
Gyspot Combi Arcpull - Generatore GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Gyspot Combi Arcpull GYS in formato PDF.
| Tipo di prodotto | Generatore di saldatura / Levadentini 2 in 1 per acciaio e alluminio |
| Marca | GYS |
| Modello | Gyspot Combi Arcpull |
| Categoria | Saldatrice |
| Dimensioni (L x l x h) | 45 x 37 x 24,5 cm |
| Peso totale | 36,4 kg (generatore 29 kg + pistola 7,4 kg) |
| Alimentazione | 230 V +/- 15 %, 50/60 Hz |
| Fusibile consigliato | 16 A (curva C, D o K) |
| Corrente di uscita nominale Alu | 10 – 200 A |
| Tensione a vuoto Alu | 82 V |
| Corrente permanente secondaria Acciaio | 270 A |
| Tensione a vuoto Acciaio | 7,4 V |
| Ciclo di lavoro | 100 % (Alu e Acciaio) |
| Funzioni principali | Levadentini per trazione su acciaio e alluminio, saldatura ad arco trainato di pezzi riportati |
| Modalità di saldatura | Sinergica e Manuale |
| Protezione gas | Argon, ArHe30%, ArCO2 8% (a seconda del materiale) |
| Tipo di innesco | Manuale (grilletto) o automatico (rilevamento contatto) |
| Manutenzione | Spolveratura regolare, verifica dei collegamenti, cambio delle barre di massa, aggiornamento software via USB |
| Sicurezza | Protezione termica, protezione contro le sovratensioni, arresto automatico in caso di guasto |
| Dispositivi di protezione individuale | Guanti isolanti, maschera da saldatura, indumenti ignifughi, scarpe isolanti |
| Grado di protezione | IP21 |
| Garanzia | 2 anni (Francia) parti e manodopera |
| Temperatura di funzionamento | -10 °C a +40 °C |
| Temperatura di stoccaggio | -20 °C a +55 °C |
Domande frequenti - Gyspot Combi Arcpull GYS
Domande degli utenti su Gyspot Combi Arcpull GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Generatore in formato PDF gratuitamente! Trova il tuo manuale Gyspot Combi Arcpull - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Gyspot Combi Arcpull del marchio GYS.
MANUALE UTENTE Gyspot Combi Arcpull GYS
Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non delve essere effettuata.
Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in quello manuale non può essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'attrezzatura.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicative e/o sul manuale. Bisognà rispetto le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabricante non può essere ritenuto responsable.
L'impiano deve essereutilizzato in un locale privo di polvere, o acido, ne gas inflammabili o autre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi che durante l'utilizzo ci sua una buona circolazione d'aria.
Intervalli di temperatura :
Utilizzare tra -10 e +40 °C (+14 e +104 °F).
Stoccaggio tra -20 e +55 °C (-4 e 131 °F).
Umidità dell'aria :
Inferiore o uguala al 50% a 40^ (104^)
Inferiore o uguali al 90% a 20^ (68 °F).
Altitudine :
Fino a 1000 m di altitudine sopra il livello del mare (3280 piedi).
PROTEZIONI INDIVIDUALI E DEGLI ALTRI
La saldatura ad arco cui estere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell'arco, di campi elettromagnetic (attentione ai portatori di pacemaker), di rischio di scosse elettriche, di rumore e fumi.
Proteggere voi e gli altri, rispetto le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti sansa risvolto, isolanti, asciutti, ignifughi e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare protezioni per la saldatura e/o cuffiette per la saldatura con un livello di protezione sufficiente (a seconda dell'applicazione). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a lavoro sono particolarmente vietate. A volte è necessario delimitare le aree con tende ignifughe per proteggere l'area di saldatura delle radiazioni dell'arco, dagli spruzzi e dai residui incandescenti.
Informare le personne che si trovano nell'area di saldatura di non guardare i raggi dell'arco o le parti fuse e di indossare indumenti protettivi adeguati.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le personne in zona saldatura).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potra essere ritenuto responsable in caso d'incidente.

I pezioni appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando si esegue la manutenzione della pistola o del portaelettro, bisogna assicurarsi che quest'ultima sa è sufficientemente fredda e aspetto almeno 10 minuti prima di qualsiasti intervento. è importate renderere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. è necessario prevedere una ventilazione sufficiente, e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distance di sicurezza. Inoltre la saldatura di materiali conteneti piombo, cadmio, zinco o mercurio e berillio più essere particolaremente nociva. sgrassare anc che parti prima della saldatura.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello.
La saldatura è proibita se effettuata in prossimità di grasso o vernici.
PERICOLI DI INCENDIO ED ESPLOSIONE

Proteggere completeness l'area di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri.
Un'attrezzatura antincendio deve essere presente in prossimita delle operazioni di saldatura.
Attenzione alle proiezioni di materia calde e alle scintille anche attraverso le fessure, Possono essere causa di incendio e di esplosione.
Allontanare le personne, gli oggetti infiammabili e i contentitori molto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se anni sono aperti devono prima essere svotati di agli materiale inflammabile o esplosivo (olio, . carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali inflammabili.
BOMBOLE DI GAS

Il gas uscendo delle bombole potrebbe essere fonte di asfissia in caso di concentrazione nell'ospazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositorio spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un'alto. Attenzione alle variazioni di temperatura e alle esposi zioni al sole.
La bombola non deve essere a contatto con una fiamma, un arco elettrico, la pistola, morsetti di terra o agli altra fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente ave una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, oanche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente quando quest'ultima è alimentata (Pistola, pinze), perché sono collegati al circuito di saldatura.
Prima di aprire la sorgente di corrente di saldatura, scollegare l'apparecchio alla rete elettrica e attendere 2 minuti. In modo che tutti i condensatori siano scarichi.
Non toccare contemporaneamente l'albero della pistola e il morsetto di terra.
Assicurarsi di sostituire i cavi se sono danneggiati, da persona qualificate e autorizzate. Dimensionare la categoria dei cavi in funzione dell'applicazione. Utilizzato sempre vestiti asciutti e in Buono stato per isolarsi dal circuito di saldatura. Indossare scarpe isolanti, independentemente dall'ambiente di lavoro.
Attenzione! Superficie molto calda. Rischio di usioni.
- Le parti e le apparecchiature calde possono causare ustioni.
Non toccare le particalde a mani nude. - Attendere che le parti e le apparecchiature si raffreddino prima di maneggiarle.
In caso di ustioni, sciacquare abbondamente con acqua e consulhare immediatamente un medico.
CLASSIFICAZIONE CEM DEL MATERIALE

Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dalsystema pubblico di alimentazione a basa tensione. Posso sono esserci delle difficultà potenziali nell'assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte, oanche irradiate a radiofrequency.
Acciaio :
Questa apparecchiatura non è conforme alla norma IEC 61000-3-12 ed è destinata al collegamento a reti private a bassa tensione collegate alla rete di alimentazione pubblica solo a livello di media e alta tensione. In caso di collegamento a una rete di alimentazione pubblica a bassa tensione, è responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurarsi, consultando il gestore della rete di distribuzione, che l'apparecchiatura possa essere collegata.
Alu :
A condizione che l'impedenza di rete di alimentazione del senso comune a bassa tensione nel punto di aggancio comune via inferiore a Zmax =0,45 Ohm, questa apparecchiatura è conforme a CEI 61000-3-11 e più essere collegata a reti pubbliche a bassa tensione. è responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurarsi che ciò avenga, in consulazione con l'operatore della rete di distribuzione, se necessario, che l'impedenza di rete via conforme alle restrizioni.
Acciaio / Alu :
Questo materiale è conforme alla CEI 61000-3-11.
EN 61000-3-11 Acciaio :
Questa apparecchiatura è conforme alla norma CIE 61000-3-11 se l'impedenza di rete nel punto di connessione all'impianto elettrico è inferiore all'impedenza di rete massima consentita Zmax = 0,130 Ohm.
EN 61000-3-12 Alu :
Alu :
Questo materiale e conforme alla CEI 61000-3-12.
EMISSIONELETTROMAGNETICHE

