Gyspot Combi Arcpull - Générateur GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Gyspot Combi Arcpull GYS au format PDF.

| Caractéristiques techniques | Générateur GYS Gyspot Combi Arcpull, technologie de soudage MIG/MAG, puissance réglable, courant de soudage de 30 à 250 A. |
|---|---|
| Utilisation | Idéal pour le soudage de tôles fines, applications en carrosserie, et travaux de maintenance. |
| Maintenance et réparation | Vérification régulière des connexions électriques, nettoyage des buses de soudage, remplacement des pièces d'usure selon les recommandations du fabricant. |
| Sécurité | Utiliser des équipements de protection individuelle (EPI) appropriés, respecter les consignes de sécurité lors de la manipulation et de l'utilisation de l'appareil. |
| Informations générales | Poids léger, design compact, garantie constructeur, compatible avec divers types de gaz de protection. |
FOIRE AUX QUESTIONS - Gyspot Combi Arcpull GYS
Questions des utilisateurs sur Gyspot Combi Arcpull GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Générateur au format PDF gratuitement ! Retrouvez votre notice Gyspot Combi Arcpull - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Gyspot Combi Arcpull de la marque GYS.
MODE D'EMPLOI Gyspot Combi Arcpull GYS
Ces instructions doivent etre lues et bien comprises avant toute operation.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas etre entreprise.
Tout dommage corporel ou matériel d'à une utilisation non-conforme aux instructions de ce manuel ne pourra'être retenu à la charge du fabricant.
En cas de probleme ou d'incertitude, consulter une personne qualifiee pour manier correctement l'installation.
ENVIRONMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourrait être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40^ (+14 et +104^)
Stockage entre -20 et +55^ (-4 et 131 F).
Humidité de l'air :
Inferieur ou égal à 50 % à 40 °C (104 °F).
Inférieur ou égal à 90 % à 20 °C (68 °F).
Altitude :
Jusqu' à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTIONS INDIVIDUELLE ET DES AUTRES
Le soudage à l'arc peut être dangereux et cause des blessures graves voire mortelles. Elle est destinée à être utilisée par du personnel qualifié ayant reçu une formation adaptée à l'utilisation de la machine (ex : formation carrossier). Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l'arc, de champes electromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses. Pour bien se protégé et protégé les autres, respecter les instructions de sécurité suivantes :

Afin de se protégger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifiugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'iso1ation electrique et thermique.

Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protégéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites. Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protégéger la zone de soudage des rayons de l'arc, des projections et des déchets incandescents. Informer les personnes dans la zone de soudage de ne pas fixer les rayons de l'arc ni les pieces en fusion et de porter les vêtements ajustats pour se protégéger.

Utiliser un casque contre le bruit si le procedede soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.

Les pieces qui viennent d'être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur le pistolet ou le porte-électrode, il faut s'assurer que celui-ci soit suffisamment froid en attendant au moins 10 minutes avant toute intervention. Il est important de sécuriser la zone de travail avant de la quitter afin de protégger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôle par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure voire du beryllium peuvent etre particulièrement nocifs, dégraisser également les pieces avant de les souder.
Les bouteilles doivent etre entropesés dans des locaux ouverts ou bien ares. Elles doivent etre en position verticale et maintainue a un support ou sur un chariot.
Le soudage doit être proscrir à proximé de graisse ou de peinture.
RISQUES DE FEU ET D'EXPLOSION

Protégé entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 mètres.
Un équipement anti-feu doit être present à proximé des opérations de soudage.
Attention aux projections de matieres chaudes ou d'etincelles et meme a travers des fissures, elles peuvent etre source d'incendie ou d'explosion.
Eloigner les personnes, les objets inflammables et les containers sous pressions à une distance de sécurité suffisante. Le soudage dans des containers ou des tubes fermés est à procrire et dans le cas où ils sont ouverts il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz...).
Les opérations de meulage ne doivent pas être dirigeées vers la source de courant de soudage ou vers des matières inflammables.
BOUTEILLES DE GAZ

Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l'espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être entreprises verticalément et maintainues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas etre en contact avec une flamme, un arc electrique, le pistolot, une pince de masse ou toutes autres sources de chaleur ou d'incandescence.
Veiller à la tener éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l'ouverture du robinet de la bouteille, il faut éloigner la tête la robinetterie et s'assurer que le gaz utilisé est approprié au procédé de soudage.
SECURITE ELECTRIQUE

Le réseau électrique utilisé doit imperativement avoir une mise à la terre. Utiliser la taille de fusible recommandaee sur le tableau signalétique.
Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (Pistollets, pince, cables, electrodes) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. Afin que l'ensemble des condensateurs soit déchargé.
Ne pas toucher en meme temps l'axe du pistol et le porte-electrode et la pince de masse.
Veiller à changer les câbles, si ces derniers sont endommagés, par des personnes qualifiées et habitités. Dimensionner la section des câbles en fonction de l'application. Toutjours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, quel que soit le milieu de travail.
Attention! Surface très chaude. Risque de brûlures.
- Les pieces et l'équipement chauds peuvent cause des brûlures.
- Ne pas toucher les pieces chaudes à main rue.
- Attendre le refroidissement des pieces et de l'équipement avant de les manipuler.
- En cas de brûlure, rincer abondamment à l'eau et consulter un médecin sans tarder.
CLASSIFICATION CEM DU MATÉRIEL

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel où le courant élec-trique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité electromagnetique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.

Acier :
Ce matériel n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des reseaux bassé tension privés connectés au réseau public d'alimentation seulement au niveau moyen et haute tension. S'il est connecté à un réseau public d'alimentation bassé tension, il est de la responsabilité de l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution, que le matériel peut être connecté.
Alu :
Sous réserve que l'impédance de réseau public d'alimentationasse tension au point de couplage commun soit inférieure à Z = 0.45 Ohms, ce matériel est conforme à la CEI 61000-3-11 et peut être connecté aux réseaux publics d'alimentationasse tension. Il est de la responsabilitéde l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution si nécessaire, que l'impédance de réseau est conforme aux restrictions d'impédance.
Acier / Alu :
Ce matériel est conforme à la CEI 61000-3-11.
EN 61000-3-11 Acier :
Ce matériel est conforme à l'CEI 61000-3-11 si l'impédance du réseau au point de raccordement avec l'installation électrique est inférieure à l'impédance maximale admissible du réseau Zmax = 0.130 Ohms.
EN 61000-3-12
Alu :
Ce matériel est conforme à la CEI 61000-3-12.
ÉMISSIONS ÉLECTROMAGNETIQUES

Le courant électric quissant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ electromagnétique autour du circuit de soudage et du matériel de soudage.
Les champes electromagnétiques EMF peuvent perturber certains implants Médicaux, par exemple les stimulateurs cardioques. Des mesures de protection doivent être prises pour les personnes portant des implants Médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes afin de minimiser l'exposition aux champes electromagnétiques provenant du circuit de soudage :
- positionner les cables de soudage ensemble - les fixer les avec une attache, si possible;
- se positionner (torse et tete) aussi loin que possible du circuit de soudage ;
ne jamais enrouler les cables de soudage autour du corps;
ne pas positionner le corps entre les cables de soudage. Tener les deux cables de soudage sur le même cote du corps; - raccarder le cable de return à la piece mise en œuvre aussi proche que possible à la zone à souder ;
ne pas travailler a cote de la source de courant de soudage, ne pas s'asseoir dessus ou ne pas s'y adosser; - ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ce matériel. L'exposition aux champes electromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connait pas encore.
DES RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L'INSTALLATION DE SOUDAGE
Généralités
L'utilisateur est responsable de l'installation et de l'utilisation du matériel de soudage à l'arc suivant les instructions du fabricant. Si des perturbations électromagnétiques sont déteçées, il doit être de la responsabilité de l'utilisateur du matériel de soudage à l'arc de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cases, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la piece entière avec montage de filtres d'entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu'à ce qu'elle ne soit plus génantes.
Évaluation de la zone de soudage
Avant d'installer un matériel de soudage à l'arc, l'utilisateur doit évaluer les problèmes electromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte :
a) la présence au-dessus, au-dessous et a cote du matériel de soudage à l'arc d'autres cables d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploie de stimulateurs cardiaques ou d'appareils contre la surdite ;
f) du matériel utilisé pour l'étabonnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires ;
h) l'heure du jour où le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante a prendre en compte dépend de la structure du batiment et des autres activités qui s'y déroulent. La zone environnante peut s'etendre au-delà des limites des installations.
Évaluation de l'installation de soudage
Outre l'évaluation de la zone, l'évaluation des installations de soudage à l'arc peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprenne des mesures in situ comme cela est spécifique à l'article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
RECOMMANDATION SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNETIQUES
a. Réseau public d'alimentation: Il convient de raccarder le matériel de soudage à l'arc au réseau public d'alimentation selon les recommendations du fabricant. Si des interférences se produit, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le filtrage du réseau public d'alimentation. Il convient d'envisager de blinder le cable d'alimentation dans un conduit métallique ou équivalent d'un matériel de soudage à l'arc installé à demeure. Il convient d'assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccarder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l'arc : Il convient que le matériel de soudage à l'arc soit soumis à l'entretien de routine suivant les recommendations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant. Il convient, en particulier, que l'éclateur d'arc des dispositifs d'amorçage et de stabilisation d'arc soit régle et entretenu suivant les recommendations du fabricant.
c. Cables de soudage : Il convient que les cables soient aussi courts que possible, places l'un pres de l'autre a proximite du sol ou sur le sol.
d. Liaison equipotentielle : Il convient d'envisager la liaison de tous les objets metalliques de la zone environnante. Toutefois, des objets métalliques reliés à la pierce à souder accroissant le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'axe du pistonlet. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de batiments, une connexion raccordant la pièce à la terre peut, dans certains cas, et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pieces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blinding: La protection et le blinding sélectifs d'autres cables et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE

La source de courant de soudage est équipée d'une poignée supérieure permettant le portage à la main. Attention à ne pas sous-évaluer son poids. La poignée n'est pas considérée comme un moyen d'élingage.
Ne pas utiliser les cables ou pistolot pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d'objets.
Ne jamais soulever une bouteille de gaz et la source de courant en même temps. Leurs normes de transport sont distinctes.
INSTALLATION DU MATÉRIEL
- Mettre la source de courant de soudage sur un sol dont l'inclinaison maximum est de 10^ .
- Prévoir une zone suffisante pour aérer la source de courant de soudage et acceder aux commandes.
- Ne pas utiliser dans un environnementament responsable des poussières métalliques conductrices.
- Les cables d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.
- Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
- La source de courant de soudage doit être à l'abri de la pluie battante et ne pas être exposée aux rayons du soleil.
- Le matériel est de degré de protection IP21, significant :
- une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5 mm
- une protection contre les chutes verticales de gouttes d'eau
- Les câbles d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN/CONSEILS


