
Gyspot Combi 230 E PRO - Générateur GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Gyspot Combi 230 E PRO GYS au format PDF.
| Type de produit | Générateur de soudage par résistance |
| Marque | GYS |
| Modèle | Gyspot Combi 230 E PRO |
| Alimentation | 230 V monophasé, 50-60 Hz, prise 16 A CEE7/7 |
| Fonctions principales | Débosselage de carrosseries acier et aluminium par traction mono-point et multi-points, soudage de goujons, étoiles, fil ondulé, rivets, rondelles |
| Types de soudage | Soudage par résistance (acier) et par décharge de condensateur (aluminium) |
| Puissance réglable (acier) | Niveaux 1 à 9 |
| Puissance réglable (aluminium) | Tension 50-200 V ou puissance L, 1-9, H |
| Protection thermique | Oui, avec témoin jaune et arrêt automatique temporaire |
| Température d'utilisation | -10°C à +40°C |
| Température de stockage | -20°C à +55°C |
| Humidité maximale | 50% à 40°C, 90% à 20°C |
| Altitude maximale | 1000 m |
| Entretien | Dépoussiérage régulier à la soufflette, vérification des connexions électriques |
| Nettoyage | Décapage des zones de soudage, nettoyage des outils avant utilisation |
| Sécurité | Protection individuelle obligatoire (gants, vêtements ignifugés, cagoule), mise à la terre, éviter les champs électromagnétiques |
| Pièces détachées | Câbles, pistolets, électrodes, goujons, embouts cuivre, outils divers |
| Réparabilité | Maintenance et réparation uniquement par le fabricant ou son service après-vente |
| Garantie | 2 ans (France) contre défauts de fabrication (pièces et main-d'œuvre) |
| Accessoires fournis | Pistolets (avec et sans gâchette), câble de masse, outils (étoiles, pince tire-creux, électrode carbone, etc.) |
| Normes | Classe A, non conforme CEI 61000-3-12, usage professionnel |
FOIRE AUX QUESTIONS - Gyspot Combi 230 E PRO GYS
Questions des utilisateurs sur Gyspot Combi 230 E PRO GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Générateur au format PDF gratuitement ! Retrouvez votre notice Gyspot Combi 230 E PRO - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Gyspot Combi 230 E PRO de la marque GYS.
MODE D'EMPLOI Gyspot Combi 230 E PRO GYS
Ces instructions doivent etre lues et bien comprises avant toute operation.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas etre entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourrait être retenu à la charge du fabricant.
En cas de probleme ou d'incertitude, consulter une personne qualifiee pour manier correctement l'installation.
Ces instructions couvent le matériel dans son etat de livraison. Il est de la responsabilité de l'utilisateur de réaliser une analyse des risques en cas de non-respect de ces instructions.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourrait être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives. Il en est de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40^ (+14 et +104^)
Stockage entre -20 et +55^ (-4 et 131^ ).
Humidité de l'air :
Inférieur ou égal à 50% à 40^ (104^)
Inférieur ou égal à 90% à 20°C (68°F).
Altitude: Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage par résistance peut être dangereux et cause des blessures graves voire mortelles. Elle est destinée à être utilisée par du personnel qualifié ayant reçu une formation adaptée à l'utilisation de la machine (ex : formation carrossier).
Le soudage expose les individus à une source dangereuse de chaleur, d'étin celles, de champs electromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses.
Pour bien se protégger et protégger les autres, respecter les instructions de sécurité suivantes :

Afin de se protégé de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolation électrique et thermique.

Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protégé les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de delimiter les zones par des rideaux ignifugés pour protégger la zone des projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de porter les vêtements ajustats pour se protéger.

Utiliser un casque contre le bruit si le procedede soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).

