DDL9000A - Macchina da cucire JUKI - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo DDL9000A JUKI in formato PDF.
| Tipo di prodotto | Macchina da cucire industriale a punto annodato |
| Marca | Juki |
| Modello | DDL-9000A |
| Velocità di cucitura massima | 5.000 punti/min (variabile in base alla versione: 4.000 o 4.500 punti/min) |
| Lunghezza punto massima | 5 mm (limitato a 4 mm a velocità ≥ 4.000 punti/min) |
| Altezza di sollevamento del piedino premistoffa | 10 mm (standard), 15 mm (massimo) |
| Aghi compatibili | DB×1 n°9 a n°23, DP×5 n°65 a n°160 (in base alla versione) |
| Olio di lubrificazione | JUKI NEW DEFRIX OIL N°1 o JUKI MACHINE OIL N°7 |
| Sistema di lubrificazione | Lubrificazione dell'uncino a spruzzo, con micro-quantità (S), semisecco (M) o secco (D) in base alla versione |
| Dispositivo tagliafilo | Integrato, comandato da pedale o interruttore opzionale |
| Arresto ago alto/basso programmabile | Sì, regolabile tramite parametri elettrici |
| Punti indietro automatici | Sì, con regolazione del passo (standard 4 mm) |
| Comando a pedale | Regolabile (corsa, resistenza avanti/indietro) |
| Bobinatore di spoletta integrato | Sì, con arresto automatico e regolazione della tensione |
| Tirafilo (opzione) | Disponibile come opzione, con interruttore di disattivazione |
| Interruttore opzionale | Permette compensazione del punto, tagliafilo, sollevamento del piedino, ecc. |
| Alimentazione elettrica | Monofase, spina di rete con messa a terra; verificare tensione e fase |
| Dispositivi di sicurezza | Proteggidita, messa a terra, interruttore di sicurezza durante il ribaltamento della testa |
| Manutenzione quotidiana | Verificare il livello dell'olio (tra i segni dell'oblò), pulire ago, piedino premistoffa, griffa e uncino |
| Opuscolo | Manuale di 79 pagine scaricabile in formato PDF |
Domande frequenti - DDL9000A JUKI
Domande degli utenti su DDL9000A JUKI
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina da cucire in formato PDF gratuitamente! Trova il tuo manuale DDL9000A - JUKI e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. DDL9000A del marchio JUKI.
MANUALE UTENTE DDL9000A JUKI
È vietato mettere in funzione sistemi di cucitura fino a che si sia accertato che i sistemi di cucitura in cui queste macchine per cucire vengono inserite rispondono a quanto previsto dalle norme di sicurezza nel vostro paese.
È altresì proibito intervenire tecnicamente su detti sistemi.
- Osservare le misure fondamentali di sicurezza, comprese, ma non limitate a quelle seguenti, ogni volta che si usa la macchina.
- Leggere tutte le istruzioni, compreso, ma non limitate a questo Manuale d'Istruzioni prima di usare la macchina. In aggiunta, custodire questo Manuale d'Istruzioni in modo che si possa leggerlo in qualsiasi momento quando necessario.
- Usare la macchina dopo che è stato accertato che essa è conforme a regole/standards di sicurezza validi in vostro paese.
- Tutti i dispositivi di sicurezza devono essere in posizione quando la macchina è pronta per lavoro o in operazione. L'operazione senza i dispositivi di sicurezza specificati non è permessa.
- Questa macchina deve essere operata da operatori appropriatamente addestrati.
- Per la protezione personale, si consiglia di mettersi occhiali di sicurezza.
- Nei casi seguenti, spegnere l'interruttore di corrente o staccare la spina elettrica della macchina dalla presa di corrente.
7-1 Per infilare ago(hi), spoletta, spatole ecc., e per sostituire bobina.
7-2 Per sostituire parte(i) di ago, piedino, placca, spoletta, spatola, gancio di trasporto, riparo di ago, piegatrice, guida di tela ecc.
7-3 Per lavoro di riparazione.
7-4 Quando si lascia il luogo di lavoro o quando il luogo di lavoro è senza sorveglianza.
7-5 Quando si usano motori a frizione senza azionare freno, si deve aspettare finché il motore si fermi completamente. -
Se olio, grasso, ecc. usati con la macchina e dispositivi venissero in contatto con gli occhi o la pelle o venisse inghiottito qualcuno di tali liquidi per errore, lavare immediatamente aree messe in contatto o rivolgersi a un medico.
-
È proibito manomettere le parti e i dispositivi sotto tensione indipendentemente dal fatto che la macchina è alimentata o meno.
-
Lavori di riparazione, rimodellamento e regolazione devono essere fatti solo da tecnici appropriatamente addestrati o personale esperto. Solo parti di ricambio designate da JUKI possono essere usate per riparazioni.
-
Lavori generali di manutenzione ed ispezione devono essere fatti da personale appropriatamente addestrato.
-
Lavori di riparazione e manutenzione di componenti elettrici devono essere condotti da tecnici elettrici qualificati o sotto il controllo e la guida di personale esperto.
Se viene trovato un guasto di qualche componente elettrico, fermare immediatamente la macchina.
-
Prima di fare lavori di riparazione e manutenzione sulla macchina dotata di parti pneumatiche come un cilindro d'aria, il compressore d'aria deve essere staccato dalla macchina e l'alimentazione d'aria compressa deve essere bloccata. Eventuale pressione d'aria residua dopo il scollegamento del compressore d'aria dalla macchina, deve essere espulsa. Eccezioni a questo sono solo regolazioni e controlli di prestazione eseguiti da tecnici appropriatamente addestrati o personale esperto.
-
Pulire periodicamente la macchina per tutto il periodo di uso.
-
È sempre necessario collegare la macchina a massa per la regolare operazione della macchina.
La macchina deve essere operata in un ambiente che è libero da sorgente di rumore forte come saldatrice ad alta frequenza.
- Una appropriata spina elettrica deve essere attaccata alla macchina da tecnici elettrici.
Spina elettrica deve essere connessa ad una presa elettrica collegata a massa.
-
È permesso usare questa macchina solo per il fine inteso. Altri usi non sono permessi.
-
Rimodellare o modificare la macchina in conformità alle norme/standards di sicurezza prendendo tutte le misure di sicurezza efficaci. JUKI non assume nessuna responsabilità per danno causato da rimodellamento o modifica della macchina.
-
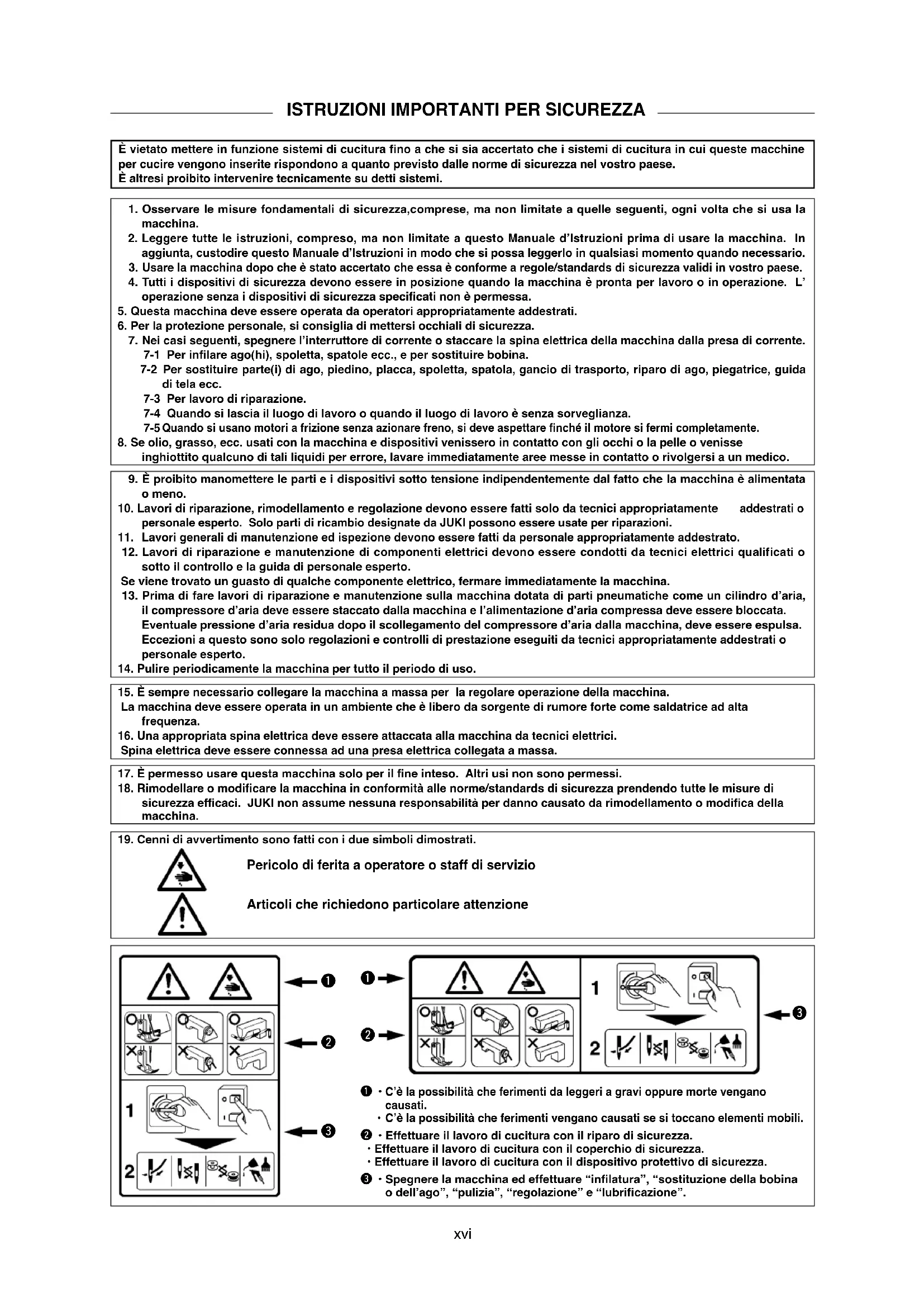
Cenni di avvertimento sono fatti con i due simboli dimostrati.

