
Neocut 105 - Affettatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Neocut 105 GYS in formato PDF.
| Tipo di prodotto | Taglio plasma trifase |
| Marca | GYS |
| Modello | Neocut 105 |
| Alimentazione elettrica | Trifase 400 V ±15%, 50-60 Hz |
| Corrente di taglio max | 105 A |
| Potenza assorbita (I1eff) | Vedere targhetta |
| Pressione aria richiesta | 5 a 9 bar |
| Portata aria min | 305 L/min |
| Protezione | IP23 |
| Temperatura di utilizzo | -10 °C a +40 °C |
| Temperatura di stoccaggio | -20 °C a +55 °C |
| Umidità max | 50% a 40 °C, 90% a 20 °C |
| Altitudine max | 1000 m |
| Funzioni | Taglio, gougeaggio, marcatura su tutti i metalli |
| Modalità di taglio | Taglio, taglio bloccato, gougeaggio, gougeaggio bloccato, lamiere forate, marcatura |
| Regolazione corrente | Tramite manopola sull'HMI |
| Regolazione pressione | Automatica o manuale tramite l'HMI |
| Torcia fornita | MT125 (6 m o 12 m a seconda della versione) |
| Accessori inclusi | Torcia plasma, pinza di massa, cavo di alimentazione, filtro aria integrato |
| Manutenzione | Spolveratura, spurgo filtro aria, controllo connessioni e consumabili |
| Sicurezza | Protezione termica, sovratensione, sottotensione, mancanza fase, rilevamento torcia e consumabili |
| Garanzia | 2 anni (ricambi e manodopera) secondo condizioni |
| Riparabilità | Ricambi disponibili tramite SAV GYS |
| Norme EMC | Classe A, conforme CEI 61000-3-11 |
Domande frequenti - Neocut 105 GYS
Domande degli utenti su Neocut 105 GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Affettatrice in formato PDF gratuitamente! Trova il tuo manuale Neocut 105 - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Neocut 105 del marchio GYS.
MANUALE UTENTE Neocut 105 GYS
Macchine da taglio plasma trifase
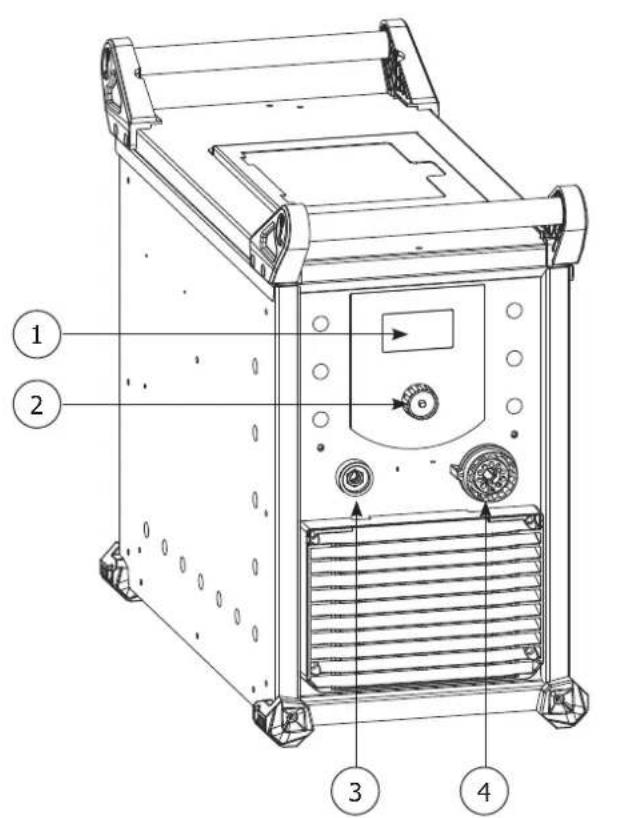
FIG-1
INSTRUCTIONS DE SECURITE
CONSIGNE GÉNÉRALE


ISTRUZIONI DI SICUREZZA
ISTRUZIONI GENERALI

Queste istruzioni devono essere lette e ben comprese prima dell'uso. Ogni modifica o manutenzione non individata nel manuale non delve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su quello manuale non potr è essere considerato a carico del fabbricante. In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'attrezzatura.
AMBIENTE
Qesto dispositivo deve essere utilizzato solamente per fare delle operazioni di taglio nei limiti indicati sulla targhetta indicativa e/o sul manuale. Bisognarisipettarele direttive relative alla sicurezza.In casodi uso inadeguato o pericoloso, il fabbricante non potra essere ritenuto responsabile.
Il dispositivo deve essere utilizzato in un locale alla sponze polvere, né acido, né gas inflammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi che durante l'utilizzo ci sa una Buona circolazione d'aria.
Intervallo di temperatura :
Utilizzo tra -10 e +40^ (+14e + 104^)
Stoccaggio fra -20 e +55^ (-4e131^)
Umidità dell'aria:
Inferiore o uguae a 50% a 40^ (104^)
Inferiore o uguate a 90% a 20^ (68^)
Altitudine :
Fino a 1000 m sobre il livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
Il taglio può essere pericoloso e potrebbe causare ferite gravi o mortali.
Il taglio espone gli individui ad una fonte pericolosa di calorie, di radiazione luminosa dell'arco, di campi elettromagnetic (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e d'emananazioni gassose.
Proteggere voi e gli altri, rispetto le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti nella risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo.

Usare quanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione da taglio e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti aicontatto sono particolarmente sconsigliate.

Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di taglio dai raggi dell'arco, dalle proiezioni e delle scorie incandescenti.
Informare le personne nella zona di taglio di non fissare i raggi dell'arco né i pezzi in fusione e di indossare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di taglio arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persona in zona taglio).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non toglire mai le protezioni carter dall'unità di raffreddamento quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabricante non può essere ritenuto responsable in caso d'incidente.
I pezzi appena tagliati sono caldi e possono causare uszioni durante la manipolazione. Durante l'intervento di manutenzione sulla torcia, bisogna assicurarsi che quest'sima sa sufficientemente fredda e aspettare almeno 10 minuti prima di qualsiasi intervento. L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non Cause usioni.
Eportate rendere sicura la zona di lavoro prima di abbandonlar per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, i gas e le polveri emesse dal taglio sono pericolosi per la salute. è necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente. Verificare che l'aspirazione sia efficace controllinga in relazione alle norme di sicurezza.
Attenzione il taglio in ambienti di piccola dimensione necessita di una sorveglianza a distance di sicurezza. Inoltre il taglio di certi materiali contenti piombo, cadmio, zinco, mercurio o berillio più essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. Il taglio è proibito se effettuato in prossimità di grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completeness la zona di taglio, i materiali infammabili devono essere allontanati di almeno 11 metri. Un'attrezatura antincendio deve essere presente in prossimità delle operazioni di taglio.
Attenzione alle proiezioni di materia calda o di scintille anche atraverso le fissure, queste possono essere causa di incendio o di esplosione.
Allontanare le personne, gli oggetti infiammabili e i contentitori molto pressione ad una distanza di sicurezza sufficiente.
Il taglio nei container o tubature chiuse è proibito e se fissi sono aperti devono prima essere svuotati di agli materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente ave una messa a terra. Usare la granezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente quando quest'ultima è alimentata (Torce, pinze, cavi, elettrodi) perché sono collegate al circuito di taglio.
Prima di apree la fonte di corrente di taglio, bisogna disconnetterla alla rete e attendere 2 min. affinche l'insieme dei condensatori sua scaricato. Non toccare allo stesse momento la torcia e il morsetto di massa.
Far sostituire i cavi e le torque danneggiati solo da persone abilitate e qualificate. Dimensionare la sezione dei cavi in funzione dell'applicazione. Utilizzare sempre vestiti secchi e in buono stato per isolarsi dal circuito di taglio. Portare scarpe isolanti, indifferentamente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALE

Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dalsystema pubblico di alimentazione a basaa tensione. Potrebbero esseri difficoltà potenziali per assicurare la compatibilità elettromagnetica in questesiiti, a causa delle perturbazioni condotte o irradiate.
Questo dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa tensione connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio è alto. Se è collegato alsystema pubblico di alimentazione di Bassa tensione, è responsabilità dell'installatore o dell'utilizzatore del materiale assicurarsi, consultando l'operaore della rete pubblica di distribuzione, che il materiale possa essere collegato adesso.
Questi dispositivi sono conformi alla CEI 61000-3-11.
EMISSIONELETTRO-MAGNETICHE

La corrente elettrica che attraversa un qualsiasi conduttore produe dei campi elettrici e magnetici (EMF) localizzati. La corrente di taglio produce un Campo elettromagnetico attorno al circuito di taglio e al dispositivo di taglio.
I campi elettromagnetic EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per gli utilizzatori.
Tutti gli utilizzatori dovanno atteneri alle procedure seguenti al fine di minimizzazione l'esposizione ai campi elettromagnetici provenienti dal circuito di taglio:
- posizionate i cavi di taglio insieme - fissateli con una fascetta, se possibile;
- posizione il vostro busto e la vostra testa il più lontano possibile dal circuito di taglio;
non avvolgete mai i cavi attorno al corpo;
non posizionate il vostro corpo tra i cavi di taglio. Tenete i due cavi di taglio sullo stesso lato del vostro corpo;
collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da tagliare;
non lavorate a bianco, ne sedetevi sopra, ne addossatevi alla fonte di corrente di taglio; - non saldate quando spostate la fonte di corrente di taglio.