- Les utilisateurs de cette machine doivent avoir reçu une formation adaptée à l'utilisation de la machine afin de tirer le maximum de ses performances et de réaliser des travaux conformes (ex : formation de carrossier).
- Vérifier que le constructeur autorise le procédé de soudage employé avant toute réparation sur un vehicule.
- La maintenance et la réparation du générateur ne peut être effectue que par le fabricant. Toute intervention dans ce générateur effectuee par une pierce personne annulera les conditions de garantie. Le fabricant decline toute responsabilité concernant tout incident ou accident survenant posterieurement a cette intervention.
- Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
- Tous les outils de soudage subissant une dépréciation lors de leur utilisation. Veiller à ce que ces outils restent propres pour que la machine donne le maximum de ses possibités.
- Avant d'utiliser le pistonet, vérifier l'etat des différents outils (étoile, electrode mono-point, electrode carbone, ...) puis eventuellement les nettoyer ou procéder à leur remplacement s'ils paraisent en mauvais état.
- Regulierement, enlever le capot et depoussierer à la sufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé par un personnel qualifié.
- Contrcler regulierement l'etat du cordon d'alimentation et du faisceau du circuit de soudage. Si des signes d'endommagement sont apparents, les replacer par le fabricant, son service après-vente ou une personne de qualification similaire, afin d'eviter tout danger.
Laisser les ouies de la source de courant de soudage libres pour I'entree et la sortie d'air.
Débosseleur de nouvelle génération 2 en 1. Le GYSPOT COMBI ARCPULL permet de débosseler les carrosseries en acier et en aluminium. Rentabilité et gain de temps assure gré à cette méthode de réparation par traction sans démontage.
Cet apparéil contient 2 débosseleurs avec 2 panneaux de commande :
| Un débosseleur acier Un débosseleur aluminium | |
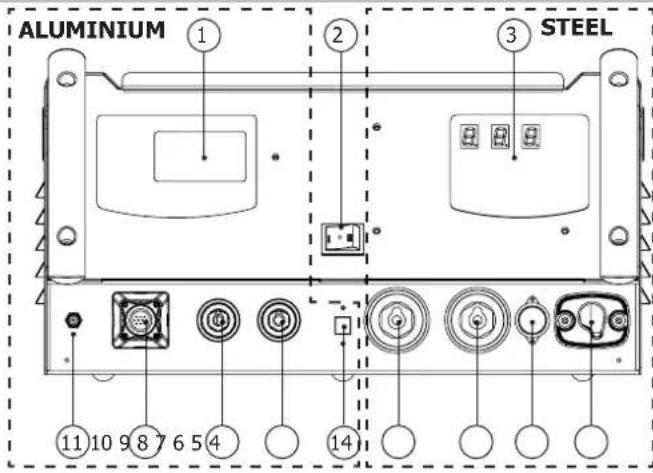
| Avec son générateur, son pistolet manuel et son cable de masse - Le pistolet avec gâchette se connecte au connecteur n°6 et son cable de commande au connecteur n°5 - Le pistolet sans gâchette (en option) se connecte au connecteur n°7 - Le cable de masse est fixe en position n°4 | À soudure par arc tiré, son pistolet à moteur linéaire avec masse rapide intégrée (2 plots flexibles) - Le pistolet se connecte au connecteur n°8 et n°9 - Le cable de commande du pistolet se connecte au connecteur n°10 - Le tuyau de gaz se connecte au n°13 |
Générateur GYSPOT COMBI ARCPULL (FIG-I)
1- Clavier Alu
8-Texas pour faisceau pistonlet Alu (-)
2- Interrupteur (On/Off/On) M/A
9-Texas pour faisceau pistol Alu (+)
3- Clavier Acier
10- Embase pour connecteur de contrôle faisceau pistolet Alu
4-Cable de masse Acier
11- Sortie gaz pour faisceau pistonet Alu
5- Connecteur de commande gachette pistolet Acier
12-Cordon secteur
6-Texas pour pistolet avec gachette Acier
13- Entrée gaz connectée à la bouteille (15 l/min) (G1/4 D6)
7-Texas pour pistolot sans gachette Acier
14- Connecteur USB pour mise à jour soft Alu
Pistolet automatique GYSPOT ARCPULL 200 - Fonction Alu (FIG-I)
1-Gachette
6-Texas négative
2-Bague de verrouillage du porte electrode
7-Raccord gaz
3-Molette de verrouillage des tiges
8-LED ON (vert)
4- Connecteur contrôle faisceau pistonet
9-LED contact (bleu)
5-Texas positive
10- LED défaut (rouge)
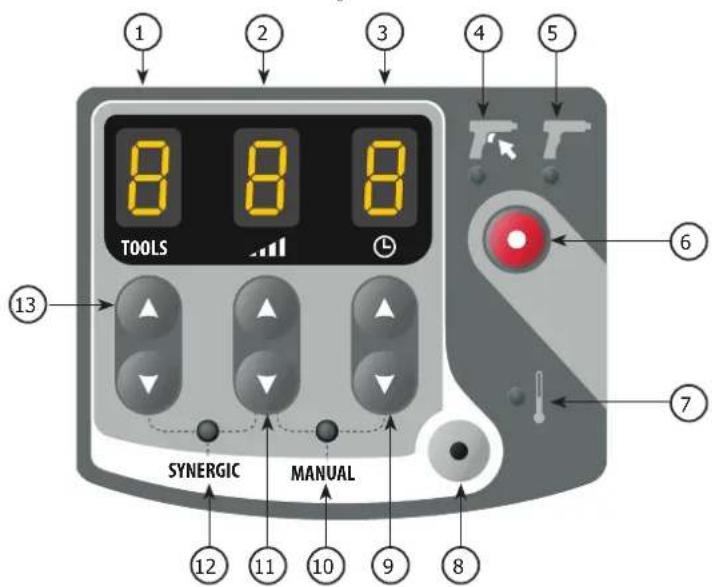
8- Bouton de selection mode d'utilisation (Manuel/Synergieque)
2-Afficheur niveau de puissance
9-Boutons de selection temps de point (+ / - )
3-Afficheur temps de point
10-Témoin lumineux mode MANUAL
4-Témoin lumineux amorçage manuel
11- Boutons de selection niveau de puissance (+ / -)
5-Témoin lumineux amortçage automatique
12-Témoin lumineux mode SYNERGIC
6-Bouton de selection type d'amorçage
13- Boutons de selection outils (+ / -)
7-Voyant de défaut thermique
ALIMENTATION ET MISE EN MARCHE
- Ce matériel est livré avec une prise 16 A de type CEE7/7 et doit être branchés à une installation électrique monophasée 230 V (50 - 60 Hz) à trois fils avec le neutre relié à la terre. Vérifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Ce matériel est conçu pour pouvoir fonctionner sur une installation électrique équipée d'un disjoncteur 16Acourbe C, D ou K.
Le courant effectif absorbé (I1eff) pour l'Alu et le courant permanent absorbé (I1p ou ILp) pour l'Acier est indiqué sur l'appareil pour les conditions d'utilisation maximales.
Fonctionnement alu
La partie gauche du produit fonctionne par arc tiré, elle permet de souder des pieces rapportées : essentiellement des anneaux de tirage sur des matériaux à base d'aluminium, mais également des goujons et des clous d'isolation sur des matériaux à base d'aluminium et d'acier. Elle dispose d'un mode de fonctionnement Synergique et d'un mode de fonctionnement Manuel.
- La mise en marche s'effectue en positionnant l'interrupteur M/A situé au milieu du produit vers la gauche « | »
L'appareil se met en protection si la tension d'alimentation est supérieure à 265 Vac (le message DEFAULT SECTEUR est affché à l'écran). Le fonctionnement normal reprend des que la tension d'alimentation revient dans sa plage nominale. - À sa mise en route, le produit démarre toujours en mode synergique. Le changement de mode (Manuel ou Synergique) se fait via le Menu Principal.
Livre avec les accessoires alu ci-dessous :
PROTECTION GAZEUSE
En fonction du matériel à souder, une protection gazeuse peut être nécessaire.
Le débit de gaz doit être réglié entre 12L/min et 15 L/min.
Le tableau ci-dessousiste les gaz àutiliser en fonction des pieces rapportees à souder et de leur matériel. Ce tableau estdonnedà titre indicatif,des essais de soudure préalables sont conseillés.
| Pièce rapportée à souder Gaz Sans gaz Usage | |||
| Anneau de tirage aluminium Argon | Non recommendé Recommandé | ||
| Goujon, clou d'isolement en aluminium | ArHe 30% Non recommendé Recommandé | ||
| Anneau de tirage acier ArCO2 8% | Possible | Possible | |
| Goujon, clou d'isolement en acier, etc. | ArCO2 8% | Possible Possible | |
Note :
Dans le cas de soudure aluminium, il est possible d'utiliser de l'argon pur (Ar) en remplacement du mélange argon-hélium à 30 % (ArHe30 %). De même, dans le cas de soudure acier (Fe ou FeCu), il est possible d'utiliser de l'argon pur (Ar) en remplacement du mélange argon- CO^2 à 8 % (ArCO 2 8%). Dans ces deux cas, les paramètres de soudure des Synergies ne sont plus garantis, et il peut être nécessaire de passer en Mode Manuel.

Ne pas dépasser 5N.m pour le serrage d'un raccord à l'entrée de gaz du matériel.

CONNEXION DU PISTOLET AU GÉNÉRATEUR

La connexion et déconnexion du connecteur de contrôle du pistonlet à l'embase du générateur doit impérativement se faire avec un générateur éteint.

La bague du connecteur de contrôle du pistonot doit toujours être vissee correctement à l'embase du générateur avant la mise en marche du produit.
PROCES DE SOUDAGE DE PIECE RAPPORTÉE PAR ARC TIRE

