
DDL9000A - Dikiş makinesi JUKI - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun DDL9000A JUKI PDF formatında.
| Ürün Tipi | Endüstriyel kilitleme dikiş makinesi |
| Marka | Juki |
| Model | DDL-9000A |
| Maksimum dikiş hızı | 5.000 dikiş/dak (modele göre değişir: 4.000 veya 4.500 dikiş/dak) |
| Maksimum dikiş uzunluğu | 5 mm (hız ≥ 4.000 dikiş/dakika olduğunda 4 mm ile sınırlıdır) |
| Basma ayağı kaldırma yüksekliği | 10 mm (standart), 15 mm (maksimum) |
| Uygun iğneler | DB×1 No.9 - No.23, DP×5 No.65 - No.160 (modele göre) |
| Yağlama yağı | JUKI NEW DEFRIX OIL No.1 veya JUKI MACHINE OIL No.7 |
| Yağlama sistemi | Kanca yağlaması yağ püskürtme ile, mikro miktar (S), yarı kuru (M) veya kuru (D) (modele göre) |
| İplik kesme tertibatı | Entegre, pedal veya isteğe bağlı anahtar ile kontrol edilir |
| Programlanabilir iğne üst/alt durdurma | Evet, elektrik parametreleri ile ayarlanabilir |
| Otomatik geri dikiş | Evet, adım düzenlemesi ile (standart 4 mm) |
| Pedal kontrolü | Ayarlanabilir (mesafe, ileri/geri direnç) |
| Entegre masura sarıcı | Evet, otomatik durdurma ve gerginlik ayarı ile |
| İplik çekici (opsiyonel) | Opsiyonel olarak mevcuttur, devre dışı bırakma anahtarı ile |
| Opsiyonel anahtar | Dikiş telafisi, iplik kesme, ayak kaldırma vb. sağlar |
| Elektrik beslemesi | Tek fazlı, topraklamalı fiş; voltaj ve fazı kontrol edin |
| Güvenlik tertibatları | Parmak koruyucu, topraklama, kafa devrildiğinde emniyet anahtarı |
| Günlük bakım | Yağ seviyesini kontrol edin (gözetleme deliği işaretleri arasında), iğneyi, basma ayağını, besleme köpeğini ve kancayı temizleyin |
| Broşür | PDF formatında indirilebilir 79 sayfalık kılavuz |
Sık sorulan sorular - DDL9000A JUKI
Kullanıcıların soruları hakkında DDL9000A JUKI
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Dikiş makinesi PDF formatında ücretsiz! Kılavuzunuzu bulun DDL9000A - JUKI ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. DDL9000A markasının JUKI.
KULLANIM KILAVUZU DDL9000A JUKI
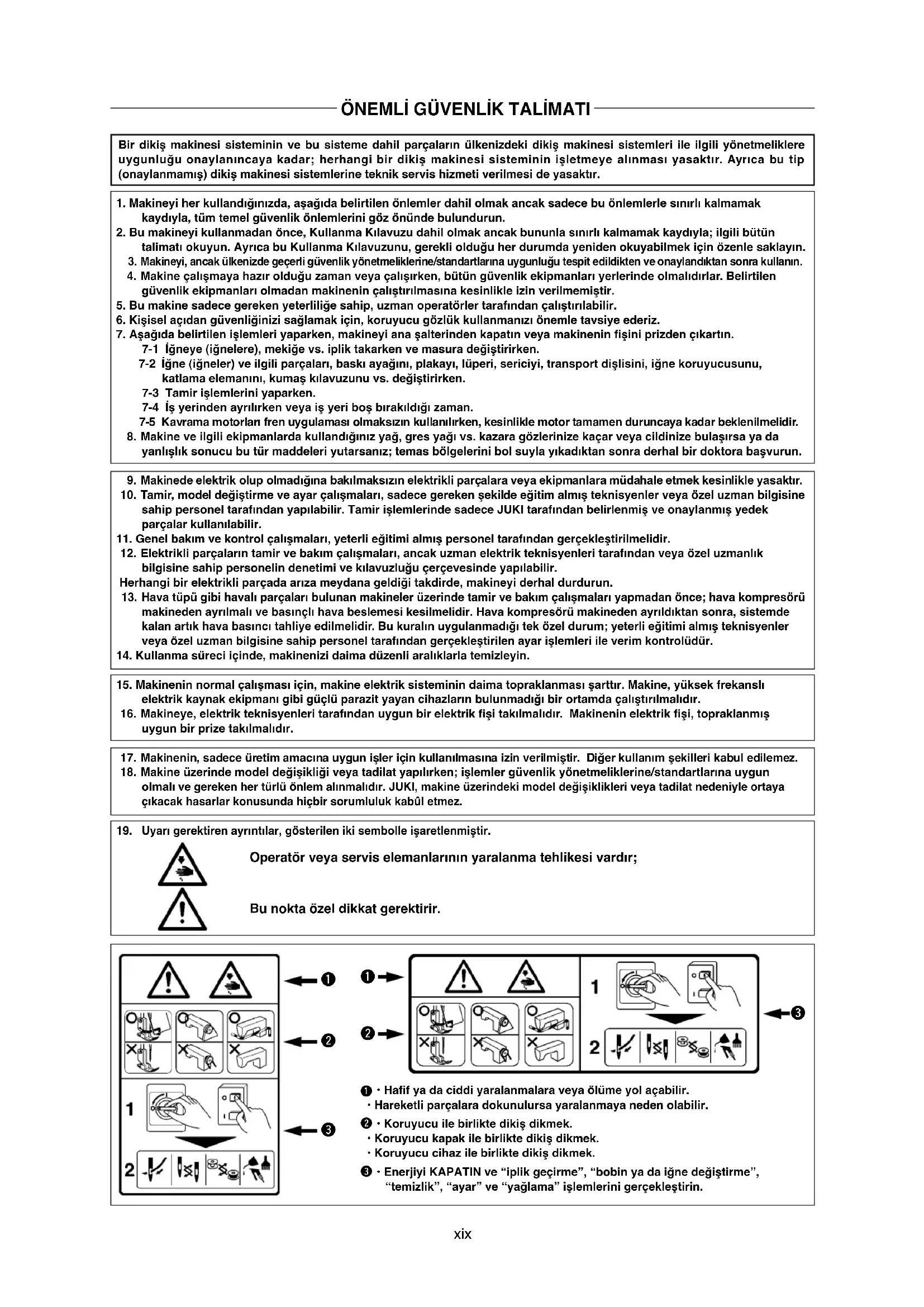
Bir dikiş makinesi sisteminin ve bu sisteme dahil parçaların ülkenizdeki dikiş makinesi sistemleri ile ilgili yönetmeliklere uygunluğu onaylanıncaya kadar; herhangi bir dikiş makinesi sisteminin işletmeye alınması yasaktır. Ayrıca bu tip (onaylanmamış) dikiş makinesi sistemlerine teknik servis hizmeti verilmesi de yasaktır.
- Makineyi her kullandığınızda, aşağıda belirtilen önlemler dahil olmak ancak sadece bu önlemlerle sınırlı kalmamak kaydıyla, tüm temel güvenlik önlemlerini göz önünde bulundurun.
- Bu makineyi kullanmadan önce, Kullanma Kılavuzu dahil olmak ancak bununla sınırlı kalmamak kaydıyla; ilgili bütün talimatı okuyun. Ayrıca bu Kullanma Kılavuzunu, gerekli olduğu her durumda yeniden okuyabilmek için özenle saklayın.
- Makineyi, ancak ülkenizde geçerli güvenlik yönetmeliklerine/standartlarına uygunluğu tespit edildikten ve onaylandıktan sonra kullanım.
- Makine çalışmaya hazır olduğu zaman veya çalışırken, bütün güvenlik ekipmanları yerlerinde olmalıdır. Belirtilen güvenlik ekipmanları olmadan makinenin çalıştırılmasına kesinlikle izin verilmemiştir.
- Bu makine sadece gereken yeterliliğe sahip, uzman operatörler tarafından çalıştırılabilir.
- Kişisel açıdan güvenliğinizi sağlamak için, koruyucu gözlük kullanmanızı önemle tavsiye ederiz.
- Aşağıda belirtilen işlemleri yaparken, makineyi ana şalterinden kapatın veya makinenin fişini prizden çıkartın.
7-1 İğneye (iğnelere), mekiğe vs. iplik takarken ve masura değiştirirken.
7-2 İğne (iğneler) ve ilgili parçaları, baskı ayağını, plakayı, lüperi, sericiyi, transport dişlisini, iğne koruyucusunu, katlama elemanını, kumaş kılavuzunu vs. değiştirirken.
7-3 Tamir işlemlerini yaparken.
7-4 İş yerinden ayrılırken veya iş yeri boş bırakıldığı zaman.
7-5 Kavrama motorları fren uygulaması olmaksızın kullanılırken, kesinlikle motor tamamen duruncaya kadar beklenilmelidir. - Makine ve ilgili ekipmanlarda kullandığınız yağ, gres yağı vs. kazara gözlerinize kaçar veya cildinize bulaşırsa ya da yanlışlık sonucu bu tür maddeleri yutarsanız; temas bölgelerini bol suyla yıkadıktan sonra derhal bir doktora başvurun.
- Makinede elektrik olup olmadığına bakılmaksızın elektrikli parçalara veya ekipmanlara müdahale etmek kesinlikle yasaktır.
- Tamir, model değiştirme ve ayar çalışmaları, sadece gereken şekilde eğitim almış teknisyenler veya özel uzman bilgisine sahip personel tarafından yapılabilir. Tamir işlemlerinde sadece JUKI tarafından belirlenmiş ve onaylanmış yedek parcalar kullanılabilir.
- Genel bakım ve kontrol çalışmaları, yeterli eğitimi almış personel tarafından gerçekleştirilmelidir.
- Elektrikli parçaların tamir ve bakım çalışmaları, ancak uzman elektrik teknisyenleri tarafından veya özel uzmanlık bilgisine sahip personelin denetimi ve kılavuzluğu çerçevesinde yapılabilir.
Herhangi bir elektrikli parçada arıza meydana geldiği takdirde, makineyi derhal durdurun. - Hava tüpü gibi havalı parçaları bulunan makineler üzerinde tamir ve bakım çalışmaları yapmadan önce; hava kompresörü makineden ayrılmalı ve basınçlı hava beslemesi kesilmelidir. Hava kompresörü makineden ayrıldıktan sonra, sistemde kalan artık hava basıncı tahliye edilmelidir. Bu kuralın uygulanmadığı tek özel durum; yeterli eğitimi almış teknisyenler veya özel uzman bilgisine sahip personel tarafından gerçekleştirilen ayar işlemleri ile verim kontrolüdür.
- Kullanma süreci içinde, makinenizi daima düzenli aralıklarla temizleyin.
- Makinenin normal çalışması için, makine elektrik sisteminin daima topraklanması şarttır. Makine, yüksek frekanslı elektrik kaynak ekipmanı gibi güçlü parazit yayan cihazların bulunmadığı bir ortamda çalıştırılmalıdır.
- Makineye, elektrik teknisyenleri tarafından uygun bir elektrik fişi takılmalıdır. Makinenin elektrik fişi, topraklanmış uygun bir prize takılmalıdır.
- Makinenin, sadece üretim amacına uygun işler için kullanılmasına izin verilmiştir. Diğer kullanım şekilleri kabul edilemez.
- Makine üzerinde model değişikliği veya tadilat yapılırken; işlemler güvenlik yönetmeliklerine/standartlarına uygun olmalı ve gereken her türlü önlem alınmalıdır. JUKI, makine üzerindeki model değişiklikleri veya tadilat nedeniyle ortaya çıkacak hasarlar konusunda hiçbir sorumluluk kabül etmez.
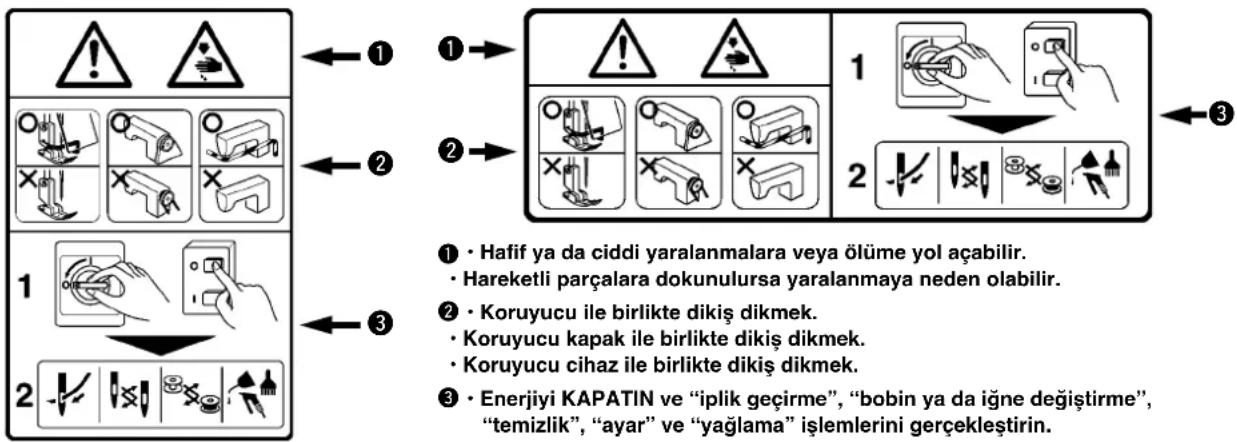
- Uyarı gerektiren ayrıntılar, gösterilen iki sembolle işaretlenmiştir.
Operatör veya servis elemanlarının yaralanma tehlikesi vardır;
Bu nokta özel dikkat gerektirir.