I portatori di pacemaker devono consultare un medico prima di usare quello dispositivo di saldatura.
L'esposizione ai campi elettromagnetic durante la saldatura potrebbe ave altri effetti sulla salute che non sono ancora conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
d'entrata. In agli caso, le perturbazioni elettromagnetice devono essere ridotte fino a non essere più fastidiose.
Valutazione della zona di taglio
Prima di installare un dispositivo di taglio ad arco, l'utilizzatore deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisognata tenere conto di cui che segue:
a) la presenza sopra, molto e accanto al disposito di taglio ad arco di altri cavi di alimentazione, di lavoro, di segnalazione e Telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle personne vicine, per esempio, l'azione di pacemaker o di apparecchi uditi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l'immunità degli altri dispositiivi presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui il taglio o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e delle altre attività svolte sulippo. La zona circostante cui estendersi nelle installazioni
Valutazione dell'installazione di taglio
Oltre alla valutazione della zona, la valutazione delle installazioni di taglio ad arco possono servire a determinare e risolverve i casi di perturbazioni. Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto possonoanche permettere di confermare l'efficacia delle misure di attenuazione.
RACCOMANDAZIONI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTRAMNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di taglio ad plasma a una rete pubblica di alimentazione seconde le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di riformamento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passando in un condotto metallico o equivalente di un materiale di taglio ad arco fissati stabilmente. Converrebbeanche assicurarsi della continuità della schematura elettrica su tutte la sua lunghezza. Conviene collegare il blindaggio alla fonte di corrente di taglio per assicurare il buon contatto elettrico fra il condotto e l'involcro della fonte di corrente di taglio.
b. Manutenzione del dispositivo di taglio ad arco: è opportuno che le manutenzioni del dispositivo di taglio ad arco siano eseguite seguito le raccomandazioni del fabbricante. è opportuno che agli accesso, parte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di taglio ad arco è in funzione. è opportuno che il dispositivo di taglio ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menznionate nelle istruzioni del fabbricante. è opportuno, in particolar modo, che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e mantenuti secondo le raccomandazioni del fabbricante.
c. Cavi di taglio: è opportuno che i cavi siano i più corti possibili, piazzati l'uno vicino all'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da tagliare potrebbero accrescere il rischio per l'operaore di scosse elettriche se costui tocca contemporaneamente质疑 oggetti metallici e l'elettrodo. E opportuno isolare l'operaore di tali oggetti metallici.
e. Messa a terra del pezzo da tagliare: quando il pezzo da tagliare non è collegato a terra per sicurezza elettrica o a causa delle sue dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra più, in certi casi e non sismaticamente, ridurre le emissioni. É opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero augmentare i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, é opportuno che il collegamento fra il pezzo da tagliare alla terra sa fatto diretmente, ma in certi paesi che non autorizzato loizio collegamento diretto, si consiglia che la connessione sua fattà con un condensatore appropriato scelto in funzione delle regole nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante cui il problema di perturbazioni. Protezione dell'intera area di taglio più essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO

La fonte di corrente di taglio è dotata di due maniglie superiore che permettono il trasporto a mano da due persone. Attenzione a non sottovalutarne il peso. Le maniglie possono essere considerate come un mezzo d'imbragatura.
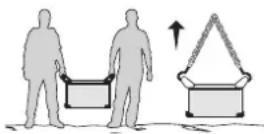
Non usare i cavi o la torcia per spostare la fonte di corrente di taglio. Deve essere spostata in posizione verticale. Non far passare la fonte di corrente al di sopra di persona o oggetti.
INSTALLAZIONDELDISPOSITIVO
- Mettere la fonte di corrente di taglio su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il disposativo di corrente di taglio e accedere ai comandi.
- Non utilizzare in un ambiente con polveri metalliche conductrici.
Il materiale è di grado di protezione IP23, che vuol dire: - aree pericolose protette per impedire il contatto con corpi solidi di diam >12.5mm e,
- protezione contro la pioggia diretta a 60^ in relazione alla verticale.
Questo materiale poe essere usato in ambiente esterno all'aperto in conformità con il grado di protezione IP23.
I cavi di alimentazione, di prolunga e di taglio devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo disposivo.
MANUTENZIONE / CONSIGLI


Le manutenzioni devono essere effettuate solo da personale qualificato. è consigliata una manutenzione annuale.
- Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul disposito. All'interno, le tensioni
e l'intensità sono elevate e pericolose.
Regolarmente, toglire il coperchio e spolverare all'auto del soffiatore. Cogliere l'occasion per far verificare le connessioni elettriche con un utensile isolato da persona qualificate.
- Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualifica simile, per evitare pericoli.
- Lasciare le uscite d'aria della fonte di corrente di taglio libero per l'entrata e l'uscita d'aria..
- Verificare che il corpo della torcia non presenti fissure o fili esposti.
- Verificare che i ricambi siano installati correttamente e non siano logori.
Manutenzione del filtro a aria:
Purga del contento della vaschetta del filtro:
- Scollegare l'alimentazione dell'aria.
- Allentare il rubinetto nella parte bassa della vaschetta del filtro girando in senso antiorario.
- Premere il rubinetto verso l'alto per evacuare I'acqua della vaschetta.
Rstringere il rubinetto nella parte bassa della vaschetta del filtrgo girando in senso orario.
Rimozione dell'elemento filtrante:
- Scollegare l'alimentazione dell'aria.
- Afferrare la vaschetta e svitarla dal corpo rotandola in senso antiorario.
- L'elemento filtrante (bianco) cui si sono soffiato o sostituito in funzione del suo stato.
Rimontaggio dell'elemento filtrante:
Rimettere I'elemento filtrante nella vaschetta, verificare la presenza di una guarnizione nella parte superiore. - Riavvitare la vaschetta sul corpo girando in senso orario.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le personne esperte e abilitate dal fabbricante possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato alla rete.
| NEOCUT 105 NEOCUT 125 | Rif. 067448 | |||
| Rif. 063044 Rif. | 063112 Rif. 067431 | |||
| 4 m | ✓ | ✓ | ✓ | ✓ |
| collegamenti pneumatici | ✓8 mm + 10 mm 8 mm | ✓+ 10 mm 8 mm + 10 mm | ✓8 mm + 10 mm | ✓ |
| 6 m | - | ✓ | ✓ | |
| kit di avviamento | - | ✓ | ✓ | |
Gli accessori forniti con il generatore devono essere utilizzati escludivamente con quello prodotto.
DESCRIZIONE
Il NEOCUT è una sorgente di taglio e scriccatura Plasma trifase, permette :
- il taglio di qualsiasi metallo
- la scriccatura su qualsiasi metallo
- la marcatura su qualsiasi metallo
Questi tre procedimenti richiedono l'impiego di ricambi appropriati e di aria compressa o azoto.
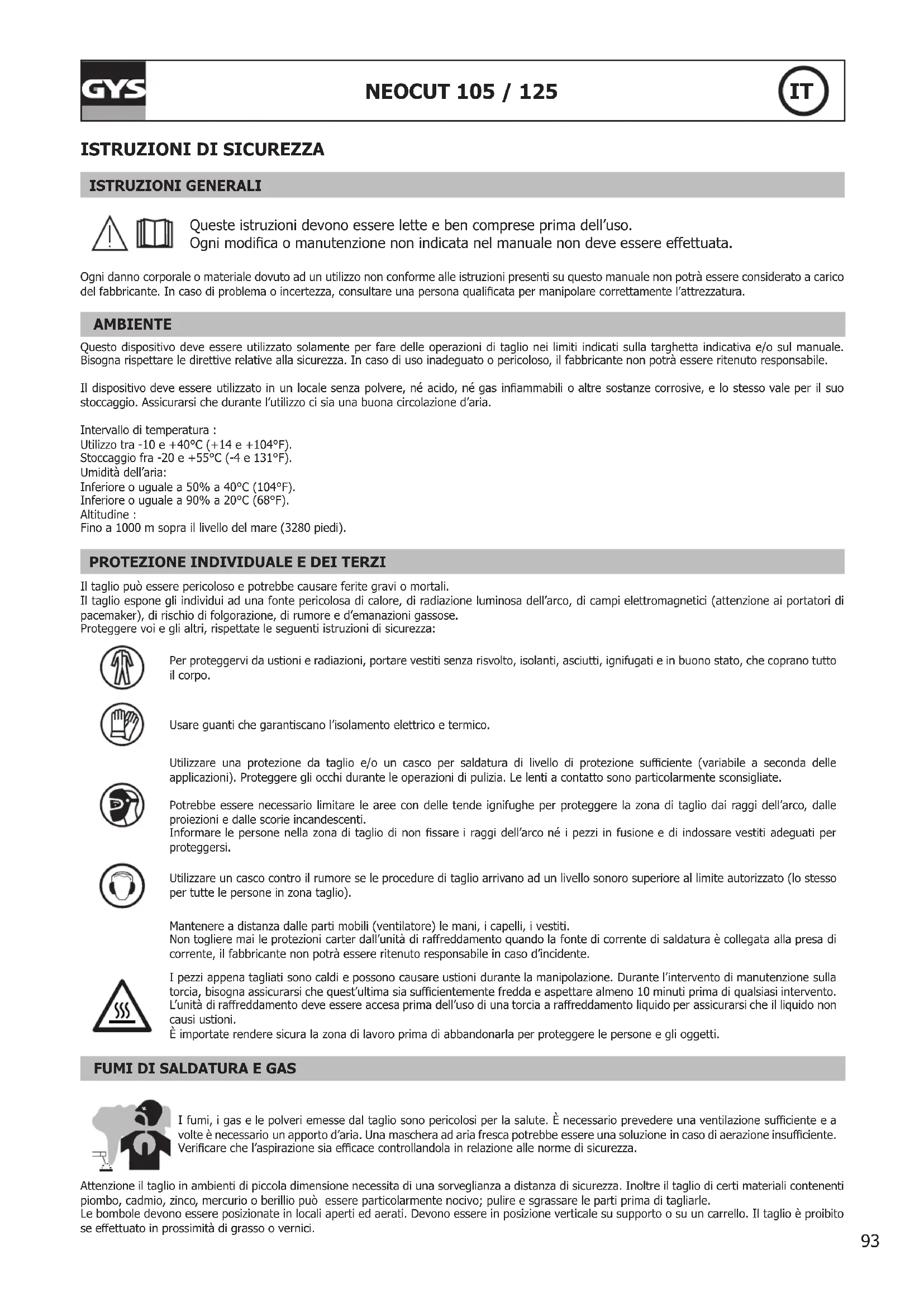
DESCRIZIONE DEL DISPOSITIVO (FIG. 1 - PAGINA 2)
1-Schemo di visualizzazione 7-Manici per il trasporto
2- Manopola di regolazione 8- Posizione per il raccordo pneumatico
3- manicotto di raccordo della pinza di massa 9- Cavo di alimentazione
4- Connettore torcia plasma 10- Commutatore avvio / arresto
5- Portello di installatione del connettore CNC 1 analogico (opzionale, rif. 039988) o CNC 2 digital (opzionale, rif. 064737)
6- Portello di installmente del connettore CNC 3 digitale Retrofit (opzionale, rif. 068957)
11-Filtro
ALIMENTAZIONE ELETTRICA / AVVIO
- Il NEOCUT 105iene fornito con una spina 32A del tipo EN 60309-1.
- Il NEOCUT 125iene fornito alla spina, si consiglia di utilizzare una spina 63A del tipo EN 60309-1.
Queste sorgenti di corrente devono essere utilizzate solo su un impianto elettrico quadrilare trifase 400V (50-60 Hz) con un neutro collegato a terra. - La corrente effettiva assorbita (I1eff) è indicata sul disposito, per le condizioni d'uso ottimali. Verificare che l'alimentazione e le protezioni (fusibile e/o disgiuntore) siano compatibili con la corrente necessaria in uso. In certi paesi, potrebbe essere necessario cancellare la spina per permettere l'uso del disposito in condizioni ottimali.
- Il disposito è progettato per funzionare con una tensione elettrica di 400V + / - 15% . Si mette in protezione se la tensione di alimentazione è inferiore a 340Veff o supereiro a 460Veff (un codice predefinito apparirà sullo schermo dell'IHM).
Laccion si effettua ruotando il commutatore avvio/stop (FIG 1 - 10) sulla posizione I, mentre l'arresto si effettua ruotando sulla posizione O.
Attenzione! Non scollegare mai alla presa quando il dispositorio è molto carica.
COLLEGAMENTO AD UN GRUPPO ELETTRIGENO
Questo dispositivo pue funzionare con gruppi elettrogeni a condizione che la potenza ausiliaria risponda alle esigenze seguenti:
- La tensione deve essere alternata, regolata come specificato da 400V + / - 15% , e di tensione di picco inferiore a 700V,
- La frequenza deve essere compresa tra 50 e 60 Hz.
Queste condizioni devono essere imperativamente verificate, perché diversi generatori producono picchi di alta tensione che sono danneggiare i dispositivi.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolonghe devono ave una dimensione e una sezione appropriate alla tensione del disposivo. Usare una prolonga in conformità con le regolamentiazioni nazionali.
| Tensione d'entrata Sezione della prolunga (<45m) | ||
| NEOCUT 105 | 400 V | 4 mm2 |
| NEOCUT 125 6 m2 | ||
ALIMENTAZIONE IN ARIA
L'entata d'aria quo essere alimentata da un compressore o da bombole ad alta pressione. Un manometro alla pressione deve essere usato su ogri alimentazione e deve essere capace di dirigere il gas all'entrata d'aria dei trancitori plasma. Questi dispositivi sono forniti con un filtr d'aria integrato (5 m) , ma un filtr supplementare potrebbe avverarsi necessario a seconda della quantita d'aria usata (filtr impurità in opzione, rif. 039728).