| Phase | Amortège Décapage Arc | Accroche | ||
| T (ms) | 0 à 200 ms 10 à 500 ms 0 à 50 ms | 50 ms | ||
| I (A) | ≈80-150 A 50 à 60 A 50 à 200 A* | ≈80-150 A |
L'amorce: la piece rapportee (anneau de tirage, goujons, etc.) est mise en contact avec la tôle support. Un appui sur la gachette demarre le processus de soudage: le générateur envoie du courant dans le goujon, l'axe du pistolet se levé légerement, un arc électrique de faible intensité est alors créé.
Le décapage : cette phase pourrait également être appelée préchauffage. Le générateur régule un courant pour assurer un arc électrique de faible intense, la chaleur généraee par cet arc permet :
-
de brûler les impuretés de la tôle support (graisses, huiles, zingage electrolytique).
-
de préchauffer les deux pieces, et donc de limiter le choc thermique de l'arc de soudure, afin d'améliorer la qualité de la soudure.
Lors de cette phase ni la piece rapportee, ni la tole support, ne rentre en fusion. De meme, cette phase ne permit pas de degager la couche de zinc de tole galvanisee.
L'arc : le générate augmente significativement le courant pour creer un arc très énergétique créé un bain de fusion sur la tôle support et entraînant la fusion de l'extrémité de la piece rapportée.
L'accroche: Le pistolet plonge la pierce rapportee dans le bain en fusion.
Note : L'épaissur de la tôle support ne doit pas être inférieure à 1/4 du diamètre de la piece rapportée dans le cas de l'accier, et 1/2 du diamètre dans le cas de l'aluminium.
SOUDURE PAR ARC-TIRE
- Monter le porte anneau.
- Décaper la peinture à l'endetroit où la soudure doit être effectuee.
- Sélectionner la synergie adaptée à l'anneau à souder.
- Raccorder la texas négative du pistolet au poste (pas d'utilisation de pince de masse).
- Dans le cas d'un fonctionnement en mode manuel :mettre sur OFF le ressort numérique « Flex » .
- Insérer un anneau dans le porte anneau.
- Deverrouiller les tiges de prise de masse avec la molette.
- Positionner le pistolet sur la tôle etmettre en contact l'anneau avec la tôle. Des que le pistolet émet un « bip » ou que sa LED contact (bleu) est allumée verwrouiller les tiges de masse avec la molette.
- Presser la gachette.
- Une fois la soudure terminée, déverrouiller la molette pour libérer les tiges et lever le pistolet pour dégager l'anneau.
Vérifier la polarité des texas du pistonlet :
| Pièce rapportée à souder | Raccord du cable positif (repère rouge) | Câble texas négatif Usage | |
| Anneau de tirage aluminium Borne | Texas négative (-) Borne | positive (+) Recommendation | |
| Goujon, clou d'isolement en alu Borne | Texas positive (+) Borne | négative (-) Recommendation | |
| Anneau de tirage acier Borne | Texas positive (+) Borne | négative (-) Possible | |
| Goujon, clou d'isolement en acier, etc | Borne | Texas négative (-) Possible |
Toutes les 30 soudures d'anneaux de tirage, le message « Vérifier tiges » s'affiche à l'écran. Contrôler l'extrémité des tiges de prise de masse. Si celles-ci doivent des marques de soudures, les poncer légèrement avec un papier abrasif pour restaurer leur contact électrique.
Appuyer sur pour valider et réinitialiser le compteur.

SOUDAGE EN MODE SYNERGIQUE
En Mode Synergique, la hauteur de l'arc, les temps et courants des différentes phases de la soudure sont déterminés automatiquement par le produit. Une synergy est donc définie par un type de piece à souder, son matériel, sa protection gazeuse, sa taille et la tôle support.
Le type de gaz à utiliser est affché à l'écran. En cas de mauvaise polarité du pistolet, un message s'affiche à l'écran et la LED de défaut (rouge), du pistolet, clignote.

Les différences parametres de soudure sont etablis pour les pieces rapportees vendues par GYS.
Ces synergies restent valables pour des pieces rapportees allant jusqu'à 35mm, tant qu'elles sont du même type et du même matériel que celles vendues par GYS (selon l'ISO 13918).
Les synergies des pieces rapportées en aluminium (hors anneaux de tirage), ont eté établies sur des toles supports préchauffés à une température de 50 - 60^
Il est recommandé de faire quelques essais de soudure préalables sur une plaque support suicide, afin de s'assurer de la bonne tenue de la soudure.
Sur l'écran principal du Mode, Synergique sont affichés :
1—Le matériel de la pièce rapportée: AlMg, Fe, FeCu, etc.
2—Le type de protection du bain:No Gaz,le type de gaz recommandé
3—Le pictogramme de la pierce à souder
4—L'épaissur de la tôle sur laquelle la piece sera soudée
5 — Une zone de message précisant l'etat dans lequel se trouve le produit
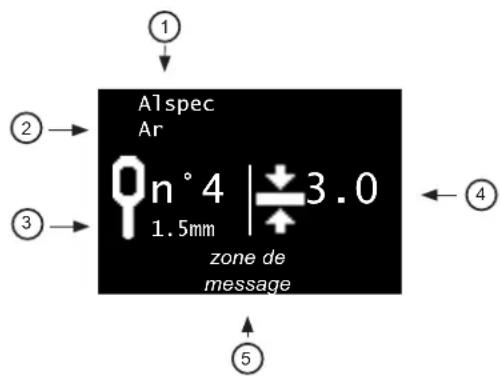
À partir de la synergy affichée à l'écran, définie par un type de piece (3), son matériel (1) et sa protection (2), il est possible de modifier uniquement la taille de la piece (M4, M5, etc.) en appuyant sur G+ et G — sans avoir à passer par le menu de réglage.
| Pierre rapportée | Pictogrammes | Commentaires Photo | |
| Anneau de tirage | n°41.Emm | Un appui sur G+ et G- fait défilert toutes les synergies d'anneau contenu dans le poste. Le matériel (1) et la protection gaz (2) sont mis à jour dynamiquement. | 00 |
| Goujon | M6 | Synergies associées aux goujons | |
| Clou d'isoation | ∅2 |
ÉPAISSEUR DE LA TÔLE SUPPORT
Épaisseur affichée en millimetre.
Pour augmenter ou diminuier l'épaissur de la tôle sur laquelle la piece rapportée sera soudée, appuyer sur les touches D+ et D —. Les plages d'épaissur qui peuvent être seLECTIONnées sont liées au type, à la taille et au matériel de la piece à souder.
Si l'épaissur de la tôle est inférieure à celle affichée à l'écran, la tôle support peut subir une déformation au niveau de la soudure. Lorsque le poste affiche paisseur de tôle est suffisamment élevé pour ne plus journ sur les paramétres de soudage de la synergie.
Si ce pictogramme n'apparait pas, alors l'épaisseur maximum de la tôle a été atteinte. Au-delà de cette épaisseur, la soudure de la piece rapportée n'est plus garantie.
Note : Lorsque l'on passé du mode Synergique au mode Manuel, tous les paramètres de soudage (courants, temps, hauteurs, etc.) associés à la synergie sont transférés au mode manuel. Cela permet d'affiner les réglages du poste si la synergie sélection ne correspond pas au résultat attendu (soudure trop, ou pas assez, énergétique).
SOUDAGE EN MODE MANUEL
En Mode Manuel, les temps, courants, hauteur de levée de la piece rapportée et activation du ressort numérique sont à renseigner par l'utilisateur.
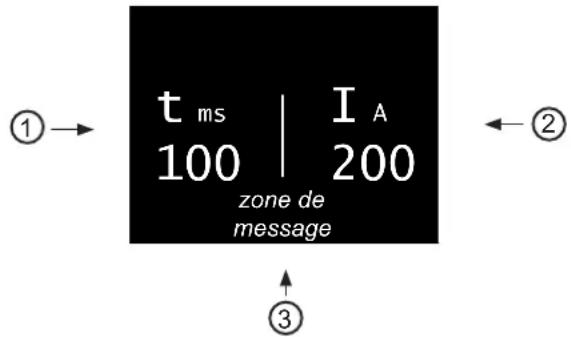
Sur l'écran principal du Mode Manuel sont affichés :
1—Le temps d'arc en millisecond
2—Le courant d'arc
3—Une zone de message précisant I'etat dans lequel se trouve le produit
LISTE DES MESSAGES AFFICHÉS EN BAS DE L'ECRAN DE SOUDAGE
| Message Description | |
| Pistolet déconnecté Aucun pistonlet n'est connecté à l'appareil. | |
| Texas déconnecté La texas positive du pistonlet n'est pas connectée au générateur. | |
| Texas inversée (Uniquement en mode synergique). La polarité des texas est inversée par rapport à celle demandée par la syner-gie. | |
| Prêt Le cycle de repos terminé, le produit est disponible pour soudure. | |
| Mouvement seul Un appui sur la gâchette a été détecté sans qu'une piece rapportée ait été mise en contact avec la tôle support. Le pistonlet réalisise alors un mouvement mécanique seul, le générateur n'est pas mis en route. | |
