
SNS-3V-YE102024 - Scale Vevor - Free user manual and instructions
Find the device manual for free SNS-3V-YE102024 Vevor in PDF.

User questions about SNS-3V-YE102024 Vevor
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Scale in PDF format for free! Find your manual SNS-3V-YE102024 - Vevor and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. SNS-3V-YE102024 by Vevor.
USER MANUAL SNS-3V-YE102024 Vevor
Technical Support and E-Warranty Certificate
www.vevor.com/support
DRO DISPLAY USER MANUAL
MODEL: SNS-3V-YE102024 / SNS-3V-YE161838
We continue to be committed to provide you tools with competitive price. "Save Half", "Half Price" or any other similar expressions used by us only represents an estimate of savings you might benefit from buying certain tools with us compared to the major top brands and does not necessarily mean to cover all categories of tools offered by us. You are kindly reminded to verify carefully when you are placing an order with us if you are actually saving half in comparison with the top major brands.
MODEL:SNS-3V-YE102024 / SNS-3V-YE161838

NEED HELP? CONTACT US!
Have product questions? Need technical support? Please feel free to contact us:
Technical Support and E-Warranty Certificate www.vevor.com/support
This is the original instruction, please read all manual instructions carefully before operating. VEVOR reserves a clear interpretation of our user manual. The appearance of the product shall be subject to the product you received. Please forgive us that we won't inform you again if there are any technology or software updates on our product.
Dear Users:
Thank you for purchasing multifunction series digital readouts. Digital readouts are used in a wide variety of application. These include machine tools, infeed axes, measuring and inspection equipment, EDM, dividing apparatuses, setting tools, and measuring stations for production control. In order to meet the requirements of these applications, many encoders can be connected to the digital readouts. Read all the instructions in the manual carefully before used and strictly follow them. Keep the manual for future references.
Safety attention:
To prevent electric shock or fire, moisture or directly sprayed cooling liquid must be avoid. In case of any smoke or peculiar smell from the digital readout, please unplug the power plug immediately, otherwise, fire or electric shock may be caused. In such a case, do not try to repair it, please contact the Company or distributors.
Digital readout is a precise measuring device used with an optical Linear Scale. When it is in use, if the connection between the Linear Scale and the digital readout is broken or damaged externally, incorrect measuring values may be resulted. Therefore, the user should be careful.
Do not try to repair or modify the digital readout, otherwise, failure, fault or injury may occur. In case of any abnormal condition, please contact the Company or distributor.
If the optical Linear Scale used with the digital readout is damaged, do not use a Linear Scale of other brand. Because the performance, specification and connection of the products of different and can not be connected without the instruction of specialized technical personnel, otherwise, trouble will be caused to the digital readout.
With the continuous updating of products, if there are changes or changes to the sample parameters, the random files shall prevail, and the company has the final interpretation right without notice.
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode....10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function 15
4.6 Clear All SDM Datum....16
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)......49
6.10 EDM 50
7、Calculator……56
8、Appendix 57
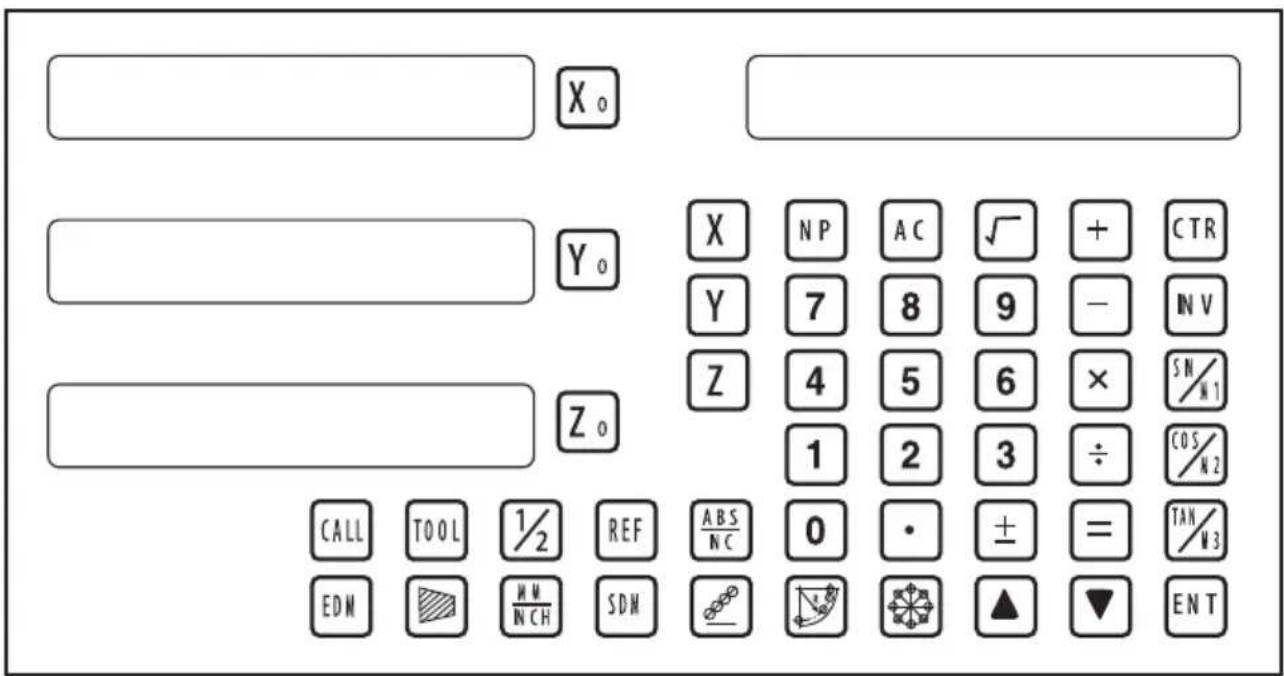
THREE AXIS PANEL
TWO AXIS PANEL
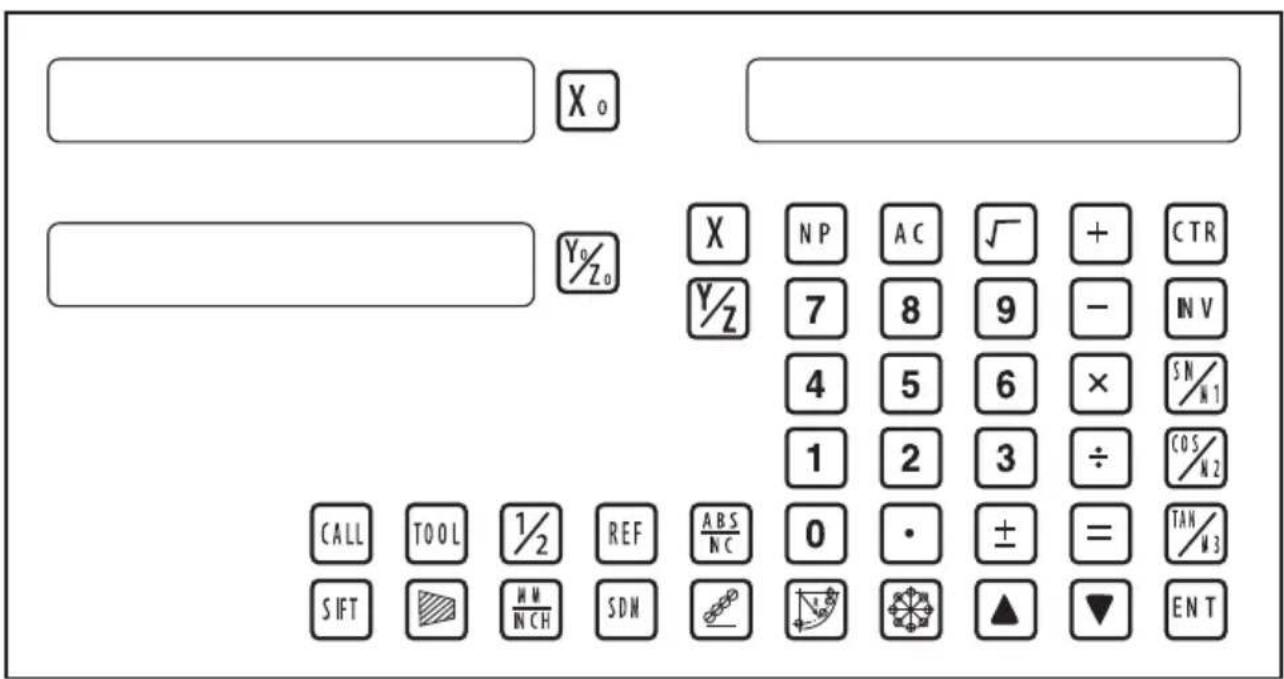
Keyboard Description
 | Keys for axis selection |
 | Zero select axis |
 | Enter +/- sign |
 | Enter decimal point |
  | Entry keys for numbers |
 | Operation key (in Calculation function key) |
 | Enter or quit calculating state |
 | Cancel incorrect operation |
 | Calculate inverse trigonometric |
 | Square root |
 | Confirm operation |
 | Toggles between inch and millimeter units. |
 | Press when ready to identify a reference mark. |
 | Function keys for 200 sub datum |
 | ARC cutting function |
 | holes displayed equally on a circle |
 | holes displayed equally on a line |
 | Calculate trigonometric or Slope Processing function key |
 | Calculate trigonometric or rectangular inner chamber processing function key |
 | Calculate trigonometric or the tool diameter compensation function key |
 | Toggle between ABS/INC coordinate |
  | Stroll up or down to select |
 | Taper measured function key |
 | Tool library call key |
 | Opens the tool table.( lathe) |
 | EDM function key |
| [ZXSZ] | Filter display function key |
 | Half a display value of an axis |
 | Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and pressENT. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.8 Setting the Absolute Zeroing enable or disable
Press ▲ ▼ until "ABS_ZERO" appears in the message window.
‘0’ means operation the ABS zeroing and preset data will be enable in the normal display state.
‘1’ means operation the ABS zeroing and preset data will be disable in the normal display state.
Press _0 to change the absolute zeroing mode for X axis; Press _0 to change the absolute zeroing mode for Y axis; Press _0 to change the absolute zeroing mode for Z axis; Example for X axis.

3.2.9 Setting the Absolute form the Special Function
Press ▲ ▼ until "ABS_ASST" appears in message window.
‘0’ means only special function position value is display in the Special Function operation.
‘1’ means special function position value + ABS position value is display in the Special Function operation.
Press X_0 to change the absolute mode for the Special Function will be set as follow:

flowchart
graph LR
A["0"] --> B["ABS_ASST"]
B --> C["X₀"]
C --> D["1"]
D --> E["ABS_ASST"]
3.2.10 Setting the Calculator display Mode
Press ▲ ▼ until "CTR_MODE" appears in message window.
‘0’ means the calculator display value at the X window in the display; ‘1’ means the calculator display value at the message window in the display; Press _0 to change the calculator display mode will be set as follow:

flowchart
graph LR
A["0"] --> B["CTR_MODE"]
B --> C["X₀"]
C --> D["1"]
D --> E["CTR_MODE"]
3.2.11 display brightness setting
LED display brightness setting, the factory default setting is only "3", the higher the parameter, the brighter the brightness. Press "X0" to set, it is not recommended that you set the default value yourself.
3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
"LATHE-2" means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["X0"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["X0"] --> E["MILL_2"]
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["ENCODE"]
C --> D["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter. After loading default setup, user must search RI once to enable resuming ABS dadum function; otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A[" "] --> B["ALL CLR"]
B --> C["EN T"]
C --> D[" "]
D --> E["CLR OK"]
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X."]
B --> C["SRK OFF"]
C --> D["EN T"]
D --> E[" "]
E --> F["X."]
F --> G["SRK NO"]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["SEL COMP"]
C["NO--CO"] --> D["X, NP, AC, +, CTR, Y, 7, 8, 9, -, NV"]
B --> E["X₀"]
D --> F["Y, X, 7, 8, 9, -, NV"]
E --> G["→"]
F --> G
G --> H["LINE-CO"] --> I["X₀"] --> J["SEL COMP"]
K["NO--CO"] --> L["Y₀"] --> M["X, NP, AC, +, CTR, Y, 7, 8, 9, -, NV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
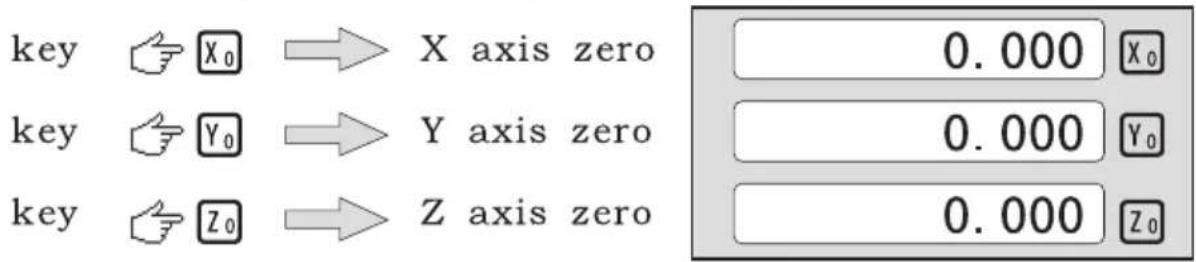
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
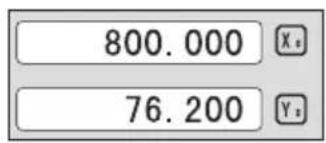
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;
![25.400 X₀ 50.800 Y₀ 76.200 Z₀ mm → [mm NCH] → inch 1.0000 X₀ 2.0000 Y₀ 3.0000 Z₀](/content/2026/04/737286/images/26d88fe9b25d8c35386b62f494392818f6e6ce63a736157c0367b95b4953378e.jpg)
Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Mamory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Take the TOOL to the opposite side of the workpiece and touch it. Then press + 12 in turn to value the X axis display value.