In cas di quantita erronea d'aria, la velocità di taglio è ridotta, la qualità del taglio si deteriorara, la capacità di spessore del taglio diminuisce e la durata di vita dei ricambi è ridotta.
Per un rendimento ottimale, l'aria compressa deve rispondere alle norme ISO8573-1, classe 1.2.2. Il punto di vapore massimo deve essere - 40^ . La quantità massima d'olio (aerosol, liquido e vapore) deve essere di 0.1mg / m3 .
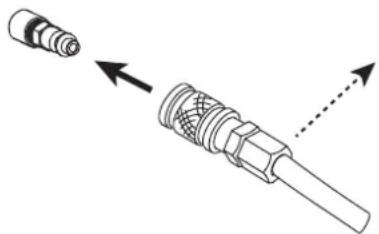
Collegare l'alimentazione gas alla fonte di corrente per mezzo di un tubo a gas inerte di diametro interno di 9,5 mm e di un commutatore a raccordo rapido.

La pressione non deve eccedere 9 bar, la vasca del filtrto potrebbe esplodere.
La pressione d'entrata consigliata durante la circolazione dell'aria è compresa fra 5 e 9 bar con un flusso minimo di 305 L/min.
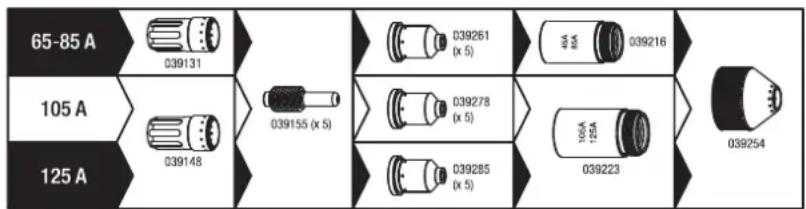
SCELTA DE MATERIALE DI CONSUMO
- Taglio manuale contorcia MT 125 (6 m : rif. 039506, 12 m : rif. 039513) :
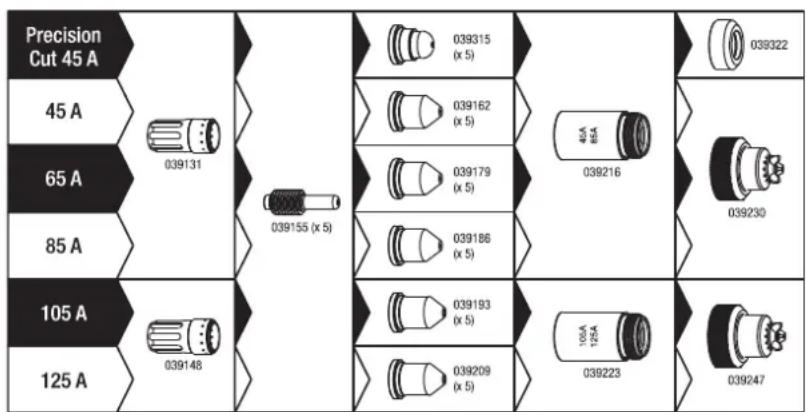
- Taglio automatico con torcia AT 125 (6 m : rif. 038479, 12 m : rif. 039520, 15 m : rif. 069787, 20 m : rif. 069794) :
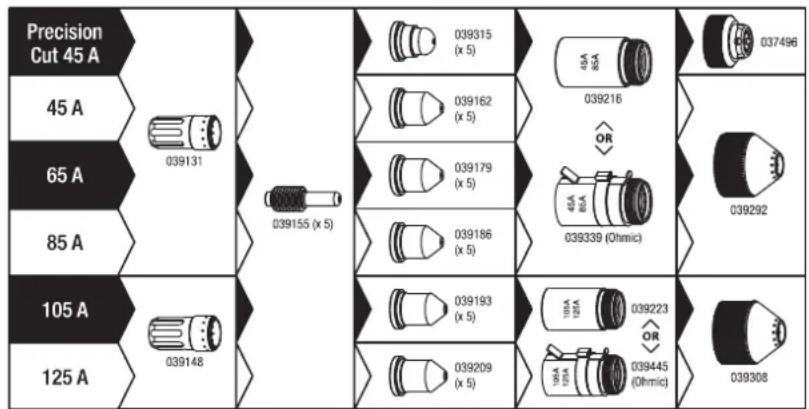
- Taglio automatico con torcia AT 160 (6 m : rif. 067479, 12 m : rif. 067486, 15 m : rif. 069800, 20 m : rif. 069817) :
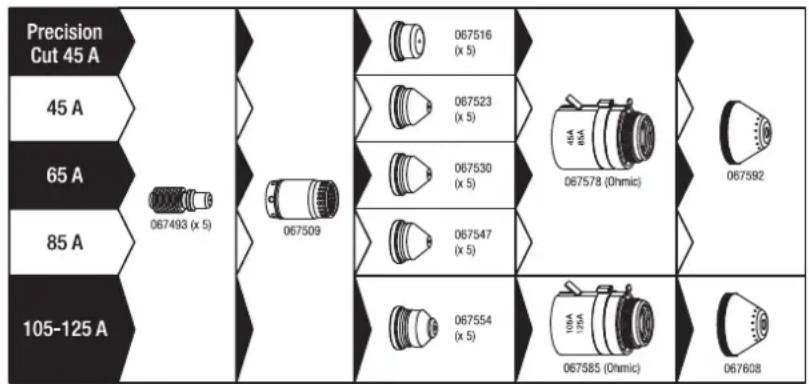
- Scriccatura con torcia MT 125 (6 m : rif. 039506, 12 m : rif. 039513) :
REGOLAZIONE DELLA CORRENTE DI TAGLIO