flowchart
graph TD
A["Warning"] --> B["Repair"]
B --> C["Cleaning"]
C --> D["Repair to Cover"]
D --> E["Repair to Remove"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
GÜVENLİ ÇALIŞMAK İÇİN
| 1. Yaralanmalardan kaçınmak için; elektriği AÇARKEN veya dikiş makinesi çalışırken, parmaklarını ASLA iğnelerin altına sokmayın.2. Yaralanmalardan kaçınmak için; dikiş makinesi çalışırken parmaklarını ASLA iplik verici kapağının altına sokmayın.3. Yaralanmalardan kaçınmak için; makine başını yatırırken, DAİMA elektrik anahtarını KAPATIN.4. Makineye captırmanız sonucu ortaya çıkabilecek yaralanmalardan kaçınmak için; dikiş makinesi çalışır durumdayken parmaklarını, başınızı ve elbiselerinizi volan kasnak ile iplik vericiden uzak tutun. Bunlara ek olarak, bu parçaların çevresine hiçbir nesne koymayın.5. Yaralanmalardan kaçınmak için; parmak kalkanı çıkartılmış durumdayken dikiş makinesini ASLA çalıştırmayın.6. Yaralanmalardan kaçınmak için; dikiş makinesinin başını yatırırken ellerinizin arada kalmamasına daima çok dikkat edin. | |
1. Güvenli bir biçimde çalıştırabilmek için, dikiş makinesini elektrik besleme kablosunun toprak hattı çıkartılmış olarak asla kullanmayın.2. Fişi prize takarken/çıkartırken, makine elektrik anahtarının KAPALI olmasına daima çok dikkat edin.3. Fırtına çıktığı takdirde, güvenlik gereği olarak işi durdurun ve elektrik fişini prizden çıkartın.4. Dikiş makinesinin çok soğuk bir ortamdan kısa süre içinde çok sıcak bir ortama taşınması sonucu, buhar yoğunlaşması görülebilir. Makinenin elektriğini AÇMADAN önce, tek damla dahi su kalmadığından emin olun.5. Yangın tehlikesini önlemek için; düzenli aralıklarla makinenin fişini prizden çekerek pimlerin diplerini ve pimler arasındaki alanı temizleyin.6. Makine çalışırken, çağanoz yüksek devirle döner. Ellerinizin yaralanmaması için; çalışma sırasında ellerinizi daima çağanozdan ve yakın çevresinden uzak tutun! Bunun yanı-sıra masura değiştirirken, makine şalterinin KAPATILDIĞINDAN daima emin olun.7. Makine bekleme durumundayken, motor hiç ses çıkartmaz. Makinenin aniden çalışması sonucu ortaya çıkabilecek kazaları önlemek için, makinenin şalterini KAPATMAYA çok dikkat edin.8. Bu ürün üzerinde çalışırken üzerine su ya da yağ dökmemeye, darbe almaması için dü - şürmemeye vb., dikkat edin, çünkü hassas bir araçtır.9. Makine kafasını yatırırken veya tekrar yerine oturturken; daima makine kafasının üst tarafından iki elinizle tutun ve parmaklarınızın veya elbiselerinizin makineye sıkışmaması için, işlemleri son derece dikkatli yapın.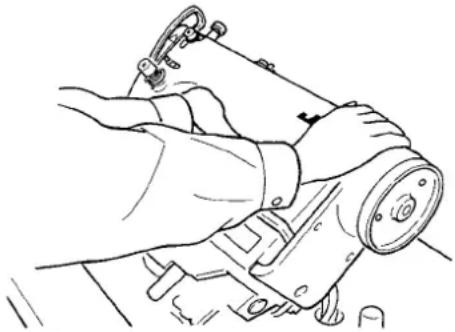 |