| Contact Le produit détecté qu'unepiece rapportée est en contact avec la tôle support. Si la soudure se fait sous protec-tion gazeuse, l'électrovanne de de gaz s'ouvre pour le prégaz. | |
| Soudure Cycle de soudure en cours | |
| Soudure terminée Le cycle de soudure est terminé | |
| Pré-gaz S'affiche lorsqu'un appui gâchette est détecté avant que la durée de prégaz ne soit écoulée (voir § 7.4.3). Pour que la soudure se fasse, il est nécessaire de rester en position (piece rapportée toujours en contact avec la tôle support), et d'attendre la fin du prégaz. | |
| Contact perdu S'affiche lorsque le contact entre la piece rapportée et la tôle support a été perdu avant que la durée du prégaz ne se soit écoulée. | |
| Rupture d'arc | Une rupture d'arc est intervenue pendant le cycle de soudage. Une vérification de la soudure est nécessaire. |
| Lever pistonlet S'affiche en fin du cycle de soudage, si le pistonlet est toujours en position sur la piece rapportée. |
MENU PRINCIPAL
Pour acceder au Menu Principal depuis les modes Synergique et Manuel, appuyer sur le bouton Menu/Valider Appuyer sur les touches G+ et G — pour déplacer le curseur > de rubrique. Sélectionner la rubrique en appuyant sur le bouton Menu/Valider.
Menu Principal
Réglages Mode Synergique Configuration
«Réglages» accède aux paramètres de soudure (synergique ou manuel).
«Mode Manuel »/«Mode synergique» change le mode de soudure du poste
« Configuration » accede à la configuration avancée du poste (langues, gestion du gaz, informations, etc.).
Appuyer sur le bouton retour pour revenir sur l'écran de soudure.
MENURÉGLAGE EN MODE SYNERGIQUE
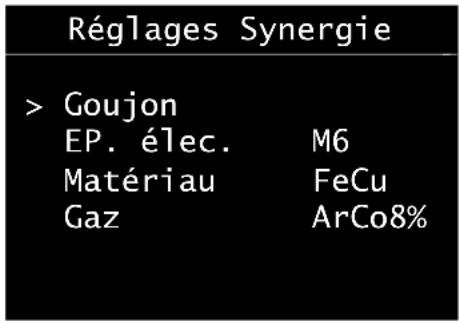
Lorsque le poste fonctionne en mode synergique, le menu de réglage permet de seLECTION le type de piece rapportée à souder, sa taille, son matériel et son type de protection gazeuse.
En mode Synergique, le besoin des réglages se fait dans l'ordre de haut en bas :
1 - Type de piece rapportée: goujon, clou, anneau.
2—Taille de la piece rapportee « EP. élec »: Mx, Øx, etc.
3 - Matériaux de la pièce rapportée: Fe, FeCu, Al, etc.
4 - Type de protection de la soudure : Ferrule, Nogaz, ou avec du Gaz.
Note : Lorsque la soudure doit être faite sous protection gazeuse, le gaz qui s'affiche est celui qui est commandé pour garantir la tenue de la soudure. Dans le cas où ce gaz n'est pas disponible, il peut être nécessaire de passer en Mode Manuel.
Appuyer sur les touches G+ et G — pour déplacer le curseur de gauche et appuyer sur les touches D+ et D — pour modifier les valeurs de chaque item.
Un appui sur le bouton Menu/Valider validate les réglages de la synergy et fait revenir le poste sur l'écran de sou-dure synergique.
Appuyer sur le bouton retour pour ne pas prendre en compte les réglages et revenir au Menu Principal.
MENURÉGLAGE EN MODE MANUEL
Lorsque le poste fonctionne en mode manuel, le menu de réglage permet de régler individuellement tout paramètre rentrant en compte dans une soudure.
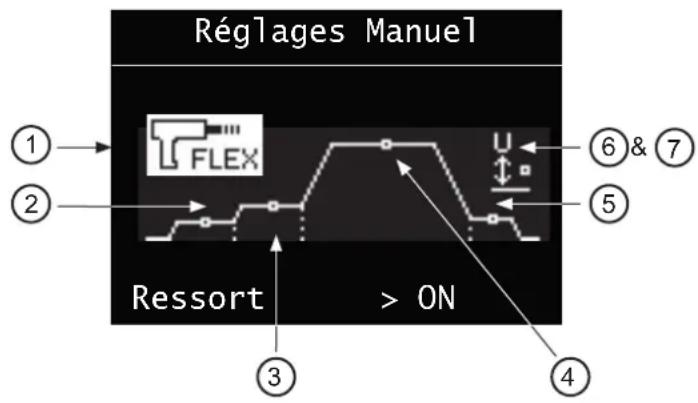
Un appui sur la touche G+ et G — mette en évidence le paramètre sélectionné. Un appui sur la touche D+ et D — modifié la valeur de ce paramètre.
1—Ressort numérique « flex » :
- Libère (ON) ou bloque (OFF) l'axe d'entrainment du porte-électrode lorsque la pièce rapportée vient en contact avec la tôle support.
- Il est recommandé d'activer cette fonction pour toutes les pieces rapportées à l'exception des anneaux de tirage.
2—Amorçage : - Régable de -2 à +8. Joue directement sur la consigne du convertisseur de puissance du poste.
- A 0 (valeur par défaut), le produit assure un amortcage optimal sans risque de rupture d'arc lors de la levée de
la piece rapportée tout en limitant le courant de court-circuit.
- Augmenter légèrement l'amorçage en cas de rupture d'arc repété.
3—Décapage: Réglage du temps (en millisecond), et courant de décapage.
4—Arc:Réglage du temps (en millisecond), et courant d'arc.
5—Accroche :
- Régable de -2 à +8. Joue directement sur la consigne du convertisseur de puissance du poste.
- À 0 (valeur par défaut), le produit assure une accroche de l'électrode sur la tôle support optimal 6 — Hauteur :
- Hauteur (en millimetre) de levée de la piece rapportée lors de la soudure.
- Une hauteur trop importante accentuera le souffrage d'arc. Une hauteur trop faible expose la soudure à un court-circuit en raison de la déformation de l'extrémité du goujon lors de la soudure.
7—Force:
Réglable de 0 à 4. Joue directement sur la force de plongée de la pierce rapportée dans le bain en fusion (forgeage).
- À 0 la force de plongée est nulle, à 4 elle est maximale. Dans le cas de soudure ne respectant pas le ratio diamètre vs épaissur max de tôle. Il peut être nécessaire de réduire cette force pour éviter de la transpercer.
Un appui sur le bouton Menu/Valider valide les réglages de soudure et fait revenir le poste sur l'écran de soudure manuel.
Appuyer sur le bouton retour pour ne pas prendre en compte les réglages et revenir au Menu Principal.
CONFIGURATION
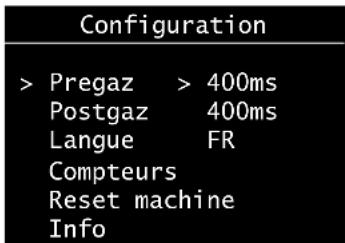
Appuyer sur les touches G+ et G — pour les déplacer le curseur de gauche (Prégaz, Postgaz, Langue, Reset machine, Info.).
Quand les items Prégaz, Postgaz ou Langue sont pointés, appuyer sur les touches D+ et D — pour modifier leur valeur.
Plage de réglage Commentaire
| Pregaz NoGaz | puis de 0,2s à 3s | Pour effectuer une soudure sous protection gazeuse, il est conseillé d'avoir un pré-gaz d'au moins 0,4s. |
| Postgaz NoGaz | ou de 0,2s à 3s | Lorsque la soudure se fait sous protection gazeuse, il est conseillé d'avoir un postgaz d'au moins 0,4s. |
| Langue FR, GB, DE, NL, ES, IT, RU |
Appuyer sur le bouton retour pour revenir au Menu Principal.
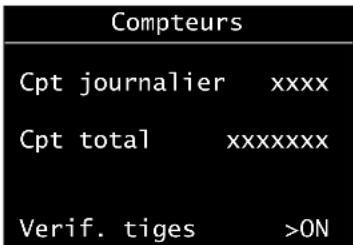
COMPTEURS
Lorsque « Compteurs » est sélectionné, s'affiche à l'écran :
- le compteur journalier : nombre de soudures effectues correctement depuis la mise en route du produit. Ce compteur est remis à zéro au redémarrage du produit.
- le compteur total : nombre de soudures effectuees correctement par le produit depuis sa sortie-usine.
- L'activation/désactivation du message d'alerte sur la vérification des tiges de prise de masse.
Appuyer sur G+ et G - pour la mise ON ou OFF.
Reset machine
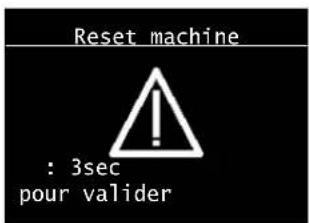
Lorsque « Reset machine » est selectionné depuis le menu Configuration, un appui sur menu/validated fait rentrer le poste dans le sous-menu de reset machine.
Appuyer sur menu/valider pendant 3 s pour valider le reset du produit.
Appuyer sur retard pour revenir au menu Configuration et annuler le reset du produit. Un reset de la partie Alu refait passer le produit en français et les pré-gaz et post-gaz repassent à 0.4 s.
Panneau d'informations
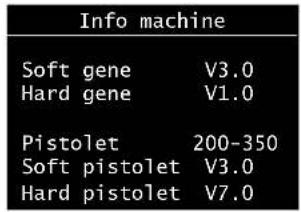
Le panneau d'information précise les numérores des versions logiciel et hardward du générateur et du pistolet.
MISE A JOUR VIA USB
Afin de profiter de nouvelles synergies et d'une amélioration du software, il est possible de mettre à jour la partie Alu via la prise USB en façade. Pour cela, contacter le service SAV GYS ainsi que sa procédure à suivre.
OUTILS DU PISTOLET

