protection IP23, signifant :
-
une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5 mm et,
-
une protection contre la pluie dirigée à 60^ par rapport à la verticale.
Le matériel peut être utilisé à l'extérieur en accord avec l'indice de protection IP23.
Les cables d'alimentation, de rallonge et de coupage doivent être totalement déroulés afin d'éviter toute surchauffe.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS


L'entretien ne doit etre effectue que par une personne qualifie. Un entretien annuel est conseilled.
- Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
- Regulierement, enlever le capot et depoussierer à la soufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé par un personnel qualifié.
- Contralr regulierment l'etat du cordon d'alimentation. Si le cable d'alimentation est endommagé, il doit etre remplace par le fabricant, son service apres-vente ou une personne de qualification similaire, afin d'eviter tout danger.
Laisser les ouies de la source de courant de coupage libres pour l'entree et la sortie d'air. - Vérifier que le corps de la torche ne présente pas de fissures ni de fils exposés.
- Vérifier que les consommables sont bien installés et pas trop usés.
- Ne pas utiliser cette source de courant/tension de coupage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des moteurs.
Entretien du filtré à air :
Purge du contenu de la cuve du filtre :
- Debrancher l'alimentation en air.
- Desserrer le robinet en partie basse de la cuve du filtre en tournant dans le sens inverse des aiguilles d'une montre.
- Pousser le robinet vers le haut pour écacer l'eau de la cuve.
- Resserrer le robinet en partie basse de la cuve du filtre en tournant dans le sens des aiguilles d'une montre.
Démontage de l'élément filtrant :
- Debrancher l'alimentation en air.
Saisissez la cuve et devissez la du corps en tournant dans le sens inverse des aiguilles d'une montre. - L'élément filtrant (blanc) peut être soufflé ou remplace en fonction de son état.
Remontage de l'élément filtrant :
- Remettre l'élément filtrant dans la cuve, vérifier la présence du joint torque en partie supérieure.
- Revisser la cuve sur le corps en tournant dans le sens des aiguilles d'une montre.
Seul le personnel experimenté et habilité par le fabricant peut effectuer l'installation. Pendant l'installation, s'assurer que le générateur est déconnecté du réseau. Il est recommendé d'utiliser les cables fournis avec l'appareil afin d'obtenir les réglages optimum du produit.
POSTE LIVRE AVEC
Les accessoires livrés avec le générateur doivent etre utilisés seulement avec ce produit.
DESCRIPTION
Le NEOCUT est une source de coupage et gougeage Plasma triphasée, elle permet :
- le coupage de tous metaux
- le gougeage sur tous métaux
- le marquage sur tous metaux
Ces 3 procedés requisient l'emploi de consommables appropriés ainsi que l'emploi d'air comprime ou d'azote.
DESCRIPTION DU POSTE (FIG. 1 - PAGE 2)
1- Ecran 7- Poignées de transport
2-Molette de réglage 8-Emplacement pour raccord pneumatique
3-Douille de raccord de la pince de masse 9-Cable d'alimentation
4- Connecteur torque Plasma 10- Commutateur marche / arrêt
5- Trappe d'installation du connecteur CNC 1 analogue (optionnel, ref. 039988) ou CNC 2 digital (optionnel, ref. 064737)
6- Trappe d'installation du connecteur CNC 3 Digital Retrofit (optionnel, ref. 068957)
11-Filtre
ALIMENTATION ÉLECTRIQUE / MISE EN MARCHE
Le NEOCUT 105 est livre avec une prise 32A de type EN 60309-1.
Le NEOCUT 125 est livre sans prise, il est conseilé d'utiliser une prise 63A de type EN 60309-1.
Ces sources de courants ne doivent etre utilisees que sur une installation electrique triphasée 400V (50-60 Hz) a quatre fils avec un neutre relié à la terre.
- Le courant effectif absorbe (I1eff) est indiqued sur le matériel, pour les conditions d'utilisation maximales. Vérifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut etre nécessaire de changer la prise pour permettre une utilisation aux conditions maximales.
- L'appareil est prevu pour fonctionner sur une tension electrique 400V + / - 15% . Il se met en protection si la tension d'alimentation est inférieure à 340Veff ou supérieure à 460Veff (un code défaut apparaitra sur l'écran).
