LK-1902AN - Dikiş makinesi JUKI - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun LK-1902AN JUKI PDF formatında.

Kullanıcıların soruları hakkında LK-1902AN JUKI
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Dikiş makinesi PDF formatında ücretsiz! Kılavuzunuzu bulun LK-1902AN - JUKI ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. LK-1902AN markasının JUKI.
KULLANIM KILAVUZU LK-1902AN JUKI
I. LK-1900AN BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI, GÜÇLENDİRİCİ ZİGZAG DİKİŞ MAKİNESİ 1
[1] SPESİFİKASYONLAR....1
[2] KONFIGÜRASYON 2
- Ana unitedeki parça isimleri....2
- Çalışma panelindeki isimler ve düğmelerle ilgili açıklamalar 3
[3] KURULUM....4
- Elektrik panelinin yerle_tirilmesi 4
- Biyel Kolunun takılması....4
- Kafa taşıyıcı kolun takılması 4
- Güç şalterinin takılması ve bağlanması....5
- Dikiş makinesini taşıma şekli....6
- Dikiş makinesi kafasının montajı....6
- Tahliye tapasının ve kafa destek lastiğinin montajı 7
- Emniyet şalteri....7
-
Dikiş makinesi kafasının devrilmesi....8
-
Çalışma panelinin montajı......8
-
Bağlantı kablosu....9
- Kablo düzenleme....10
- Göz koruyucu kapağın takılması 11
- İplik askısının monte edilmesi.... 11
[4] DİKİŞ MAKİNESİNİN ÇALIŞTIRILMASI....12
- Yağlama....12
- İğnenin takılması 12
- Makine kafasına iplik takılması 13
- Mekiğin takılması ve çıkarılması....13
- Masuranın takılması....14
- İplik gerginliğinin ayarlanması....14
- İplik alıcı yay ayarı....15
- İplik gerginliğine örnek....15
[5] DİKİŞ MAKİNESİNİN KULLANIMI (TEMEL) 16
- Başlık veri ayarı 16
- Dikiş çeşidinin dış hatlarının kontrol edilmesi 18
- Dikiş....19
- Bir başka dikiş çeşidine geçmek 19
- Masuraya iplik sarılması....20
- iplik tutucu cihaz 21
[6] DİKİŞ MAKİNESİNİN KULLANIMI (İLERİ) 23
- Dikiş çeşidi tuşlarını (P1, P2, P3, P4 ve P5) kullanarak dikiş dikmek 23
- Kombinasyon fonksiyonunu kullanarak dikiş dikilmesi.... 26
- "Masura iplik sayacını" kullanarak dikiş dikilmesi 28
- Geçici durdurma işlemi nasıl kullanılır....28
- Dikiş çeşidine göre iplik gerginliğinin ayarlanması....29
- Çalışma sırasında dikkat edilmesi gereken noktalar 30
[7] BAKIM 30
- İğne mili yüksekliğinin ayarlanması 30
- İğne-mekik ilişkisinin ayarlanması 31
- Parça baskı ayağı kaldırıcı parçanın ayarlanması.... 32
- Hareketli biçak ve sayaç biçağı....32
- Iğnede kullanılan iplik kelepçesi cihazı....33
- Tokatlayıcı ayarı....33
- Atık yağın tahliye edilmesi 34
-
Çağanoza verilen yağ miktarı 34
-
Sigortanın Değiştirilmesi 34
- Belirli parçalara tekrar yağ koyulması....35
[8] BELLEK ANAHTARININ KULLANIMI 36
- Bellek anahtarını başlatın ve değiştirin....36
- Bellek anahtarı ayarına örnek 36
- Bellek anahtarı fonksiyon tablosu....40
[9] DİĞER KONULAR....43
- DIP anahtarının ayarlanması 43
- Standart dikiş çeşidi spesifikasyon tablosu....44
- Standart dikiş çeşidi tablosu....45
- Parça baskı ayağı tablosu 47
- LK-1900 veri ROM'u 49
- Opsiyonel pedal bağlantısı....49
- Hata listesi 50
- Sorunlar ve düzeltici önlemler (dikiş koşulları)....53
- Opsiyonel parça tablosu....55
II. LK-1901AN, BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI KUŞGÖZÜ İLİK KİLİT (ÇU-BUK) DİKİŞ MAKİNESİ 57
- Spesifikasyonlar....57
- Dikiş makinesinin kurulması ve çalışma için ön hazırlıklar 57
- Malzeme kapama miktarının ayarlanması....58
- Parça baskı ayağı kaldırma ayarı....58
- Parça baskı ayağı ünitesinin basıncının ayarlanması....59
- Malzeme kapama işleminin ayarlanması....59
- Dikiş çeşitlerinin seçimi ve onaylanması....60
III. LK-1902AN, BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI, KEMER BİRİTİ TAKMA MAKİNESİ....61
- Spesifikasyonlar....61
- Dikiş makinesinin kurulması ve çalışma için ön hazırlıklar 61
- Makineye iplik takılması....61
- Dikiş çeşitlerinin seçimi ve onaylanması....62
- Parça baskı ayağı ve besleme plakasının kombinasyonu....62
IV. LK-1903AN, BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI MEKİK DİKİŞ DÜĞME DİKME MAKİNESİ 63
- Spesifikasyonlar....63
- Dikiş makinesinin kurulması ve çalışma için ön hazırlıklar 63
- lğne ve iplik....63
- Çeşitli dikiş modları 64
- Düğme kıskaç çenesi kolunun konumu....65
- Besleme plakasının ayarlanması 66
- Düğme kıskaç çenesi kol ayarı 66
- Düğme kışkacını kaldırma miktarının ayarlanması....67
- Parça baskı ayağı ünitesinde basınç ayarı 67
- Tokatlayıcı yayının ayarı 68
- Düğmeyi yükseltme çubuğunun (aksesuar) monte edilmesi 68
- Düğme büyüklüğüne göre model sınıflandırması....69
- Çıkıntılı düğmenin takılması (opsiyonel)....70
V . MASANIN ÇİZİMİ ......74
I. LK-1900AN BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI, GÜÇLENDİRİCİ ZİGZAG DİKİŞ MAKİNESİ
[1] SPESİFİKASYONLAR
| 1 Dikiş alanı X (yatay) yönde 40 mm Y (boyuna) yönde 30 mm | |
| 2 Maksimum dikiş hızı 3.200 sti/min* | |
| (Dikiş adımı X yönünde 5 mm.den küçük ve Y yönünde 3,5 mm.den küçük ise.) | |
| 3 İlmek uzunluğu 0,1 ile 10,0 mm arasında (0,1 mm.lik kademelerle ayarlanabilir) | |
| 4 Parça baskı ayağının besleme hareketi | Aralıklı besleme (adım motor ile 2 milden tahrik) |
| 5 İğne mili stroku 41,2 mm | |
| 6 İğne DPx5, DPx17 | |
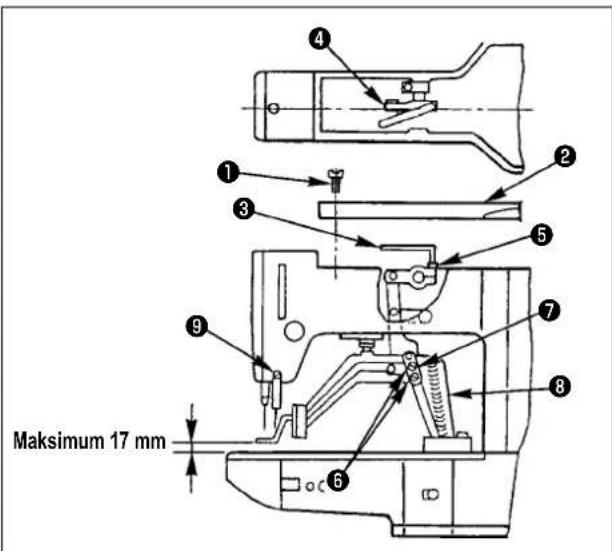
| 7 Parça baskı ayağının yukarı kalkışı | 13 mm (standart) Maksimum 17 mm |
| 8 Mekik Standart yarı döner çağanoz (yağ fitiliyle yağlama) | |
| 9 Yağ | 2 Numara New Defrix Yağ (yağlayıcı tarafından sağlanır) |
| 10 Veri kaydı | EEPROM (128 kbyte) EPROM (32 kbyte) |
| 11 Büyükme/Küçültme özelliği | X ve Y yönünde sırasıyla %20'den %200'e kadar (%1'lik kademelerle) |
| 12 Büyükme/Küçültme yöntemi | Dikiş şekli büyütme/küçültme, ilmek uzunluğunu arttırarak/azaltarak yapılabilir |
| 13 Maksimum dikiş hızı sınırı | 400 ile 3.200 sti/min* arasında (100 sti/min'lık kademelerle) |
| 14 Dikiş çeşidi seçimi | Belirtici dikiş çeşidi Numarası tipi (1 ile 200 arası) |
| 15 Masura ipliği sayacı | YUKARI/AŞAĞI tipi (0 ile 9999 arası) |
| 16 Dikiş makinesi motoru | Servo motor |
| 17 Boyutlar | Genişlik: 1.200 mm Uzunluk: 660 mm Yükseklik: 1.100 mm (standart masa ve destek kullanın) |
| 18 Ağırlık | Makine kafası 42 kg, Kontrol paneli 16,5 kg |
| 19 Güç tüketimi | 450 VA (Dikiş çeşidi numarası 1, 3.200 sti/min, 1saniye duruş süresi) |
| 20 Çalışma sıcaklığı aralığı | 5°C ile 35°C arasında |
| 21 Çalışma nem oranı aralığı | %35 ile %85 arasında (çiy yoğuşması yok) |
| 22 Hat gerilimi | Anma gerilimi ±%10 50/60 Hz |
| 23 Gürültü | -ış istasyonunda sürekli ses basıncı seviyesinin (L pA) yayılmasına denk : 82,5 dB'nin A ağırlıklı değeri; (KpA = 2,5 dB dahil) ; ISO 10821- C.6.3 -ISO 11204 GR2 uyarınca 3.200 sti/min dikiş çevrimi için, 1.0 saniye AÇIK (Dikiş çeşidi: No 1).‘-Ses şiddeti seviyesi (L wA) : 90,5 dB'nin A ağırlıklı değeri; (K wA = 2,5 dB dahil) ; ISO 10821- C.6.3 -ISO 3744 GR2 uyarınca 3.200 sti/min dikiş çevrimi için, 1.0 saniye AÇIK (Dikiş çeşidi: No 1). |
* Dikiş koşullarına göre maksimum dikiş hızını düşürün.
LK-1900ANWS (çift kapasiteli çağanoz) maksimum dikiş hızı 2.700 sti/min değerindedir.
[2] KONFİGÜRASYON
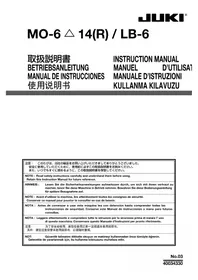
1. Ana ünitedeki parça isimleri
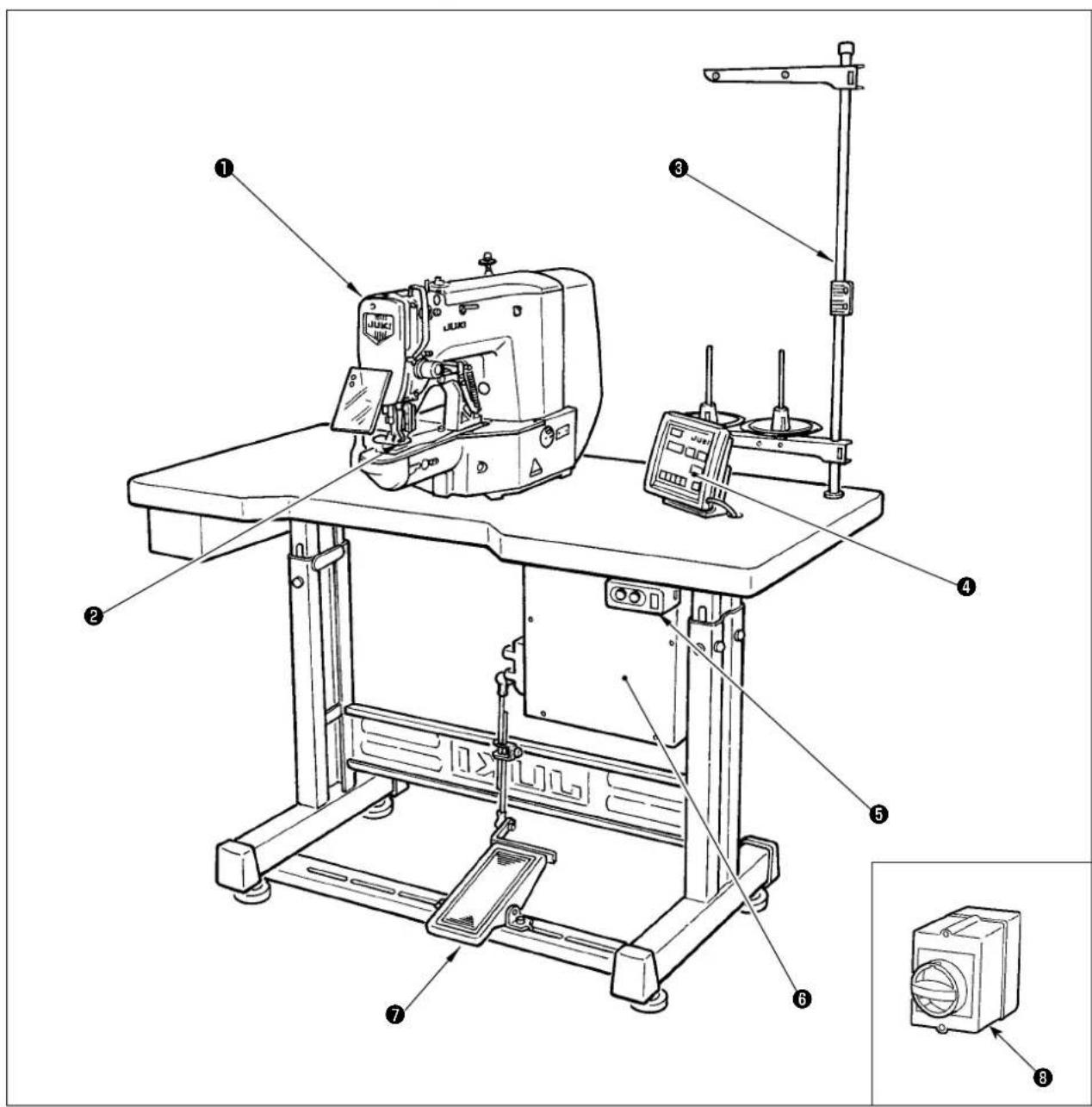
2. Çalışma panelindeki isimler ve düğmelerle ilgili açıklamalar
① "Hazir" tuşu
Bu tuş, panel üzerinden ayar hali yerine dikiş makinesinin gerçekten çalıştığı dikiş haline geçilmesini sağlar.
② Dikiş LED'i
Bu LED ayar koşullarında söner ve dikiş koşullarında yanar. "Hazır" tuşuyla bir halden diğerine geçilebilir.
③ "Sifirlama" tuşu
Hatanın iptal edilmesi yada ayarlanan değerin başlangıç değerine geri dönmesi için kullanılır.
④ "Mod" tuşu
Bu tuş ile, bellek düğmesinin ayar modu belirlenir.
⑤ “+/-Öne besleme” tuşu ve “-/Geri besleme” tuşu Bu tuş, değişen dikiş deseni Numarası ve X/Y skalasını değiştirmek için ve öne besleme/geri besleme için kullanılır.
⑥ "Seçme" tuşu
Bu tuş, ayar yapılacak olan başlığı seçer. Se- çilen başlığa ait Başlık seçim LED'i ve ayar değeri görülür.
⑦ Veri belirtme LED'i
Bu LED, dikiş çeşidi Numarası X/Y skalası vb., seçilen başlık değerlerini gösterir.
⑧ Başlık seçimi LED'i
Seçilen başlıkların LED'i yanar.

Dikiş çeşidi
Numarası

X skalası

Y skalası

Maksimum hiz sınırı

Dikiş sayacı Masura sarıcı


Parça baskı
ayağı indirici

iplik gergisi
9 Iğnede kullanılan iplik kelepçesi açık/kapalı tuşu Bu tuşla, iğnede kullanılan iplik kelepçesinin etkin olması/olmaması hali seçilir. Kelepçe etkin iken iğnede kullanılan iplik kelepçesi gösterim LED'i yanar. (Not 1)
10 Ignede kullanılan iplik kelepçesi gösterim LED'i Bu LED yandığı zaman, ignede kullanılan iplik kelepçesi çalışır.
⑪ İğnede kullanılan iplik LED'i
Bu tuş, dikiş tipini kaydeder. Bu tuşa bastığınız zaman, burada kaydedilen dikiş çeşidini hemen dikmeye başlayabilirsiniz.
X/Y skalası, dikiş konumu vb., burada kaydedilebilir ve değiştirilebilir.
(Not 1) LK-1903AN, makinenin standart teslimi sırasında, 35 numaralı bellek düğmesi ile iğnede kullanılan iplik kelepçesi engellenecek şekilde (hareket etmez) ayarlanmıştır.
[3] KURULUM
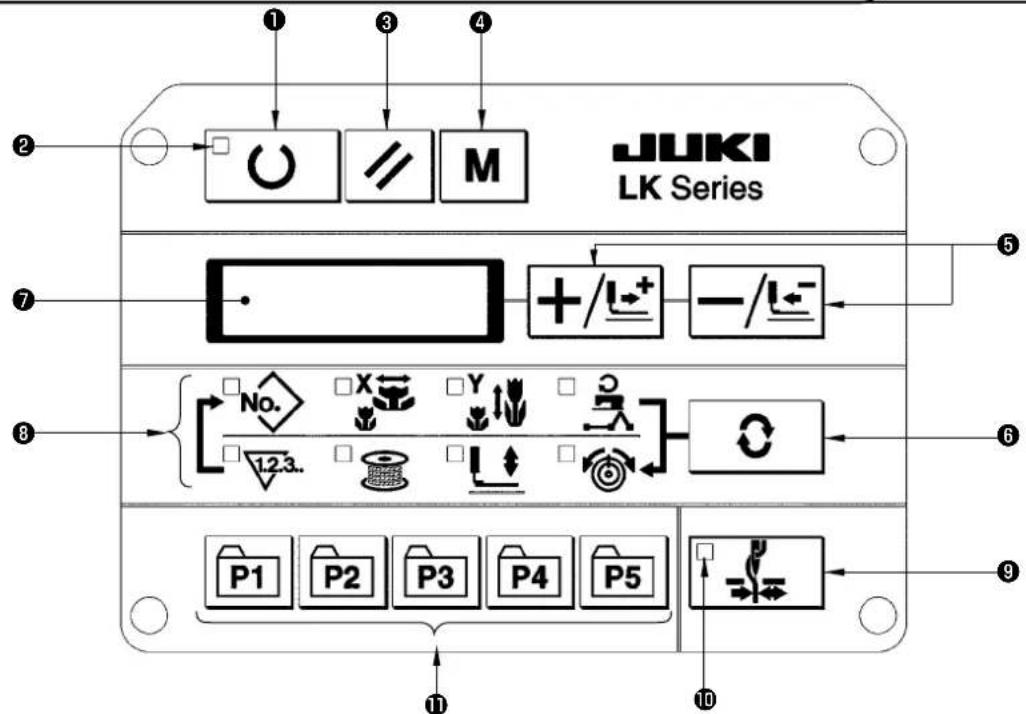
1. Elektrik panelinin yerle\_tirilmesi
Elektrik panelini masanın altına ve şekilde gösterilen konuma yerleştirirken, makineyle birlikte temin edilen yuvarlak başlı vida ①, düz pul ②, yaylı rondela ③ ve somun ④ ile altı köşe başlı cívata ⑤, yaylı pul ⑥ ve düz pul ⑦ kullanın.
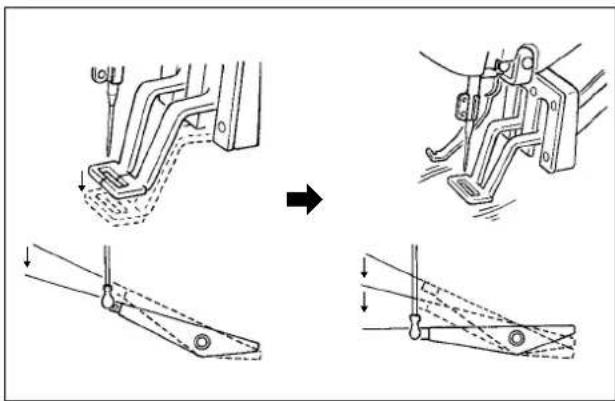
2. Biyel Kolunun takılması
1) Biyel kolunu ① pedal kolundaki ② montaj deligi-ne B somunla ③ sabitleyin.
2) Biyel kolu ① montaj deliğine A takıldıktan sonra, pedala basma stroku artar.
3. Kafa taşıyıcı kolun takılması
Kafa taşıyıcı kolu ① makine masasındaki deliğe ② doğru sürün.
4. Güç şalterinin takılması ve bağlanması
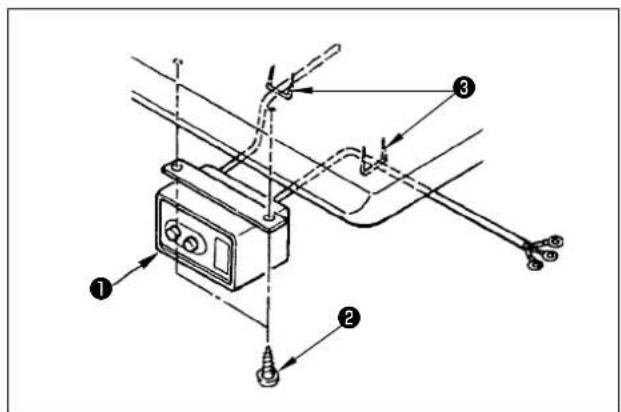
(1) Güç şalterinin takılması
Güç şalterini ① makine masasının altına ahşap vidalar ② kullanarak tespit edin.
Kabloyu, makine ile birlikte aksesuar olarak verilen zimbaları ③ kullanarak kullanım şekline uygun olarak tespit edin.
* Beş zimba ③, çalışma paneli kablosunun tespit edilmesinde kullanılan beş zimba dahil, aksesuar olarak temin edilmiştir.
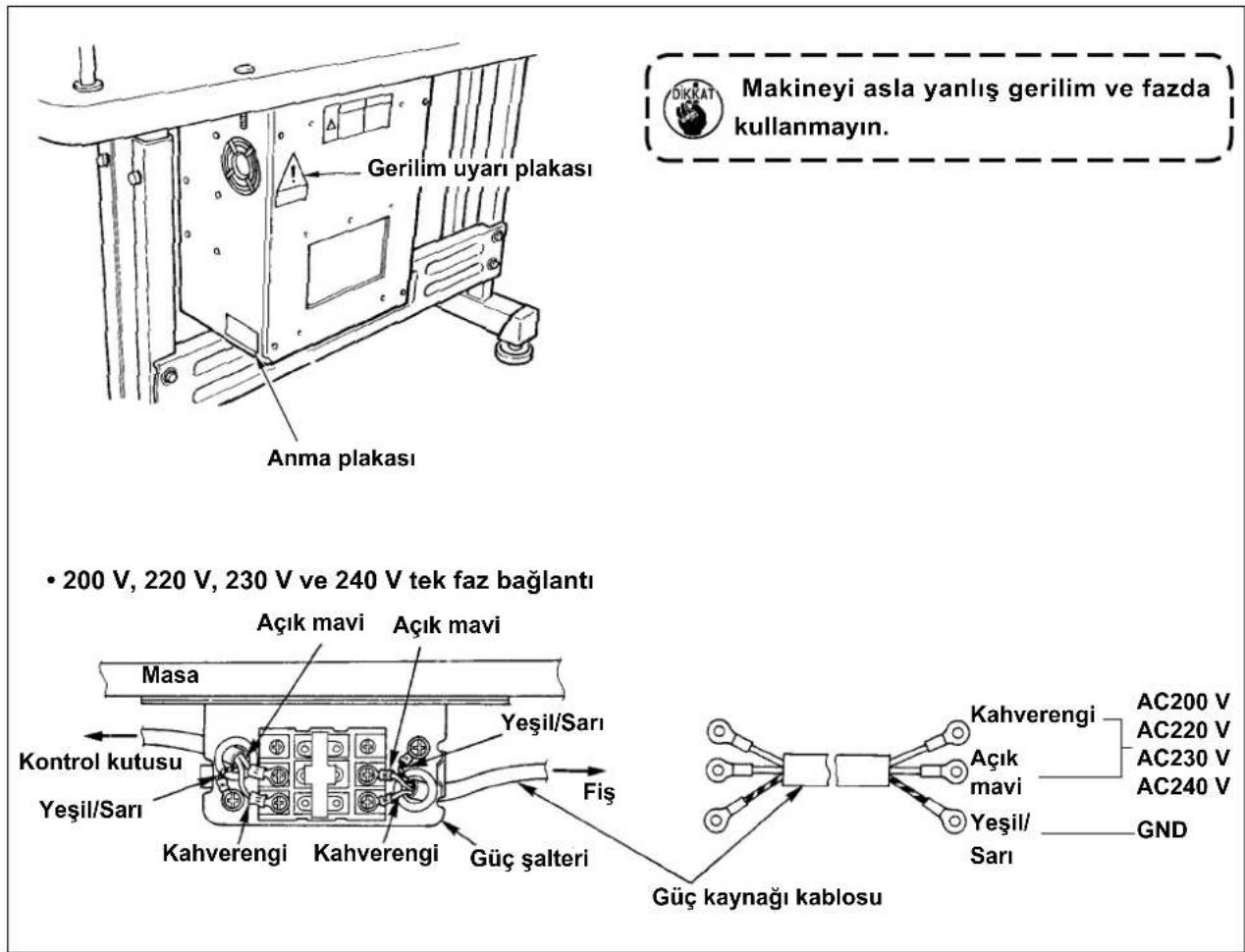
(2) Güç kaynağından gelen kablonun bağlanması
Fabrikadan teslim anındaki gerilim spesifikasyonları, gerilim plakasında belirtilmiştir. Kabloyu spesifikasyonlara uygun olarak bağlayın.
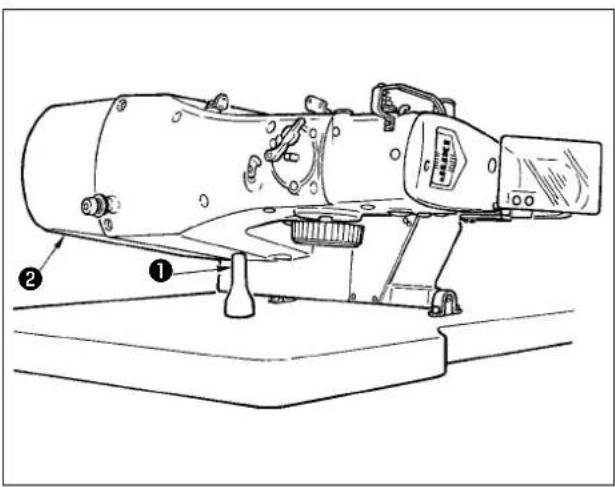
5. Dikiş makinesini taşıma şekli
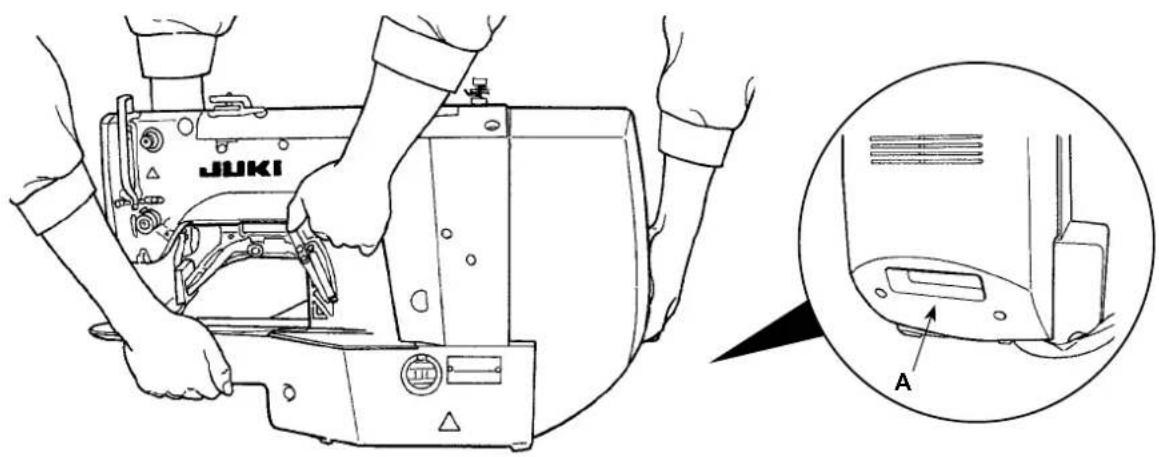
Dikiş makinesini taşımak için, A bölümünden tutmak ve dikiş makinesini şekilde gösterildiği gibi iki yanından desteklemek gereklidir.

-
Kapağı tutan elinizin kaymaması için dikkatli olun.
-
Dikiş makinesi 42 kg'dan fazla ağırlığa sahiptir. Dikiş makinesini mutlaka iki veya daha fazla kişi ile birlikte taşıdığından emin olun.
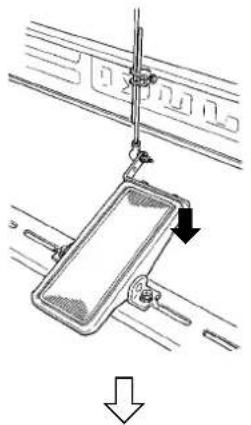
6. Dikiş makinesi kafasının montajı

UYARI:
Makine taşınırken meydana gelebilecek kazaları önlemek için, bu işin iki ya da daha fazla kişiyle yapılmasını sağlayın.
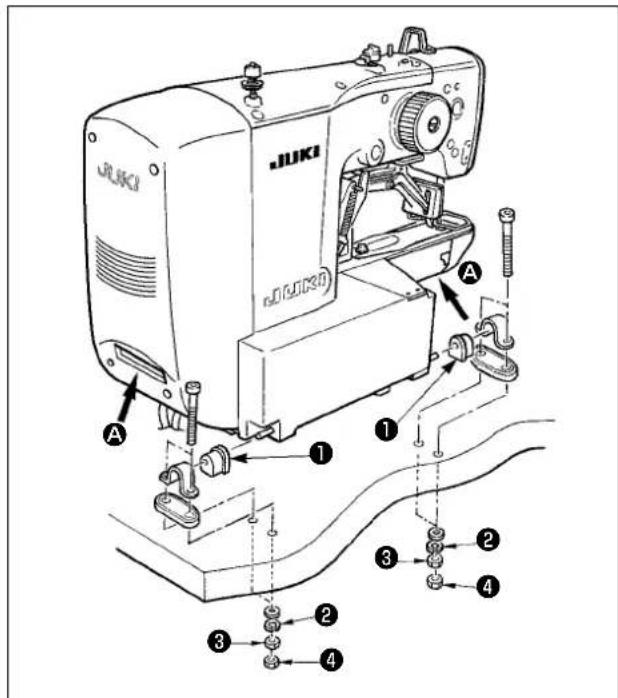
1) Menteşe lastiğini ① menteşe miline oturtun ve dikiş makinesi ana ünitesini tespit edin.
2) Menteşe lastiğini ① somunla ③ sıkarken, yaylı pul ② şekilde B ile gösterilen konuma gelene kadar somunu ③ sıkın, ardından somunu ④ sikarak tespit edin.

Menteşe lastiği ① aşırı sıkılırsa düzgün çalışmaz. Dikkatli olun.

Dikiş makinesini taşırken, dikiş makinesinin yan yüzlerini desteklemek için Ⓐ bölümlerinden elinizle tutun.
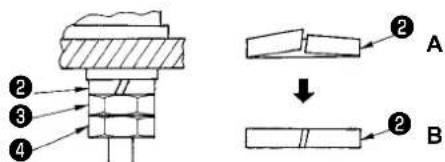
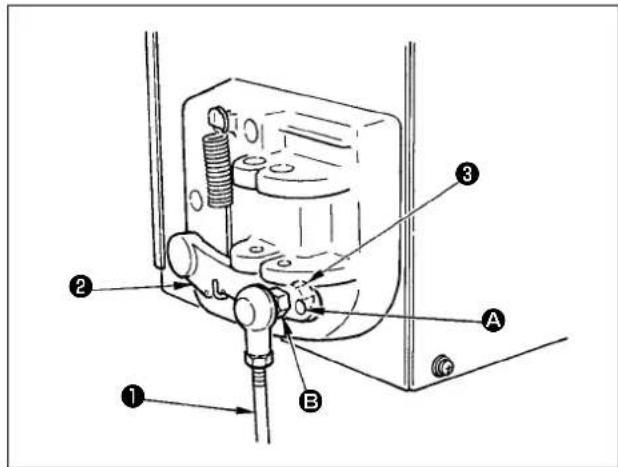
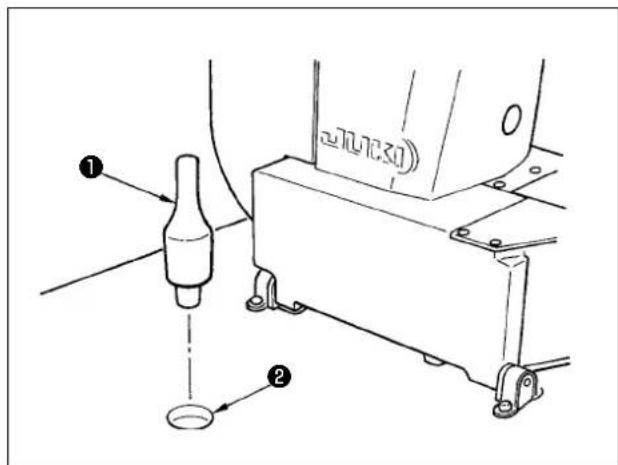
7. Tahliye tapasının ve kafa destek lastiğinin montajı
1) Tahliye tapasını ②, iki setuskur ③ kullanarak masadaki montaj deliğine ① tespit edin.
2) Tahliye kabını ④ tahliye tapasına ② vidalayın.
3) Dikiş makinesi tahliye borusunu ⑤ tahliye kabına ④ yerleştirin.
4) Kafa destek lastiğini ⑥ masaya ① yerleştirin.