UYARI : Makinenin arızalanmasını ve hasar görmesini önlemek için; aşağıdaki işlemleri uygulayınız:
- Dikiş makinesi yatağına takılmış olan havalandırma kapağını (kırmızı renkli) çıkartın.
- İlk kullanmadan önce, dikiş makinesini ayrıntılı biçimde temizleyin.
- Nakliye sırasında dikiş makinesi üzerinde biriken tozu tamamen temizleyin.
- Voltaj ve fazın doğruluğunu onaylayın.
- Fişin prize doğru biçimde takıldığından emin olun.
- Voltaj değerinin belirtilen değerden farklı olduğu durumlarda; dikiş makinesini ASLA çalıştırmayın.
- Dikiş makinesinin dönüş yönü, volan kasnak tarafından bakıldığı zaman SAAT YÖNÜNÜN TERSİNE 'dir.
Dikiş makinesinin ters yönde dönmemesine çok dikkat edin. - Yağ kaçağına ve/veya parçaların kırılmasına yol açacağı için; makine başını bu tarafa yatırmayın.
- Makineye bir güvenlik şalteri takılmış olup, başı yatırılmış durumdayken dikiş makinesinin çalıştırılması mümkün değildir.
- Dikiş makinesini çalıştırırken, makine başını tabla üzerine doğru biçimde oturtmadan önce KESİNLİKLE elektrik anahtarını AÇMAYIN.
- Test etmek için çalıştırmadan önce, masura yuvasını ve iğne ipliğini makineden çıkartın.
- Volan kasnağı, sadece dikiş makinesi tamamen durduktan sonra çevirin.
| -SS | -SH | -MS -MA | *3 | -DS | |
| Maksimum dikiş hızı | 5,000 dev./dak | 4,500 dev./dak | 5,000 dev./dak. | 4,000 dev./dak. | |
| Dikiş uzunluğu $mm | *1 | 4mm 5mm | *1 | ||
| Baskı ayağı kalkma yükseklığı (dizlik ayak kaldırma ile) | 10 mm (standart) 15 mm (azami) | ||||
| İğne *2 | DB×1#9 ile #18DP×5#65 ile #110 | DB×1#20 ile #23DP×5#125ile #160 | DB×1#9 ile #18DP×5#65 ile #110 | DB×1SF#8 ile #11DP×5#60 ile #75 | DB×1#9 ile #18DP×5#65 ile #110 |
| Yağ Numara JUKI NEW DEFRIX MARKA YAĞ yada 7 Numara JUKI MACHINE MARKA YAĞ | - | ||||
| Gürültü | Nominal 5.000 dev/dak'da işyeri bağıl gürültü seviyesi LpA ≤80.5 dB (A)Gürültü seviye ölçümü DIN 45635-48-A-1. 'e göre yapılmıştır. | ||||
* Dikiş hızı dikiş koşullarına bağlı olarak değişir. Makinenin teslim anındaki dikiş hızı 4.000 dev/dak değerindedir.
*1 : İlmek uzunluğu 4 mm ya da daha fazla ise, kullanım için maksimum dikiş hızını 4.000 dev/dak ya da daha düşük olarak ayarlayın. Ayrıca, teslim sırasındaki geri besleme miktarı 4 mm olarak düzenlenmiştir. Makineyi bu düzenlemeden daha büyük miktarlarda kullanırken düzenlemeyi kaldırın.
*2 : Kullanılan igne, kullanım yerine bağlıdır. *3 : MA tipi hafif materyaller içindir. Makineyi 4.000 dev/dk veya daha yüksek bir hızda kullanırken, bastırma ayağı ayarlama yayını, iplik germe yayını, vs. △S tipi için değiştirin.
1) Dikiş makinesini yukarıdaki şekilde görüldüğü gibi iki kişi birlikte taşıyın.
(Dikkat) Taşırken kasnaktan tutmayın.
2) Dikiş makinesini koyduğunuz yere tornavida gibi çıkıntı yapan şeyler koymayın.
3) Alt kapak, makine tablasındaki kanalın dört köşesine oturmalıdır.
4) İki adet kafa desteği lâstik kulağını ①, makine tablasındaki çıkıntılı bölümün ön kısımlarına A, çivilerle ② tespit edin. Menteşe tarafından B iki adet makine kafası kulağını ③, kauçuk esaslı yapıştırıcı ile yapıştırın ve sonra alt kapağı ④; tespit edilen kulakların üzerine oturtun.
5) Makine yatağına takılmış olan havalandırma kapağını ⑤ çıkartın.
(Dikkat)
- Havalandırma kapağı ⑤ çıkartılmadan makine çalıştırıldığı takdirde, şanzıman bölümünde ⑦ yağ kaçağı meydana gelir.
- Makine başının taşınması sırasında makine başının makine tablasından çıkartılması gerektiği zaman, kapağın ⑤ yerine takıldığından emin olun.
6) Dizlik ayak kaldırma baskı çubuğunu takın ⑥. Menteşeyi ⑦, vidalar ile makinenin ana gövdesine tespit edin. Makine başını tabladaki kauçuk menteşe yataklarına ⑧ yerleştirin ve dört köşedeki baş mesnetlerinin ⑨ üzerine oturtun.
7) Kafa desteği çubuğunu ⑩ sonuna kadar iterek masaya sağlam bir şekilde tespit edin. (Ancak makinede AK cihazı ⑪ varsa buna gerek yoktur.) Kontrol panelini ⑫ kullanıyorsanız iki yandaki setuskur vidaları ⑬ çıkarın, kontrol paneli ⑭ aksesuarları arasındaki kauçuk contayı ⑮ makine kafası ile ⑰ arasına yerleştirin ve kontrol panelini tespit edin.
(Dikkat) Kontrol paneli ⑫ aksesuarı olarak temin edilen vidaları kullanmayın.
8) Makine kafası aksesuarı olarak temin edilen kablo tutturma bandını 15 kablonun ucuna tutturun.
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Dizlik ayak kaldırma elemanı kullanıldığı zaman baskı ayağının standart kalkma yüksekliği 10 mm. dir Ayak kaldırma dizlik ayar vidasından ① yararlanarak; dizlik ayak kaldırma yüksekliğini 15 mm. ye kadar ayarlayabilirsiniz.
(Dikkat)
İğne mili ② baskı ayağına ③ çarpacağı için; baskı ayağı ④ 12 mm veya daha yükseğe kaldırılmış durumdayken, kesinlikle dikiş makinesini çalıştırmayın.
Предупреждение:
1) İplik çardağının parçalarını toplayarak ünite haline getirin ve dikiş makinesinin tablasındaki deliğine oturtun.
2) Somunu ① sıkın.
3) Tavan tesisatı kullanıldığı zaman, gelen elektrik besleme kablosunu destek mili ② içinden geçirin.
-
Dikiş makinesinin kaza sonucu aniden çalışması gibi tehlikeler yaratacağı için, yağlama İşlemi tümüyle tamamlanmadan makinenin elektrik fişini prize TAKMAYIN.
-
Tahriş veya iltihaplanma gibi tehlikeleri önlemek için; yağın gözünüze kaçması veya vücudunuzun diğer yerlerine bulaşması durumunda, bu bölgeleri derhal yıkayın.
-
Yağın yanlışlıkla yutulması sonucu; diyare veya kusma meydana çıkabilir. Yağı, daima çocukların erişemeyeceği bir yerde muhafaza edin.
Dikiş makinesini çalıştırmadan önce, makinenin yağ haznesine çağanoz yağı koyun.
1) Yağ deligi kapağını ① çıka-rip yağ deposunu JUKI NEW DEFRIX OIL No. 1 ile (Parça No.: MDFRX1600C0) ya da JUKI MACHINE OIL #7 (Parça No.: MML007600CA) ile doldurun ve bu işlem için makineyle birlikte temin edilen yağlayıcıyı kullanın.
2) Yağ haznesine, yağ seviyesi gös - terge çubuğunun ③ üst kenarı; yağ seviyesi kontrol penceresinin ② üst tarafındanki kanalli işaret çizgisi A ile alt taraındaki kanalli işaret çizgisinin B arasına gelinceye kadar yağ koyun. Inceye kadar Yağ gerekenden fazla konulduğu takdirde, yağ deposunun üzerinde bulunan havalandırma kanalından dışarı akar veya yağlama işleminin gereken şekilde gerçekleşmesi mümkün olmaz. Bu nedenle, dikkatli olun. Ayrıca yağ aşırı doldurulduğu zaman yağ deliğinden taşabilir. Dikkatli olun.
3) Dikiş makinesini çalıştırdığınız zaman; yağ seviye çubuğunun ③ üst kenarı, yağ seviyesi kontrol penceresindeki ② işaret çizgisinden aşağı düşerse, makinenin yağını yeniden tamamlayın.
(Dikkat)
-
Yeni bir dikiş makinesini veya uzun süre kullanılmamış bir dikiş makinesini işletmeye aldığınız zaman; alıştırma dönemi (rodaj) süreci boyunca makineyi 2.000 dev/dak veya daha düşük devirde kullanın.
-
Kancayı yağlamak için JUKI NEW DEFRIX OIL No. 1 (Parça No.: MDFRX1600C0) ya da JUKI MACHINE OIL #7 (Parça No.: MML007600CA) kullanın.
-
Mutlaka temiz yağ koyun.
-
Yağ deliği kapağı ① takılı değilken makineyi çalıştırmayın. Ayrıca kapağı kaybetmemek için dikkat edin.