- La mise en marche se fait par rotation du commutateur marche / arrêt (FIG 1 - 10) sur la position I, inversement l'arrêt se fait par une rotation sur la position O.
Attention! Ne jamais couper l'alimentation lorsque le poste est en charge.
BRANCHEMENT SUR GROUPE ÉLECTROGÉN
Le poste peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences suivantes :
-
La tension doit être alternative, sa valeur efficace doit être de 400V + / - 15% , et de tension crée inférieure à 700V,
-
La fréquence doit être comprise entre 50 et 60 Hz.
Il est impératif de vérifier ces conditions, car de nombreux groupes électrogènes produit des pics de haute tension pouvant endommager les postes.
UTILISATION DE RALLONGE ELECTRIQUE
Toutes les rallonges doivent avoir une taille et une section appropriées à la tension de l'appareil. Utiliser une rallonge conforme aux règlementations nationales.
| Tension d'entrée Section de la rallonge (<45m) | ||
| NEOCUT 105 | 400 V | 4 mm² |
| NEOCUT 125 6 m³ | ||
ALIMENTATION EN AIR
L'entree d'air peut etre alimentee par un compresseur ou des bouteilles a haute pression. Un manometre haute pression doit etre utilise sur n'importe quel type d'alimentation et doit etre capable d'acheminer du gaz a l'entree d'air des decoupeurs plasma. Ces appareils sont Equipes d'un filtre a air integre (5 m) , mais une filtration supplémentaire peut etre necessaire selon la qualite de I'air utilise (filtr emputetes en option, ref. 039728).

En cas de mauvaise qualité de l'air, la vitesse de coupe est réduite, la qualité de coupe se détière, la capacité d'épaissur de coupe diminue et la durée de vie des consommables est réduite.
Pour un rendement optimal, l'air comprime doit répondre à la norme ISO8573-1, classe 1.2.2. Le point de vapeur maximal doit être - 40 °C. La quantité maximale d'huile (aerosol, liquide et vapeur) doit être de 0.1 mg/m³.
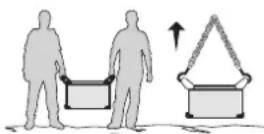
Raccorder l'alimentation en gaz à la source de courant à l'aide d'un tuyau à gaz inerte d'un diamètre interne de 9,5 mm et d'un coupleur à raccord rapide.

La pression ne doit pas excéder 9 bars, la cuve du filtre pourrait exploser.
La pression d'entree recommanded durant la circulation de l'air est de 5 a 9 bars avec un debit minimum de 305 L/min.
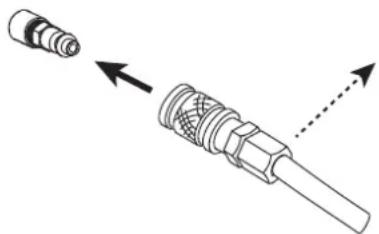
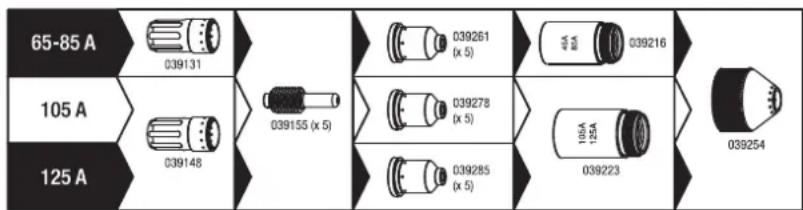
CHOIX DES CONSOMMABLES
- Coupe manuelle avec torche MT 125 (6 m : ref. 039506, 12 m : ref. 039513) :
- Coupe automatique avec torche AT 125 (6 m : ref. 038479, 12 m : ref. 039520, 15 m : ref. 069787, 20 m : ref. 069794) :
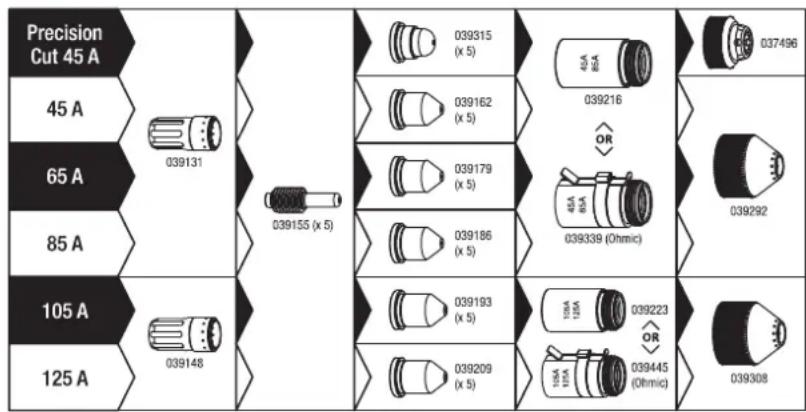
- Coupe automatique avec torche AT 160 (6 m : ref. 067479, 12 m : ref. 067486, 15 m : ref. 069800, 20 m : ref. 069817) :

Gougeage avec torche MT 125 (6 m : ref. 039506, 12 m : ref. 039513) :
REGLAGE DU COURANT DE COUPE

Afin d'obtenir les performances escomptées et garantir une durée de vie des consommables correcte, veillez à régler le courant en adéquation avec la valeur indiquée sur le consommable (exemple 45 A = 45 ampères).