-
Tahliye borusunu ⑤ sonuna kadar itin, böylece makine kafası yatırıldığı zaman tahliye kabından ④ çıkmaz.
-
Tahliye borusunu⑤ tespit eden bandı çıkarın.
8. Emniyet şalteri
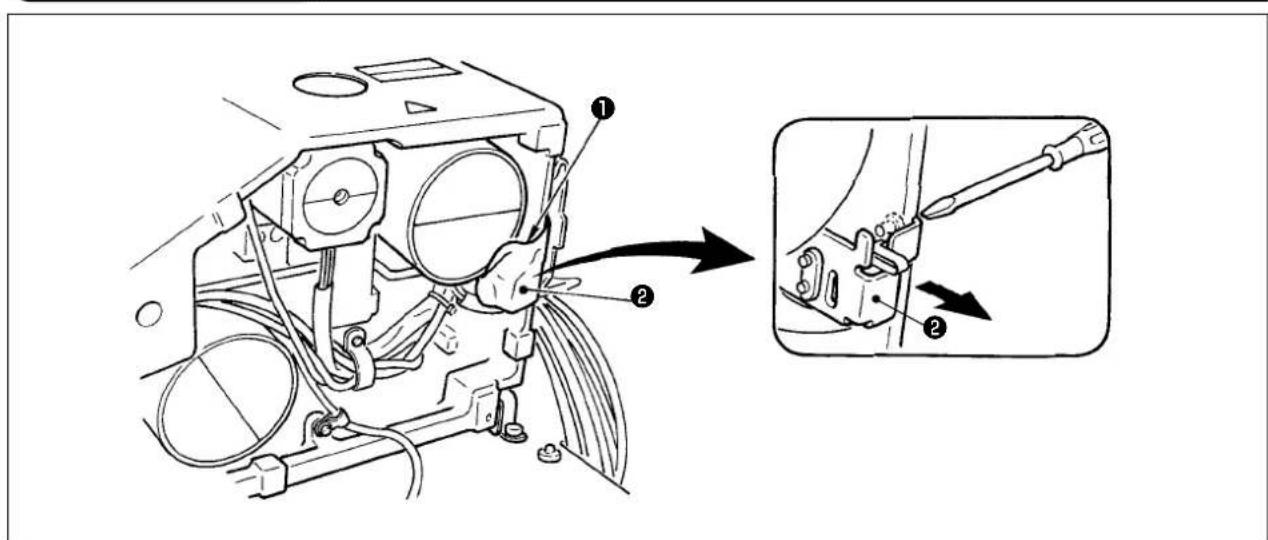
Emniyet şalterinin ② kol kısmını sabitleyen bandı ① çıkarın.

-
Emniyet şalterinin bandı ① çıkarmadan kullanımı çok tehlikelidir, çünkü dikiş makinesi yatırım haldeyken bile çalışır.
-
Kurulum sonrasında dikiş makinesi çalışırken 302 numaralı hatanın meydana gelirse, emniyet şalterini sabitleyen vidayı bir tornavidayla çıkarın, şalteri dikiş makinesinin altına doğru indirin.
9. Dikiş makinesi kafasının devrilmesi

UYARI :
Dikiş makinesini iki elinizle birlikte devirin ve parmaklarının kafaya sıkışmamasına dikkat edin. Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, çalışmaya başlamadan önce gücü kapalı konuma getirin.
Dikiş makinesi kafasını devirirken, kafayı kafa taşıyıcı kolla ① temas edene kadar yavaşça devirin.
- Dikiş makinesi kafasını devirmeden önce kafa taşıyıcı kolun Ⓞ makine masasına monte edilmiş olduğunu kontrol edin.

Dikiş makinesi kafasını yükseltirken, motor kapağını ② tutarak yükseltmeyin. Motor kapağının ② kırılmasına neden olur.
- Dikiş makinesi kafasının düşmesine engel olmak için mutlaka düz bir ze-min üzerine yerleştirin.
10. Çalışma panelinin montajı
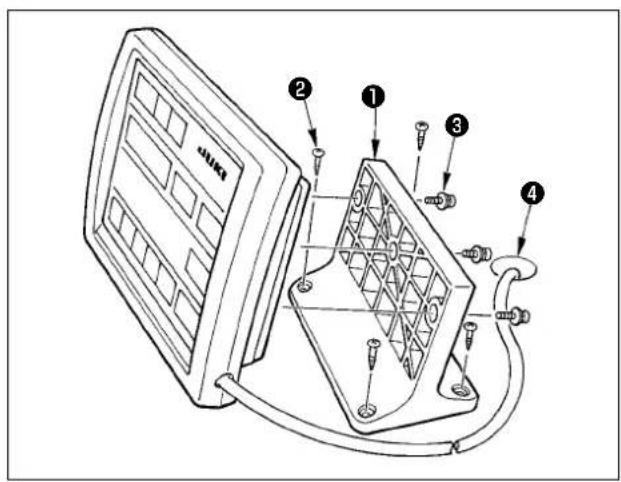
Çalışma paneli montaj plakasını ① ahşap vidaları ② kullanarak makine masasına monte edin ve kabloyu makine masasındaki delikten ④ geçirin.
Çalışma panelini, aksesuar olarak temin edilen vida-ları ③ kullanarak panel montaj plakasına ① monte edin.
Kabloyu, makine ile birlikte aksesuar olarak verilen zımbaları kullanarak masanın alt yüzüne tespit edin.
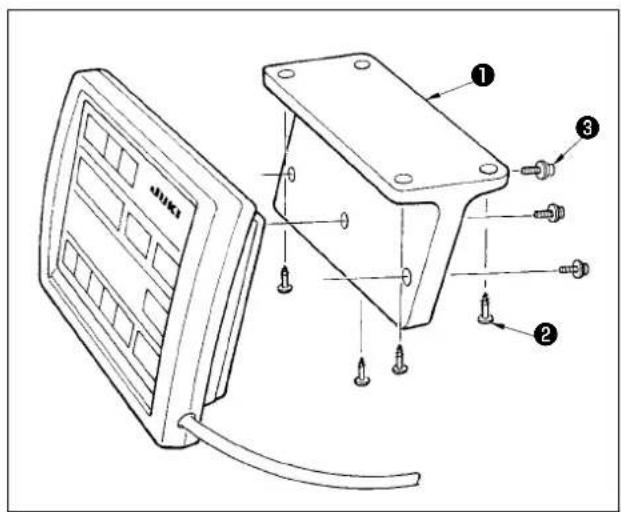
Paneli masanın altına monte ederken soldaki şekle bakınız.
11. Bağlantı kablosu
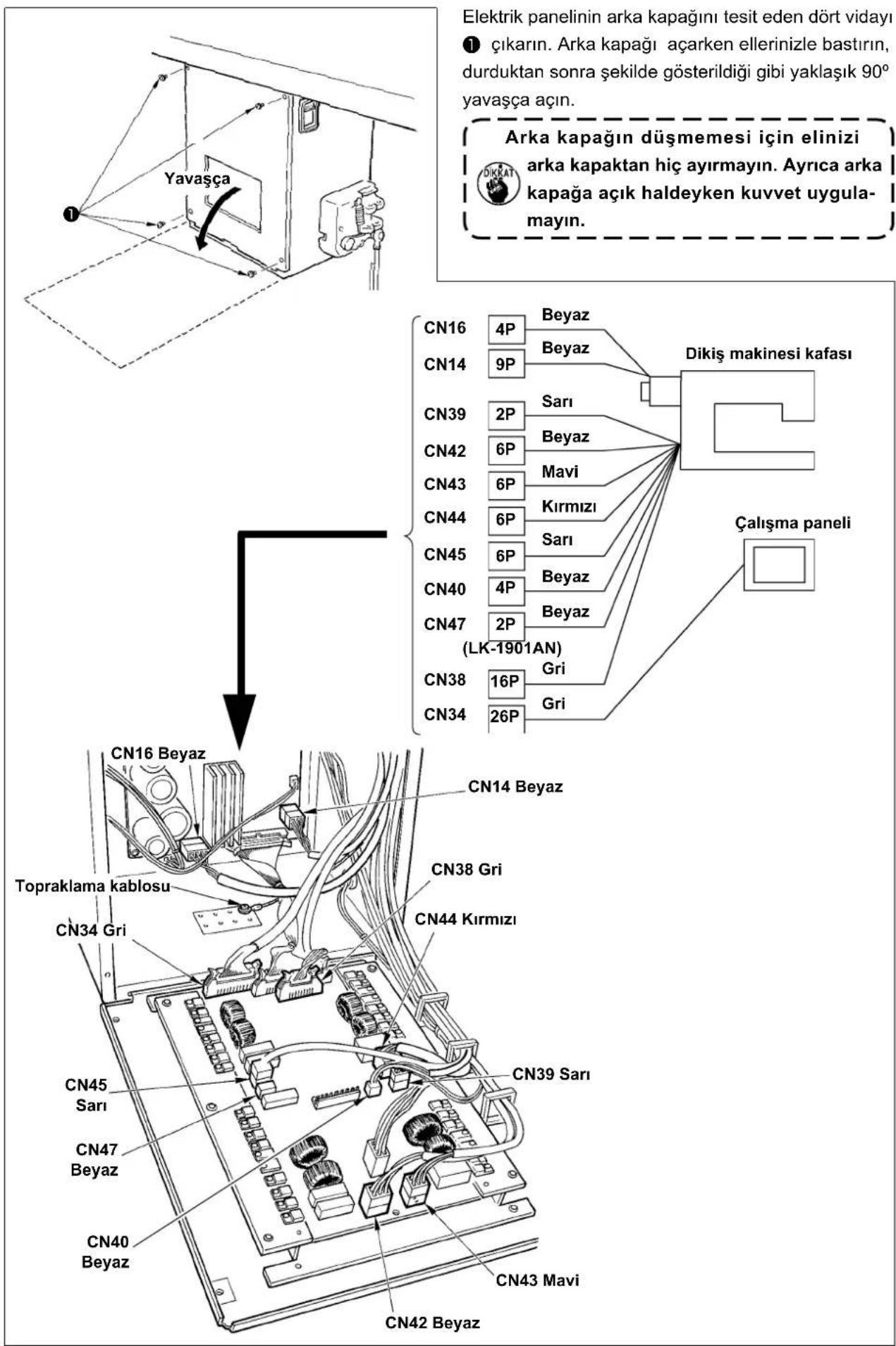
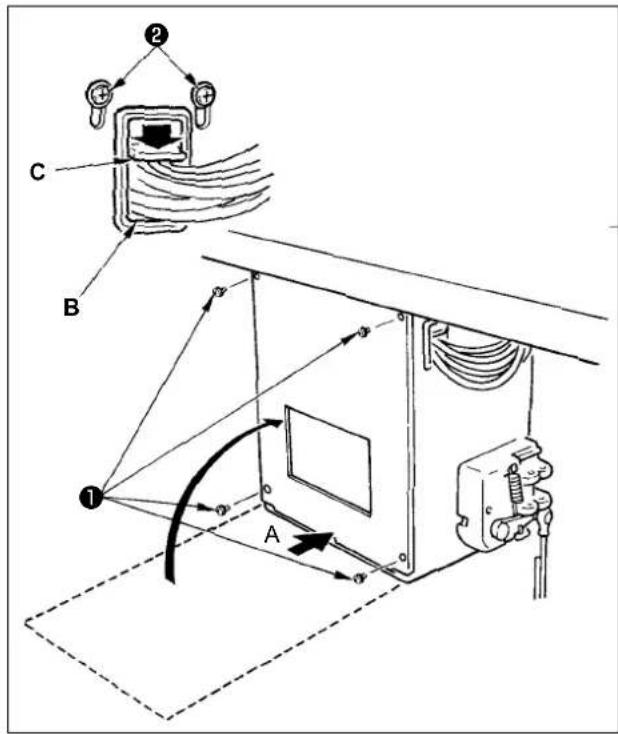
1) Kablonun arka kapak ve elektrik paneli gövdesi arasında sıkışmamasına dikkat edin, arka ka-pağın alt tarafından A bölgesine bastırarak arka kapağı kapatın ve dört vidayla ① sıkıştırın.
2) Kontrol paneli tarafından kabloyu ve B sıkıştırma deliğindeki kablo sıkıştırıcı C plakasını aşağı doğru indirin, kabloya bastırın ve vidaları ② sıkın.
Kablo kelepçesinin kilitlenmesi
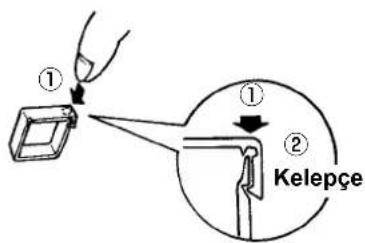
① Kelepçenin köşesine hafifçe bastırın. (Kablo kelepçesi bir tık sesiyle kilitlenir.)
① Hafif bastırın
② Kelepçeyi aşağı doğru itin.
③ Kelepçe açılır.
Kablo kelepçesinin çıkarılması
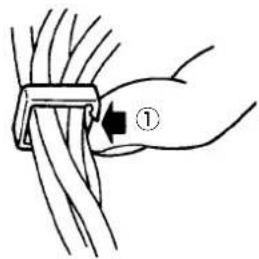
1) Dikiş makinesinin devrilmiş haldeyken kabloları makineye bağlayın, şekilde görüldüğü gibi klipsli şeritle ① demet halinde toplayın.
2) Kabloları, şekilde görüldüğü gibi gevşek halde kablo düzenleme plakasıyla ② sabitleyin.

Dikiş makinesini devirdiğinizde, dikiş makinesi taşıyıcı çubuğunun masanın üstünde olduğunu kontrol edin.
13. Göz koruyucu kapağın takılması

TEHLIKE :
Kırılan iğnenin göze batmasını önlemek için bu kapağı mutlaka takın.
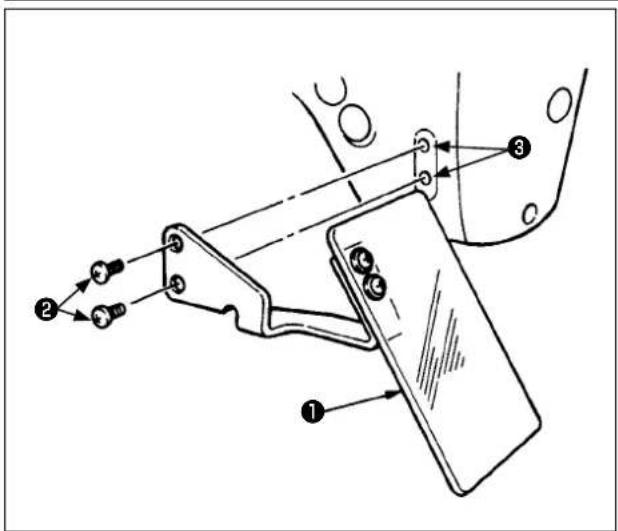
Göz koruyucu kapağı ① monte edilecek kısma③ vidalarla ② monte ettikten sonra mutlaka kullanın.
14. İplik askısının monte edilmesi
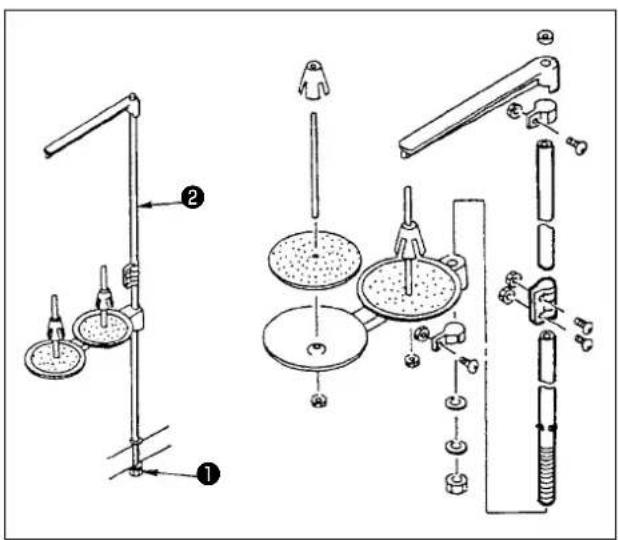
1) İplik askısı ünitesini monte edin ve makine masa- sındaki deliğe yerleştirin.
2) İplik askısını sabitlemek için kilit somunu ① sıkın.
3) Kabloların tavandan geçmesi halinde, elektrik kablosunu makara tutucu çubuktan ② geçirin.
[4] DİKİŞ MAKİNESİNİN ÇALIŞTIRILMASI
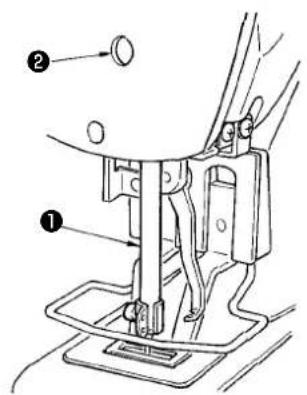
1. Yağlama

UYARI:
İşe başlamadan önce, dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için gücü kapalı konuma getirin.
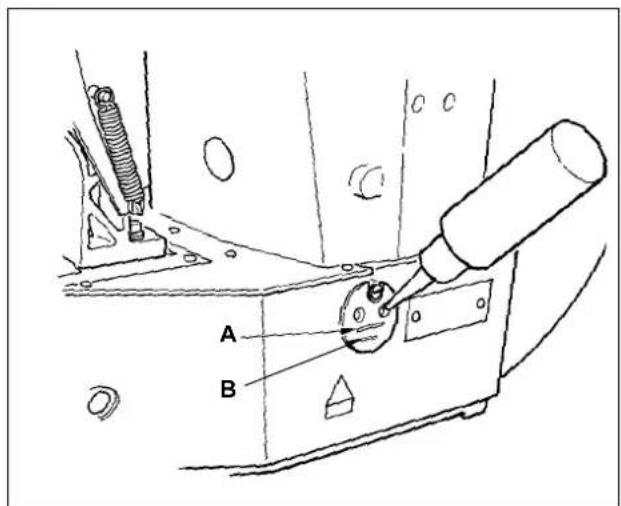
Alt B çizgisi ile üst A çizgisi arasında kalan bölgenin yağla dolu olduğunu kontrol edin. Yağ azaldığı zaman, makine ile birlikte aksesuar olarak verilen yağlayıcıyı kullanarak buraya yağ doldurun.
* Yağ ile doldurulan yağ deposu sadece çağanoz kısmını yağlamak için kullanılır. Düşük devir sayısı kullanıldığı ve çağanozdaki yağ miktarı aşırı olduğu zaman, yağ miktarı azaltılabilir. (Bunun için Sayfa 34," I .[7]-8. Çağanoza verilen yağ miktarı".)

- Yağ deposu ve aşağıdaki 2 Uyarısında belirtilen çağanoz dışındaki yerleri yağlamayın. Aksi takdirde parçalarda sorun çıkar.
- Makineyi ilk kez kullanırken ya da uzun bir aradan sonra kullanırken çağanozu bir miktar yağladıktan sonra makineyi kullanın. (Bunun için Sayfa 31" I .[7]-2. İğne-mekik ilişkisinin ayarlanması".)
2. İğnenin takılması

UYARI :
İşe başlamadan önce, dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için gücü kapalı konuma getirin.
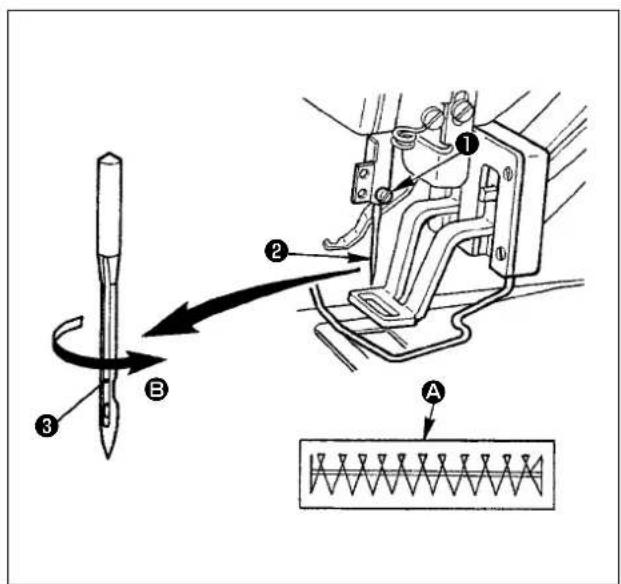
Setuskuru ① gevşetin ve uzun yivi ③ size bakacak şekilde iğneyi ② tutun. Ardından iğne milindeki deliğe tamamen yerleştirip setuskuru ① sıkın.

Dikişler
kişler Ⓐ grafiğindeki gibiyse, iğneyi az miktar Ⓑ yönüne bakacak şekilde takın.
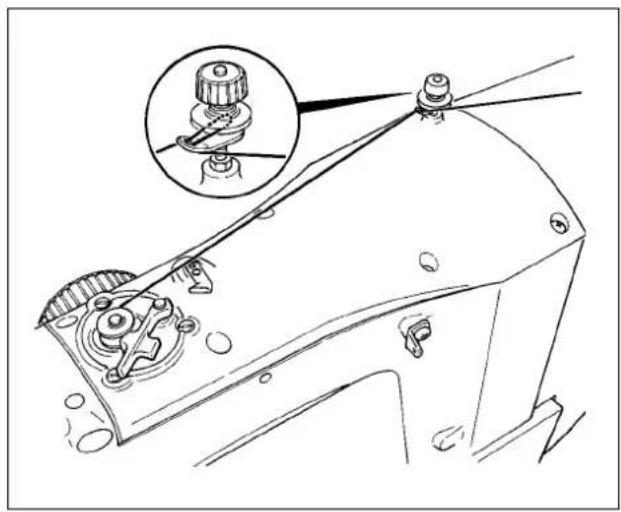
3. Makine kafasına iplik takılması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, işe başlamadan önce gücü kapalı konuma getirin.
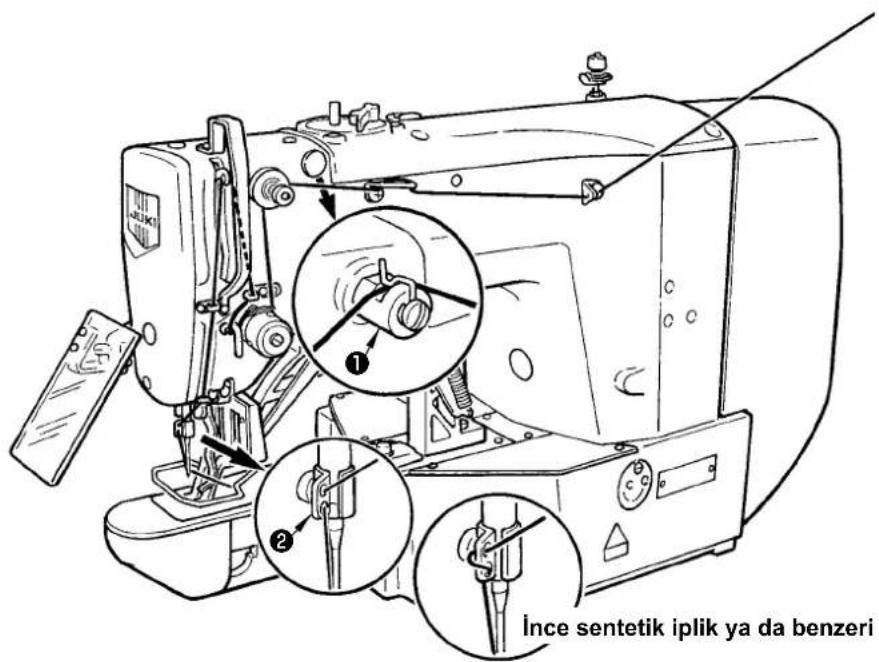
İpliği iğneye geçirdikten sonra yaklaşık 40 mm kadar çekin.

Şilikon yağ kullanıldığında, silikon için ipliği iplik kılavuzundan geçirin
① (Opsiyonel)
İplik kalın ise, ipliği sadece iğne mili iplik kılavuzunun
② tek deliğinden geçirin.
4. Mekiğin takılması ve çıkarılması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, işe başlamadan önce gücü kapalı konuma getirin.
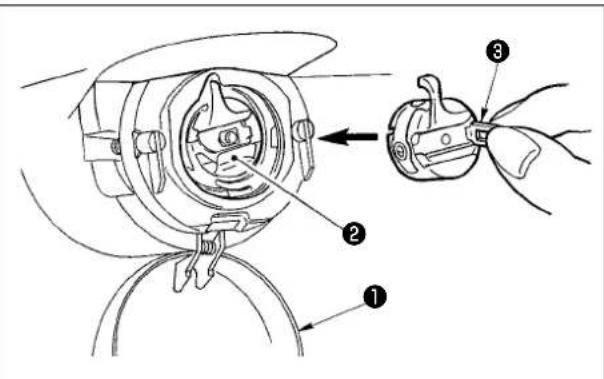
1) Çağanoz kapağını ① açın.
2) Mekik ② mandalını ③ kaldırip mekiği çıkarın.
3) Mekiği yerine takarken mekik miline tam olarak oturtun ve mandalı kapatın.

ekik yuvası ② iyi yerleştirilmezse dikiş sırasında yerinden çıkabilir.
5. Masuranın takılması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, işe başlamadan önce gücü kapalı konuma getirin.
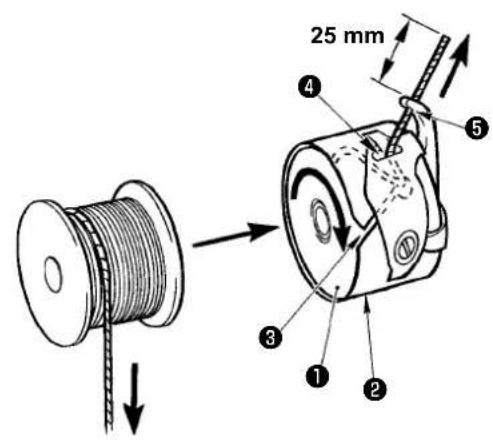
1) Masurayı ①, şekilde gösterilen yönde mekiğe ② yerleştirin.
2) İpliği mekikteki ② iplik yarığından ③ geçirin, ipliği o şekilde çekin. Böylece iplik gergi yayının altından geçip iplik deliğinden dışarı ④ çıkar.
3) İpliği boynuz bölümündeki iplik deliğinden ⑤ geçirin ve delikten yaklaşık 25 mm kadar dışarı çekin.

asura eğer mekiğe ters yönde takılırsa, masuradaki ipliğin çekilmesinde düzen- sizlik olacaktır.
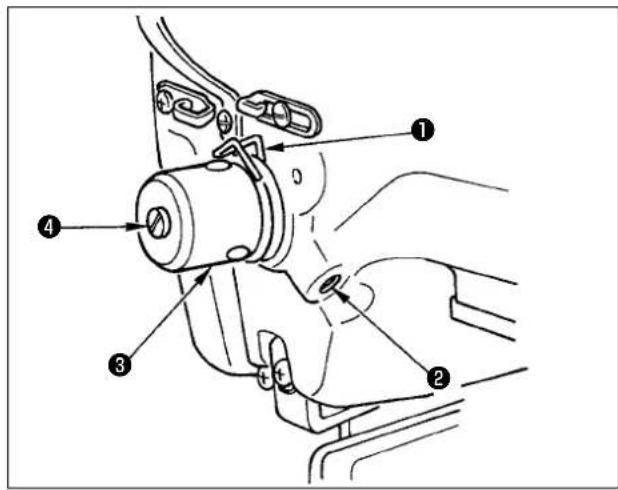
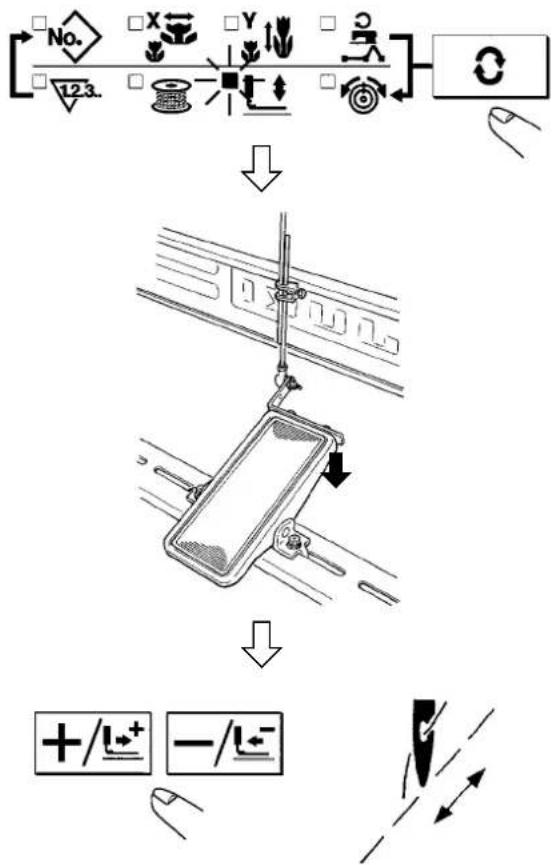
6. İplik gerginliğinin ayarlanması
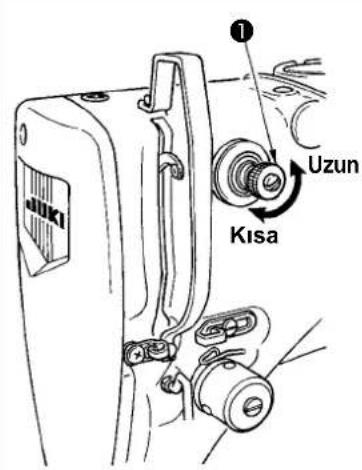
İplik gerginliğiyle ilgili 1 numaralı ayar ① saat yönünde çevrilirse, iplik kesildikten sonra iğnenin üzerinde kalan ipliğin uzunluğu daha kısa olur. Saat yönü tersine çevrilirse, kalan ipliğin uzunluğu daha uzun olur. Iğnede kalan ipliğin uzunluğunu, iğneden çıkmaya-cak kadar kısaltın.
İğnedeki iplik gerginliğini çalışma panelinden, bobindeki iplik gerginliğini ② üzerinden ayarlayın.
İğnedeki iplik gerginliğinin ayarlanması
flowchart
graph TD
A["No."] --> B["X"]
B --> C["Y"]
C --> D["Circle with arrow"]
D --> E["Hand icon"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
1) İplik gerginliğini Ⓥ tuşuvla seçin.
2) Iğnedeki iplik gerginliğini + /tuşuyla ya da - /te tuşuyla ayarlayın. Iplik gerginliği ayar aralığı 0 ile 200 arasındadır. Ayarlanan değer arttırılırsa iplik gerginliği artar.
* Iplik gerginliği o şekilde ayarlanır ki, standart teslimat sırasında değer 50 olarak ayarlandığında sonuç 1,5 N (50# büküm iplik) olur. (1 numaralı iplik gerginliği ayarlayıcı serbest bırakıldığı zaman)
7. İplik alıcı yay ayarı
İplik alıcı yayın ① standart stroku 8 ile 10 mm arasında, başlangıçtaki basınç ise 0,1 ile 0,3 N arasındadır.
1) Strok ayarı
Tespit vidasını
② gevşetin ve iplik gergi grubunu
③ çevirin.
Saat yönünde çevirirseniz ipliğin ilerleme miktarı ve iplik çekme miktarı artar.
2) Basınç ayarı
İplik alıcı yay basıncını değiştirmek için, vidayı ② sıkarken iplik gergi noktasındaki ④ yarığa ince bir tornavida yerleştirin. Saat yönünde çevirirse-niz iplik alıcı yayın basıncı artar. Saat yönü tersi-ne çevirirseniz basınç azalır.
8. İplik gerginliğine örnek
Dikiş makinesini ilk kez kullanırken, iplik gerginliğini aşağıdaki tabloya uygun olarak ayarlayın.
| İplik | Malzeme | İğneye takılan iplik gerilimi ayarı | İğne alıcı yay hareket miktarı [İplik çekme miktarı] | Kuvvet |
| Polyester filaman iplik #50 | Yün | 30 ile 35 | 10 mm [13 mm] | 0,1 N |
| Polyester büküm iplik #50 | Yün | 50 ile 55 | 10 mm [13 mm] | 0,2 N |
| Polyester büküm iplik #60 (İplik kelepçesi kapalı konumda) | T/C Genel | 30 ile 35 | 8 ile 10 mm arasında [11 ile 13 mm arasında] | 0,1 N |
| Pamuklu iplik #50 | Denim | 35 ile 45 | 10mm [13mm] | 0,1 N |
| Pamuklu iplik #20 | Denim | 35 ile 45 | 8 ile 10 mm arasında [11 ile 13 mm arasında] | 0,1 N |
[5] DİKİŞ MAKİNESİNİN KULLANIMI (TEMEL)
1. Başlık veri ayarı
Her başlığı aşağıdaki prosedüre uygun olarak ayar yapın.

flowchart
graph LR
A["Dikiş çeşidi numarasının ayarlanması"] --> B["X skalasının ayarlanması"]
B --> C["Y skalasının ayarlanması"]
C --> D["Maksimum dikiş hızı sinirinin ayarlanması"]
D --> E["iplik geriliminin ayarlanması"]
(1) Güç anahtarını açık konuma getirin.
Başlık seçiminde dikiş çeşidi numarası yanar ve veri ekranında dikiş çeşidi numarası görülür.
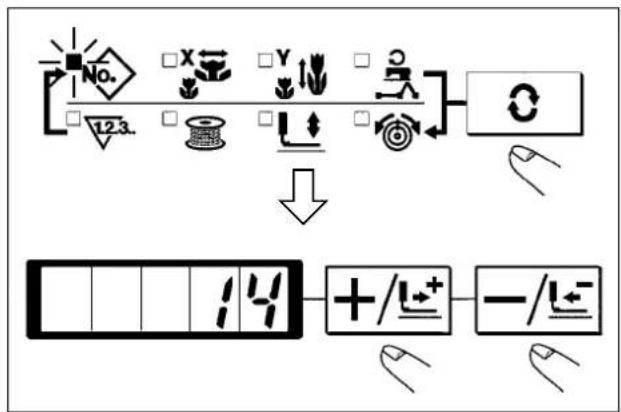
(2) Dikiş çeşidi numarasının ayarlanması
flowchart
graph TD
A["No."] --> B["12.3."]
B --> C["Switch"]
C --> D["Power Supply"]
D --> E["Switch"]
E --> F["Motor"]
F --> G["Control Valve"]
G --> H["Return to Battery"]
I["14"] --> J["+/-/L+"]
J --> K["-/-/L-"]
style I fill:#f9f,stroke:#333
style K fill:#bbf,stroke:#333
1) "Dikiş çeşidi No" Noseçeneğini belirtmek için tuşuna basın.
2) Ekranda "14" görülmesi için ±/± ya da -/± tuşuna basın. (Dikiş çeşidi numarası 14 olarak ayarlanır).