Al fine di ottenere le prestazioni previste e garantire la corretta durata dei ricambi, assicurarsi di regolare la corrente in modo che corrisponda ai valori indicati sui ricambi (esempio 45A = 45 ampere).
La regolazione si effettua simplicemneteattraverso la manopola dello schermo principale.
REGOLAZIONE DELLA PRESSIONE DELL'ARIA
Il NEOCUT è dotato di un regolatore di pressione comandata elettronicamente, la regolazione della precisione si effettuaattraverso l'THM (vedere pagine seguenti).
Per ottenere delle performance e delle durate di vita dei consumabili ottimali è molto importante :
- Definire la lunghezza della torcia
- Utilizzare la modalità più adatta ai consumabili scelti
- Utilizzare la corrente più adatta ai consumabili scelti
- Lasciare la regolazione della pressione in « auto »
E' raccommando verificare che i parametri scelti sull'THM siano adeguati alla configurazione reale, in apricolare in caso di :
- Cambio di punto di raccordo o d'installazione pneumatica
- Cambio della lunghezza della torcia
- Cambio del tipo di consumabile
- Dubbio
E' possible verificare il circuito pneumatico grazie alla funzione « test air», esta permette inoltre di verificare se la pressione fornitra dal compressore è sufficiente (vedere pagine seguenti).
SCELTA DELLA MODALITA DI TAGLIO
| Taglio / taglio con grilletto bloccato Utilizzato una di queste due modalità per effettuire i lavori di taglio su lamiera piana. Una pressione sul pulsante permette di create l'arco, l'arresto avviene per rilascio del pulsante seguito alla «foratura» (l'arco si arresta da solo). Per i tagli di grande lunghezza è possibile utilizzato la modalità grilletto bloccato, in quello caso il grilletto può essere rilasciate durante il taglio. Questo diminuisce laatica e permette di tenere ma mano un po è più lontano alla zona di taglio. | |
| Scriccatura / scriccatura con grilletto bloccato Utilizzato una di queste due modalità per effettuire i lavori di scriccatura. Una pressione sul pulsante permette di create l'arco, l'arresto avviene per rilascio del pulsante seguito alla «foratura» (l'arco si arresta da solo). Per i tagli di grande lunghezza è possibile utilizzato la modalità grilletto bloccato, in quello caso il grilletto può essere rilasciate durante il taglio. Questo diminuisce laatica e permittede di tenere ma mano un po è più lontano alla zona di taglio. | |
| Taglio di lamiere traforate Utilizzato esta modalità per effettuire dei lavori di taglio su delle lamiere traforate che necessitano di arresto / ripresa di tagli ripetitivi. Si tratta di una modalità di taglio in cui l'arco si riavvia fine a quando viene mantenuto il pulsante torcia premuto. Questa modalità permette inoltre un lavoro confortevole poichè risparnia all'operaatore di rilasciare e premere costamente sul pulsante. | |
| Marcatura Questa modalitàCompatible con tutti i consumabili da taglio funzionna a corrente debole, permette di marcare in superficie le lamiere. Particularmente utile per il taglio automatizzato per iscrivere per esempio dei riferimenti, dei numero di fatto... Questa modalità è ugualmente accessibile con una torcia manuale. |
PRIMO AVVIAMENTO
Al primo avviamento, il diuspositivo domanda di configurare i seguenti parametri:
| 1 | ENGLISH I (FR) FRANCAIS (DE) DEUTSCH (IT) ITALIANO (ES) ESPANOL (NL) NEDERLANDS (RUI) RUSSKRIY | 2 | Im. /bar ft. /psi | |
| Lingua Le unità di misura (m./bar o ft./psi) | ||||
| 3 | I MT/AT-125 MT/AT-160 | 4 | 16.0-7.6m/20ft-23ft 12.0m/40ft 15.2m/50ft 20.0m/60ft | 3-4: Regolazione importante per il buon funzionamento del prodotto. Questo dato viene sfruttato dal generatore per calcolo e applicare la pressione ottimale di funzionamento. |
| Modello di torcia (solo NEOCUT 125) | Lunghezza della torcia di ascesa sul prodotto | |||
Un a tioe d la manopola s po a cse dei a selec tion desiderata, premdo la manopola si confema la selezione.
Nota : In caso di erre di scelta quosti parametri poissono essere modificati (vedere menu setup)
NAVIAGAZIONE NELL'IHM
UTILIZZO DELLA MANOPOLA


La rotazione della manopola permette
- una regolazione di un poarametro digitale (corrente, pressione)
- lo spostamento del cursore per trovare la selezione
Premere la manopola
-permette di convalidare una scelta (puntata dal cursore)
- permette di accedere alla barra degli utensili dopo lo schermo principale o dopo lo schermo di regolazione pressione
SCHERMO PRINCIPALE (REGOLAZIONE DELLA CORRENTE) :
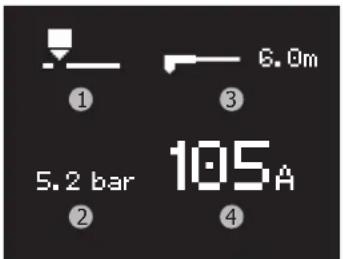
Questo schermo mostraa gli avvianti della macchina :
1- Modalità di8 funzionamneto
2- Pressione in corso*
3-Lunghezza della torcia selezionata
4- Corrente
La regolazione della corrente si effettua direttamente dopo esta schermata.
*Una freccia che punta verso l'alto o verso il basso poto apparire a destra della pressione quando la pressione et statee sregolata dall'utilizzatore, la freccia si cancella quando la pressione regolata è ottimale o quando la regolazione della pressione viene regolata in modalità « auto
BARRA DEGLI UTENSILI (accesso premendo la manopola)

1- Accesso allo schermo di selezione della modalità
2- Accesso allo schermo principale (regolazione della corrente)
3- Accesso allo schermo di regolazione della pressione
4- Accesso al menu Setup
SELEZIONE DELLA MODALITA

6 modalità sono disponibili, per fare una Buona sceltafare riferimento al capitolo « scelta della modalità ».
REGOLAZIONE DELLA PRESSIONE
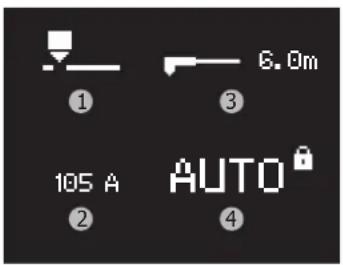
In automatico, lo schermo si presenta nella seguente maniera :
1- Modalità di funzionamento
2-Corrente
3-Lunghezza della torcia
4- Pressione*
*La pressioneiene bloccata in automatico (materializzata per l'iscrizione AUTO il lucchetto chioso) : la macchina si incarica di regolare il buon valore della pressione un funzione di differenti parametri (come la corrente, la modalità, la lunghezza della torcia)
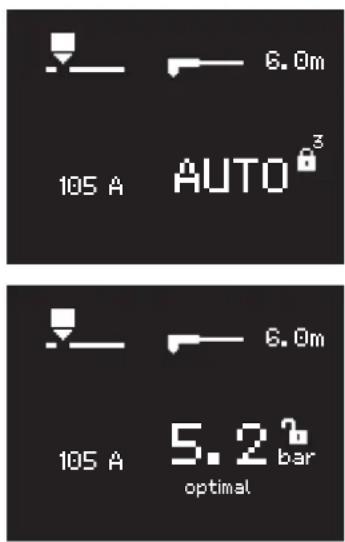
Per spostare la regolazione della pressione in modalità manuale, bisogna premere a lungo sulla manopola: un conteggio incomincia a fianco al lucchetto.
Un rilascio della manopola durante il conteggio annulla l'azione di sblocco della pressione.
Alla fine del conteggio il seguente schermo appar:
- lucchetto aperto (che simbolizza che la regolazione è possibile)
- la pressione in corso viene molto restrata (il valore corrisponde al valore utilizzato in modalità automatica)
- Un bar-graph arrivagnato da un valore da la tendenza (il testo « ottimale » viene molto quando il valore scelto correponde perfettamente al valore che verrebbe utilizzato in automatico)
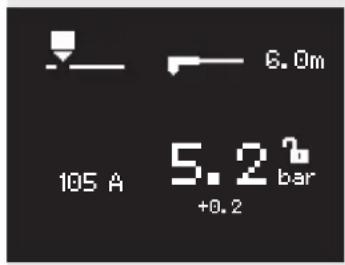
Esempio di una regolazione di pressione superiore al valore ottimale di +0.2bar Per ritornare alla regoalione automatica bisogna premere a lungo sulla manopola : un conteggio incomincia a fianco al lucchetto.
Allafinelconteggio,la regolazione sarin«AUTO»con illucchetto bloccato.
MENU SETUP
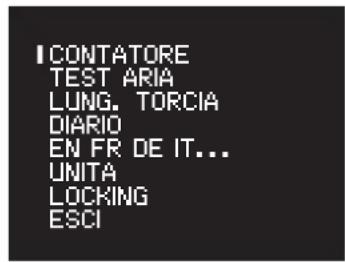
CONTATORI
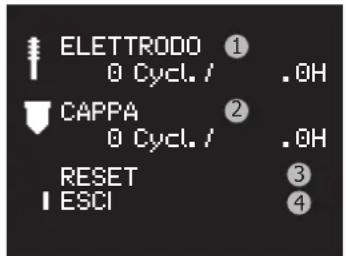
Questo utensile permette di misurare il numero di cici e la durata di taglio dell'ugello e dell'elettrodo
1-Numero di ciclo e tempi cumulati di utilizzo dell'elettrodo
2-Numero di cici e tempi cumulati di utilizzo dell'ugello
3- Menu di azzeramento dei contatori
4-Ritorna al menu Setup
Per avre una conteggio rappresentativo, è necessario
Per ave un conteggio rappresentativo, è necessario sostuire il/gli contatori del/dei consumabili sostuiti.
Il menu di azzeramento dei contatori propone :
1-Azzeramento dei contatori dell'elettrodo
2-Azzeramento dei contatori dell'ugello
3-Azzeramneto di tutti i contatori
4- Ritorno allo schermo precedente
Per effettuare l'azzeramento sciegliere la linea desiderata ruotando la manopola e premere a lungo (un conteggio viene sostrato a destra della linea selezionata), alla fine del conteggio la linea selezionata viene azzerata. Un rilascio della manopola durante il conteggio annulla l'azione.
Note : esta funzione è unicoamente un aiuto per il monitoraggio dell'usura dei consumabili. L'utilizzatore non è costretto ad utilizzato esta funzione e还是很 meno ad azzerare i contatori ad agli lavori di consumabile (nonc'e il blocca della macchina nel caso di un numero di cidi troppo numerousi o di una durata di utilizzo troppo importante).
TEST ARIA
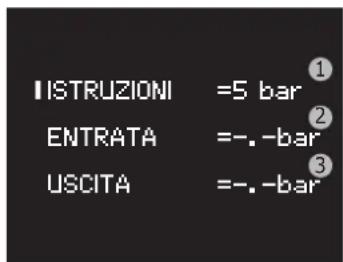
Questo utensile permette di forzare l'aria in uscita del generatore per :
- eliminare il circuito in caso di presenza di umidità in quest'ultimo
- controllare se il rendimento del compressore è sufficiente
1- Regolazione della pressione del test
2- Visualizzazione della pressione in entrata del prodotto
3- Visualizzazione della pressione in uscita del prodotto
Premendo la manopola taglio d'aria si ritorna al menu Setup.
LUNGHEZZA DELLA TORCIA
MT/AT-125 MT/AT-160
Permette di selezionare il modello di torcia (solo per NEOCUT 125)
Regolazione importante per il buon funzionamneto del prodotto. Questo dato viene sfruttato dal generatore per calcolo e applicare la pressione ottimale di funzionamento.
16.0m/20ft
7.6m/25ft
12.0m/40ft
15.2m/50ft
Permette diambiare la lunghezza della torcia
Regolazione importante per il buon funzionamneto del prodotto. Questo dato viene sfruttato dal generatore per calcolo e applicare la pressione ottimale di funzionamento.
GIORNALE
INDPCB:XX.XX
EVOPCB1:XX
EVOPCB2:
SOFTWARE:XX.XX