3、Move the machining table until “0.000” is display in X axis window. The position is the work-piece’s center.
4.6 Clear All SDM datum.
In ABS mode, to continuously press ten times will cause to clear all the datum for 200 sets SDM. Message window displays “SDM CLR”.
4.7 Sleeping Mode
In not ABS Mode, pressing the key REF can turn off all the display and the DRO accessing to the Sleeping Mode, then pressing this key again will cause the DRO back to the working Mode. In the Sleeping Mode the DRO is still in working state and actually records the TOOL movement.
Example: In not ABS Mode, to access the sleeping Mode by pressing the key REF. In Sleeping Mode, pressing the key REF to quit the sleeping Mode.
4.8 Power Interruption Memory.
The memory is used to store the settings of the DRO and machine reference values when power is turn off.
4.9 Search the Absolute Reference Point of Scale
During the daily machining process, it is very common that the machining cannot be completed within one work shift, and hence the DRO have to be switched off after work, or power failure happen during the machining process which is leading to lost of the workpiece datum (workpiece zero position), the re-establishment of workpiece datum using edge finder or other method is inevitably induce higher machining in accuracy because it is not possible to re-establish the workpiece datum exactly at the previous position. To allow the recovery of workpiece datum very accurately and no need to re-establish the workpiece datum using edge finder or other methods, every Linear scale have a ref point location which is equipped with ref position to provide datum point memory function.
The working principal of the ref datum memory function are as follows.
Since the ref point of Linear scale is permanent and fixed, it will never change or disappear when the DRO system is switched off. Therefore, we simply need to store the distance between the ref point and the workpiece datum (zero position) in NON-Volatile memory. Then in case of the power failure or DRO being switched off, we can recover the workpiece datum (zero position) by presetting the display zero position as the stored distance from the ref point.
An absolute datum should be set when a work-piece is machined. There are three mode operation (REF、AB、LEF_AB):
Example: to store the X axis work datum.
Example for REF mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display “REF”.

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D[" "]
D --> E["X"]
E --> F["REF"]
2、Message window displays "REF", Press ENT until "FD_REF" appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays “FIND_X”.
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X_a"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X_s"]
F --> G["REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["X"] --> B["REF"]
B --> C["△"]
C --> D["▼"]
D --> E["X"]
E --> F["AB"]
G["Hand cursor"] --> H["->"]
3、Message window displays "AB", Press ENT until "FIND_AB"
appears in message window.

flowchart
graph LR
A["X"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
D --> E["X, REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["X"] --> B["REF"]
B --> C["▲▼"]
C --> D["LEF_AB"]
D --> E["X"]
E --> F["LEF_AB"]
3、Message window displays “LEF_AB”, Press ENT until “ZERO_AB” appears in message window.

flowchart
graph LR
A["Xe"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["ZERO AB"]
B --> C["X"]
C --> D["0.000"]
D --> E["ZERO_AB"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["NP"]
C --> D["COMP"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X"] --> B["COMP X"]
B --> C["▲"]
C --> D["▼"]
D --> E["COMP Z"]
Step 4: Press ☐ENT, then the message window display “NUMBER”. Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
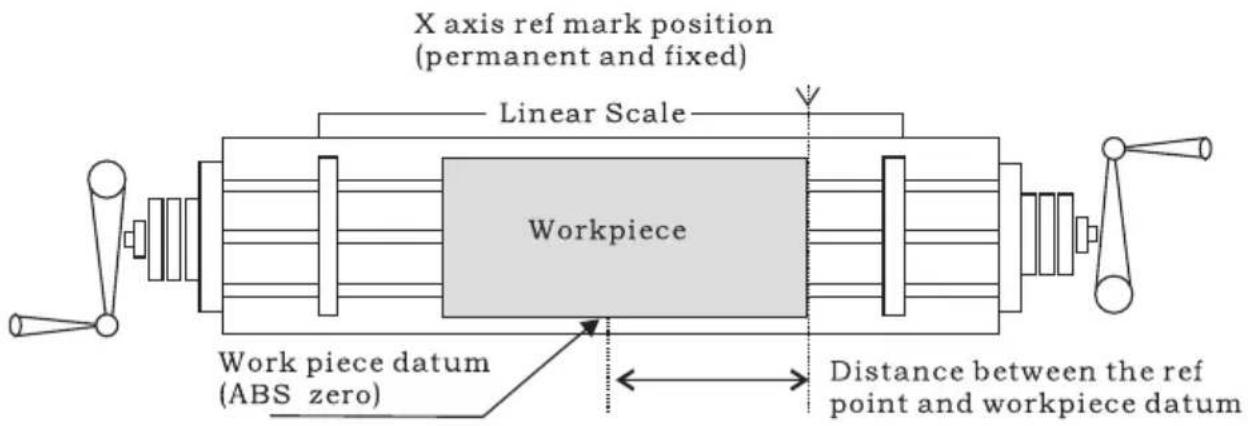
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["SDM1"]
C --> D["Output: 0.000 X₄, SDM1"]
D --> E["Output: 0.000 Y₂, X₅, Y₃, Y₇, Y₈, Z₄, +ₜ"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand Icon"] --> B["Move worktable"]
B --> C["Control Signals: X, Y, X1, Y1"]
C --> D["Output: 0.000 SDM2"]
D --> E["Control Signals: X1, Y1"]
E --> F["Output: 0.000"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand Icon"] --> B["Move worktable"]
B --> C["Display Mode 0.000"]
B --> D["Display Mode X₄ Y₃"]
C --> E["Output Display: SDM3"]
D --> F["Output Display: SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["手动按钮"] --> B["SDM4"]
B --> C["Move worktable"]
C --> D["操作按钮"]
D --> E["0.000 SDM4"]
E --> F["0.000"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

flowchart
graph LR
A["▲"] --> B["SDM1"]
C["▼"] --> B
D["▲"] --> E["X N P A C √ + CTR Y 7 8 9 - MV"]
F["→"] --> G["X 6 0 ENT"]
H["→"] --> I["Y 4 5 ENT"]
J["→"] --> K["60.000 X₀"]
L["→"] --> M["45.000 Y₀"]
3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

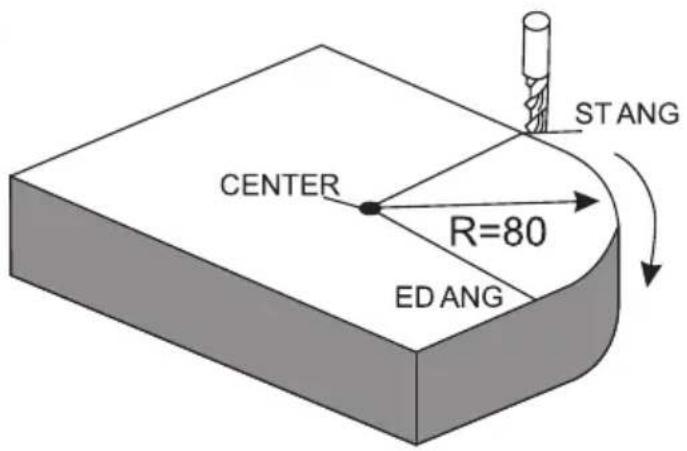
6、Special Function
6.1 Circumference Holes Processing
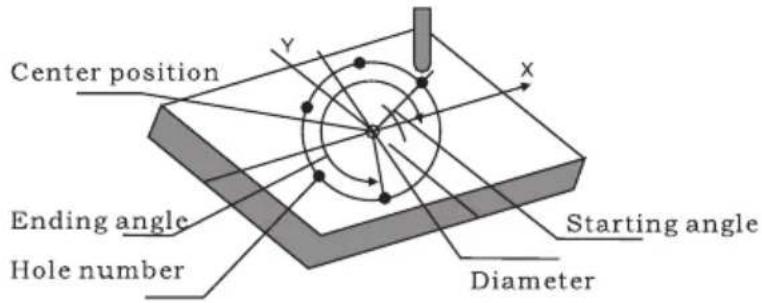
The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function.
The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
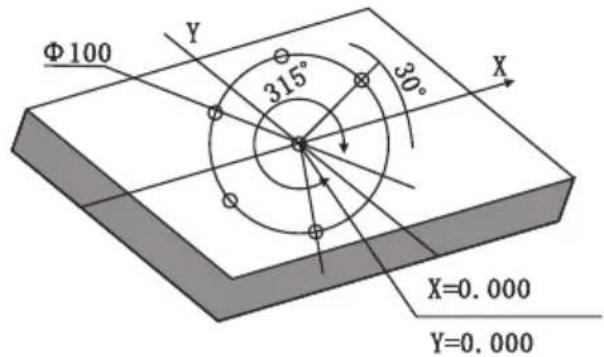
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["User Icon"] --> B["PCD_XZ"]
B --> C["Button"]
C --> D["PCD_XY"]
- Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

- Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["Input"] --> B["DIA"]
B --> C["1 0 0 ENT 100.00 DIA"]
- Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X: NO_HOLE"]
B --> C["5"]
C --> D["ENT"]
D --> E["5"]
E --> F["X: NO_HOLE"]
- Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X: ST ANG"]
B --> C["3 0 ENT"]
C --> D["30.000 X: ST ANG"]
- Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X: ED ANG"]
B --> C["3 1 5 ENT"]
C --> D["315.00 X: ED ANG"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
| 1.LINE S | Step mode |
| LINE L | Length mode |
| 2.STEP | Step length |
| LENGTH | Line length |
| 3.ANG | Angle |
| 4.NO.HOLE | Hole number |
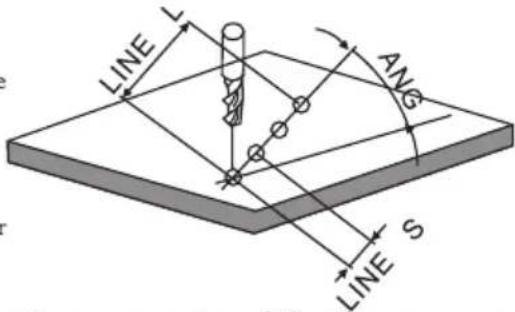
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
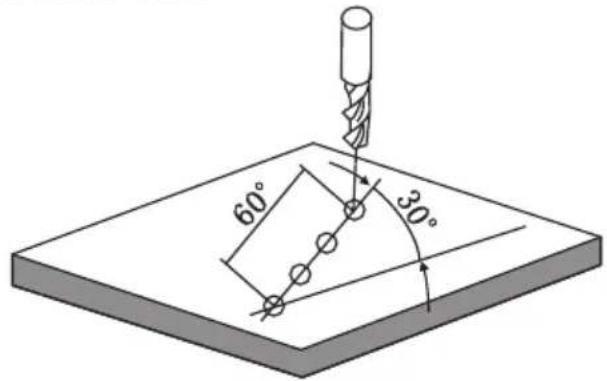
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["∠"] --> B["X: LINE_YZ"]
B --> C["▼"]
C --> D["→"]
D --> E["X: LINE_XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["LINES"]
B --> C["Arrow down"]
C --> D["LINES L"]
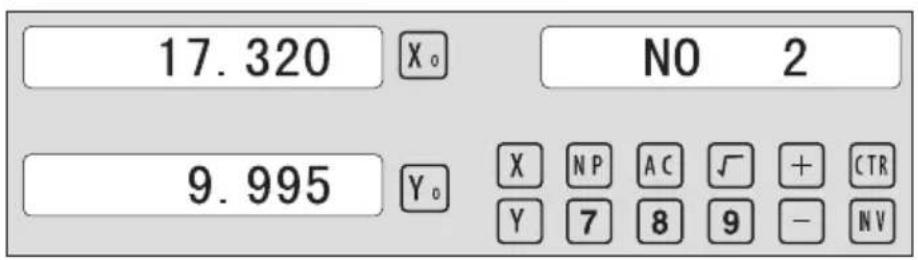
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

flowchart
graph LR
A["X"] --> B["ANG"]
C["3"] --> D["0"] --> E["EN"]
F["30.000"] --> G["X"] --> H["ANG"]
I["▼"] --> J["↓"]
- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X"] --> B["NO. HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["NO. HOLE"]
F --> G["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
- After processing all holes, press ☐ to return normal display.
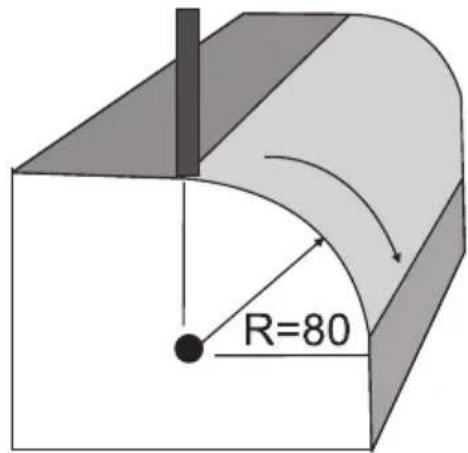
6.3 ARC Processing
Two functions are available for the ARC function: the simple ARC Function and the smooth R function. Press ☑ to enter ARC function, then press ▲ or ▼ for selecting smooth ARC function or Simple ARC Function.
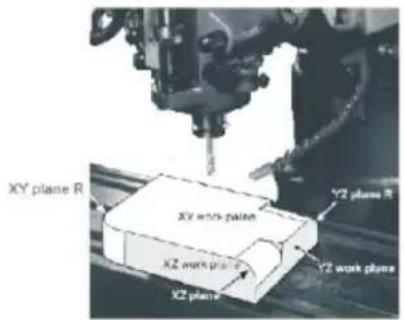
During installation, normally the coordinate of the machine and the direction of X, Y, Z are as per follow. The work plane is shown as the right figure.