La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un Campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetic EMF possono disturbare alcuni impianti medici, per esempio i pacemaker Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i salvatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l'esposizione ai campi elettromagnetic del circuito di saldatura:
- posizionare i cavi di saldatura insieme - fissarli con un morsetto, se possibile;
- posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
non arrotolare mai i cavi di saldatura attorno al corpo;
non posizionale dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo: - collegare il cavo di ritorno all'applicazione più vicina alla zona da saldare;
non lavorare accanto alla fonte di corrente di saldatura. non sedetevi o appoggiatevi adesso; - non saldare durante il trasporto della fonte di corrente di saldatura o del trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare quello disposativo di saldatura. L'esposizione ai campi elettromagnetici durante la saldatura potrebbe averere altri effetti sulla salute che non sono più conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se viene rilevata un'interferenza elettromagnetica, è responsabilità dell'utente del dispositivo di saldatura ad arco risolverve la situazione con l'assistenza tecnica del fabbricante. In certi casi esta azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo Completo con montaggio di filtri d'entrata. In agli caso le perturbazioni elettromagnetiche devono essere ridotte fino a non essere più fastidioso. Valutazione della zona di saldatura
Prima di installare l'apparecchiatura di saldatura ad arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Occorre tenere in considerazione quanto segue:
a) presenza sopra, molto e accanto all'apparecchiatura di saldatura ad arco di altri cavi di alimentazione, di comandi, di segnalazione e di Telefoni;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di personne vicine, come ad esempio l'uso di pacemaker o apparecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l'immunità degli altri materiali presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebber richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e dalle altre attività svolte sul dato. La zona circostante cui estendersi nelle installazioni.
Valutazione dell'installazione di saldatura
Oltre alla valutazione dell'area, la valutazione delle installazioni di saldatura ad arco cui si rivevare a determinare e risolverve i casi di perturbazioni. Conviene che la valutazione delle emissioni includhe delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11 Le misurazioni sul posto sono anche permiettere di confirmare l'efficacia delle misure di attenuazione.
RACCOMANDAZIONE SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTRAMNETICHE
a. Rete di alimentazione pubblica: Conviene collagenare il materiale di saldatura ad arco a una rete pubblica di alimentazione secondo le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura ad arco fissati stabilmente. Converrebbeanche assicurarsi della continuità della schematura elettrica su tutte la sua lunghezza. E' conveniently collagenare la schematura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l'involucro del genatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E' opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguito le raccomandazioni del fabbricante. è opportuno che agli accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. è opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati nelle istruzioni del fabbricante. E' opportuno, in particolare, che il separatore dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e manutenzionati secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: E' opportuno che i cavi siano i più corti possibili, posizionati l'uno vicino all'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operatore di scosse elettriche se costui tocca contemporaneamente quosti oggetti metallici e l'elettrodo. Converrebbe isolare l'utente di quosti oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, come ad esempio gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra vuò, in certi casi e non sistematicamente, ridurre le emissioni. è opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, è opportuno che il collegamento fra il pezzo da saldare e la terra sia fatto direttamente, ma certi paesi non autorizzato quello collegamento diretto, quindi conviene che la connessione sia fattà con un condensatore appropriato scelto a seconda delle regolamentiazioni.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante cui il potentiarii dei problemi di perturbazioni. La protezione di tutte la zona di saldatura cui è essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO

La fonte di corrente di saldatura è dotata di maniglia superiore che permette di portarla a mano. Attenzione a non sottovalutarne il peso. L'impugnatura non è considerata come un mezzo di imbragatura.
Non usare i cavi o le pistole per spostare la sorgente di corrente di saldatura. Deve essere spostata in posizione verticale.
Non far passare la fonte di corrente al di sopra di persona o oggetti. Mai sollevare una bombola di gas e la fonte di corrente di saldatura dello stesso momento. Le loro norme di trasporto sono distinte.
INSTALLAZIONDELDISPOSITIVO
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere un'area sufficiente per ventilare la sorgente di corrente di saldatura e accedere ai comandi.
- Non utilizzato in ambienti con polvere metallica conduitiva.
- I cavi di alimentazione, di prolunga e di saldatura devono essere completamente srotolati per evitare il surriscaldamento.
- Il produttore non si assume alcuna responsabilità per anni a persona e oggetti causati da un uso impropero e pericoloso di但这a apparecchiatura.
- La fonte di corrente di saldatura deve essere al riparo alla pioggia e non deve essere esposta ai raggi del sole.
- Il dispositorio è di grado di protezione IP21, che significata :
- una protezione contro l'accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- una protezione contro la pioggia diretta al 60% in relazione alla verticale.
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di quello dispositivo.
MANUTENZIONE/CONSIGLI