Pericolo di ferita a operatore o staff di servizio
Articoli che richiedono particolare attenzione
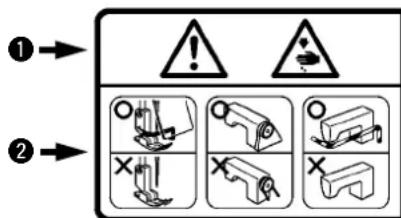
1 · C'è la possibilità che ferimenti da leggeri a gravi oppure morte vengano causati.
- C'è la possibilità che ferimenti vengano causati se si toccano elementi mobili.
② · Effettuare il lavoro di cucitura con il riparo di sicurezza.
- Effettuare il lavoro di cucitura con il coperchio di sicurezza.
- Effettuare il lavoro di cucitura con il dispositivo protettivo di sicurezza.
③ • Spegnere la macchina ed effettuare “infilatura”, “sostituzione della bobina o dell'ago”, “pulizia”, “regolazione” e “lubrificazione”.
PER UN UTILIZZO SICURO
| 1. Al fine di evitare ferimenti, non mettere mai le dita sotto l'ago quando l'interruttore dell'alimentazione viene acceso o la macchina per cucire viene messa in funzione.2. Al fine di evitare ferimenti, non mettere mai le dita nel carter tirafilo a macchina per cucire in funzione.3. Al fine di evitare ferimenti, spegnere l'interruttore dell'alimentazione quando la testa della macchina viene inclinata.4. Al fine di prevenire possibili ferimenti causati da intrappolamento nella macchina, non avvicinare dita, testa e lembi di vestiario al volantino e al tirafilo quando la macchina per cucire è in funzione. Inoltre, non mettere alcun oggetto vicino a questi componenti.5. Al fine di evitare ferimenti, non azionare mai la macchina per cucire se è sprovvista di salvadita.6. Al fine di evitare ferimenti, fare attenzione a non mettere le dita nella macchina quando la testa della macchina viene inclinata. | |
1. Per garantire le condizioni di sicurezza, non azionare mai la macchina per cucire con il cavo dell'alimentazione sprovvisto di terra.2. Non mancare di spegnere l'interruttore dell'alimentazione prima di inserire/staccare la spina dalla presa di corrente.3. Durante temporali con fulmini e tuoni, interrompere il lavoro e staccare la spina dalla presa di corrente.4. Se la macchina per cucire viene spostata improvvisamente da un luogo fresco a un luogo caldo, potrebbero verificarsi fenomeni di condensa. In questo caso avviare la macchina dopo essersi accertati che non siano presenti gocce di acqua.5. Al fine di prevenire gli incendi, estrarre periodicamente la spina dalla presa di corrente e pulire la base dei spilli e lo spazio tra i spilli.6. Il crochet gira ad alta velocità con macchina in funzione. Al fine di evitare rischi di ferimento alle mani, aver cura di tenere le stesse lontano dall'area in prossimità del crochet durante il funzionamento della macchina. Inoltre, aver cura di spegnere la macchina in fase di sostituzione della bobina.7. Il motore è completamente silenzioso quando la macchina è in stato di riposo. Perciò, al fine di evitare possibili incidenti causati dall'avvio improvviso della macchina, fare attenzione a non dimenticare di spegnere la macchina.8. Fare attenzione alla manipolazione di questo prodotto in modo da non versare acqua od olio, da non sottoporre a urti con caduta, e cose simili poiché questo prodotto è uno strumento di precisione.9. Quando si inclina o si riporta la macchina per cucire alla posizione d'origine, tenere il lato superiore della testa della macchina con ambedue le mani ed eseguire il lavoro con calma in modo che le dita o qualcosa di simile non vengano intrappolate nella macchina.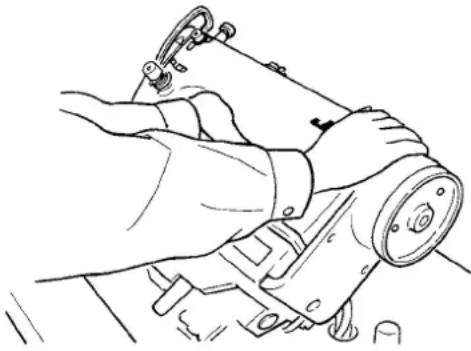 |