En option, le soudage de pieces rapportées sur Alu / Acier est possible avec les accessoires en fin de notice (goujons, clous d'isoation ...).
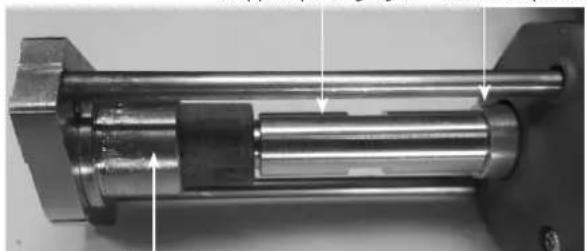
CHANGEMENT DES TIGES DE REPRISE DE MASSE DU PISTOLET
| Desserrer la molette de verrouillage pour que les tiges de prise de masse ressortent au maximum du pistolet. Puis desserrer la molette de verrouillage. | |
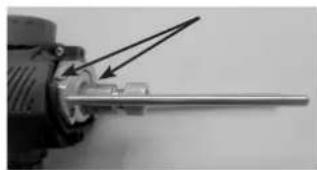
| Dévisser les deux vis de face avant et dégager le capot vers l'avant du pistolet. | |
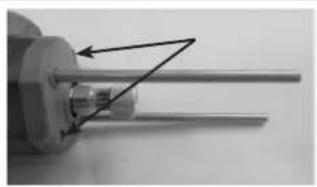
| Dévisser légèrement les deux vis de serrage des tiges. | |
| Si changement de tige, enlever les tiges en tirant dessus, puis en remetre de nouvelle. |
Ajuster la longueur des tiges du pistolet pour atteindre une cote L = 120mm (cote entre l'extrémité des tiges et le bord des brides).
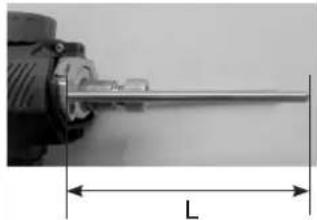
Visser les deux vis de serrage des tiges.
Repositionner le capot à l'avant du pistolet et revisser les deux vis de maintain.
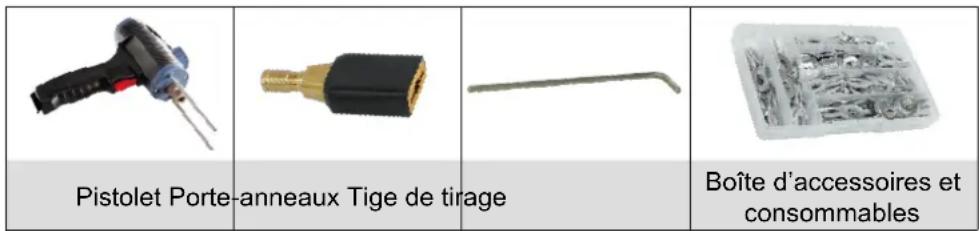
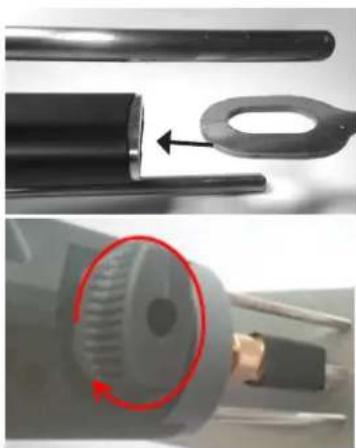
UTILISATION DE L'ACCESOIRE POUR POSE D'ANNEAUX DE TIRAGE
| Dévisser légèrement l'écrou mojeté de l'axe d'entraine-ment du pistolet. | |
| Positionner le porte annexe jusqu'en butée et serrer l'écrou mojeté. | |
| Positionner l'anneau de tirage dans le porte annexe jusqu'en butée. |
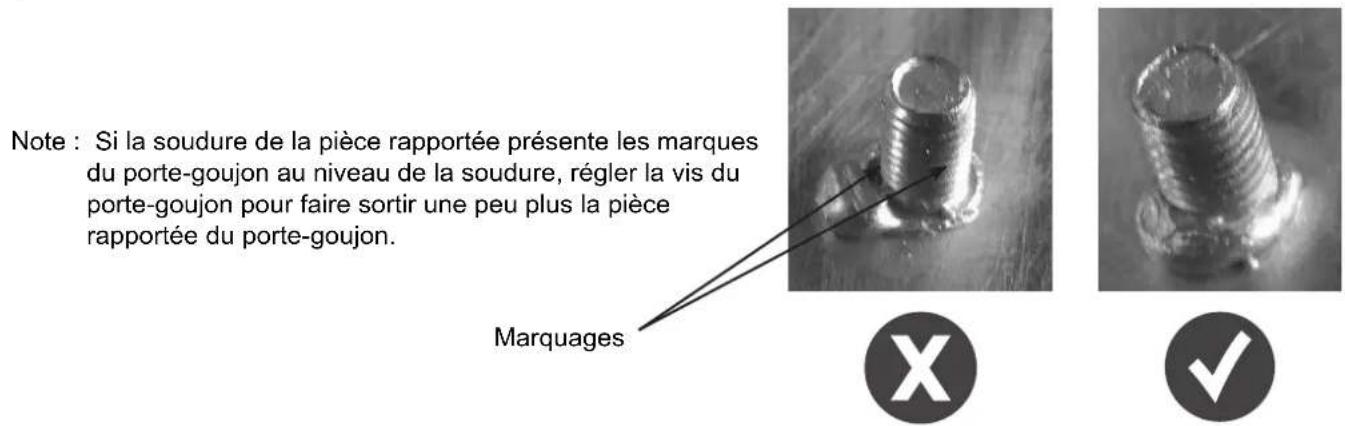
REPOSE D'UN PORTE-GOUJON
- Positionner et visser le support porte-goujon dans le canon du pistolet.
- Positionner et visser légèrement la buse de protection gazeuse sur le support porte-goujon.
- Positionner le porte-goujon préalablement régé dans la buse de protection.
- Visser la buse de protection.
- Repositionner et visser le patin et la coiffe sur les tiges de reprise de masse.
Note : Lors du vissage des différents éléments, le canon du pistonlet doit toujours être bloqué au moyen de clés plates.
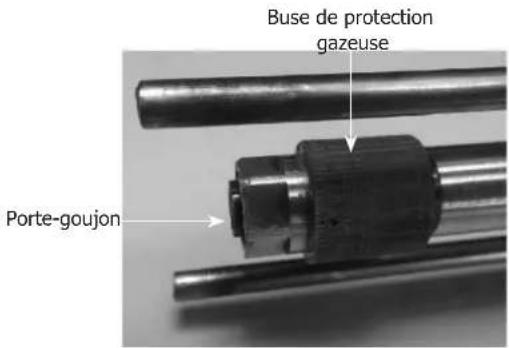
Support porte-goujon Canon du pistolet
Patin et coiffe
RéGLAGE D'UN PORTE-GOUJON - CLOUS D'ISOLATION
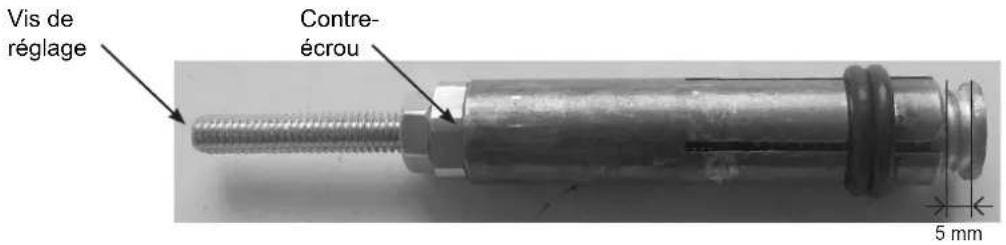
1) Dévisser le contre-écrou de la vis de réglage du porte-goujon.
2) Insérer la piece rapportée dans le porte-goujon et régler la vis pour que l'extrémité de la piece rapportée dépasse de 5 mm par rapport au portes-goujon.
3) Visser le contre-écrou.
Pose du patin de prise de masse et la coiffe de protection gazeuse :
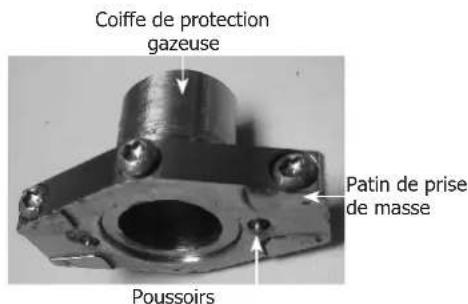
- Encastrer la coiffe de protection gazeuse dans le patin de prise de masse et la verrouiller avec la vis.