Les pièces qui viennent d'être souduées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur la pince ou le pistolet, il faut s'assurer qu'il/elle soit suffisamment froid(e) en attendant au moins 10 minutes avant toute intervention.
Il est important de sécuriser la zone de travail avant de la quitter afin de protégger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôle par rapport aux normes de sécurité.
Attention le soudage dans les environnementes réduits nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure voire du beryllium peuvent être particulièrement nocifs. Dégraisser également les pieces avant de les souder. Le soudage doit être proscrit à proximé deGRAisse ou de peinture.
RISQUE DE FEU ET D'EXPLOSION

Protégé entièrement la zone de soudage, les matières inflammables doivent être élogiées d'au moins 11 metres.
Un équipement anti-feu doit être present à proximate des opérations de soudage.
Attention aux projections de matieres chaudes ou d'etincelles, car meme a travers des fissures, elles peuvent etre source d'incendie ou d'explosion.
Eloigner les personnes, les objets inflammables et les containers sous pressions à une distance de sécurité suffisante.
Le soudage dans des containers ou des tubes fermés est à procrire et dans le cas où ils sont ouverts, il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz ...).
Les opérations de meulage ne doivent pas etre dirigees vers la source de courant de soudage ou vers des matieres inflammables.
SECURITE ÉLECTRIQUE

Le réseau électrique utilisé doit imperativement avoir une mise à la terre. Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (câbles, electrodes, bras, pistolet,...) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. afin que l'ensemble des condensateurs soit décharge.
Veiller à changer les cables, électrodes ou bras, par des personnes qualifiées et habitités, si ceux-ci sont endommages. Dimensionner la section des cables en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, quel que soit le milieu de travail.
CLASSIFICATION CEM DU MATERIAL

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel ou le courant électrique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité electromagnétique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.

Ce matériel n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des reseaux basse tension privés connectés au réseau public d'alimentation seulement au niveau moyen et haute tension. S'il est connecté à un réseau public d'alimentation basse tension, il est de la responsabilité de l'installeur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution, que le matériel peut être connecté.
EMISSIONS ELECTRO-MAGNETIQUES

Le courant électrique passant à travers n'importe quels conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ electromagnétique autour du circuit de soudage et du matériel de soudage.
Les champes electromagnétiques EMF peuvent perturber certains implants Médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants Médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs doivent utiliser les procédures suivantes afin de minimiser l'exposition aux champes electromagnétiques provenant du circuit de soudage:
- positionner les cables de soudage ensemble - les fixer avec une attache, si possible;
- se positionner (torse et tête) aussi loin que possible du circuit de soudage;
-
ne jamais enrouler les câbles de soudage autour du corps;
ne pas positionner le corps entre les cables de soudage. Tenir les deux cables de soudage sur le même cote du corps; -
raccorder le cable de return à la pierce mise en œuvre aussi proche que possible à la zone à souder;
- ne pas travailler à côté de la source de courant de soudage, ne pas s'assoir dessus ou ne pas s'y adosser;
- ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter unmedicineanvant d'utiliser ce materiel.
L'exposition aux champs electromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connait pas encore.
RECOMMANDATIONS POUR EVALUER LA ZONE ET L'INSTALLATION DE SOUDAGE
Généralités
L'utilisateur est responsable de l'installation et de l'utilisation du matériel de soudage par résistance suivant les instructions du fabricant. Si des perturbations electromagnétiques sont détectées, il doit être de la responsabilité de l'utilisateur du matériel de soudage par résistance de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cas, il peut être nécessaire de construire un écran electromagnétique autour de la source de courant de soudage et de la pierce entière avec montage de filtres d'entrée. Dans tous les cas, les perturbations electromagnétiques doivent être réduites jusqu'à ce qu'elle ne soient plus génantes.
Evaluation de la zone de soudage
Avant d'installer un matériel de soudage par résistance, l'utiliser doit évaluer les problèmes electromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage par résistance d'autres cables d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple,emploi de stimulateurs cardiaques ou d'appareils contre la surdite;
f) du matériel utilisé pour l'étabonnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour ou le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante a prendre en compte depend de la structure du batiment et des autres activités qui s'y déroulent. La zone environnante peut s'etendre au-delà des limites des installations.
Evaluation de l'installation de soudage
Outre l'évaluation de la zone, l'évaluation des installations de soudage par résistance peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprenne des mesures in situ comme cela est spécifique à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
RECOMMANDATIONS SUR LES METHODES DE REDUCTION DES EMISSIONS ELECTROMAGNETIQUES
a. Réseau public d'alimentation: Il convient de raccarder le matériel de soudage à l'arc au réseau public d'alimentation selon les recommendations du fabricant. Si des interférences se produit, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le filtrage du réseau public d'alimentation. Il convient d'envisager de blinder le cable d'alimentation dans un conduit métallique ou équivalent d'un matériel de soudage à l'arc installé à demeure. Il convient d'assurer la continuity électrique du blindage sur toute sa longueur. Il convient de raccarder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage par résistance : Il convient que le matériel de soudage par résistance soit soumis à l'entretien de routine suivant les recommendations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant.
c. Cables de soudage : Il convient que les cables soient aussi courts que possible, places l'un pres de l'autre à proximite du sol ou sur le sol.
d. Liaison equipotentielle : Il convient d'envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques reliés à la pierce à souder accroissant le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes metalliques de batiments, une connexion raccordant la pièce à la terre peut, dans certains cas, et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blinding: La protection et le blinding sélectifs d'autres cables et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE

La source de courant de soudage est equipée d'une poignee supérieure permettant le portage / displacement à la main. Attention à ne pas sous-evaluer son poids. La poignee sangle n'est pas consideree comme un moyen d'elingage.
Ne pas utiliser les câbles pour déplacer la source de courant de soudage.
Ne pas faire transiter la source de courant au-dessus de personnes ou d'objets.
INSTALLATION DU MATERIEL
- Prévoir une zone suffisante pour aérer la source de courant de soudage et acceder aux commandes.
- Ne pas utiliser dans un environnementament responsable des poussières métalliques conductrices.
- Les câbles d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS


- Les utilisateurs de cette machine doivent avoir reçu une formation adaptée à l'utilisation de la machine afin de tirer le maximum de ses performances et de réaliser des travaux conformes (ex : formation de carrossier).
-
Vérifier que le constructeur autorise le procédé de soudage employé avant toute réparation sur un vehicule.
-
La maintenance et la réparation du générateur ne peut être effectue que par le fabricant. Toute intervention dans ce générateur effectuee par une tiere personne annulera les conditions de garantie. Le fabricant decline toute responsabilitc concernant tout incident ou accident survenant posterieurement a cette intervention.
- Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
- Tous les outils de soudage subissant une dépréciation lors de leur utilisation. Veiller à ce que ces outils restent propres pour que la machine donne le maximum de ses possibiltés.
- Avant d'utiliser le pistolet, vérifier l'etat des différents outils (étoile, electrode mono-point, electrode carbone, ...) puis évientuellément les nettoyer ou proceder à leur remplacement s'ils paraisent en mauvais état.
- Regulierement, enlever le capot et depoussierer à la soufflette. En profiter pour faire vérifier la tenue des connexions electriques avec un outil isolé par un personnel qualifié.
- Contrôler régulément l'état du cordon d'alimentation et du faisceau du circuit de soudage. Si des signes d'endommagement sont apparents, les remplaçer par le fabricant, son service après-vente ou une personne de qualification similaire, afin d'éviter tout danger.
- Laisser les ouies de la source de courant de soudage libres pour l'entrée et la sortie d'air.
ALIMENTATION ÉLECTRIQUE
Ce matériel est livré avec une prise 16 A de type CEE7/7 et ne doit être utilisé que sur une installation électrique monophasée 230 V (50 - 60 Hz) à trois fils avec un neutre relié à la terre.
Le courant permanent absorbé (I1p) indiquedans la partie « caractéristiques électriques » de ce manuel correspond aux conditions d'utilisation maximales. Verifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux conditions maximales.
NB: Si l'appareil fait déclencher la protection de l'installation électrique, vérifier le calibre et le type de disjoncteur ou de fusibles utilisés.
- Ces appeareils sont de Classe A. Ils sont concus pour un employé dans un environnement industriel ou professionnel. Dans un environnement différent, il peut etre dificile d'assurer la compatibilité electromagnetique, a cause de perturbations conduites aussi bien que rayonnées. Ne pas utiliser dans un environnement comportant des poussieres metalliques conductrices.