Visualizzazione del giornale di bordo :
1- Versione delle schede elettroniche
2- Software
3-Numero di accensioni della macchina
4-Tempo totale di taglio
5-Numero di ciclì di taglio
LINGUA
EN ENGLISH
I (FR) FRANCAIS
(DE) DEUTSCH
IT)ITALIANO
(ES) ESPANOL
(NL) NEDERLANDS
(RU) RUSSKIIY
Permette diambiare la lingua corrente
UNITÀ
Im./bar
ft./psi
Permette diambiare le unità in corso :
- Unità SI : lunghezza della torcia espresa in metri e pressione espresa in bar
- Unità imperiali : lunghezza della torcia espresa in piedi e pressione espresa in PSI
LOCKING (BLOCCAGGIO)
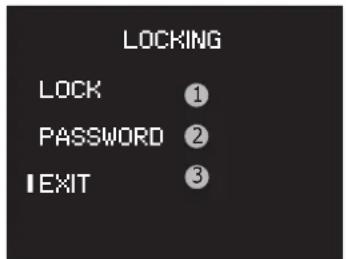
1- Attiva il blocco dell'IHM e ritorna al menu principale
2- Accesso alla modifica della password
3-Uscita dal menu (senza bloccare)
Scelta della password
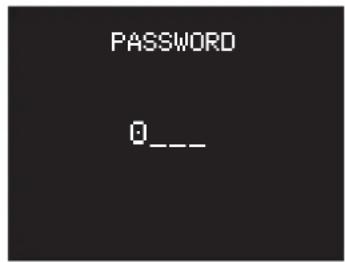
Ruotare la manopola per selezionare la prima cifra e poi validare premendo sulla manopola. Ripetere l'operazione per le 3 cifre restanti.
Una volta modificata la password, la visualizzazione ritorna sul menu LOCKING con il cursore posizionato su «LOCK». La password di default è 0000.
Sblocco
Il lucchetto simbologiegia che lo schermo è bloccato.
Per sbloccare lo schermo, tenere premuto a lungo la manopola fine del conto alla rovescia (3 secondi). Inserire la password di sblocco.
Dopo 3 inserimenti errati della password, l'interfaccia si blocca e chiede un codice di sblocco a 6 cifre (SUPER PASSWORD). Questo codice non può essere modificato: 314159.
SVOLGIMENTO DI UNA SEQUENZA DI TAGLIO
1- Alla pressione sul pulsante un arco si forma: l'arco-pilota. Si tratta di un arco di bassa potenza stabilito tra l'elettrodo e l'ugello, consente l'innesco sulla lamiera da tagliare.
2- Quando l'arco pilota tocca la lamiera, la taglierina plasma rileva l'innesco. L'arco circola alla tra l'elettro do e la lamiera, il generatore aumenta la corrente fino al valore impostato dall'operaatore.
3- Alla fine del taglio (rilascio del pulsante o foratura) l'arco si arresta, l'aria continua a uscire per diverse decine di secondi per raffreddare la torcia e i materiali di consumo.
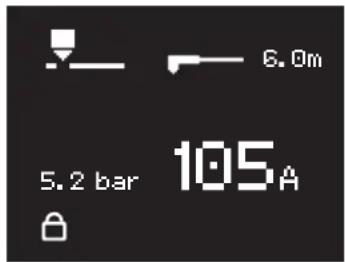
VISUALIZZAZIONE DURANTE IL TAGLIO

1-Richiamo della modalità in corso
2-Misura della pressione all'avvio del prodotto
3-Misura della tensione d'arco
4- Consegnadi corrente
5-Richiamo della pressione in uscita
6-Misura di corrente
TAGLIO MANUALE A PARTIRE DAL BORDO DEL PEZZO.

Con il morsetto di massa fissato al pezzo, Maintainere la torcia perpendicularare (90^) all'estremità del pezzo.
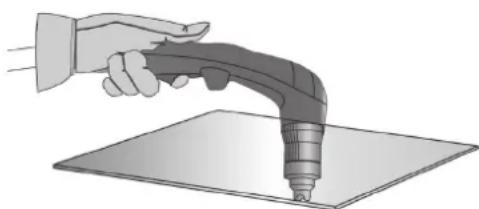
Premere sul pulsante della torcia per avviare l'arco forn a cheesso sua completa-
mente avviato sul pezzo da tagliare.
3 Quando il pezzo è iniziato, trascinare leggermente il pattino sul pezzo per continuare a tagliare. Cercare di Maintainere un ritmo regolare.
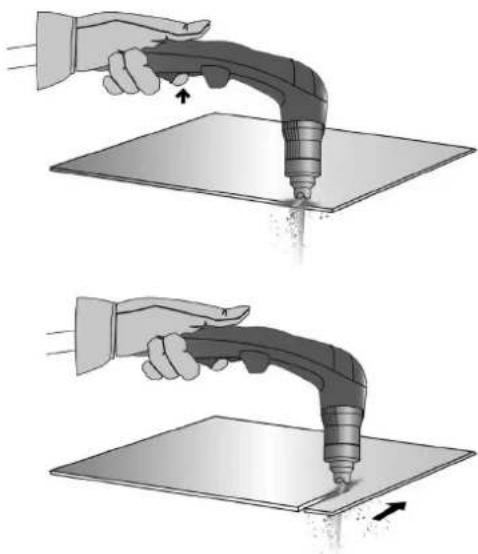
INIZIO DEL TAGLIO A LAMIERA INTERA:
Il morsetto di massa è fissato al pezzo, mantenera la torcia a un angolo di circa 30^ sul pezzo da tagliare.

Premere sul pulsante della torcia per avviare l'arco mantenendo l'angolo di 30^ in relazione al pezzo. Far girare lentamente la torcia verso una posizione perpendiculara (90^)

③ Immobilizzare la torcia tenerdo il pulsante premuto. Se le scintille escono dal basso del pezzo, l'arco ha perforato il materiale.
4 Quando il pezzo e iniziato, trascinare leggermente il pattino sul pezzo per continuare a tagliare. Provar a mantenere un ritmo regolare.
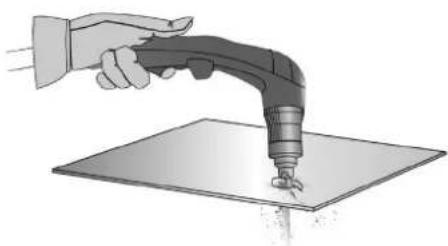
SCRICCATURA
Con il morsetto di massa fissato al pezzo, Maintainere la torcia a un angolo di circa 45^ sul pezzo, mantenendo il pattino speciale per scriccatura a circa 2mm del pezzo prima di avviare la torcia.

Premere sul pulsante della torcia per avviare l'arco mantenendo l'angolo di 45^ sul pezzo a seconda della penetrazione della scriccatura.