ATTENZIONE :
Controllare quanto segue per impedire eventuali malfunzionamenti o danni alla macchina per cucire.
- Rimuovere il tappo di scarico aria (colore rosso) attaccato al letto della macchina per cucire.
- Pulire a fondo la macchina per cucire prima di usarla per la prima volta.
- Pulire completamente la polvere accumulatasi sulla macchina per cuciredurante il trasporto.
- Assicurarsi che la tensione e la fase siano corrette.
- Controllare che la spina dell'alimentazione sia inserita correttamente alla presa di corrente.
- Non usare mai la macchina per cucire nei casi in cui la tensione di rete sia diversa da quella specificata.
- Il corretto senso di rotazione della macchina per cucire è antiorario, visto dal lato del volantino. Fare attenzione che la macchina per cucire non pnt nel senso opposto.
- Non inclinare la testa della macchina verso questo lato in quanto la perdita dell'olio o la rottura delle parti si verificano.
- Un interruttore di sicurezza è installato in modo che la macchina per cucire non possa essere azionata con la testa della macchina inclinata.
- Quando si aziona la macchina per cucire, accendere l'interruttore dell'alimentazione dopo aver posizionato correttamente la testa sul tavolo.
- Prima di effettuare un'operazione di prova rimuovere la capsula della bobina ed il filo dell'ago dalla macchina.
- Azionare il volantino dopo che la macchina per cucire si é fermata completamente.
| -SS | -SH | -MS -MA | *3 | -DS | |
| Velocità di cucitura max | 5,000pnt/min | 4,500pnt/min | 5,000 pnt/min 4,000 | pnt/min | |
| Lunghezza del punto | 5mm *1 | 4mm 5mm | *1 | ||
| Alzata pedino premisto/fe (tra-mite l'alzapiedino a ginocchio) | 10 mm (standard) 15 mm (max.) | ||||
| Ago *2 | DB×1da #9 a #18DP×5da #65 a #110 | DB×1da #20 a #23DP×5da #125 a #160 | DB×1da #9 a #18DP×5da #65 a #110 | DB×1SFda #8 a #11DP×5da #60 a #75 | DB×1da #9 a #18DP×5da #65 a #110 |
| Olio lubrificante | JUKI NEW DEFRIX OIL No. 1 o JUKI MACHINE OIL #7 | - | |||
| Rumorosità | Rumore dell'ambiente lavorativo a velocità di cucituran = 5.000 min† : LpA ≤80.5 dB (A) Misura dellerumorosità in conformità alla norma DIN 45635-48-A-1. | ||||
- La velocità di cucitura varia secondo le condizioni di cucitura. La velocità di cucitura al momento della consegna è 4.000 pnt/min.
* 1 : Quando la lunghezza del punto superà 4 mm, impostare la velocità di cucitura max su 4.000 punt/min o meno per l'uso. Inoltre, la quantità di trasporto ad inversione è regolata a 4 mm al momento della consegna. Rilasciare la regolazione quando si usa la macchina con la quantità superiore a quella regolata.
* 2 : L'ago usato varia secondo la destinazione.
*3: Il tipo MA è per materiali leggeri. Quando si usa la macchina ad una velocità di cucitura di 4.000 pnt/min o più, sostituire la molla di regolazione del pressore, la molla della tensione del filo, ecc. con quelli per il tipo △S.
HOW TO USE THE INSTRUCTION MANUAL FOR DDL-9000A
1) Portare la macchina per cucire con due persone come mostrato nella figura indicata qui sopra.
(Attenzione) Non impugnare il volantino.
2) Non mettere alcun oggetto sporgente come cacciavite e simili sul luogo dove la macchina per cucire viene posta.
3) Il coperchio inferiore deve restare sui quattro angoli della scanalatura del letto della macchina.
4) Fissare i due tamponi di gomma ① sul lato A (lato dell'operatore) per mezzo di chiodi ② come indicato qui sopra.
Fissare i due tamponi di supporto ③ sul lato B (lato provvisto di cerniere) tramite adesivo a base di gomma. Posizionare quindi il coperchio inferiore ④ sui tamponi fissati.
5) Rimuovere il tappo sfogo aria ⑤ attaccato al letto della macchina.
(Attenzione)
- Se la macchina per cucire viene azionata senza rimuovere il tappo sfogo arla ⑤, potrebbe verficarsi la perdita dell'olio dalla parte della scatola degli ingranaggi ⑦.
- Aver cura di attaccare il tappo ⑤ quando si trasporta la testa della macchina nello stato in cui la testa della macchina è rimossa dal tavolo della macchina.
6) Inserire l'asta di pressione dell'alzapiedino a ginocchio ⑥. Inserire la cerniera ⑦ nell'apertura nel letto della macchina, ed incastrare la testa della macchina alla cerniera di gomma ⑧ prima di posizionare la testa della macchina sui tamponi di supporto ⑨ sui quattro angoli.
7) Attaccare sicuramente l'asta di sostegno della testa 10 al tavolo inserendola il più possibile. (Tuttavia, in caso della macchina con il dispositivo AK 11, essa non è necessaria.) In caso di usare il pannello di comando 12, rimuovere le due viti di fissaggio della piastra laterale 13, inserire la guarnizione in gomma 14 che si trova tra gli accessori del pannello di comando 15 fra la testa della macchina e 16, e fissare il pannello di comando.
(Attenzione) Non usare le viti in dotazione con il pannello di comando ⑫.
8) Legare la fascetta fermacavi ⑮ in dotazione con la testa della macchina alla radice dei cavi.
REGOLAZIONE DELL'ALTEZZA DELL'ALZAPIEDINO A GINOCCHIO
DIZLIK AYAK KALDIRMA YÜKSEKLİĞININ AYARLANMASI /
INSTALLAZIONE DEL PORTAFILO /
İPLIK ÇARDAĞININ TAKILMASI /
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
L'alzata standard del piedino premistoffa tramite l'alzapiedino a ginocchio è 10 mm. Si può regolare l'alzata del piedino premistoffa fino a 15 mm usando la vite di regolazione dell'alzapiedino a ginocchio ①.
(Attenzione)
Non azionare la macchina per cucire nello stato in cui il piedino premistoffa ③ è sollevato di 10 mm o più in quanto la barra ago ② tocca il piedino premistoffa ③.
UYARI:
1) Montare l'insieme del portafilo, e inserirlo nel foro nel tavolo della macchina.
2) Stringere il dado ①.
3) Per il cablaggio ad una presa di alimentazione aerea, far passare il cavo di alimentazione attraverso l'asta porta rocchetto ②.
-
Al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire, non collegare la spina elettrica prima che la lubrificazione sia stata completata.
-
Al fine di evitare un' infiammazione o un esantema, lavare immediatamente le parti relativi se l'olio aderisce agli occhi o alle altre parti del corpo
-
Se l'olio viene ingoiato erroneamente, diarrea o vomito può essere provocato. Mettere l'olio in un luogo dove i bambini non possono raggiungere.
Riempire il serbatoio dell'olio con l'olio per la lubrificazione del crochet prima di azionare la macchina per cucire.
1) Rimuovere il tappo del foro dell'olio ① e versare JUKI NEW DEFRIX OIL No. 1 (No. di parte : MD- FRX1600C0) o JUKI MACHINE OIL #7 (No. di parte : MML- 007600CA) nel serbatoio dell'olio usando l'oliatore in dotazione con la macchina.
2) Versare l'olio nel serbatoio dell'olio finché l'estremità superiore dell'asta di indicazione della quantità di olio ③ sia posizionata tra la linea di riferimento incisa superiore A e la linea di riferimento incisa inferiore B dell'indicatore visivo della quantità di olio ②. Se olio viene versato eccessivamente, si verificherà la perdita dell'olio dal foro del cunicolo di ventilazione nel serbatoio dell'olio o la lubrificazione opportuna non sarà effettuata. Perciò, fare attenzione. Inoltre, se l'olio viene versato vigorosamente, esso potrebbe traboccare dal foro dell'olio. Perciò, fare attenzione.
3) Durante il funzionamento della macchina per cucire, versare di nuovo l'olio se l'estremità superiore dell'asta di indicazione della quantità di olio ③ si abbassa alla linea di riferimento incisa inferiore dell'indicatore visivo della quantità di olio ②.
(Attenzione)
-
Quando la macchina per cucire viene attivata per la prima volta dopo l'installazione o dopo un lungo periodo di inattività, effettuare il rodaggio a 2.000 pnt/min o meno prima di utilizzare la macchina per cucire.
-
Per quanto riguarda l'olio per la lubrificazione del crochet, acquistare JUKI NEW DEFRIX OIL No. 1 (No. di parte : MDFRX1600C0) o JUKI MACHINE OIL #7 (No. di parte : MML007600CA).
-
Non mancare di lubrificare con l'ollo pulito.
-
Non azionare la macchina con il tappo del foro dell'olio ① rimosso. Inoltre, fare attenzione a non perderlo.