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
O makine için tanımlanan iğneyi kullanın. Kullanılan iğne kalınlığı ve malzeme cinsine uygun iğne kullanın.
1) İğne mili hareket mesafesinin en üst noktasına gelinceye kadar, volan kasnagi çevirin.
2) Vidayı ② gevşetin ve iğneyi ① kanallı yüzü Ⓐ dik olarak tam Ⓑ yönüne bakacak şekilde tutun.
3) İğneyi ok yönünde ve yuvanın tabanına oturuncaya kadar içne milinin kanalına ok yönünde ve tamamen geçirin.
4) Vidayı ② sağlam biçimde sıkın.
5) İğneyi kontrol edin ve iğnedeki uzun kanalın © tamamen sol tarafa D baktığından kesinlikle emin olun.
(Dikkat) Polyester flâman iplik kullanırken, iğnenin kanallı bölümü kullanıcıın tarafına doğru eğildiği takdirde; iplik impeği dengesiz hale gelir. Sonuç olarak iplik şeytan tırnağı olur veya iplik kopmaları görülür. İplikle ilgili bu tür sorunlar ortaya çıktığı takdirde, iğnenin kanallı tarafından hafifçe arkaya dönük şekilde takılması, sorunun çözümü açısından etkin sonuçlar verir.

Предупреждение:
1) Masurayı, iplik saat yönünde dönecek şekilde mekiğe yerleştirin.
2) İpliği Ⓐ kanalından geçirin ve Ⓐ yönüne doğru çekin. Bunu yaparken ipliği tansiyon yayının altından alarak geçirin ve yarıktan Ⓑ dışarı çıkartın.
3) Masura ipliği çekildiği zaman, masuranın ok işareti yönünde dönüp dönmediğini kontrol edin.
Kâğıdı, mümkün olduğu kadar yatak duvarının yüzeyine yakın olacak şekilde yerleştirin. /
Yüksek devirde çalışırken, makinenin yağlama oranı çağanozun dönüşüne bağlı olarak kontrol edildiği için, son derece dikkatlı olmak gerekir.
* Aşağıda 2) maddesinde tanımlanan işlemleri uygularken, iplik alma kolundan iğneye takılacak ipliğin ve bobin ipliğinin çıkarılmış olup olmadığıni, baskı ayağının yukarıda olduğunu ve yan plakanın çıkarılmış olduğunu kontrol edin. Bu arada parmaklarının kancaya değmemesi için son derece dikkat edin.
1) Makine yeterli çalışma sıcaklığında değilse, normal çalışma sıcaklığına erişmesi için makineyi 3 dakika boşta çalıştırın. (Orta devirlerde ve fasılalı olarak çalıştırın)
2) Dikiş makinesi çalışır durumdayken, yağ miktarı (savrulan yağ) doğrulama kağidını çağanozun altına yerleştirin.
3) Yağ haznesinde yağın mevcut olduğunu doğrulayın.
4) Yağ miktarı doğrulama işlem süresi net 5 saniyedir. (Bu süreyi saat tutarak kontrol edin.)
Предупреждение:
Uygun yağ miktarı (küçük)/
Uygun yağ miktarı (geniş)
1) Yukarıdaki şekilde uygun yağ miktarı (yağ sıçraması) gösterilmektedir. Dikiş işlemlerine bağlı olarak yağ miktarını hassas şekilde ayarlamak şarttır. Ancak kancadaki yağ miktarını aşırı şekilde arttılmayın ya da azaltmayın. (Yağ miktarı çok az olduğu takdirde, çağanoz sarar (çağanozda aşırı hararet). Çağanozdaki yağ miktarı çok fazla olduğu takdirde, dikilen üründe yağ lekeleri meydana gelir.
2) Yağ miktarını (savrulan yağ), en az üç kere (üç ayrı kâğıt ile) kontrol ederek, yapılan ayarda değişme olmadığını doğrulayın.
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.

Предупреждение:
Çağanozdaki yağ miktarını arttırmak için ayar vidasını ① sıkın (saat yönüne çevirin) veya azaltmak için gevşetin (saat yönünün tersine çevirin).
(Dikkat)
[S△ ya da -M△tipi için RP kanca (yağ sıçratmayan kafa kancası) kullanırken]
-
Çağanoz tahrik milli yağ fitili tespit vidasını ② çıkarın ve çağanoz tahrik milli durdurucu vidasını ③ (Parça Numarası: 11079506) ve lastik halkayı ④ (Parça Numarası: R0036080200) takın.
-
Kancadaki yağ miktarını azaltmak için, yağ miktarı ayar vidasını ① minimuma kadar gevşetin. Ancak yağı tamamen durdurmayın ve yağ ayar vidasının ① çıkmamasına dikkat edin.
-
RP çağanoz (kuru kafa çağanozu) kullanılsa dahi, yağ haznesindeki yağı asla boşaltmayın.
(Not) Bu ipliği, Ⓐbölümünden geçirmeyin.
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.