Spingere Iarco plasma nel senso della schiccatura che si considera creare. Mantenere una distanza minima tra il pattino della torcia e il metallo fuso per evitare di ridurre la durata di vita del ricambio o di danneggiare la torcia.

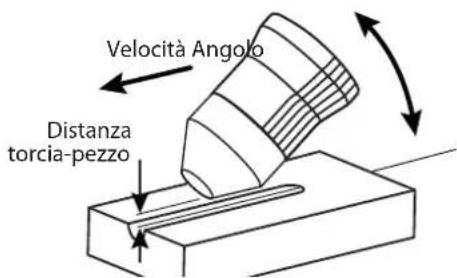
PROFILO DI SCRICCATURA
Si può variarè il profilo della scriccatura variando la velocità della torcia sul pezzo, la distanza torcia-pezzo, l'angolo della torcia sul pezzo e la corrente d'uscita della fonte di corrente.
MODIFICA DEL PROFILO DELLASCRICCATURA
| VOLUNTÀ | Larghezza | - | + | + | - | - | + | + | - |
| Profondità | - | + | - | + | - | - | + | - | |
| Solutioni | Aumentare la velocità | Ridurre la velocità | Aumentare la distanza torcia-pezzo | Ridurre la distanza torcia-pezzo | Aumentare l'angolo | Diminuire l'angolo | Aumentare la corrente | Ridurre la corrente | |
SICURE
Le sicure impedisco il funzionamneto del prodotto ma sono generalmente dovvute a un erro di manipolazione, una dimenticanza della parte dell'utilizzatore o a un problema dell'ambiente. La tabella qui sotto guida l'utilizzatore per risolverve lui stesso il problema.
| Icona all'apparizione della sicura | Icona di richiamo | Significato Rimedi | |
| Torcia assente | AX | Torcia scollegata | Collegare una torcia. Se il problema persistsiste quando una torcia è collegata, bisogna far controllinge il cablaggio della torcia o sostuire la torcia. |
| Torcia non riconosciuta | AX | Torcia non riconosciuta | Collegare una torcia compatible con il prodotto. Se il problema persistsiste quando una torcia è collegata, bisogna far controllinge il cablaggio della torcia o sostuire la torcia. |
| Ugello assente | AX | Ugello smontato Controllare la presenza di tutti i consumabili e riavvitare l'ugello. | |
| A&R Aria assente | AIR | Senza aria Collegare l'aria e verificare la pressione del compressore | |
| AIR Aria insufficiente | AIR | Pressione in entrata insufficiente | Collegare l'aria compressa, verificare la compatibilità del raccordo d'aria utilizzato, verificare che il compressore sia alimentato elettricamente. |
| AIR Input in svrapressione | AIR | Pressione d'entrata troppo alta | La pressione d'entrata è superiore a 9 bar |
| Scollegare la fonte d'aria, controllare la pressione del compressore, abbassare la pressione di questo. Aggiungere se necessario un re-goltore di pressione tra l'uscita del compressore e l'entrata d'aria della macchina taglio plasma. | |||
| Se vengono visualizzate le icone di sicurezza di cui sopra, il taglio è Vietato ma la navigazione nell'THML è comunque possibile. | |||
| Protezione termica | Il dispositivo è utilizzato{othersin o a una tempe-ratura troppo elevata o in uno spazio confinato. Lasciar raffreddare il dispositivo, migliorare la sua aerazione | ||
| Souratensione | Sovratensione | ||
| Tensione debole | Sotto tensione | Se la sovra-tensione o la sotto-tensione sono passeggere, la macchina da taglio si riavviere lui stati après 15 secondi di non difetto. Nel caso contrario o nel caso di assenza di fase, far controllare l'installazione elettrica da un elettricista. | |
| Manca una fase | Assenza di fase | ||
| Riprovarè | L'arco pilota non è stabile | Ciò è douvuto probabilitmente ai consumabili, verificare il loro stati e sostituirli se necessario. Riprovare. | |
| Dopo 3 tentivi怎么会 successo, un codice erre apparirà (E05 o E06). | |||
| Puls. torcia premuto | Pulsante premuto all'avvia-mento. | Rilasciare il pulsante della torcia per continuare. Se il pulsante non è fisicamente premuto, fate controllare il cablag-gio della torcia. | |
ANOMALIE, CAUSE, RIMEDI
Le anomalie comportano un arresto immediato della macchina taglio plasma, la navigazione nell'THM non è permessa.
| Logo Codice | Messaggio | Cause possibili Rimedi | ||
| STOP | E00 | NTC | Un sensore di temperatura è danneggiato o scollegato. | Verificare il collegamento dei sensori, sostituirli se necessario. |
| E01 | Relay | Il rilascio di potenza non si ferra Restituire il prodotto per la riparazione. | ||
| E02 | Ventola velocita | Il ventilatore non gira. | Verificare se non ci sono corpi estranei che impedisco la rotazione normale del ventilatore. | |
| Il ventilatore non gira abbastanza velocamente | Verificare il collegamento, sostuire la ventola se necessario. | |||