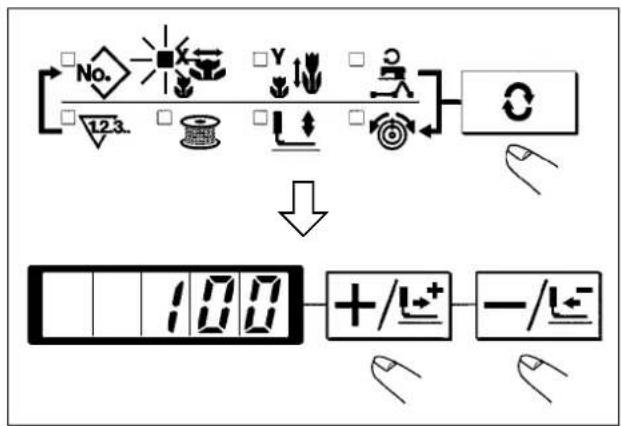
(3) X skalasının ayarlanması
flowchart
graph TD
A["No."] --> B["123"]
B --> C["+/-"]
C --> D["100%"]
D --> E["+/-"]
E --> F["-/-"]
1) Ekranda "X Skalası" seçeneğini belirtmek için tuşuna basın.
2) Ekranda "100" rakamını görmek için yk/ta
- / L tuşuna basın. (X skalası %100 olarak ayarlanır).
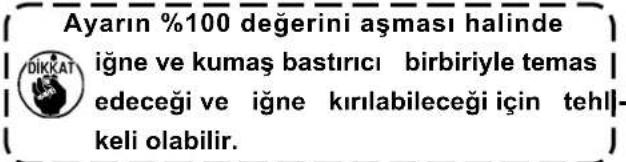
(4) Y skalasının ayarlanması
flowchart
graph TD
A["No."] --> B["12.3."]
B --> C["↓"]
C --> D["100"]
D --> E["+/L+"]
E --> F["-/L-"]
F --> G["Hand icon"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
style G fill:#fff,stroke:#333
1) Ekranda "Y Skalası" spéceneğini belirtmek için tuşuna basın.
2) Ekranda "100" rakamını görmek için yt/ta
- /t- tuşuna basın. (Y skalası %100 olarak ayarlanır).
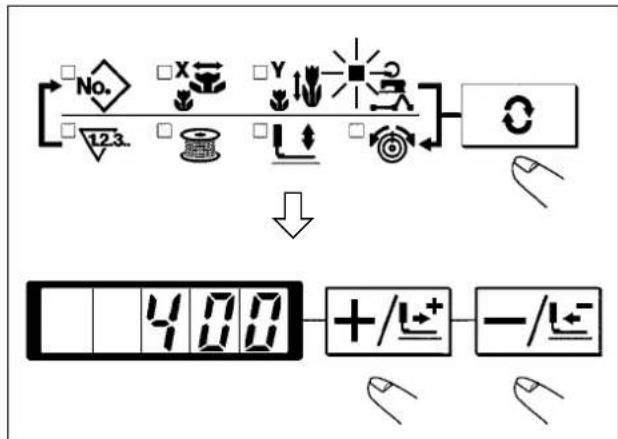
(5) Maksimum dikiş hızı sınırının ayarlanması
flowchart
graph TD
A["No."] --> B["X"]
B --> C["Y"]
C --> D["+/-"]
D --> E["400"]
E --> F["+/-"]
F --> G["-/-"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
style F fill:#cfc,stroke:#333
style G fill:#fcc,stroke:#333
1) Ekranda "Hız" seçeneğini belirtmek için tuşuna basın. 2) Ekranda "400" ifadesini görmek için yb/da -/-tuşlarından birine basın (400 sti/min değerine ayarlanır).
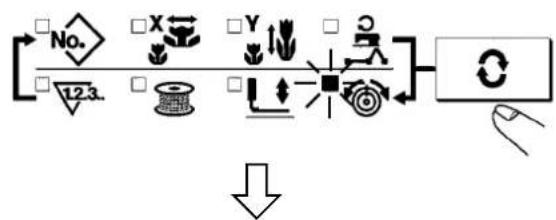
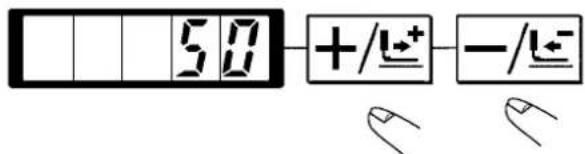
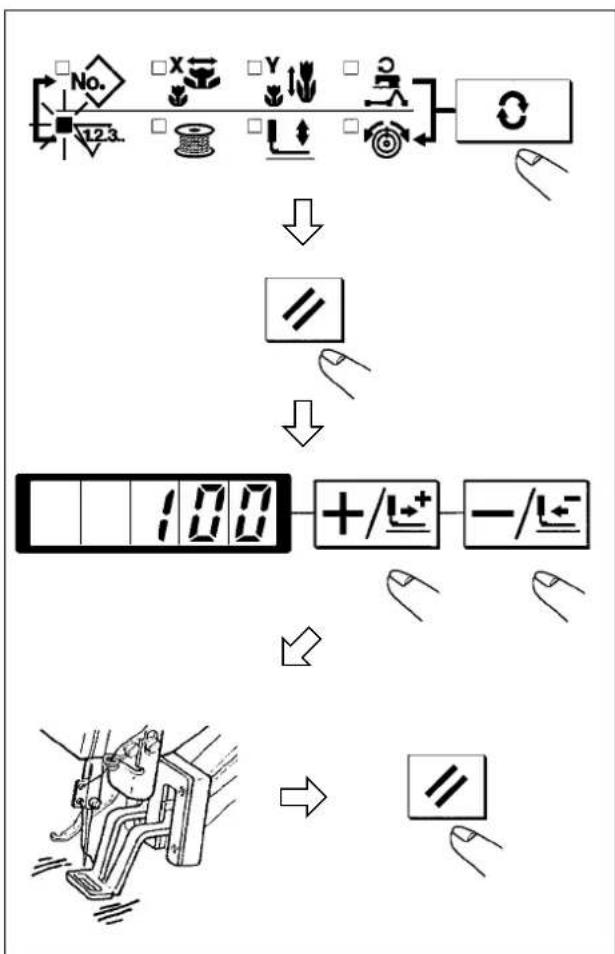
(6) İplik gerginliğinin ayarlanması
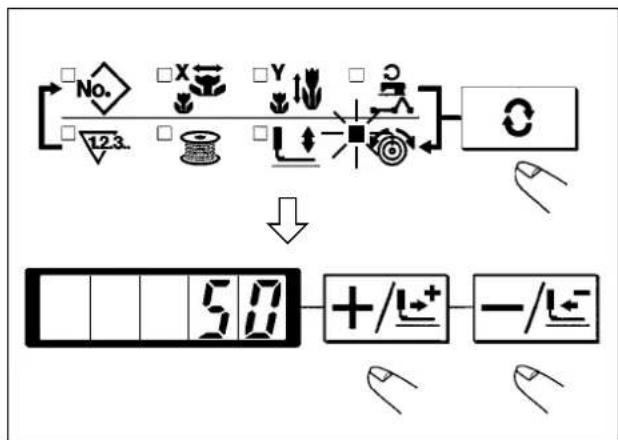
1) "İPLİK GERGİNLIĞI" seçeneğini belirtmek için tüsuna basın. 2) Ekranda "50" ifadesini görmek için +/-da -/-tuşlarından birine basın (0 ile 200 arasındaki bir değere ayarlanabilir).
(7) Ayar sonu
1) tutuna basın. 2) Parça tutucu ayak hareket edip yukarı kalkıktan sonra dikiş LED'i yanar ve makine dikişe hazırlır.

askı ayağı yükseldikten sonra, parmaklarını zı baskı ayağına kaptırmamaya dikkat edin, çünkü baskı ayağı aşağı indikten sonra hareket etmeye başlar.
* tuşuna basıldığı zaman dikiş çeşidi numarası, X/Y skalası vb., ayar değerleri belleğe kaydedilir. * 0 tuşuna basıldığı zaman, ilgili ayar başlıklarını tekrar kontrol edebilirsiniz. Ancak DİKİŞ LED'İ yanar durumdayken bu başlıklarla ilgili değişiklik yapmak mümkün değildir. * tuşuna basıldığı zaman HAZIR LED'İ söner. İlgili başlıkların ayar değerleri değiştirilebilir. * Dikiş LED'İ yanarken bile iplik gerginliğini değiştirmek mümkündür. İplik gerginliği çalıştırma anahtarıyla da hafızaya alınabilir. * Dikiş çeşidi numarasına onay verdikten sonra makineyi kullanın. tuşuna basıldığı zaman dikiş çeşidi numarası "0" olarak belirtilir (teslim anındaki ayar değeri), hata ekran görünümü E-10 belirir. Bu durumda dikiş çeşidi numarasını sıfırlayın.

tuşuna basmadan gücü kapalı konuma getirirseniz dikiş çeşidi numarası, X/Y skalası, maksimum devir sayısı ve iplik gerginliği ayar değerleri belleğe kaydedilmez.
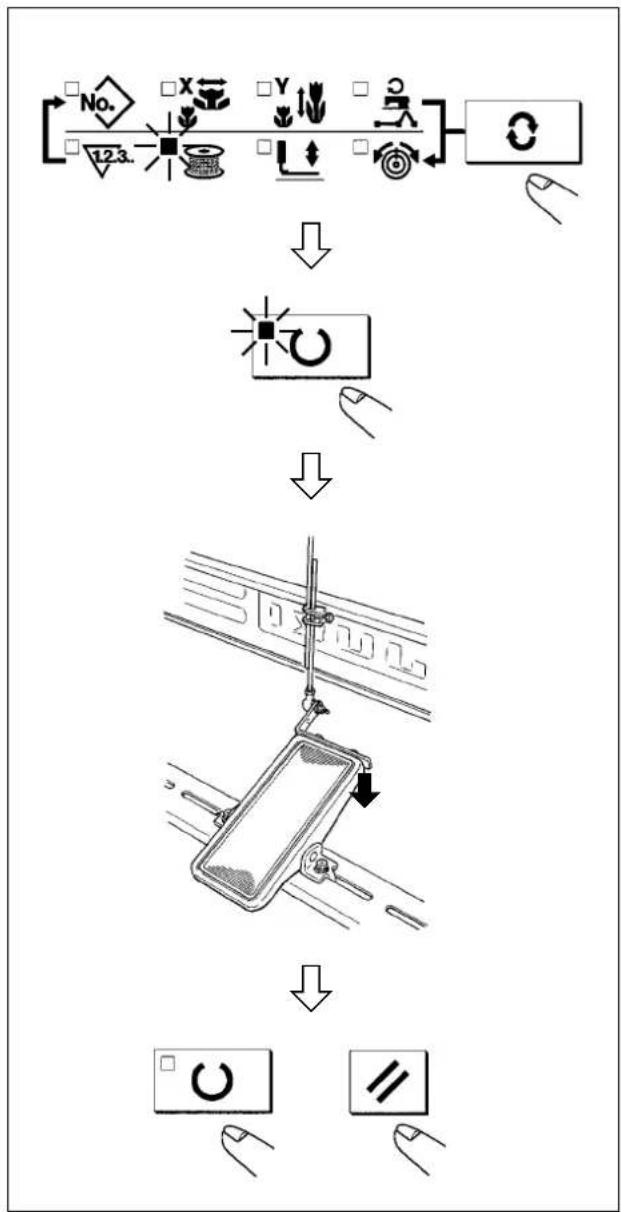
2. Dikiş çeşidinin dış hatlarının kontrol edilmesi

UYARI :
- Dikiş çeşidini seçtikten sonra, dikiş çeşidi dış hatlarının taşmadığını kontrol edin. Dikiş çeşidi eğer parça tutucu ayağın dışına taşarsa, iğne dikiş sırasında parça tutucu ayakla temas ederek iğnenin kırılması dahil olmak üzere tehlikeli durumlara neden olabilir.
- Dikiş çeşidi dış hatlarını kontrol ederken, iğne mili aşağı konumdayken +/- tuşuna basın, iğne mili otomatik olarak üst konuma çıktıktan sonra parça tutucu ayak hareket eder.
1) HAZIR LED'inin yanması için tışuna basın.
2) tuşuyla parça baskı ayağını aşağı indirme seçeneğini LSECIN.
3) Ayak pedalını kullanarak parça baskı ayağını aşağı indirin.

Bu moddayken, ayak pedalına basılsa bile dikiş makinesi çalışmaya başlamaz.
4) Parça baskı ayağı aşağı inmiş konumdayken +/-tuşuna basın.

Ayak pedalı çıkarılmış olsa bile parça baskı ayağı yukarı kalkmaz.
5) Dikiş çeşidi dış hatlarına +tuşuyla ya da -tuşuyla onay verin.
6) 12 Suna basildigi zaman parça baskı ayağlı yukarı çıkar.

Parça baskı ayağı, gücü açık konuma getirdikten sonra hemen aşağı inmez.
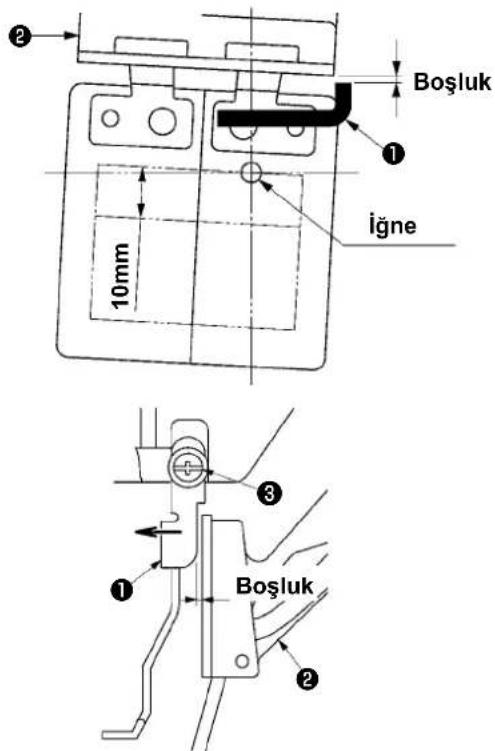
(Dikkat) Tamamı uzunlamasına yöndeki (+10 mm) dikiş çeşidi kullanırken, kumaş besleme tabanı ② ve tokatlayıcı ① tabanı arasındaki açıklığı mutlaka kontrol edin. Eğer arada boşluk yoksa tespit vidasını ③ gevşetin ve tokatlayıcı iplik tarafına doğru hareket ettirin. Özellikle ignenin konumu sağ arka tarafa geldiği zaman aradaki boşluk azalır.
3. Dikiş
1) Parça baskı ayağı bölümüne dikilecek bir parça yerleştirin.
2) Ayak pedalını ilk kademeye bastırın, bu durumda parça baskı ayağı aşağı iner. Ayağınızı ayak pedalından kaldırırsanız parça baskı ayağı yukarı çıkar.
3) Parça baskı ayağını ilk adımda aşağı indirdikten sonra ayak pedalını ikinci kademeye kadar bastırın, dikiş makinesi bu durumda dikmeye başlar.
4) Dikiş makinesinde dikiş tamamlandıktan sonra ayak pedalı yukarı çıkar ve dikiş başlangıç konumuna döner.
4. Bir başka dikiş çeşidine geçmek
flowchart
graph TD
A["Power Supply"] --> B{Product}
B --> C["Component 1: No. 123"]
B --> D["Component 2: X, Y, Z, +/L+"]
B --> E["Component 3: ✓"]
B --> F["Component 4: ✓"]
B --> G["Component 5: ✓"]
B --> H["Component 6: ✓"]
B --> I["Component 7: ✓"]
B --> J["Component 8: ✓"]
B --> K["Component 9: ✓"]
B --> L["Component 10: ✓"]
B --> M["Component 11: ✓"]
B --> N["Component 12: ✓"]
B --> O["Component 13: ✓"]
B --> P["Component 14: ✓"]
B --> Q["Component 15: ✓"]
B --> R["Component 16: ✓"]
B --> S["Component 17: ✓"]
B --> T["Component 18: ✓"]
B --> U["Component 19: ✓"]
B --> V["Component 20: ✓"]
B --> W["Component 21: ✓"]
B --> X["Component 22: ✓"]
B --> Y["Component 23: ✓"]
B --> Z["Component 24: ✓"]
B --> AA["Component 25: ✓"]
B --> AB["Component 26: ✓"]
B --> AC["Component 27: ✓"]
B --> AD["Component 28: ✓"]
B --> AE["Component 29: ✓"]
B --> AF["Component 30: ✓"]
B --> AG["Component 31: ✓"]
B --> AH["Component 32: ✓"]
B --> AI["Component 33: ✓"]
B --> AJ["Component 34: ✓"]
B --> AK["Component 35: ✓"]
B --> AL["Component 36: ✓"]
B --> AM["Component 37: ✓"]
B --> AN["Component 38: ✓"]
B --> AO["Component 39: ✓"]
B --> AP["Component 40: ✓"]
B --> AQ["Component 41: ✓"]
B --> AR["Component 42: ✓"]
B --> AS["Component 43: ✓"]
B --> AT["Component 44: ✓"]
B --> AU["Component 45: ✓"]
B --> AV["Component 46: ✓"]
B --> AW["Component 47: ✓"]
B --> AX["Component 48: ✓"]
B --> AY["Component 49: ✓"]
B --> AZ["Component 50: ✓"]
B --> BA["Component 51: ✓"]
B --> BB["Component 52: ✓"]
B --> BC["Component 53: ✓"]
B --> BD["Component 54: ✓"]
B --> BE["Component 55: ✓"]
B --> BF["Component 56: ✓"]
B --> BG["Component 57: ✓"]
B --> BH["Component 58: ✓"]
B --> BI["Component 59: ✓"]
B --> BJ["Component 60: ✓"]
B --> BK["Component 61: ✓"]
B --> BL["Component 62: ✓"]
B --> BM["Component 63: ✓"]
B --> BN["Component 64: ✓"]
B --> BO["Component 65: ✓"]
B --> BP["Component 66: ✓"]
B --> BQ["Component 67: ✓"]
B --> BR["Component 68: ✓"]
B --> BS["Component 69: ✓"]
B --> BT["Component 70: ✓"]
B --> BU["Component 71: ✓"]
B --> BV["Component 72: ✓"]
B --> BW["Component 73: ✓"]
B --> BX["Component 74: ✓"]
B --> BY["Component 75: ✓"]
B --> BZ["Component 76: ✓"]
B --> CA["Component 77: ✓"]
B --> CB["Component 78: ✓"]
B --> CC["Component 79: ✓"]
B --> CD["Component 80: ✓"]
B --> CE["Component 81: ✓"]
B --> CF["Component 82: ✓"]
B --> CG["Component 83: ✓"]
B --> CH["Component 84: ✓"]
B --> CI["Component 85: ✓"]
B --> CJ["Component 86: ✓"]
B --> CK["Component 87: ✓"]
B --> CL["Component 88: ✓"]
B --> CM["Component 89: ✓"]
B --> CN["Component 90: ✓"]
B --> CO["Component 91: ✓"]
B --> CP["Component 92: ✓"]
B --> CQ["Component 93: ✓"]
B --> CR["Component 94: ✓"]
B --> CS["Component 95: ✓"]
B --> CT["Component 96: ✓"]
B --> CU["Component 97: ✓"]
B --> CV["Component 98: ✓"]
B --> CW["Component 99: ✓"]
B --> CX["Component 100: ✓"]
1) tusuru kullanarak Dikiş LED'inin sönmesini sağlayın.
2) tuşuna basın ve dikiş çeşidi numarası başlığını seçin.
3) Dikiş çeşidi numarasını +/¿ ya da -/¿ tu- suyla ayarlayın.
4) Benzer şekilde X/Y skalası, hız vb., ayarı yapılabilir.
5) tusuna basıldığı zaman Dikiş LED'i yanar, dikiş makinesi bu durumda dikişe hazır haldedir.


UYARI :
Dikiş çeşidini seçtikten sonra, dikiş çeşidi dış hatlarının taşmadığını kontrol edin. Dikiş çeşidi eğer parça tutucu ayağın dışına taşarsa, iğne dikiş sırasında parça tutucu ayakla temas ederek öğrenin kırılması dahil olmak üzere tehlikeli durumlara neden olabilir.
5. Masuraya iplik sarılması
5-1. Dikiş makinesinde dikiş dikilirken masuraya iplik sarılması
Bobin sarıcısına ipliği geçirin ve şekilde görüldüğü gibi ipliği bobine sarın.
5-2. Masuraya bağımsız olarak iplik sarılması
flowchart
graph TD
A["No."] --> B["USB"]
B --> C["Reset"]
C --> D["USB switch"]
D --> E["USB USB"]
E --> F["USB USB USB"]
1) DİKİŞ LED'inin sönmesi için tışuna basın.
2) tusunu kullanarak masura sarıcısını seçin.


3) tuşuna basın. Parça baskı ayağı aşağı iner ve Dikiş LED'i yanar.
4) Ayak pedalına basıldığı zaman dikiş makinesi motoru dönmeye başlar.
5) Pedala tekrar basıldığı zaman ya da da tuşuna basıldığı zaman dikiş makinesi durur.
6) Tusuna basıldığı zaman Dikiş LED'i söner, parça baskı ayağı yukarı çıkar ve tusit etkin hale gelir.
Güç anahtarı açık konuma getirilir geti- rilmez masura sarıcısı çalışmaya başla- maz. Dikiş çeşidi numarasını seçtikten sonra ya da tuşuna bir kez basıp dikiş LED'inin yanmasını sağladıktan sonra masura sarım işlemini gerçekleş- tirin.
6. İplik tutucu cihaz
Yüksek hız ile başlanması halinde dikiş sorunları (ipliğin iğneden çıkması ya da iğneye takılı iplikte leke olması), iplik tutucu cihazla önlenebilir. İplik tutucu cihaz, iplik tutucu cihaz LED'i yanar haldeyken çalışır ve bu LED söndüğü zaman çalışmaz. Açık/kapalı hareketleri arasında geçiş yapmak için tuşu kullanılır. İplik tutucu cihaz kapalı konumdayken, çalışmaya otomatik başlanması halinde yavaş bir başlangıç yapılır.
- 35 numaralı bellek anahtarı "1" (engellenmiş) iken, iplik tutucusu çalışmaz, ayrıca


tuşu etkin halde değildir.
- Bellek anahtarı, bkz., Sayfa 36, " I .[8] BELLEK ANAHTARININ KULLANIMI".
* Iğnede kullanılan ipliği tutucu cihazı kullanırken özel dikkat gösterilmesi gereken noktalar
(1) Iğnede kullanılan iplik kelepçesi (hareket) halinde, dikiş başlangıcında iğnenin üzerinde kalan ipliğin uzunluğunu kısaltın. Iğnede kullanılan iplik uzunluğu arttırıldığı zaman, iğnede kullanılan ipliğin malzemenin yanlış tarafından kalan kısmı dışarı çıkma eğilimindedir. Ayrıca iplik boyu aşırı uzatıldığı zaman, iğnede kullanılan ipliğin ucu kopmayarak iki dikişi birbirine bağlayabilir.
1)
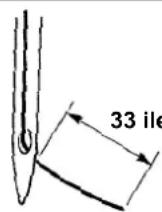
33 ile 36 mm arasında
3)
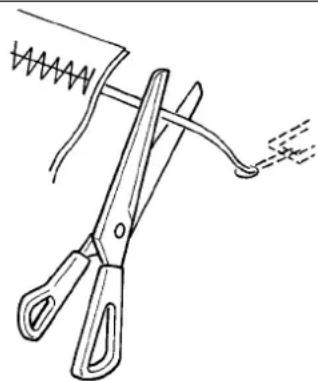
1) Iğnede kullanılan iplik kelepçesi varsa, iğnede kullanılan ipliğin standart uzunluğu 33 ile 36 mm arasındadır.
2) İpliği değiştirdikten sonra ya da benzer bir durumda iğnede kullanılan iplik uzun kalırsa, ya da iğnede kullanılan ipliği elle tutarken dikiş dikilirse, İPLİK KELEPÇESİ tuşunu kapalı konuma getirin.
3) Iğnede kullanılan ve iplik kelepçesi tarafından tutulan iplik eğer kopmuyor ve dikişleri birbirine bağlıyorsa, malzemeyi çekerek koparmaya çalışmayın ve iğnede kullanılan iplik bağlantısını makas ya da benzeri bir şeyle kesin. Bu iplik dikiş başında iğnede kullanılan iplik olduğu için dikişler zarar görmez.
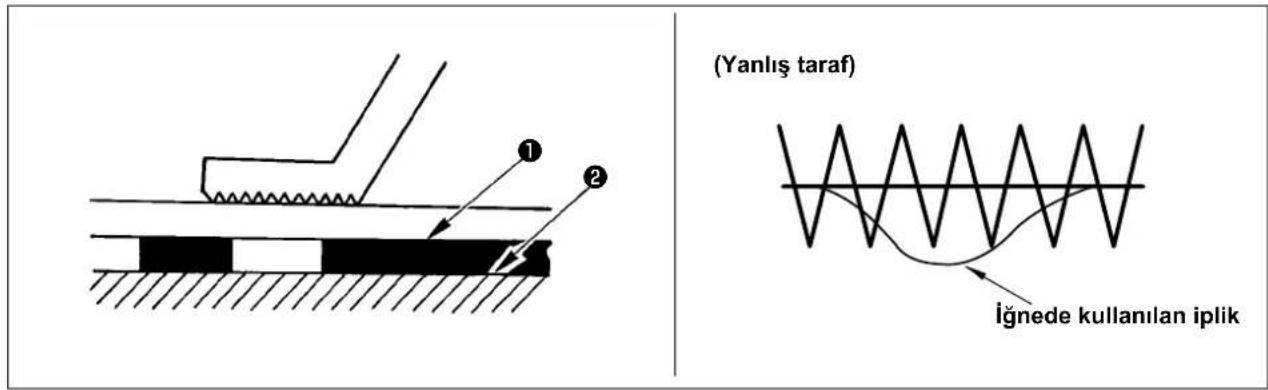
(2) Iğnede kullanılan iplik kelepçesini çalıştırarak iğnede kullanılan ipliği daha kısa tutmak mümkündür ve bu arada dikiş başlangıcında dengeli kalır ve malzemenin yanlış tarafından kalan iğne ipliğinin toplanması (kuş yuvası) azalır. Ancak iğnede kullanılan ipliğin kopmadan dikiş içinde kaldığı ilmek uzunluğu kısa olduğu için, iğnede kullanılan iplik malzemenin yanlış tarafından dışarı çıkabilir. Aşağıdaki maddeye bakarak iğne kelepçeli/kelepçesiz seçimini yapın.
(Doğru taraf)
(Yanlış taraf)

iğnede kullanılan iplik
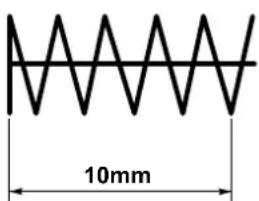
1) Dikiş uzunluğu çok kısa iken (yaklaşık 10 mm. den az), iğne ipliğini daha kısa ayarlama sırasında iğne ipliğinin sonu püskül gibi dışarı çıkabilir.
(3) Malzemenin boğaz plakasıyla ② yakın temasta bulunmadığı alt plaka tipi ① kullanıldığı zaman, malzemenin yanlış tarafındani iğne ipliği kopmayarak dikişleri birbirine bağlayabilir ve bu durum iğnede kullanılan iplik hareketinden ya da dikiş uzunluğundan bağımsızdır.
(4) LK-1903AN (düğme dikişi) makinesi, yukarıda (2) ve (3)'te belirtilen nedenlerden dolayı standart teslimat halinde iplik kelepçesi hareketi engellenmiş olarak teslim edilir. Geçiş ilmekli (VB.) ya da X şeklindeki (X vb.) (35 numaralı bellek düğmesi) için malzemenin yanlış tarafındani igne ipliği dikişin içinde kalır. Bu durumda iplik kelepçesi kullanılması önerilir.