RéGLAGE DE LA PRESSION D'AIR
Le NEOCUT est equiped d'un regulatour de pression pilote electroniquement, le reglage de la pression s'effectue via l'IHM (voir pages suivantes). Afin d'obtenir des performances et des durées de vie des consommables optimes, il est très important :
- De définir la bonne longueur de torche
- D'utiliser le mode adapté aux consommables choses
- D'utiliser le courant adapté aux consommablesCHOIS
- Laisser le réglage de pression sur « auto »
Il est recommendé de vérifier que les paramètres saisis sur l'THM sont en adéquation avec la configuration réelle notamment en cas : - De changement de point de raccordement ou d'installation pneumatique
- De changement de longueur de torche
-
De changement de type de consommable
-
De doute
Il est possible de vérifier le circuit pneumatique grâce à la fonction « test air», ici permet entre autres de vérifier si la pression fournie par le comprésseur est suffisante (voir pages suivantes).
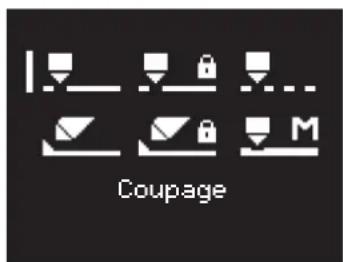
CHOIX DU MODE DE COUPE
| Coupe / coupe avec gâchette verrouillée Utiliser l'un de ces deux modes pour effectuer vos travaux de coupe sur tôle pleine. Un appui sur la gâchette permet de creator l'arc, l'arrêt se fait soit par relâchement de la gâchette soit par « débouchage » (l'arc s'arrêté de lui-même). Pour les coupes de grande longueur il est possible d'utiliser le mode gâchette verrouillée, dans ce cas la gâchette peut être reliçée durant la coupe. Ceci diminue lafatigue et permet de tener la main un peu plus éloignée de la zone de coupe. | |
| Gougeage / gougeage avec gâchette verrouillée Utiliser l'un de ces deux modes pour effectuer vos travaux de gougeage. Un appui sur la gâchette permet de creator l'arc, l'arrêt se fait soit par relâchement de la gâchette soit par « débouchage » (l'arc s'arrêté de lui-même). Pour les coupes de grande longueur il est possible de d'utiliser le mode gâchette verrouillée, dans ce cas la gâchette peut être reliçée durant la coupe. Ceci diminue lafatigue et permet de tener la main un peu plus éloignée de la zone de coupe. | |
| Coupe de tôles ajourées Utiliser ce mode pour effectuer des travaux de coupe sur des tôles ajourées nécessitant des arrêts / reprises de coupe répétitifs. Il s'agit d'un mode de coupe ou l'arc se réamorce de lui-même tant que la gâchette est maintainue appuyée. Ce mode permet ainsi un travail comfortable car il évite à l'opérateur de relicher et de rappuyer sans cesse sur la gâchette | |
| Marquage Ce mode compatible avec tous les consommables de coupage fonctionne à faible courant, il permet de marquer en surface les tôles. Particulièrement utile pour la coupe automatisée pour inscrite par exemple des références, des numérodeslots... ce mode est également accessible avec une torche manuelle. |