- Gli utilizzatori di但这a macchina devono aver ricevuto un'adeguata formazione sull'uso della macchina per poterne sfruttare al meglio le prestazioni e per svolgere un lavoro corretto (ad esempio,allenamento per carrozza).
- Prima di effettuare qualiasi riparazione su un veicolo, verificare che il costruttore autorizzi il processo di saldatura utilizzato.
- La manutenzione e la riparazione del generatore possono essere eseguite solo dal produttore. Qualiasi'intervento su quello generatore da parte di terzi, invalida le condizioni di garanzia. Il produttore declina agli responsabilità per qualiasi incidente che si verificchi dopo quello intervento.
- Spagnere l'alimentazione extraendo la spina e attendere due minuti prima di intervenire sull'apparecchiatura. All'interno, le tensioni e le currenti sono elevate e pericolose.
- Tutti gli strumenti di saldatura sono soggetti a deterioramento durante l'uso. Mantenere puliti questi strumenti per consentire alla macchina di funzionare al meglio.
- Prima di utilizzare la pistola, controllare le condizioni dei diversi utensili (stella, elettrodo a punta singola, elettrodo al carbonio, ...) e pulirli se necessario o sostituurli se sembrano in cattive condizioni.
- Rimuovere regolarmente il coperchio e soffiare via la polvere. Fare controllare i collegamenti elettrici con un attrezzo isolato da personale qualificato.
- Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, devese sostituito dal produttore, il suo servizio di assistenza clienti o una persona altrettanto qualificata, per evitare qualsiasi pericol.
- Lasciare libero le bocchette della sorgente di corrente di saldatura per l'ingresso e l'uscita dell'aria.
INSTALLAZIONE E FUNZIONAMENTO DEL PRODOTTO
DESCRIZIONE DELL'APPARECCHIO (FIG-1)
Rimuovi ammaccature 2 in 1 di nuova generatione. Il Gyspot Combi ARCPULL più essere utilizzato per rimuovere le ammaccature delle carrozerie in acciaio e alluminio. Questo metod di riparazione a trazione senza smontaggio è efficace in termini di costi e di tempo.
Questa apparecchiatura contiene 2 debosser con 2 pannelli di controllo:
| Un debosser in acciaio Un debosser in alluminio | |
| Con generatore, pistola manuale e cavo di terra- La pistola con pulsante è collegata al connettore n°6 e il suo cavo di controllo al connettore n°5- La pistolaenza pulsante (in opzione) si connette al connettore n°7- Il cavo di massa è fisso nella posizione n°4 | Con saldatura ad arco tirato, la sua pistola a motore lineare con messa a terra rapida integrata (2 perché flessibili).- La pistola si connette al connettore n°8 e n°9- Il cavo di controllo della pistola si collèga al connettore n°10- Il tubo del gas si collègia al n°13 |
Generatore GYSPOT COMBI ARCPULL (FIG-I)
1-Tastiera Alluminio
2- Interuttore (On/Off/On) M/A
3-Tastiera Acciaio
4-Cavo di massa Acciaio
5-Conntore del commande pulsante pistola Acciaio
6-Texas per pistola con pulsante Acciaio
7-Texas per pistolaenza grilletto Acciaio
8-Texas per fasciocavi pistola Alluminio (-)
9-Texas per fasciocavi pistola Alluminio (+)
10- Colletto per connettore di controllo fasciocavi pistola Alluminio
11- Uscita gas per fasciocavi pistola Alluminio
12-Cavo di alimentazione
13- Entrata gas connessa alla bombolae (15 l/min) (G1/4 D6)
14- Connettore USB per aggiornamento soft Alu
Pistola automatica GYSPOT ARCPULL 200 - Funzione Alu (FIG-I)
1-Pulsante
2- Anello di bloccaggio del portelettretro di
3-Manopola di bloccaggio dell'asta
4- Connettore controlo fasciocavi pistola
5-Texaspositivo
6-Texas negativo
7-Raccordo gas
8-LED ON (verde)
9-LED contatto (blu)
10- LED errore (rosso)
INTERFACCIA UOMO-MACCHINA ALLUMINIO (IHM) (FIG-II)
1-Pulsante Menu/Validare
2-Pulsante posteriore
3-Pulsante G+
4-Pulsante G-
5-Pulsante D+
6-Pulsante D-
7-Schermo
INTERFACCIA UOMO-MACCHINA ACCIAIO (IHM) (FIG-II)
1- Visualizzazione utensili
2- Visualizzazione del livello di potenza
3- Visualizzazione tempo del punto
4- Spia di adescamento manuale
5- Spia luminosa innesco automatico
6-Pulsante di selezione del tipo di adescamento
7- Indicatore di guasto termico
8- Pulsante di selezione della modalità operativa (Manuale/Sinergia)
9-Pulsanti di selezione tempo del punto (+ / - )
10- Spia della modalità MANUAL
11- Pulsanti di selezione del livello di potenza (+ / - )
12- Spia della modalità SYNERGIC
13- Pulsanti di selezione degli utensili (+/-)
ALIMENTAZIONE E AVVIO
- Questa apparecchiatura è fornita con una spina da 16 A di tipo CEE7/7 e delve essere collegata a un impianto elettrico monofase a tre fili da 230 V (50-60 Hz) con il conduittore neutro collegato a terra. Verificare che l'alimentazione e la relativa protezione (fusabile e/o interruptatore automatico) siano compatibili con la corrente richiesta per l'uso. Questa apparecchiatura è progettata per funzionare su un impianto elettrico dotato di un interruptatore automatico a curva C, D o K da 16A. La corrente assorbita effettiva (l1eff) per l'alluminio e la corrente assorbita permanente (l1p o ILp) per l'acciaio è individata sul dispositorio per le condizioni operative massime.
Funzionamento dell'alluminio
Il lato sinistro del prodotto funziona con arco trafilato e consente la saldatura di inserti :
principalmente anelli di trazione su materiali a base di alluminio, maanche borchie e chiodi isolanti su materiali a base di alluminio e acciaio. Dispone di una modalità sinergica e di una modalità manuale.
Laccione aviene ruotando verso sinistra linteruttore di accensione/spegnimento posto al centro del prodotto.
- L'unità entra in protezione se la tensione di alimentazione è superiore a 265 Vca (sullo schermo viene visualizzato il messaggio Guasto rete). Il funzionamento normale riprende non appena la tensione di alimentazione torna al suo intervallo nominale.
- All'accensione, il prodotto si avvia sempre in modalità sinergica. Ilchio di modalità (Manuale o Sinergia) si effettua tramite il menu principale.
Fornito con i seguenti accessori in alluminio:

PROTEZIONE GASSOSA
A seconda del materiale da saldare, una protezione gassosa cui esere necessaria.
La portata del gas deve essere impostata tra 12 e 15 L/min.
La tabella qui sotto elenca il gas consigliato da usare in funzione del pezzo da lavorare e del suo materiale. La tabella è fornita a titoloindicativo,si raccomanda di effettuare prove di saldatura preliminari.
| Inserto da saldare Gas Senza gas Uso | |||
| Anello di tiraggio alluminio Argon Non raccomandato Raccomandato | |||
| Goujon, chiodo isolante in alluminio | ArHe 30% Non Non raccomandato Raccomandato | ||
| Anneau de tirage acier | ArCO28% | Possible | Possible |
| Goujon, chiodo isolante in acciaio, ecc. | ArCO28% | Possible | Possible |
Nota :
Nel caso della saldatura dell'alluminio, è possibile utilizzato argon puro (Ar)"Ince de la miscela argon-ello al 30% ArHe 30 % .Allo stesso modo, nel caso di saldatura di acciaio (Fe o FeCu), è possible utilizzato argon puro (Ar) ince de la miscela argon- CO^2 all 8 % (ArCO^2 8 % ).In ogni caso, i parametri di saldatura delle sinergie non sono più garantiti, cui ossere necessario passare in modalità Manuale.

Non superare i 5 N.m quando si stringe un raccordo all'ingresso del gas dell'attrez-zatura.
CONNECTION DELLA PISTOLA AL GENERATORE

La connessione e disconnessione del connettore di controllo della pistola al colletto del genratore deve imperativamente essere fatto con il generatore spento.

La ghiera del connettore di controllo della pistola deve sempre essere avvitata correttamente al colletto del generatore prima dell'accensione del prodotto.