(5) İplik kelepçesi kullanıldığı zaman, dikişte kullanılan masura ipliği malzemenin sağ tarafından görülür, bu durumda dikiş başlangıcında (2 ya da 3 ilmek) iplik gerginliğini azaltın, böylece masuradaki iplik daha az dikkat çeker.
[Ayar için örnek] Dikiş gerginliği ayarı "35" iken, dikiş başlangıcında 1 ya da 2 ilmek gerginliği "20" olur.
* Dikiş başlangıcında gerginlik ayarı için, Sayfa 29," I .[6]-5. Dikiş çeşidine göre iplik gerginliğinin ayarlanması başlığına bakınız.
[6] DİKİŞ MAKİNESİNİN KULLANIMI (İLERİ)
1. Dikiş çeşidi tuşlarını (P1, P2, ve) kullanarak dikiş dikmek
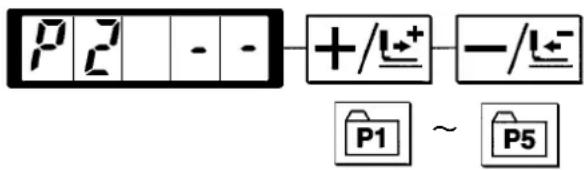
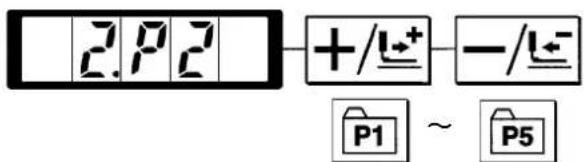
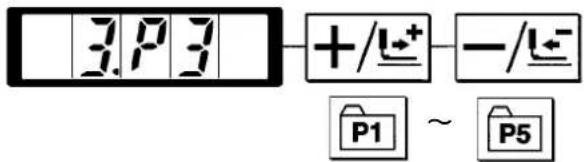
Daha önce kaydedilmiş olan dikiş çeşitleri (1 ile 200 numara arasında) P1'den P50'ye kadar kaydedilebilir. Skala, maksimum hız sınır, iplik gerginliği ve dikiş konumunu değiştirmek ve kaydetmek mümkündür. Dikiş çeşitlerinde (1 numaradan 200 numaraya kadar) olduğu gibi, dikiş çeşidi numaraları arasında kayarak P1 ile P50 arasında bir seçim yapılır. P1 ile P25 arasındaki dikiş çeşitleri tek bir dokunuşla da çağrılabilir.
* P6 ile P25 arasında seçim yaparken, seçimi , P1 , PE koPb nasyRan ile (ayPSI anda basarak) yapın.
| P-No. | Seçim tuşu | P-No. | Seçim tuşu | P-No. | Seçim tuşu | P-No. | Seçim tuşu |
| P1 | P1 | P8 | P1+P4 | P15 | P4+P5 | P22 | P2+P3+P4 |
| P2 | P2 | P9 | P1+P5 | P16 | P1+P2+P3 | P23 | P2+P3+P5 |
| P3 | P3 | P10 | P2+P3 | P17 | P1+P2+P4 | P24 | P2+P4+P5 |
| P4 | P4 | P11 | P2+P4 | P18 | P1+P2+P5 | P25 | P3+P4+P5 |
| P5 | P5 | P12 | P2+P5 | P19 | P1+P3+P4 | ||
| P6 | P1+P2 | P13 | P3+P4 | P20 | P1+P3+P5 | ||
| P7 | P1+P3 | P14 | P3+P5 | P21 | P1+P4+P5 |
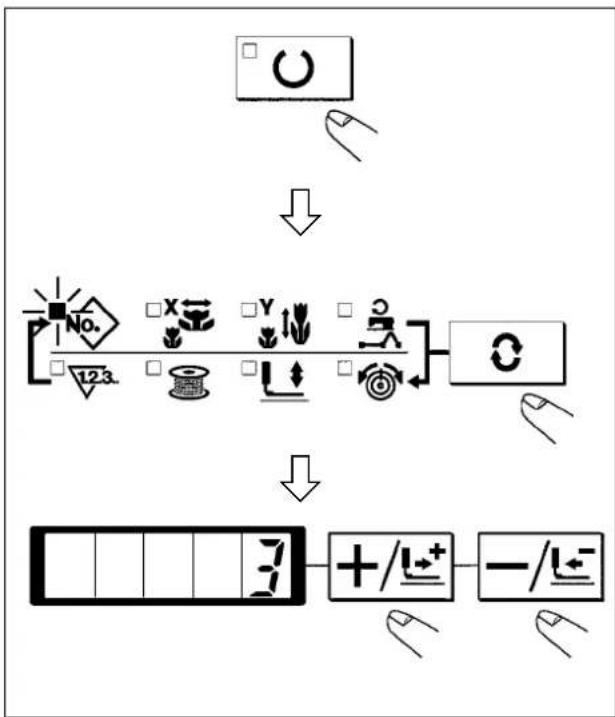
(1) Dikiş çeşidi tuşuna kayıt yapmak
Ayar için örnek : Aşağıdaki ayarları P2, Dikiş çeşidi numarası 3, X skalası oranı: %50, Y skalası oranı %80, Maksimum hız sınırı: 2.000 sti/min, İplik gerginliği: "50", Dikiş konumu: sağdan 0,5 mm ve önden 1 mm olacak şekilde ayarlayın.
1) Güç anahtarını açık konuma getirin ve mod ayarına (bellek düğmesi ayarı) girmek için TMşuna basın (Dikiş LED'i sönmüş olmalıdır).

2) Dikiş çeşidi modunu ta/da tuşuyla kaydedin.



3) tuşuna basın. Dikiş çeşidi kayıt moduna girin.

4) P2 tuşuna basın. (Kaydedilecek olan P numarasını seçin). +/-/t+ ya da -/-tuşuyla seçim yapa-bilirsiniz.

5) Dikiş çeşidi numarasını No yazmak için tuşuna basın. Dikiş çeşidi numarasını +/L+ ya da -/L- tuşuyla "3" olarak girin.


6) tuşına basın ve ya da 1+/-/- şuyla aşağıdaki gibi ayar yapın. X Skalası oranı % "50", Y skalası oranı % : % "80", Maksimum hız sınırı "2.000" sti/min, İplik gerginliği 50"
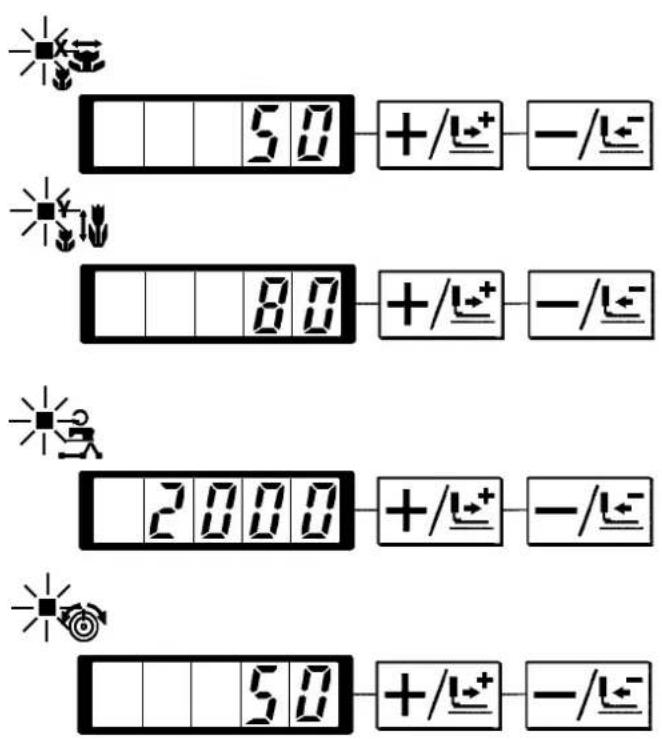
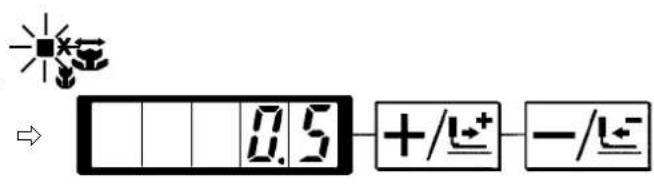
7) tuşına basın ve "X Skalası oranı" bu durumda 0,0 olarak görülür. X yönünde hareket miktarı 0,1 mm.lik artışlar halinde ayarlanabilir. +/-da tuşuyla/teğeri 0,5 olarak girin.
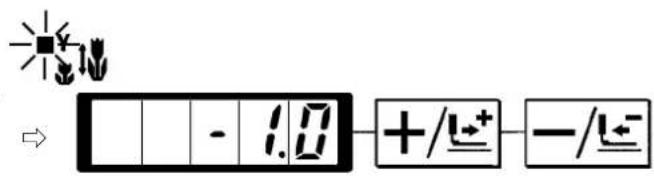
8) tuşına basın ve "Y Skalası oranı " bu durumda 0,0 olarak görülür. Y yönünde hareket miktarı 0,1 mm.lik artışlar halinde ayarlanabilir. +/t+ ya da -/t- tuşuyla değeri -1,0 olarak girin.
9) Ayarları bitirmek için tusuna basın.

10) M tuşuna basın. Dikiş çeşidi kayıt modu sona erer.
11) tuşma basın. Mod ayarı bitmiştir ve normal moda dönülür.
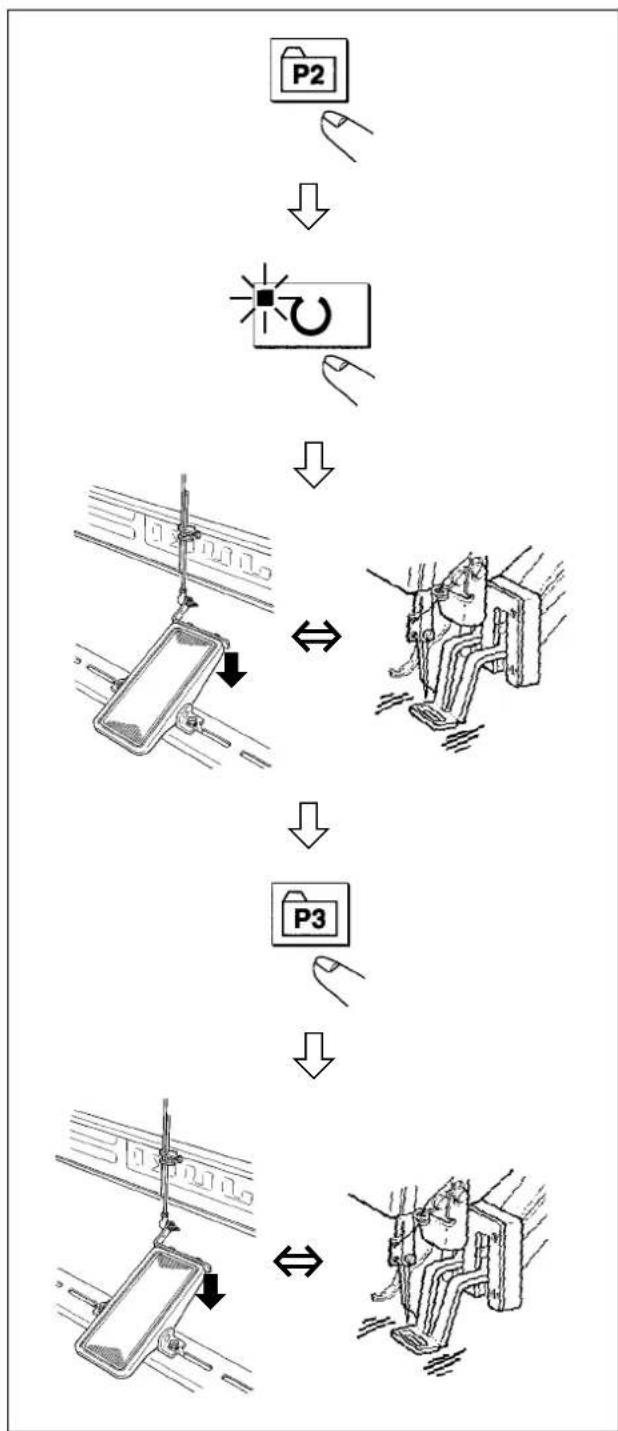
(2) Dikiş işlemi
İşlem için örnek : P2'de kayıtlı içeriği kullanarak dikiş diktikten sonra, P3 içeriğini kullanarak dikiş dikin.
flowchart
graph TD
A["P2"] --> B["Light Bulb Icon"]
B --> C["Switch"]
C --> D["Switch"]
D --> E["P3"]
E --> F["Switch"]
F --> G["Switch"]
G --> H["Switch"]
H --> I["Switch"]
I --> J["Switch"]
J --> K["Switch"]
K --> L["Switch"]
L --> M["Switch"]
M --> N["Switch"]
N --> O["Switch"]
O --> P["Switch"]
P --> Q["Switch"]
Q --> R["Switch"]
R --> S["Switch"]
S --> T["Switch"]
T --> U["Switch"]
U --> V["Switch"]
V --> W["Switch"]
W --> X["Switch"]
X --> Y["Switch"]
Y --> Z["Switch"]
Z --> AA["Switch"]
AA --> AB["Switch"]
AB --> AC["Switch"]
AC --> AD["Switch"]
AD --> AE["Switch"]
AE --> AF["Switch"]
AF --> AG["Switch"]
AG --> AH["Switch"]
AH --> AI["Switch"]
AI --> AJ["Switch"]
AJ --> AK["Switch"]
AK --> AL["Switch"]
AL --> AM["Switch"]
AM --> AN["Switch"]
AN --> AO["Switch"]
AO --> AP["Switch"]
AP --> AQ["Switch"]
AQ --> AR["Switch"]
AR --> AS["Switch"]
AS --> AT["Switch"]
AT --> AU["Switch"]
AU --> AV["Switch"]
AV --> AW["Switch"]
AW --> AX["Switch"]
AX --> AY["Switch"]
1) Güç şalterini açık konuma getirin.
2) tūsūna basin.
3) Tuşına basın ve dikiş LED'i yandığı zaman parça baskı ayağı hareket eder ve yukarı kalkar.
4) Dikiş çeşidinin dış hatlarını kontrol edin.
(Sayfa 18, " I .[5]-2. Dikiş çeşidinin dış hatlarının kontrol edilmesi" başlıklı bölüme bakınız.)
5) Dikiş çeşidinin dış hatları kabul edilebilir durum-daysa dikiş dikilebilir.
6) Dikiş tamamlandıktan sonra şülna basın, bu durumda baskı ayağı aşağıiner. Baskı ayağı, başlangıç noktasına geri gelindikten sonra dikişin başlangıç noktasına gider ve yukarı kalkar. (P tuşları, dikiş LED'i yanıyor olsa bile bir dokunuşla dikiş çeşidini değiştirebilir.)
7) Yukarıda belirtilen 4) ve 5) maddelerini uygulayın.
* Dikiş çeşidini seçerken, yaldə⁺ tuşuna basarak ekran görünümünde P1 ile P25 arasında giriş yapılabilir.

flowchart
graph LR
A["0 ile 200 arasında"] <--> B["P1 ile P25 arasında"]
B --> C["Arrow"]
P1 ile P25 arasında kayıt edilmeyenler ekranda görülmez.

Dikiş LED'i yanarken P1 ile P25 arasında bir tuşa basınca baskı ayağı aşağı iner. Parmaklarınızı baskı ayağına kaptırma-maya dikkat edin.

P26 ile P50 arasında dikiş çeşidi kaydı yapılabilir. Pille arasındaki tuşlarla kayıt yapılamaz. Dikiş çeşidini sadece dikiş çeşidi seçimiyle saptayın. Dikiş çeşidini -tyda tuşuryla girin.
- 0 ile 200 arasında ←→ P1 ile P25 arasında ←→ P26 ile P50 arasında ←
Dikiş LED'i yanarken P26 ile P50 arasındaki dikiş çeşidi seçimi yapılamaz.
2. Kombinasyon fonksiyonunu kullanarak dikiş dikilmesi
Daha önce kaydedilmiş olan dikiş çeşidi kaydının (P1 ile P50 arası) kullanım sırasını düzenleyerek ve bunu C1 ile C20 arasında kaydederek, makinedeki her dikiş bitiminde dikiş çeşidi sıralaması değişir. Her kombinasyon numarasında 30 dikiş çeşidine kadar kayıt yapılabilir.
(1) Kombinasyonun kayıt edilmesi
Ayar örneği: P1, P2 ve P3 sırasıyla kombinasyon oluşturun ve bunları C1'e kaydedin.
1) Güç şalterini açık konuma getirin ve mod ayarını (bellek düğmesi ayarı) girmek için tuşuna basın. (Dikiş LED'i yanmamalıdır.)
→
2) Kombinasyon modunu /ba tu- -/L- suyla belirtin.
→

3) tujuna basın. Kombinasyon modunu girdikten sonra dikiş LED'i yanar. ya+/-tuşuyla -1/1ie C20 arasında seçim yapılabilir.
→

4) Tuşuna basın ve ardından tuşuna basin. P1, C1'deki ilk dikiş çeşidi olarak ayarlanır. +/-/t+ ya da -/+ /s-unu kullanarak da P1 ile P50 arasında seçim yapmak mümkündür.
→
5) tuşuna basın, ardından P2 tuşuna basın. C1'in ikinci dikiş çeşidi olarak P2 seçilmiş olur. +/L+ ya da tışkıyla da P1 ile P50 arasında seçim yapmak mümkündür.
→
6) tuşuna basın, ardından P3 tuşuna basın. C1'in ikinci dikiş çeşidi olarak P2 seçilmiş olur. ya + / a + tuşuyla de / P1 ile P50 ara- sında seçim yapmak mümkündür.
→
7) Kayıt işlemini sona erdirmek için tuşuna basın.
→
8) M tuşuna basın. Kombinasyon kayıt modu sona erer.
→
9) M tuşuna basın. Mod ayar işlemi sonar erer ve normal moda dönülür.
→
(2) Dikiş işlemi
İşlem için örnek: C1'de kaydedilen içeriği kullanarak dikiş dikin.
flowchart
graph TD
A["1:1:1"] --> B["+/L+"]
B --> C["-/L-"]
D["Light Source"] --> E["Switch"]
E --> F["Motor Position"]
F --> G["Motor Position"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
style G fill:#cfc,stroke:#333
1) Güç şalterini açık konuma getirin. 2) +valda tuşumul kullanarak dikiş çeşi- dini "C1-1" olarak seçin. Aşağıdaki gibi kayarak devam edin :
→ 0 ile 200 arasında ←→ P1 ile P50 arasında ←→ C1 ile C20 arasında ←
3) tışuna basın. Dikiş LED'i yandığı zaman parça baskı ayağı hareket eder ve yukarı kalkar.
4) Dikiş çeşidinin dış hatları kabul edilebilir durum-daysa dikiş dikilebilir.
5) Adım, her dikiş bitiminde bu kombinasyon düz-nine uygun olarak yapılır. Adım, bir dikiş çevrimi tamamlandıktan sonra ilk adıma geri döner. Bu dikişi tekrarlamak mümkündür.
* Dikiş bittikten sonra bir önceki dikiş çeşidine dönmek isterseniz ya da bir sonraki dikiş çeşidini atlamak isterseniz, dikiş LED'i yanar haldeyken +L^+ ya da tçâına basın. Ekranda görülen dikiş çeşidi değişir ve parça baskı ayağı dikiş başlangıç noktasına geri döner.
* C1 ile C20 arasında kayıt yaptıktan sonra P1 ile P50 arasındaki içeriklerde değişiklik olursa, C1 ile C20 arasında kullanılan P1 ile P50 arasındaki içerik değişir. Bu konuda dikkatli olun.
* Her dikiş çeşidi için dikiş çeşidi dış hatlarını kontrol edin. ("Sayfa 18," I .[5]-2. Dikiş çeşidinin dış hatlarının kontrol edilmesi" bölümüne bakınız.)
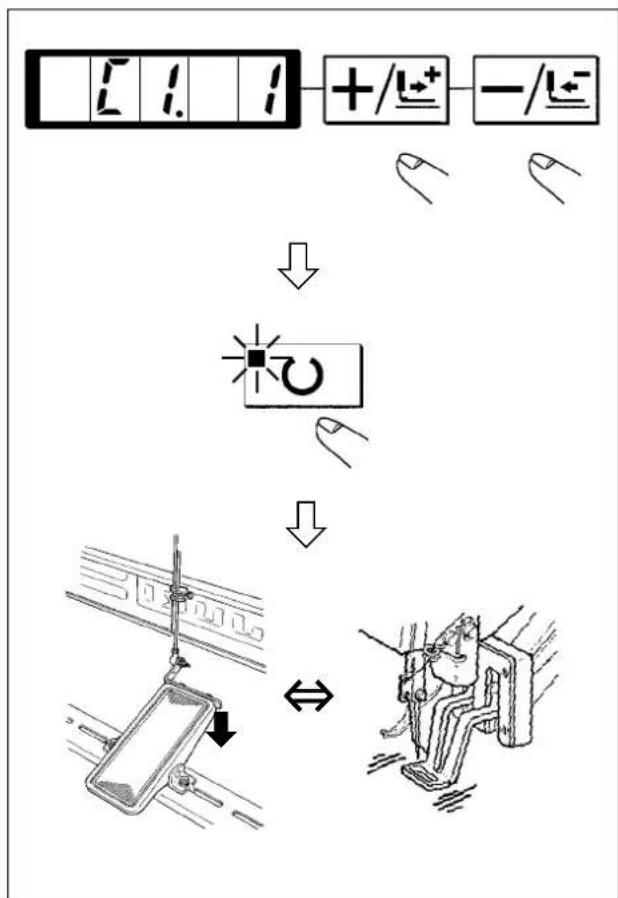
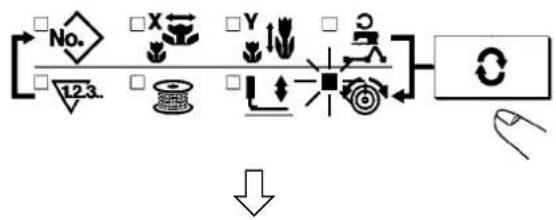
3. "Masura iplik sayacını" kullanarak dikiş dikilmesi
Üretim sayacı, masura iplik sayacı olarak kullanılabilir. Aynı dikiş çeşidinin tekrar tekrar dikilmesi halinde, masuradaki iplikle dikilebilecek sayıya (belirlenen rakam) gelindiği zaman dikiş makinesi durur. Masura iplik sayacı, azaltarak sayma yöntemini kullanır.

yaç, makinenin teslim anında üretim sayı olarak (artarak sayma yöntemi) ayarlanmıştır.
Masura ipliği sayıacı olarak kullanılacak ise, bellek anahtarı numarasını 18 olarak değiştirmek şarttır. (Bkz. Sayfa 36," I . [8] BELLEK ANAHTARININ KULLANIMI".)
flowchart
graph TD
A["No.123"] --> B[" equality"]
B --> C[" motor speed control: 100V, +/L+ -/L-"]
C --> D[" motor speed control: 100V, -/L+ -/L-"]
1) Sayacı belirtmek için tuşuna basın.
2) Ardından suna basin.
3) Ardından +alda tuşuna-basın ve bir masurayla dikilebilecek olan belirlenmiş dikiş sayısını girin.
4) Dikiş makinesi her bir dikişi bitirdiğinde, sayaçtaki rakam bir azalır.
5) Dikiş makinesi belirtilen sayıda dikişi tamamladıktan sonra, ayak pedalına basılsa bile dikiş makinesi çalışmaya başlamaz.
6) Yeni masura takın ve 1⁄2mına basın. Sayaçta- ki değer ayarlanan değer olur.
7) Adım 4) ve 6) arasındaki adımları tekrarlayın.
4. Geçici durdurma işlemi nasıl kullanılır
31 numaralı bellek anahtarı "1" olarak ayarlandığı zaman, ↗ tuşu geçici durdurma tuşu olarak kullanılabilir. (Bkz. Sayfa 36," I . [8] BELLEK ANAHTARININ KULLANIMI".)
1) Dikiş makinesi, ■u kullanılarak durdurulur. Hata mesajı 50 izlenir, ■tuşu kullanılarak hata mesajı kaldırılır.


2) Hata mesajı kaldırıldıktan sonra aşağıda belirtilen üç işlem vardır.
① Başlatma düğmesini kullanarak dikişi yeniden başlatma.
② İplik kesmek için ı tuşuna basın, +/ı+ ya da -/ı- tuşuyla konumlandırın ve başlatma düğmesini kullanarak dikişi yeniden başlatın.
③ İplik kesmek için tuşuna basın ve başlangıç noktasına dönmek için tuşuna yeniden basın.
5. Dikiş çeşidine göre iplik gerginliğinin ayarlanması
Dikiş başlangıcındaki ilk 6 ilmek için, yani teyel ilmeği çeşidinden zikzak ilmeğe geçiş kısmı ve dikiş sonundaki kısım için iğnede kullanılan iplik gerginliği farklı ayarlanabilir.
1)
flowchart
graph TD
A["No."] --> B["X"]
B --> C["Y"]
C --> D["Recycle"]
D --> E["Return"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
2)
1) İğnede kullanılan iplik gerginliğini belirtmek için, dikiş LED'i yanarken tüsuna basın.
2) Ayak pedalını kullanarak baskı ayağını aşağı indirin.

yak pedalı sonuna kadar basıldığı zaman dikiş makinesi çalışmaya başlar. Bu konuda dikkatli olun.
3) yə/da tuşunu-kanarak beslemeyi hareket ettirin.
4) Gerginlik ayarının mümkün olduğu konumda ek-randa "c" görülür.
5) tuşuna basarak, ya da +t/istuy-la gerginliği ayarlayın.
6) Gerginliği ayarlamak için 3), 4) ve 5) adımlarını tekrarlayın.
7) Ayar tamamlandıktan sonra 45una basın. Baskı ayağı başlangıç noktasına gider ve yukarı kalkar.
6. Çalışma sırasında dikkat edilmesi gereken noktalar
(1) Hata gösterge lambası yandığı zaman sorunun nedenini mutlaka araştırın ve uygun düzeltici önlem alın.
(2) Dikiş devam ederken, dikilmekte olan malzemeyi elinizle çekmeyin. Aksi takdirde iğne doğru konumdan hatalı bir konuma geçer. İğne doğru konumundan kaymışsa tuşuna iki kez basın. Bu şekilde iğne normal konumuna döner.
(3) İğne aşağı inmiş haldeyken gücü kapalı konuma getirmeyin. Baskı ayağı aşağı iner ve tokatlayıcı iğneyle temas eder. Sonuç olarak iğnenin kırılması gibi tehlikeler söz konusudur.
Uygulanacak dikiş hızı için referans
| Dikilen ürün/iplik/iğne Kafa tipi/Dikiş hızı | |
| 8 katlı denim/#50 pamuklu iplik/DPx5 #16 S (Standart)/3.200 sti/min | |
| 8 katlı yünlü gabardin/#50 Polyester filaman/DPx5 #14 S (Standart)/2.300 sti/min | |
| 8 katlı denim/#20 pamuklu iplik/DPx17 #19 H (Ağır malzeme)/3.200 sti/minW (çifte kapasiteli çağanoz)/2.700 sti/min | |
| 6x12 katlı denim ile çıkışan dikiş/#20 Pamuklu iplik/DPx17 #19 H (Ağır malzeme)/2.500 sti/min | |
| Triko + omuz atkısı (3+1) katmanlı bölüm/#60 Polyester büküm/DPx5 #11 | F (Temel)/2.000 sti/min |
* Iğnenin ısınma nedeniyle kırılmasını önlemek için, yukarıdaki tabloda belirtilen verilere ve mevcut dikiş koşullarına uygun olarak dikiş hızını ayarlayın.
* Temel ya da benzeri dikiş dikerken, ilmek atlamanın önüne geçmek için iğne milini aşağı indirin. ("Iğne mili yüksekliğinin ayarlanması" başlıklı bölüme bakınız.)
[7] BAKIM
1. İğne mili yüksekliğinin ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, çalışmaya başlamadan önce gücü mutlaka kapalı konuma getirin.
B sadece H ve W tipleri için geçerlidir
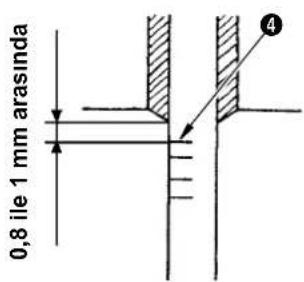
Sadece F tipi içindir
İğne milini ① strokunun en alt noktasına getirin. İğne mili bağlantı vidasını ② gevşetin, ardından iğne mili üzerindeki kabartma üst işaret çizgisi ④ ile alt iğne mili burcunun ③ en alt noktasıyla hizalanacak şekilde ayar yapın. Sadece F tipi için, iğne mili konumunu ayarlarken, iğne mili üzerine kabartma yapılan üst işaret çizgisi ④ merkezinden 0,8 ile 1 mm daha aşağıda olacak şekilde ayarlayın.

Ayar yaptıktan sonra torkta herhangi bir düzensizlik olmadığını kontrol edin.
* Mevcut dikiş koşullarında ilmek atlaması oluyorsa, iğne milini iğne mili üzerindeki kabartma çizgiden 40,5 ile 1 mm kadar aşağı inecek şekilde ayarlayın.
2. İğne-mekik ilişkisinin ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için işe başlamadan önce gücü kapalı konuma getirin.
İğne ile kabartma çizgiler arasındaki ilişki
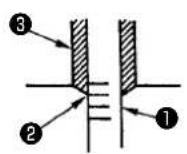
1) Kasnağı elle çevirin. İğne mili ① yukarı çıktığı zaman, iğne mili üzerindeki kabartma alt işaret çizgisi ② alt iğne mili burcunun ③ en alt noktasıyla hizalanacak şekilde ayar yapın.
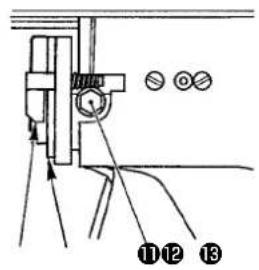
2) Sürücüdeki tespit vidasını ⑪ gevşetin. İçteki çağanoz baskı parçalarını ⑫ sağa ve sola doğru açın ve iç taraftaki çağanoz baskı parçasını ⑬ çıkarın.

mdi içteki çağanozun
si için dikkat edin.
④ çıkıp düşmeme-
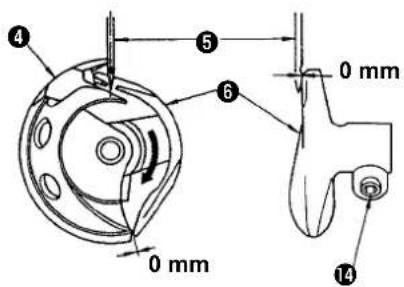
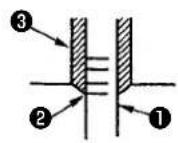
3) İçteki çağanozun ④ keskin ağız noktasını iğnenin merkeziyle ⑤ hizalanacak şekilde ayar yapın ve sürücünün ön ucu ile iğne arasında 0 mm boşluk kalmasını sağlayın, böylece iğne sürücünün ön yüzüne ⑥ girerken bükülmez. Ardından sürücü tespit vidasını ⑭ sıkın.
0,05 mm ile 0,1 mm
arasında
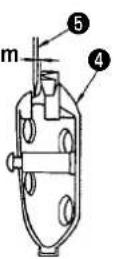
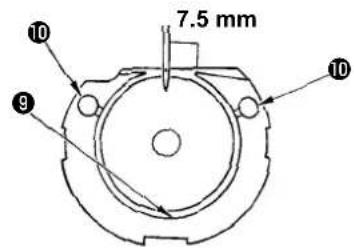
4) Mekik tespit vidasını ⑦ gevşetin ve mekiğin boylamasına konumunu ayarlayın. Bu ayarı yapmak için, mekik yuvası ayar milini ⑧ saat yönünde ya da saat yönü tersine çevirerek iğne ⑤ ile içteki çağanozun ④ keskin noktası arasında 0,05 mm ile 0,1 mm arasında boşluk kalmasını sağlayın.
5) Mekiğin boyuna konumunu ayarladıktan sonra, dönüş yönünü ayarlayarak iğne ile mekik arasında 7,5 mm boşluk kalmasını sağlayın. Ardından mekik tespit vidasını ⑦ sıkın.

uva kısmına ⑨ ve yağ fitiline ⑩ az miktar-da yağ koyun ve dikiş makinesi uzun sürre kullanılmamışsa çağanoz kısmının çevresini temizledikten sonra dikiş makinesini kullanın.
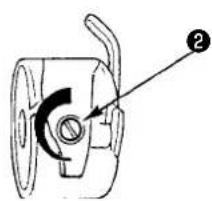
3. Parça baskı ayağı kaldırıcı parçanın ayarlanması

UYARI :
Makine güç açık konumdayken çalışır, dolayısıyla düğmelerin yanlış kullanımı nedeniyle ortaya çıkabilecek kazaları önlemek için zorunlu olanlar dışındaki düğmeleri kullanmayın.
1) Üst kapağın altı tespit vidasını ① makine durmuş haldeyken çıkarın ve üst kapağı ② sökün.
2) L şeklindeki anahtarı ③ kelepçenin ④ soket civatasına ⑤ takın ve soket civatasını gevşetin.
3) Parça baskı ayağını daha fazla kaldırmak için, L şeklindeki anahtarı ③ yukarı itin ya da aşağı indirmek için aşağı doğru itin.
4) Ayar yaptıktan sonra soket civatasını ⑤ iyice sıkın.
5) Sağ ve sol parça baskı ayağı aynı hizada değilse tespit vidasını ⑥ gevşetin ve parça baskı ayağı kolu destek plakasının ⑦ konumunu ayarlayarak aynı hizaya getirin.