(RAD+TL)
(RAD+TL)
Z(+positive direction)
Y(+positive direction)
X(+positive direction)
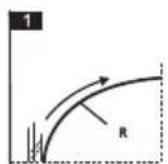
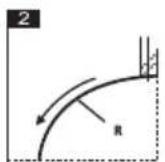
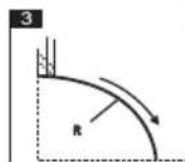
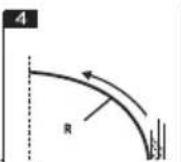
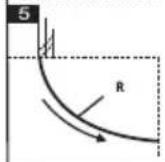
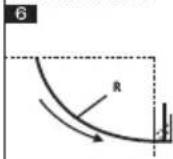
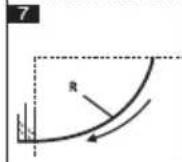
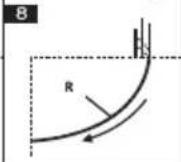
Simple ARC Function:
When the smoothness is not highly demanded, the SIMPLE ARC function is normally used for machining arc. In the SIMPLE function there are only eight type of ARC used to machine. The operator just select the type of R and input the parameters of the radius of Arc, MAX CUT and outer arc or inner arc. In general, an arc may be machined by a planar slot TOOL or arc TOOL, the different between them in different work plane as shown as per follows.
1、SIMPLE Simple processing
2、TYPE 1-8 Mode of the ARC.
3、SEL_XY(XZ,YZ) Select place
4、RAD Arc radius
5、TL DIA Tool diameter
- MAX CUT Feed step
7、RAD_TL Outer arc and inner arc (only for XY place)
Smooth ARC function :
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
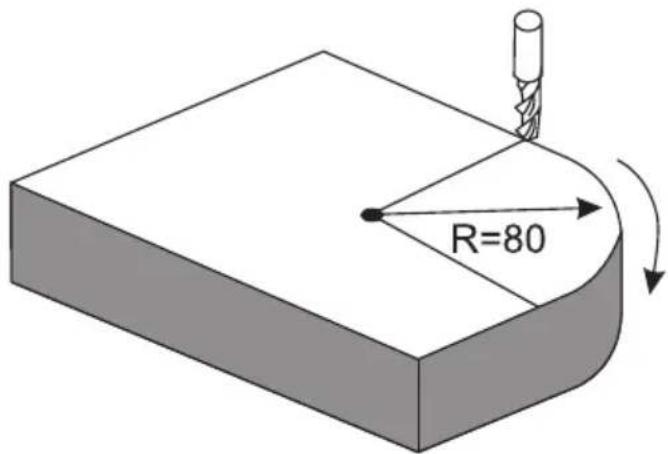
Steps:
1. Select process mode
Press 📋, then the message window display "SIMPLE" to the
ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”

flowchart
graph LR
A["✓"] --> B["SMOOTH"]
B --> C["▼"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ☐ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"] --> D["80.000"] --> E["RAD"] --> F["▼"] --> G["X₀"] --> H["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["EN T"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL D I A"]
E --> F["▼"]
F --> G["→"]
G --> H["X₀"]
H --> I["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
D --> F["MAX CUT"]
F --> G["✓"]
G --> H["X₀"]
G --> I["RAD-TL"]
- Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

flowchart
graph LR
A["✓"] --> B["X: RAD+TL"]
B --> C["ENT"]
C --> D["0.000 X: NO 1"]
D --> E["0.000 Y: X MP AC √ + CTR Y 7 8 9 - NV"]
- After inputting all parameters, press the key EN T for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☐ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
Steps:
- Press ☐, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XZ"]
B --> C["▼ ▼"]
C --> D["SEL_XZ"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"] --> D["80.000"] --> E["RAD"] --> F["▼"] --> G["Xo"] --> H["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xo"]
D --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["Xo"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xa MAX CUT"]
E --> F["▼"]
F --> G["Xa RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
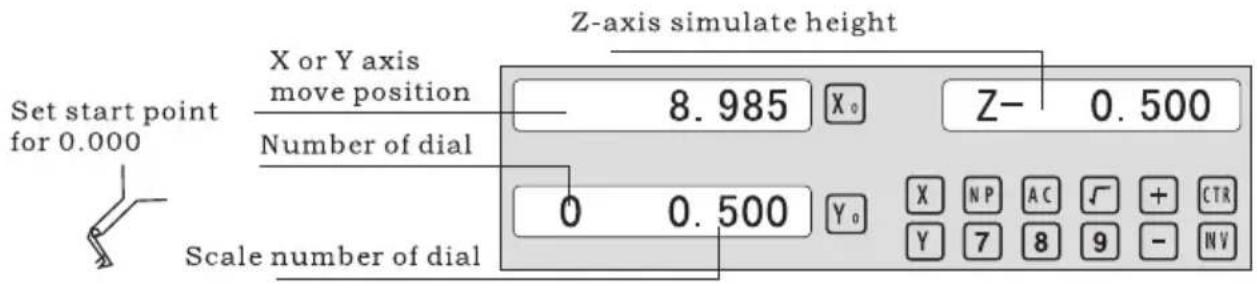
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["Down Arrow"]
C --> D["Empty Input Box"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8 0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"] --> D["80.000"] --> E["X₀"] --> F["RAD"] --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X3"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X3"]
G --> H["MAX CUT"]
- Input Feed step (MAX_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press
0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["✓"]
G --> H["X₀"]
H --> I["RAD-TL"]
- Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X₀ ST ANG"]
B --> C["0 ENT"]
C --> D["0.000 X₀ ST ANG"]
- Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 1 3 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₂ ED ANG"]
B --> C["1 3 5 ENT 135.00 X₃ ED ANG"]
C --> D["↓"]
- Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

- After inputting all parameters, machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☐ to quit ARC function any time.
6.4 Oblique Processing
There are 2 ways available for maching oblique place:
a). on the place. b). on the place YZ, or XZ;
Only the following parameters need to be inputted:
INCL_XY(XZ,YZ) Set machine place XY,YZ,0r XZ place.
ANG The inclination angle of the oblique.
DIA The TOOL Diameter.
ST_POT Starting position;
ED_POT Ending posting;
Example 1 for the Oblique XY place:
When the machining plane is on plane XY as the part shown in Figure, the angle of obliquity of the workpiece should be calibrated before the oblique plane is machined. Therefore, at this point the machining of oblique plane plays the role of calibrating the obliquity.
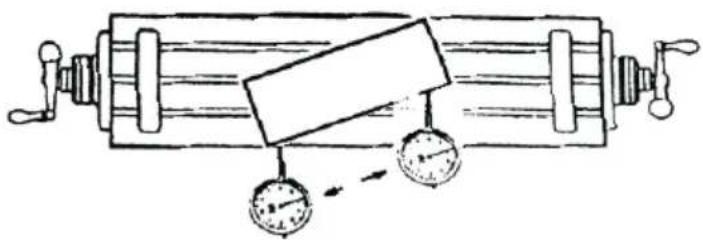
natural_image
Diagram of a mechanical device with two gauges and a central block, no text or symbols presentProcedure for calibrating the obliquity
First place the workpiece on the worktable as per the required angle of obliquity.
1) Enter the function of oblique plane.
2) Select the function of plane X Y.
3) Input the angle of obliquity.
4) Move the worktable until the measuring tool (such as a dial gauge) installed on the milling machine touches the obliquity-calibrating plane, adjust it to zero, and move the worktable for any distance in the direction of X-axis.
5) Move the worktable in the distance of Y-Axis until the display turns to zero.
6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press ⚪, then the message window display “INCL_XY” to the Oblique Processing. Press ▲ or ▼ to select place to display “SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["Input"] --> B["INCL_XY"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press ☐, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5N/_N1 to quit oblique function any time.
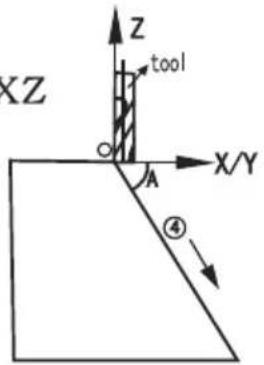
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
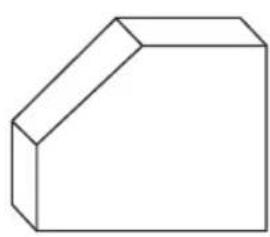
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)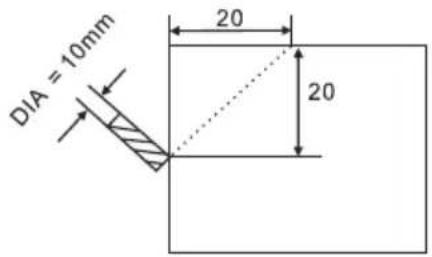
STEPS:
- Press SNV, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀ INCL_XZ"]
B --> C["ENT"]
C --> D["0.000 X₀ DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
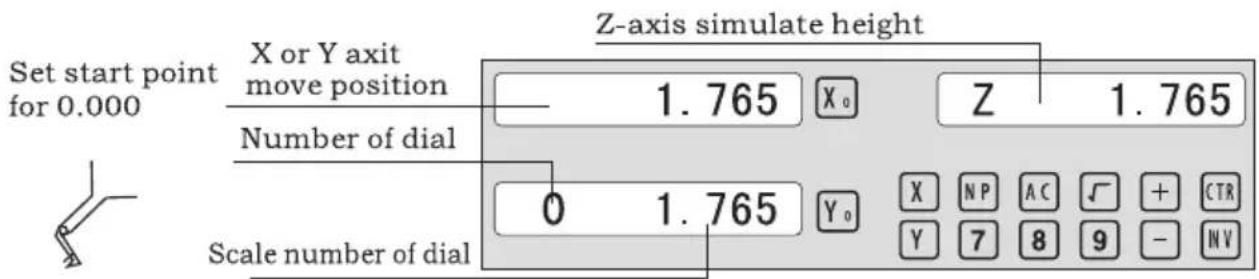
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press 5% to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
Example 1 for the Slope XZ place;
Step 1. Select place
Press ☐, then the message window display "XZ" to the slope Processing. Press ▲ or ▼ to select place to display "SEL_XY; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X: XZ"]
B --> C["ENT"]
C --> D["0.000 X: ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["✓"] --> B["FLAT_XY"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

- process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press _2 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
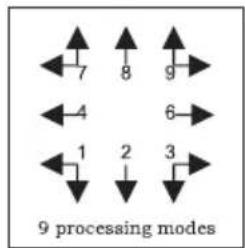
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
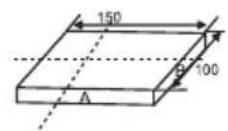
Figure A
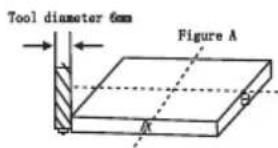
Figure B
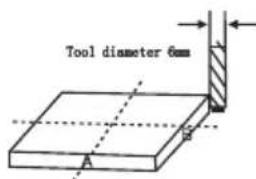
Figure C
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.

Step 2: input the diameter of the TOOL; Press 10 in turn..

Step 3: Press ▼ to the machining Mode.
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key ☐ to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["SFT"] --> B["ABS"]
B --> C["SIFT"]
C --> D["ABS"]
6.9 Lathe Function
6.9.1 200 sets TOOL Libs
It always needs different TOOL when processing different parts. For convenient operation, the Lathe digital readouts has the function of 200 sets TOOL Libs.
Note: Only when the lathe is equipped with the tool setting block, the 200 sets TOOL Libs can be used.
- Set a datum TOOL. After tool setting, Zero X axis and Z axis, the set zero of absolute coordinate.
-
According to the size of TOOL1 and datumTOOL, determine the position of TOOL relative to zero of absolute coordinate and datum tool. As Figure 6-1. The relative size of TOOL 2 is as follows X axis 25-30=-5, Z axis 20-10=10.
-
Save the TOOL number and the size into digital readout.
-
The number of TOOL can be input at random, the digital readouts will display the position of tool to absolute coordinate zero. Move lathe until X axis and Z axis both display zero.
-
TOOL Libs can save the 200 sets of the data of tools.
-
The TOOL Libs must be used in the opening state. The 200 sets TOOL Libs can be opened by continuously pressing ± ten times until the right window flashes TL - OPEN and a mark “/” display at the left of the right information window. The Mark indicate the operator can setup or revise the 200 sets TOOL Libs. Continuously pressing the key ± ten times will cause the 200 sets TOOL Libs to be closed and the right window flashes TL - CLOSE and the Mark disappear. When the Mark “/” disappear the 200 sets TOOL Libs can not be revised.
The operations for TOOL data and calling TOOL is shown as follows.
Step 1: In ABS state, input the data of the 200 sets TOOL Libs. To opening the 200 sets TOOL Libs by continuously pressing the key ± ten time. A Mark “ ” will appear at the left window of the right info window.
Step 2: Press TOOL to access the inputting state. Input TOOL 1 data:

Step 3: Input TOOL 2 data:

Step 4: Press to continue to input the data of next tool. By pressing number and the key ENT, the operator can directly input the special tool data. Press TOOL to quit.
After TOOL libs is setup. Use the TOOL libs according to the following operations first mount the second tool.
Step 5: To access the using state by press CALL. Then press 2 ENT.

Step 6: Press ▲ or ▼. Select the base TOOL. Then press 1 ENT.

Step 7: Press CALL to quit the function;
Note:
When the base tool is used, the axis can not be zeroed in ABS state. When the others are used, the axis can only be zeroed in INC state.
6.9.2 Taper Function
For lathing the workpiece with taper, the taper of the workpiece can be measured in processing;

Operations :
As figure, contact surface A of workpiece with lever readouts and resets the lever readouts point to zero.
Step 1: Press 📋, then the message window display “MEASU” to the paper processing. Move the lever readout to the surface B until the lever readouts point as follow;

flowchart
graph LR
A["User Hand icon"] --> B["MEASU"]
B --> C["Move the lever readout"]
C --> D["4.907"]
C --> E["8.500"]
D --> F["MEASU"]
E --> G["X N P A C + CTR Y 7 8 9 - MV"]
Step 2: Press ☐ENT to calculate.

Step 3: press ▶ to quit the function;
6.9.3 R/D Function
For 2 axes Lathe and 3 axes Lathe, press 1/2 , The display Mode of X axis is switched between Radius and Diameter. When X axis for display of Diameter, A mark “ ” will appear at the left of the right information window, but when X axis for display of iameter, the mark “ ” disappear. Only X axis has the function of the diameter / radius transformation.
6.9.4 Y + Z Function (only applicable to : 3 axes Lathe)
For 3 axes Lathe, the counter of Y axis and the counter of Z axis can be added to displayed in the Z axis by pressing the key 🌐 , then press the key can cancel the Y + Z function.
6.10 EDM (Special customization function, if you need to buy, please contact the dealer to customize)
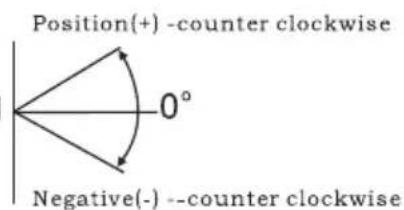
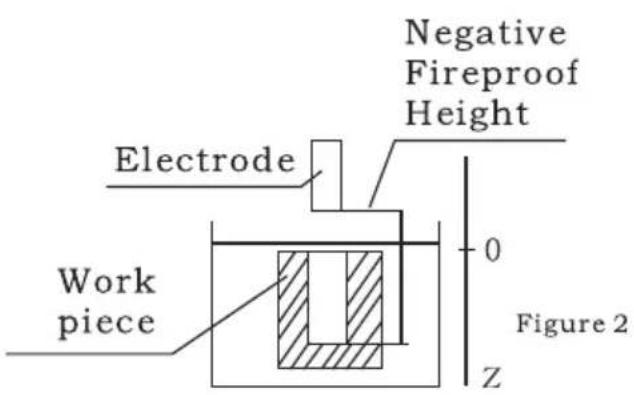
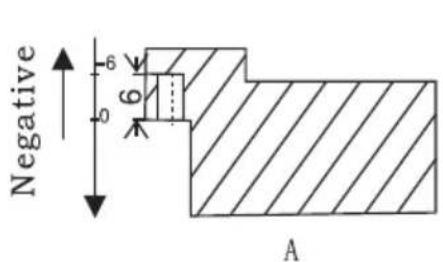
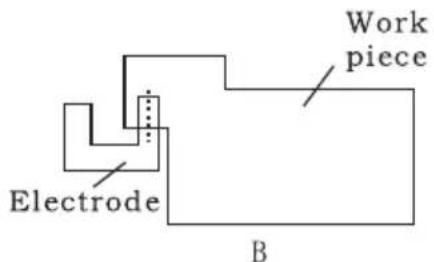
1、Description: This function is used for the special machining of Electro Discharge Machining (EDM). When the set target value of EDM Z-axis is equal to the present value, the digital readout will output the switch signal to control EDM to stop the depth machining.
The setting of Z-axis direction the Digital Readout is shown as Fig 1, i.e. The deeper the depth is, the large the coordinate value of Z-axis displays. Since starting machining, the depth will gradually deepen and Z-axis.
According to the set Z-axis direction, the machining direction is divided into positive and negative machining. When the electrode descends and the machining is carried out from up to down, the digital readout value will increase, which is called positive machining (Positive). The setting of this direction is the normal setting.
When the electrode ascends and the machining is carried out from down to up, the digital readout value will decrease. The machining direction is negative direction (negative), which is also called negative machining (shown as Fig.1)
The Digital Readout also features other functions, such as negative fire proof-height. Negative fireproof height function is a kind of intelligent position follow check safety protective device. In the process of machining, the electrode surface will generate the carbon accumulation phenomenon. Due to the long-time or diurnal machining without tending, when generating the carbon accumulation and nobody makes the cleaning, the electrode will slowly increase along the negative direction. Once the electrode exceeds the liquid level, it will frequently catch fire and cause losses. This function is just set to aim at this problem. When setting negative fireproof height, and the increased height of electrode exceeds the height between it and the depth of machined surface (i.e. Negative fireproof height), the digital readout display will blink for waring; at the same time, the output signal will automatically turn off EDM to eliminate the fire chance.