La coiffe doit imperativement etre placee de I'autre cote des possoirs du patin.
La coiffe de protection gazeuse ne doit pas etre montée sur le patin de prise de masse lorsque la soudure se fait sans protection gazeuse.
- Positionner le patin (equipe de sa coiffe) à l'extrémité des tiges de reprise de masse et visser les 2 vis de serrage. Il est recommandé de positionner le patin avec les vis de serrage orientées vers le bas du pistolet afin de garder les marquages de positionnement bien visibles.
Note : L'utilisation du patin de protection gazeuse et de prise de masse n'est pas nécessaire lors de la soudure d'anneau de tirage.
Marquages de positionnement

Vis de serrage
MESSAGE D'ERREUR, ANOMALIES, CAUSES, REMÉDES
Ce matériel dispose d'un système de contrôle de défaillance. En cas de défaillance, des messages d'erreur peuvent s'afficher.
| Code erreur Signification Causes Remèdes | |||
| DEFAULT THERMIQUE | Protection thermique du générateur | Dépassement du facteur de marche. | Attendre l'extinction du message pour reprendre le soudage. |
| DEFAULT SECTEUR | Défaut tension secteur | Tension secteur hors tolérances ou manque une phase. | Faites contrôleur votre installation élec-trique par une personne habitilitée. Rappel le poste est conçu pour fonctionner sur réseau monophasé 110-240 Vac 50/60 Hz |
| TOUCHE APPUYEE | Défaut du clavier | Une touche du clavier est appuyée à la mise en route du produit. | Faites contrôleur leur clavier par une personne qualifiée. |
| DEFAULT COM. | Défaut de com. avec le pistolet | La communication entre le pistolet et le générateur est défaillante. | Rebrancher le pistolet et, rallumer le poste. Si le défaut persististe faite contrôleur le produit par un personnel qualifié. |
| DEFAULT THERMIQUE | Protection thermique du pistolet. | Dépassement du facteur de marche. | Attendre l'extinction du message pour reprendre le soudage. |
| DEFAULT MOTEUR | Défaut sonde de température filaire. | La sonde de température est déconnectée. | Faites contrôleur leur clavier par un personnel qualifié. |
Note : toute intervention nécessitant le décapotage du produit et le contrôle de l'installation électrique doit être effectuee par un technicien qualifie.
Fonctionnement acier
La partie droite du produit permet les opérations de carrosserie suivantes :
- travaux de déb Bosselage,
- soudage de clous, rivets, rondeles, goujons et moulures,
-elimination d'impacts, - retente de toles.
Il n'est pas prévu pour faire des travaux d'assemblage de pieces métalliques.
Livre avec les accessoires acier ci-dessous :
| Pince de masse Pistolét avec gâchette | Marteau à inertie court 1,1 kg | Boîte d'accessoires et consommables |
- Connecter le ou les pistolets à l'aide des connecteurs.

Le pistolet à gâchette dispose, en plus du connecteur de puissance, d'un connecteur de commande gâchette. Connecter ce dernier pour amorcer grâce à la gâchette.
- La mise en marche s'effectue en positionnant le bouton (2) vers la droite (FIG-I p.2).
-
Lors de la première mise en service :
-
Les afficheurs et témoins lumineux s'allument un court instant puis l'appareil se met automatiquement en mode SYNERGIC (12) (FIG-II p.2). Il indique :
- l'outil (1): régèle sur 1 par défaut (soudage d'étoiles ou utilisation de la pince tire creux).
- le niveau de puissance (2) : réglé sur 2 par défaut (réglage adapté pour une tôle d'acier 0.8mm ).
Pour utiliser le mode MANUAL (10), appuyer sur la touche (8).
Le mode SYNERGIC donne à l'utilisateur des réglages d'usine préconisés pour chaque outil utilisé sur une épaissur de tôle donnée.
Le mode MANUAL permet à l'utilisateur de désir ses propres types de réglages, sans prendre en compte l'outil, en seLECTIONnant la puissance et le temps de point souhaité.
-
Selon le mode choisi, SYNERGIC ou MANUAL, modifier les réglages de la maniere suivante :
-
Pour changer l'outil, appuyer sur les flèches (13) - (Accessible en mode SYNERGIC uniquement).
| 1 K | 2 P | 3 L | 4 / | 5 T | 6 O | 7 E |
| 1 Travaux de débosselage à l'aide du marteau à inertie, des étoiles ou de la pince tire creux. | 4 Electrode au carbone pour retente. | |||||
| 2 Soudage d'anneaux pour des travaux de redresse. | 5 Soudage de rivets pour baguettes latérales. | |||||
| 3 Rabattage d'impacts avec un embout cuivre spécifique. | 6 Soudage de fil ondulé ou de rondelles pour fixation de la masse. | |||||
| 7 Soudage de goujons pour fixation des masses vehicules et faisceaux de liaison | ||||||
- Pour changer le niveau de puissance, appuyer sur les flèches (9). Les niveaux de puissance proposés permettent de redresser des toles d'épaisseur variables.
| Niveau de puissance | 2 3 4 5 | 6 7 8 9 H | ||||||||
| Epaisseeur de tôle (mm) | 0,6 0,7 | 0,8 0,9 | 1,0 1,1 | 1,2 1,3 | 1,4 1,5 | 1,6 |
- Pour changer le temps de point, appuyer sur les flèches (7). - (Accessible en mode MANUAL uniquement).
| Temps de point (ms) | L 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | H | |||||||
| 10 | 20 | 30 | 40 | 50 | 80 | 100 | 200 | 300 | 400 | 500 |
-
À l'aide du bouton (6), Sélectionner le type d'amorçage (cf. partie amorçage):
-
le témoin (4) (R) indique l'utilisation d'un piston et gâchette.
-
le témoin (5) () indique l'utilisation d'un pistonlet automatique (option : ref. 050679).
-
Effectuer le ou les points de soudage en suivant les instructions d'utilisations.
-
Àpres la première utilisation, la partie Acier s'allumera lors de chaque mise en route sur le réglage du dernier point de soudage réalisé. Elle enregistre également le réglage du dernier point de soudage effectué pour chaque outil et pistolet.
INSTRUCTIONS D'UTILISATION
Fonctionnement
Proceder comme suit :
- Connecter la pince de masse du générateur à la piece de tolerie à redresser en suivant les conseils suivants :
- la placer au point le plus proche de l'endetroit à travailler.
- ne pas la connecter sur une piece voisine (Exemple : ne pas connecter la masse sur une portiere pour redresser l'aile du vehicule).
- écaper proprement la tôle à l'endetroit de la connexion.
- Décaper l'endetroit où doit être travaillée la tôle.
- Placer au bout du pistonlet un des outils fournis en serrant fermement l'ecrou situé au bout du pistonlet.
- Sélectionner l'outil et la puissance.
- Mettre en contact l'outil du pistolet avec la tôle à souder.
- RÉalisér voset point de soudure.
Amorçage
Cette fonction est munie de 2 systèmes d'amorçage :
Mode manuel (à l'aide de la gachette)
- Brancher le connecteur de puissance et le connecteur de commande,
- Appuyer sur le bouton de selection d'amorçage (6) jusqu'à allumer la LED (4 - F) (FIG-II p.2).
Le mode automatique ne fonctionne plus, seule une pression sur la gachette permet le point de soudage.
Mode automatique
- Brancher le connecteur de puissance,
- Appuyer sur le bouton de selection d'amorçage (6) jusqu'à allumer la LED (5 - F) (FIG-II p.2).
L'appareil est muni d'un système d'amorçage automatique du point de soudage.
Le générateur détecte automatiquement le contact électrique et génére un point de soudage dans un délambda inférieur à 1 seconde. Pour générer un 2^ème point, rompre le contact en bout de pistolet pendant au moins 1/2 seconde puis établit un nouveau contact.