Предупреждение:
(1) İğne İplığı gerginliğının ayarlanması
1) Iplik kesildikten sonra igne üzerinde kalan iplik boyunu kısaltmak için iplik gerginliği 1 Numaralı somununu ① saat yönünde (A yönünde) döndürün, ya da arttırmak için saat yönü tersine (B yönünde) çevirin.
2) Iğnedeki ipliğin gerginliğini arttırmak için 2 Numaralı gerdirme somununu ② saat yönünde (C yönünde), azaltmak için ise saat yönü tersine (D yönünde) çevirin.
(2) Bobindeki İplik gerginliğinin ayarlanması
1) Bobindeki iplik gerginliğini artırmak için gerginlik ayar vidasını ③ saat yönünde (E yönünde) ya da azaltmak için saat yönü tersine (F yönünde) çevirin.
1) Masurayı, daha ileri gitmez hale gelinceye kadar, masura sarma ünitesinin miline ① tamamen geçirin.
2) Masura ipliğini, çizimde gösterilen şekilde iplik cardağının sağ tarafına yerleştirilmiş olan iplik tansiyonu kontrol elemanından geçirerek dışarı alın ve ipliği masuraya saat yönünde bir-kaç tur sarın. (Masuranın alüminyum olması durumunda; masura ipliğinin ucunu saat yönünde bir-kaç tur sardıktan sonra, masura ipliğinin sarılması kolaylaştırmak için; masura ipliği tansiyon elemanından gelen ipliği saat yönünün tersine sarın.)
3) Masura sarma ünitesi denge mandalını ② A yönüne bastırın ve dikiş makinesini çalıştırın.
Masura C yönünde dönmeye başlar ve masura ipliği sarılır. Sarma işlemi sona erdiği anda, masura sarma mili ① otomatik olarak devreden çıkar.
4) Masurayı çıkartın ve sabit iplik kesme bicağından③ yararlanarak masura ipliğini kesin.
5) Bobindeki ipliğin sarım miktarını ayarlarken, setuskur vidasını ④ gevşetin ve bobin sarım kolunu ② D ya da E yönünde hareket ettirin. Ardından setuskur vidasını ④ sıkın.
A Yönüne : Azalır B Yönüne : Artar
6) İplik bobin üzerine düzgün şekilde sarılmamışsa kasnağı çıkarın, setuskur vidasını ⑤ çıkarın ve bobin iplik gericisinin ⑧ yüksekliğini ayarlayın.
Bobin merkezinin standart yüksekliği, iplik germe diskinin ⑥ merkez yüksekliği kadardır.
- Germe diskinin ⑥ konumunu, bobinin alt kısmında sarılı iplik miktarı aşırı ise D yönünde ayarlayın, üst kısmında sarılı iplik miktarı aşırı ise E yönünde ayarlayın.
Ayar yaptıktan sonra vidayı ⑤ sıkın.
7) Masura sarma tansiyonunu ayarlamak için, iplik tansiyon somununu ⑦ cevirin.
(Dikkat)
-
Masura İpliğini sararken, sarma işlemini masura İpliği masuranın orta kısmında ve İplik tanslyon dlskl ⑤ gergin durumdayken başlatın.
-
Dikiş dikilmediği sırada masura İpliğının sarılması gerektiği zaman; iğne ipliğini iplik vericiden yolundan çıkartın ve mekiği çağanozdan dışarı alın.
-
İplik çardağından gelen ipliğin sarma etkisiyle (yön nedeniyle) gevşemesi ve çardaktan dışarı çekilmesi sonucu, volan kasnaga sarılması ihtimalı vardır. Sarma yönüne dikkat edin.
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
1) Somunu ② gevşetin. Baskı ayağı yay regulatörünü ① saat yönüne (A yönünde) çevirdiğiniz zaman, baskı ayağının basıncı artar.
2) Baskı ayağı yay regulatörünü 3 saat yönünün tersine (⑧ yönü) çevirdiğiniz zaman basınç azalır.
3) Ayar işlemi tamamlandıktan sonra, somunu ② sıkın.
Baskı yayı regülatörünün yüksekliğine yapılan ilavenin standart değeri © aşağıdaki gibidir:
- S tipi: 31,5 ile 29 mm arasında (Yaklaşık 40 ile 45N (4 ile 4,5 kilo) arasında)
- H tipi: 31,5 ile 28 mm arasında (Yaklaşık 50 ile 60N (5 ile 6 kilo) arasında)
• A tipi: 22 mm (Yaklaşık 20N (2kg))
Предупреждение:
* Kadrandaki kalibrasyon, milimetre cinsinden yapılmıştır.
1) Dikiş uzunluğu ayar kadranını ① ok yönünde çevirin ve istenilen dikiş uzunluk numarasını; makine kolundaki işaret noktasının Ⓐ karşısında getirin.
2) Dikiş uzunluğunu kısaltmak
istediğiniz zaman, besleme koluna
② basarak dikiş uzunluk kadranını
① ok yönünde çevirin.
İPLİK ALMA KOLU YAY AYARI VE İPLİK ALMA STROKU /
(1) İplik verici yayının① hareket mesafesinin ayarlanması
1) Tespit vidasını ② gevşetin. 2) Germe çubuğunu ③ saat yönünde (A yönünde) çevirince iplik verici yayın stroku artar, çubuğu ⑤ saat yönü tersine (B yönünde) çevirince strok azalır.
(2) iplik verlci yayı① basıncının ayarlanması.
1) Tespit vidasını ② gevşetin ve iplik tansiyon grubunu cevirin. ⑤.
2) Tansiyon mili tespit vidasını ④ gevşetin.
3) Germe çubuğunu ③ saat yönünde (A yönünde) çevirince basınç artar, çubuğu ③ saat yönü tersine (B yönünde) cevirince basınç azalır.
* İplik alma kolu yayının standart konumu
Makine kolundaki kabartma işaret çizgisi ⑥, üst iplik alma kolu yayı ile hemen hemen aynı hizadadır.
(Malzeme ve işleme göre ayar yapılması gereklidir.)
(Dikkat) DDL-9000A-DS tipi, tam kuru çağanoz uyarlanmıştır. Mevcut çağanozu kullanan makinelerle karşılaştırıldığı zaman, dikiş makinesi İplik verİci yayına yapılan ayarlar daha etkin sonuçlar verlirler. İplik verici yayı gereken etkinlikte çalışmazsa; İpliğln yürüyüşü de artar. Sonuç olarak İplik kopar veya balon ilmikler görülür. İplik verİci yayının çalışması konusunda karar verebilmek için, iplik verici yayı ayar işlemini gerçekleştirilldikten sonra; İğne İpliği E noktasından F doğrultusunda dışarı çekildiği zamana kadar, İplik verİci yayının gereken şekilde doğru çalışıp çalışmadığını kontrol edin. (G'nin konumu)
Yay son aşamaya kadar doğru biçimde çalışmadığı takdirde, iğne ipliği verici yayının basıncını düşürün. (H'nın konumu) Ayrıca iğne ipliği hareket mesafesi çok sınırlı lse; yayın gereken şekilde doğru çalışması da mümkün olmaz.
Genel kumaşlarda yayın doğru hareket mesafesi; 10 lâ 13 mm arasındadır.
(3) İplik vericl hareket mesafesının ayarlanması
1) Dikilen kumaş çok kalın olduğu zaman, hareketli tansiyon tarafından çekilen iplik uzunluğunu arttırmak için, iplik kılavuzunu ⑧, sol tarafa (C yönü) alın.
2) Dikilen kumaş ince olduğu zaman, hareketli tansiyon tarafından çekilen iplik uzunluğunu azaltmak için, iplik kılavuzunu (8), sağ tarafa P yönü) alın. • iplik kılavuzunun standart konumu
Makine kolu üzerindeki kabartma işaret çizgisi, merkezdeki iplik kılavuzu ⑨ üzerindeki kabartma işaret çizgisi ile merkezde hizalanır.
- Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
- Aşağıda 3. maddede yapılan açıklamalar dışında, düğmeleri kullanmayın.
- Bir saniye ya da biraz daha uzun süre geçtikten sonra güç şalterini mutlaka AÇIK konuma geri getirin. Şalter KAPALI konuma getirildikten hemen sonra AÇIK konuma getirirseniz dikiş makinesi normal çalışmayabilir. Bu durumda güç şalterini tekrar AÇIK konuma getirin.
(1) İplik kesildikten sonra duruş konumu
1) Makara kapağı üzerindeki A işareti ile kasnak üzerindeki B işaret noktası hizalanarak iğnenin standart duruş konumu elde edilir.
* Ayrıntılar için kontrol kutusu Kullanım Talimatları Kılavuzuna bakınız.
(2) İğnenin aşağıda/yukarıda duruş konumunun ayarlanması işlemi
1) Makineye giden enerjiyi KAPALI konuma getirin.
2) Kontrol kutusu üzerindeki "+" düğmesine ④ basarak, makineye giden enerjiyi AÇIK konuma getirin.
3) Ekran görünümü 96 Numaralı ayara getirilir ve ekranda devir sayısı izlenir.
(Ekran görünümü değişmezse 1) ve 2) adımlarındaki işlemleri tekrarlayın.)
4) ① ya da ② dügmelerinden biriyle ayar Numarasını belirleyin E. Ayar No. 121: lignenin YUKARIDA duruş konumu Ayar No. 122: lignenin AŞAĞIDA duruş konumu
5) ③ ya da ④ düğmelerinden biriyle, -15 ile 15 aralığında ayar içeriğini belirleyin F.
(Standart değer "0" dir. Ayar değeri sayısal olarak yaklaşık dönüş açısını ifade eder.) Sayısal değer "+" yönünde ayarlanırsa, ignenin YUKARIDA duruş konumu alçalır. (C yönünde)
Sayısal değer "-" yönünde ayarlanırsa, iğnenin YUKARIDA duruş konumu yükselir. (D yönünde)
6) Ayar tamamlandıktan sonra, güncellenen değeri tespit etmek için ① ya da ② düğmesine basın. (Bu işi gerçekleştirmeden önce eğer makineye giden enerjiyi KAPALI konuma getirirseniz, içeriği güncellenmez.)
7) İşlem bittikten sonra, makineye giden enerjiyi KAPALI konuma getirin. Makineye giden enerjiyi AÇIK konuma getirerek normal çalışma yeniden başlatılabilir.
Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
(1) Pedalın ön tarafına basmak için gerekli olan basıncın ayarlanması
Pedal basıncı ayar yayı ① sol tarafa yerleştirildiği zaman basınç azalır ve sağ tarafa yerleştirildiği zaman basınç artar.
(2) Pedalın arka tarafına basmak için gerekli olan basıncın ayarlanması
Geri basma regulatör vidasını② içeriye doğru aldığınız takdirde basınç artar ve dışarıya doğru aldığınız takdirde basınç azalır.
(3) Pedal hareket mesafesinin ayarlanması İrtibat milini sol taraftaki deliğe ③ taktığınız zaman, pedal hareket mesafesi azalır.