Figure 1
2. procedure :
See the following example for detailed machining.
1) Before machining, firstly set each parameter of DEPTH (machining depth); ERRHIGH( negative fireproof height), machining direction(POSITIVE / NEGATIVE) ; exit mode (AUTO/STOP) and EDM Relay Output Mode.
2) Move the main axis electrode of Z-axis to make it contact the workpiece reference. Clear A-axis to zero or set the value.
3) Enter EDM machining by press the key EDM.
4) X-axis will display Machining depth target value. Y-axis will display Value has been to be depth. (The value on Y-axis is the value that the workpiece has been machined depth) Z-axis will display Self-position real time value. (The value on Z-axis is the position value of the main axis electrode of Z-axis.)
5) Start machining, Z-axis display value is gradually close to the target value, and Y-axis display value is also gradually close to the target value. If at this time, the electrode is repeatedly up and down, Z-axis display value will change subsequently, but Y-axis display value will not change, which will always display the machined depth value.
6) When Z-axis display value is equal to the set target value, the position reaching switch will be turned off, EDM will stop machining, According to the operator setting. There are two kinds of exit modes:
a) Automatic Mode:
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
-
Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
-
Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X3 DEPTH"]
B --> C["20 ENT"]
C --> D["20.000 X3 DEPTH"]
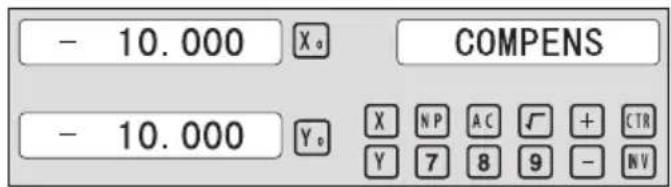
- input ERRHIGH ( Negative Fireproof Height ) (undefine) .Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X: ERRHIGH"]
B --> C["→"]
C --> D["± 1 5 0 ENT"]
D --> E["-150.000"]
E --> F["X: ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X: NEGATIV"]
B --> C["1 ENT"]
C --> D["1 POSITIV"]
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X_s MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining ;
Machining is shown as the model chamber as follows
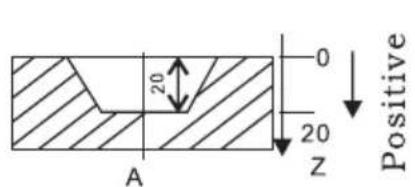
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["Xe DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 Xs DEPTH"]
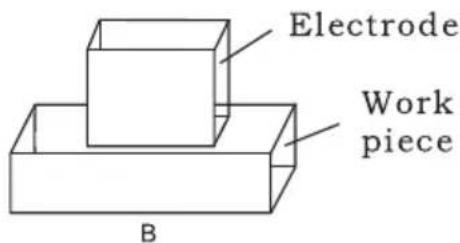
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
When entering EDM Function, the operator can input the parameters for EDM.
The operation procedure is as follows:
1) Set PCD parameters(the setting is the same as the common setting of PCD)
After input all parameters and enter PCD machining state. The position of the first hole will be display.
2) Press EDM to enter EDM Function parameter( the setting methods is the same as the common setting of EDM parameter); after input all parameters, continuously press ▼ to enter EDM machining state. When the machining is done, press EDM to quit EDM function and enter PCD machining state.
3) In PCD machining state, press ▼ for the position of the next hole, move the machine to the display value 0, then press EDM to access EDM function again.
4) Repeat the step 2 and step 3 for the following machining points.
7 Calculator
The Calculator not only provides normal mathematical calculations such as +, -, x, /, it also provide trigonometric calculations such as SIN, Arc SIN, COS, Arc COS, TAN, Arc TAN SQRT etc.
The Operations are same as the commercial calculators, easy to use.
Enter and exit Calculator Function
In normal display state: Press CTR to enter calculator function.
In calculator display state: Press CTR to exit calculator function.
Transferring the Calculator Results fo Selected Zxis.
After calculating is finished, if the Calculator display Mode Set for mode 1, user can:
Press _0 to transfer the calculated result to X axis; then the X window will display this value;
Press Y_0 to transfer the calculated result to Y axis; then the Y window will display this value;
Press _0 to transfer the calculated result to Z axis; then the Z window will display this value;
Transferring the Current Display Value in window to Calculator. if the Calculator display Mode Set for mode 1, user can:
Press ☒ to transfer the display value in X window to calculator;
Press Y to transfer the display value in Y window to calculator;
Press ☐ to transfer the display value in Z window to calculator;
8 Appendix
1. Troubleshooting:
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | Power isn't connectedPower switch is off.The range of power voltage is not right.The inner power of Linear Scale is short. | Check power wire and connect the powerTurn on the power switch.The range of voltage is in 80--260VUnplug the connector of linear scale |
| One axis is not counting | Replace the linear scale of the other axis.DRO is in special function | If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.Quit the special function. |
| Linear scale is not counting | Reading head is bad for using range exceeds.Aluminum chips is in reading head of linear scale.The span between the reading head and metal part of linear scale is large.The metal parts of linear scale is damage. | Repair the linear scaleRepair the linear scaleRepair the linear scaleRepair the linear scale |
| Counting is error | Shell is poor grounding.Low precision of machine.Speed of machine is too rapid.Precision of linear scale is low.The resolution of DRO readouts and the linear scale is not match.The unit (mm/inch) is not match.Setting thelinear compensating is not arrest.Reading head of the linear scale is damaged. | Shell is good grounding.Repair the machine.Reduce the speed of machine.Mount the linear scale again.Set the resolution of the DRO again.Cover the unit of display mm/inch.Reset the linear compensation.Repair the linear scale. |