Pour un fonctionnement optimal, il est préconisé d'utiliser le cable de masse et les pistolets livrés d'origine.
PROTECTION THERMIQUE
Cette fonction est munie d'un système de protection thermique automatique. Ce système bloque l'utilisation du générateur pendant quelques minutes en cas d'utilisation trop intensive. Il se caractérisse par l'allumage d'un voyant de defaulted thermique (7) (FIG-II p.2).
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous defaults ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main-d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
Lusure normale des pieces (Ex.: porte-electrodes, tiges de reprise de masse, etc.). - Les incidents dus à un mauvais usage (erreur d'alimentation, chute, demontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, returner l'appareil à votre distributeur, en y joignant : - un justificatif d'achat dated (ticket de sortie de caisse, facture...)
- une note explicative de la panne.
FIGI
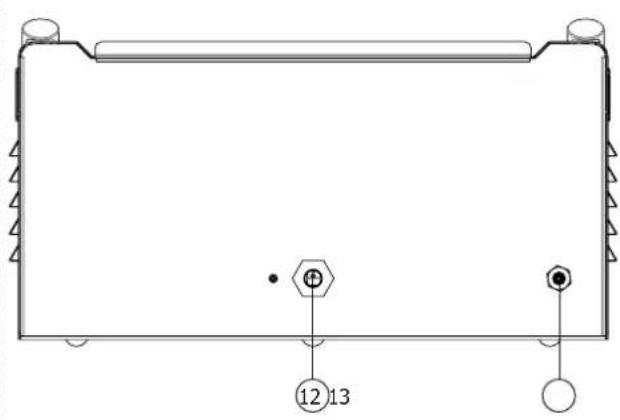
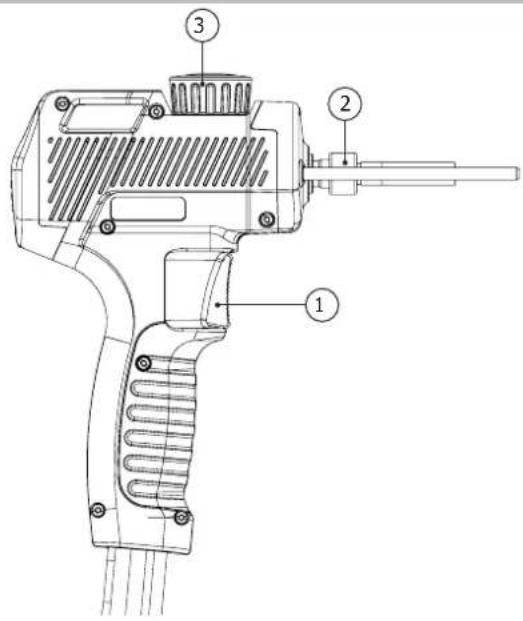
FIG I - PISTOLET ALU / ALU GUN
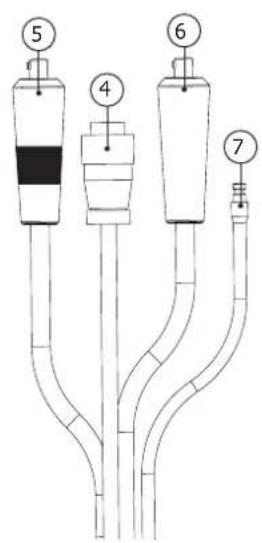
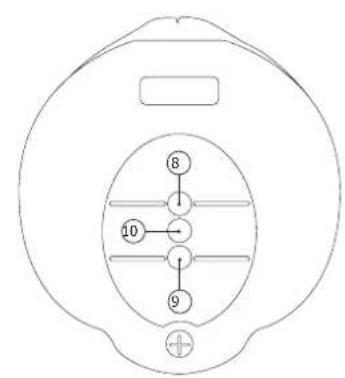
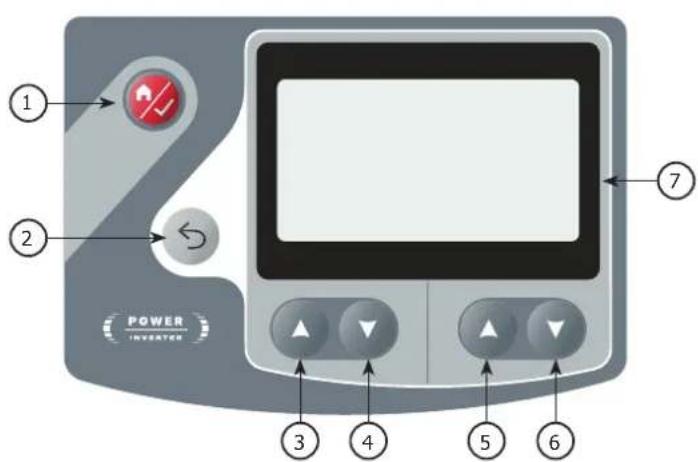
FIG II - INTERFACE
ALUMINIUM
ACIER / STEEL

| Power level | 4 5 6 7 8 | 9 H | ||||||||
| Sheet thickness (mm) | 0,6 0,7 | 0,8 0,9 | 1,0 1,1 | 1,2 1,3 | 1,4 1,5 | 1,6 |
| Leistungsstufe | 3 4 5 6 7 | 8 9 H | ||||||||
| Blechdicke(mm) | 0,6 0,7 | 0,8 0,9 | 1,0 1,1 | 1,2 1,3 | 1,4 1,5 1,6 |
Almacenado entre -20 et +55^ (-4 et 131 ^ F ).
Humedad del aire :
Inferior o igual a 50% à 40^ (104°F).
Inferior o igual a 90% à 20^ (68°F).
Altitud :
Tenez-les éloignés des circuits électriques et du circuit de soudage et ne soudez jamais sur une bouteille sous pression.
| Fase | Cebado | Decapado | Arco | Agarre | ||
| T (ms) | 0 à 200 ms | 10 à 500 ms | 0 à 50 ms | |||
| I (A) | ≈80-150 A | 50 à 60 A | 50 à 200 A* | ≈80-150 A |
| Nivel de potencia | 3 4 5 6 | 7 8 9 H | ||||||||
| Grosor de la chapa(mm) | 0,6 0,7 | 7 0,8 0,9 | 1,0 1,1 | 1,2 1,3 | 1,4 1,5 1,6 |
| Fase | Priming Schuren Boog VastklinkenW | ||
| T (ms) | 0 à 200 ms 10 à 500 ms 0 à 50 ms | ||
| I (A) | ≈80-150 A 50 à 60 A 50 à 200 A* ≈80-150 A |
| Livello di potenza | 3 4 5 6 | 7 8 9 H | ||||||||
| Epaisseur de tôle (mm) | 0,6 0,7 | 7 0,8 0,9 | 1,0 1,1 | 1,2 1,3 | 1,4 1,5 1,6 |
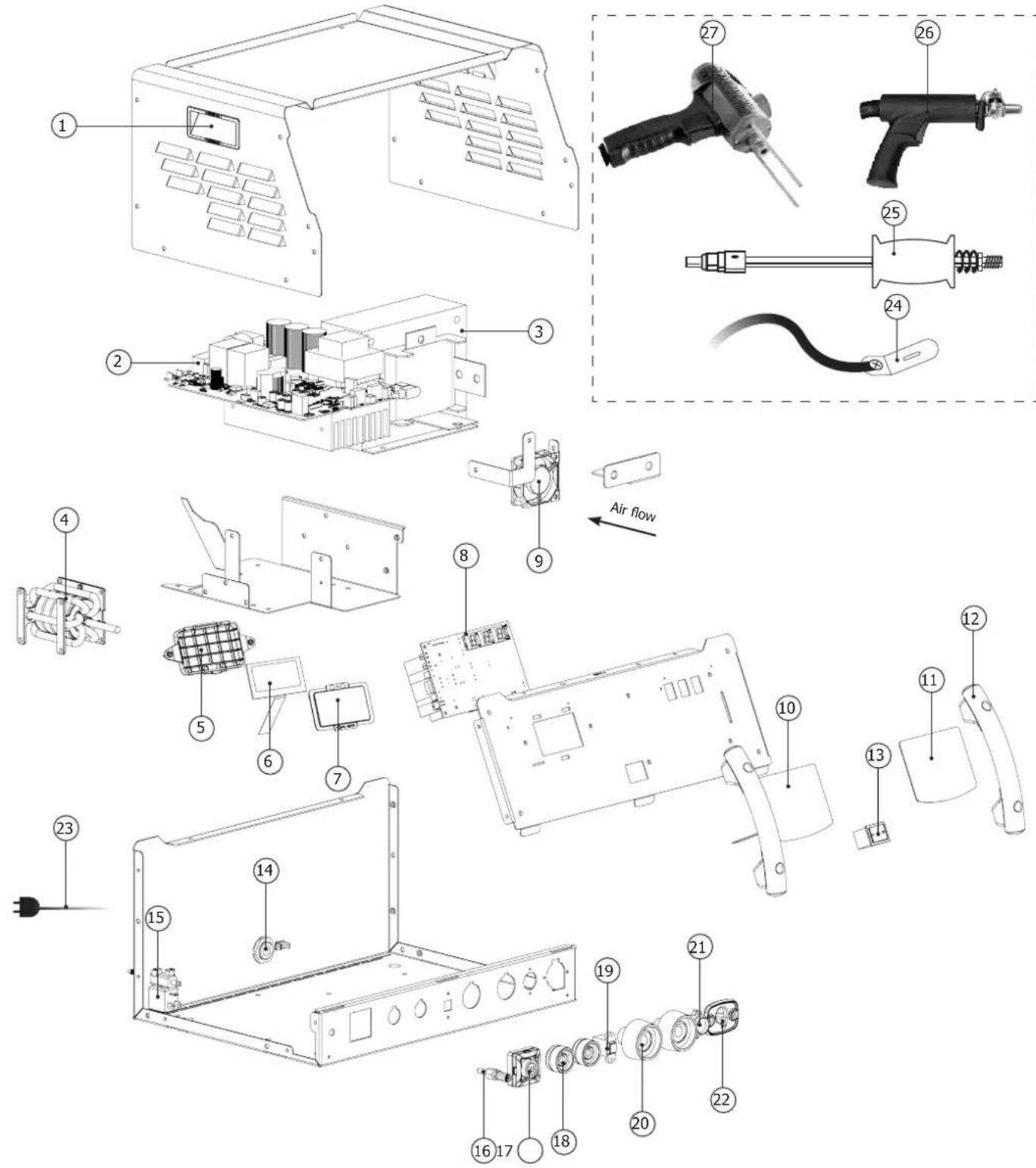
Générateur / Generator
| 1 | Pojnée / Handle / Griff / Mango / Руча / Handvat / Impugnatura | 71515 |
| 2 | Circuit Arc Pull / ARC PULL wiring / Circuit Arc Pull / Circuito Arc Pull / Плata Arc Pull / Circuit Arc Pull / Circuito Arc Pull | 97433C |
| 3 | Transformateur / Transformer / Transformador / Transformador / Tpańcfopmatop / Transformator / Trasformatore | 96043 |
| 4 | Self / Choke / Drossel / Дrosсель / Smoorklep / Induttanza | 63644 |
| 5 | Support plastique / Plastic support / Kunststoffträger / Soporte plácico / Пл正常使用 К��хател / Kunststoffen houder / Supporto di plastica | 56172 |
| 6 | Ecran / Display screen / Bildschirm / Pantalla / Экразн / Scherm / Schermo | 51992 |
| 7 | Protection transparente / Transparent cover / Durchsichtige Schutzvorrichtung / Protección transparente / Рожаимая зашира / Transparant beschemkapje / Protezione trasparente | 56175 |
| 8 | Circuit Gyspot / GYSPOT wiring / Circuit Gyspot / Circuito Gyspot / Плata Gyspot / Circuit Gyspot / Circuito Gyspot | E0054C |
| 9 | Ventilateur / Fan / Lüfter / Ventilador / Bebina Top / Ventilator / Ventilatore | 51018 |
| 10 | Clavier Alu / Aluminium keypad / Alu-Taste / Teclado de aluminio / Альостпевая панень уравлия / Display Alu / Tastiera Alluminio | 51849 |
| 11 | Clavier Acier / Steel keypad / Stahl-Taste / Teclado Acero / Сталья панень уравлия / Display Staal / Tastiera Acciaio | 51971 |
| 12 | Poinée / Handle / Griff / Mango / Руcka / Handvat / Impugnatura | 56047 |
| 13 | Interrupteur / Switch / Trennschalter / Interruptor / Великийейь / Schakelaar / Interruttore | 52462 |
| 14 | Presse étoupe / Stuffing box / Stopbuchse / Prensæstopas / Calbnik / Wartel / Pressacavo | 71148 + 71148-1 |
| 15 | Electrovanne / Solenoid valve / Magnetventil / Electroválvula / Эльсторы ланан / Magneetventiel / Elettrovalvola | 70991 + 43208 |
| 16 | Coupleur / Coupler / Kupplung / Acoplador / Coedinilitel / Koppelaar / Commutatore | C31322 |
| 17 | Faisceau connecteur + protection plastique / Connector cable protection and plastic cover / Kabelbaum-Stocker + Kunststoffschutz / Cable conector + protección plástica / Coedinilitelbny жгт + п��никовая зашита / Kabel aansluiting + kunststoffen bescherming / Fasciocavo connettore + protezione plastica | 93226ST + 56176 + 56177 |
| 18 | Embase Texas 25mm² / Dinse baseplate (25 mm²) / Texas-Steckdose 25mm² / Embase Texas 25mm² / Pašteм Texac 25 MM² / Texas aansluiting 25mm² / Colletto Texas 25mm² | 51524 |
| 19 | Cordon USB + cache connecteur / USB cable and connector cover / USB-Kabel + Anschlussabdeckung / Cordón USB + cubierta del conector / USB-Kabèn + крышka pašteма / USB Kabel + bescherming / Cavo USB + coperchio connettore | 71991 + 52029 |
| 20 | Embase Texas 70 mm² / Dinse baseplate (70 mm²) / Texas-Steckdose 70mm² / Embase Texas 70 mm² / Paštem Texac 70 MM² / Texas aansluiting 70 mm² / Colletto Texas 70 mm² | 51461 |
| 21 | Connecteur / Connector / Anschluss / Conector / Konnektop / Aansluiting / Connettore | 51138 |
| 22 | Passe cloison / Bulkhead / Passwortpartition / Pasamuros / Заuntная втуksa / Kabeldoorgang / Passaggio parete | 56053 |
| 23 | Cordon secteur / Mains cable / Netzkabel / Cable de conexión electrica / Cetevoишуr / Voodingskabel / Cavo corrente | 21496IND3 |
| 24 | Cable de masse / Earthing cable / Massekabel / Cable de masa / Kaběn заеменя / Massakabel / Cavo di massa | 94822 |
| 25 | Marteau à inertie / Slide hammer / Trägheitshammer / Martillo de inercia / δpaṭnéй молоток / Slaghamer / Martello ad inerzia | 049802 |
| 26 | Pistolet Manuel / Manual gun / Manuelle Pistole / Pistola Manual / Руной пистолет / Handmatig pistool / Pistola Manuale | 057524 |
| 27 | Pistolet Arcpull / ARCPULL gun / Pistole Arcpull / Pistola Arcpull / Пистолет Arcpull / Pistool Arcpull / Pistola Arcpull | 93026 |