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
(1) İrtibat milinin takılması
1) Pedalı ③ oklarla gösterilen şekilde sağa veya sola doğru alın ve motor kontrol kolu ① ile irtibat milinin ② düz durmasını sağlayın.
(2) Pedal açısının ayarlanması
1) Pedal eğimi, irtibat milinin uzunluğunu değiştirmek suretiyle serbestçe ayarlanabilir.
2) Ayar vidasını ④ gevşetin ve irtibat milinin ② uzunluğunu ayarlayın.

Предупреждение:
Pedal, aşağıda anlatılan dört kademede çalışır:
1) Pedalın ön tarafına hafifçe bastığınız zaman, makine düşük dikiş devrinde çalışır. ⑧
2) Pedalın ön tarafına biraz daha bastığınız zaman, makine yüksek dikiş devrinde çalışır. Ⓐ
(Otomatik geri dikiş önceden ayarlanmış ise; makine geri dikiş işlemini tamamladıktan sonra yüksek devirde çalışır.)
3) Pedalı orijinal konumuna getirdiğiniz zaman makine (iğnesi yukarıda veya aşağıda olarak) durur. ©
4) Pedalın arka tarafına tam olarak bastığınız zaman, makine iplikleri keser. (E)
* Otomatik ayak kaldırma (AK138) kullanıldığı zaman, durma ve iplik kesme arasında anahtarlama işlemi 1 basamak artar. Pedalın arka tarafına hafifçe basıldığı zaman Ⓐ baskı ayağı yukarı kalkarı ve pedalin arka tarafına biraz daha kuvvetli basıldığı zaman baskı ayağı tekrar aşağı iner.
Daha sonra iplik keskisi çalıştırılır ve baskı ayağı tekrar yukarı kalkar. Dikişe başlandığı sırada otomatik kaldırıcı eğer baskı ayağını yukarı kaldırmışsa ve pedalın arka tarafına bastıysanız, sadece baskı ayağı aşağı iner.
- Otomatik geri dikiş sırasında dikiş başladığı zaman pedalı tekrar boş konuma getirirseniz, makine geri dikiş işlemini tamamladıktan sonra durur.
- Yüksek veya düşük hızda dikiş işleminden hemen sonra pedalın arka tarafına bassanız dahi, makine normal iplik kesme işlemini yerine getirir.
- Makine iplik kesme işlemine başladıktan hemen sonra pedalı orijinal konumuna getirseniz dahi, makine iplik kesme işlemini normal şekilde tamamlar.
İĞNE – ÇAĞANOZ BAĞLANTISI /
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
İğne ile çağanoz arasındaki zamanlamayı, aşağıda anlatılan şekilde ayarlayın:
1) İğne milini hareket mesafesinin en alt noktasına getirmek için volan kasnağı çevirin ve tespit vidasını ① gevşetin.
2) Iğne mili yüksekliğinin ayarlanması İşaret çizgisiyle hizaya getirin (DB iğne için: işaret çizgisi ①. DA iğne için: Iğne mili ② üzerindeki işaret çizgisini ③, iğne mili alt burcunun ④ taban yüzeyi ile aynı hizaya getirin ve tespit vidasını ① sıkın.
3) Çağanoz ⑧ konumunun ayarlanması. Kancanın üç adet setuskur vidasını gevşetin, kasnağı normal döndürün ve yükselen içne mili ② üzerindeki işaret çizgisini (DB içne için: işaret çizgisi ⑬, DA içne için: işaret çizgisi ⑥) içne mili alt kovanının ③ alt ucu ile hizalayın.
4) Bu durumdayken, kanca bıçak noktasını ⑤ igne ④ merkeziyle hizalayın. İğne ile kanca arasında 0,04 mm ile 0,1 mm (referans değer) bir boşluk bırakın, ardından üç adet kanca setuskur vidası ile sıkıca tespit edin.
(Dikkat) Çağanozun biçak ağı ile iğne arasındaki mesafe belirtilen değerden daha küçük olduğu takdirde, çağanozun biçak ağı hasar görür. Mesafe Teknik Özellik değerinden fazla olursa, dikiş atlatmaya yol açar.
- DDL-9000A-DS tipi için kullanılan RP çağanoz (kuru çağanoz). Değiştirirken, aşağıda belirtilen parça numaralarını kullanın. Bölgelere göre sınıflandırılan kancalarda iki tip Parça Numarası vardır.
22890206
22890404 (Avrupa için)
(Dikkat) Çağanoza iplik artıkları veya kumaş havları sarılacağı için, makinenin arızalanmasına veya hatalı dikişlere yol açmamak amacıyla çağanozun sık ve düzenli aralıklarla temizlenmesi şarttır.