- A partir du 1er décembre 2010, modification de la norme EN 60974-10 : Attention, ces matériels ne respectent pas la CEI 61000-3-12. S'ils sont destinés à être connectés au système public d'alimentationasse tension, il est de la responsabilité de l'utilisateur de s'assurer qu'ils peuvent y'être reliés. Consulter si nécessaire l'opérateur de votre réseau de distribution électrique.
Utilisation du générateur Aluminium : l'appareil se met en protection si la tension d'alimentation est supérieure à 265V. L'appareil empêche la charge des condensateurs. Pour indiquer ce defaulted, les 3 segments horizontally au centre de l'afficheur s'allument tant que le defaulted est present.
Charge des condensateurs : le clignotement de l'afficheur indique que le COMBI 230 E PRO est en train de charger les condensateurs à la valeur de consigne. En cas de défaut de charge des condensateurs, le message « DEF » s'affiche. Eteindre et rallumer l'appareil. Si le message persiste, veuillez contacter le service après vente de la société GYS.
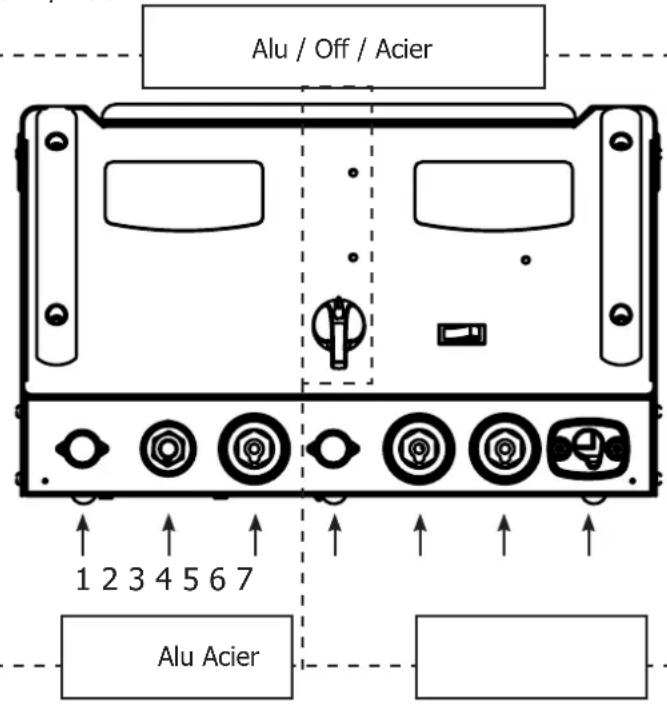
L'appareil est équipe d'un commutateur 3 positions
Alu/OFF/Acier:
Débosseleur de nouvelle génération 2 en 1. Le Gyspot Combi 230 E Pro permet de débosseler les carrosseries en acier et les carrosseries en aluminium. Rentabilité et gain de temps assurés grâce à cette méthode de réparation par traction mono-point et multi-points sans démontage.
Cet apparéil contient 2 débosseleurs avec 2 panneaux de commande :
| Un débosseleur acier Un débosseleur aluminium | |
| Avec son générateur, ses pistolets multi fonctions et son cable de masse- Le pistonet avec gâchette se connecte au connecteur n°5 et son cable de commande au connecteur n°4- Le pistonet sans gâchette se connecte au connecteur n°6- Le cable de masse est fixe en position n°7 | à décharge capacitive, pistonet avec masse rapide intégrée (3 plots)- Le pistonet se connecte au connecteur n°2,- Le cable de commande du pistonet se connecte au connecteur n°1.- Le cable de masse se connecte au connecteur n°3 |
A- Position acier (fig. I)
- Connecter l'appareil à une alimentation électricquadaptée.
Nb : Combi 230 E Pro dispose en plus du connecteur de puissance d'un connecteur de commande gâchette : - Connecter cette dernière si vous souhaitez amorcer grâce à la gachette
-
La déconnecter, si vous souhaitez utiliser le générateur en amorçage automatique (voir 'UTILISATION')
Appuyer sur la touche « Marche/Arrêt » (6) -
Les afficheurs et témoins lumineux s'allument un court instant puis l'appareil affiche :
-
L'outil n°1 par défaut (soudage d'étoiles ou utilisation de la pince tire-creux).
-
Niveau de puissance n^5 par défaut (réglage adapté pour une tôle d'acier 0.8mm).
-
Pour changer le niveau de puissance, appuyer sur les touches + ou - (3). En maintainant enforcé une de ces deux touches, le niveau de puissance défilera automatiquement
-
Les niveaux de puissance proposés permettent de redresser des tôles d'épaissur variables (fig. I-2)
-