Pistolet Manuel pour Acier / Manual Steel Gun
| 28 | Vis de maintain / Holding screw / Halteschraube / Tornillo de sujeción / Уdexкваноши виnt / Schroef / Vite di tenuta | 41031 |
| 29 | Plaque de serrage / Hose plate / Klemplatte / Placa de sujeción / Замmarная пл actina / Klemplaatje / Placca di serraggio | 98920 |
| 30 | Pass fil / Wire guide hole / Zugentlastung / Guía para cable / Рождая втулka заюя / Doorvoer tule / Passa filo | 56027 |
| 31 | Coque pistolet / Gun casing / Gehäuse Pistole / Carcasa de pistola / Корунс постолета / Pistool behuizing / Involucro pistola | 77049 |
| 32 | Gåchette / Trigger / Gatifillo / Tjurrep / Trekker / Pulsante di avanzamento | 56029 |
| 33 | Prise TEXAS / TEXAS plug / TEXAS-Stecker / Toma TEXAS / Stbyрb TEXAS / TEXAS aansluiting / Connettore TEXAS | 51460 |
| 34 | Connecteur / Connector / Steuerleitungsstecker / Conector / Konnektop / Aansluiting / Connettore | 51137 |
| 35 | Collier serrage pour mandrin Quick Gun / Hose clamp for Quick Gun / Schnellspanner Quick Gun / Abrazadora de tubo para mandrin Quick gun / замmarныйхомут ду муфты Quick Gun / Klembeugel voor mandrel Quick Gun / Collare di serraggio per mandrino Quick Gun | 51199ST |
| 36 | Mandrin Quick Gun avec collier de serrage / Quick Gun with hose clamp / Aufnahme mit Schnellspanner Quick Gun / Mandrin Quick Gun con abrazadora de tubo / Myftra Quick gun с замmarныйхомутом / Mandrel Quick Gun met klembeugel / Man-drino Quick Gun con collare di serraggio | 057531 |
Pistol Acpull pour Alu / Arcpull Gun for Aluminium
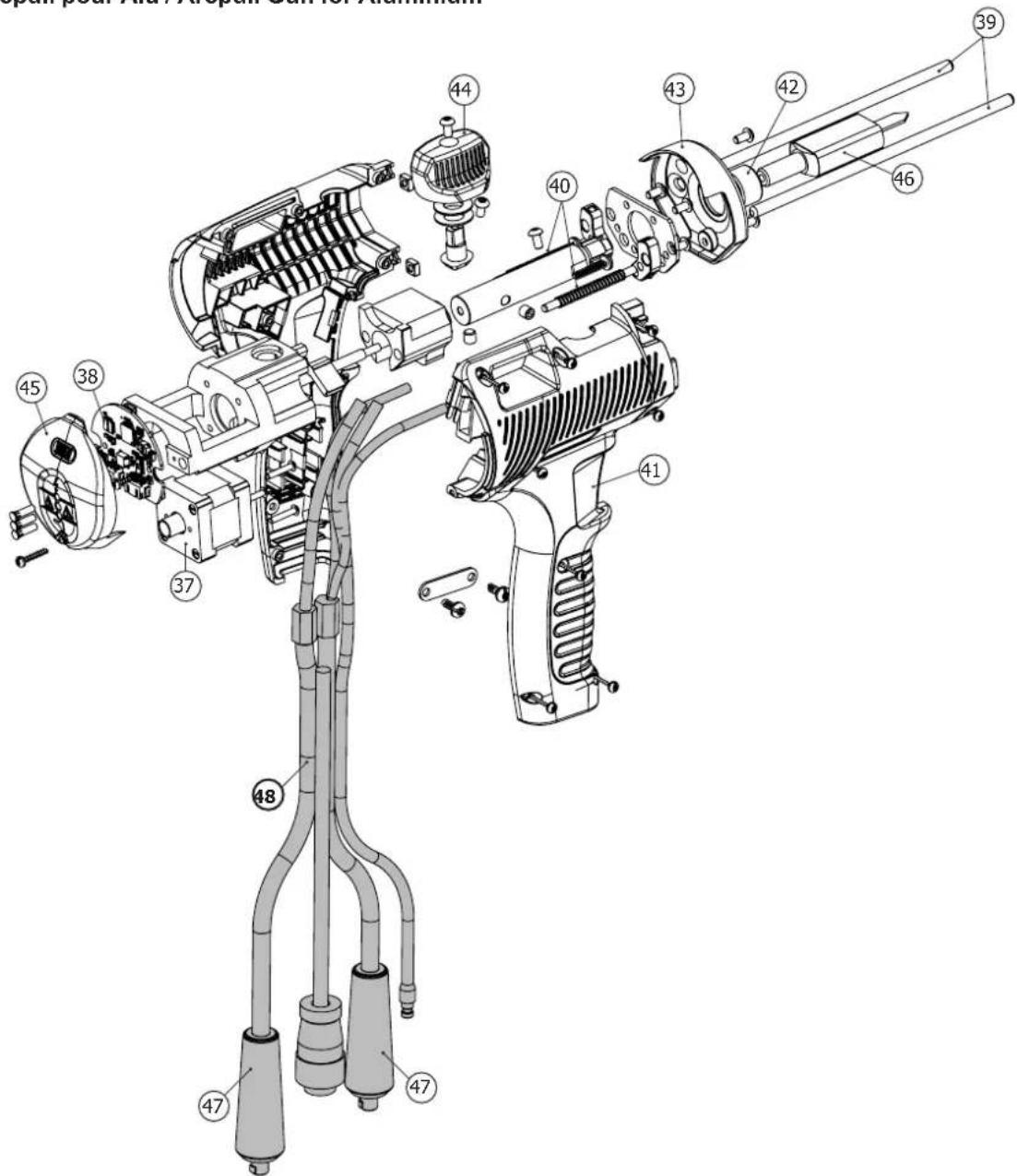
| 37 M | Moteur / Motor / Motore / Motop 71832 | ||
| 38 C | arte Electronique / Electronic card E0024C | ||
| 39 | Tiges de retour de masse / Earth rods / Massekontaktstifte / Varillas de returno de masa/ Стетжни заemsлия / Massa-pinen / Asta di ritorno di massa | 93069 | |
| 40 | Ressort de tiges / Rod spring / Feder für Massekontaktstift / Muelles de varillas / Птукуништырей / Veer / Molla fissa aste | 55224 | |
| 41 | Gächette / Trigger / Schalter / Gatillo / Tprirrep/ Auslöser / Pulsante di avanzamento | 56029 | |
| 42 | Bague de vérouillage / Locking nut / Verriegelungsring / Anilla de bloqueo / Kolbyо浓缩ковы / Vergrendeling / Anello diblocco | 90598 | |
| 43 | Coque avant / Front cover / Schale vorne / Frontal / Voorzijde / Frontale | 56188 | |
| 44 | Molette de verrouillage des tiges / Earth rods locking wheel / Feststellknopf / Ruedecilla de bloqueo de varillas / Peredniaanenb Kolесно浓缩ковништырей / Vergrendelwielte pinnen / Manopola di blocco aste | 56270 | |
| 45 | Coque arrête / Rear cover / Schale hinten / Posterior / Задая оболоча / Achterschaal / Guscio postiore | 56189 | |
| 46 | Porte anneau / Ring holder / Aufnahme / Porta anillas / Дерхател дд кoleц / Holder trekoog / Porta anello | 93814 | |
| 47 | Fiche Texas H14 Måle / Texas plug H14 Male / Texas-Stecker H14 männlich / Enchufe Texas H14 Macho / Texaccniiштокер H14 Мужский / Texas stekker H14 Mannelijk / Spina Texas H14 maschio | 51523 (x2) | |
| 48* | Faisceau complet / Complete cable / Anschlusskabel / Cable completo / Kaběль в сбoste / Complete kabel / Fasciocavi completo | Si fabrication après 01/10/2022 | A0236 |
| Faisceau complet sans pistolet / Complete bundle without gun / Complettes Bündel ohne SO SAV S81106Pistole / Paquete completo sin pistola / П��ный komплесь бezи постлеса / Completebundel zonder pistool / Pacchetto completo sonoza pistola | SO SAV S81106 | ||
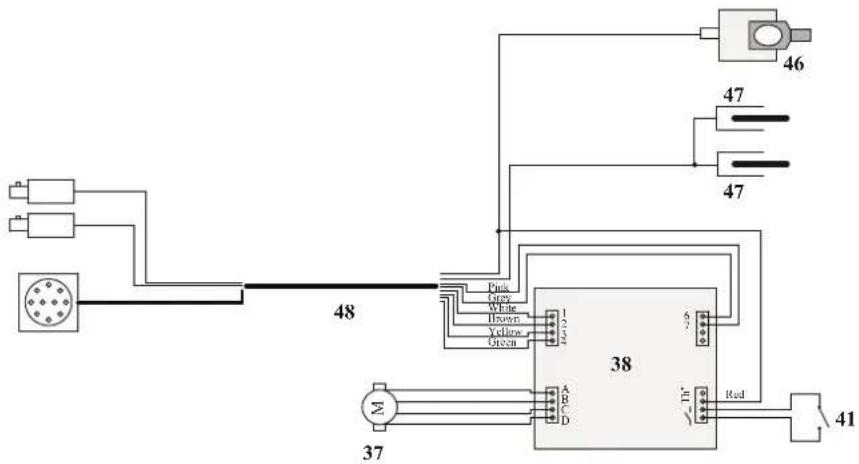
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ΘJEKTPUÇECKAR CXEMA / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
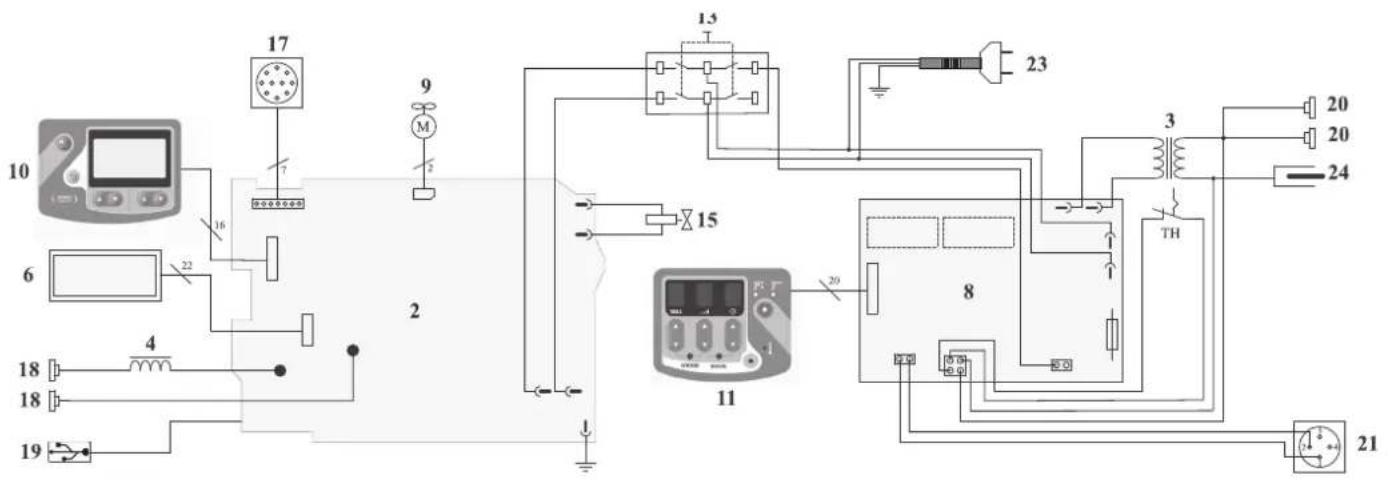
Générateur
Pistol Arcpull pour Alu
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TECNICAS / TEXHNUECKNE CNEUΦIKEAÇUNI / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
| ALU | |
| Tension à vide / No load voltage / Leerlaufspannung / Tension al vacio / Happrajene xoloctofo xoha / Nullastspanning / Tensiona a vuoto | 82 V |
| Courant de sortie nominal (I2) / Rate current output (I2) / nominaler Arbeitsstrom (I2) / Corrente de salida nominal (I2) / Homnahanbny bbyxodnoi Tok (I2) / Nominale uittgangsstroom (I2) / Corrente di uscita nominale (I2) | 10 → 200 A |
| Tension de sortie conventionnelle (U2) / Conventional voltage output (U2) / entsprechende Arbeitsstappnung (U2) / UcnoBHOe bbyxodnhe haprrajene (U2) / Tension de salute convencional (U2) / Conventionaluittgangsspanning (U2) / Tensione di uscita convenzionale (U2) | 20.4 → 28 V |
| Facteur de marche* Norme EN60974-1.Duty cycle* Standard EN60974-1.Einschaltdauer* EN60974-1-NormCiclo de trabajo* Norma EN60974-1 | ΠВ%* HopmaEN60974-1.Inschakeldtuur* NormEN60974-1.Imax 100% |
| Longueur du faisceau / Interconnection cable length / Länge des Schlauchpakets Longitud del cable conector / Д��иа рукав/ Lengte van de babel / Lunghezza fascicavli | 3 m |
| ACIER / STEEL | |
| Tension à vide assignée U20 / U20 rated no load voltage / Leerlaufspannung U20 / Tension en vacío asignada U20 / Homnahanbnoe haprrajene xoloctofo xoha U20 / Nominaile nullastspanning U20 / Tensiona a vuoto assegnata U20 | 7.4 V |
| Puisance permanente Sp / Permanent power USP / Dauerleistung Sp / Potencia permanente Sp / Пocstobнань мошость Sp / Continu vermogenSp / Potenza permanente Sp / Corrente d'alimentazione permanente I1p | 1.8 kVA |
| Courant d'allentation permanent 11p / Permanent supply current 11p / Dauerhafter Versorgungsstrom 11p / Corrente de alimentacion permanente 11p / Пocstobнань ток петеняп 11p / Continue voedingsstroom 11p / Continue voedingsstroom 11p / | 7.8 V |
| Courant maximal de court-circuit primaire permanent 11cc / Maximal current of a permanent primary short circuit 11cc / Maximaler, primarseitigerDauerkurzschlussstrom11cc / Corrente maxima de cortocircuito permanente 11cc / Пocstobнань макималын ток корOTKOTOZambykaши na nepurчke 11cc / Maximale primaire continue kortsluitingsstroom 11cc / Corrente massima di corto-circuito primario permanente 11cc | 90 A |
| Courant maximal de court-circuit secondaire 12cc / Maximal current of a secondary short circuit 12cc / Maximaler, sekundärseitiger Dauerkurzschlussström 12cc / Corrente maxima de cortocircuito secundaria 12cc / Масималын ток корOTKOTOZambykaши na вторчke 12cc / Maximale secondairekortsluitingsstroom 12cc / Corrente massima di corto-circuito secondario 12cc | 2800 A |
| Courant permanent secondaire 12p / Permanent secondary current 12p / Sekundärer Dauerstrom 12p / Corrente permanente secundaria 12p /Пocstobнань ток на вторчke 12p / Secondaire continue stroom 12p / Corrente permanente secondaria 12p | 270 A |
| Longueur du faisceau / Interconnection cable length / Länge des Schlauchpakets Longitud del cable conector / Д��иа рукав/ Lengte van de babel / Lunghezza fascicavli | 2 m |
| GYSPOT COMBI ARCPULL | |
| Primario / Primary / Primär / Primario / Primario / Primario / Primario | |
| Tension d'alimentation / Power supply voltage / Versorgungsspannung / Tension de red eléctrica / Happrajene pétanía / Voedingssspanning / Tensiona di alimentazione | 230 V+/- 15% |
| Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Chactota cétii / Frequentie sector / Frequenza settore | 50 / 60 Hz |
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавки полхангеловпесу винcentra / Zekerling hoofschakelaar / Fusible disgluntore | 16 A |
| Temperature de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de functiionamento / Рабочая Tempepatура / Gebruikstemperatu/Temperature di funzionamento | -10°C → +40°C |
| Temperature de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Tempepatухханения / Bewaartemperatuur / Temperatura di stocaggio | -20°C → +55°C |
| Degre de protection / Protection level / Schutzart / Grado de proteccion / Стени зациты / Beschermingsklasse / Grado di protezione | IP21 |
| Dimensions (Lxih) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxih) / Pâzměру (ДхшxB) / Afmetingen (Lxih) / Dimensioni (Lxdx) | 45 x 37 x 24.5 cm |
| Poids / Weight / Gewicht / Besc / Peso / Gewicht / Peso | 29 kg |
| + 7.39 kg | |
*La tese de marche sont realisel sa la norma EN60974-1 a 40^ et sur un cycle de 10 min. Lors dutilisation intensive (supérieur au facteur de marche) la protection thermique peut s'enclcher, dans ce cas, l'arc s'eleint et le témoin s'allume. La source de courant ou战役 décrit une caractéristique de sorlie tombarie.
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
FRANCE
www.gys.fr
contact@gys.fr