Предупреждение:
Düğmeye ① basın, makine aniden ileri geri zig-zag şeklinde çalışmaya başlar. İleri doğru dikiş dikmek için, düzme kolunu bırakın.
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.

Предупреждение:
[Anahtar konumunun ayarlanması]
1) Tespit vidasını ② gevşetin ve yüksekliği ayarlamak için anahtarın kendisini yukarı veya aşağı alın.
2) 4) Anahtar ①, çevrilmek suretiyle iki konumda kullanılabilir.
3) Buna ek olarak anahtarın ① konumunu aşağı almak istediğiniz zaman; makine kafasının arka tarafına yerleştirilmiş olan tespit vidasını ③ gevşetin ve anahtar tabanını ④ aşağı kaydırın.
İsteğe bağlı anahtar (ayrıca temin edilebilir) /
İsteğe bağlı anahtar (ayrıca temin edilebilir) Aşağıda belirtilen işlevler, isteğe bağlı tek adımda dikiş anahtarından (23632656) 1 yararlanılarak gerçekleştirilebilirler.
-
İğne yukarı/aşağı telafi dikişi... Düğmeye her basılışında, içne yukarı/aşağı telâfi dikişi gerçekleştirilir.
-
Geri telafi dikişi..... Düğmeye her basılışında, düşük devirde zigzag dikiş gerçekleştirilir. ( Bu işlem, sadece CP-160/CP-170/IP-110 panelde sabit ölçülü dikiş desenleri uygulanırken geçerlidir.)
-
Dikiş sonunda bir kere zigzag dikişten sonra işlevin iptali... Düğmeye basıldığında, dikiş sonunda uygulanacak bir sonraki zigzag dikiş bir kereye mahsus olmak üzere iptal edilebilir.
-
İplik kesme işlevi... Düğmeye basıldığı zaman, iplik kesme işlemi gerçekleştirilir.
-
Baskı ayağı kaldırma işlevi... Düğmeye basıldığı zaman, baskı ayağı otomatik kaldırma işlevi gerçekleştirilir.
-
Tek dikişlik telafi dikişi... Düğmeye her basılışında, bir dikişlik telfi dikişi gerçekleştirilir.
* Seçime bağlı düğmeyi kullanırken, bu fonksiyonu kontrol kutusu ile ayarlamak şarttır. Ayrıntılar için kontrol kutusu Kullanım Talimatları Kılavuzuna bakınız.
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
[Opsiyonel anahtar bağlantısı]
Opsiyonel anahtar kablosunu, makine kafasından gelen 4P konektöründe 1 görülen 2 ve 3 noktalarına takın. (Burada kutup yoktur.)
Pimin takış yönü bellidir. Pimi, çıkıntılı kısmı 4 yukarı doğru bakacak şekilde takın.
![JUKI DDL9000A - [Opsiyonel anahtar bağlantısı] - 1](/content/2026/04/591709/images/8becdc4048db52c5908ba29641e67bd3f2c815700434fdd8753a67216d4220e1.jpg)
Предупреждение:
YOĞUN İLMEK DİKİŞİ /
ЧАСТЫЕ СТЕЖКИ

WARNING :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Tokatlamanın konumunu, dikilmekte olan kumaşın kalınlığına göre hassas biçimde ayarlayın.
1) Volan kasnağı normal dönüş yönünde çevirerek, volan kasnak üzerindeki beyaz gömme işaret noktası ① ile makine kolundaki ibreyi ② aynı hizaya getirin.
2) Tokatlamanın ⑥ düz bölgesi ile içne giriş noktası arasındaki mesafeyi, 1 mm olacak şekilde ayarlayın. Tokatlama ayar vidasını ③; tokatlama burcunu ④ tokatlamaya bastıracak ve tespit edecek sekilde sıkın.
* Tokatlama gerekli olmadığı zaman, tokatlama anahtarını ⑤ OFF=KAPALI konuma getirin.

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Dikiş sırasında düğmeyi ① ya da geri besleme kontrol kolunu ② çalıştırarak normal besleme adımının ilmek uzunluğu değiştirilebilir.
1) Makinenin kafasını devirin ve besleme kadranını ③ yoğun ilmek uzunluğuna ayarlayın. Ilmek uzunluğu ayarı "0" ile 1 arasında olabilir.
2) Yoğuşma durdurucusundaki ④ tespit vidasını ⑤ gevşetin ve durdurucuyu ok yönünde kaydırarak, geriye doğru besleme solenoitinin ⑥ ucuyla temas edecek şekilde ayarlayın. Ardından tespit vidasıyla ⑤ sabitleyin.
3) Durumu başlangıç haline (serbest) getirirken, ⑤ merkezinde ve ④ kabartma işaret çizgisinde sabitleyin.

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Bıçak keskinliğinde azalma olduğu zaman, çizimde © gösterilen şekilde sabit biçağı ① bileyin ve doğru biçimde tekrar yerine takın.
1) Sabit bıçağın takıldığı konum; standart konumdan Ⓐ yönüne doğru alındığı zaman, iplik kesme işleminden sonra iğnede kalan iplik miktarı da buna göre artar.
2) Takma konumu Ⓑ yönüne doğru alındığı takdirde, iplik boyu da buna bağlı olarak kısalır.
(Dikkat) Biçak ağzı bilenirken, bıçağın tutuş şekline ve açısına çok özen gösterilmelidir.

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Geri besleme miktarı, teslim sırasında 4 mm olarak ayarlanmıştır; makineyi bu değerden daha büyük miktarlarda kullanırken, aşağıdaki prosedürler uyarınca bu düzenlemeyi kaldırın.
1) Besleme kadranını ③ kullanılan geri besleme miktarına ayarlayın.
2) Makine kafasını devirin ve geri besleme sarmal bobinindeki ④ iki tespit vidasını ⑤ gevşetin.
3) Geri besleme sarmal bobininin ④ konumunu, geri besleme kontrol kolu ② basılı haldeyken dalma piston lastiği ⑥ hafif dönecek şekilde ayarlayın.
(Dikkat) Düzenlemeyi kaldırdıktan sonra geri besleme dikişi yaparken (① ve ②) dikiş hızını azaltın.

Предупреждение:
TRANSPORT DİŞLİSİNİN YÜKSEKLİĞI VE EĞİMİ /
Besleme mili külbütör şaftı kabartma işaretinin konumu /
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
(1) Transport dişlisinin standart yük-seklık değerl
Transport dişlisinin standart yüksekliği, boğaz plakasının üst yüzeyinden itibaren en yukarı kaldırıldığı yüksekliktir:
9000A-△S ve 9000A-△A: 0,8 mm 9000A-SH: 1,2 mm
Transport dişlisi yüksekliğini işleme ve malzemelere göre ayarlayın.
(Dikkat) Besleme milindeki kabartma nokta işaretinin yönünü ve besleme mill külbütör şaftının ③ kabartma nokta işaretinin yönünü sağa (operatör tarafına) ayarlayın.
(2) Transport dışlıslının yüksekilğini ve eğimini ayarlamak
1) Besleme mili tahrik şaftındaki ① setuskur vidasını ② ve besleme mili külbütör şaftındaki ③ setuskur vidasını ④ gevşetin.
2) ① ve ② şaftlarının her ikisini de bir tornavidayla çevirerek transport disli-
sinin yüksekliği ve eğimi değiştirilir. Standart teslim şekli: Besleme mili külbütör şaftının ③ kabartmalı nokta işareti, her transport dişlisi tipinin kabartma işaret çizgisine ⑦ göre ayarlanmıştır ve transport dişlisinin yüksekliği de besleme mili tahrik şaftına ① göre ayarlanmıştır.
3) Her bir şaftın dönüş yönü ile besleme milinin ⑥ eğimi arasındaki ilişki için yukarıdaki şekle bakınız.
4) Ayar yaptıktan sonra setuskur vida -larını iyice sıkın. (② ve ④ setuskur vidalarını sıkarken, ① ve ③ şaftlarını kasnak tarafına doğru bastırın.)
(Dikkat)
-
Transport dışlıslının eğlml sadece bir şafttan yararlanarak yapılırsa, transport dışlı yüksekliği değişlr. Ayar İşlemlının her İki şafttan yararlanılarak yapıldığından kesinlikle emin olun.
-
Transport dişlisinin hareket konumu, yapılan ayarlanan şaftların konumuna bağlı olarak değişiklik gösterebilir. Böyle bir durumda, transport salin şaft kolunun ⑦ tespit vidasını ⑤ gevşetin ve hareket konumunu ayarlayın.
-
Transport dışlıslı, yükseklik ya da eğim ayarına bağlı olarak iplik keslclye engel olabllır. Bu konuda dikkatil olun.