Pour changer le type d'outil utilisé en bout de pistonlet, appuyer sur la touche de seLECTION de l'outil Tool Select (I-3) L'afficheur de numero d'outil se met à clignoter pendant 5 secondes. Pendant ce délambda, il est possible de changer de numero d'outil en appuyant sur les touches + ou - (3).
Outils disponibles (fig. I-3)
1 Travaux de débosselage à l'aide du marteau à inertie, des étoiles ou de la pince tire creux.
2 Soudage de fil ondulé ou d'anneaux pour des travaux de redressage.
3 Rabattage d'impacts avec un embout cuivre spécifique.
4 Electrode au carbone pour rétreinte.
5 Soudage de rivets pour baguettes laterales
6 Soudage de rondelles pour fixation de la masse.
7 Soudage de goujons pour fixation des masses vehicules et faisceaux de liaison
Amorcage :
Avec gachette activée
Le Combi 230 E Pro dispose de 2 systèmes d'amorçage :
- manuel, à l'aide de la gachette (Connecteurs de puissance et de commande connectés)
- automatique : cf partie ci-dessous. (Connecteur de puissance connecté seulement)
En mode manuel, connecter le connecteur de puissance et le connecteur de commande de la gachette.
En mode manuel, le mode automatique ne fonctionne plus, seule une pression sur la gachette permet le point de soudage. Le commutateur permet d'activer ou de désactiver la gachette du pistonlet.
Avec gachette désactiverée
L'appareil est muni d'un système d'amorçage automatique du point de soudage.
Le générateur va automatiquement détecter le contact électrique et générer un point de soudage dans un délambda inférieur à 1 seconde. Pour générer un 2ème point, il faut rompre le contact en bout de pistolet pendant au moins 12 seconde puis établier un nouveau contact.
Fonctionnement :
- Proceder comme suit :
- Connecter la pince plaque de masse du générateur à la piece de tôlerie à redresser en suivant les conseils suivants: - la placer au point le plus proche de l'endetroit où vous doivent travailler.
- ne pas la connecter sur une piece voisine (ex: ne pas connecter la masse sur une portiere pour redresser l'aile)
- décaper proprement la tôle à l'endroit de la connexion.
- Décapier l'endetroit où doit être travaillée la tôle.
- Placer au bout du pistolet un des outils fournis en serrant fermement l'écrou situé au bout du pistolet
- Sélectionner l'outil et la puissance (cf partie mise en marche et réglage)
- Mettre en contact l'outil du pistolet avec la tôle à souder.
- Réaliser votre point de soudure.
Attention : Pour un fonctionnement optimal, il est préconisé d'utiliser le cable de masse et le pistolet complet livrés d'origine !
B- Position Alu (fig.II)
Le Combi 230 E Pro a ete conu pour effectuer des travaux de reparation des carrosseries en aluminium, qui ont des.
petites marques, des rayures ou des impacts de grele.
Le Combi 230 E Pro soude les goujons M4 par décharge de condensateur. Celle-ci se fait des que l'embout du pistolot est enforcé. La soudure est très rapide (2 à 3 milliseconds).
L'appareil peut êtreprogrammé en deux modes différents :
Mode tension : La tension est programmable de 50 à 200 V.
Mode puissance : La puissance est programmable de L, 1-9, H:
- Le passage d'un mode à l'autre se fait en appuyant sur la touche (1). Tableau de correspondance puissance en fonction de la tension (Cf. Fig. II-2).