UYARI:
INSERIMENTO DELLA BOBINA NELLA CAPSULA /
MASURANIN MEKİĞE TAKILMASI /
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Usare l'ago specificato per la macchina. Usare l'ago opportuno secondo lo spessore del filo usato e il genere di materiale.
1) Girare il volantino per sollevare la barra ago fino al punto più alto della sua corsa. 2) Allentare la vite ②, e tenere l'ago ① con la sua parte incava ④ volto
① con la sua parte incava (A) volta esattamente verso destra, nel senso (B).
3) Inserire l'ago a fondo nel foro nella barra ago, nel senso della freccia, finché il fondo del foro sia raggiunto.
4) Stringere la vite ② saldamente.
5) Assicurarsi che la scanalatura lunga © dell'ago sia volta esattamente verso sinistra, nel senso Ⓓ.
(Attenzione) Quando il filo di filamento è usato, se la parte incava dell'ago è inclinata verso il lato dell'operatore, la curva del filo diventa instabile. Di conseguenza, potrebbe verficarsi la pipita del filo o la rottura del filo. Per il filo con il quale è possibile che si presenti tale fenomeno, è efficace attaccare l'ago con la sua parte incava leggermente inclinata sul lato posteriore.

UYARI:
1) Installare la bobina nella capsula in modo che la direzione di avvolgimento del filo sia in senso orario.
2) Far passare il filo attraverso la fenditura di filo Ⓐ, e tirare il filo nel senso Ⓒ.
Con questa operazione, il filo passerà sotto la molla di tensione e verrà fuori dalla tacca Ⓑ.
3) Controllare che la bobina giri nel senso della freccia quando il filo viene tirato.
Bussola frontale dell'albero di movimentazione del crochet / Çağanoz tahrik mili ön burcu /
Fare aderire bene il foglio di carta alla superficie della parete del letto. /
Prestare molta attenzione nell'effettuare questa operazione poiché la quantità di olio deve essere controllata facendo girare il crochet ad alta velocità.
* Quando si esegue la procedura descritta qui sotto in 2), rimuovere il filo dell'ago dalla leva tirafilo all'ago e il filo della bobina, sollevare il pressore e rimuovere la piastra di scorrimento. Inoltre, fare molta attenzione che le dita non tocchino il crochet.
1) Se la macchina non è stata riscaldata sufficientemente prima di questa operazione, fare girare la macchina a vuoto per tre minuti circa. (Funzionamento intermittente moderato)
2) Posizionare il foglio di carta per il controllo della quantità di olio (spruzzi di olio) sotto il crochet mentre la macchina per cucire è in funzione.
3) Controllare che ci sia l'olio nel serbatoio dell'olio.
4) Il controllo della quantità di olio (spruzzi di olio) deve essere completato in cinque secondi.
(Controllare il tempo con l
orologio.)
UYARI :
Giusta quantità di olio (piccola) /
Giusta quantità di olio (grande) /
1) Lo stato indicato nella figura soprastante mostra la quantità appropriata di olio (spruzzi di olio). È necessario regolare la quantità di olio finemente secondo il processo di cucitura. Tuttavia, non aumentare/ridurre eccessivamente la quantità di olio nel crochet. (Se la quantità di olio è troppo piccola, il crochet corre il rischio di gripparsi (il crochet si riscalda). Se la quantità di olio è eccessiva, il materiale da cucire rischierà di macchiarsi di olio.)
2) Controllare la quantità di olio (spruzzi di olio) tre volte (su tre fogli di carta), e regolare in modo che la quantità di olio non cambi.
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.

UYARI:
Stringere (girare in senso orario) la vite di regolazione della quantità di oliò per aumentare la quantità di olio nel crochet, o allentare (girare in senso antiorario) per diminuirla. (Attenzione)
[Quando si usa il crochet RP (crochet per la testa secca) per il tipo S△ o -M △]
-
Rimuovere la vite di fissaggio ② dello stuello ad olio dell'albero di movimentazione del crochet e attaccare la vite di bloccaggio dell'albero di movimentazione del crochet ③ (No. di parte : 11079506) e l'anello di gomma ④ (No. di parte : R0036080200).
-
Allentare la vite di regolazione della quantità di olio ① fino al minimo in modo da ridurre la quantità di olio nel crochet. Tuttavia, non fermare completamente l'olio e fare attenzione che la vite di regolazione dell'olio ① non si stacchi.
-
Mai scaricare l'olio nel serbatoio dell'olio anche quando il crochet RP (crochet per la testa secca) è usato.
(Nota) Non fare passare questo filo attraverso la sezione Ⓐ.
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.