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Transport dişlisinin zamanlaması, transport eksantrik kamının ① durma noktasını değiştirerek ayarlanabilir. Ayarlama yöntemi, aşağıda anlatılmıştır.
1) Dikiş makinesinin kafasını yatırın ve transport eksantrik kamındaki ② iki adet tespit vidasını ① gevşetin.
2) Transport dişlisinin zamanlamasını değiştirmek için, transport eksantrik kamını ① çevirin. Transport mili tahrik kolu üzerindeki kademe işaretlerini ③, transport tahrik şaftındaki ④ gömme işaret çizgisi ile gereken şekilde aynı hizaya getirin.
- Transport eksantrik kamını ① (+) yönünde çevirin:
→Besleme zamanı, iğnenin hareketine kıyasla geride kalır.
- Transport eksantrik kamını① (-) yönünde çevirin:
→Besleme zamanı, iğnenin hareketine kıyasla ileride kalır.
* Eksantrik besleme kamı üzerindeki kabartma işaret çizgisinin standart değeri
Ibrenin ③ standart haldeki konumuï:
9000A- S ve 9000A-A:
Kabartma işaret çizgisi ④
9000A-SH: Kabartma işaret çizgisi ⑤ (+10°)
Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabillecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
İplik tansiyonu bırakma ayırma mekanizmasından yararlanmak suretiyle, dikiş sırasında baskı ayağı kaldırılsa dahı iğne iplik tansiyonunun düşmesine yol açmadan dikişi dikmek mümkündür. (Kalın üst üste dikiş kısımlarında dizlik ayak kaldırmadan yararlanılarak baskı ayağı hafifce kaldırılsa dahı, bu mekanizma iplik tansiyonunun değişmesini engeller.)
(1) Nasıl bırakılır
1) Makine kafasındaki kapağı çıkartın ve bir Allen anahtar kullanarak iplik tansiyonu bırakma değiştirme vidasını ① gevşetin.
2) Vidayı ① İplik gerginliğini azaltma değişiklik plakasının ② üzerine takın.
Baskı ayağı kaldırılsa dahi iplik tansiyon diski hareket etmez ve iğne ipliginin tansiyonu düşmez. (İplik tansiyon diski, sadece iplik kesme işlemi uygulandığı zaman kalkar.)
(Dikkat)
İplik tansiyonu bırakma değiştirme plâkasında bulunan vidayı ①, kesinlikle en üst ve en alt konumları dışında kalan bir noktaya ayarlamayın.
* Vida, fabrika tesliminde en alt konuma ayarlanmıştır.
* Makinede silici olması halinde, ayar yapmak için tokatlayıcı ünitesi (iki setuskur) çıkarın.

Предупреждение:
Baskı ayağı mikro-kaldırma grubu [23611056] (Ayrıca temin edilebilir)/
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Kadife veya benzeri tüylü kumaşlar dikilirken, baskı ayağı mikro kaldırma mekanizmasının ayar vidasından ① yararlanarak kayması sağlanmadığı takdirde, kumaş hasar görür. Baskı ayağını asağı indirin ve transport dişlisi boğaz plakasından aşağıda olacak şekilde tespit edin. Somun ② gevşetilmiş durumdayken baskı ayağı mikro kaldırma vidasını ① kademeli olarak yavaşça sıkın ve baskı ayağına kumaşın durumuna uygun olarak hassas biçimde ayarlayın.
(Dikkat) Baskı ayağı mikro-kaldırma mekanizması kullanılmadığı zaman; vidanın ① yüksekliğini; dikiş makinesinden yaklaşık 9 mm yukarıda olacak şekilde ayarlayın. Dikiş maknesi mikro ayak kaldırma mekanizması çalışır durumdayken kullanlırsa, yeterli transport gücü elde edilemez.
Предупреждение:
Elle ayak kaldırma kami (kullanılan makine kafasının üzerine takılır)
Elle ayak kaldırma tespit vidası (kullanılan makine kafasının üzerine takılır)
DDL-9000A 'da, baskı ayağı mikro-kaldırma mekanizması standart olarak sunulmaktadır. Çok sık kullanıldığı zaman, takima gerek duyulmadan elle ayarlanabilen mikro-ayak kaldırma cihazının (ayrica temin edilmektedir) kullanılması, daha fazla kolaylık sağlar.
Baskı ayağı mikro-kaldırma parçaları
| No. | Parça No. | Tanımlama | Adet |
| 1 | 23611106 | Elle ayak kaldırma | 1 |
| 2 | 23610504 Takoz Taban | 1 | |
| 3 | 23610652 Takoz vida | 1 | |
| 4 | D5119206KOK | Burç | 2 |
| 5 | 23610702 Somun | 1 | |
| 6 | SL6053592TN | Tespit vidası | 1 |
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterını KAPATIN.
Makineyi mevcut hız değerinden daha yüksek hızda (4.000 dev/dak değerinden yüksek) çalıştırırken, besleme değişim yayı kancasının ① konumunu yukarı doğru kaydırarak kullanmak istediğiniz değere göre ayarlayın.
A : Mevcut dikiş hızı (4.000 dev/dak değerinden az)
B : 4000 dev/dak değerinden yüksek

Предупреждение:
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma öncesi makinenin şalterini KAPATIN.
Makinenizin ömrünün uzun olması için aşağıda belirtilen bakımları yapınız.
(1) Kanca yağ deposundaki yağ miktarının kontrolü.
Yağ gösterge çubuğunun ① üst kısmının, yağ göstergesindeki kabartma üst işaret çizgisi ile kabartma alt işaret çizgisi arasında olduğunu kontrol edin. (Detaylar için 4. YAĞLAMA başlığına bakınız.)
(2) Temizlik
1) Iğneyi ②, baskı ayağını ③ ve boğaz plakasını ④ çıkarın.
2) Transport dişlisinin ⑥ ve iplik kesici ünitenin ⑤ üzerine yapılan tozu yumuşak bir fırça ya da bezle temizleyin.
3) Makine kafasını devirin ve bobin yuvası gibi parçalar üzerindeki tozu yumuşak bir bezle silin ve hiçbir çizik olmadığını kontrol edin. Kancanın yakınındaki alt kapağa sızan kanca yağını ve tozları yumuşak bir bezle silin.

Предупреждение:
- Dünya genelinde tüm hakları saklıdır.
Gerektiği takdirde daha fazla ve ayrıntılı bilgi edinmek için; lütfen distribütörlerimize ve bayilerimize başvurmaktan çekinmeyin.
* Bu kullanma kılavuzunun kapsamı içinde yer alan bilgileri, üründeki gelişmelere bağlı olarak ve ön uyarıya gerek kalmaksızın değiştirme hakkımız saklıdır.