PREMIER DEMARRAGE
| 1 | ENGLISH I (FR) FRANCAIS (DE) DEUTSCH (IT) ITALIANO (ES) ESPANOL (NL) NEDERLANDS (RUI) RUSSKIY | 2 | Im. /bar ft. /psi | |
| Langue Unités (m./bar ou ft./psi) | ||||
| 3 | I MT/AT-125 MT/AT-160 | 4 | I 6.0-7.6m/20ft-23ft 12.0m/40ft 15.2m/50ft 20.8m/66ft | 3-4: Réglages importants pour le bon fonctionnement du produit. Cesonnées sont exploitées par le générateur pour calculer et appliquer la pression optimale de fonctionnement. |
| Modèle de torches (NEOCUT 125 uniquement) | Longueur de la torche | |||
NAVIGATION DANS L'IHM
UTILISATION DE LA MOLETTE

La rotation de la molette permet
- un réglage d'un paramètre numérique (courant, pression)
- le déplacement du curseur matérielisant une sélection

L'appui sur la molette permet
- deVerifier un besoin (pointé par le curseur)
-d'acceder à la barre d'outils depuis l'écran principal ou depuis l'écran de réglage pression
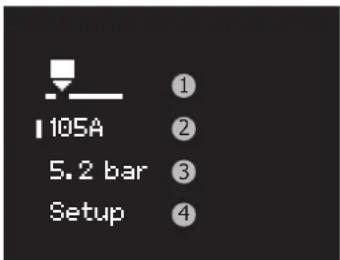
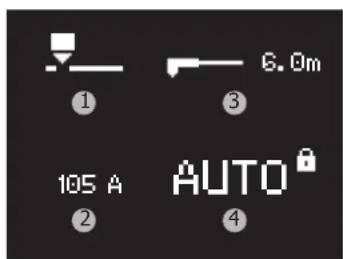
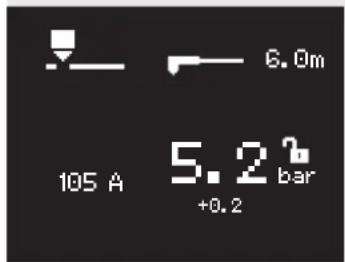
ÉCRAN PRINCIPAL (réglage du courant) :
Cet écran s'affiche depuis le démarrage de la machine :
1- Mode de fonctionnement
2- Pression en cours*
3- Longueur de torche selectionnee
4-Courant
Le réglage de courant s'effectue directement depuis cet écran.
*Une flèche pointant vers le haut ou vers le bas peut apparaître à droite de la pression lorsque la pression a été déréglée par l'utilisateur, la flèche s'efface lorsque la pression régèle est optimale ou que le réglage de pression est régèle en mode « auto »
BARRE D'OUTILS (accès par un appui molette)
1- Accès à l'écran de sélection du mode
2- Accès à l'écran principal (réglage du courant)
3- Accès à l'écran de réglage de pression
4- Accès au menu Setup
SELECTION DU MODE
6 modes sont disponibles, pour faire le bon choix se référer au chapitre «chioix du mode »
RéGLAGE DE PRESSION
Par défaut, l'écran se présente de la manière suivante :
1- Mode de fonctionnement
2-Courant
3- Longueur de torche
4- Pression*
*La pression est par défaut verrouillée en automatique (materiaisé par l'inscription AUTO et le cadenas fermé) : la machine se charge de régler la bonne valeur de pression en fonction de différents paramètres (teils que le courant, le mode, la longueur de torche)
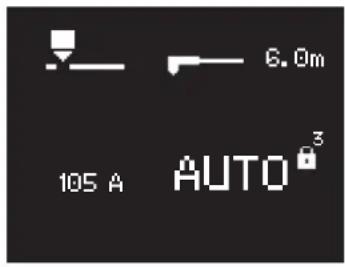
Pour basculer le réglage de pression en mode manuel, il faut effectuer un appui long sur la molette : un décompte va commencer à côte du cadenas.
Un relâchement de la molette pendant le décompte annule l'action de déverrouillage de la pression.