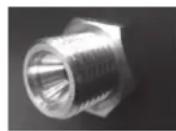
PROCEDIMENTO DI SALDATURA DELL'INSERTO PER ARCO TIRATO
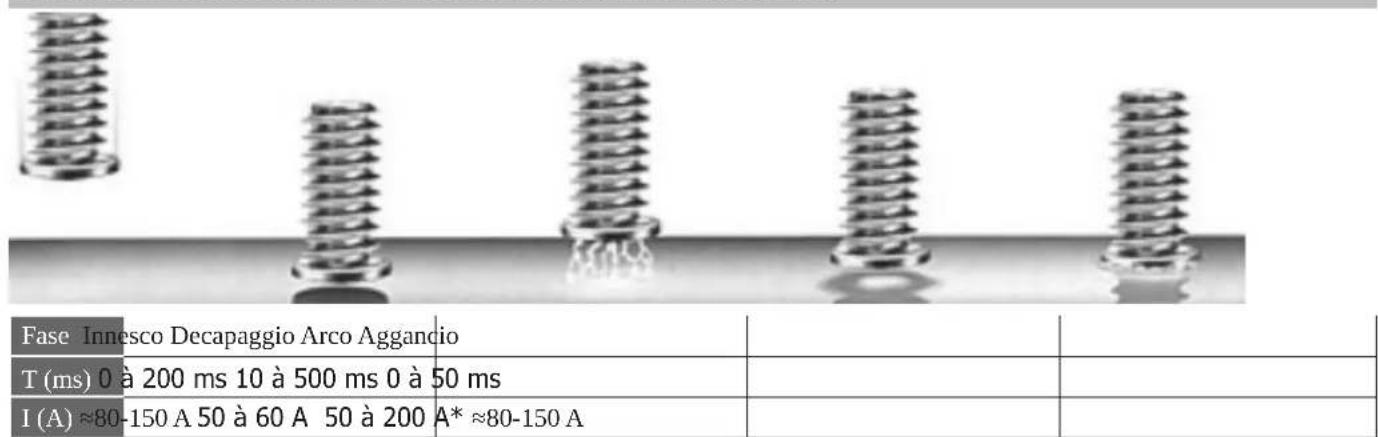
Priming: l'innesco (anello di trazione, perni, ecc...) e messo in contatto con la lamiera supporto. Una pressione sul pulsante avvia il procedimento di saldatura: il generatore invia corrente al perno, l'asta della pistola si alza leggermente, si crea quando un arco a bassa intensità.
Spogliazione : esta fase potrebbe anche essere chiamata preriscaldamento. Il generatore regola una corrente per garantire un arco elettrico a bassa intensità, il calore generato da questo arco permette:
-
di bruciare le impurità della lamiera supporto (grasso, oli, rivestimento elettrolitico di zinco)
-
di pre riscaldare entrambi i pezzi, e limitareosi lo shock termico dell'arco di saldatura, per migliorare la qualita della saldatura.
Durante esta fase, né l'inserto né la lamiera supporto vengono fusi. Allo stesso modo, esta fase non permette dire rimuovere lo strato di zinco della lamiera galvanizzata.
L'arco : il generatore augenta significativamente la corrente per creare un arco ad alta energia che create un bagno di fusione sull lamiera di supporto e provoca la fusione dell'estremita dell'inserto.
La trazione: La pistola immerge l'inserto nel bagno di fusione.
Note: Lo spessore del foglio di supporto non deve essere inferiore a 14 del diametro dell'inserto nel caso dell'acciaio e a 12 del diametro nel caso dell'aluminio.
SALDATURA DEGLIANELLI DI TRAZIONE
- Montare il porta-anello;
- Decappare il posto dove delve essere effettuata la saldatura;
- Selezionare la sinergia giusta per l'anello da saldare;
- Collegare il texas negativo della pistola al dispositivo
(non usare morsetti di terra); - In caso di funzionamento in modalità manuale: mettere su OFF la molla digita « Flex »;
- Inserire un anello nel supporto dell'anello;
- Sbloccare le barre di recupero di massa con la manopola;
- Posizione are la pistola sulla lamiera e mettere in contatto l'anello con la lamiera. Quando la pistola emette un « bip » o si accende il LEDconto (blu), bloccare le barre d'appoggio con la manopola;
- Premere il pulsante torcia;
- Una volta completata la saldatura, sbloccare la manopola per rilasciare le aste e sollevare la pistola per rilasciare l'anello.
Controllare la polarità del texas della pistola :
| Inserto da saldare | Collegamento del cavo positivo (marcatore rosso) | Cavo texas negativo Uso | |
| Anello di tiraggio alluminio | Terminale texas negativo (-) | Terminale texas positivo (+) | Raccomandato |
| Chiodi e borchie isolanti in alluminio | Terminale texas positivo (+) | Terminale texas negativo (-) Raccomandato | |
| Anello di trazione in acciaio Terminale | Terminale texas positivo (+) Terminale | Terminale texas negativo (-) Possibile | |
| Borchie in acciaio, chiodi isolanti, ecc. | Terminale texas positivo (+) Terminale | Terminale texas negativo (-) Possibile |
Ogni 30 saldature degli anelli di trazione, il messaggio « Verificae le aste » viene visualizzato sullo schermo. Controllare l'estremità delle barre di terra Se quosti mostrano segni di saldature, carteggiare leggermente con carta abrasiva per ripristinare il contatto elettrico.
Premere per confermare e azzerare il contatore.

SALDATURA IN MDALITA SINERGICA
In modalità Sinergia, l'altezza dell'arco, i tempi e le correnti delle diverse fasi di saldatura sono determinati automaticamente dal prodotto. Una sinergia è quindi definita da un tipo di pezzo da saldare, il suo materiale, la sua protezione dal gas, le sue dimensioni e la schedà di supporto.
Il tipo di gas da utilizzare viene molto migliorato sullo schermo. In caso di polarità errata della pistola, sul display appeare un messaggio e il LED di guasto (rosso), della pistola, lampeggia.

I diversi parametri di saldatura sono sono stabiliti dagli inserti venduti da GYS.
Questesinergie rimangono valide per gli inserti fina a 35mm ,purché siano dello stesso tipo e materiale di quelli venduti da GYS (secondo ISO 13918).
Le sinergie degli inserti in alluminio (ad eccezione degli anelli di trazione), sono stati stabiliti su fogli di supporto preriscaldati a una temperatura di 50 - 60^ . Si consiglia di eseguire prima una saldatura di prova su una piastra di supporto suicida, per assicurarsi che la saldatura sa in buone condizioni.
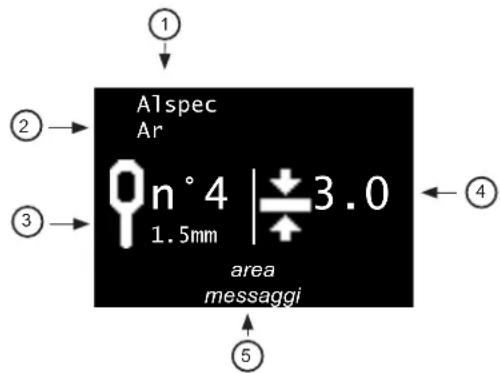
Nella schermata principale della Modalità, Vengono visualizzati i dati di Synergy:
1 - Il materiale dell'inserto : AlMg, Fe, FeCu, ecc.
2 - Il tipo di protezione del bagno : No Gas, il tipo di gas consigliato
3 - Il pittogramma del pezzo da saldare
4 - Lo spessore della lamiera su cui verrà saldato il pezzo
5 - Un'area di messaggio che specifica lo stato del prodotto
Dalla sinergia visualizzata sullo schermo, definito da un tipo di pezzo (3), il suo materiale (1) e la sua protezione (2), è possibile modificare solo la dimensione del pezzo (M4, M5, ecc.) premendo G+ e G -enza dover passare per il menu di impostazione.
| Inserto Pittogrammi Osservazioni Foto | ||
| Anello di trazione | n°4 1.5mm | Premendo G+ e G- si scorrono tutte le sinergie dell'anello contenate nell dispositorio. Il materiale (1) e la protezione gassosa (2) sono aggiornati dinamicamente. |
| Perno | M6 | Sinergie associate ai perni |
| Chiodo isolante | ∅2 |
SPESSORE DELLA LAMIERA SUPPORTO