| The counting of the linear scale is not accurate | The mounting of linear scale does not demand the requirement, and the precision is not adequate.The screw is loosen.Precision of machine is low.The resolution of digital readouts and the linear scale is not match. | Mount the linear scale again and level it.Lock all fixing screws.Repair the machine.Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | The small car and steel ball is separated.The glass of reading head is wearied.The glass of reading head of the linear scale has dirt.The elasticity of the steel wire is not adequate. | Repair the linear scale.Repair the linear scale.Repair the linear scale.Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
- Examples of character output at the data interface
1、X,Y,Z Axis
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
Installation instructions
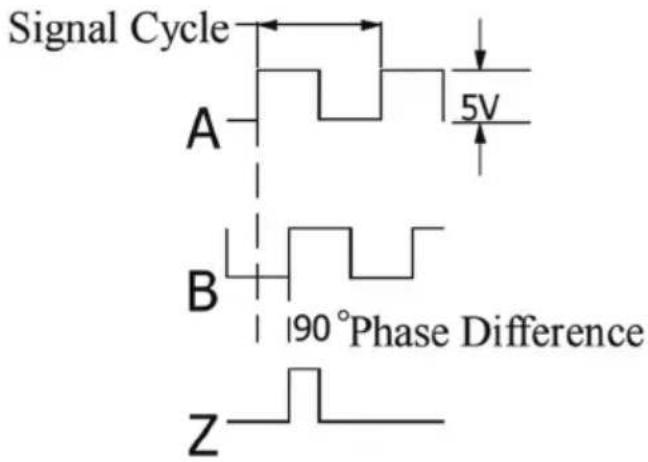
TTL signal Output:
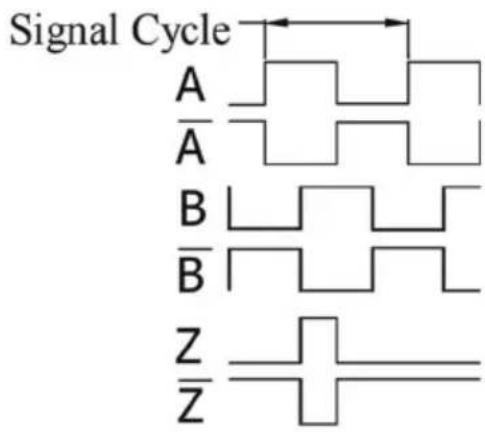
EIA-422-A signal Output:
1. TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
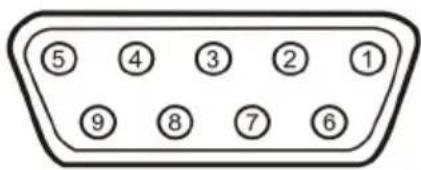
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
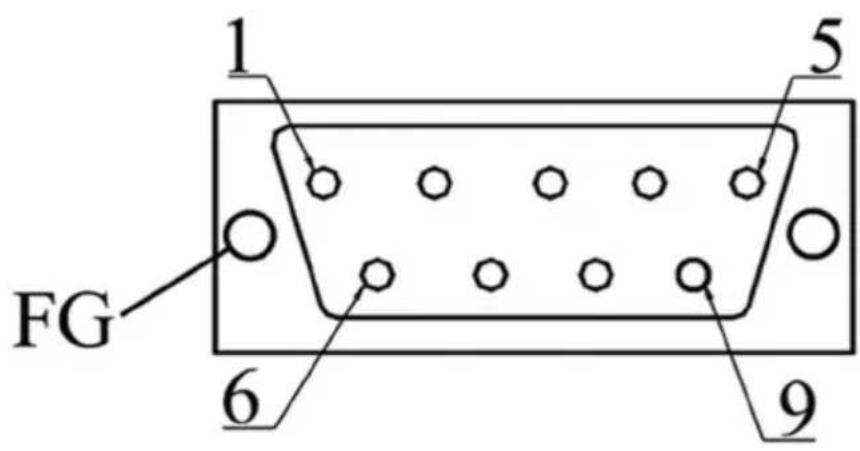
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
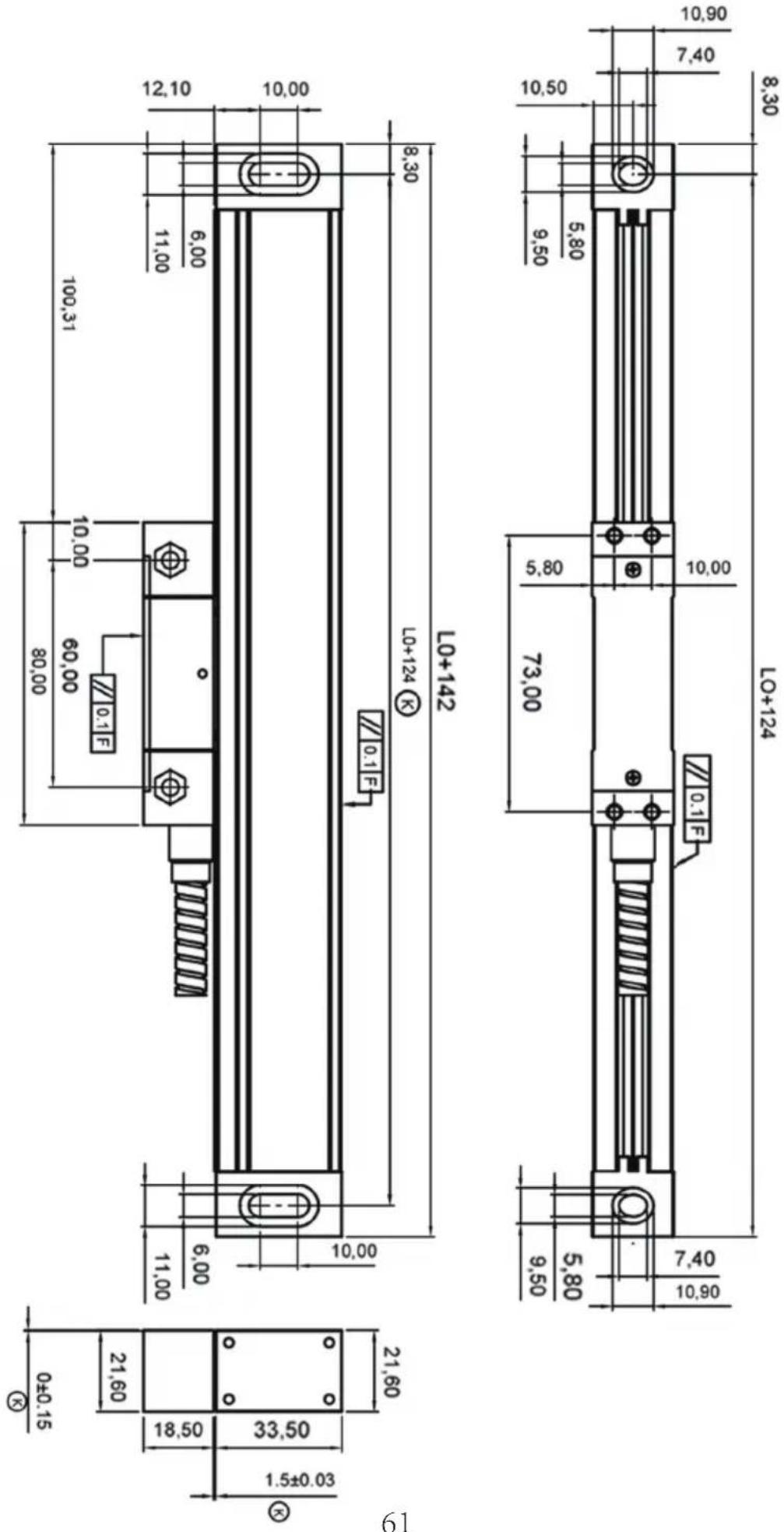
Linear scale Installation drawings
Installation method:
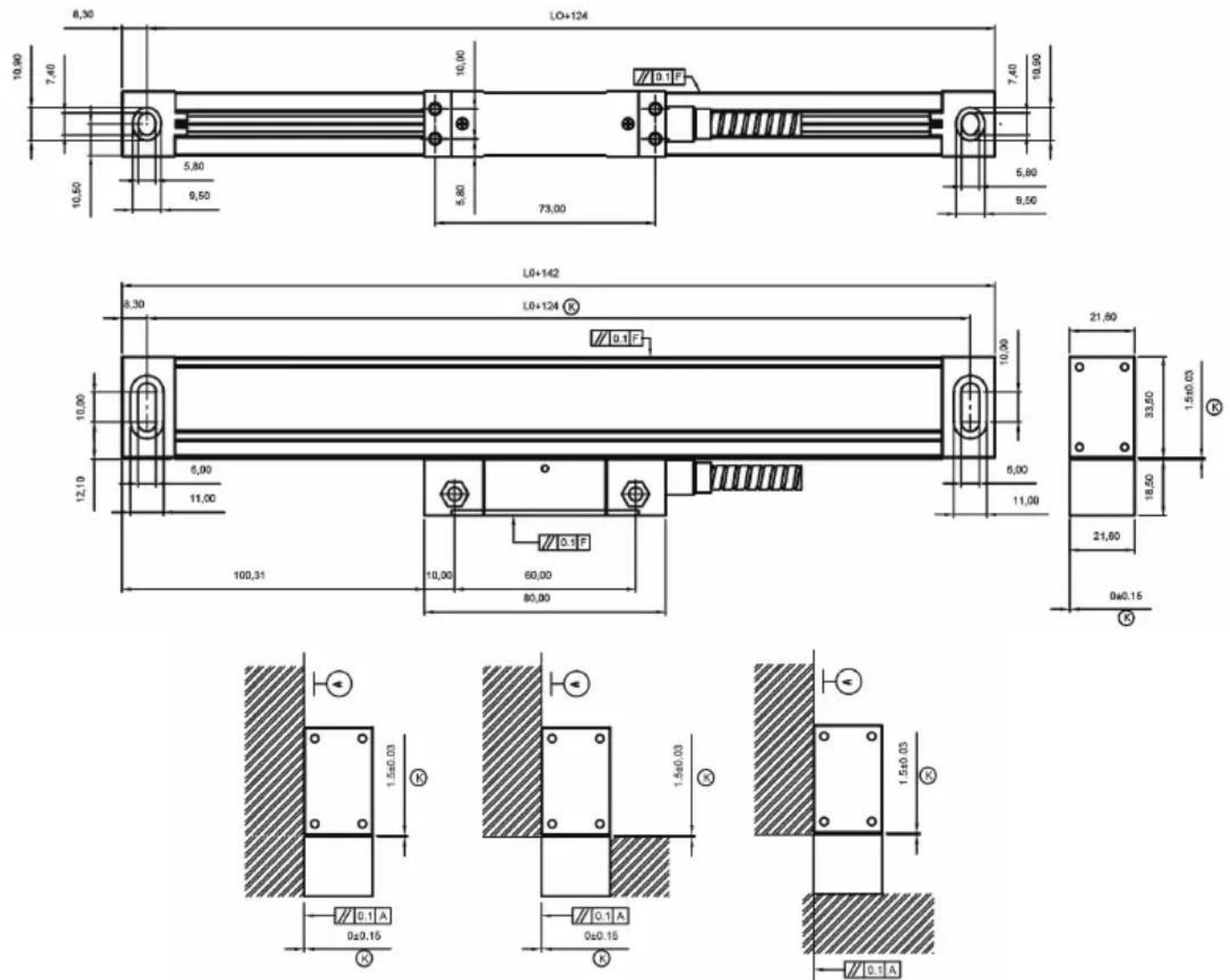
Standard size: (Unit: mm)
| Model | L0 L1 | L2 Model | L0 L1 L2 | ||||
| YE-50 | 50 | 174 | 190 | YE-550 | 550 | 674 | 690 |
| YE-100 | 100 | 224 | 240 | YE-600 | 600 | 724 | 740 |
| YE-150 | 150 | 274 | 290 | YE-650 | 650 | 774 | 790 |
| YE-200 | 200 | 324 | 340 | YE-700 | 700 | 824 | 840 |
| YE-250 | 250 | 374 | 390 | YE-750 | 750 | 874 | 890 |
| YE-300 | 300 | 424 | 440 | YE-800 | 800 | 924 | 940 |
| YE-350 | 350 | 474 | 490 | YE-850 | 850 | 974 | 990 |
| YE-400 | 400 | 524 | 540 | YE-900 | 900 | 1024 | 1040 |
| YE-450 | 450 | 574 | 590 | YE-950 | 950 | 1074 | 1090 |
| YE-500 | 500 | 624 | 640 | YE-1000 | 1000 | 1124 | 1140 |
L0: Effective measuring length of the linear encoder; L1: Length of linear encoder mounting holes; L2: Linear encoder overall length
Maintenance:
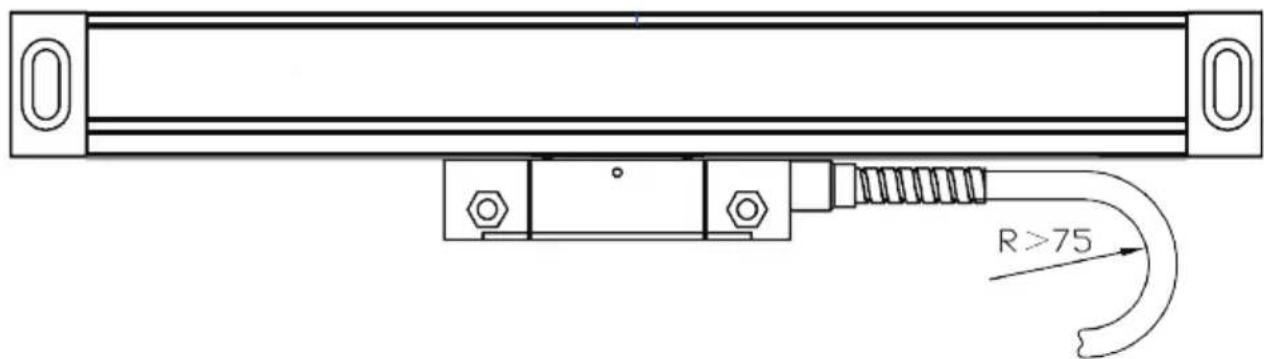
- The effective travel of the linear encoder should be longer than the maximum travel of the machine tool. If the length is not enough, replace the linear encoder with a larger stroke or add a limit block on the machines. The end position of the reading head from the end of the linear encoder body should be not less than 10 ~mm space, (see the following diagram).
-
For any non-machined surface, a shim must be placed on the back of the linear encoder or a user-made installation shim must be used to ensure the stability and reliability of the connection between the grating ruler and the mounting surface.
-
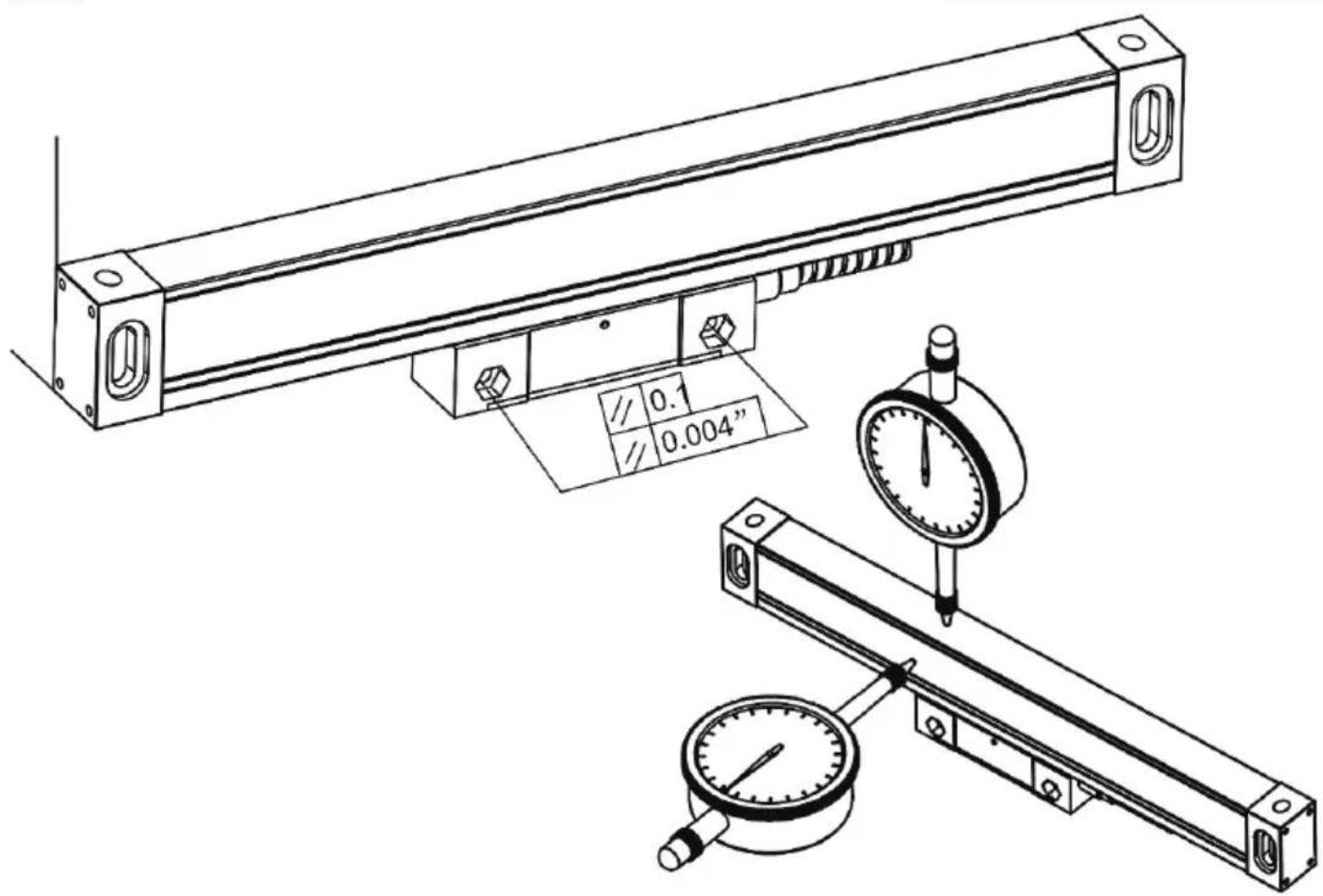
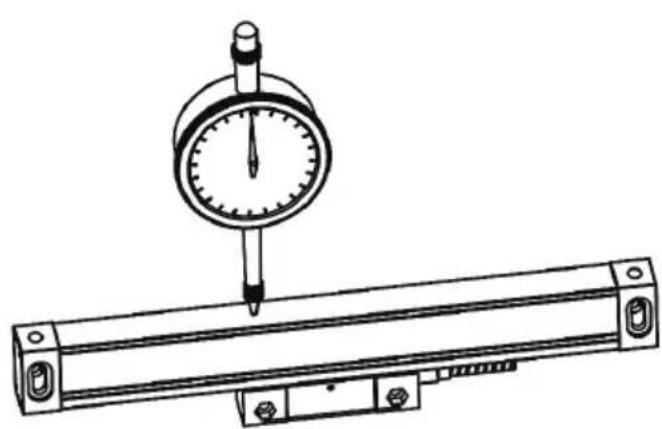
When using a dial gauge or similar instrument to calibrate the parallelism of the linear encoder, the angle of the side head must be within ±30 degrees, and the smaller the angle, the better.
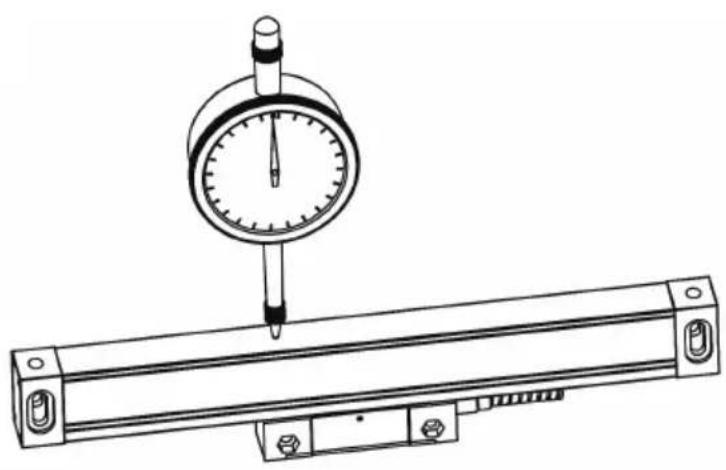
natural_image
Technical line drawing of a pressure gauge mounted on a mechanical component (no text or symbols)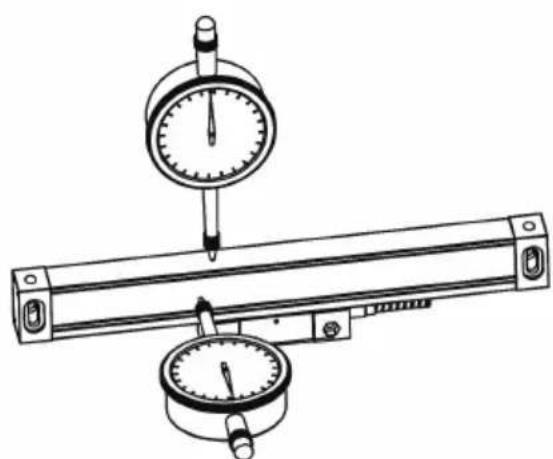
natural_image
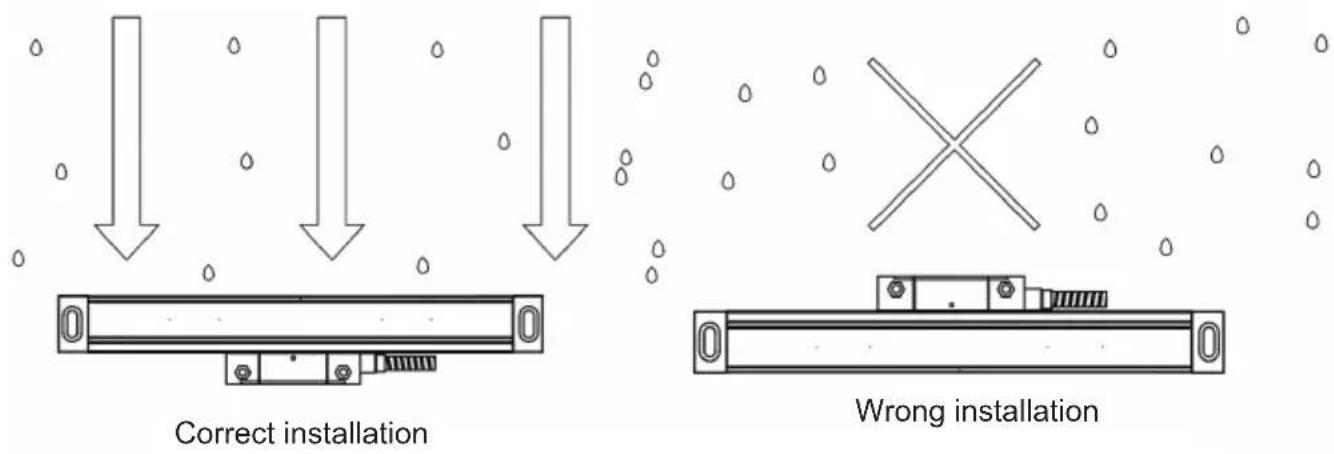
Technical line drawing of a mechanical measurement device with two gauges and a central dial (no text or symbols)- The installation position of the linear encoder must avoid direct impact from iron filings, oil, water, and dust (as shown in the figure below). The installation length of the L-plate should be as short as possible under possible circumstances, and the force situation of the mounting surface must be taken into consideration.
- There must be a gap of 0.5 ~mm or more between the dust cover and the ruler body, and avoid contact between the dust cover and the ruler body when moving the reading head (as below).
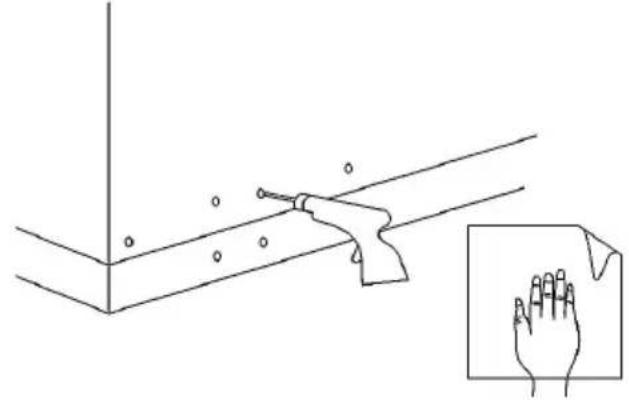
- Installation screw thread depth, at least must have 6 teeth of locking depth; force greater part, such as supporting the digital display meter shelf fixed plate, must have 8 teeth of locking depth; YE series of scale, the depth of the thread depth of the locking depth. Such as supporting the digital display meter shelf fixed plate, must have more than 8 teeth locking depth; YE series scale With M4 screws installed mounting surface tapping after surface deburring, paint, stain removal.
(The following figure)
natural_image
Line drawing of a hand holding a tool near a vertical line, with an inset showing the same hand's outline (no text or symbols)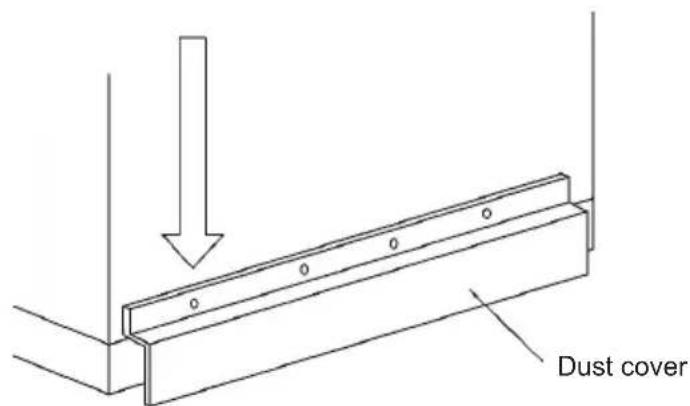
-
The fixing of the signal line must take into account all relevant moving distances. Fixing position as far as possible placed in the very center of the stroke, and the excess signal line is fixed with a wire tie.
-
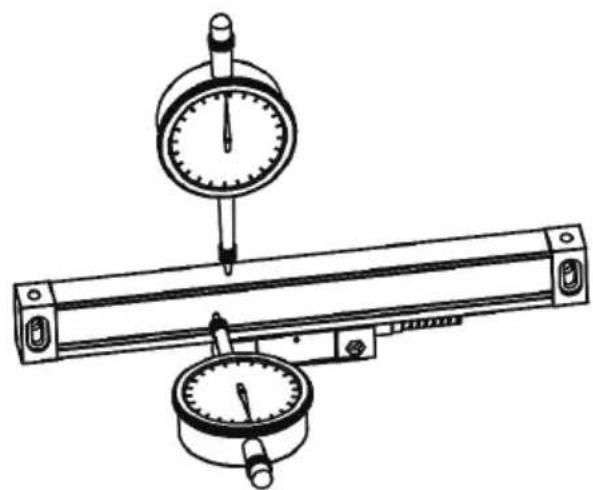
Adjustment of the scale height level must be the length of the scale center to take the two sides of the symmetry point Do adjust the reference point, any scale regardless of the school level direction or height direction, the Adjustment range: for the scale body, to the head from the scale body at a distance of not more than 20mm from each end shall prevail. For the reading head, between the two quadrilateral reference surfaces (the following figure)
- The bending radius of the signal line of the scale is greater than 60mm.
10.Scale installation standard
(1) Installation base surface standard (Figure 4.8a.b.c three installation methods)
- The installation surface of the ruler body is parallel to the installation surface of the reading head, and the parallelism between the installation surfaces is < 0.1 ~mm