Bu durumda, parça baskı ayağı kolu destek plakasının⑦ besleme braketine⑧ değmemesine dikkat edin.
Eğer parça baskı ayağı kolu destek plakası ve tokatlayıcı birbiriyle temas ederse, tokatlayıcı montaj tabanında bulunan tespit vidasını ⑨ kullanarak tokatlayıcı yüksekliğini yeniden ayarlayın.
4. Hareketli biçak ve sayaç biçağı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
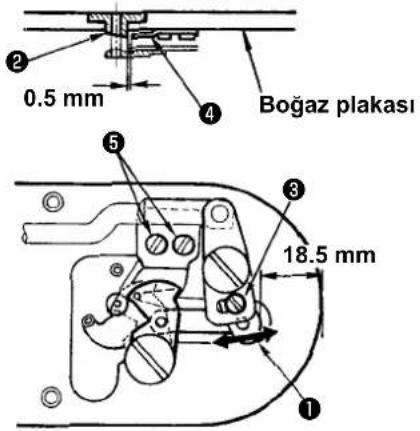
1) Ayar vidasını ③ gevşetirken, boğaz plakasının ön ucu ile iplik kesici küçük kolunun ① en üst ucu arasında 18,5 mm boşluk kalmasına dikkat edin. Ayar yapmak için, hareketli bıçağı ok yönünde hareket ettirin.
2) İğne delik kılavuzu ② ile sayaç biçağı ④ arasında 0,5 mm boşluk kalacak şekilde tespit vidasını ⑤ gevşetin. Ayar yapmak için sayaç biçagını hareket ettirin.
5. İğnede kullanılan iplik kelepçesi cihazı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
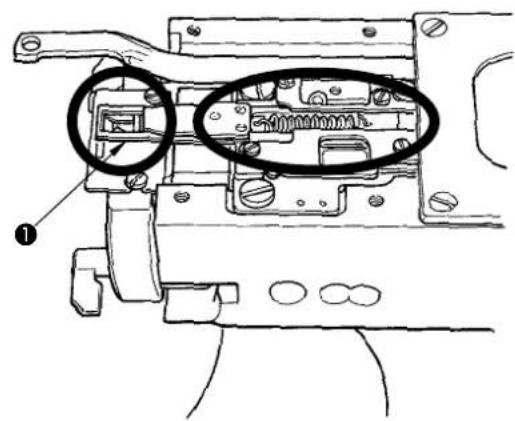
1) İpliğin iplik kelepçesinin en üst ucunda ① yakalanması halinde iplik kelepçeleme eksik kalır ve dikiş başlangıcında dikişle ilgili sorunlar yaratabilir. Cımbız ya da benzeri bir aletle ipi çıkarın. 2) İplik kelepçesi cihazının üzerinde toplanan atık iplik ya da iplik tozunu temizlerken, temizlik yapmadan önce boğaz plakasını çıkarın.
6. Tokatlayıcı ayarı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
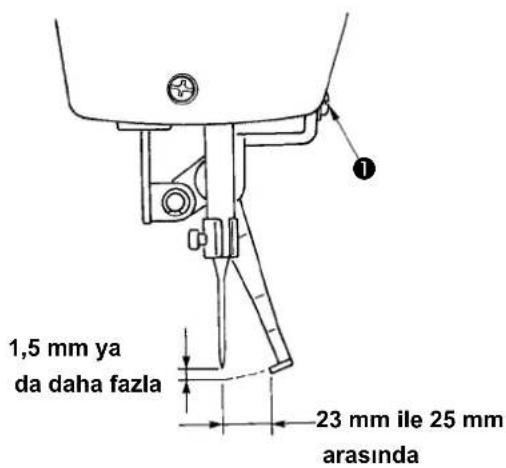
1) Tokatlayıcı ile iğne arasında 1,5 mm ya da daha fazla boşluk bırakacak şekilde ayar yapmak için vidayı ① gevşetin.
Bu durumda, tokatlayıcı ile iğne arasındaki standart boşluk mesafesi 23 mm ile 25 mm arasındadır. Genişlik mesafesini ayarlayarak, parça baskı ayağı aşağı inerken iğnede kullanılan ipliğin üzerine basması önlenebilir.
Özellikle ince iğne kullanırken genişliği 23 mm gibi ayarlayın.
* Dikiş bittikten sonra dikiş makinesi kapanınca iğnenin konumu.
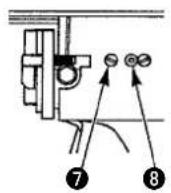
7. Atık yağın tahliye edilmesi
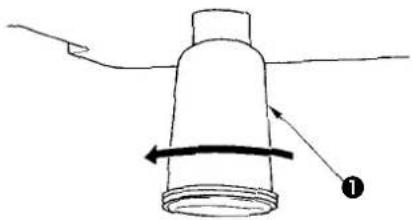
Polietilen yağlayıcı ① yağ ile dolduğu zaman, poliüretan yağlayıcıyı ① çıkarıp içindeki yağı boşaltın.
8. Çağanoza verilen yağ miktarı
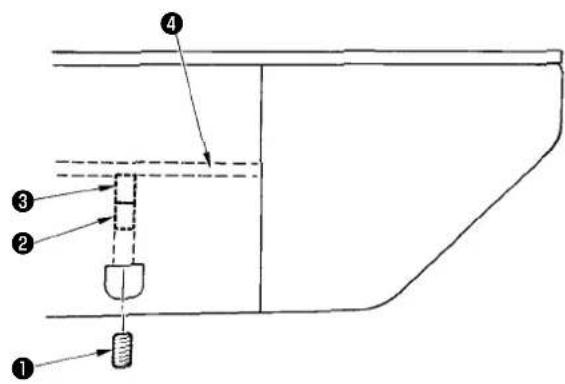
1) Tespit vidasını ① gevşetin ve çıkarın.
2) Ayar vidasını ② vidalarken, yağ borusundaki yağ miktarını ④ azaltmak mümkündür.
3) Ayar yaptıktan sonra tespit vidasını ① vidalayın ve sabitleyin.
- Standart makine teslimati halinde, ③ az miktarda vidalanıp 4 tur geri döndürülmüştür.

Yağ miktarını azaltırken vidayı hemen vidalamayın. Vidalama ③ yapılip 2 tur geri döndürüldüğü yerde mevcut durumu yaklaşık yarım gün gözlemleyin. Yağ miktarında aşırı azalma varsa, çağanozda aşınmaya neden olur.
9. Sigortanın Değiştirilmesi

UYARI :
- Elektrik çarpması tehlikesini önlemek için gücü kapalı konuma getirin ve kontrol panelini açmak için yaklaşık beş dakika bekleyin.
- Gücü mutlaka kapalı konuma getirdikten sonra kontrol panelini açın. Ardından belirtilen kapasitede yeni bir sigorta ile değiştirin.
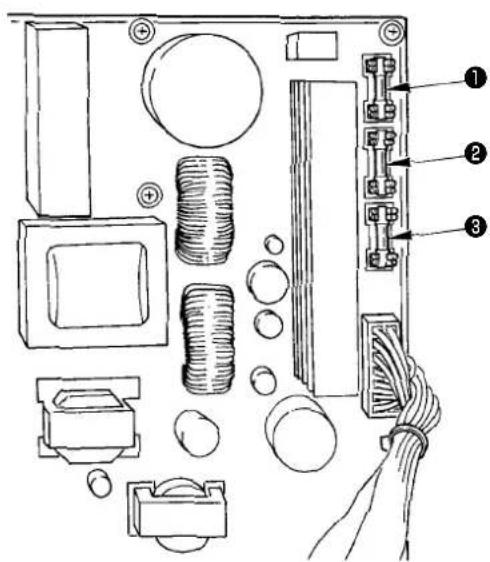
Makinede, aşağıda belirtilen üç sigorta kullanılmaktadır :
① Darbe motoru güç besleme koruması 5A (zaman geciktirme sigortası)
② Solenoid ve darbe motoru güç besleme koruması 3,15A (zaman geciktirme sigortası)
③ Kumanda güç besleme koruması 2A (çabuk atan sigorta tipi)
10. Belirli parçalara tekrar yağ koyulması
Dikiş makinesinde belli sayıda dikiş yapıldıktan sonra, makinenin gücünü açık konuma getirdiğinizde çalışma panelinde E220 numaralı hata kodu görülür. Bu ifade, makinede belirli yerlere yağ koymanın vakti geldiği konusunda operatörü uyarır. Aşağıda belirtilen noktalara mutlaka yağ koyun. Ardından 245 numaralı bellek anahtarını çağırın ve RESET (sıfırlama) tuşunu kullanarak "0" olarak ayarlayın.
E220 numaralı hata mesajı görüldükten sonra bile RESET tuşuna basıldığı zaman hata mesajı kalkar ve dikiş makinesi sürekli kullanılabilir. Ancak dikiş makinesi bundan böyle her açıldığında E220 numaralı hata mesajı görülür.
Ayrıca E220 numaralı hata mesajı görüldükten sonra dikiş makinesi belli bir süre kullanılmaya devam ederse E221 numaralı hata mesajı görülür ve RESET tuşuna basılsa bile hata mesajı silinemeyeceğinden dikiş makinesi çalışmaz.
E221 numaralı hata mesajı görüldüğünde, aşağıda belirtilen noktalara mutlaka yağ koyun. Ardından bellek anahtarını kullanın ve 245 numara için RESET tuşunu kullanarak "0" değerini girin.

-
245 numaralı bellek anahtarı “0” olarak değiştirilmezse, ilgili yerlere yağ koyduktan sona yine E220 ya da E221 numaralı hata mesajı görülür.
-
Aşağıda belirtilen noktalara yağ koymak için, aksesuar olarak temin edilen yağ tüpünü (Parça) numarası 40013640) kullanın. Belirtilenin dışında bir yağ koyarsanız parçalar zarar görebilir.

UYARI : Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
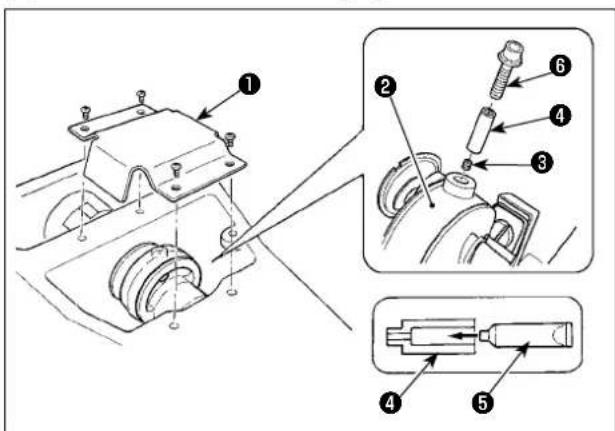
(1) Eksantrik kam kısmının yağlanması
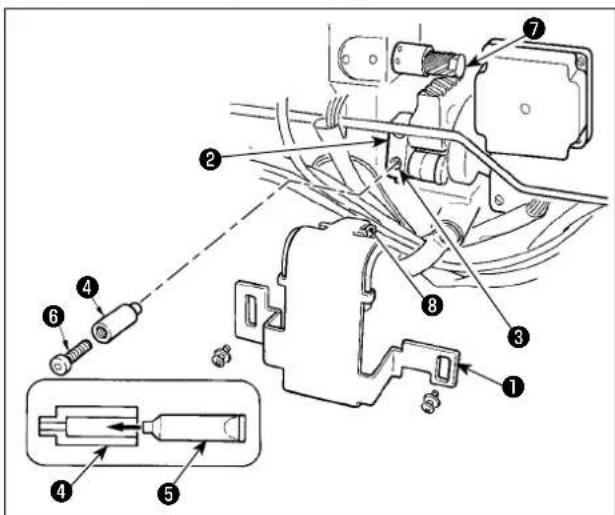
(2) Osilatör pimi kısmının yağlanması
1) Krank kolu kapağını ① açın.
2) Krank kolunun ② çevresindeki gres giriş kapa-
ğından tespit vidasını ③ çıkarın.
3) JUKI Gres B tüpünü ⑤ kullanarak kavramayı ④ gresle doldurun.
4) Kavramaya gres ilave etmek için üniteyle birlikte temin edilen gömme başlı vida ⑥.
5) Gres ekledikten sonra, çıkarılmış olan tespit vidasını ③ iyice sıkın.
1) Makine kafasını devirin ve yağ kapağını ① çıkarın.
2) Osilatör dişlisindeki ② tespit vidasını ③ çıkarın.
3) JUKI Gres B tüpünü ⑤ kullanarak kavramayı ④ gresle doldurun.
4) Kavramaya gres ilave etmek için üniteyle birlikte temin edilen gömme başlı vida ⑥.
5) Gres ekledikten sonra, çıkarılmış olan tespit vi-dasını ③ iyice sıkın.
6) Yağ kapağını ① , keçenin ⑧ dişliyle ⑦ temas ettiği yere takın.

-
Keçeyi ⑧ dişliye ⑦ fazla bastırmayın. Aksi takdirde harekette hata olabilir.
-
Keçeye ⑧ JUKI yağı A sürülür. Keçeye JUKI yağı B sürmeyin.
[8] BELLEK ANAHTARININ KULLANIMI
Bellek anahtarı ayarını değiştirerek dikiş makinesinin çalışmasını değiştirmek mümkündür.
1. Bellek anahtarını başlatın ve değiştirin
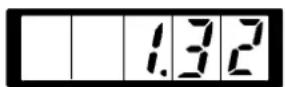
1) Dikiş LED'inin yanmadığı durumda tuşuna basıldığı zaman, bellek anahtarı ayar moduna geçilir.
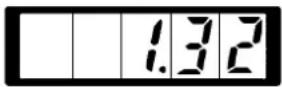
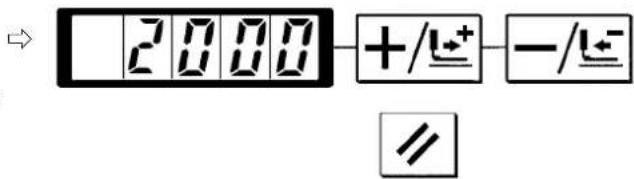
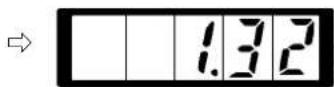
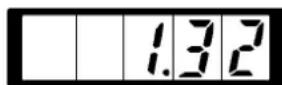
"M" tuşuna basıldığı zaman görülen 1.32 ifadesi, ilk bellek anahtarındaki maksimum hız sınırının 3.200 sti/min olduğunu gösterir. (Fabrikadan teslim anındaki koşullar)

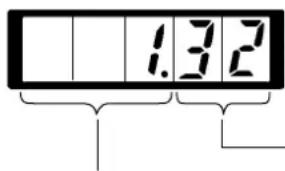
Soldan ilk üç rakam bellek anahtarı numarasıdır.
Sağdan ilk iki rakam ayar içeriğidir.
2) Bellek anahtarı numarasını y /da tuşunu kullanarak değiştirin.



3) Bellek anahtarı numarasını istediğiniz numarayla değiştirin ve Ⓐ tuşuna basın. Dikiş LED'i yanar.
4) Bellek anahtarı tuşunun içeriğini y_+/y_-^+ tuşunu kullanarak değiştirin.


5) Bu değer, tuğu kullanılarak fabrika çıkışında var olan değerlere döndürülebilir.
6) Değişikliğin içeriğini kaydetmek için tuşuna basın. Dikiş LED'i söner ve bellek anahtarı numarası seçim moduna dönlür.
7) Bellek anahtarı ayar modunu sona erdirmek için tujuna basın, mevcut mod normal moda döner.
2. Bellek anahtarı ayarına örnek
(1) Maksimum hız sınırının ayarlanması
Ayar örneği : Maksimum hız sınırının 1.800 sti/min olarak ayarlanması
1) Dikiş LED'i sönmüş haldeyken M tuşuna basın.


Bellek anahtarı çalışır ve 1 numaralı bellek anahtarı içeriği görülür.
Dikiş makinesinin maksimum hız sınırı 1 numaralı bellek anahtarıyla belirlendiği için dikiş
hızını değiştirmek şart değildir. +alda
- /tɛ tuşları kullanılarak, gösterilen bellek anahtarı numarası değiştirilebilir.
2) Dikiş LED'ini yakmak için 1 numaralı bellek anahtarının görüldüğü koşullarda tuşu- na basın. 1 numaralı bellek anahtarının içeriği (dikiş makinesinin maksimum hız sınırı değeri) belirtilir.
3) ya/ta toşlu kullanarak "1.800" olarak ayarlayın.




4) Değeri ⚫ tuşuyla kaydedin. Dikiş LED'i söner.
5) Normal hale dönmek için M tuşuna basın.

makinesinin normal haldeki hızı, burada belirtilen değerden daha yüksek olamaz.
(2) Dikiş başlangıcında yumuşak başlangıç hız ayarı
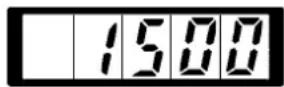
Dikiş başlangıcında ilk ilmekten beşinci ilmeğe kadar olan hız 100 sti/min birimler halinde ayarlanabilir. Iğnede kullanılan iplik kelepçeli ve iğnede kullanılan iplik kelepçesiz olarak iki tür ayar yapılabilir. ( Sayfa 40," I . [8]-3. Bellek anahtarı fonksiyon tablosu" bakınız.)
İğnede kullanılan iplik kelepçe ünitesi olması halinde: sti/min
| Fabrika çıkışı hali | Ayar aralığı | |
| 1. dikiş | 1500 | 400 ile 1500 |
| 2. dikiş | 3200 | 400 ile 3200 |
| 3. dikiş | 3200 | 400 ile 3200 |
| 4. dikiş | 3200 | 400 ile 3200 |
| 5. dikiş | 3200 | 400 ile 3200 |

simum dikiş hızı için, 1 numaralı bellek anahtarı (maksimum hız sınırı) önceliklidir.
Ayar örneği : İğnede kullanılan iplik kelepçesi olması halinde, hız aşağıdaki gibi değiştirilebilir.
- dikiş 1.500 sti/min ile 1.000 sti/min ve 2. dikiş 3.200 sti/min ile 2.000 sti/min arasında.
1) Dikiş LED'i sönmüş haldeyken Mtuşuna basın.
2) 2 numaralı bellek anahtarını + /a da - /t- tuşunu kullanarak belirtin.
Burada ilk ilmeğin dikiş hızını girin.
3) tışuna basın. Dikiş LED'i yanar ve ilk ilmeğin ayar değeri görülür.




4) ta#a tuşunu/kallanarak "1000" ifadesini girin. Değer, tuşunu kullanarak fabrika teslimi anındaki başlangıç değerine döner. İşlemi burada iptal etmek için tuşına basın ve 2) adımındaki aşamaya dönün.
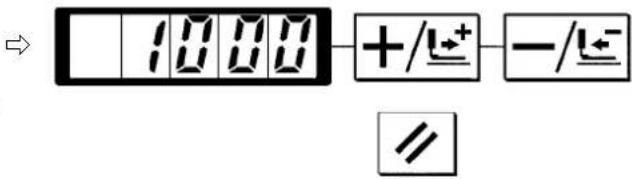
flowchart
graph LR
A[" "] --> B["1000"]
B --> C["+ / L+"]
C --> D["- / L-"]
D --> E["=="]
5) tışuna basın. Dikiş LED'i söner ve ilk ilmeğin ayar değeri kaydedilir.
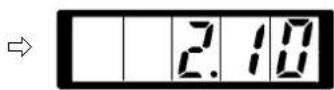
6) ta/ta tuşunu-ku Lanarak 3 numaralı bellek anahtarını belirtin. Burada ikinci ilmeğin dikiş hızını girin.

7) tusuna basın. Dikiş LED'i yanar ve ikinci ilmeğin ayarlanan değeri görülür.

8) taşda tuşunu kullanarak "2000" ifadesini girin. Değer, toşunu kullanarak fabrika teslimi anındaki başlangıç değerine döner. İşlemi burada iptal etmek için Mışuna basın ve 6) adımındaki aşamaya dönün.
9) tusuna basın. Dikiş LED'i söner ve ikinci ilmeğin ayar değeri kaydedilir.

10) Mşuna basın. Bellek anahtarı ayar modu sona erer ve normal moda dönülür.
(3) Dikiş çeşidi verisini çağırmanın aktif olup olmayacağını ayarlanması
Gereksiz dikiş çeşidi çağrılarını aktif olmaktan çıkararak, farklı dikiş çeşitlerinin yanlışlıkla çağrılmasının önüne geçilebilir.
Ayrıca gerekli dikiş çeşitlerini çağırıp kullanmak mümkündür.
Ayar örneği: 2 ve 3 numaralı dikiş çeşitlerini aktif halden çıkarın.
1) Dikiş LED'i sönmüş haldeyken Mtuşuna basın.
2) valda tuşunu kulanarak 201 nu- maralı bellek anahtarını belirtin.

3) Tuşuna basın. Dikiş LED'i yanar ve 1 numaralı dikiş çeşidi ayar değeri belirtilir. Ayar değeri 1: Çağrı aktiftir. Ayar değeri 0: Çağrı aktif değildir.

4) yədə+ tuşv/bu kullanarak 2 numaralı dikiş çeşidini girin.


5) tuşuyla ayar değerini "0" olarak girin.


6) yədə+ tuşv/tu kullanarak 3 numaralı dikiş çeşidini girin.


7) tuşuyla ayar değerini "0" olarak girin.


8) Ayar değerini kaydetmek için tuşuna basın. Dikiş LED'i söner.


9) tutuna basın. Bellek anahtarı modu sona erer ve mod normal moda döner.
(4) Sayaç çalışmasının ayarlanması
Ayar örneği : Üretim sayıcı (artarak sayma yöntemi) masura iplik sayıcı olarak değiştirilebilir (azaltarak sayma yöntemi).
1) Dikiş LED'i sönmüş haldeyken Mşuna basın.

2) yel-da+ tuşunu-k/uFanarak 18 nu- maralı bellek anahtarını belirtin.


3) Tuşuna basın. Dikiş LED'i yanar ve sayaç hareketi ayar değeri belirtilir.


4) tutu kullanarak ayar değerini "1" olarak belirtin. Ayar değeri 0 : Üretim sayacı Ayar değeri 1 : Masura ipliği sayacı


5) Ayar değerini kaydetmek için tuşuna basın. Dikiş LED'i söner.
6) tutuna basın. Bellek anahtarı modu sona erer ve mod normal moda döner.
3. Bellek anahtarı fonksiyon tablosu
Dikiş makinesinin çeşitli işlemleri, bellek anahtarlarını kullanarak programlar halinde ayarlanabilir. Bunlar, makinenin teslimi sırasında var olan ilk ayar değerlerini değiştiren, modele özgü başlıklardır.
| İfade Fonksiyon | Ayar aralığı | Fabrika çıkışındaki durum | Görüşler | |
 | Maksimum hız sınırı (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | LK-1903AN ve LK-1900ANW için bu değeri 2700 olarak ayarlayın. |
 | 1. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçeli) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 1500 arasında | 1500 | |
 | 2. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçeli) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | |
 | 3. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçeli) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | |
 | 4. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçeli) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | |
 | 5. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçeli) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | |
 | 1. ilmeğin iplik gerginliği (Iğne-de kullanılan iplik kelepçeli) | 0 ile 200 arasında | 200 | |
 | Iplik kesme anındaki iplik ger-ginliği | 0 ile 200 arasında | 0 | |
 | Iplik kesme anında iplik ger-ginliği değiştirme süresi | -6 ile 4 arasında | 0 | |
 | 1. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçesiz) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 1500 arasında | 400 | |
 | 2. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçesiz) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 900 | |
 | 3. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçesiz) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | |
 | 4. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçesiz) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 arasında | 3200 | |
 | 5. ilmeğin dikiş hızı (Iğnede kullanılan iplik kelepçesiz) (Hız 100 sti/min değerinde birimler halinde ayarlanabilir.) | 400 ile 3200 | 3200 | |
 | 1. ilmeğin iplik gerginliği (Iğne-de kullanılan iplik kelepçesiz) | 0 ile 200 arasında | 0 | |
 | Dikiş başlangıcında iplik ger-ginliği değiştirme süresi (Iğne-de kullanılan iplik kelepçesiz) | -5 ile 2 arasında | -5 | |
 | X/Y skala oranını belirtme ya da değiştirme ve maksimum hıza sınır koyma ayarları yapılabilir. (Yanlış uygulamanın önlenmesi) | 0 : Aktif1 : Aktif değil | 0 | Ayar için 1 kullanılması halinde M tuşunun kullanımı da engel-lenir. Bellek anahtarını değiş-tirirken, M tuşuna basarak güç şalterini açık konuma getirin. |
 | Sayaç çalışması | 0 : Üretim sayacı (artarak sayma)1 : Masura ipliği sayac (azalarak sayma) | 0 | |
 | Pedal seçimi | 0 : Standart pedal1 : Standart pedal (2 adımlı strok)2 : Opsiyonel pedal3 : Opsiyonel pedal (2 adımlı strok) | 0 | |
 | Pedal çalıştırma seçimi | 0 : Standart pedal1 : Opsiyonel pedal | 0 | |
 | Opsiyonel 1 pedalının çalışması | 0 : Pedala tekrar basıldığında kapalı konumda1 : Pedal serbest kaldığında kapalı konumda | 0 | |
 | Opsiyonel 2 pedalının çalışması | 0 : Pedala tekrar basıldığında kapalı konumda1 : Pedal serbest kaldığında kapalı konumda | 0 | |
 | 2 adımlı strok halinde parça baskı ayağı yüksekliği | 50 ile 90 arasında | 70 | Ayar değeri artarsa yükseklik azalır. |
 | Dikiş çeşidi büyütme/küçültmede temel nokta seçimi | 0 : başlangıç noktası1 : Dikiş başlangıç noktası | 0 | |
 | Dikiş makinesinin çalışması panel tuşuyla (clear (temizle) tuşuyla durdurulabilir). | 0 : Aktif değil1 : Panel sıfırlama tuşu2 : Dış düğme | 0 | |
 | Uyarı sesi engellenebilir. | 0 : Alarm sesi yok1 : Panel çalışma sesi2 : Panel çalışma sesi + hata sesi | 2 | |
 | İğnede kullanılan iplik kelepçesinin serbest bıraktığı ilmek sayısı ayarlanabilir. | 1 ile 7 ilmek arasında | 2 | |
 | İğnede kullanılan iplik kelepçesinin tutma zamanı geciktirilebilir. | -10 ile 0 arasında | 0 | Zamanlama “-” yönde geciktirilir. |
 | İğnede kullanılan iplik kelepçesi kontrolü engellenebilir. | 0 : Normal1 : Engelli | 0 | Panelin yanlış kullanımı önlenir. LK-1903AN için “1” olarak ayarlayın. |
 | Besleme zamanı seçilir. İlmekler gerektiği gibi sıkılmadığı zaman değeri “-” yönde ayarlayın. | -8 ile 16 arasında | 12 | Ayarın “-” tarafa doğru aşır olması ignenin kırılmasına neden olabilir. Ağır malzemedikerken dikkatli olun. |
 | Dikiş bittikten sonra parça baskı ayağının durumu seçilebilir. | 0 : Parça baskı ayağı, dikiş başlangıcında hareket ettikten sonra yukarı kalkar.1 : Parça baskı ayağı, dikiş bittikten sonra hemen yukarı kalkar.2 : Parça baskı ayağı, dikiş başlangıcında pedal çalışınca yukarı kalkar. | 1 | LK-1903AN/BR35 için “0” olarak ayarlayın. |
 | Her dikiş bittikten sonra başlangıç noktasına dönülebilir. (Çevrim tipi ilmek hariç) | 0 : Başa dönmeden1 : Başa dönerek | 0 | |
 | Çevrim ilmeğinde başlangıç noktasına dönüş ayarı yapılabilir. | 0 : Başa dönmeden1 : Her defasında 1 dikiş çeşidi tamamlanır2 : Her defasında 1 çevrim tamamlanır | 0 | |
 | Makine geçici durdurma komutuyla durdurulduğu andaki parça baskı ayağı durumu seçilebilir. | 0 : Parça baskı ayağı yukarı kalkar.1 : Parça baskı ayağı, parça baskı ayağı anahtarı kullanılarak yukarı kalkar.2 : Parça baskı ayağının yukarı kalkması engellenmiştir. | 0 | |
 | Iğne mili duruş konumu belirlenir. | 0 : YUKARI konum1 : Üst ölü nokta | 0 | UP (Yukarı) konumu durduktan sonra iğne mili ters yöndedöner ve üst ölü nokta duruşu ayarlandığı zaman durur. |
 | İplik kesme engellenebilir. | 0 : Normal1 : İplik kesimi engellenmiş | 0 | |
 | Silme tuşuyla başlangıç haline dönme yolu seçilebilir. | 0 : Düz çizgi dönüşü1 : Dikiş çeşidinin ters dönüşü | 0 | Bu fonksiyon, dikiş çeşidinin ortasından dikiş başlangıcına düz çizgi halinde dönüş mümkün olmadığı zaman kullanılır. |
 | Masura samma hızı belirlenebilir. | 800 ile 2.000 arasında | 1600 | Maksimum hız sınırı öncelik taşır. |
 | Malzeme kapama işlem zamanı seçilebilir. Sadece LK-1901AN için | 0 : Çıkış engellenmiş1 : Parça baskı ayağı aşağı indiğinde çalışır.2 : Başlangıç anında çalışır | 2 | LK-1901AN dışındaki makinerde bu fonksiyon görülmez. |
 | Tokatlayıcı çalışma yöntemi seçilebilir. | 0 : İplik kesimi yapılacağı sırada tokatlayıcısız1 : İplik kesimi yapılacağı sırada tokatlayıcılı 12 : İplik kesimi yapılacağı sırada tokatlayıcılı 23 : Manyetik tokatlayıcı | 1 | 1 : Son tokatlayıcı dönüşsüz2 : Son tokatlayıcı dönüşlü |
 | Düğme dikişinde, dikiş çeşidinin başlangıcında düğüm dikiş engellenebilir. Sadece LK-1903AN için | 0 : Düğüm dikişi aktif1 : Düğüm dikişi aktif değil | 0 | LK-1903AN dışındaki makinerde bu fonksiyon görülmez. |
 | Başlangıç konumu 5 mm öne doğru gider. | 0 : Standart1 : Ön | 0 | LK1904 çeşidini ve parça baskı ayağını kullanırken bu fonksiyonu seçmek gereklidir |
 | Bu fonksiyon, dikiş çeşidi verisi çağırma fonksiyonu aktif ya da aktif değil şeklinde belirler. | 0 : Çağırma aktif1 : Çağırma aktif değil | Ayar, kullanılan modele bağlı olarak değişir. | Hizmet çeşidi numaraları 1 ile 64 arasında ayrı ayrı ayarlanabilir. |
 | Yağlama zamanı için bilgilen-dirme sayacı | - | BAKIM bölümünde Sayfa 35 “ I .[7]-10. Belirli parçalaratekrar yağ koyulması”başlığına bakınız. | |
 | Dikiş çeşidi kaydedilir. | Sayfa 23 “ I .[6]-1. Dikiş çeşidi tuşlarını kullanarak dikiş dikmek” başlığına bakınız. | ||
 | Çevrim tipi ilmek kaydedilir. | Sayfa 26 “ I .[6]-2. Kombinasyon fonksiyonunu kullanarak dikiş dikilmesi” başlığına bakınız. | ||
[9] DİĞER KONULAR
1. DIP anahtarının ayarlanması
SDC baskili devre kartı
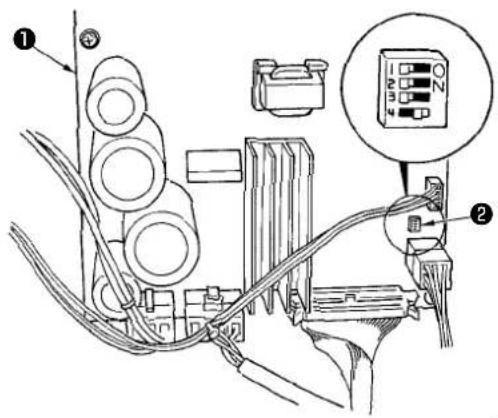
SDC devre kartında ① DIP anahtarı ② üzerindeki "4" numara açık konuma getirildiği zaman nüfuz kuvveti artar. Nüfuz kuvveti yetersiz ise bunu açık konuma getirin.
Yukarıdaki DIP anahtarı hariç, bütün DIP anahtarlarını kapalı konuma getirin.

P anahtarını değiştirme işlemini gücü kapalı konuma getirdikten sonra yapın.