Spessore visualizzato in millimetri.
Per augmentare o diminuire lo spessore della lamiera a cui verrà saldato l'inserto, premere i tasti D+ e D-.
Gli intervalli di spessore selezionabili sono legati al tipo, alla dimensione e al materiale della parte da saldare.
Se lo spessore della lamiera è inferiore a quello visualizzato sullo schermo, la lamiera di supporto più essere deformata in corrispondenza della saldatura.
Quando il set visualizza, lo spessore della lamiera è abbastanza alto da non influenzare più i parametri di salute della sinergia.
Se questo pittogramma non appeare, è stato raggiunto lo spessore massimo della lastra. Oltre quello spessore, la saldatura dell'inserto non è più garantita.
Note : Quando si passa alla modalità Synergy alla modalità Manual, tutti i parametri di saldatura (correnti, tempo, altezza, ecc.) associati alla sinergia vengono trasferiti alla modalità manuale. In quello modo è possibile regolare con precisione le impostazioni della stazione se la sinergia selezionata non corrisponde al risultato atteso (saldatura eccessiva, o alla abbastanza energia).
SALDATURA IN MODALITA MANUALE
In modalità manuale, i tempi, correnti, l'altezza di sollevamento dell'inserto e l'attivazione della molla digitale devono essere inseriti dall'utilizzatore.
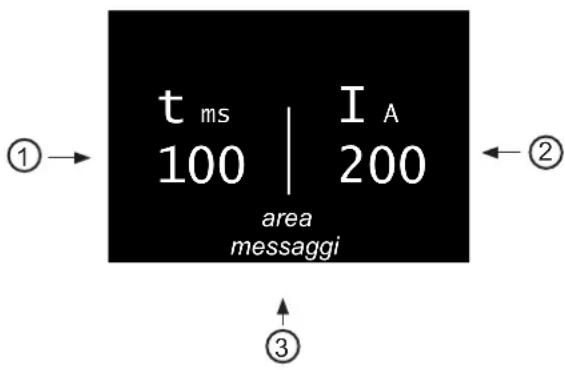
Nella schermata principale della modalità manuale sono visualizzati:
1 - Tempo d'arco in milliseconds (vedi § 3)
2-La corrente d'arco (vedi 3
3 - Un'area di messaggio che specifica lo stato del prodotto.
ELENCO DEI MESSAGGI VISUALIZZATI NELLA PARTE INFERiore DELLO SCHERMO DI SALDATURA
| Messaggio Descrizione | |
| Pistola scollegata Nessuna pistola è collegata al dispositivo | |
| Texas disconnesso Il texas positivo della pistola non è collegato al generatore | |
| Texas invertito (Solo in modalità sinergica). La polarità del texas è inverter-tita rispetto a quella richiesta alla sinergia. | |
| Pronto Una volta completato il ciclo di riposo, il prodotto è dis-ponibile per la saldatura | |
| Solo movimento è stata rilevata una trazione del grilletto se nenza che un inserto fosse in contatto con la lamiera di supporto. La pistola esegue quando un movimento meccanico da sola, il generatore non è acceso. | |
| Contatto Il prodotto rileva che un inserto è in contatto con la lamie-ra di supporto. Se la saldatura è fattà molto protezione gassosa, l'elettrovalvola del gas siCTL pre-gas. | |
| Saldatura Ciclo di saldatura in corso | |
| Saldatura completata Il ciclo di saldatura è finito | |
| Pre-gas Viene visualizzato quando viene rilevata una pressione del grillettro prima che sia trascorso il tempo di pre-gas. In modo che la saldatura possa avvenire, è necessario rinanere in posizione (inserto sempre aicontatto con la lastra di supporto), e aspettare la fine del pre-gas. | |
| Contatto perso Visualizzato quando il contatto tra l'inserto è la lamiera di supporto è stato Perso prima che il tempo di Pre-Gas sia trascorso. | |
| Rottura dell'arco | |
| Sollevamento della pistola Viene visualizzato alla fine del ciclo di saldatura, se la pistola è essere iniziata in posizione sull'inserto |
MENU PRINCIPAL
Per accedere al menu principale delle modalità Synergy e Manual, premere il pulsante Menu/Invio. Premere sui tasti G+ e G- per spostare il cursore > dell'argomento. Selezionare l'argumento premendo sul pulsante Menu/Convalida
Menu Principale
Regolazioni Modo Manuale Configurazione
« Regolazioni » accede ai parmetri di saldatura (sinergica o manuale).
- « Modalità Manuale »/« Modalità sinergica » cancellare la modalità di saldatura del dispositorio
« Configurazione » accedere alla configurazione avanzata del dispositorio (lingue, gestione del gas, informazioni, ecc.).
Premere sul pulsante ritorno per ritornare allo schermo di saldatura.
MENUDIMPOSTAZIONDELLAMODALITA DI SINERGIA
Quando si opera in modalità sinergica, il menu di impostazione consente di selezionare il tipo di inserto da saldare, le sue dimensioni, il materiale e il tipo di protezione contro i gas.
In modalità Sinergia, le impostazioni vengono selezionate in ordine dall'alto verso il basso:
1 - Tipo di inserto : perno, chiodo, anello.
2 - Dimensione dell'inserto «EP. elec»: Mx, _x ,ecc.
3 - Materiali dell'inserto: Fe, FeCu, Al, ecc.
4 - Tipo di protezione della saldatura : Ferrite Nogas, o con Gas
Nota : Quando la saldatura deve essere eseguita sotto protezione di gas, il gas visualizzato è quello consigliato per garantire la resistenza della saldatura. Nel caso in cui questo gas non sia disponibile, potrebbe essere necessario passare alla modalità manuale.
Regolazioni Sinergia
Perno Spesso.elet. M6 Materiale Fe Gas ArCo8%
Premere sui tasti G+ e G- per spostare il cursore di sinistra e premere sui tasti D+ e D- per modificare i valori di agli item.
Una pressione sul tasto Menu/Convalida convalida le regolazioni della sinergia e riporta il dispositivo sulla schermata di saldatura sinergica.
Premere sul pulsante di ritorno per non confermare le regolazioni e ritornare al Menu Principale.
MENUDIMPOSTAZIONDELLAMODALITA MANUALE
Quando si opera in modalità manuale, il menu di impostazione consente la regolazione individuale di qualsiasi parametro relativo alla saldatura.
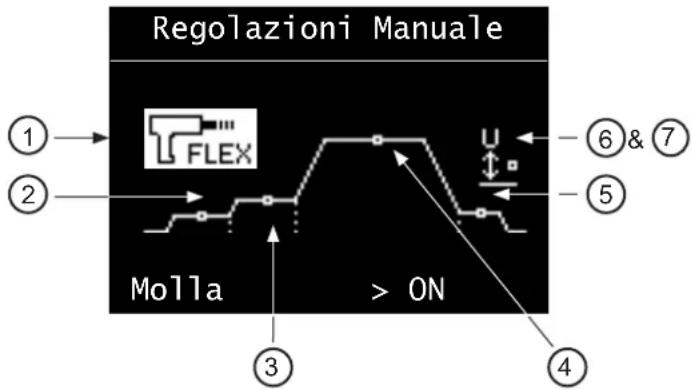
Premendo sulla torcia G+ e G- si mette in evidenza il parametro selezionato. Premendo sulla torcia D+ e D- si modifica il valore di quello parametro.
1-Molla digitale «flex»:
- Libero (ON) o bloccato (OFF) l'asse di trascinamento del porta-elettrodo quando l'inserto entra in contatto con la lamiera supporto.
E' raccommando di attivare esta funzione per tutti gli inserti ad eccezione degli anelli di tiraggio.
2-Innesco:
- Regolabile da -2 a +8. Gioca direttamente sulla consegna del convertitore di potenza del disposativo.
- A 0 (valore predefinito), il prodotto assicura un innesco ottimaleenza rischio di interruzione dell'arco quando l'inserto viene sollevato limitando la corrente di corto-circuito.
- Aumentare leggermente l'innesco in caso di rottura dell'arco ripetuta.
3- Decapaggio: Impostazione del tempo (in milliseconds), e la corrente di decapaggio. Per le spiegazioni si veda la pagina.
4- Arco: Impostazione del tempo (in milliseconds), e la corrente d'arco. Per le spiegazioni si veda la pagina.
5-Trazione:
Regolabile da -2 a +8. Gioca direttamente sulla consegnadel convertitore di potenza del dispositivo.
- A 0 (valore predefinito), il prodotto assicura un aggancio dell'elettrodo sulla lamiera supporto ottimale.
6 - Altezza:
- Altezza (in millimetri) di sollevamento dell'inserto durante la saldatura.
- Un'altezza troppo grande accentuerà il il sofiaggio dell'arco (vedere § 4.5) Un'altezza troppo Bassa espone la saldatura a un corto-circuito in ragione della deformazione dell'estremità del perno durante la saldatura.
7-Forza:
Regolabile da 0 a 4. Influisce direttamente sulla forza con cui l'inserto viene immerso nel bagno fus o (forgiatura).
- A 0 la forza di immersione è nulla, a 4 è il massimo. Nel caso di una saldatura che non rispetto il rapporto tra diametro e spessore massimo della lamiera (vedere §4.2). Potrebbe essere necessario ridurreQLaesta forza per evitare che perfori.
Una pressione sul tasting Menu/Convalida convalida le regolazioni di saldatura e riporta il dispositivo sulla schermata di saldatura manuale.
Premere sul pulsante di ritorno per non confermare le regolazioni e ritornare al Menu Principale.
CONFIGURAZIONE
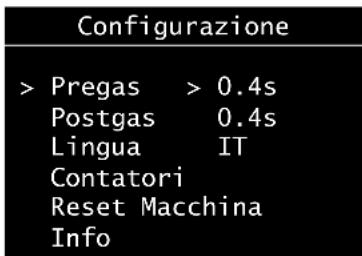
Premere sui tasti G+ e G- per spostare il cursore di sinistra (Pregas, Postgas Lingua, Reset macchina, Info.). Quando gli articioli Pregaz, Postgaz o Lingua sono indicati, premere i tasti D+ e D - per modificarne il valore.
| Intervallo di regolazione Commento | ||
| Pregas | NoGas da 0,2s a 3s | Per effettuare una saldatura sotto protezione gassosa, si consiglia d'avere un pregas di almeno 0,4s. |
| Postgas | NoGas o da 0,2s a 3s | Quando la saldatura si fa fatto protezione gassosa, si consiglia d'avere un postgas di almeno 0,4s. |
| Lingua | FR, GB, DE, NL, ES, IT, RU | |
Premere il pulsante Indietro per tornare al menu principale
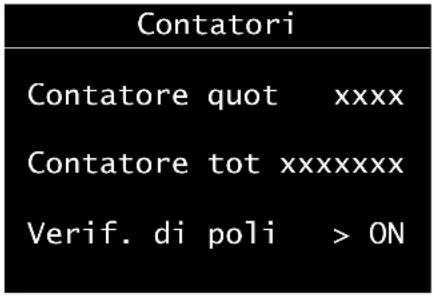
CONTATORI
Quando si selezione «Contatori», viene visualizzato sullo schermo:
- il contatore del giorno : numero di saldature eseguite correttamente alla messa in funzione del prodotto. Questo contatore viene azzerato al riavvio del prodotto.
- il contatore totale : numero di saldature eseguite correttamente dal prodotto da quando ha lasciato la fabbrica.
- L'attivazione/disattivazione del messaggio di averporto sulla verifica delle barre di terra (vedere §6.1). Valido solo in caso di saldatura ad anello e solo per la pistola ArcPull200-350. Premere G+ e G - perMETTE IN ON o OFF.
Reset macchina
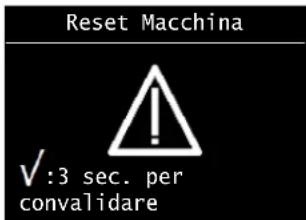
Quando « Reset macchina » viene selezionato dal menu Configurazione, una pressione su
Menu/Validate factornare il dispositivo nel除去-menudi reset macchina.
Premere su menu/convalida per 3 s per convalidare il reset del prodotto.
Premere su ritorno per ritornare al menu Configurazione e annullare il reset del prodotto. Un reset riporta il prodotto in francese e i valori di pre-gas e post-gas vengono riportati a 0,4s.
Pannello informazioni
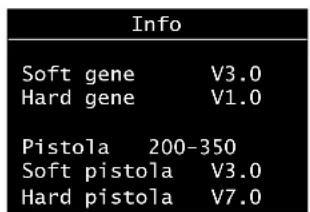
Il pannello d'informazione riporta i numero delle versioni di software e hardware del generatore e della pistola.
Per sfrttare neuve sinergie e i migioramenti del software, è possibl aggiornare la parte Alu tramite la presa USB anterio. A tal fine, contattare il servizio post-vendita GYS per conoscere la procedura da seguire.
STRUMENTI PER PISTOLE