- The installation surface of the ruler body is perpendicular to the installation surface of the reading head, and the perpendicularity between the installation surfaces is < 0.1 ~mm
2) Ruler body installation standards (Figure 4.9, Figure 4.10)
- Height direction relative to the machine guide parallelism <0.1mm, maximum not more than 0.15mm In terms of symmetry point, the smaller the better.
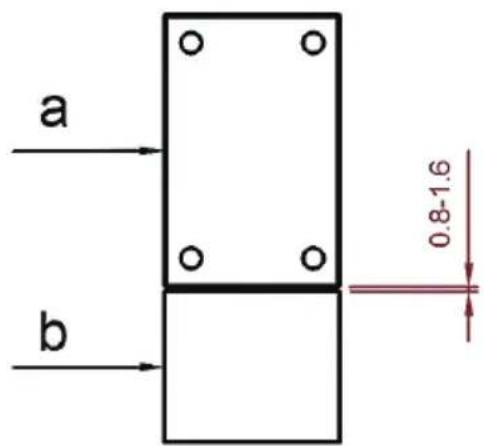
3) Standard of reading head installation
- The clearance between the reading head and the height direction of the ruler body is 0.8mm-1.6mm after installation, and then withdraw the pad block (Figure 4.11)
natural_image
Technical line drawing of a dial indicator measuring a cylindrical object (no text or symbols present)4.9
natural_image
Technical line drawing of a mechanical measurement device with two gauges and a central dial (no text or symbols)4.10
-
Reading head a side and ruler body B side. Misalignment in horizontal direction. 0.25±0.15mm
-
Parallelism of reading head relative to machine tool <0.10mm, maximum cannot exceed 0.30mm
Parameter:
| Modle | SNS-3V-YE102024 | SNS-3V-YE161838 |
| Rated voltage: | AC85-230V 50Hz/60Hz | |
| Resolution | 5 μm | |
| Number of axles | 3 | |
| Range | 10 inches20 inches24 inches | 16 inches18 inches38 inches |
Standard accessories:
| Accessories for digital display meters: | Accessories for grating ruler: |
| 1. Support rod * 12. Knife holder plate * 13. Transparent watch case * 14. Power cord * 15. Watch holder * 16. Butterfly piece * 27. M8 * 70 screw * 18. M10 * 55 screw * 19. Nut M10 * 110. Nut M8 * 111. Nut M5 * 112. Internal hexagonal screw M5 * 20 * 213. Internal hexagonal screw M5 * 25 * 114. M4 * hex socket screw * 415. M5 * 10 machine meter screws * 216. Washer φ 10 * 117. Washer φ 8 * 118. Washer φ 5 * 119. Rubber washer 20 * 10 * 1 * 120. Rubber washer 20 * 10 * 0.5 * 121. Spring washer φ 10 * 122. Spring washer φ 8 * 123. Spring washer φ 5 * 1 | 1. Ruler cover * 32. L mounting plate * 43. Plug * 64. Screw pack * 3 bagsEach bag contains:Internal hexagonal screw M4 * 30 * 4;Internal hexagonal screw M4 * 12 * 2;Internal hexagonal screw M4 * 8 * 4;U-shaped gasket T=0.2mm * 2;Washer φ 6 * 2;Washer φ 5 * 2;Washer φ 4 * 6;Line card * 2 |
This device complies with Part 15 of the FCC Rules. Operation is subject to the following two conditions:(1) This device may not cause harmful interference, and (2) this device must accept any interference received, including interference that may cause undesired operation.
Manufacturer: Shanghaimuxinmuyeyouxiangongsi
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NS 2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Pla Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion H
London Road, Staines-upon-Thames, Surrey, TW18 4
VEVOR®
TOUGH TOOLS, HALF PRICE
Technical Support and E-Warranty Certificate
www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Www.vevor.com/support
MANUEL D'UTILISATION DE L'AFFICHAGE DRO
MODÈLE : SNS-3V-YE102024 IS NS-3V-YE161838
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)BESOIN D'AIDE? CONTACTEZ-NOUS!
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)......49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
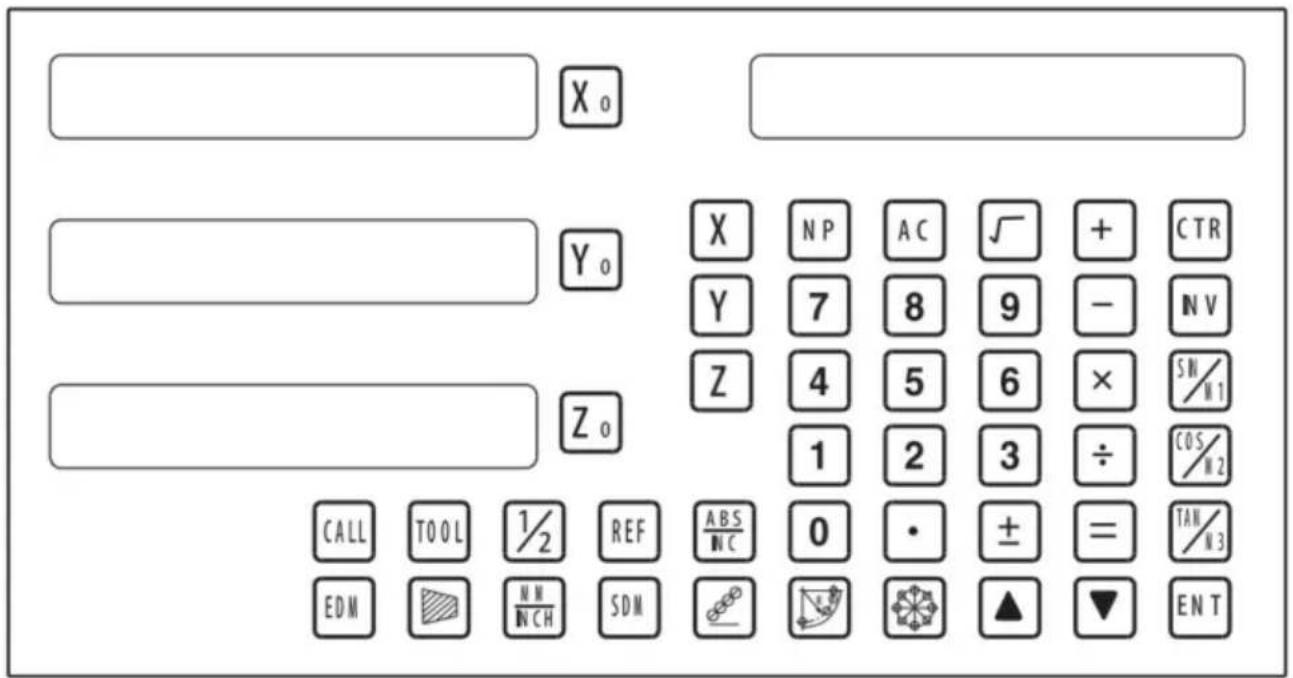
TWO AXIS PANEL
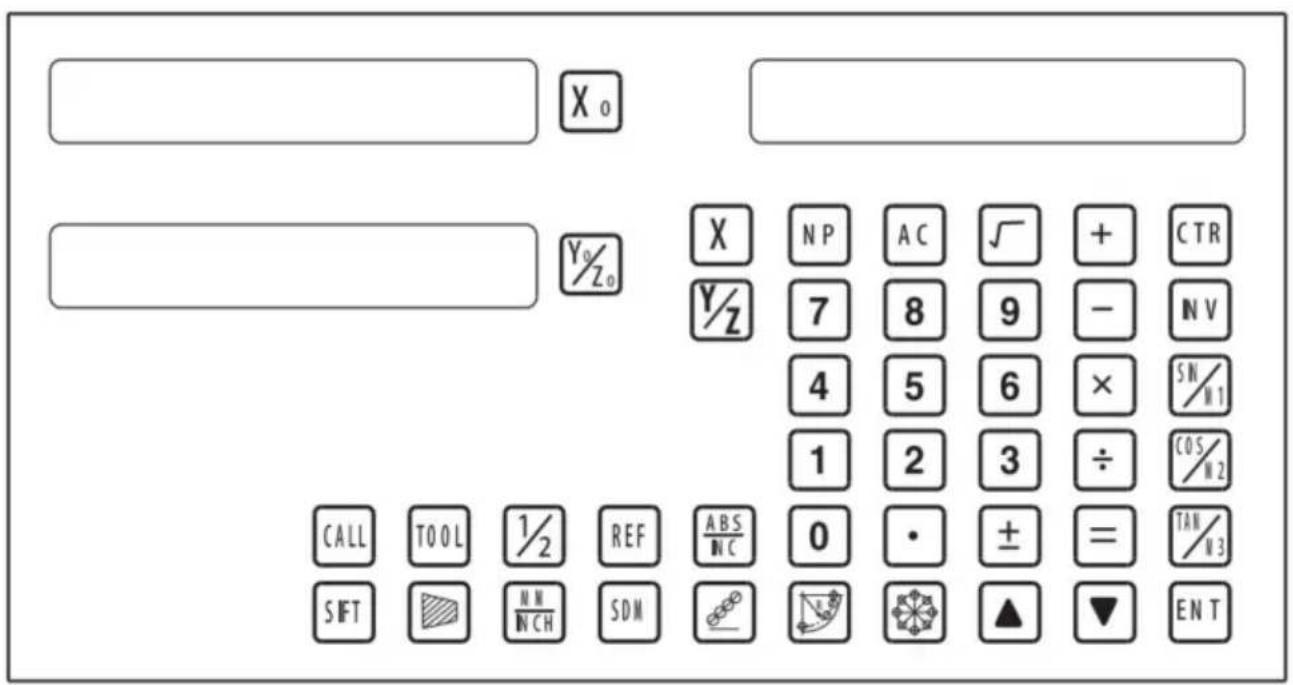
Keyboard Description
 | Keys for axis selection |
 | Zero select axis |
 | Enter +/- sign |
 | Enter decimal point |
  | Entry keys for numbers |
 | Operation key (in Calculation function key) |
 | Enter or quit calculating state |
 | Cancel incorrect operation |
 | Calculate inverse trigonometric |
 | Square root |
 | Confirm operation |
 | Toggles between inch and millimeter units. |
 | Press when ready to identify a reference mark. |
 | Function keys for 200 sub datum |
 | ARC cutting function |
 | holes displayed equally on a circle |
 | holes displayed equally on a line |
Caption of the keyboard
 | Calculate trigonometric or Slope Processing function key |
 | Calculate trigonometric or rectangular inner chamber processing function key |
 | Calculate trigonometric or the tool diameter compensation function key |
 | Toggle between ABS/INC coordinate |
 [SDZ7] [SDZ7] | Stroll up or down to select |
 | Taper measured function key |
 | Tool library call key |
 | Opens the tool table.( lathe) |
 | EDM function key |
 | Filter display function key |
 | Half a display value of an axis |
 | Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and pressENT. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
"LATHE-2" means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["X₀"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["X₀"] --> E["MILL_2"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
note bottom of C 3.2.15 Signal Interface Type
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₀"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X"]
D --> E["CLR OK"]
F["Hand icon"] --> G["ENT"]
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
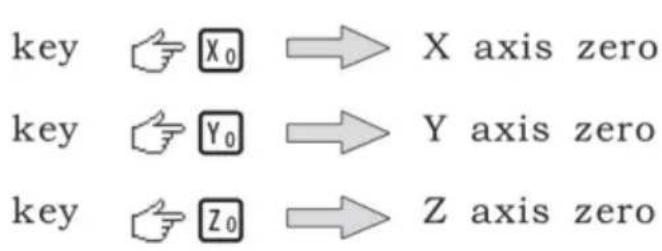
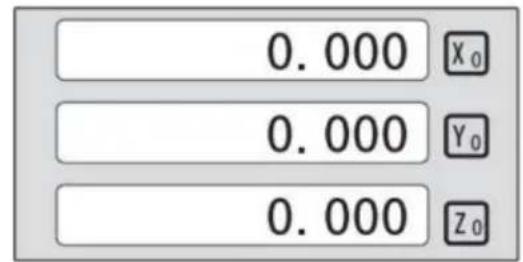
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["REF"]
G --> H["Arrow pointing to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["Xa"] --> B["REF"]
B --> C["▲▼"]
C --> D["Xa"]
D --> E["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND"]
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["X₀"] --> B["REF"]
B --> C["▲▼"]
C --> D["LEF_AB"]
D --> E["X₀"]
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["X"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
D --> E["0.000"]
E --> F["X"]
G["ZERO_AB"] --> H["X"]
H --> I["0.000"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["N P"]
C --> D["COMP X"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
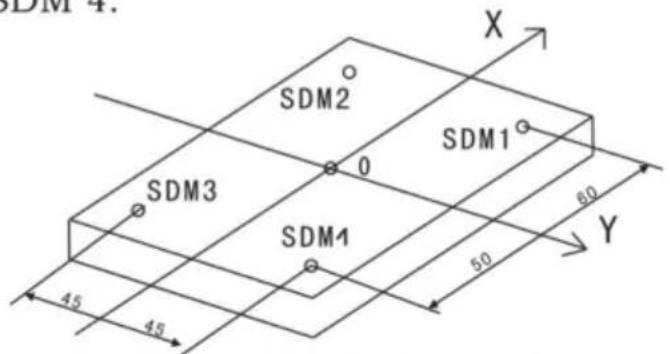