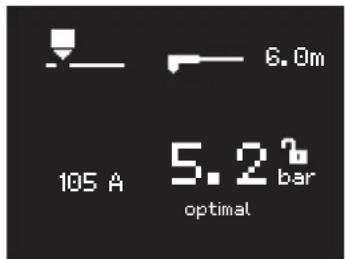
A la fin du décompte l'écran suivant va apparaitre :
- le cadenas est ouvert (symbolisant que le réglage est possible)
- la pression en cours est affichée (la valeur correspond à la valeur utilisée en mode automatique)
- Un bar-graph accomplé d'une valeur donne la tendance (le texte « optimal » s'affiche lorsque la valeur choisisie correspond parfaitement à la valeur qui serait utilisé en mode automatique)
Exemple d'un réglage de pression supérieur à la valeur optimale de +0.2bar Pour revenir en réglage automatique il faut effectuer un appui long sur la molette : un décompte va commencer à côté du cadenas.
A la fin du décompte, le réglage sera en « AUTO » avec le cadenas verrouillé.
MENU « SETUP »
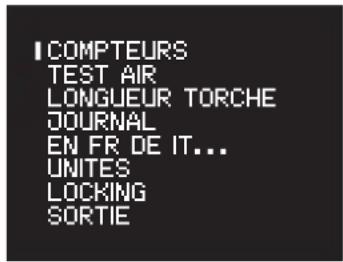
COMPTEURS
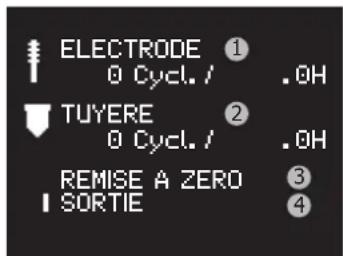
Cet outil permet de compter le nombre de cycles et la durée de coupe de la tuyère ainsi que de l'électrode :
1- Nombre de cycles et temps cumulé d'utilisation de l'électrode
2- Nombre de cycles et temps cumulé d'utilisation de la tuyère
3- Menu de remise à zéro des compteurs
4- Retour au menu Setup
Remise à zéro des compteurs
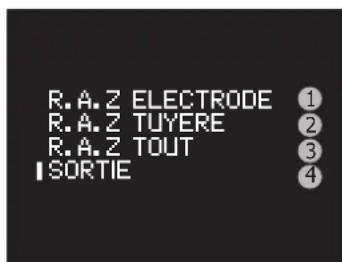
Afin d'avoir un comptage représentatif, il est nécessaire de remettre le ou les compteurs du ou des consommables replacés.
Le menu de remise à zéro des compteurs propose :
1- Remise à Zéro des compteurs de l'électrode
2- Remise à Zéro des compteurs de la tuyère
3- Remise à zéro de tous les compteurs
4- Retour à l'écran précédent
Pour effectuer une remise à zéro désir la ligne souhaïée en tournant la molette et effectuer un appui long (un décompte s'affiche à droite de la ligne sélectionnée), à la fin du décompte le sélectionné est remis à zéro. Un relâchement de la molette pendant le décompte annule l'action.
Note : cette fonction est uniquement une aide pour le suivi de l'usure des consommables. L'utiliser n'est pas contraint à utiliser cette fonction et encore moins à remettre à zéro les compteurs à chaque changement de consommable (il n'y a pas de blocage de la machine en cas de nombre cycles ou durées d'utilisation trop importantes).