Ana şaft motoru sıcakır, dikkatli olun.
Ana baskili devre kartı
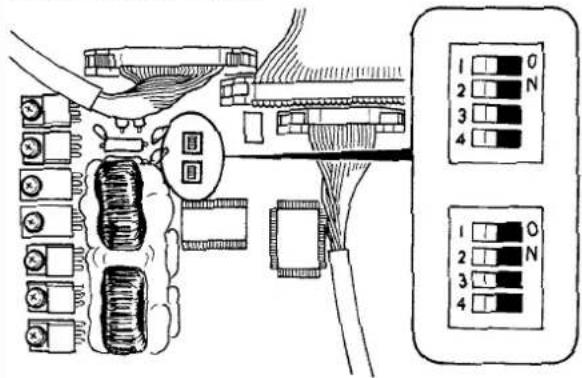
ANA baskılı devre kartının bütün DIP anahtarlarını kapalı konuma getirin.
- Standart dikiş çeşidi spesifikasyon tablosu
| Numara | Genişliğine | Çaprazlamasına | İlmek sayısı Dikiş | çeşidi S, F, H M | ||
| 1 2.0 | 16 42 | Büyük boy kilit (çubuk) dikiş | * | |||
| 2 2.0 | 10 42 | Büyük boy kilit (çubuk) dikiş | * | |||
| 3 2.5 | 16 42 | Büyük boy kilit (çubuk) dikiş | * | |||
| 4 3.0 | 24 42 | Büyük boy kilit (çubuk) dikiş | ||||
| 5 2.0 | 10 28 | Büyük boy kilit (çubuk) dikiş | * | |||
| 6 2.5 | 16 28 | Büyük boy kilit (çubuk) dikiş | * | |||
| 7 2.0 | 10 36 | Büyük boy kilit (çubuk) dikiş | * | |||
| 8 2.5 | 16 36 | Büyük boy kilit (çubuk) dikiş | * | |||
| 9 3.0 | 24 56 | Büyük boy kilit (çubuk) dikiş | ||||
| 10 3.0 | 24 64 | Büyük boy kilit (çubuk) dikiş | ||||
| 11 | 2.5 | 6 | 21 | Small size bartacking (eyelet) | * | |
| 12 2.5 | 6 | 28 | Small size bartacking (eyelet) | * | ||
| 13 2.5 | 6 | 36 | Small size bartacking (eyelet) | * | ||
| 14 2.0 | 8 | 14 | Küçük boy kilit (çubuk) dikiş (kuşgözü) | * | * | |
| 15 2.0 | 8 | 21 | Küçük boy kilit (çubuk) dikiş (kuşgözü) | * | * | |
| 16 2.0 | 8 | 28 | Küçük boy kilit (çubuk) dikiş (kuşgözü) | * | * | |
| 17 | 0 | 10 21 | Örme ürünler için kilit (çubuk) dikiş | * | ||
| 18 | 0 | 10 28 | Örme ürünler için kilit (çubuk) dikiş | * | ||
| 19 | 0 | 25 28 | Örme ürünler için kilit (çubuk) dikiş | |||
| 20 | 0 | 25 36 | Örme ürünler için kilit (çubuk) dikiş | |||
| 21 | 0 | 25 41 | Örme ürünler için kilit (çubuk) dikiş | |||
| 22 | 0 | 35 44 | Örme ürünler için kilit (çubuk) dikiş | |||
| 23 | 20 4.0 | 28 | Düz çizgi kilit (çubuk) dikiş | |||
| 24 | 20 4.0 | 36 | Düz çizgi kilit (çubuk) dikiş | |||
| 25 | 20 4.0 | 42 | Düz çizgi kilit (çubuk) dikiş | |||
| 26 | 20 4.0 | 56 | Düz çizgi kilit (çubuk) dikiş | |||
| 27 | 20 | 0 | 18 | Uzunlamasına kilit (çubuk) dikiş | ||
| 28 | 10 | 0 | 21 | Uzunlamasına kilit (çubuk) dikiş | ||
| 29 | 20 | 0 | 21 | Uzunlamasına kilit (çubuk) dikiş | ||
| 30 | 20 | 0 | 28 | Uzunlamasına kilit (çubuk) dikiş | ||
| 38 2.0 | 8 | 28 | Örme ürünler için kilit (çubuk) dikiş | * | * | |
Fabrika teslimi koşullarında, * işareti olan dikiş çeşitleri dikilebilir.
* işareti olanlar dışındaki standart dikiş çeşitlerini kullanırken, bellek anahtarının nasıl kullanılacağını açıklayan bölümde Sayfa 38, “ I .[8]-2.(3) Dikiş çeşidi verisini çağırmanın aktif olup olmayacağını ayarlanması” başlığına bakınız.
3. Standart dikiş çeşidi tablosu
| Numara | İlmek şeması | İlmek sayısı | Dikiş boyutu (mm) | (Not 2) Parça baskı ayağı iş sayısı | ||
| Uzunla-masına | Çaprazia-masına | |||||
| Büyük boy kilt (çubuk) dikiş | 1(51) |  | 42 | 2.0 | 16 | 1 |
| 2 | ||||||
| 3 | ||||||
| 2 |  | 2.0 | 10 | 1 | ||
| 2 | ||||||
| 3 | ||||||
| 3※ |  | 2.5 | 16 | 1 | ||
| 4 | ||||||
| 4※ |  | 3.0 | 24 | 6 | ||
| 7 | ||||||
| 5 |  | 28 | 2.0 | 10 | 1 | |
| 2 | ||||||
| 3 | ||||||
| 6※ |  | 2.5 | 16 | 1 | ||
| 4 | ||||||
| 7 |  | 36 | 2.0 | 10 | 1 | |
| 2 | ||||||
| 3 | ||||||
| 8※ |  | 2.5 | 16 | 1 | ||
| 4 | ||||||
| 9※ |  | 56 | 3.0 | 24 | 6 | |
| 7 | ||||||
| 10※ |  | 64 | 3.0 | 24 | 6 | |
| 7 | ||||||
| Küçük boy kilt (çubuk) dikiş | 11 |  | 21 | 2.5 | 6 | 8 |
| 12 |  | 28 | 2.5 | 6 | ||
| 13 |  | 36 | 2.5 | 6 | ||
| Örme ürünler için kilt (çubuk) dikiş | 14 |  | 14 | 2.0 | 8 | 5 |
| 15 |  | 21 | 2.0 | 8 | ||
| 16 |  | 28 | 2.0 | 8 | ||
| Numara | İlmek şeması | İlmek sayısı | Dikış boyutu (mm) | (Not 2) Parça baskı ayağı iş sayısı | ||
| Uzunla-masına | Çaprazla-masına | |||||
| Düz çizgi kilit (çubuk) dikiş | 17 |  | 21 | 0 | 10 | 1 |
| 2 | ||||||
| 3 | ||||||
| 18 |  | 28 | 0 | 10 | 1 | |
| 2 | ||||||
| 3 | ||||||
| 19 |  | 0 | 25 | 6 | ||
| 7 | ||||||
| 20 |  | 36 | 0 | 25 | 6 | |
| 7 | ||||||
| 21 |  | 41 | 0 | 25 | 6 | |
| 7 | ||||||
| 22 |  | 44 | 0 | 35 | (Not 3) | |
| Uzunlamasına kilit (çubuk) dikiş | 23 |  (Bu taraf) (Bu taraf) | 28 | 20 | 4.0 | 9 |
| 10 | ||||||
| 24 |  (Bu taraf) (Bu taraf) | 36 | 20 | 4.0 | 9 | |
| 10 | ||||||
| 25 |  (Bu taraf) (Bu taraf) | 42 | 20 | 4.0 | 9 | |
| 10 | ||||||
| 26 |  (Bu taraf) (Bu taraf) | 56 | 20 | 4.0 | 9 | |
| 10 | ||||||
| Uzunlamasına diz çizgi kilit (çubuk) dikiş | 27 |  (Bu taraf) (Bu taraf) | 18 | 20 | 0 | 11 |
| 28 |  (Bu taraf) (Bu taraf) | 21 | 10 | 0 | ||
| 29 |  (Bu taraf) (Bu taraf) | 20 | 0 | |||
| 30 |  (Bu taraf) (Bu taraf) | 28 | 20 | 0 | ||
- Dikiş boyutu, skala oranı %100 halindeki boyutları gösterir.
- Parça baskı ayağı için ayrıca verilen parça baskı ayağı çalışma sayısı tablosuna bakınız.
- 22 numara için, kullanım için boş olan parça baskı ayağını kullanın.
- Denim dikerken * işaretli dikiş çeşitlerini kullanın.
- 51 numara, iplik kesici cihaz bulunmayan makine içindir.

| Numara | İlmek şeması | İlmek sayısı | Dikiş boyutu (mm) | (Not 2) Parça baskı ayagi İş sayısı | ||
| Uzunla-masına | Çapraz-lamasına | |||||
| Yarı lineer kilt (çubuk) dikiş | 31 |  | 52 | 7 | 10 | 13 |
| 32 | 63 | 7 | 12 | 13 | ||
| 33 |  | 24 | 6 | 10 | 13 | |
| 34 | 31 | 6 | 12 | 13 | ||
| 35 |  | 48 | 10 | 7 | 14 | |
| 36 |  | 48 | 10 | 7 | 14 | |
| Büyük boy kilt (çubuk) dikiş | 37 | 90 | 3 | 24 | 6 | |
| 7 | ||||||
| Orme intender için kilt (çubuk) dikiş | 38 | 28 | 2 | 8 | 5 | |
| Yuvarak kilt (çubuk) dikiş | 39 |  | 28 | 12 | 16 | |
| 40 | 48 | |||||
(DİKKAT)
41 ile 46 arasındaki dikiş çeşidi numaraları 12 numaralı isteğe bağlı parça baskı ayağı içindir. Bu dikiş çeşitlerinin başlangıç noktaları, 23 ile 26 numaralar arasındaki uzunlamasına kilit (çubuk) dikiş uzunluğundan 5 mm daha fazla yukarıda ya da aşağıdadır.
| Numara | İlmek şeması | İlmek sayısı | Dikiş boyutu (mm) | (Not 2) Parça baskı ayağı İş sayısı | ||
| Uzunla-masına | Çapraz-lamasına | |||||
| Uzunlamasına kilit (çubuk) dikiş | 41 | 29 | 20 | 2.5 | 12 | |
| 42 | 39 | 25 | 2.5 | 12 | ||
| 43 | 45 | 25 | 2.5 | 12 | ||
| 44 | 58 | 30 | 2.5 | 12 | ||
| 45 | 75 | 30 | 2.5 | 12 | ||
| 46 | 42 | 30 | 2.5 | 12 | ||
| Radyal kilit (çubuk) dikiş | 47 |  | 91 | 8 | 15 | |
| 48 | 99 | |||||
| 49 | 148 | |||||
| 50 | 164 | |||||
4. Parça baskı ayağı tablosu
| 1 2 3 4 5 | |||||
| Parça baskı ayağı | 13518659 (grup) 13548557 (grup) 13542964 (grup) | ||||
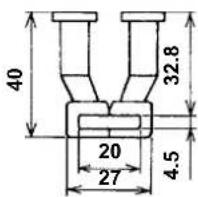 | 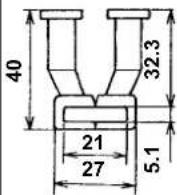 | 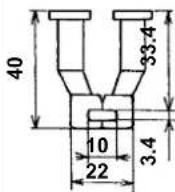 | |||
| Besleme plakası | 14116107 14116404 14116800 14116305 14116206 | ||||
| (Tırtıklı) | (Tırtıksız) | (Tırtıksız) | (Tırtıklı) | (Tırtıklı) | |
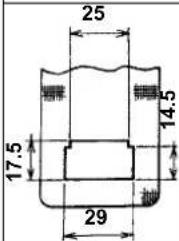 | 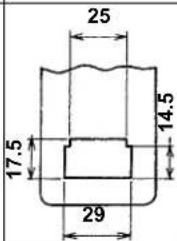 | 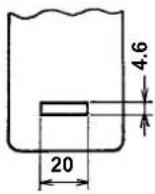 | 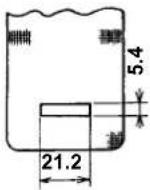 | 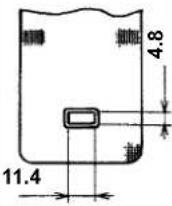 | |
| Dikiş spesifikasyonu | S F F H / W M | ||||
| ※ Parmak koruyucu | 13533104 | ||||
| Görüşler | S (standart) tipi makine kafası için standart aksesuar. | F (Temel) makine kafası tipiyle temin edilir.(Varış yerine bağlıdır) | İsteğe bağlı | M (örme ürünler) tipi makine kafası için standart aksesuar. | |
※ Parça baskı ayağını değiştirirken, her bir parça baskı ayağı için bir parmak koruyucu takın.
| 6 7 8 9 | 10 11 | |||||
| Parça baskı ayağı | 13548151(grup) 13542 | 451 (grup) 13571 | 955 (grup) 13561360 (grup) | |||
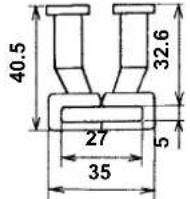 | 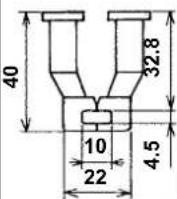 | 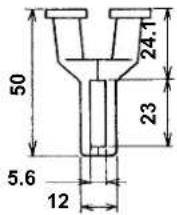 | 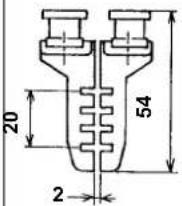 | |||
| Besleme plakası | 13548003 13 | 554803 14116602 | 14116503 141 | 16909 14116701 | ||
| (Tırtıklı) | (Tırtıklı) | (Tırtıklı) | (Tırtıksız) (Tırtıksız) (Tırtıksız) | |||
--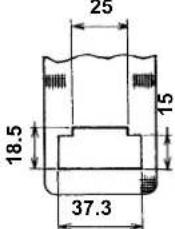 | 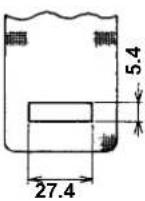 | 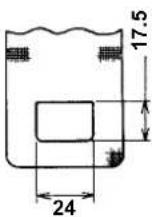 | 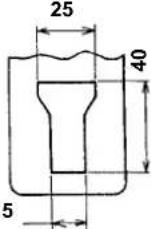 1 1 | 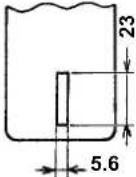 | 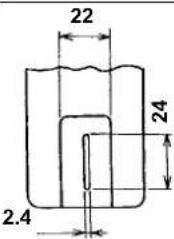 | |
| Dikiş spesifi- kasyonu | S H / W | S F F F | ||||
| ※ Parmak koruyucu | 13548300 13533104 | 13573407 | ||||
| Görüşler | İsteğe bağlı İsteğe bağlı | F (temel) tip için aksesuar parça- si. (Gönderileceği yere bağlıdır) | İsteğe bağlı | |||
| 12 | 13 | 14 | 15 | 16 | |
| Parça baskı ayağı | 14137509 (sağ)14137608 (sol) | 40021871 (sağ)40021872 (sol) | 40021874 (sağ)40021875 (sol) | 40021877 (sağ)40021878 (sol) | 40021880 (sağ)40021881 (sol) |
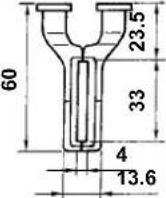 | 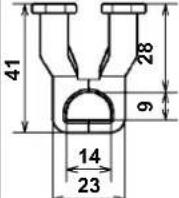 | 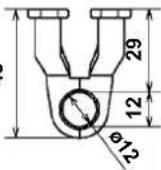 | 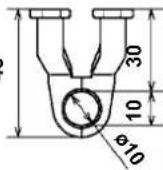 | 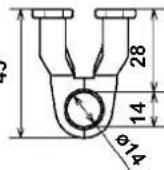 | |
| Besleme plakası | 14137707 | 40021873 | 40021876 | 40021879 | 40021882 |
| (Tırtıksız) | (Tırtıklı) | (Tırtıklı) | (Tırtıklı) | (Tırtıklı) | |
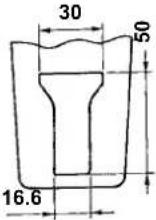 | 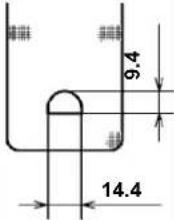 | 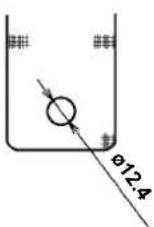 | 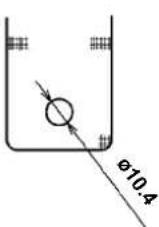 | 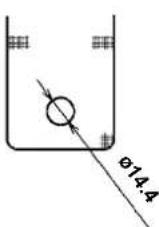 | |
| Dikiş spesifi-kasyonu | F | S | S | S | S |
| ※ Parmak koruyucu | 14135305 | 13533104 | |||
| Görüşler | İsteğe bağlı | İsteğe bağlı | İsteğe bağlı | İsteğe bağlı | İsteğe bağlı |
Parça baskı ayağını değiştirirken, her bir parça baskı ayağı için bir parmak koruyucu takın.
5. LK-1900 veri ROM'u
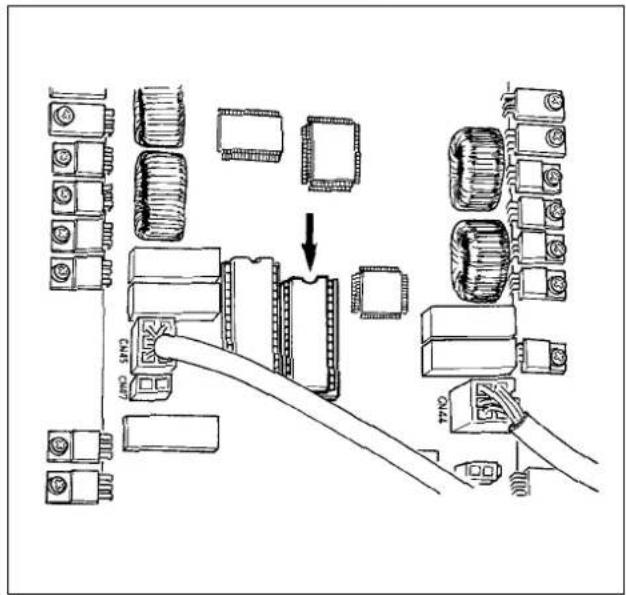
LK-1900 veri ROM'unu kullanım için ANA baskılı devre kartı üzerindeki IC soketine yerleştirin.
- Takış yönüne dikkat edin.
-
EEPROM kullanılamaz.
-
Dikiş çeşidi numarası ile standart dikiş çeşidi numarası aynı ise, veri ROM'u üzerindeki dikiş çeşidi diğer dikiş çeşitlerine göre önceliklidir.

Kullanılabilen ROM :
27C256 EPROM
JUKI Parça Numarası : HL008423000
6. Opsiyonel pedal bağlantısı
(1) PK-57 Bağlantısı
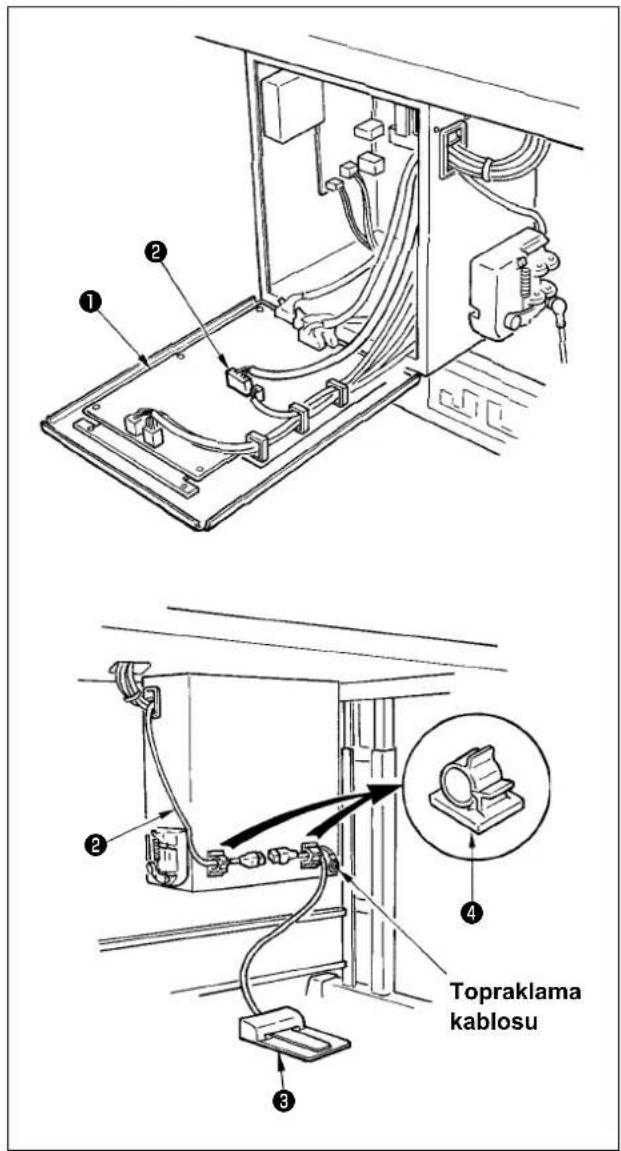
1) ① PK-57 değişim kablosunu ② ANA devre kartına ait CN41 ile değiştirin.
2) PK-57 ③ kablosunu, kontrol panelinin arka yüzündeki PK-57 değişim kablosuna bağlayın. Ardından yapışkanlı kelepçe ④ ile iki noktada sabitleyin. Ayrıca PK-57 topraklama kablosunu şekilde görüldüğü gibi bir vida ile sabitleyin.
PK-57 : Parça numarası GPK570010B0
PK-57 değişim kablosu : Parça numarası M90135900A0
Yapışkanlı kelepçe : Parça numarası E9607603000
3) Bellek anahtarlarını aşağıdaki gibi ayarlayın.
| Bellek anahtarı numarası | Ayar değeri |
| 19 | 2 |
| 20 1 | |
| 24 1 |
- Hata listesi
| Görünüm Hata tanımı Hatanın adı | Düzelici önlem | Görüşler | ||
| Makine kilit hatası | Dikiş makinesi ana mili bazı sorunlar nedeniyle dönme hareketi yapmıyor. | Güç şalterini kapalı konuma getirin ve sorunun ne-denini giderin. | ||
| Dikiş çeşidi numarası hatası | Yedeklemesi alınan dikiş çeşidi numarası veri ROM'un-da kayıtlı değil, ya da okunabilmesi için gerekli yetki verilmemiş. Dikiş çeşidi numarası "0" olarak ayarlanmış. | Sıfırlama anahtarına basın ve dikiş çeşidi numara-sını kontrol edin. 201 numaralı bellek anahtarının içeriğini kontrol edin. | ||
| Iğne mili konum hatası | Iğne mili belirlenen konumda değil. | Iğne milini belirlenen konuma getirmek için el tipi kasnağı çevirin. | ||
| Dikiş alanı taşmış | Dikiş alanı sınırların dışına taşmış. | Sıfırlama anahtarına basın ve dikiş çeşidi ile X/Y skalası oranlarını kontrol edin. | Maksimum dikiş alanı 30x40 aşıldığı zaman bu hata çıkışı gör- rülür. Parça baskı ayağının iğne ile temasına karşı koruma yoktur. | |
| Büyütme hatası | Dikiş adımı 10 mm.nin ötesinde. | Sıfırlama anahtarına basın ve dikiş çeşidi ile X/Y skalası oranlarını kontrol edin. | ||
| Dikiş çeşidi veri hatası | Dikiş çeşidi verisi kabul edilemiyor. | Güç şalterini kapalı konuma getirin ve veri ROM'u- nu kontrol edin. | ||
| Geçici durdurma | Dikiş makinesi çalışırken sıfırlama anahtarı çalış- tırılarak geçici olarak durdurulmuş. (31 numaralı bellek anahtarı ile ilgili bilgilere bakınız.) | Sıfırlama anahtarını kullanarak iplik kesildikten sonra yeniden başlatın ya da başlangıç noktasına dönün (Ayrıntılar için Sayfa 28 “ I . [6]-4. Geçici durdurma işlemi nasıl kullanılır”başlıklı bölüme bakınız.) | ||
| Makine kafası tanım hatası | Makine kafası tipi ve kontrol kutusu tipi birbirine uygun değil. | Güü KAPALI konuma getirin ve JUKİ'yle ya da distribütörünüzle görüşün. | ||
| Yağlama zamanı geldi bilgisi | Belli yerleri yağlama zamanının geldiğini bildiren bilgi | Belirtilen yerleri yağlayın ve sıfırlama anahtarını kullanarak 245 numaralı bellek anahtarını "0" ola- rak ayarlayın. Dikiş dikildiği için hemen yağlama yapılamazsa, sıfırlama anahtarı ile hata silinebilir. | BAKIM bölümünde Sayfa 35, “ I . [7]-10. Belirli parça- lara tekrar yağ koyulması” başlıklı kısma bakınız. | |
| Yağlama uyarısı hatası | Belli yerleri yağlama zamanı geldiği için dikiş ma- kinesi durdu. | Derhal yağlama yapın ve 245 numaralı bellek anahtarını sıfırlama anahtarı ile "0" olarak ayarla- yın. | BAKIM bölümünde Sayfa 35, “ I . [7]-10. Belirli parça- lara tekrar yağ koyulması” başlıklı kısma bakınız. | |
| Kafa devrik durumda hatası | Kafanın devrildiğini algılayan anahtar açık konum- da. | Kafa devrik durumdayken dikiş makinesi çalışti- rılamaz. Dikiş makinesi kafasını uygun konuma getirin. | ||
| Z fazı saptama hatası | Dikiş makinesi üst ölü noktası saptanamıyor. | Güç şalterini kapalı konuma getirin ve SDC devre kartındaki CN14'ün gevşemiş ya da yerinden çıkmış olup olmadığını kontrol edin. | ||
| İplik kesici konum hatası | İplik kesici uygun konumda değil. | Güç şalterini kapalı konuma getirin ve INT devre kartındaki CN66'nin gevşemiş ya da yerinden çıkmış olup olmadığını kontrol edin. | ||
| Iğnede kullanılan iplik kelepçesi konum hatası | Iğnede kullanılan iplik kelepçesi cihazı uygun ko- numda değil. | Güç şalterini kapalı konuma getirin ve INT devre kartındaki CN65'ın gevşemiş ya da yerinden çıkmış olup olmadığını kontrol edin. | ||
| Görünüm Hatalanın adı | Hata tanımı | Düzelici önlem | Görüşler | |
| E 730 | Kodlayıcı problemi A | Kodlayıcı A ya da B fazı algılanamıyor. | Güç şalterini kapalı konuma getirin ve CN14'ün gev-şemiş ya da çıkmış olup olmadığını kontrol edin. | |
| E 731 | Kodlayıcı problemi B | U, V ya da W faz kodlayıcı algılanamıyor. | Güç şalterini kapalı konuma getirin ve CN14'ün gev-şemiş ya da çıkmış olup olmadığını kontrol edin. | |
| E 733 | Motor dönüş yönü ters | Motor geriye doğru dönüyor. | Güç şalterini kapalı konuma getirin ve ana motor kavramasının gevşeyip gevşemediğini kontrol edin. | |
| E 811 | Aşırı voltaj hatası | Güç kaynağı voltajı belirlenen değerin üzerinde. | Güç kaynağı voltajını kontrol edin. | |
| E 813 | Düşük voltaj hatası | Güç kaynağı voltajı yetersiz. | Güç kaynağı voltajını kontrol edin. | |
| E 901 | Motor sürücüsü problemi | Motor sürücüsünde hata saptandı. | Güç şalterini kapalı konuma getirin ve bir süre bekle-dikten sonra güç şalterini tekrar açık konuma getirin. | |
| E 903 | Adım motoru güç kaynağı prob-lemi | Adım motoru güç kaynağı çıkışı yok. | Güç şalterini kapalı konuma getirin ve SCD devre kartındaki F1 sigortasını kontrol edin. | Sigorta atmasının nedenini kontrol edin. |
| E 904 | Solenoid güç kaynağında sorun | Solenoid güç kaynağı çıkışı yok. | Güç şalterini kapalı konuma getirin ve SCD devre kartındaki F2 sigortasını kontrol edin. | Sigorta atmasının nedenini kontrol edin. |
| E 905 | SDC devre kartı aşırı ısınmış | SDC devre kartında aşırı ısınma var. | Güç şalterini kapalı konuma getirin ve bir süre bekle-dikten sonra güç şalterini tekrar açık konuma getirin. | |
| E 907 | X başlangıç noktasına geri dö-nüş hatası | X başlangıç noktası algılayıcısı değişmiyor. | Güç şalterini kapalı konuma getirin ve INT devre kar-tındaki CN62'nin ya da ANA devre kartındaki CN42'nin gevşemiş ya da çıkmış olup olmadığını kontrol edin. | |
| E 908 | Y başlangıç noktasına geri dö-nüş hatası | Y başlangıç noktası algılayıcısı değişmiyor. | Güç şalterini kapalı konuma getirin ve INT devre kar-tındaki CN63'ün ya da ANA devre kartındaki CN43'ün gevşemiş ya da çıkmış olup olmadığını kontrol edin. | |
| E 910 | Parça baskı ayağı başlangıç noktasına geri dönüş hatası | Parça baskı ayağı başlangıç noktası algılayıcısı değişmiyor. | Güç şalterini kapalı konuma getirin ve INT devre kar-tındaki CN64'ün ya da ANA devre kartındaki CN44'ün gevşemiş ya da çıkmış olup olmadığını kontrol edin. | |
| E 913 | Iğnede kullanılan iplik kelepçesi başlangıç noktasına geri dönüş hatası | Iğnede kullanılan iplik kelepçesi başlangıç noktası algılayıcısı değişmiyor. | Güç şalterini kapalı konuma getirin ve INT devre kar-tındaki CN65'in ya da ANA devre kartındaki CN45'in gevşemiş ya da çıkmış olup olmadığını kontrol edin. | |
| E 914 | Beslemede sorun hatası | Besleme ve ana mil arasında zamanlama gecik-mesi oluşmuş. | Güç şalterini kapalı konuma getirin ve ana motor kavramasının gevşeyip gevşemediğini kontrol edin. | |
| Görünüm Hatı | tanın adı | Hata tanımı | Düzelici önlem | Görüşler |
| Panel ve ANA kart arasında iletişim hatası | Panel ve ANA kart arasında iletişim kurulamıyor | Güç şalterini kapalı konuma getirin ve ANA devre kartında CN34'ün gevşeyip gevşemediğini kontrol edin. | ||
| Panel ve SDC arasında iletişim hatası | ANA kart ve SDC arasında iletişim kurulamıyor | Güç şalterini kapalı konuma getirin ve ANA devre kartında CN32'nin ya da SDC devre kartında CN15'in gevşeyip gevşemediğini ya da çıkıp çıkmadığını kontrol edin. | ||
| ANA devre kartında aşırı ısınma | ANA devre kartında aşırı ısınma var | Güç şalterini kapalı konuma getirin ve bir süre sonra güç şalterini tekrar açık konuma getirin. | ||
| ANA devre kartı bellek yazdırma sorunu | ANA devre kartında bellek yazdırlamıyor. | Güç şalterini kapalı konuma getirin ve ANA devre kartındaki U22'ye ait ROM'un yerleşimini kontrol edin. | ||
| INT bellek yazdırma sorunu | Dikiş makinesi kafası devre kartı belleği yazdırila-mıyor. | Güç şalterini kapalı konuma getirin ve ANA devre kartında CN38'in gevşeyip gevşemediğini ya da çıkıp çıkmadığını kontrol edin. | ||
| Güç kaynağında anormallik Konektör bağlantısı eksikliği | Güç kaynağında voltaj tipi farklı.Konektör bağlantısı yok. | Güç şalterini kapalı konuma getirin ve gerilim kaynağını ve FLT devre kartındaki CN3'ün ya da SDC devre kartındaki CN13'ün gevşeyip gevşemediğini ya da çıkıp çıkmadığını kontrol edin. |
- Sorunlar ve düzeltici önlemler (dikiş koşulları)
| Sorun | Sebebi | Düzelici önlemler | Sayfa |
| 1. İğnede kullanılan iplik, kilit (çubuk) dikiş başlangıcin-da çıkıyor. | 1İlmekler başlangıçta kayıyor.2İplik kesildikten sonra işnede ka-lan iplik çok kısa.3Masura ipliği çok kısa.4İğnede kullanılan ipliğin ilk il-mekteki gerginliği çok fazla.5İplik kelepçesi dengesiz (mal-zeme genişlemeye eğilimli, iplik sert olduğu için kaymıyor, iplik kalın vb.).6İlk ilmekteki adım çok küçük. | Öİğne ile mekik arasındaki boşluğu 0,05 ile 0,1 mm arasında ayarlayın.ÖKilit (çubuk) dikiş başlangıcını yumuşak başlayan dikişe ayarlayın.Ö2 numaralı iplik gerginliği kontrol parçasının iplik gerginliğini kaldırma süresini düzeltin.Öİplik alıcı yayın gerginliğini arttırın ya da 1 numaralı iplik gerginliği kontrol parça-sının gerginliğini azaltın.ÖMasuradaki ipliğin gerginliğini azaltın.Öİğne deliği kılavuzu ile sayaç bıçağı ara-sındaki boşluğu arttırın.Ö1. ilmekteki gerginliği azaltın.ÖDikiş başlangıcında 1. ilmekteki devir sayısını azaltın. (600 ile 1.000 sti/min arası)Öİplik kelepçesinin ilmek sayısını 3 ile 4 ilmek olarak arttırın.Ö1. ilmekteki adımı daha uzun yapın.Ö1. ilmekteki işnede kullanılan iplik ger-ginliğini azaltın. | 3136151432 |
| 2. İplik sık sık kopu-yor ya da sentetik fiber elyaf ince ince ayrılıyor. | 1Mekikte ya da sürücüde çizikler var.2İğne deliği kılavuzunda çizikler var.3İğne parça baskı ayağına çarpi-yor.4Mekik yuvası yivinde elyaf tozu birikmiş.5İğnede kullanılan iplik gerginliği çok yüksek.6İplik alıcı yayın gerginliği çok yüksek.7İğnede ortaya çıkan yüksek ısı nedeniyle sentetik elyaf eriyor. | ÖParçayı çıkarın ve ince bir bileği taşı ya da meşin kullanarak çizikleri giderin.ÖMeşinle ovun ya da değiştirin.ÖParça baskı ayağı konumunu düzeltin.ÖMekiği çıkarın ve mekik yuvasındaki el-yaf tozunu temizleyin.Öİğnede kullanılan iplik gerginliğini azaltın.ÖGerginliği azaltın.ÖSilikon yağ kullanın. | 32141513 |
| 3. İğne sık sık kırılı-yor. | 1İğne bükülmüş.2İğne parça baskı ayağına çarpi-yor.3İğne malzemeye göre çok ince.4Sürücü, igneyi çok fazla eğiyor.5Parça baskı ayağı, dikiş başlangıcin-da işnede kullanılan ipliğin üzerine basıyor.(İğne bükülmüş.) | ÖBükülmüş igneyi değiştirin.ÖParça baskı ayağının konumunu düzel-tin.ÖMalzemeye uygun daha kalın bir igneyle değiştirin.Öİğneyi ve mekiği doğru şekilde konum-landırın.Öİğne ile tokatlayıcı arasındaki mesafeyi arttırın. (23 mm ile 25 mm arasında) | 12323233 |
| 4. İplikler kesilmiyor.(Sadece masura ipliği için) | 1Sayaç bıçağı kör.2İğne delik kılavuzu ile sayaç bıçağı arasındaki seviye farkı yeterli değil.3Hareketli bıçak uygun şekilde konumlandırılmamış.4Son ilmek atlanıyor.5Masura ipliği gerginliği çok düşük. | ÖSayaç bıçağını değiştirin.ÖSayaç bıçağının bükümünü arttırın.ÖHareketli bıçağın konumunu düzeltin.Öİğne ile mekik arasındaki zamanlamayı düzeltin.ÖMasura gerginliğini arttırın. | 3231 |
| 5. Sık sık ilmek atla-ma oluyor. | 1İğne ve mekik hareketi yeterince senkronize değil.2İğne ve mekik arasındaki boşluk çok büyük.3İğne bükülmüş.4Sürücü, igneyi çok fazla eğiyor. | Öİğne ve mekik konumunu düzeltin.Öİğne ve mekik konumunu düzeltin.ÖBükülmüş igneyi değiştirin.ÖSürücüyü doğru konumda yerleştirin. | 31311231 |
| 6. İğnede kullanılan iplik, malzemenin yanlış tarafından çıkıyor. | 1 İğnede kullanılan iplik gerginliği yeterince yüksek değil.2 Gerginliği azaltma mekanizması düzgün çalışmıyor.3 İplik kesiminden sonra kalan iplik çok uzun.4 Ilmek sayısı çok az.5 Dikiş uzunluğu çok kısa iken (iğnede kullanılan ipligin ucu dikilen ürünün yanlış tarafından dışarı çıkıyor.)6 Ilmek sayısı çok az. | ○ İğnede kullanılan iplik gerginliğini arttırım.○ Kilit (çubuk) dikiş sırasında 2 numaralı gergi diskinin serbest bırakılıp bırakılmadığını kontrol edin.○ İplik gerginliği 1 numaralı kontrol parçasındaki gerginliği arttırım.○ İplik kelepçesini kapalı konuma getirin.○ İplik kelepçesini kapalı konuma getirin.○ Baskı ayağından daha büyük deliği olan alt plakayı kullanın. | 1414 |
| 7. İplik kesme sırasında iplik kopuyor. | 1 Hareketli bıçağın konumu düzgün değil. | ○ Hareketli bıçağın konumunu düzeltin. | 32 |
| 8. İplik kelepçesi iğnede kullanılan ipliğe dolaşıyor. | 1 Dikiş başlangıcındaki iğnede kullanılan iplik çok uzun. | ○ 1 numaralı iplik gerginliği kontrol parçasını sıkın ve iğnede kullanılan iplik uzunluğunu 33 mm ile 36 mm olarak ayarlayın. | |
| 9. İğnede kullanılan iplik uzunluğu düzensiz | 1 İplik alıcı yayın gerginliği çok az. | ○ İplik alıcı yayın gerginliğini arttırım. | |
| 10. İğnede kullanılan iplik uzunluğu kı-salmıyor. | 1 1 numaralı iplik gerginliği kontrol parçasının gerginliği çok az.2 İplik alıcı yayın gerginliği çok fazla.3 İplik alıcı yayın gerginliği çok az ve hareket kararsız. | ○ 1 numaralı iplik gerginliği kontrol parçasının gerginliğini arttırım.○ İplik alıcı yayın gerginliğini azaltın.○ İplik alıcı yayın gerginliğini arttırın ve stroku da uzatın. | |
| 11. Dikiş başlangıcında 2. ilmekteki masura ipliği dü-ğüm atma kısmı sağda görülüyor. | 1 Masuranın boşta dönmesi çok fazla.2 Masura ipliğinin gerginliği çok az.3 İlk ilmekteki iğnede kullanılan iplik gerginliği çok fazla. | ○ Hareketli bıçağın konumunu ayarlayın.○ Masura ipliği gerginliğini arttırım.○ 1. ilmekteki iğnede kullanılan iplik ger-ginliğini azaltın.○ İplik kelepçesini kapalı konuma getirin. |
9. Opsiyonel parça tablosu
| Parça adı | Tipi | Parça numarası | Görüşler |
Boş besleme plakası t = 1.2 t = 1.2 | Tırtılsız/işlenmişDikiş alanı uzunlamasına 20 x çaprazlamasına 40 | 14120109 | |
| Tırtılsız/işlenmişDikiş alanı uzunlamasına 20 x çaprazlamasına 40 | 14120307 | ||
| Tırtılsız/paslanmaz çelikDikiş alanı uzunlamasına 20 x çaprazlamasına 40 | 14120505 | t = 0,5 | |
| Tırtılsız/paslanmaz çelikDikiş alanı uzunlamasına 20 x çaprazlamasına 40 | 40021855 | ||
| Tırtılsız/işlenmemişDikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021856 | ||
| Tırtılsız/paslanmaz çelikDikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021857 | t = 0,5 | |
| Tırtıllı/işlenmişDikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021858 | ||
| Tırtıllı/işlenmemişDikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021859 | ||
Parça baskı ayağı alın plakası (grup)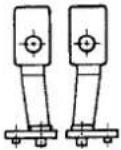 | 14121263 | Boş baskı ayağı için alın plakası | |
Boş baskı ayağı t = 3.2 t = 3.2 | Tırtıllı/işlenmiş (sağ)Dikiş alanı uzunlamasına 20 x çaprazlamasına 40 | 14121701 | |
| Tırtıllı/işlenmiş (sol)Dikiş alanı uzunlamasına 20 x çaprazlamasına 40 | 14121800 | ||
| Tırtıllı/işlenmiş (sağ)Dikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021851 | ||
| Tırtıllı/işlenmiş (sol)Dikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021852 | ||
| Tırtıllı/işlenmemiş (sağ)Dikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021853 | ||
| Tırtıllı/işlenmemiş (sol)Dikiş alanı uzunlamasına 30 x çaprazlamasına 40 | 40021854 | ||
Iğne deliği kılavuzu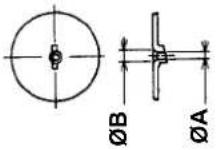 | A=1,6 B=2,6 Serbest bırakma yarıklı | B2426280000 | Standart tip |
| A=1,6 B=2,0 Serbest bırakma yarıksız | D2426282C00 | F ve M tipleri | |
| A=2,3 B=4,0 Serbest bırakma yarıksız | 14109607 | H ve W tipleri | |
| A=2,7 B=3,7 Serbest bırakma yarıksız | D2426MMCK00 | Çok ağır mal-zeme için | |
Parmak siperi (1)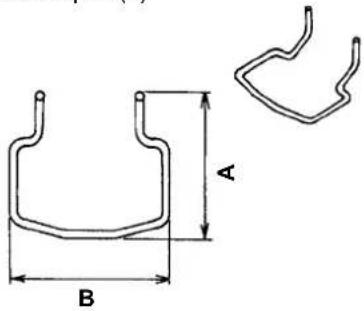 | A=56.5 B=64 | 13533104 | |
| A=59 B=74 | 13548300 | Büyük boy kilit (çubuk) dikiş için | |
Parmak siperi (2)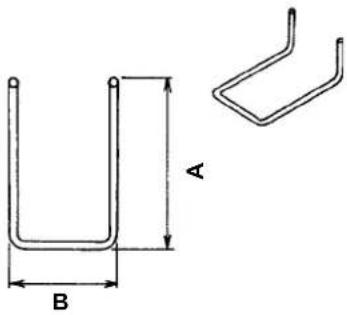 | A=66,5 B=43 | 13573407 | Uzunlamasına kilit (çubuk) dikiş için |
Parmak siperi (3)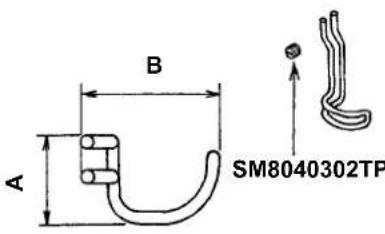 | A=21,5 B=35,5 | 14120000 | Özel sipariş verilen parça baskı ayağı için |
Boş parça baskı ayağı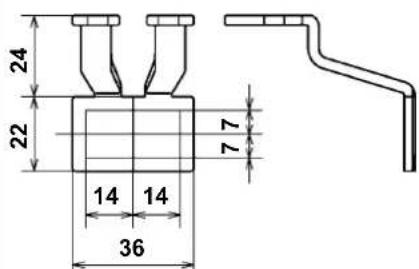 | Tırtıllı/işlenmiş (sağ) | 40021869 | |
| Tırtıllı/işlenmiş (sol) | 40021870 |
II. LK-1901AN, BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI KUŞGÖZÜ İLİK KİLİT (ÇUBUK) DİKİŞ MAKİNESİ
1. Spesifikasyonlar
Burada sadece LK-1900AN'dan farklı olan spesifikasyonlar belirtilmiştir.
| 1 | Maksimum dikiş hızı 3.000 sti/min | |
| 2 | Iğne DPx5 #14, #16 | |
| 3 | Parça baskı ayağını kaldırma miktarı Maksimum 17 mm | |
| 4 | Standart dikiş çeşidi sayısı 3 dikiş çeşidi |
2. Dikiş makinesinin kurulması ve çalışma için ön hazırlıklar