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Output: 0.000 X₄ SDM2"]
B --> D["Output: 0.000 Y₀"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM3"]
C --> D["Output: 0.000, X₅, SDM3"]
D --> E["Control: 0.000, Y₅, X₅, SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand icon"] --> B["Move worktable"]
B --> C["Output: 0.000 X₀ Y₀"]
C --> D["SDM4 Output: 0.000 X₁ SDM4 Output: 0.000 Y₁"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
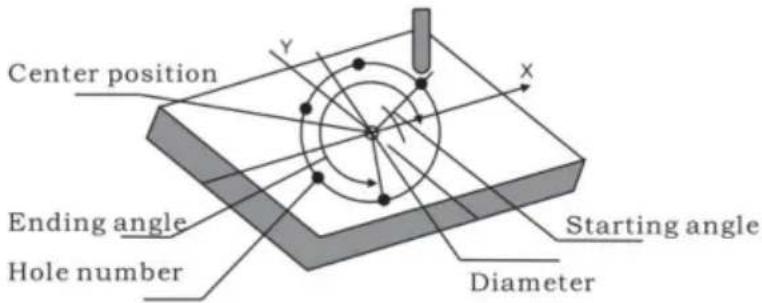
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
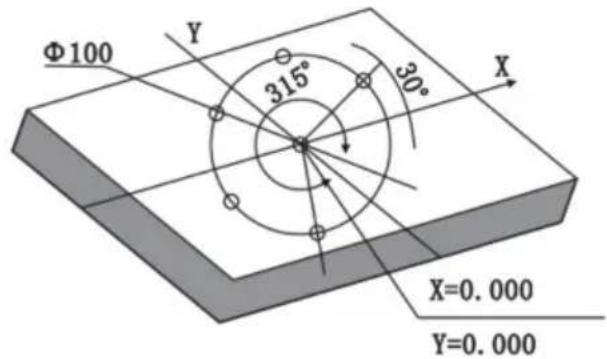
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["PCD_XZ"]
B --> C["▲ ▼"]
C --> D["PCD_XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["▼"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X 0"] --> C["ST ANG"] --> D["3"] --> E["0"] --> F["ENT"]
G["30.000"] --> H["X 0"] --> I["ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00 X₀ ED ANG"]
C --> D["↓"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
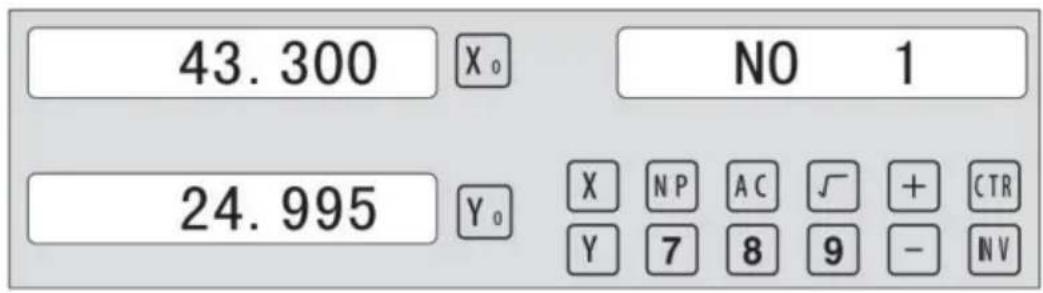
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
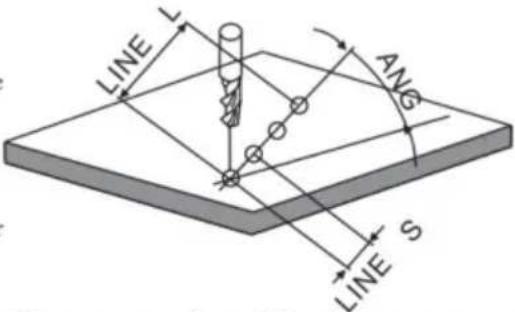
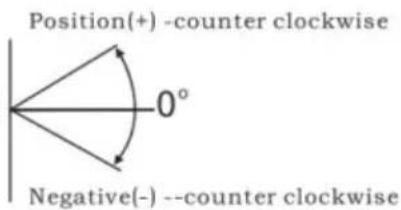
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
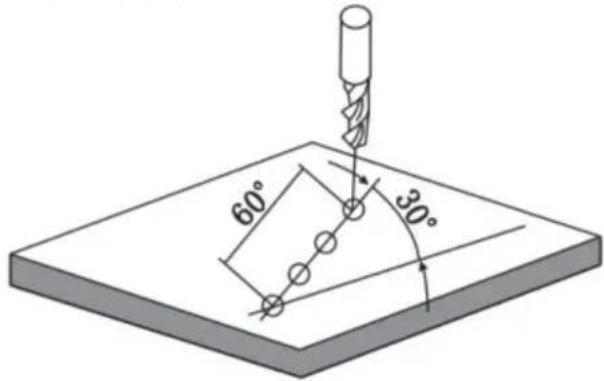
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Start"] --> B["X₀ LINE_YZ"]
B --> C["✓"]
C --> D["LINE XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
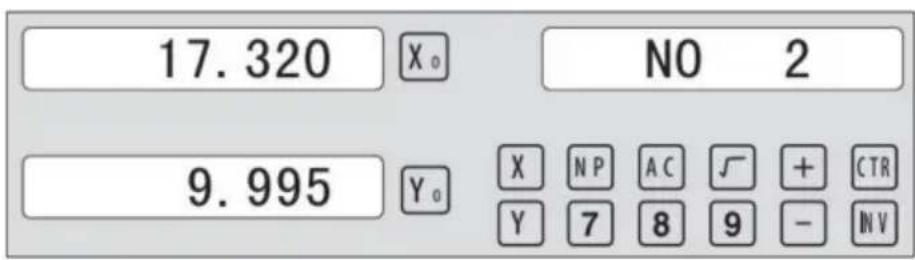
- After processing all holes, press ☐ to return normal display.
6. 3 Traitement ARC
X (+ direction positive)
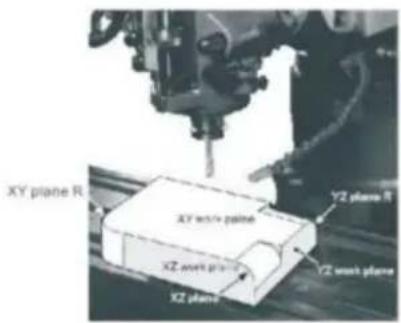
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
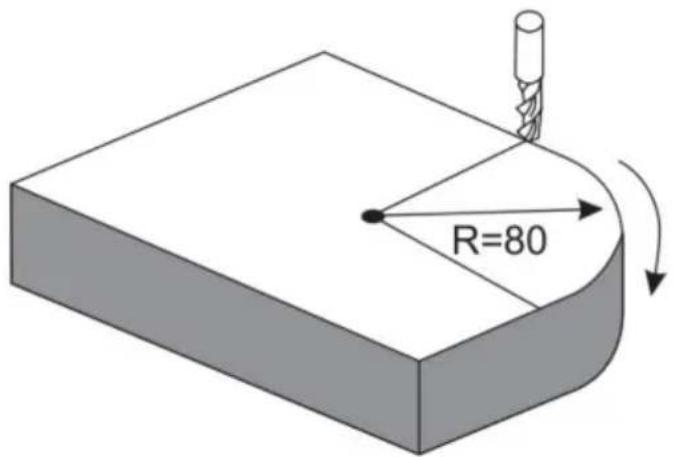
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Hand icon"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["Simple"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3 X"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until "MAX_CUT" appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