TEST AIR
| LONGUEUR TORCHE | |
| I MT/AT-125 MT/AT-160 | Permet de désirer le modele de torche (uniquement pour le NEOCUT 125) ① Réglage importante pour le bon fonctionnement du produit. Cette donnée est exploitation par le générateur pour calculer et appliquer la pression optimale de fonctionnement. |
| I 6.0m/20ft 7.6m/25ft 12.0m/40ft 15.2m/50ft | Permet de changer la longueur de la torque ① Réglage importante pour le bon fonctionnement du produit. Cette donnée est exploitation par le générateur pour calculer et appliquer la pression optimale de fonctionnement. |
| JOURNAL | |
| IND PCB: XX.XX EVO PCB1: XX EVO PCB2: XX SOFTWARE: XX.XX POWER ON: XXX CUT TIME: XXX.XH CUT COUNT: XXX | Affichage du journal de bord: 1- Version des cartes électroniques 2- Version logicielle 3- Nombre d'allumages de la machine 4- Temps total de coupe 5- Nombre de cycles de coupe |
| LANGUE | |
| (EN) ENGLISH (I FR) FRANÇAIS (DE) DEUTSCH (IT) ITALIANO (ES) ESPÄNOL (NL) NEDERLANDS (RU) RUSSHIY | Permet de changer la langue en cours |
UNITÉS
Permet de changer les unités en cours :
- Unités SI : longueur de torche exprimée en metres et pression exprimée en bar
- Unités impériales : longueur de torche exprimée en pieds et pression exprimée en PSI
LOCKING (VERROUILAGE)
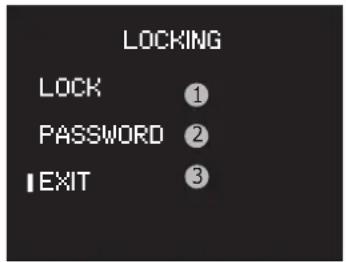
1- Active le verrouillage de l'THM et revient à l'écran principal
2- Accès au changement de mot de passage
3- Sortie du menu (sans verrouiller)
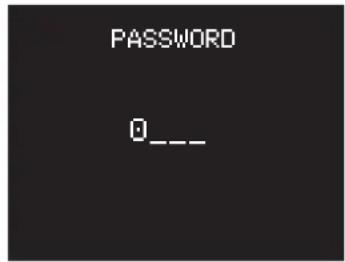
Choix du mot de passer
Tournier la molette pour selectionner le premier chiffre puis valider en appuyant sur la molette. Repeter l'opération pour les 3 chiffres restants.
Une fois le mot de passerse modifie, l'affchage revient sur le menu LOCKING avec le curseur positionné sur «LOCK». Le mode de passerse par défaut est 0000.
Déverrouillage
Le cadenas symbolise que I'écran est verrouillé.
Pour déverrouiller l'écran, faire un appui long sur la molette jusqu'à la fin du décompte (3 secondes). Saisir le mot de passer pour déverrouiller.
Après 3 saisies erronées de votre mot de passer, l'interface est bloquée et demande un code de déverrouillage (SUPER PASSWORD) à 6 chiffres. Ce code non modifiable est : 314159.
DÉROULEMENT D'UNE SEQUENCE DE COUPE
1- à l'appui sur la gachette un arc se forme : l'arc-pilote. Il s'agit d'un arc de faible puissance s'établissant entre l'électrode et la tuyère, il permet l'amorgage sur la tôle à découvert.
2- Lorsque l'arc-pilote touche la tôle, le découvert plasma détecte l'amorçage. L'arc circule alors entre l'électrode et la tôle, le générateur augmente le courant jusqu'à la valeur réglée par l'opérateur.
3- En fin de coupe (relâché de gâchette ou débouchage), l'arc s'arrête, l'air continue de sortirpendant plusieurs dizaines de secondes pour refroidir la torché et les consommables.
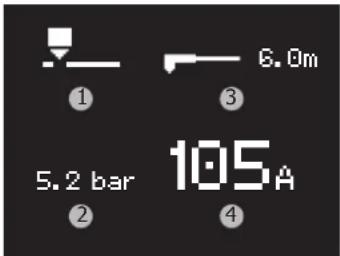
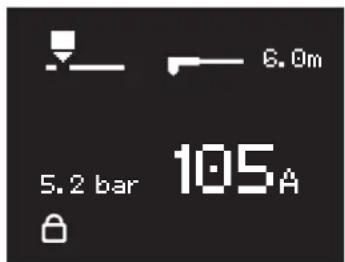
AFFICHAGE EN COURS DE COUPE
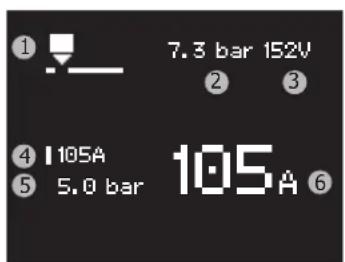
1-Rappel du mode en cours
2-Mesure de la pression a I'entrée du produit
3-Mesure de la tension d'arc
4- Consigne de courant
5-Rappel de la pression de sortie
6-Mesure du courant
COUPE MANUELLE À PARTIR DU BORD DE LA PIECE :
La pince de masse fixe à la pièce, maintenez le patin de la torche perpendicular à (90°) à l'extrémité de la pièce.