Come opzione, la saldatura di inserti su alluminio/acciaio è possibile con gli accessori alla fine del manuale (borchie, tasselli di isolamento, ecc.).
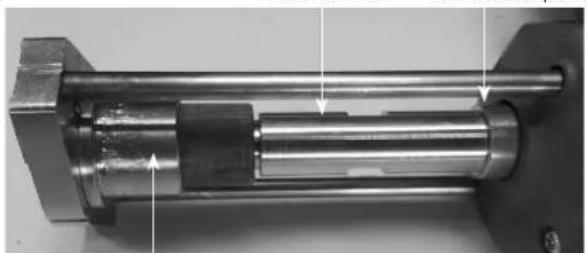
CAMBIO E REGOLAZIONE DELLA LUNGHEZZA DELLE ASTE DI TERRA
| Allentare la manopola di bloccaggio in modo che le aste di messa a terra si estendano il più possibile dalla pistola. Poi stringere la manopola di bloccaggio. | ||
| Svitare le due viti del pannello frontale e liberare il coperchio verso la parte anteriore della pistola. | ||
| Allentare leggermente le due viti di fissaggio dell'asta. | ||
| Se si cambia l'asta, rimuovere le aste tirandole in alto, e poi metterne uno nuovo. | ||
| Regolare la lunghezza delle aste dei cannoni per ottenere una dimensione L = 120 mm (dimensione tra l'estremità delle aste e il bordo delle flange). | ||
| Avvitare le due viti di fissaggio dell'asta. | ||
| Riposizionare il coperchio sulla parte anteriore della pistola e stringere le due viti di fissaggio. |
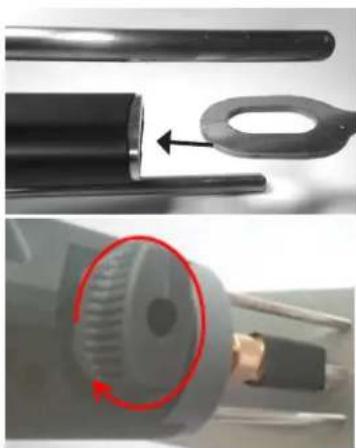
UTILIZZO ACCESSORIO PER POSA DI ANELLI DI TIRAGGIO
| Svitare leggermente il dato zigrinato dall'albero motore della pistola. | |
| Posizione il supporto dell'anello fino all'arresto e strin-gere il dato zigrinato. | |
| Posizione l'anello di trazione nel supporto dell'anello finché non si fermo. |
INSTALLAZIONE DI UN SUPPORTO PER PRIGIONIERI
- Posizione e avvitare il porta-perno nella canna della pistola.
- Posizione e avvitare leggermente l'uglio di protezione del gas sul supporto del perno.
- Posizione are il supporto del perno precedentente regolato nell'ugello di protezione.
- Avvitare l'uglio di protezione.
- Riposizionare e avvitare il pattino e la copertura sulle barre di terra.
Nota : Quando si avvitano i vari componenti, la canna della pistola deve essere sempre fissata con chiavi piatte.
Porta borchie
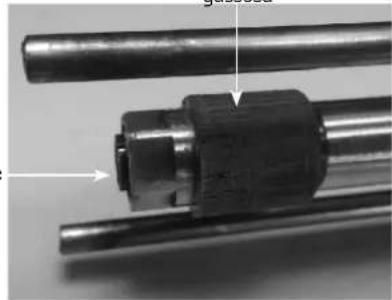
Ugello di protezione
gassosa
Porta borchie Canna della pistola
Pattino e cappuccio
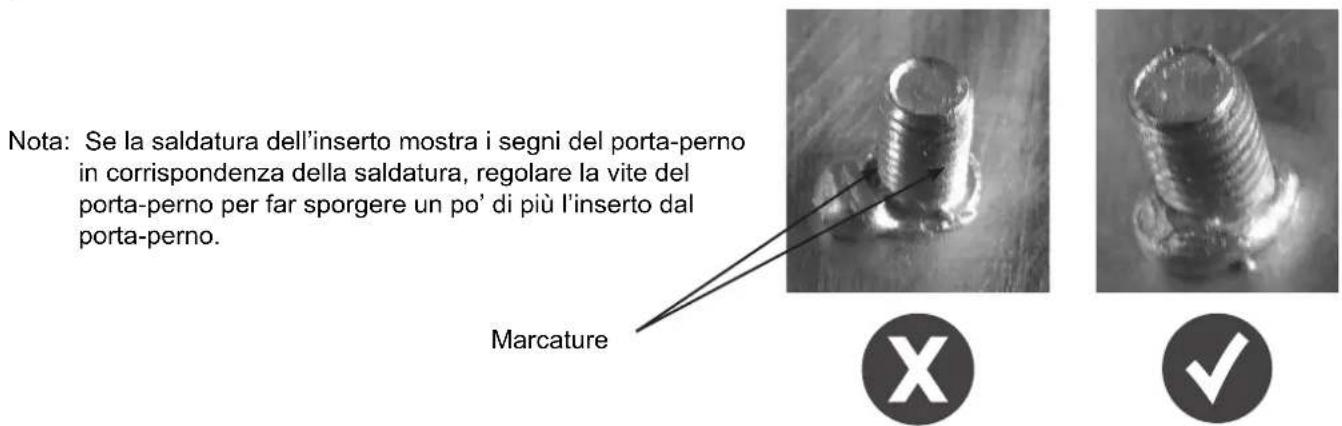
REGOLAZIONE DI UN PORTA PERNI/PORTA-CHIODI D'ISOLAMENTO
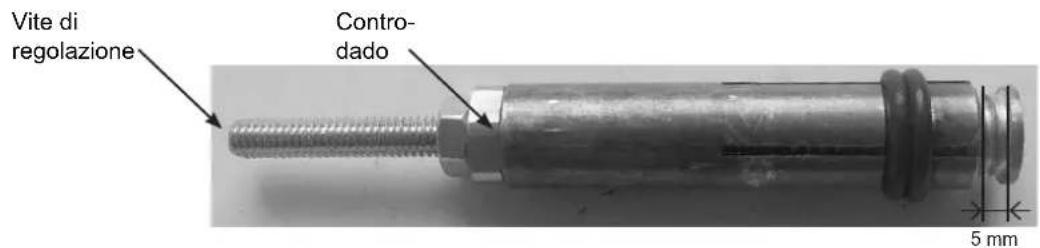
1) Svitare il controdado della vite di regolazione del porta-perni.
2) Inserire l'inserto nel supporto del perno e regolare la vite in modo che I'estremita dell'inserto sporga di 5 mm dal supporto del perno.
3) Avvitare il controdado.
Installazione del pattino di messa a terra e del tappo di protezione del gas :
Cappuccio di protezione gassosa