TEHLIKE : Dikiş makinesini taşırken mutlaka iki kişi ya da daha kalabalık bir grupla birlikte çalışın.
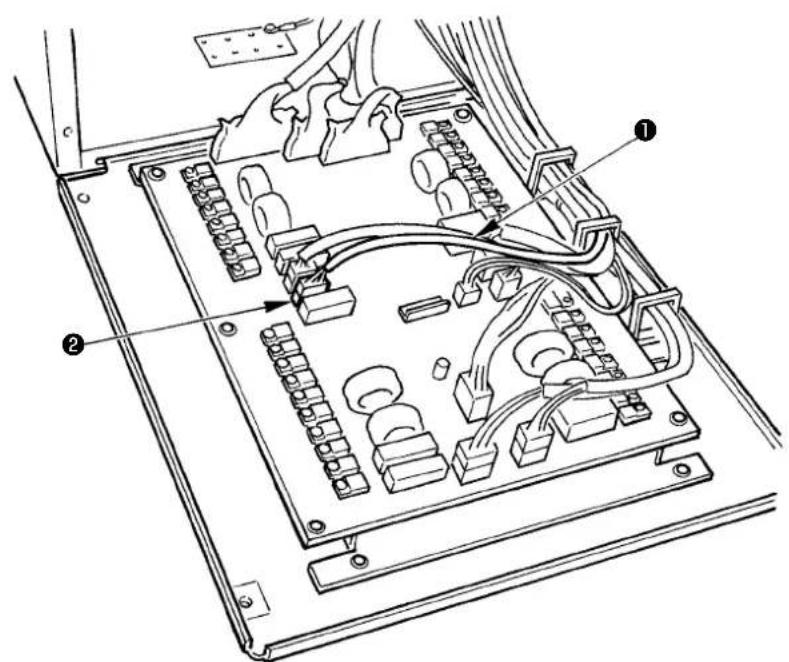
1) Parça baskı ayağı braket ünitesi solenoidi hariç, LK-1901AN'nın kurulumu ve çalışma öncesinde yapılan hazırlıklar LK-1900AN ile aynıdır.
LK-1900AN kurulum kılavuzuna bakınız.
2) Parça baskı ayağı braket ünitesinin röle kablosuna ait CN47 ① konektörünü, kontrol panelinin içindeki ANA devre kartı üzerine monte edilmiş CN47 ② konektörüne bağlayın.
3. Malzeme kapama miktarının ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, işe başlamadan önce gücü kapalı konuma getirin.
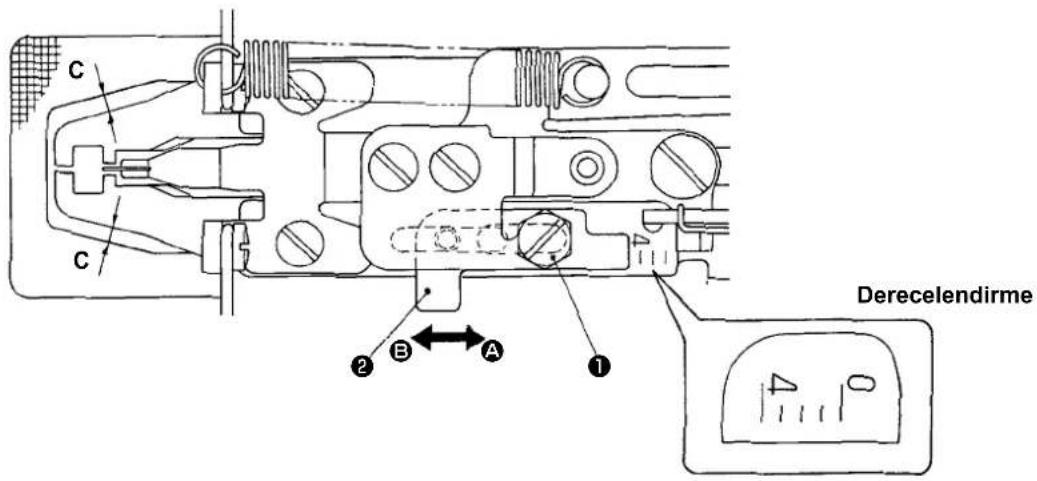
1) Malzemeyi maksimum kapama miktarı 4 mm.dir. Ancak besleme plakası camı ve parça baskı ayağı arasındaki ilişki nedeniyle, makinenin teslimatı anında bu değer 2 mm olarak ayarlanmıştır (C boyutu). (Derecelendirme konumu: 2).
2) Malzeme kapama miktarını ayarlamak için, cıvatayı ① gevşetin ve parça baskı ayağı düzenleyicisini ② ok yönünde hareket ettirin. Parça baskı ayağı düzenleyicisi ② A yönünde hareket ettirildiği zaman malzeme kapama miktarı azalır, B yönünde hareket ettirildiği zaman artar.

Malzeme kapama miktarını 3 mm. den daha fazla arttırmak için, ek çalışmayla besleme plakası camını genişletin (C boyutunu arttırın), böylece besleme plakası camı parça baskı ayağına engel olmaz.
4. Parça baskı ayağı kaldırma ayarı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için, işe başlamadan önce gücü kapalı konuma getirin.
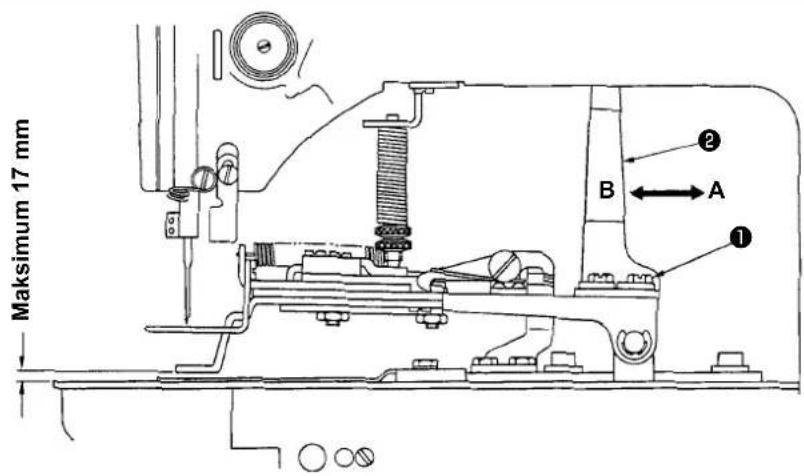
1) İki tespit vidasını ① gevşetin ve parça baskı ayağı kaldırma plakasını ② ok yönünde ileri geri hareket ettirerek ayarlayın. Parça baskı ayağını kaldırma miktarı, parça baskı ayağı kaldırma plakası ② A yönünde hareket ettirildiği zaman azalır, B yönünde hareket ettirildiği zaman ise artar. Ayar yaptıktan sonra tespit vidalarını ① iyice sıkın.
5. Parça baskı ayağı ünitesinin basıncının ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
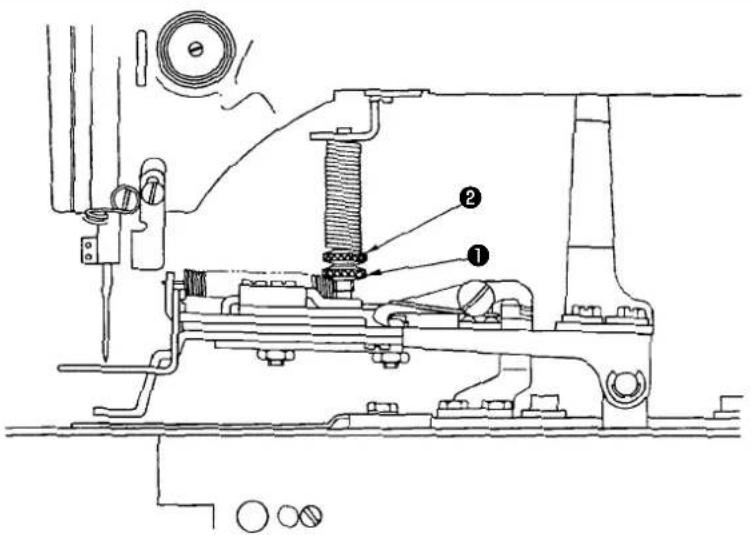
1) Parça baskı ayağı ünitesinin basıncı, malzeme dikiş sırasında çarpılmadığı sürece minimum olmalıdır. Ayar vidasını ① gevşetin ve yukarıda belirtilen basıncı elde etmek için ayar vidasını ② çevirin.
6. Malzeme kapama işleminin ayarlanması
1) Malzemenin kapatılması işlemini elektromanyetik solenoid yapar ve işlemle ilgili ayarların değiştirilmesi (etkin/etkisiz) mümkündür. Malzeme kapama, makinenin teslim edildiği koşullarda dikiş ile birlikte çalışacak şekilde ayarlanmıştır.
2) Malzeme kapama yapılmıyorsa, bellek anahtarı ile değişiklik yapılır. İşlem şekli için, LK-1900AN talimat kılavuzunda tarif edilen Sayfa 36, “ I .[8] BELLEK ANAHTARININ KULLANILMASI” başlıklı bölüme bakınız.
○ Bellek anahtarı fonksiyonlarının listesi
| Numara | Fonksiyon | Ayar aralığı | Teslimat anındaki durum |
| 50 | Malzeme kapama işleminin aya- rı | 0 : Etkisiz1 : Parça baskı ayağı ile senkro- nize2 : Başlangıçta senkronize | 2 |
※ Ayar aralığı "1": Parça baskı ayağı aşağı indiği zaman, malzeme kapama aynı anda çalışır.
Ayar aralığı "2": Parça baskı ayağı aşağı indikten sonra, malzeme kapama dikişle aynı anda çalışır.
※ 50 numaralı bellek anahtarı hariç, Sayfa 40, “ I .[8]-3. Bellek anahtarı fonksiyon tablosu” içeriğiyle ilgili olarak, LK-1900AN talimat kılavuzunda tanımlanan bellek anahtarı fonksiyonları listesine bakınız.
7. Dikiş çeşitlerinin seçimi ve onaylanması

UYARI :
Özel parça baskı ayağı kullanılması halinde dikiş çeşidinin şeklini kontrol edin. Dikiş çeşidi eğer parça baskı ayağından dışarı taşıyorsa, iğne dikiş sırasında parça baskı ayağına engel olur ve iğne kırılması gibi tehlikelere yol açar.
1) Kuş gözü ilik kilit (çubuk) dikiş için dikiş çeşitleri 11 numara ile 13 numara arasındadır.
2) Malzeme kapama işlemi yapılırken maksimum dikiş boyutu 3x7 mm.dir. Büyükte/küçültme fonksiyonunu kullanarak en uygun boyuta göre ayarlayın. Ayar yöntemi ya da dikiş çeşidinin değiştirilmesi ile ilgili olarak, LK-1900AN talimat materyallerinde tanımlanan Sayfa 16, " I .[5] DİKİŞ MAKİNESİNİN KULLANIMI (TEMEL)" başlıklı bölüme bakınız.

Ayar yaptıktan sonra iğne giriş noktasını inceleyerek, iğnenin parça baskı ayağına engel olup olmadığını kontrol edin.
| Dikiş çeşidi numarası | Dikiş boyutu (mm) | İlik sayısı | |
| Boyuna | Çaprazlamasına | ||
| 11 | 2.5 | 6 | 21 |
| 12 | 2.5 | 6 | 28 |
| 13 | 2.5 | 6 | 36 |
Dikiş boyutu, büyütme oranı %100 için olan boyuttur.
III. LK-1902AN, BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI, KEMER BİRİTİ TAKMA MAKİNESİ
1. Spesifikasyonlar
Burada sadece LK-1900AN'dan farklı olan spesifikasyonlar belirtilmiştir.
| 1 | Maksimum dikiş hızı 3.000 sti/min | |
| 2 | İğne DPx5 #14, #16 | |
| 3 | Parça baskı ayağını kaldırma miktarı Maksimum 17 mm | |
| 4 | Standart dikiş çeşidi sayısı 6 dikiş çeşidi |
2. Dikiş makinesinin kurulması ve çalışma için ön hazırlıklar

TEHLİKE :
Dikiş makinesini taşırken mutlaka iki kişi ya da daha kalabalık bir grupla birlikte çalışın.
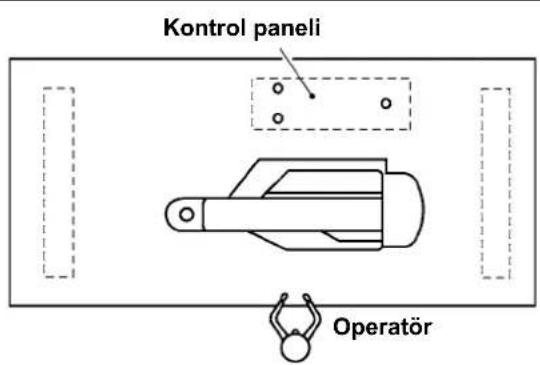
1) Kemer biriti takma makinesinin standart montaj konumu, masaya yatay olmalıdır.
2) Kontrol panelini boylamasına montaj ile aynı şekilde monte edin.
3) Kontrol panelini makine kafasına bağlamak için, makine kafası kutusunda paketlenmiş bulunan uzatma kablosunu kullanın.

UYARI :
Dikiş makinesi kafasını yatırırken, makine kafası destek çubuğuna değene kadar yavaşça devirin.
3. Makineye iplik takılması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
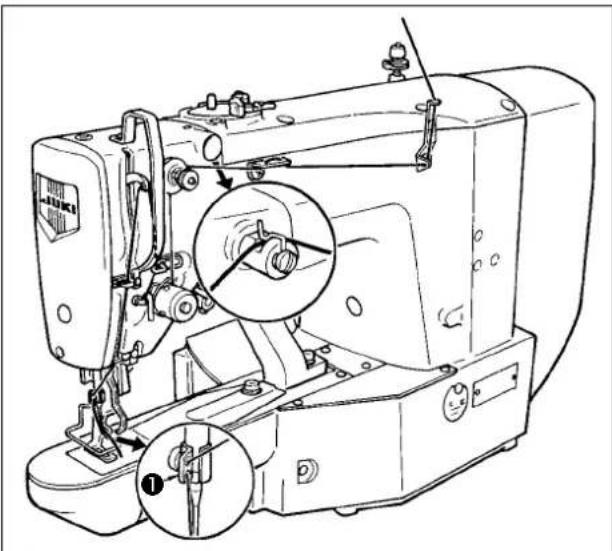
Makineye şekilde gösterilen şekilde iplik takın. İpliği iğneye geçirdikten sonra, işnenin dışında yaklaşık 40 mm uzunlukta iplik bırakın.

Kalın iplik kullanılıyorsa, ipliği iğne mili iplik kılavuzundaki ① iki deliğin sadece birinden geçirin.
4. Dikiş çeşitlerinin seçimi ve onaylanması

UYARI :
Özel parça baskı ayağı kullanılması halinde dikiş çeşidinin şeklini kontrol edin. Dikiş çeşidi eğer parça baskı ayağından dışarı taşıyorsa, iğne dikiş sırasında parça baskı ayağına engel olur ve iğne kırılması gibi tehlikelere yol açar.
1) Kemer biriti takma dikiş çeşitleri 17 numara ile 22 numara arasındadır.
Ayar yöntemi ya da dikiş çeşidinin kontrolü ya da değiştirilmesi ile ilgili olarak, LK-1900AN talimat kılavuzunda tanımlanan “Dikiş makinesinin çalıştırılması (temel)” başlıklı bölüme bakınız.

Ayar yaptıktan sonra iğne giriş noktasını inceleyerek, iğnenin parça baskı ayağına engel olup olmadığını kontrol edin.
* İğne, makine ile birlikte temin edilen standart parça baskı ayağına engel olacağı için makinenin teslima- tı sırasında çağrı etkin değildir. Bu fonksiyonu kullanırken, çağrıyı etkin hale getirmek için “Dikiş çeşidi verilerini çağırma özelliğini etkin ya da etkisiz olarak ayarlama” bellek anahtarı fonksiyonunu kullanın.
Ayar yönteminin şekli ile ilgili olarak, LK-1900AN talimat kılavuzunda tanımlanan “Bellek anahtarının kullanılması” başlıklı bölüme bakınız.
| Dikiş çeşidi numarası | Dikiş boyutu (mm) | İlmek sayısı | |
| Uzunlamasına | Çaprazlamasına | ||
| 17 | 0 | 10 | 21 |
| 18 | 0 | 10 | 28 |
| ※ 19 | 0 | 25 | 28 |
| ※ 20 | 0 | 25 | 36 |
| ※ 21 | 0 | 25 | 42 |
| ※ 22 | 0 | 35 | 42 |
Dikiş boyutu, büyütme oranı %100 için olan boyuttur.
5. Parça baskı ayağı ve besleme plakasının kombinasyonu

UYARI :
Özel parça baskı ayağı kullanılması halinde dikiş çeşidinin şeklini kontrol edin. Dikiş çeşidi eğer parça baskı ayağından dışarı taşıyorsa, iğne dikiş sırasında parça baskı ayağına engel olur ve iğne kırılması gibi tehlikelere yol açar.
Dikiş koşullarına uygun olarak parça baskı ayağı ve besleme plakasının uygun kombinasyonlarını kullanın. Standart teslimattaki kombinasyon ve özel siparişler aşağıdaki tabloda gösterilmektedir.
| Besleme plakası | Parça baskı ayağıSpesifikasyon | |||
| LK-1902ANStandart | 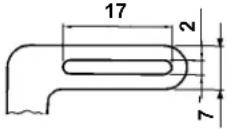 | Parça numarası | 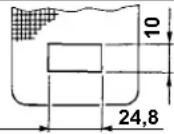 | Parça numarası |
| 13544465 | 14143002 | |||
| Büyük boy için(özel parça siparişi) | 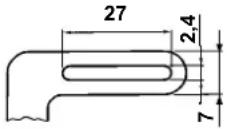 | Parça numarası | 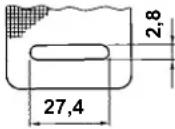 | Parça numarası |
| 13545660 | 13545504 | |||
| Çok büyük boy için(özel parça siparişi) | 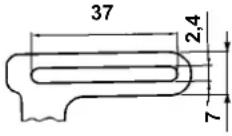 | Parça numarası | 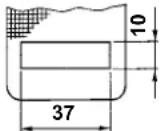 | Parça numarası |
| 13547161 | 13545801 | |||
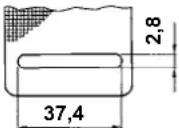 | Parça numarası | |||
| 13547005 | ||||
IV. LK-1903AN, BİLGİSAYAR KONTROLLÜ, YÜKSEK HIZLI MEKİK DİKİŞ DÜĞME DİKME MAKİNESİ
1. Spesifikasyonlar
Burada sadece LK-1900AN'dan farklı olan spesifikasyonlar belirtilmiştir.
| 1 | Maksimum dikiş hızı 2.700 sti/min | |
| 2 | Iğne DPx17 #14 | |
| 3 | Parça baskı ayağını kaldırma miktarı Maksimum 13 mm | |
| 4 | Standart dikiş çeşidi sayısı 50 dikiş çeşidi |
* Iğnede kullanılan iplik kelepçesi cihazı, 35 numaralı bellek anahtarı ile engellenmiştir (standart teslimat durumu). Sayfa 21," I .[5]-6. İplik tutucu cihaz" başlığına bakınız.
2. Dikiş makinesinin kurulması ve çalışma için ön hazırlıklar

TEHLIKE :
Dikiş makinesini taşırken mutlaka iki kişi ya da daha kalabalık bir grupla birlikte çalışın.
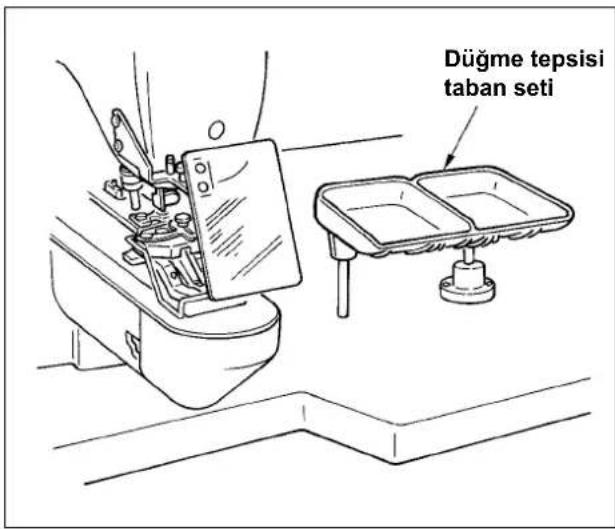
1) Dikiş kafasının ve kontrol panelinin kurulumu, LK-1900AN ile aynıdır. LK-1900AN talimat kılavuzu-na bakınız.
2) Aksesuar olarak temin edilen düğme tepsisi taban setini çalışma için uygun bir yere monte edin.
3) Çalışma şekli LK-1900AN ile aynıdır.