② Appuyez sur la gachette de la torche pour amorcer l'arc jusqu'à ce que celui-ci ait complètement entamé la pièce.
Lorsque la pièce est entamée, trainez légèrement le patin sur la pièce pour continuer la coupe. Essayez de maintainir un rythme régulier.
DéPART DE COUPE EN PLEINE TÔLE :
La pince de masse fixée à la pierce, maintenez la torche à un angle d'environ 30^ sur la pierce.
Appuyez sur la gachette de la torche pour amocrer l'arc tout en maintainant I'angle 30^) par rapport a la piece. Faire pivoter lentement la torche vers une position perpendiculare (90^)
③ Immobilisez la torche tout en continuant à appuyer sur la gachette. Si les étinçelles sortent au bas de la piece, l'arc a percé le matériel.
Lorsque la pièce est entamée, trainez légèrement le patin sur la pièce pour continuer la coupe. Essayer de maintainir un rythme régulier.
GOUGEAGE:
La pince de masse fixée à la pièce, maintenez la torche à un angle d'environ 45^ sur la pièce, tout en maintainant le patin spécial gougeage à environ 2 mm de la pièce avant d'amorcer la torche.
② Appuyez sur la gachette de la torche pour amorcer l'arc tout en maintainant l'angle à 45^ sur la piece à mesure que vous pênetrez dans la goujure.
Poussez l'arc plasma dans le sens de la goujure que vous souhaitez creer. Maintenez une distance minimale entre le patin de la torche et le métal fondu pour éviter de réduire la durée de vie du consommable ou d'endommager la torche.



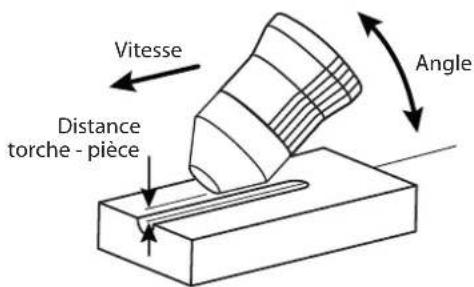
PROFIL DE LA GOUJURE
Voupez varier le profil de la goujure en variant la vitesse de la torche sur la piece, la distance torche-piece, l'angle de la torche sur la piece et le courant de sortie de la source de courant.
MODIFICATION DU PROFIL DE LA GOUJURE
| SOUHATT | Largeur | - | + | + | - | - | + | + | - |
| Profondeur | - | + | - | + | - | - | + | - | |
| Solutions | Augmenter la vitesse | Réduire la vitesse | Augmenter la distance torche-piece | Réduire la distance torche-piece | Augmenter l'angle | Réduire l'angle | Augmenter le courant | Réduire le courant | |
SECURITIES
Les sécurités empêchent le fonctionnement du produit mais sont généralement dues à une erreur de manipulation, un oubli de la part de l'utilisateur ou à un problème d'environnement. Le tableau qui suit guide l'utilisateur pour résoudre lui-même le problème.