UYARI:
(1) Regolazione della tensione del filo dell'ago
1) Girare il dado di tensione del filo No. 1 ① in senso orario (nel senso A) per diminuire la lunghezza del filo rimanente sull'ago dopo il taglio del filo o in senso antiorario (nel senso B) per aumentare la lunghezza del filo.
2) Girare il dado di tensione del filo No. 2 ② in senso orario (nel senso C) per aumentare o in senso antiorario (nel senso D) per diminuire la tensione del filo dell'ago.
(2) Regolazione della tensione del filo della bobina
1) Girare la vite di regolazione della tensione ③ in senso orario (nel senso E) per aumentare o in senso antiorario (nel senso F) per diminuire la tensione del filo della bobina.
1) Inserire la bobina nell'albero dell'avvolgibobina ① il più possibile.
2) Fare passare il filo della bobina estratto dal rocchetto posto sul lato destro del portafilo seguendo l'ordine come mostrato nella figura sulla sinistra. Avvolgere quindi in senso orario l'estremità del filo della bobina intorno alla bobina diverse volte.
(In caso della bobina di alluminio, dopo aver avvolto in senso orario l'estremità del filo della bobina, avvolgere in senso antiorario il filo che viene dal regolatore di tensione del filo diverse volte per avvolgere il filo della bobina con facilità.)
3) Premere il chiavistello a scatto dell'avvolgibobina ② nel senso A ed avviare la macchina per cucire.
La bobina gira nel senso C e il filo della bobina viene avvolto. L'albero dell'avvolgibobina ^1 si ferma automaticamente non appena l'avvolgimento è finito.
4) Rimuovere la bobina e tagliare il filo della bobina con la piastra di sostegno tagliafilo ③.
5) Per regolare la quantità di avvolgi - mento del filo della bobina, allentare la vite di fissaggio ④ e spostare la leva di avvolgimento della bobina ② nel senso D o E. Stringere quindi la vite di fissaggio ④.
Nel senso A : Diminuzione Nel senso B : Aumento
6) Nel caso che il filo della bobina non venga avvolto uniformemente sulla bobina, rimuovere il volantino, allenta-re la vite ⑤ e regolare l'altezza della tensione del filo ⑧.
- Per quanto riguarda la regolazione standard, il centro della bobina è alto come il centro del disco di tensione del filo ⑥.
- Spostare la posizione del disco di tensione del filo ⑥ nel senso D quando la quantità di avvolgimento del filo della bobina sulla parte inferiore della bobina è eccessiva e nel senso E quando la quantità di avvolgimento del filo della bobina sulla parte superiore della bobina è eccessiva.
Al termine della regolazione, stringere la vite ⑤.
7) Per regolare la tensione dell'avvolgibobina, girare il dado di tensione del filo.
(Attenzlone)
-
Quando si avvolge il filo della bobina, iniziare l'avvolgimento nello stato in cui il filo tra la bobina e il disco di tensione del filo ⑥ sla teso.
-
Quando si avvolge il filo della bobina nello stato in cui la cucultura non viene effettuata, rimuovere il filo dell'ago dal percorso di filo del tirafilo e rimuovere la bobina dal crochet.
-
C'è la possibilità che Il filo tirato fuori dal portafilo venga allentato a causa dell'influenza (direzione) del vento ed è possibile che Il filo venga impigliato nel volantino. Fare attenzione alla direzione del vento.
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
1) Allentare il dado ②. Quando il regolatore della molla del piedino ① viene girato in senso orario (nel senso A), la pressione del piedino premistoffa sarà aumentata.
2) Quando il regolatore della molla del piedino viene girato in senso antiorario (nel senso B), la pressione sarà diminuita.
3) Al termine della regolazione, stringere il dado ②.
Il valore standard dell'altezza © del regolatore della molla del pressore è come segue :
- Tipo S : da 31,5 a 29 mm (da 40 a 45N/da 4 a 4,5kg circa)
- Tipo H : da 31,5 a 28 mm (da 50 a 60N/da 5 a 6kg circa)
• Tipo A : 22 mm (20N/2kg circa)
UYARI:
* La calibratura della manopola di regolazione è in millimetri.
1) Girare la manopola di regolazione della lunghezza del punto ① nel senso della freccia, ed allineare il numero desiderato al punto di riferimento ② sul braccio della macchina.
2) Quando si desidera diminuire la lunghezza del punto, girare la manopola di regolazione della lunghezza del punto ① premendo la leva di trasporto ② nel senso della freccia.
REGOLAZIONE DELLA MOLLA TIRAFILO E DELLA CORSA DEL TIRAFILO /
(1) Regolazione della corsa della molla tirafilo ①
1) Allentare la vite di fissaggio ②.
2) Girare il palo di tensione ③ in senso orario (nel senso A), e la corsa della molla tirafilo sarà aumentata, e girare il palo ③ in senso antiorario (nel senso B), e la corsa sarà diminuita.
(2) Regolazione della pressione della molla tirafilo ①
1) Allentare la vite di fissaggio ②, e rimuovere il regolatore di tensione del filo (asm.) ⑤.
2) Allentare la vite di fissaggio del palo di tensione ④.
3) Girare il palo di tensione ③ in senso orario (nel senso A), e la pressione sarà aumentata, e girare il palo ③ in senso antiorario (nel senso B), e la pressione sarà diminuita.
* Stato standard della molla tirafilo La linea di riferimento incisa sul braccio della macchina è quasi allineata ⑥ all'estremità della molla tirafilo.
(È necessario regolare secondo il materiale e il processo.)
(Attenzlone)
Per I modello DDL-9000A-DS, Il crochet completamente secco è adottato. Rispetto alla macchina per cucire che usa il crochet esistente, la macchina per cucire tende ad essere Influenzata dalla regolazione della molla tirafilo. Se la molla tirafilo non lavora sufficientemente, il correre del filo aumenta. Di conseguenza, potrebbero presentarsi la rottura del filo, la cucltura a pallone, ecc. Per giudicare il lavoro della molla tirafilo, controllare se la molla tirafilo lavora fino alla fine o meno prima che il filo dell'ago venga tirato fuori da E tirando fuori il filo dell'ago nel senso F dopo che la regolazione della pressione della molla tirafilo è stata effettuata. (Stato di G) Quando la molla non lavora fino alla fine, diminuire la pressione della molla tirafilo. (Stato di H) Inoltre, se la corsa della molla tirafilo è eccessivamente piccola, la molla non lavora correttamente. Per stoffe generali, una corsa da 10 a 13 mm è corretta.
(3) Regolazione della corsa del tirafilo
1) Per cucire i materiali pesanti, spo - stare il guidafilo ⑧ verso sinistra (nel senso C) per aumentare la lunghezza del filo estratto dal tirafilo.
2) Per cucire i materiali leggeri, spostare il guidafilo ⑧ verso destra (nel senso D) per diminuire la lunghezza del filo estratto dal tirafilo.
* Stato standard del guldafilo
La linea di riferimento incisa sul braccio della macchina è allineata alla linea di riferimento incisa sul guidafilo ⑨.
- Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
- Non agire sugli interruttori nella procedura tranne quelle descritte nelle seguenti spiegazioni.
- Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che un secondo o più è passato. Se la macchina per cucire viene accesa immediatamente dopo averla spenta, la macchina potrebbe non funzionare regolarmente. In questo caso, accendere di nuovo la macchina.
(1) Posizione di stop dopo il taglio del filo
1) La posizione standard di stop dell'ago viene ottenuta allineando il punto di riferimento A sul copripuleggia al punto di riferimento bianco B sul volantino. • Per ulteriori dettagli, consultare anche il Manuale d'Istruzioni per la centralina di controllo.
(2) Procedura di regolazione della posizione di stop con l'ago sollevato/abbassato
1) Spegnere la macchina.
2) Premendo l'interruttore "+" ④ della centralina di controllo, accendere la macchina.
3) L'indicazione dello schermo diventa l'impostazione No. 96 e il numero di giri viene visualizzato.
(Quando l'indicazione dello schermo non viene cambiata, effettuare di nuovo le operazioni delle fasi 1) e 2).
4) Impostare il No. di impostazione E con l'interruttore ① o l'interruttore ②. Impostazione No. 121 : Posizione di stop con l'ago sollevato Impostazione No. 122 : Posizione di stop con l'ago abbassato
5) Impostare il contenuto dell'impostazione F entro la gamma da -15 a 15 con l'interruttore ③ o l'interruttore ④.
(Il valore standard è "0". Il valore numerico del valore di impostazione indica l'angolo di rotazione approssimativo.) Quando il valore numerico viene impostato sulla direzione "+" la posizione di stop con l'ago sollevato viene abbassata. (Direzione C)
Quando il valore numerico viene impostato sulla direzione "-", la posizione di stop con l'ago sollevato viene sollevata. (Direzione D)
6) Dopo il completamento dell'impostazione, premere l'interruttore ① o l'interruttore ② per determinare il valore aggiornato. (Se si spegne la macchina prima di effettuare questa operazione, il contenuto non viene aggiornato.)
7) Al termine delle operazioni, spegnere la macchina. Accendendo di nuovo la macchina, essa realizza il funzionamento normale.
UYARI:
REGOLAZIONE DEL PEDALE /
PEDALIN AYARLANMASI /
РЕГУЛИРОВКА ПЕДАЛИ