| E03 | Difetto regolatore aria | Il regolatore di pressione non arrivava a regolare la pressione mal-grado un'alimentazione d'aria. | Sostituire il regolatore di pressione. Restituire il prodotto per la riparazione | |
| E04 | ||||
| E05 | Elettr. bloccato aperto | Nessun contatto fra l'elettrodo e l'uglio. | Verificare la presenza di consumabili e il loro stato Cambiarli se necessari. Riavviare la macchina e riprovare. | |
| E06 | Elettr. bloccato chiuso | L'elettrodo non riesce a ritrarsi | Verificare che l'elettrodo non sia saldato all'uglio, verificare che l'elettro do sa ben mobile, cambiare i consumabili | |
| E24 | EEPROM/12C | Guasto della memoria interna. Restituire il prodotto per la riparazione | ||
| - | - | L'arco si ferma dopo 3 secondi di taglio | Nessun rilevamento di corrente nella pinza di terra | Controllare che il morsetto di terra sia ben collegato alla parte da tagliare su una zona pulita (senza ruggine, vernice o grasso). |
| - | - | Il dispositivo non si illumina Assenza d'alimentazione elettrica | Verificare che il cavo di alimentazione del prodotto sia ben collegato alla presa e che l'interruttore sia nella posizione ON |
| - | - | Verificare che il disgiuntore non sia innescato. | |
| - | - | L'arco pilota si interrompe rapida-mente | Consommabili logori |
| - | - | L'arco si interrompe durante il taglio | Velocità di taglio troppo debole su lamiere fine |
| - | - | Contatto della pinza di massa di scarsa qualità | |
| - | - | ||
| - - Altezza di taglio troppo elevata. | Utilizzare un pattino di taglio e mantenerlo in contatto con il pezzo da tagliare. | ||
| - | - | Appropriata Usura prematura dei consumabili. | Corrente di taglio inappropriata ai ricambi impiegati |
| - - Pressione d'aria inappropriata | |||
| - - Aria umida | |||
| Spurgare i filtri dell'aria del disposizio e nella rete dell'aria compressa. Aggiungere il filtrà d'aria addizionale rif. 039728. | |||
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire alla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
Danni dovuti al trasporto.
La normale usura dei pezzi (Es.: cavi, morsetti, ecc.).
Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, riniare il dispositivo al distributore, alleging:
- la prova d'acquisto con data (scontrino, fattura...)
- unanotaesplicativa delguasto.
PIECES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / 3ANYACTN / PEZZI DI RICAMBIO / RESERVE ONDERDELEN
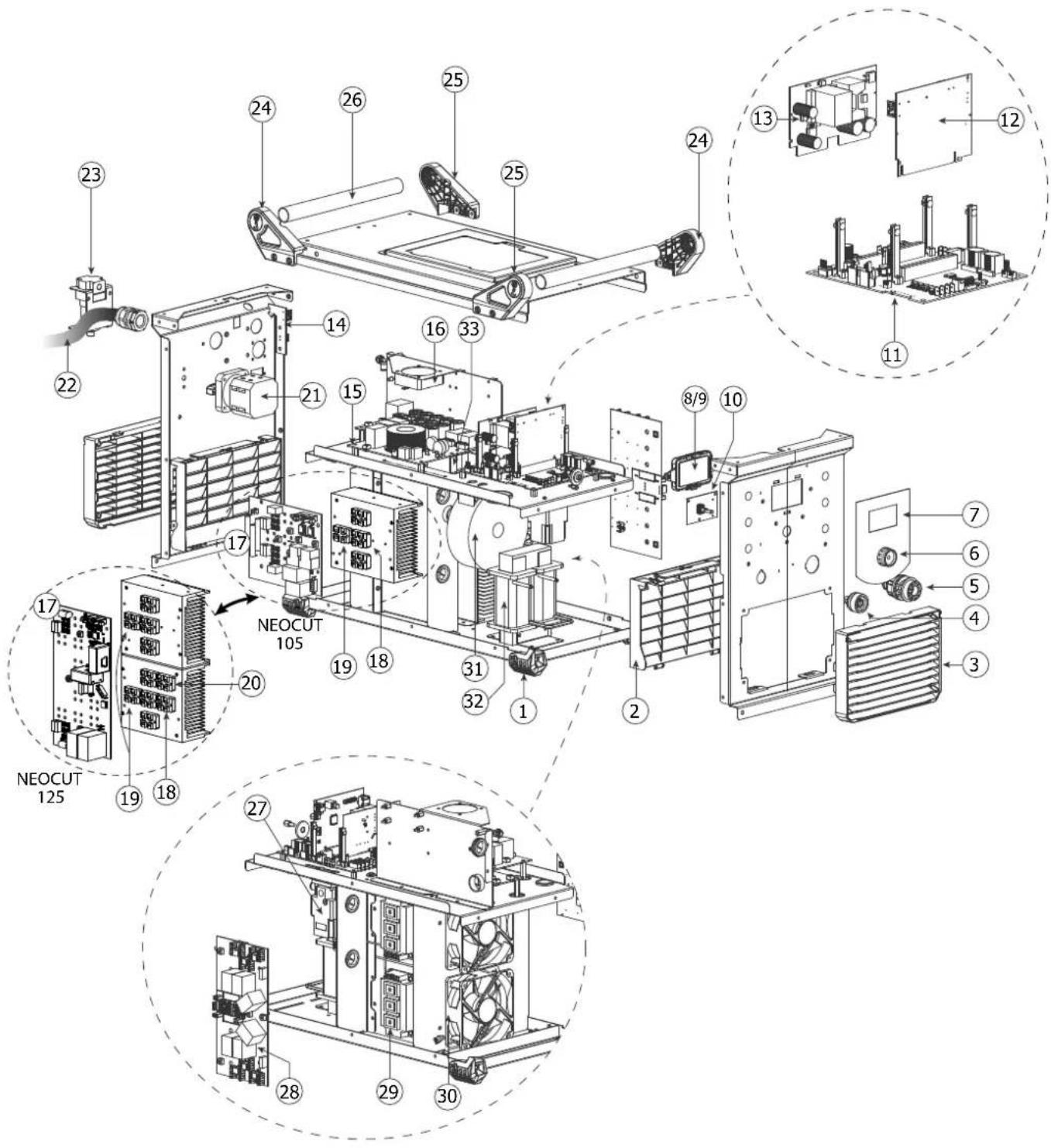
| 1 Pied / Feet / Kantenschutz / Hoxka / Pie / Voetje / Piedino 56120 | NEOCUT 105 125 | ||
| 2 | Grille interieure / Internal grill / Inneres Lüftungsgitter / Bnutyrennaya pueeetka / Rejilla interior / Interne rooster / Griglia interna | 56095 | |
| 3 | Grille extérieure / External grill / Ausseres Lüftungsgitter / Bnutyrennaya pueeetka / Rejilla exterior / Externe rooster / Griglia esterna | 56094 | |
| 4 | Connecteur de pince de masse / Earth clamp connector / Anschluss für das Massekabel / Konnektorp dans zaximma maccs / Conector de pinza de masa / Aansluiting massaklem / Connettolet der morsetto di massa | 51469 51468 | |
| 5 | Connecteur de torch / Torch connector / Anschluss für den Brenner / Konnektorp ropelnik / Conector de antorchaa / Aansluiting toorts / Connetto torcia | F0017 | |
| 6 | Bouton de molette / Knob button / Drehregler / Поворотnamа Кнока / Botón de ruedecilla / Draaiknop / Tasto della rotella | 73020 | |
| 7 | Décor adhesif / Adhesive decoration / Klebefolie / Адгозильный десor / Elemento adhesivo / Zelfklevend decor / Decorazione adesiva | 75117 | |
| 8 | Protection d'écran + support plastique / Screen protection + plastic support / Bildschirm-Schutz + Kunststoffträger / Protector de pantalla + soporte de plástico / Protezione dello schermo + support in plastica | 56175 56172 | |
| 9 | Afficheur / Display / Imdikatop / Indicador / Display / Schermo | 51992 | |
| 10 | Carte IHM / HMI board / Karte für das Bedienfeld / Плata innertfpeisa / Tarjeta IHM / IHM kaart / Scheda IHM | 97789C | |
| 11 | Carte principale / Mainboard / Hauptplatine / Ośnożna plata / Tarjeta principal / Hoofdaart / Carta principale | 97792C | E0060C |
| 12 | Carte de contrôle / Control circuit board / Steuerkarte / Kontróльные плata / Tarjeta de control / Controle kaart / Scheda di controllo | E0050C | |