Pattino per l'augimento di peso di massa
- Incastrare il cappuccio di protezione gassosa nel pattino di recupero di massa e bloccarla con la vite.
Il tappo deve essere posizionato sull'alto lato degli spintori dei pattini.
Il tappo di schermatura del gas non deve essere montato sul pattino di massa quando si salda alla schermatura del gas.
- Posizione il pattino (dotato di tazzo) all'estremità delle aste di terra e avvitare le 2 viti di fissaggio. Si raccomanda di posizione il pattino con le viti di serraggio rivolte verso il fondo della pistola, in modo che i segni di posizioneamento siano ben visibili.
Note: L'utilizzo del pattino di protezione gassosa e della presa di massa non è necessaria durante la saldatura dell'anello di tiraggio.

Marcature di posizionamento
Viti di fissaggio
MESSAGE DI ERROR, GUASTI, CAUSE E RIMEDI
Questo dispositivo integra un systemi di controllo dei cedimenti. In caso di guasto, possono essere visualizzati messaggi di erre.
| Code erreur Significato Causes Rimedi | |||
| ERRORE TERMICO | Protezione termica del generatore. | Sorpasso del ciclo di lavoro. | Attendere l'estinzione del messaggio per riprendere la saldatura. |
| ERRORE RETE ELETTRICA | Difetto di tensione. | Tensione senza tolleranza o mancanza di una fase. | Fate controllare la vostra installmente elettrica da una persona abilitata. Promemoria:il disposito è progettato per funzionare su una rete monofase 110-240 Vac 50/60 Hz. |
| TASTO PREMUTO | Errore della tastiera. | Un tasto della tastiera risulta premuto all'avvio del prodotto | Fate controllare la tastiera da personale qualificato. |
| ERRORE COMUNICAZIONE | Errore del COM. con la pistola. | La communicatesione tra la pistola e il generatore è difettosa. | Ricollegare la pistola e riaccendere il dispositivo. Se il difetto persistsiste, far controllare il prodotto da personale qualificato. |
| ERRORE TERMICO | Protezione termica della pistola. | Sorpasso del ciclo di lavoro. | Attendere l'estinzione del messaggio per riprendere la saldatura. |
| ERRORE MOTORE | Difetto sonda di temperatura cablata. | La sonda di temperatura è sconnessa. | Fate controllare la tastiera da personale qualificato. |
Nota : qualsiasi intervento che richieda lo smontaggio del prodotto e la verifica dell'impianto elettrico delve essere effettuato da un tecnico qualificato.
Funzionamento dell'acciao
Il lato destro del prodotto consente le seguenti operazioni di carrozzeria:
- lavori di rimozione delle ammaccature;
- saldatura di chiodi, rivetti, rondelle, borchie e modanature;
- eliminazione degli impatti;
- fissaggio della lamiera.
Non è destinato a lavori di assemblaggio di parti metalliche.
Fornito con i seguenti accessori in acciaio di seguito:
| Pince de masse Pistola con pulsante | Marteau à inertie court 1,1 kg | Box accessori e materiali di consumo |
AVVIO E IMPOSTAZIONI
- Collegare le pistole con i connettori.