WARNING :
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
(1) Regolazione della pressione necessaria per premere la parte anteriore del pedale La pressione sarà diminuita quando la molla di regolazione della pressione del pedale ① è posizionata sul lato sinistro, e la pressione sarà aumentata quando la molla è posizionata sul lato destro.
(2) Regolazione della pressione necessaria per premere la parte posteriore del pedale La pressione aumenta avvitando la vite di regolazione della pressione inversa ②, e diminuisce svitando la vite.
(3) Regolazione della corsa del pedale La corsa del pedale viene ridotta inserendo lo snodo del tirante ③ nel foro di sinistra.

UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
(1) Installazione del tirante a snodo
1) Spostare il pedale ① verso destra o verso sinistra come indicato dalle frecce in modo che sia la leva di comando del motore ② che il tirante ③ siano in posizione diritta.
(2) Regolazione dell'angolo del pedale
1) L'inclinazione del pedale può essere facilmente regolata modificando la lunghezza del tirante.
2) Allentare la vite di regolazione ④, e regolare la lunghezza del tirante ②.

UYARI:
Il funzionamento del pedale è a seguenti 4 posizioni :
1) La macchina funziona a bassa velocità di cucitura quando la parte anteriore del pedale viene premuta leggermente. Ⓑ
2) La macchina funziona ad alta velocità di cucitura quando la parte anteriore del pedale viene premuta lteriormente. (Se l'affrancatura automatica è stata impostata, la macchina gira ad alta velocità dopo aver completato l'affrancatura automatica.)
3) La macchina si arresta (con l'ago in posizione sollevata o abbassata) quando il pedale viene riportato alla sua posizione di partenza. ©
4) La macchina provvede al taglio del filo quando la parte posteriore del pedale viene premuta a fondo. Ⓔ
* Se la macchina è dotata dell' alzapiedino automatico (AK138), è prevista una posizione aggiuntiva tra le posizioni di arresto della macchina e taglio del filo. Il piedino premistoffa si solleva quando la parte posteriore del pedale viene premuta leggermente Ⓓ, e se la parte posteriore viene premuta ulteriormente, il rasafilo si attiva. Quando si inizia la cucitura dallo stato in cui il piedino premistoffa è stato sollevato con l'alzapiedino automatico e viene premuta la parte posteriore del pedale, soltanto il piedino premistoffa si abbassa.
- Se il pedale viene riportato alla sua posizione di partenza durante l'affrancatura automatica all'inizio cucitura, la macchina si arresta dopo aver completato l'affrancatura automatica.
• L'operazione di taglio del filo ha luogo regolarmente anche se la parte posteriore del pedale viene premuta subito dopo la cucitura a alta o bassa velocità.
- L'operazione di taglio del filo ha luogo completamente anche se il pedale viene riportato alla sua posizione di partenza subito dopo che la macchina ha iniziato l'operazione di taglio del filo.
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Regolare la relazione fase ago-crochet come segue :
1) Girare il volantino per portare la barra ago al punto più basso della sua corsa, ed allentare la vite di fissaggio ①.
2) Regolazione dell'altezza della barra ago
Allineare la linea di riferimento (per un ago DB : Ⓐ, per un ago DA : Ⓤ) sulla barra ago ② all'estremità inferiore della bussola inferiore della barra ago ③, stringere quindi la vite di fissaggio ①.
3) Regolazione della posizione del crochet ⓐ
Allentare le tre viti di fissaggio del crochet, girare il volantino nel normale senso di rotazione e allineare la linea di riferimento (Per un ago DB : linea di riferimento ⑧, Per un ago DA : linea di riferimento ⑭) sulla barra ago ascendente ② all'estremità inferiore della bussola inferiore della barra ago ③.
4) In questo stato, allineare la punta della lama del crochet ⑤ al centro dell'ago ④. Lasciare una distanza da 0,04 mm a 0,1 mm (valore di riferimento) tra l'ago e il crochet, quindi stringere saldamente le tre viti di fissaggio del crochet.
(Attenzione) Se il gioco tra la punta della lama del crochet e l'ago è più piccolo del valore specificato, la punta della lama del crochet sarà danneggiata. Se il gioco è più grande, ne risulte ranno i salti di punto.
- Il crochet RP (crochet secco) è usato per il crochet della DDL-9000A-DS. Quando si sostituisce il crochet, usare il No. di parte indicato qui sotto. Ci sono due generi di No. di parte dei crochet classificati per zone. 22890206 22890404 (Per Europa)
(Attenzione) Pulire periodicamente il crochet RP (crochet secco) dato che il crochet arrotola polvere di filo o polvere di tessuto e il guasto della macchina o la cucitura difettosa sarà causato.

UYARI:
Premendo la leva di commutazione del movimento ①, la macchina realizza l'affrancatura. La macchina riprende il normale tipo di cucitura non appena la leva di commutazione viene rilasciata.
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.