| 13 | Carte d'alimentation / Power supply circuit board / Versorgungskarte / Плata плтуниya 24/48B / Tarjeta de aliment- tación / Voodingskaart / Scheda d'alimentazione | 97075C | |
| 14 | Carte USB / USB card / USB-Karte / USB-kapta / Tarjeta USB / USB kaart / Scheda USB | 97794C | |
| 15 | Carte CEM et condensateurs / EMC card and capacitors / Karte für EMV und Kondensatoren / EmC-kaptra i konduencaporty / Tarjeta CEM y condensadores / CEM kaart en condensatoren / Scheda CEM e condensatore | 97444C | |
| 16 | Ventilateur 60x60 / Fan 60x60 / Lüfter 60x60 / Benthinattop 60x60 / Ventilador 60x60 / Ventilator 60x60 / Ventilator 60x60 / Ventilator 60x60 | 51018 | |
| 17 | Carte secondaire / Secondary board / Sekundärkarte / Brotuńna plata / Tarjeta secundaria / Secondaire kaart / Scheda secondaria | 97793B E0068B | |
| 18 | Diode secondaire / Secondary diode / Sekundärdiode / Brotuńny diuo / Diodo secundario / Secondaire diode / Diodo secondario | 52206 | |
| 19 | Résistance snubber / Snubber resistance / Snubber-Widerstand / Chy66ep conpotniiblenie / Resistencia snubber / Snubber weerstand / Resistenza snubber | 52270 | |
| 20 | Transistor Mosfet - 52198 | ||
| 21 | Interrupteur / Switch / Netzschalter / В��очател / Interruptor / Schakelaar / Interruttore | 51061 | |
| 22 | Cordon secteur / Power supply cable / Netzleitung / Ceteboi shunp / Cable de connexión electrica / Netsnoer / Cavo corrente | 21470 - | |
| 23 | Filtre / Filter / Фiltr / Filtrto / Filtrto / Filtrto / Filtrto | 71548 | |
| 24 | Flasque poignée A / Plate handle A / Flansch A des Griffs / Руcka phançewsba A / Mango A / Flens handvat A / Impugnatura A | 56190 | |
| 25 | Flasque poignée B / Plate handle B / Flansch B des Griffs / Руcka phançewsba B / Mango B / Flens handvat B / Impugnatura B | 56191 | |
| 26 | Poignée / Handle / Handgriff / Руcka / Mango / Handvat / Impugnatura | 90951GF | |
| 27 | Régruideur de pression / Pressure regulator / Druckregler / Perugliaport dawleney / Regulador de presión / Druckregulator / Regolatore di pressione | 71548 | |
| 28 | Carte piloteage IGBT / IGBT control board / Karte zur Steuerung des Bipolartransistors mit isolierter Gate-Elektronde (IGBT) / Плanta уразаленя IGBT/ Controlekaart IGBT / Tarjeta de control IGBT / Scheda pilotaggio IGBT | 97791B E0069B | |
| 29 | Module IGBT / IGBT module / IGBT-Modul / Modul IGBT / Modul IGBT / Modul IGBT | 52210 | 52208 |
| 30 | Ventilateur 120x120 / Fan 120x120 / Lüfter 120x120 / Benthinattop 120x120 / Ventilador 120x120 / Ventilator 120x120 / Ventilatore 120x120 | 51290 | |
| 31 | Transformateur de puissance | 63731 | |
| 32 | Sel f de sortie | 96161 96178 | |
| 33 | Pont de diodes triphasé | 52196 | |
| - | Pince de masse avec cable / Earth clamp with cable / Erdungsklemme mit Kabel / Pinza de terra con cable / Mor- setto di terra con cavo / Aardingsklem met kabel / Morsetto di terra con cavo | 036932 | 075214 |
| - | Corps de torch / Torch body / Brennerkorper / Cuerpo de la antorchaa / Kopnyc pezaka / Toots lichaam / Corpor torcia | MT-125 AT-125 AT-160 | 71956 71883 -43380 |
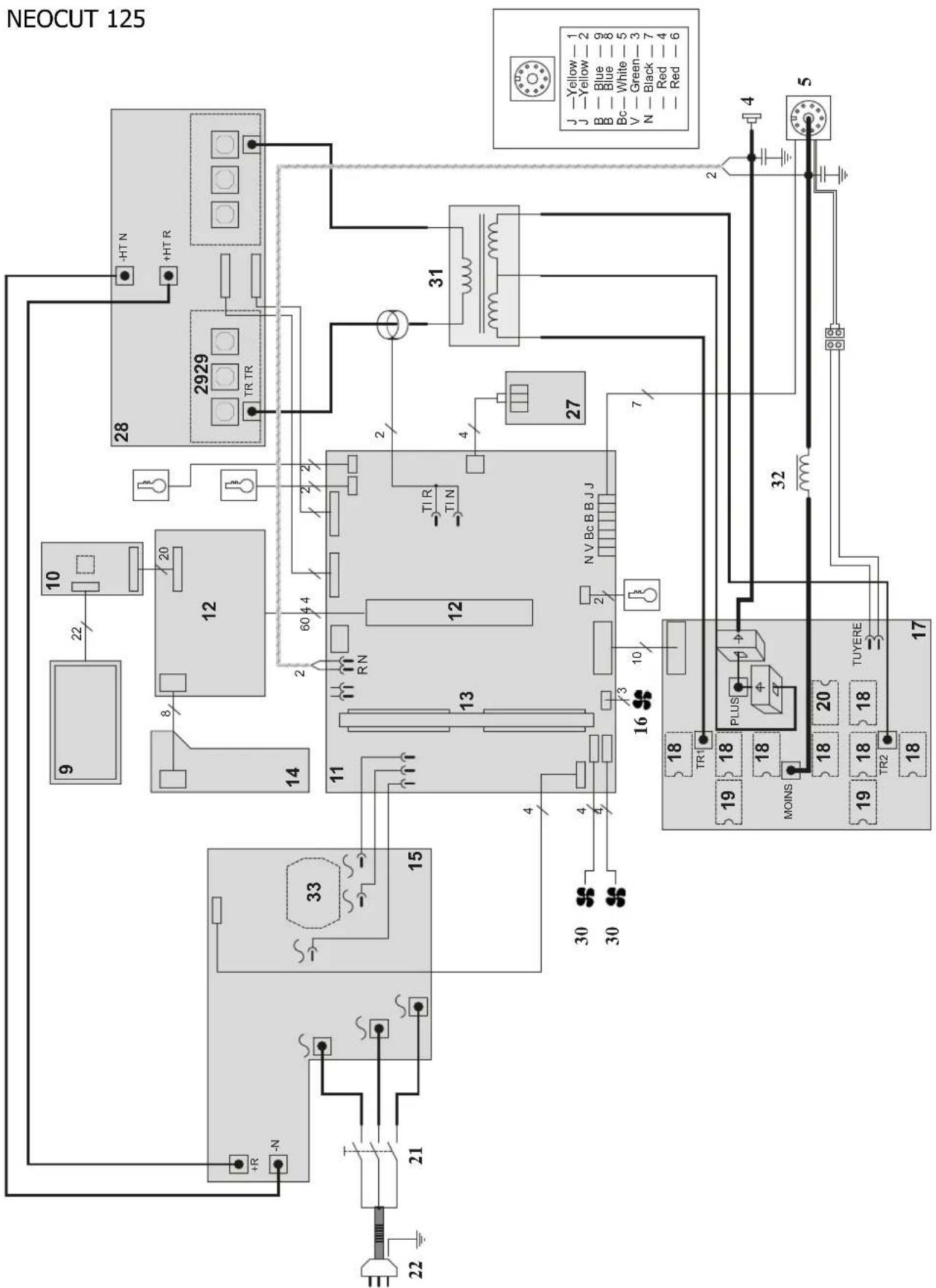
SCHEMA ELECTRIQUE / ELECTRICAL DIAGRAM / SCHALTPLAN / ESQUEMA ELECTRICO / ELEKTRISCH SCHEMA / 3JIeKTPnueCKA CXEMA / SCHEMA ELETTRICO
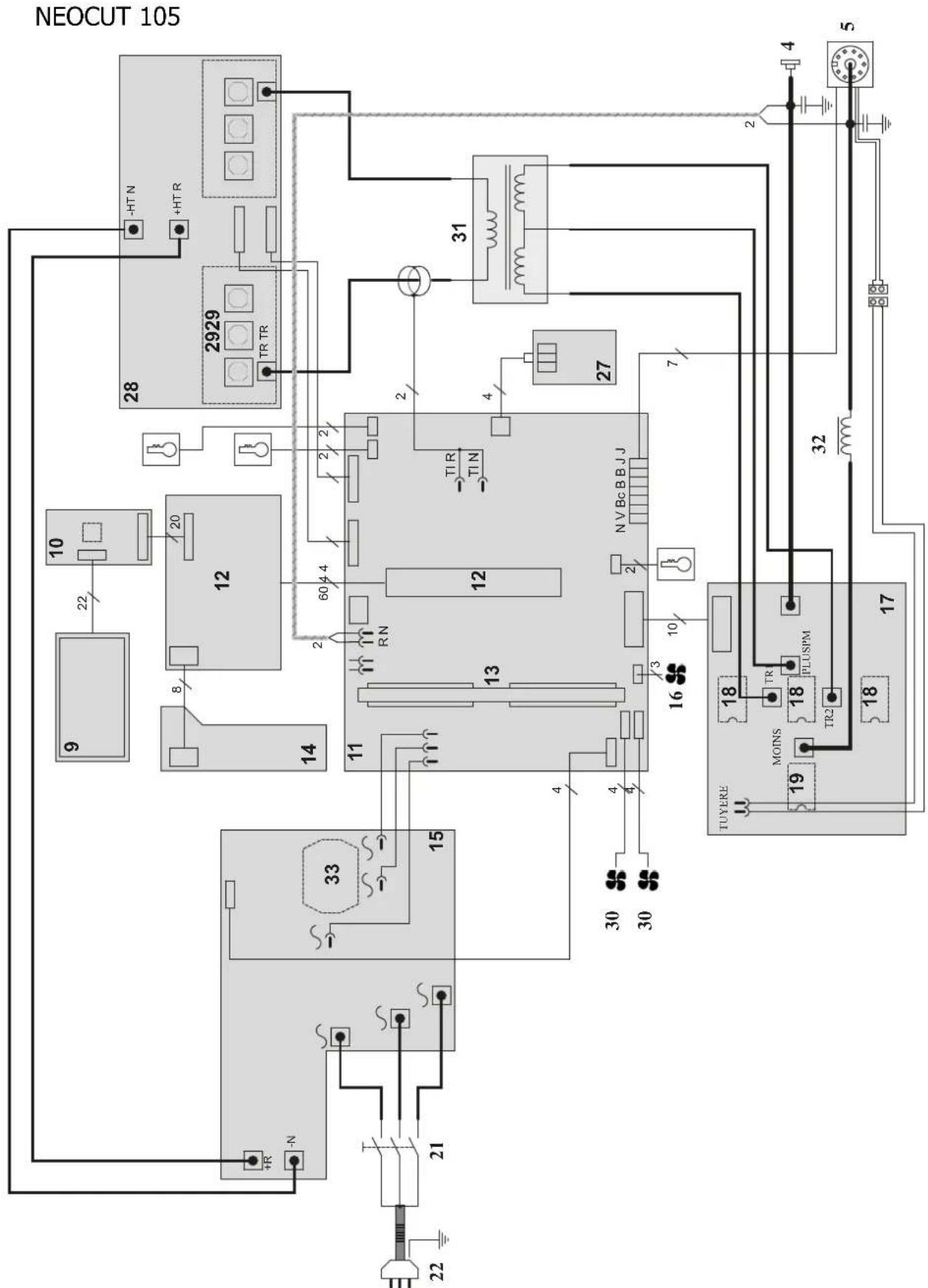
SCHEMA ELECTRIQUE / ELECTRICAL DIAGRAM / SCHALTPLAN / ESQUEMA ELECTRICO / ELEKTRISCH SCHEMA / 3JIeKTPnueCKA CXEMA / SCHEMA ELETTRICO
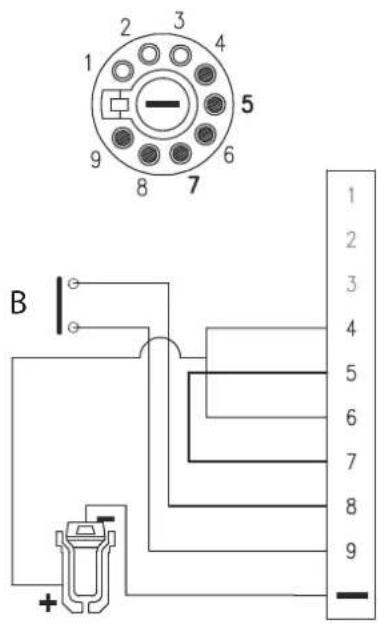
SCHEMA DE CABLAGE TORCHE MANUELLE / MANUAL TORCH CABLING DIAGRAM / VERKABELUNG MIT MANUELLEM BRENNER / CXEMA ПОВODКИ РУнOHI ROPEJIКИ / ESQUEMA DE CABLEDO ANTORCHA MANUAL / BEDRADINGSSCHEMA HANDMATIGE TOORTS / SCHEMA DI CABLAGGIO TORCIA MANUALE
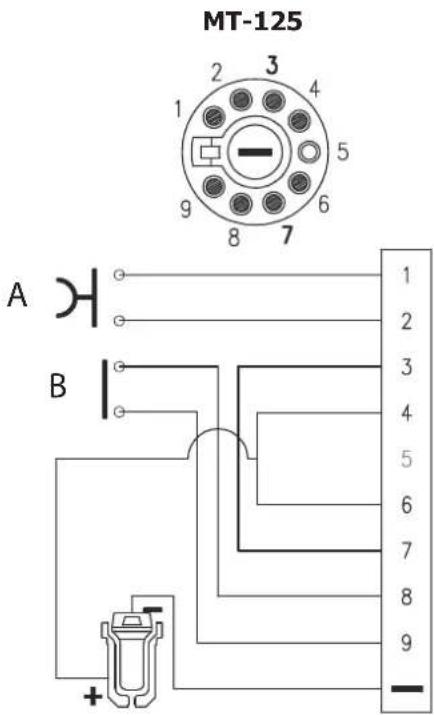
A Gachette / Trigger / Brennertaster / TpuRrep / Gatillo / Trekker / Pulsante di avanzamento
B Sécurité / Safety / Sicherheit / Bezoonachoctb / Seguri-dad / Veiligungid / Sicurezza
SCHEMA DE CABLAGE TORCHE AUTOMATIQUE / AUTOMATIC TORCH CABLING DIAGRAM / VERKABELUNG MIT AUTOMATISCHEM BRENNER / ESQUEMA DE CABLEADO ANTORCHA AUTOMÁTICA / CXEMA IPOBOДКИ ABTOMATΥECKОI ΦОЕЛКИ / BEDRADINGSSCHEMA AUTOMATIESCHE TOORTS / SCHEMA DI CABLAGGIO TORCIA AUTOMATICA
AT-125/AT-160
B Securite / Sarety / Sicichet / BesonacHoctb / Segun-dad / Veiligheid / Sicurezza