- Appuyer sur le commutateur marche/arrêt (2) situé à droite du clavier.
- Remarque: la masse rapide est montée d'office
- Décaper la zone à redresser, de manière à ce que les 3 plots laiton puissant faire le contact de masse contre la carrosserie
- Positionner le goujon dans le mandrin. Ajuster si besoin la vis de réglage de butée du goujon (voir photos ci-dessous)
- Pour avoir une bonne soudure, la tête du goujon doit dépasser d'un millimètre environ de l'embout (6)
- Le réglage de cette position de la tête du goujon se fait en vissant/devissant l'écrou sur la vis de réglage (4)
A la livraison du pistonlet, la vis de réglage (7) est desserée et le curseur (8) est en butée. Ce réglage permet d'exercer une force d'environ 20 N au moment du déclenchement du tir, ce qui convient pour souder des goujons aluminium M4. La vis permet de régler la force d'appui du ressort lorsque le tir est déclenché ainsi que de compenser son usure.
Régler la valeur de la tension par l'intermédiaire des touches + et -. A la mise sous tension la valeur de la puissance par défaut est 5 ce qui correspond à 100 volts. En général, la valeur pour avoir une bonne soudure d'un goujon de diamètre 4 pour effectuer un débosselage est de 90 V. Ce qui correspond à une puissance de 4.
La valeur de la tension augmente avec l'épaisseur des tôles. Attention, une tension tropielevée peut endommager le support.
Pour une bonne soudure, seul le « téton » du goujon » doit être en contact avec la pièce.
Exercer une légere pression sur le pistolot sans écraser le « téton » du goujon, maintainir le pistolot perpendicular à la tôle. La décharge des condensateurs se fait automatiquement lors que l'embout du pistolot est enforcé dans la bague.
A cet instant le goujon est soudé. La durée de la soudure est inférieure à 3 millisecond. Pour un redressage optimum, nous conseillons de réchauffer la piece.

Embout en cuivre à 4 fentes pour souder les goujons M4 (diamètre Ø 4 mm)


Pistolet à déclenchement automatique sans gachette
④ Vis de réglage de la position du goujon
⑤ Le goujon doit être perpendicular à la tôle.
Ne pas exercer une pression trop forte pour ne pas écraser le toton. Seul le toton est en contact avec la tole.
La tete du goujon doit depasser d'un millimetre environ.
⑦ Une vis moletee avec un curseur ⑧ permit de regler la compression du ressort lors du declenchement du tir.
PROTECTION THERMIQUE DU GENERATUR
L'appareil est muni d'un système de protection thermique automatique. Ce système bloque l'utilisation du générateur pendant quelques minutes en cas d'utilisation trop intensive. Dans ce cas, le témoin jaune (fig. I-5 et II-5) de défaut thermique s'allume.
GARANTIE FRANCE
La garantie couvre tous defaults ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
L'usure normale des pieces (Ex.: cables, pinces, etc.). - Les incidents dus à un mauvais usage (erreur d'alimentation, chute, demontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, returner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat dated (ticket de sortie de caisse, facture....)
- une note explicative de la panne.
STANDARD
GENERAL INSTRUCTIONS