UYARI:
[Regolazione della posizione dell'interruttore]
1) Allentare la vite di fissaggio ②, e spostare l'interruttore stesso su e giù per regolare l'altezza.
2) L'interruttore ① può essere usato in due posizioni girandolo.
3) Inoltre, quando si desidera abbassare la posizione dell'interruttore ①, allentare la vite di fissaggio ③ posta nel retro della testa della macchina ed abbassare la base dell'interruttore ④.
Interruttore facoltativo (separatamente disponibile) /
Le seguenti funzioni possono essere realizzate facilmente con un semplice tocco tramite l'interruttore facoltativo (23632656) 1.
-
Cucitura di compensazione con l'ago in posizione sollevata/abbassata ... Qgni volta che questo interruttore viene premuto, la cucitura di compensazione con l'ago in posizione sollevata/abbassata è effettuata.
-
Cucitura di compensazione per l'inversione ... Qgni volta che questo interruttore viene premuto, l'affrancatura è effettuata a bassa volocità.
(Questo è valido solo quando il modello di cucitura a dimensione costante è selezionato sul pannello CP-160/CP-170/IP-110.)
-
Funzione per cancellare una volta l'affrancatura alla fine cucitura ... Quando l'interruttore viene premuto, soltanto la prossima affrancatura automatica alla fine cucitura può essere cancellata una volta.
-
Funzione di taglio del filo ... Quando l'interruttore viene pre- muto, il taglio del filo è effettuato.
-
Funzione di sollevamento del piedino ... Quando l'interruttore viene premuto, sollevamento automatico del piedino può essere effettuato.
-
Cucitura di compensazione con un punto ... Qgni volta che questo interruttore viene premuto, la cucitura di compensazione con un punto è effettuata.
* Quando si usa l'interruttore optional, è necessario impostare la funzione con la centralna di controllo. Per ulteriori dettagli, consultare il Manuale d'Istruzioni per la centralna di controllo.
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
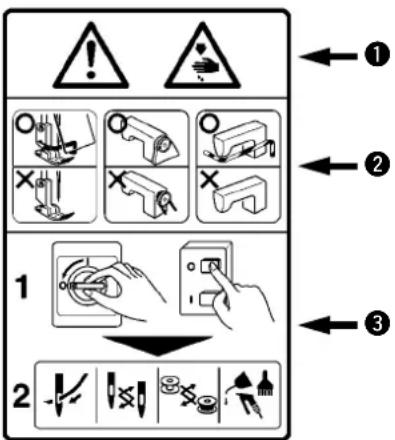
[Collegamento dell'interruttore facoltativo]
Inserire il filo dell'interruttore facoltativo in 2 e 3 del connettore 4P 1 che viene dalla testa della macchina. (Non c'è polarità.)
La spina ha la direzione di inserimento. Inserirla con la parte sporgente 4 volta verso l'alto.
![JUKI DDL9000A - [Collegamento dell'interruttore facoltativo] - 1](/content/2026/04/591709/images/d3c2411ac373edbdff74bb5a86481aab6d42262c2c1045c7c795f7219abd9a77.jpg)
UYARI:
REGOLAZIONE DELLA POSIZIONE DELLO SCARTAFILO (DDL-9000A-△△-WB, -0B) /
TOKATLAMA KONUMUNUN AYARLANMASI (DDL-9000A-△△-WB, -0B) /
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Regolare la posizione dello scartafilo a seconda dello spessore del materiale da cucire.
1) Girare il volantino nel normale senso di rotazione per allineare il punto di riferimento bianco ① sul volantino al punto di riferimento ② sul braccio della macchina.
2) Regolare la distanza tra la parte piatta dello scartafilo ⑥ e il centro dell'ago a 1 mm.
Stringere la vite di regolazione dello scartafilo ③ in modo che lo scartafilo sia premuto e fissato tramite il collare dello scartafilo ④
* Quando lo scartafilo non è necessario, spegnere l'interruttore dello scartafilo ⑤.

UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
È possibile cambiare la lunghezza del punto relativa al passo del trasporto normale azionando l'interruttore ① o la leva di controllo del trasporto ad inversione ② durante la cucitura.
1) Inclinare la testa della macchina e regolare la manopola di regolazione del trasporto ③ alla lunghezza del punto di infittimento. Il valore di regolazione della lunghezza del punto può essere intorno ad un valore da "0" a 1.
2) Allentare la vite di fissaggio ⑤ nel fermo di infittimento ④ e fare scorrere il fermo nel senso indicato dalla freccia per regolare in modo che il fermo venga a contatto con l'estremità del solenoide di trasporto ad inversione ⑥. Quindi fissarlo con la vite di fissaggio ⑤.
3) Quando si imposta lo stato allo stato iniziale (rilascio), fissarlo alla posizione in cui il centro di ⑤ sia allineato alla linea di riferimento incisa ④.

UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Quando il coltello non è più tagliente, riaffilare la contro-lama ① come illustrato nel dettaglio ⑤, e rimontarla in modo appropriato.
1) Se la posizione di montaggio della contro-lama viene spostata nel senso Ⓐ rispetto alla posizione di montaggio standard, di conseguenza, la lunghezza del filo rimanente dopo il taglio del filo sarà aumentata.
2) Se la posizione di montaggio viene spostata nel senso Ⓑ, di conseguenza, la lunghezza del filo sarà diminuita.
(Attenzione) Quando si riaffila la lama del coltello, prestare molta attenzione sul maneggio del coltello.

UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
La quantità di trasporto ad inversione è regolata a 4 mm al momento della consegna e rilasciare la regolazione con la procedura sottostante quando si usa la macchina con la quantità superiore a tal valore.
1) Regolare la manopola di regolazione del trasporto ③ alla quantità usata di trasporto ad inversione.
2) Inclinare la testa della macchina e allentare le due viti di fissaggio ⑤ nell'elettrovalvola del trasporto ad inversione ④.
3) Regolare la posizione dell'elettrovalvola del trasporto ad inversione ④ in modo che la gomma del pistone ⑥ giri leggermente nello stato in cu la leva di controllo del trasporto ad inversione ② è premuta.
(Attenzione) Quando si esegue l'affranca-
tura (①e ②) dopo aver rilasciato la
regolazione, diminuire la velocità di
cucitura.

UYARI:
ALTEZZA E INCLINAZIONE DELLA GRIFFA DI TRASPORTO /
Griffa di trasporto al momento della consegna /
Çıkış anında transport dişlisi / Двигатель tkани при подаче tkани
Posizione del punto di riferimento inciso dell'albero oscillante della barra di trasporto /
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
(1) Valore standard dell'altezza della griffa di trasporto
Altezza standard della griffa di trasporto, quando la griffa di trasporto è sollevata il più possibile in alto dalla superficie superiore della placca ago :
9000A- S e 9000A- A : 0,8 mm 9000A-SH : 1,2 mm Regolare l'altezza della griffa di trasporto secondo il processo e il materiale.
(Attenzione) Regolare le direzioni del punto di riferimento inciso dell'albero di movimentazione della barra di trasporto ① e del punto di riferimento inciso dell'albero oscillante della barra di trasporto ③ sul lato destro (lato dell'operatore).
(2) Regolazione dell'altezza e inclinazione della griffa di trasporto
1) Allentare la vite di fissaggio ② nell'albero di movimentazione della barra di trasporto ① e la vite di fissaggio ④ nell'albero oscillante della barra di trasporto ③.
2) L'altezza e inclinazione della griffa di trasporto cambieranno girando ambedue gli alberi ① e ② con un cacciavite.
- Stato standard della consegna: Per ciascun tipo di macchina, il punto di riferimento inciso dell'albero oscillante della barra di trasporto ③ è regolato alla linea di riferimento ⑦ della griffa di trasporto e l'altezza della griffa di trasporto viene regolata con l'albero di movimentazione della barra di trasporto ①.
(3) Per quanto riguarda la relazione tra il senso di rotazione di ciascun albero e l'inclinazione della barra di trasporto, consultare la figura indicata qui sopra. (4) Al termine della regolazione, stringere saldamente le viti di fissaggio. (Stringere le viti di fissaggio; ② e ④ spingendo gli alberi; ① e ③ contro il lato del volantino.)
(Attenzione)
-
Se l'inclinazione della griffa di trasporto viene regolata soltanto con un albero, l'altezza della griffa di trasporto cambia. Aver cura di regolarla con ambedue gli alberi.
-
La posizione di movimentazione della griffa di trasporto potrebbe essere spostata dipendendo dalla posizione di regolazione dell'albero. Allora, allentare la vite di fissaggio ⑤ nel braccio dell'albero oscillante di trasporto ⑦ e regolare la posizione di movimentazione.
-
La griffa di trasporto potrebbe ostacolare l'unità rasafilo secondo la regolazione dell'altezza o inclinazione della griffa di trasporto. Perciò, fare attenzione.

UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
La sincronizzazione della griffa di trasporto può essere regolata cambiando la posizione di stop del cam eccentrico di trasporto ①. La procedura di regolazione è come segue.
1) Inclinare la testa della macchina ed allentare le due viti di fissaggio ② nel cam eccentrico di trasporto ①.
2) Girare il cam eccentrico di trasporto ① per cambiare la sincronizzazione della griffa di trasporto.
Allineare la graduazione ③ sul braccio di movimentazione della barra di trasporto alla linea di riferimento incisa ④ sull'albero di movimentazione di trasporto.
- Girare il cam eccentrico di trasporto ① nel senso (+)
→La sincronizzazione del trasporto viene ritardata contro il movimento dell'ago.
- Girare il cam eccentrico di trasporto ① nel senso ( - )
→La sincronizzazione del trasporto viene anticipata contro il movimento dell'ago.
* Valore standard della linea di riferimento incisa sul cam eccentrico di trasporto
Posizione della graduazione ③ nello stato standard : 9000A- S e 9000A- A: Linea di riferimento incisa ④
9000A-SH : Linea di riferimento incisa ⑤ (+10°)
UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Per mezzo del meccanismo di rilascio del rilascio della tensione del filo, la cucitura può essere effettuata senza allentare la tensione del filo dell'ago anche quando il piedino premistoffa è sollevato durante la cucitura.
(Anche quando il piedino premistoffa è leggermente sollevato alla sezione sovrapposta spessa tramite l'alzapiedino a ginocchio, questo meccanismo può evitare che la tensione del filo cambi.)
(1) Modalità di rilascio
1) Rimuovere il tappo nella testa della macchina e allentare la vite di commutazione del rilascio della tensione del filo ① usando una chiave esagonale.
2) Fissare la vite ① sulla cima della piastra di commutazione del rilascio della tensione del filo ②.
Il disco di tensione del filo non si solleva anche quando il piedino premistoffa è sollevato, e la tensione del filo dell'ago non viene allentata. (Il disco di tensione del filo si solleva solo quando il taglio del filo viene eseguito.)
(Attenzione) Non usare la vite ① a nessuna altra posizione tranne la cima o il fondo della piastra di commutazione del rilascio della tensione del filo.
* La vite è stata posizionata in fabbrica al fondo nel momento della consegna.
* In caso della macchina con lo scartafilo, rimuovere l'unità scartafilo (due viti di fissaggio) per regolare.

UYARI:
(Separatamente disponibile) /
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Quando si procede alla cucitura di velluto o qualcosa di simile che è coperto di peluria, lo slittamento del materiale o danni al materiale vengono ridotti usando la vite ① per il micro-sollevamento del piedino premistoffa. Abbassare il piedino premistoffa e provvedere che la griffa di trasporto sia più bassa della placca ago. Stringere gradualmente la vite ① per il micro-sollevamento del piedino premistoffa nello stato in cui il dado ② sia allentato, regolare finemente la posizione del piedino premistoffa finché la posizione si accordi con il materiale, e fissarla con il dado ②.
(Attenzione) Quando il meccanismo di micro-sollevamento non è usato, regolare l'altezza della vite ① in modo che essa sia circa 9 mm più alta della macchina per cucire. Se la macchina per cucire viene azionata nello stato in cui il meccanismo di micro-sollevamento sta lavorando, la sufficiente forza di trasporto non può essere ottenuta.
UYARI:
Cam sollevatore manuale (montato sulla testa della macchina è usato) /
Vite di fissaggio sollevatore manuale (montata sulla testa della macchina è usata) /
DDL-9000A è dotata del meccanismo di micro-sollevamento del piedino premistoffa come standard. Questo dispositivo, tuttavia, permette di regolare senza usare atrezzi. È conveniente quando si desidera regolare frequentemente.
Componenti micro-sollevatore del piedino premistoffa
| No. | No.parte | Descrizione | Q.tà |
| 1 | 23611106 | Sollevatore manuale | 1 |
| 2 | 23610504 | Base di bloccaggio | 1 |
| 3 | 23610652 Vite di bloccaggio 1 | ||
| 4 | D5119206KOK | Collare 2 | |
| 5 | 23610702 Dado 1 | ||
| 6 | SL6053592TN | Vite di fissaggio 1 | |
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
Quando si usa la macchina alla velocità di cucitura più alta di quella al momento della consegna (più di 4.000 pnt/min), fare scorrere verso l'alto la posizione del gancio della molla dell'albero di conversione del trasporto
① e regolare per l'uso.
A : Velocità di cucitura al momento della consegna (meno di 4.000 pnt/min)
B: Più di 4.000 pnt/min.

UYARI:
Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENTO) onde evitare incidenti causati dall'avviamento accidentale della macchina per cucire.
ffettuare la manutenzione sottostante ogni giorno per l'uso duraturo della macchina.
(1) Controllo della quantità di olio nel serbatoio dell'olio del crochet
Controllare che l'estremità dell'asta di indicazione della quantità di olio ① sia tra la linea di riferimento incisa superiore e la linea di riferimento incisa inferiore dell'indicatore visivo della quantità di olio.
(Per ulteriori dettagli, consultare "4. LUBRIFICAZIONE".)
(2) Pulizia
1) Rimuovere l'ago ②, il piedino premistoffa ③ e la placca ago ④.
2) Rimuovere la polvere aderita alla griffa di trasporto ⑥ e all'unità rasafilo ⑤ con una spazzola o un panno morbido.
3) Inclinare la testa della macchina ed eliminare la sporcizia della capsula della bobina e cose simili con un panno morbido e controllare che non ci siano graffi. Eliminare con un panno anche la polvere e l'olio del crochet scaricato nel coperchio inferiore in prossimità del crochet.

UYARI:
• Tutti i diritti sono riservati in tutto il mondo.
Per ulteriore informazione, si prega di non esitare a mettersi in contatto con nostri distributori o agenti vostra area quando necessario.
* Le descrizioni contenute in questo manuale d' istruzioni sono soggette a modifiche senza alcun
preavviso.