| Icône à l'apparition de la sécurité | Icône de rappel | Signification Remèdes | |
| Torche absente | Torche déconnectée | Connector une torche. Si le problème persististe lorsqu'une torche est branchée, faites contrôle le câblage de la torche ou replacer la torche. | |
| Torche non reconue | Torche non reconue | Connector une torche compatible avec le produit. Si le problème persististe lorsqu'une torche est branchée, faites contrôle le câblage de la torche ou replacer la torche. | |
| Buse absente | Buse démontée Contrôler la présence de tous les consommables et revisisser la buse. | ||
| AIR absent | AIR | Pas d'air Brancher l'air et vérifier | la pression du compresseur |
| AIR Pression trop basse | AIR | Pression d'entrée insuffisante | Brancher l'air comprimé, vérifier la compatibilité du raccord d'air utilisé, vérifier que le compresseur soit alimenté électriquement. |
| AIR Entree en surpression | AIR | Pression d'entrée trop haute | La pression d'entrée est supérieure à 9 bar. |
| Déconnecter la source d'air, contrôler la pression du compresseur, baisser la pression de celui-ci. Ajouter si nécessaire un régulateur de pression entre la sortie du compresseur et l'entrée d'air du dé-coueur plasma. | |||
| Si les icones ci-dessus s'affichent, la coupe est interdite mais la navigation dans l'THM est toujours possible. | |||
| Protection thermique | Le poste est utilisé au-delà de son facteur de marche ou à une température trop élevé ou dans un espace confiné. Laisser-le poste se refroidir, améliorer son aération. | ||
| Surtension | Surtension | Si la surtension ou la sous-tension sont passagères, le découpeur redémarrera de lui-même après 15 secondes de non défaut. Dans le cas contraire ou dans le cas d'une absence de phase, faire contrôler l'installation électrique et la prise du produit par un électricien. | |
| Tension faible | Soustension | ||
| Manque phase | Absence de phase | ||
| Reessayer | L'arcpilote ne s'est pas établi | Ceci est probablement dû aux consommables, vérifier leur état, les replacer si nécessaire. Réessayer. | |
| Au bout de 3 tentatives sans succès, un code erreur apparaitra (E05 ou E06). | |||
| Gachette appuyée | La gâchette de la torche est appuyée au démarrage. | Relacher la gâchette de la torche pour continuer. Si la gâchette n'est pas physiquement appuyée, faites controller le câblage de la torche. | |
Les anomalies entrainent un arrêt immédiat du découpeur plasma, la navigation dans l'IHM n'est pas permise.
| Logo Code | Message Causes possibles Remèdes | ||
| STOP | E00 | CTN | Un capteur de température est endommagé ou débranché. |
| E01 | Relais | Le relais de puissance ne se ferme pas. | |
| E02 | Ventilateur | Le ventilateur ne tourne pas | |
| Le ventilateur ne tourne pas à la bonne vitesse | |||
| E03 | Default régulat. d'air | Le régulateur de pression n'arrive pas à réguler la pression malgré une alimentation en air adaptée | |
| E04 | |||
| E05 | Elect bloquee ouVERT | Pas de contact entre l'électrode et la tuyère. | |
| E06 | Elect bloquee fermée | L'électrode n'arrive pas à se rétracter | |
| E24 | EEPROM/12C | Défaut lié à la mémoire interne. Retourer le produit pour réparation. |
| - | - | L'arc s'accêté au bout de 3 secondes de coupe | Pas de détention de courant dans la pince de masse | Vérifier que la pince de masse soit bien connectée sur la pièce à découvert sur une zone propre (absence de rouille, peinture ou graisses). |
| - | - | L'appareil ne s'allume pas Pas d'alimentation électrique | Vérifier que le cordon d'alimentation du produit est bien branché dans la prise et que le commutateur marche arrêt est bien sur la position marche. | |
| - | - | Vérifier que le disjoncteur ne s'est pas déclenché. | ||
| -- L'arc-pilote se coupe rapidement Consommables usés | Vérifier l'état des consommables et replacer le cas échéant. | |||
| - | - | L'arc se coupe durant la coupe | Vitesse de coupe trop faible sur tôles fines | Réduire le courant / augmenter la vitesse de déplacement. |
| - | - | Contact au niveau de la pince de masse de mauvaise qualité | Vérifier que la pince de masse soit bien connectée sur la pièce à découvert sur une zone propre (absence de rouille, peinture ou graisses). | |
| -- Hauteur de coupe | trop élevé | Utiliser un patin de coupe et le maine-nir en contact avec la pièce à couper. | ||
| - | - | Propriée Usère prematurée des consommables | Courant de coupe inapproprié aux consommables employés | Se reférer au chapitre «Réglage du courant de coupe». |
| -- Pression d'air inappropriée | Se reférer au chapitre «Réglage de la pression d'air». | |||
| -- Air humide | Purger les filtres d'air du poste et du réseau d'air comprimé. Ajouter le filtre d'air additionnel ref. 039728. | |||
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous defauts ou vices de fabrication pendant 2 ans, a compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
L'usure normale des pieces (Ex.: cables, pinces, etc.). - Les incidents dus à un mauvais usage (erreur d'alimentation, chute, demontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, returner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat dated (ticket de sortie de caisse, facture....)
- une note explicative de la panne.
SAFETY INSTRUCTIONS
GENERAL INSTRUCTIONS


Reinigen des Gefässes des Filters :
Ausbau des Filterelements :
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France