La pistola a pulsante dispone,或者其他 connettore di potenza, d'un connettore di lavoro pulsante. Connette quest'ultimo per innescare attraverso il pulsante.
- Per accendere, ruotare la manopola (2) verso destra (FIG-I pag. 2).
- Quando è stato commissionato per la primaolta :
LI display e le spie si accendono brevamente, quando l'apparecchio passa automaticamente alla modalità SINEGICA (12) (FIG-II p.2). Indica :
-Utensile (1): impostato di default su 1 (saldatura a stella o utilizzo dell'utensile di crimpatura).
- il livello di potenza (2): impostato di default su 2 (impostazione adatta per lamiere di acciaio da 0,8 mm).
Perutilizzare la modalita MANUALE (10),premere il tasto (8).
Il modo SINERGICO da all'utilizzatore le regolazioni di fabbrica raccomandate per agli utensile utilizzate su uno spessore di lamiera stabilito.
Il modo MANUALE permette all'utilizzatore di scegliere il proprio tipo di regolazioni, perché tener conto dell'uten-sile, selezionando la potenza e il tempo del punto desiderati.
-
A seconda della modalita scelta, SINERGICA o MANUALE, modificare le impostazioni come segue :
-
Per cancellare l'utensile, premere le frece (13) - (disponibile solo in modalità SINERGICA).
| 1 K | 2 P | 3 I | 4 J | 5 T | 6 O | 7 E |
| 1 Lavori di riparazione di ammaccature con l'aiuto di un martello ad inerzia, di stelle o pinza tira-incavi. | 4 Elettrodo di carbonio per la ritenzione. | |||||
| 5 Saldatura di rivetti per bacchette laterali. | ||||||
| 2 Saldatura di anelli per lavori di raddrizzamento. | 6 Saldatura di fili ondulati o rondelle per il fissag-gio a terra. | |||||
| 3 Appiattimento degli impatti con una specifica punta di rame. | 7 Saldatura di perni per fissaggio di masse veicoli e fascicavi di collegamento | |||||
- Per modificare il livello di potenza, premere le frece (9). I livelli di potenza offerti consentono di raddrizzarelastre di diverso spessore.
- Per cancellare il tempo del punto, premere sulle frece (7). - (Accessibile solo in modalità MANUALE).
| Temps de point (ms) | L 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | H | ||||||
| 10 | 20 | 30 | 40 | 50 | 80 | 100 | 200 | 300 | 400 | 500 |
-
Con la manopola (6) selezionare il tipo di adescamento (vedi sezione adescamento):
-
l'indicatore (4) (F) indica l'utilizzo di una pistola a grilletto.
- La spia (5) (F) indica l'utilizzo di una pistola automatica (opzione: rif. 050679).
- Eseguire i punti di saldatura seconde le istruzioni per l'uso.
- Dopo il primo utilizzato, la parte in acciaio passera all'impostazione dell'ultimo punto di saldatura completato ad agli avvio. Registraanche l'ultima impostazione del punto di saldatura per anni utensile e pistola.
ISTRUZIONI DI UTILIZZO
Operazione
Procedure come segue:
- Collegare il morsetto di terra del generatore alla parte di lamiera da raddrizzare secondo i seguenti consigli :
- posizionarlo nel punto più vicino all'area da lavorare.
Non collegarlo a una parte vicina (esempio: non collegare la terra a una porta per raddrizzare l'alal del veicolo). - spogliare in modo netto la lamiera nel punto di collegamento.
- Spogliare l'area in cui delve essere lavorato il foglio.
- Posizione are un degli strumenti in dotazione sull'estremita della pistola, stringendo saldamente il dato all'estremita della pistola.
- Selezionare l'utensile e la potenza.
- Portare l'utensile della pistola a contatto con la lamiera da saldare.
- Creare il punto di saldatura.
Priming
Questafunzione dispone di 2 sistemi di adescamento :
Modalità manuale (utilizzato il grilletto)
- Collegare il connettore di alimentazione e il connettore di controllo,
- Premere il pulsante di selezione dell'adescamento (6) finché non si accende il LED (4 - F) (FIG-II p.2).
La modalità automatica non funziona più, solo una pressione sul grilletto consente di ottener e il punto di saldatura.
Modalità automatica
- Collegare il connettore di alimentazione;
- Premere il pulsante di selezione dell'adescamento (6) fino all'accensione del LED (5 - P) (FIG-II p.2).
L'unità è dotata di un sistema di avvio automatico dei punti di saldatura.
Il generatore rileva automaticamente il contatto elettrico e genera un punto di saldatura in meno di 1 secondo. Per essere genere un 2^ punto, interrompere il contatto all'estremità della pistola per almeno 12 secondo e poi riprendere il contatto.

Per un funzionamento ottimale, si raccomanda di utilizzato il cavo di massa e le pistole fornite in origine.
PROTEZIONE TERMICA
Questa funzione è dotata di un sistema di protezione termica automatica. Questosystemablocca l'uso del Questo systemablocca l'uso del generatore per alcuni minuti in caso di utilizzo troppo intenso. É caratterizzato dall'accensione di un indicatore di guasto termico. (7) (FIG-II p.2).
CONDIZIONE DI GARANZIA FRANCIA
La garanzia copre eventuali difetti o anomale di fabbricazione per 2 anni, alla data di acquisito (parti e manodopera).
La garanzia non copre :
- Ogni danno dovuto al trasporto;
- La normale usura dei pezzi (Es. portaelettrodi, barre di recupero di massa, ecc.);
Gli incidenti causati da uso impropero (erreore di alimentazione, caduta, smontaggio);
I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, restituire l'apparecchio al distributore, allegando: - una prova d'acquisto con data (scontrino, fattura...);
- unanotaesplicativa delguasto.
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE YACTN / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
1cici di lavoro sono realizzate seconda la norma EN60874-1 a 40^ e su un ciclo di 10 min. Durante I'uso intensivo (> al ciclo di lavora) la protezione tarmica potto avviarti, in quello calo, il farco si spagna e la spiia si illumina. Lasciate il disposporto collegato per permolleire i raffreddamento fino all'annulamento della protezione. La fonte di corrente di saludata presente una caratteristica di uscita spiovente.




- AMBIENTE
- PROTEZIONI INDIVIDUALI E DEGLI ALTRI
- FUMI DI SALDATURA E GAS
- PERICOLI DI INCENDIO ED ESPLOSIONE
- BOMBOLE DI GAS
- SICUREZZA ELETTRICA
- Attenzione! Superficie molto calda. Rischio di usioni.
- CLASSIFICAZIONE CEM DEL MATERIALE
- Acciaio :
- Alu :
- Acciaio / Alu :
- EN 61000-3-11 Acciaio :
- EN 61000-3-12 Alu :
- EMISSIONELETTROMAGNETICHE
- CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
- Generalità
- RACCOMANDAZIONE SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTRAMNETICHE
- TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO
- INSTALLAZIONDELDISPOSITIVO
- MANUTENZIONE/CONSIGLI
- INSTALLAZIONE E FUNZIONAMENTO DEL PRODOTTO
- DESCRIZIONE DELL'APPARECCHIO (FIG-1)
- Generatore GYSPOT COMBI ARCPULL (FIG-I)
- Pistola automatica GYSPOT ARCPULL 200 - Funzione Alu (FIG-I)
- INTERFACCIA UOMO-MACCHINA ALLUMINIO (IHM) (FIG-II)
- INTERFACCIA UOMO-MACCHINA ACCIAIO (IHM) (FIG-II)
- ALIMENTAZIONE E AVVIO
- Funzionamento dell'alluminio
- PROTEZIONE GASSOSA
- CONNECTION DELLA PISTOLA AL GENERATORE
- PROCEDIMENTO DI SALDATURA DELL'INSERTO PER ARCO TIRATO
- SALDATURA DEGLIANELLI DI TRAZIONE
- SALDATURA IN MDALITA SINERGICA
- SPESSORE DELLA LAMIERA SUPPORTO
- SALDATURA IN MODALITA MANUALE
- MENU PRINCIPAL
- Menu Principale
- MENUDIMPOSTAZIONDELLAMODALITA DI SINERGIA
- Regolazioni Sinergia
- MENUDIMPOSTAZIONDELLAMODALITA MANUALE
- 5-Trazione:
- - Altezza:
- 7-Forza:
- CONFIGURAZIONE
- CONTATORI
- Reset macchina
- Pannello informazioni
- STRUMENTI PER PISTOLE
- INSTALLAZIONE DI UN SUPPORTO PER PRIGIONIERI
- REGOLAZIONE DI UN PORTA PERNI/PORTA-CHIODI D'ISOLAMENTO
- Installazione del pattino di messa a terra e del tappo di protezione del gas :
- MESSAGE DI ERROR, GUASTI, CAUSE E RIMEDI
- Funzionamento dell'acciao
- AVVIO E IMPOSTAZIONI
- ISTRUZIONI DI UTILIZZO
- Operazione
- Priming
- Modalità automatica
- PROTEZIONE TERMICA
- CONDIZIONE DI GARANZIA FRANCIA
- SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE YACTN / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
Marca : GYS
Modello : Gyspot Combi Arcpull
Categoria : Generatore