Makineyi çalıştırmadan önce, iğnenin düğme deliğine çarpmadığını kontrol edin.
3. İğne ve iplik
| İğne | İğnede kullanılan iplik | Masura ipliği |
| DPx17 #14 | #60 | #80 |
| #60 | #60 | |
| #50 | #60 | |
| #40 | #60 |
İğne ve iplik, dikiş koşullarına bağlı olarak değişir. İğne ve iplik kullanırken, soldaki tabloya göre seçim yapın. Pamuklu iplik ve polyester büküm iplik kullanılması önerilir.
4. Çeşitli dikiş modları
(1) Dikiş çeşidi listesi
İplik sayıları ve standart X ve Y dikiş boyları aşağıdaki listede gösterilmektedir.
< Dikiş programı listesi >
| Dikişçeşidinumarası | İlmek şekli | plik sayısı(iplik) | Standartdikiş boyutu X(mm) | Standartdikiş boyutu Y(mm) | Dikişçeşidinumarası | İlmek şekli | plik sayısı(iplik) | Standartdikiş boyutu X(mm) | Standartdikiş boyutu Y(mm) |
| 1 • 34 |  | 6-6 | 3.4 | 3.4 | 18 • 44 | — | 6 | 3.4 | 0 |
| 2 • 35 | [HAGY] | 8-8 | 19 • 45 |  | 8 | ||||
| 3 |  | 10-10 | 20 |  | 10 | ||||
| 4 |  | 12-12 | 21 | — | 12 | ||||
| 5 • 36 | — | 6-6 | 22 |  | 16 | ||||
| 6 • 37 | — | 8-8 | 23 • 46 |  | 6 | 0 | 3.4 | ||
| 7 | — | 10-10 | 24 |  | 10 | ||||
| 8 | — | 12-12 | 25 | — | 12 | ||||
| 9 • 38 | — | 6-6 | 26 • 47 | — | 6-6 | 3.4 | 3.4 | ||
| 10 • 39 | — | 8-8 | 27 | — | 10-10 | ||||
| 11 | — | 10-10 | 28 • 48 |  | 6-6 | ||||
| 12 • 40 | —[GKBY] | 6-6 | 29 | — | 10-10 | ||||
| 13 • 41 |  | 8-8 | 30 • 49 | — | 5-5-5 | 3.0 | 2.5 | ||
| 14 | — | 10-10 | 31 | — | 8-8-8 | ||||
| 15 • 42 | — | 6-6 | 32 • 50 | —[BA4W] | 5-5-5 | ||||
| 16 • 43 | — | 8-8 | 33 |  | 8-8-8 | ||||
| 17 | — | 10-10 |
* Standart X ve Y dikiş boyutu, büyütme/küçültme oranı %100 için olan boyuttur.
Düğme deliği küçükse (ø1,5 mm ya da daha az ise) 34 numara ile 50 numara arasındaki dikiş çeşitlerini kullanın.
(2) Dikiş çeşidi ve dikiş genişliğinin seçimi
○ Dikis cesidi secimi, LK-1900AN ile aynıdır.
○ Delikler ile kullanılan düğme arasındaki mesafe eğer dikiş çeşidi numarasının standart dikiş genişliğine uymuvorsa, dikis genişliğini büyüterek/kücülterek genişlik ayarı yapın.
Büyütme/küçültme yöntemi, LK-1900AN ile aynıdır. Dikiş genişliğini büyütme/küçültme skalası konusunda aşağıda verilen tabloya bakınız.
○ Dikis cesidi numarasını ve dikis genişliğini değiştirdikten sonra, iğne giriş noktasını kontrol edin.
Onay yöntemi olarak, LK-1900AN talimat kılavuzundaki Sayfa 18," I .[5]-2. Dikiş çeşidinin dış hatlarının kontrol edilmesi".
◎ Dikiş genişliği ile ilgili XY skalası tablosu
| X·Y(mm) | 2.4 | 2.6 | 2.8 | 3.0 | 3.2 | 3.4 | 3.6 | 4.0 | 4.3 | 4.5 | 4.7 | 5.2 | 5.6 | 6.0 | 6.2 | 6.4 |
| % | 71 | 76 | 82 | 88 | 94 | 100 | 106 | 118 | 126 | 132 | 138 | 153 | 165 | 176 | 182 | 188 |
5. Düğme kıskaç çenesi kolunun konumu

UYARI :
Düğme şekli, dikiş çeşidi şekli değişiyorsa ya da dikiş genişliği büyütülüyor/küçültülüyorsa iğnenin giriş yerini kontrol edin. İğne eğer düğme deliği, dikiş çeşidi ya da düğme kıskaç ünitesinin dışına çıkıyorsa, iğne bu düğme deliği ya da düğme kıskaç ünitesini engelleyerek iğne kırılması gibi tehlikelere yol açar.
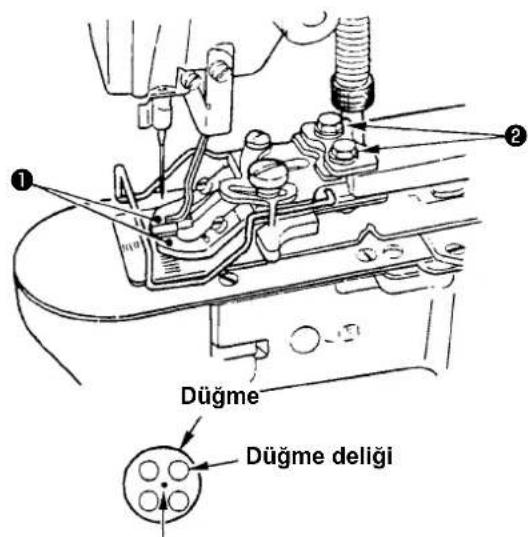
İğne giriş noktası
1) Dikiş LED'i sönmüş haldeyken, çalışma panelini kullanarak Dikiş LED'i sönmüş haldeyken, çalışma panelini kullanarak
2) t#suna basin. → [o]
3) tusuna basın. Düğme kiskacı ünitesi başlangıç konumuna gider ve yukarı çıkar.
4) Düğme tutucu açma kolu Ⓞ üzerine bir düğme yerleştirin.
5) Birinci kademeye kadar pedala basın ve düğme kıskaç ünitesi aşağı inince ayağınızı pedaldan çekin.
6) Elle çevrilen kasnağı çevirin ve iğne merkezinin düğme merkezine girip girmediğini kontrol edin.
7) İğne merkezi eğer düğme merkezinde değilse, düğme kıskaç çenesi kol tabanındaki vidaları ② gevşeterek, iğne merkezi düzme merkezine girecek şekilde ayar yapın.
8) Pedalı madde 5)'te ikinci adıma kadar basınca, düğme kıskaç ünitesi tekrar başlangıç konumuna gider. Ayrıca düğme kıskaç ünitesi aşağı indiği zaman birinci adıma kadar pedala basın ve ayağınızı pedaldan çekin. Bu durumda düğme kıskaç ünitesi yukarı çıkar.
9) Ayar yaptıktan sonra, dikiş çeşidi şekline onay verin ve iğnenin düğme deliğine girdiğini mutlaka kontrol edin.
6. Besleme plakasının ayarlanması

UYARI :
Düğme şekli, dikiş çeşidi şekli değişiyorsa ya da dikiş genişliği büyütülüyor/küçültülüyorsa dikiş çeşidini kontrol edin. Besleme plakası eğer igne deliği kılavuzuna engel oluyorsa, iğne kırılması gibi tehlikelere yol açar. Ayrıca ayar sırasında pedala basılırsa düğme kiskacı yukarı ya da aşağı hareket eder. Buna dikkat edin.
1) Dikiş LED'i sönmüş haldeyken, çalışma panelini kullanarak Mşuna basın.
2) t#\$una basin. → [o]
3) tüsuna basın. Düğme kıskaç ünitesi başlangıç konumuna gider ve yukarı çıkar.
4) Besleme plakasını ① ayarlarken, iğne deliği kılavuzu ② besleme plakasının ① geri çekilen kısmının merkezine gelecek şekilde ayarlayın.
7. Düğme kıskaç çenesi kol ayarı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
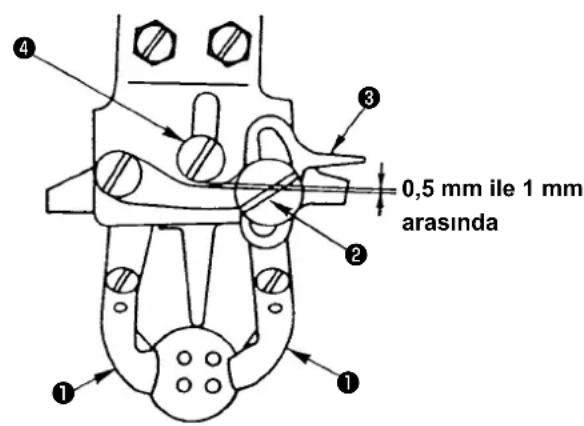
Makineyi durma konumuna getirin. Ardından düğme kıskacını ① kaldırın. Düğme kıskacı çene kolundaki vidayı ② gevşetin ve düğme kıskaçlarına ① bir düğme yerleştirirken, düğme kıskaç çenesi kolu ③ ile menteşe vidası ④ arasında 0,5 mm ile 1 mm arasında boşluk kalacak şekilde ayar yapın. Ardından düğme kıskacı çene kolundaki vidayı ② sıkın.
8. Düğme kışkacını kaldırma miktarının ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
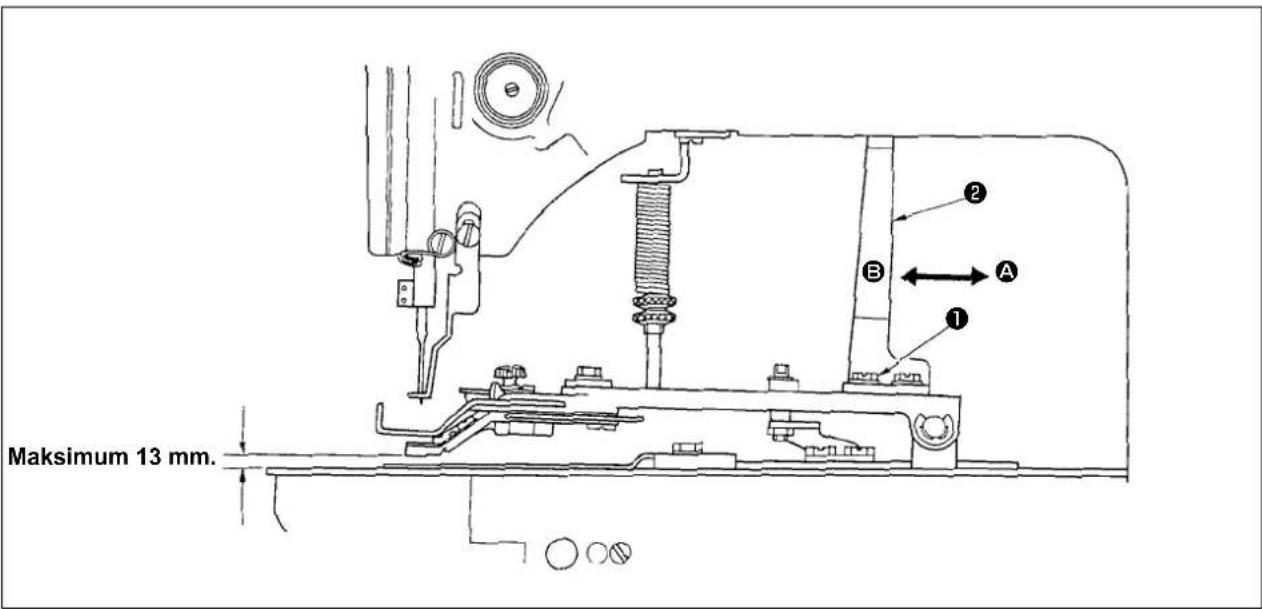
İki tespit vidasını ① gevşetin ve hareketli plakayı ② ok yönünde ileri geri hareket ettirerek ayarlayın. Düğme kısıkacını kaldırma miktarı, hareketli plaka ② A yönünde hareket ettirildiği zaman azalır, B yönünde hareket ettirildiği zaman ise artar. Ayar yaptıktan sonra tespit vidalarını ① iyice sıkın.
9. Parça baskı ayağı ünitesinde basınç ayarı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
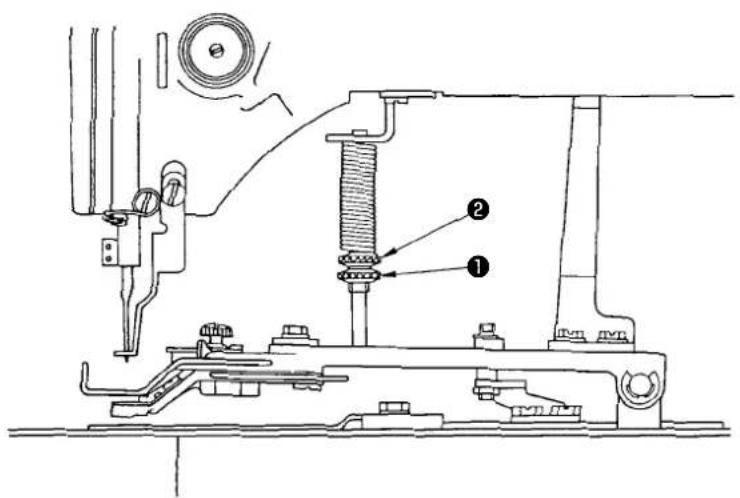
Parça baskı ayağı ünitesinin basıncı, malzeme dikiş sırasında çarpılmadığı sürece minimum olmalıdır. Ayar vidasını ① gevşetin ve yukarıda belirtilen basıncı elde etmek için ayar vidasını ② çevirin.
10. Tokatlayıcı yayının ayarı

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
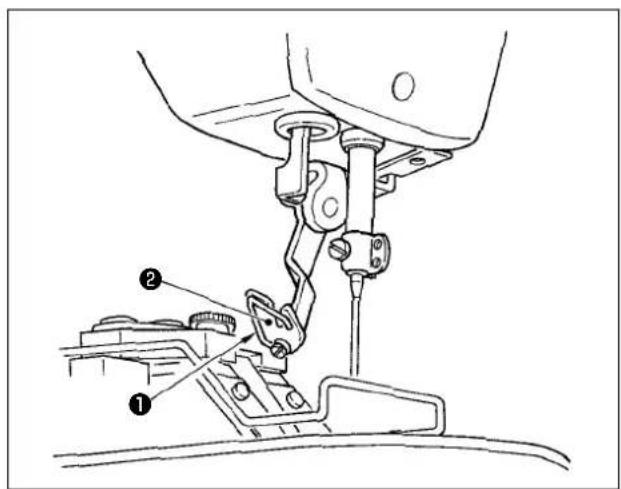
Tokatlayıcı yayı ①, iplik kesildikten sonra iğnede kullanılan ipliği tokatlayıcı ② ile tokatlayıcı yayı arasında tutar. Tokatlayıcı yayı ① gerginliğini doğru şekilde ayarlayın, gerginlik 0,2 ile 0,3 N arasında olsun (mekikten çıkan iplik gerginliğinden az daha fazla bir gerginlik).

İğnede kullanılan iplik aşırı tutulursa, iplik düğmenin üst kısmından sarkabilir.
11. Düğmeyi yükseltme çubuğunun (aksesuar) monte edilmesi

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
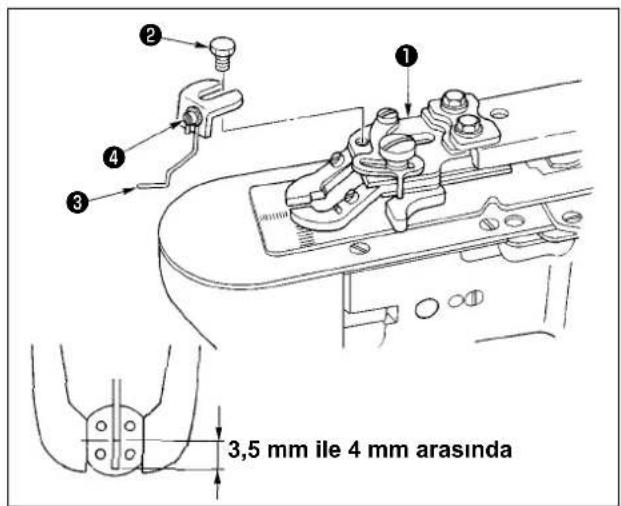
1) Düğmeyi yükseltme çubuğunu ③ düğme kısıkacı tabanına ① altı köşe başlı vidayla ② tutturun.
2) Düğme merkezi ile düğmeyi yükseltme çubuğunun üst ucu arasında 3,5 mm ile 4 mm boşluk kalacak şekilde ayarlayın.
3) Yükseltme çubuğunun yükselme miktarını ayarlamak için vidayı ④ sökün ve yükseltme çubuğunu aşağı yukarı hareket ettirin.
- Düğme büyüklüğüne göre model sınıflandırması
| Model | LK-1903AN-301 | LK-1903AN-302 | ||||
| Düğmenin büyüklüğe göre sınıflandırılması | Küçük boy düğmeler için | Orta boy düğmeler için | ||||
| Kullanılabilir düğmenin dış çapı (mm) | 10 ile 20 arasında | 10 ile 20 arasında | ||||
| Dikiş boyutu (mm) | Uzunluk | 0 ile 3.5 arasında | 0 ile 4.5 arasında | |||
| Genişlik | 0 ile 3.5 arasında | 0 ile 4.5 arasında | ||||
| Düğme kışkacı çene kolu | Kalınlık (mm) | 2.2 (2.7) | 2.7 (2.2) | |||
| ※ | ||||||
| SağParçanınınarası | MAZ155070B0 B | MAZ156070B0 C | ||||
| (MAZ156070B0) C | (MAZ155070B0) B | |||||
| MAZ155080B0 B | MAZ156080B0 C | |||||
| (MAZ156080B0) C | (MAZ155080B0) B | |||||
| İğne deliği kılavuzu | MAZ15501000 | MAZ15601000 | ||||
| Besleme plakası | MAZ15502000 | MAZ15602000 | ||||
Parantez içindeki parçalar için özel sipariş verilmelidir.
※Kabartma işaret
13. Çıkıntılü düğmenin takılması (opsiyonel)
(1) Spesifikasyonlar
| Model | Opsiyonel | |||
| Iğne | TQx3 #14 | |||
| Düğmenin şekli | Dış çap | Maksimum ø20 | ||
| Delik çapı | Minimum ø1,5 | |||
| Delik konumu |  mm ya da daha fazla mm ya da daha fazla | |||
| Çıkıntılı bölümün şekli | t | l (mm) | ||
| Minimum | Maksimum | |||
| 1 | 4 | 9 | ||
| 3 | 3 | 8 | ||
| 5 | - | 7 | ||
| Çıkıntılı bölümün boyutları için yukarıdaki tabloyu referans alabilirsiniz. | ||||
| Dikiş hızı | Dikiş çeşidi verisinde maksimum hız 2.700 sti/min değerindedir. Ancak bu değeri çıkıntılı düğmelerde 1.500 sti/min olarak ayarlayın. | |||
| İlmek şekli | Dikiş çeşidi program numarası 18 ile 22 arasında(Sayfa 64' " IV .[4] Çeşitli dikiş modlarıbakınız.) | |||
| t | l (mm) | |
| Minimum | Maksimum | |
| 1 | 4 | 9 |
| 3 | 3 | 8 |
| 5 | - | 7 |
(2) İğne mili yüksekliğinin ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
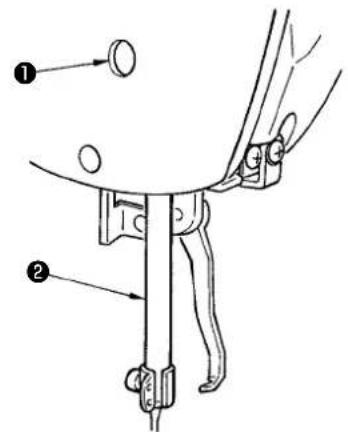
1) İğne mili bağlantı vidasını ① gevşetin ve iğne milini ② aşağı yukarı hareket ettirerek alttan ikinci kabartma işaret çizgisini A iğne mili burcunun ③ alt ucuyla hizalanacak şekilde ayarlayın, kasnağı çevirirken iğne milini en alt konuma getirin. Ardından sadece iğne milini 4,3 mm kadar yükseltin ve bağlantı vidasını ① kullanarak iğne milini sıkın.
2) İğneyi takın (TQx3 #14).
(3) Besleme plakası tabanının ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
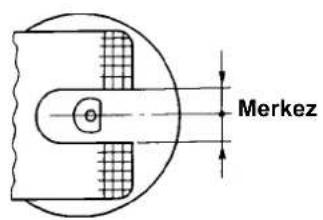
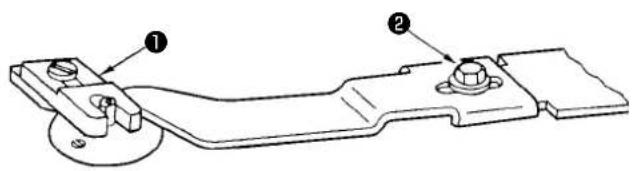
Besleme plakası yarığı ① iğne delik kılavuzundaki çıkıntılı kısmın merkezi olacak şekilde ayarlayın ve vidayı ② sıkın.

Düğme ile malzeme arasındaki dikiş gevşek olduğu zaman, daha sıkı bir dikiş elde etmek
için ① besleme plakasını B besleme plakasıyla değiştirin. Ancak bu durumda düğme dış çapı maksimum ø19 olabilir. Buna dikkat edin.
(4) Düğme kışkacı desteğinin ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
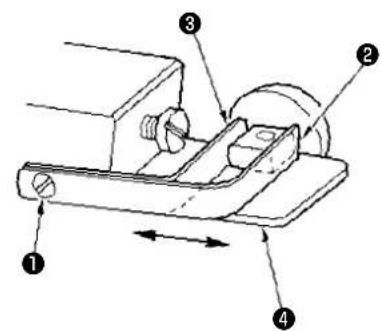
Tespit vidasını ① gevşetin ve düğmeyi düğme kıskaçları arasına yerleştirin. Ardından düğme deliği ve düğme kısıkacı tabanı yarığının ④ boyuna konumu- nu belirlemek için düğme kısıkacı ön ② ve arka ③ desteğini ileri geri hareket ettirin. Ardından vidayla iyice sıkın. Bu durumda ön ② ve arka ③ düğme kıs- kacı desteği arasındaki mesafe eğer yerleştirilecek düğmenin dış çapından biraz küçük ise (yaklaşık 0,5 mm) düğme sağlam bir şekilde kısıtırılmış olur.
(5) İğne giriş noktasının kontrol edilmesi

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
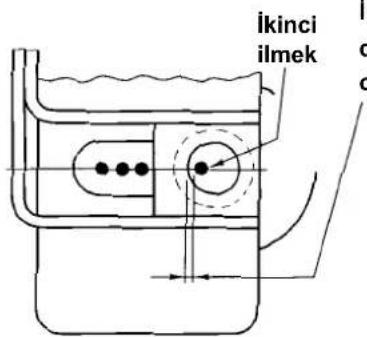
İğnenin düğme deliğine çarpmadan, düğme deliğinin sol tarafına mümkün olduğu kadar yaklaşmasına izin verin.
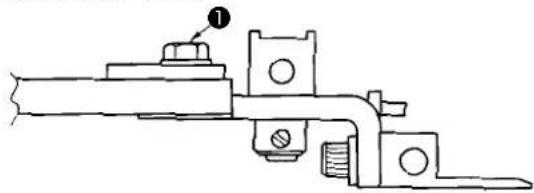
Dikiş çeşidinin şeklini kontrol ederken, iğne girişinin ikinci ilmeğini düğme deliğine yerleştirin ve vidayla ① sıkın. (LK-1900AN talimat kılavuzundaki dikiş çeşidi şekli kontrolüyle ilgili bölüme bakınız.)
(6) Düğme kiskacı tabanı ve besleme plakasının ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
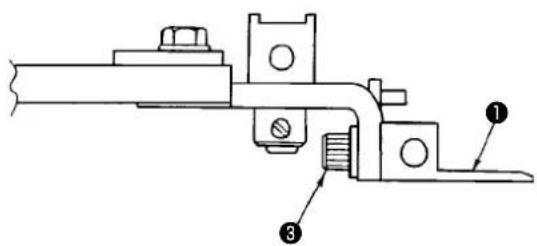
1) Düğme kışkacı tabanının ① yüksekliğini ayarlarken, düzme kışkacı tabanı alt yüzeyi ve besleme plakasının A ② üst yüzeyi (tırıllı yüzey) malzemeye aynı şekilde bastıracak şekilde düşey olarak ayarlayın. Ardından tespit vidasını ③ sıkın.
2) X konumunu (malzeme çıkıntısı), besleme plakası A yüzeyi ② konumunu düğme kiskacı tabanına ① karşı ayarlayın ve bu ayarda ④ tespit vidasını kullanarak malzeme kalınlığını göz önüne alın. Standart ayar değeri 0,5 mm.dir.
(7) Düğme desteği kauçuğunun ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
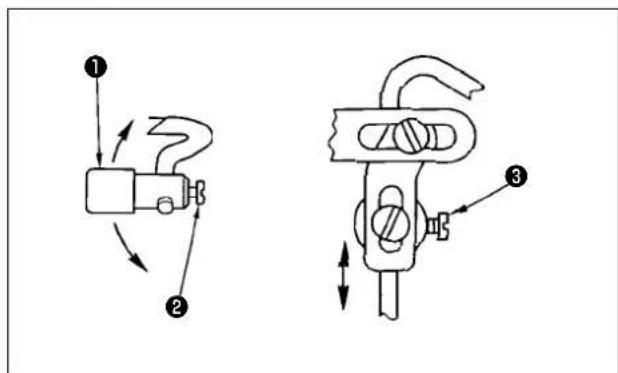
Düğme desteği kauçuk grubunun ① konumunu ayarlamak için ② ve ③ tespit vidalarını gevşetin, böylece düğme destek kauçuğunun baskı uygulayan kısmı, düğmenin merkezine doğru açıyla baskı uygulayabilir. Ardından tespit vidalarını sıkın.
(8) Düğme destek bağlantısının ayarlanması

UYARI :
Dikiş makinesinin aniden çalışması nedeniyle ortaya çıkabilecek kazaları önlemek için çalışmaya başlamadan önce gücü kapalı konuma getirin.
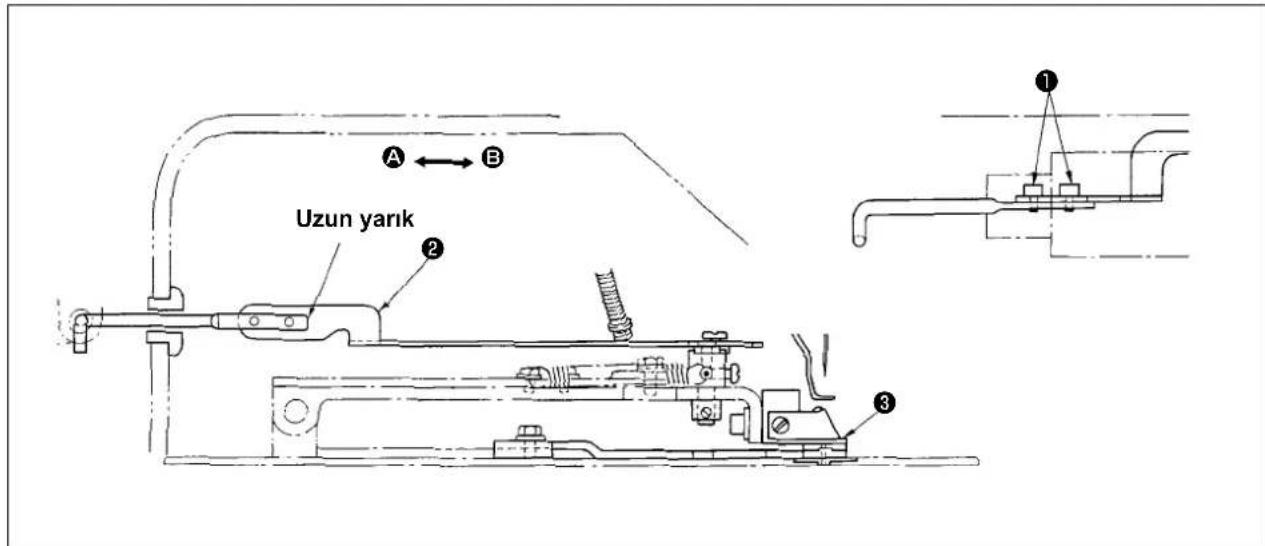
Vidayı ① gevşetin ve düğme destek bağlantısını ②, A yönünde hareket ettirerek, düğme kiskacı bağlantı tabanı ③ yukarı çıktığı zaman düğme destek kauçuğunun erken açılmasını sağlayın. Düğme destek kauçuğunun açılmasını geciktirmek için, destek bağlantısını ④ yönünde hareket ettirin. Standart ayar, düğme kiskacı bağlantı tabanı ⑤ 1 mm kadar yükseldiği zaman düğme destek kauçuğu açılmaya başlayacak şekilde yapılır.
V. MASANIN ÇİZİMİ
(1) Boyuna monte edilen masa tipl (Parça numarası 40006886)
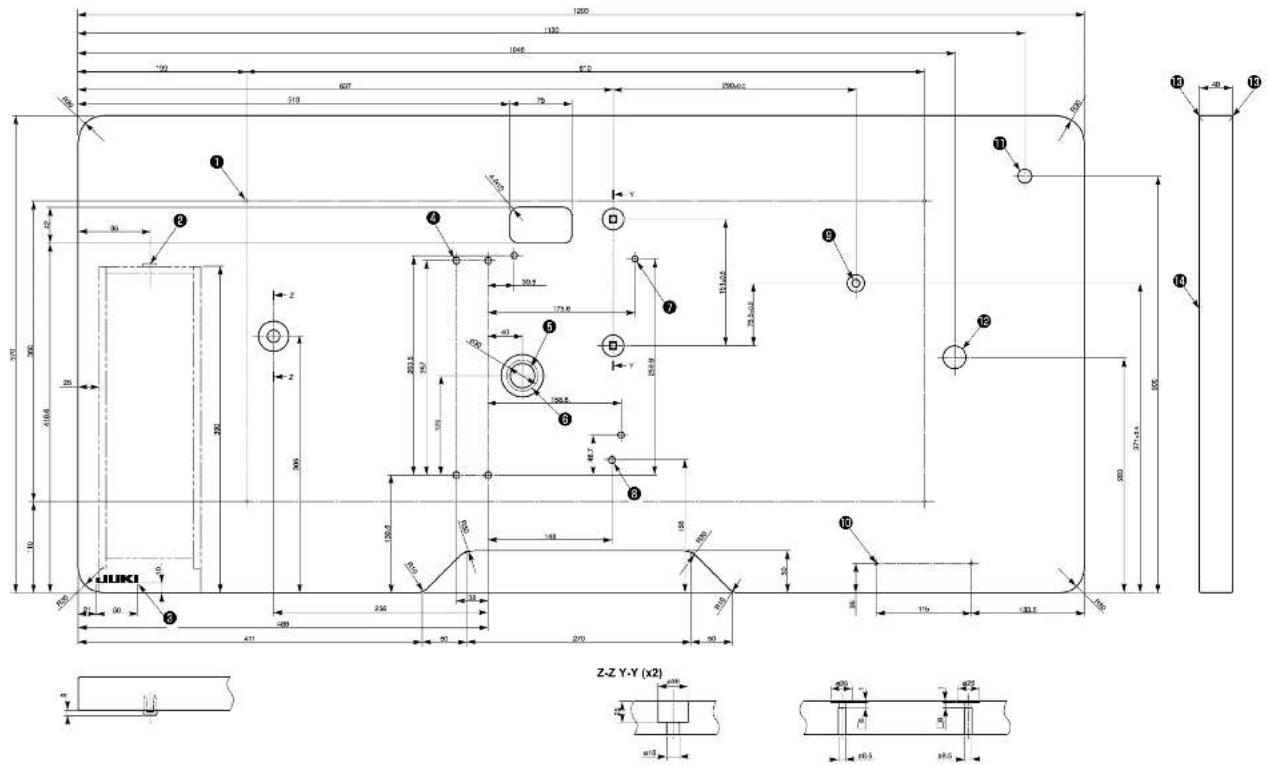
① Delinmiş 4 delik 2, arka tarafta 10 adet derin (Tezgah kısmı montaj deliği)
② Çekmece durdurucu montaj konumu, (Arka tarafta tek nokta)
③ JUKI logosu
Delinmis 4 delik 8
⑤ Delinmis delik 30, 51 nokta yüz 16 derin
③ Yaq lahliye hunisi montaj deligi
DelInmis 3 delik. 7. 6 derin
Delinmiş delik 8
Delinmis delik 9, 20 nokta yüz 17 derin
Delinmiş delik 2, 2, arka tarafta 10 derin (Güç şalteri montaj deligi)
① Delinmiş delik 17
⑫ Delinmiş delik 28
R2 (butun koşelerdeki yuvarlatma)
Sag taraf
(2) Enine monte edilen masa tipi (Parça numarası 40006887)
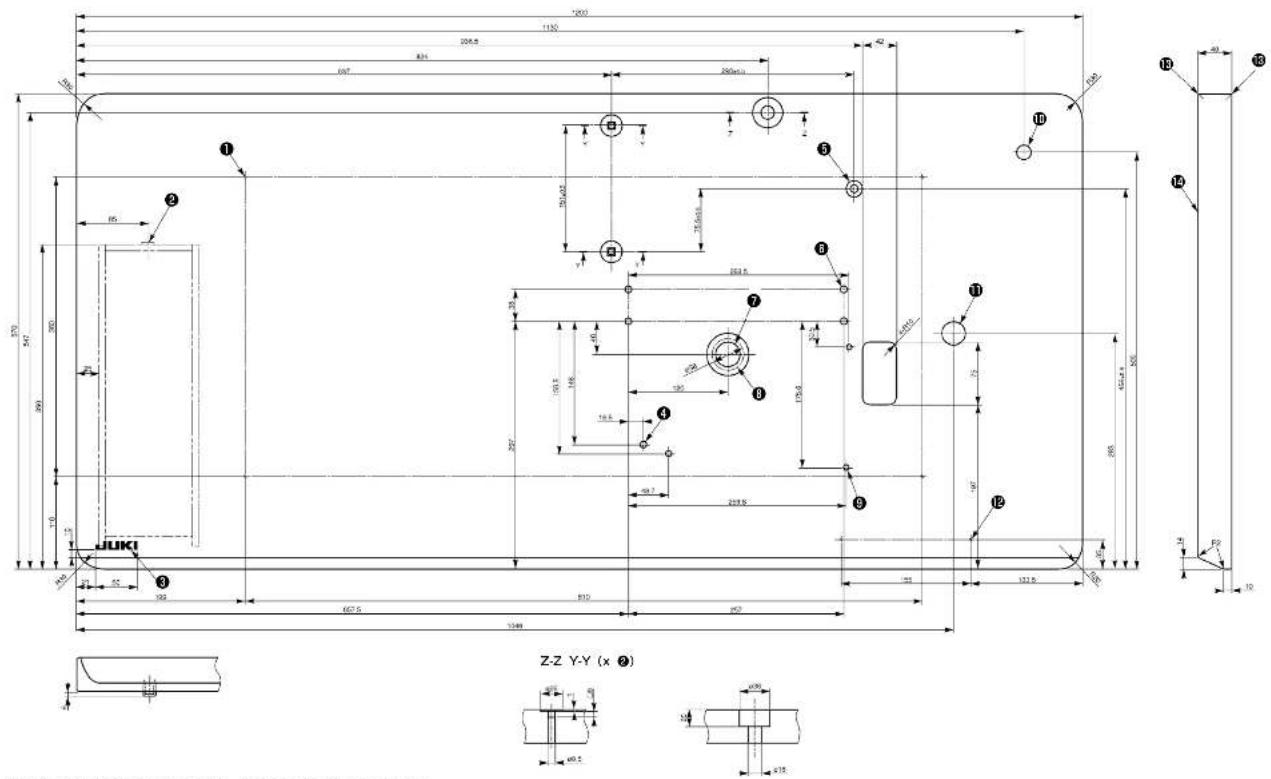
Delinmiş 4 delik 2, arka tarafta 10 adet
derin (Tezgah kısmı montaj dellğl)
② Çekmecė durdurucu montaj
konumu, (Arka tarafta tek nokta)
④ Delinmlş delik 8
Delinmiş delik 9, 20 nokta yüz 17 derin
⑧ Delinmiş 4 delik, 8
⑦ Dellnlış delik 30, 51 nokta yüz 16 derin
③ Yağ tahliye hunisi montaj deligi
③ Dellnmlş 3 delik, 7, 6 derin
⑩ Delinmiş delik 17
⑪ Delinmiş delik 28
12 Dellnmls delik 2. 2. arka tarafta 10
derin (Güç salteri montai deliöi)
R2 (bütün köşelerdeki yuvarlatma)
14 Sağ taraf