flowchart
graph LR
A["✓"] --> B["X₀ RAD+TL"]
B --> C["ENT"]
C --> D["0.000 X₀ NO 1"]
D --> E["0.000 Y₀ X N P A C √ + C TH Y 7 8 9 - N V"]
8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☑ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
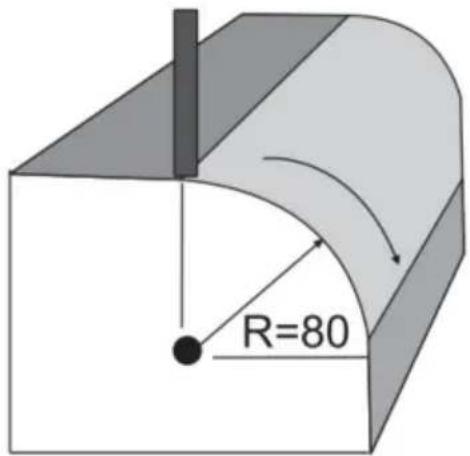
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["X"]
B --> C["SEL_XZ"]
C --> D["▼"]
D --> E["SEL_XZ"]
E --> F["X"]
F --> G["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"] --> D["80.000"] --> E["X₀"] --> F["RAD"] --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
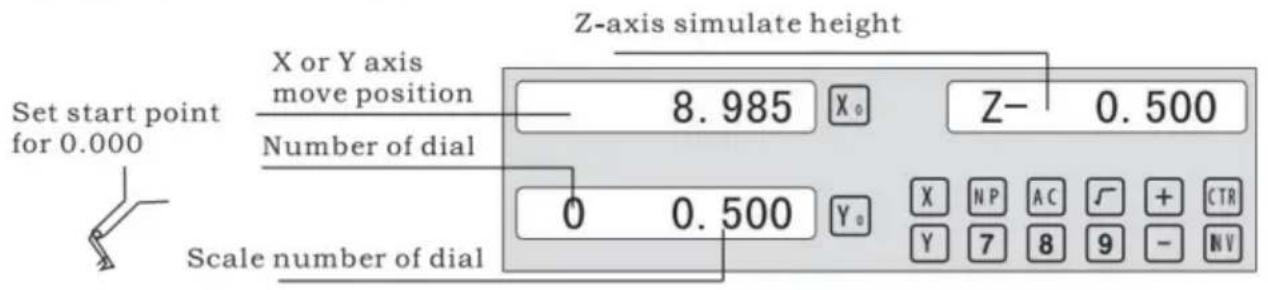
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
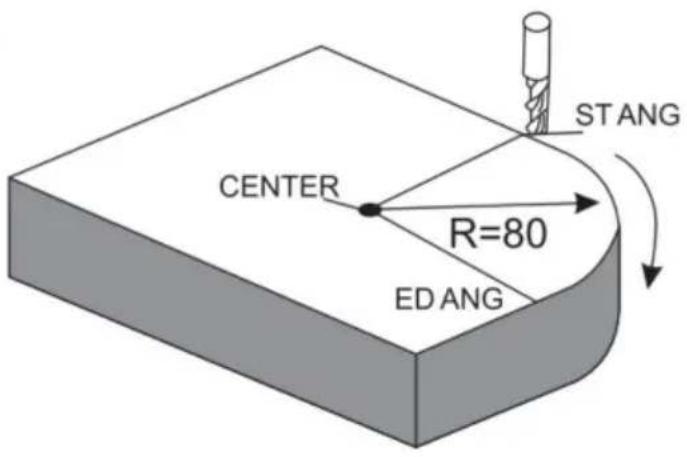
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["Down Arrow"]
C --> D["Empty Box"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
G --> I["▲"]
I --> J["▲"]
Press ☐ to quit ARC function any time.
natural_image
Diagram of a mechanical device with two gauges connected to a rectangular block (no text or symbols)6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XY"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)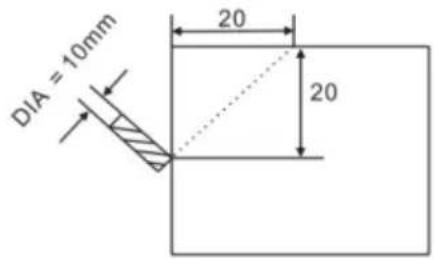
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XZ"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
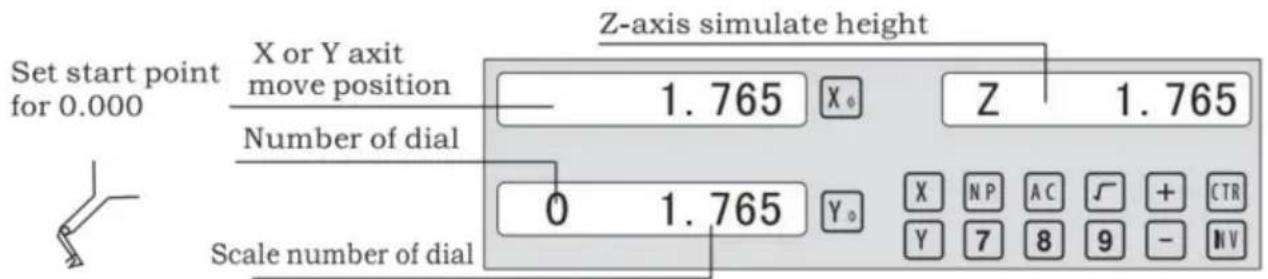
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
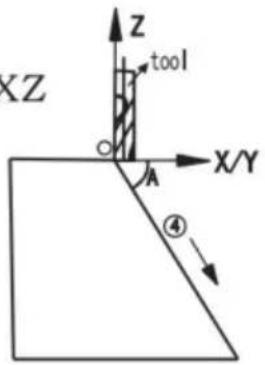
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X"]
D --> F["ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["× FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 × DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
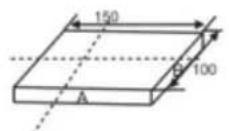
Figure A
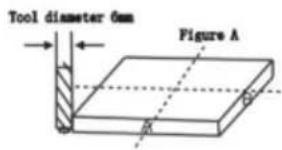
Figure B
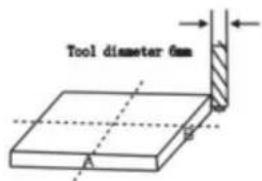
Figure C
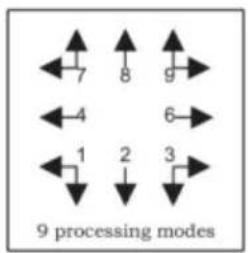
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
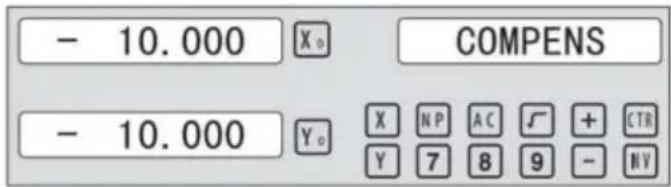
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6. 9 La fonction
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["20 ENT"]
C --> D["20.000"]
D --> E["X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
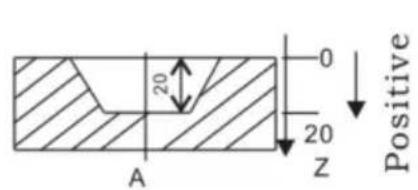
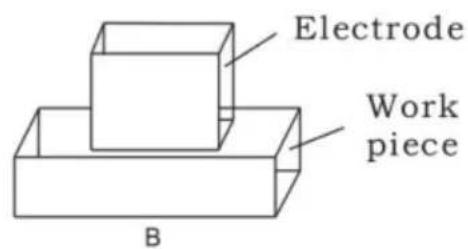
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
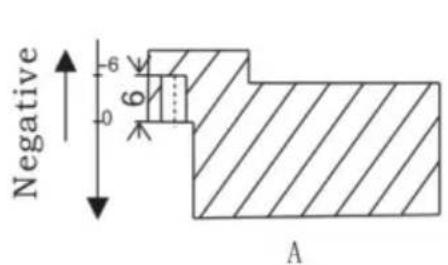
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X 0 DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 X 0 DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
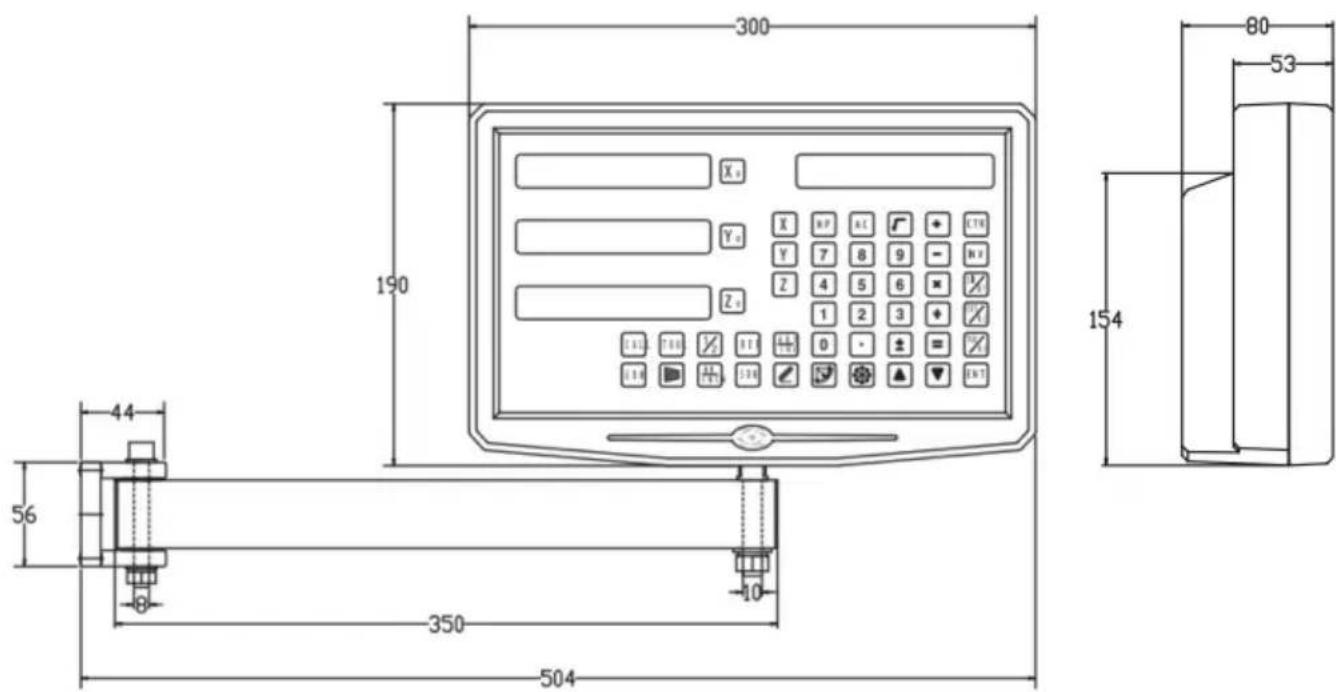
1、X,Y,Z Axis
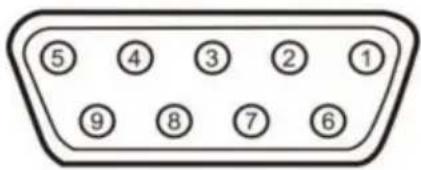
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
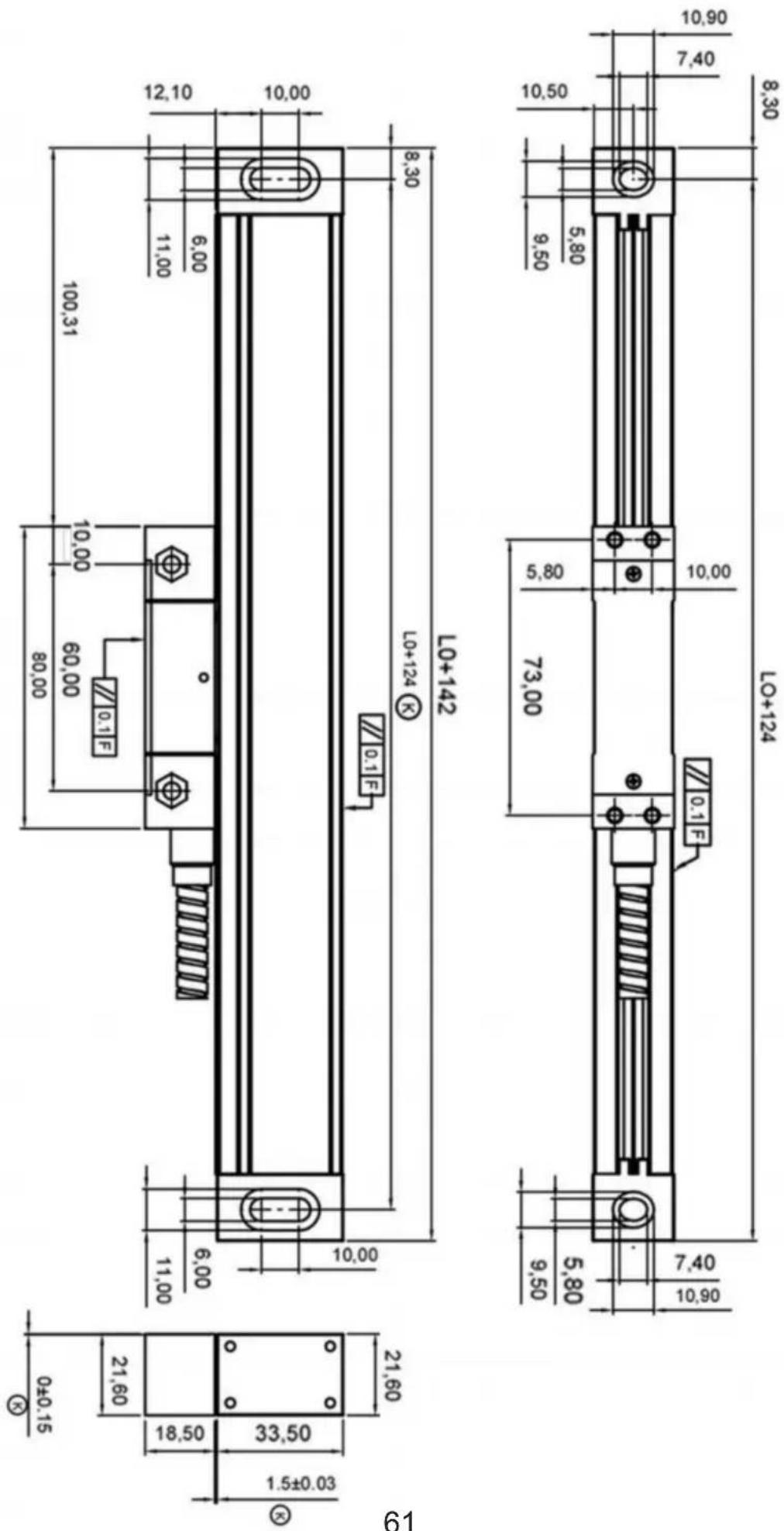
Installation instructions
TTL signal Output:
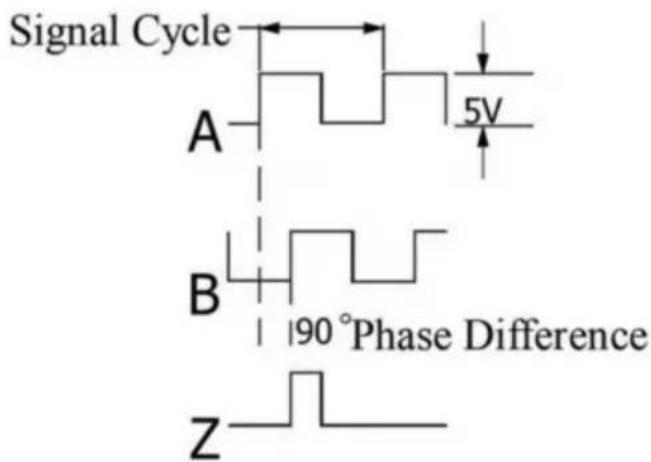
EIA-422-A signal Output:
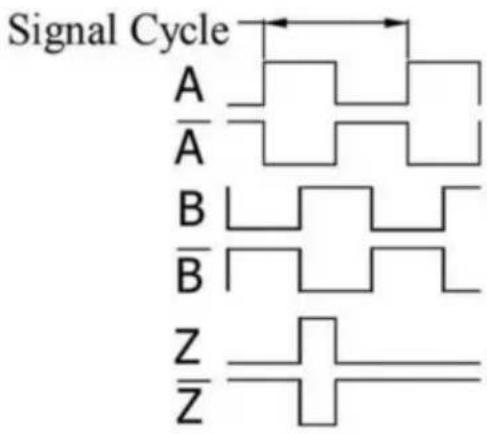
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
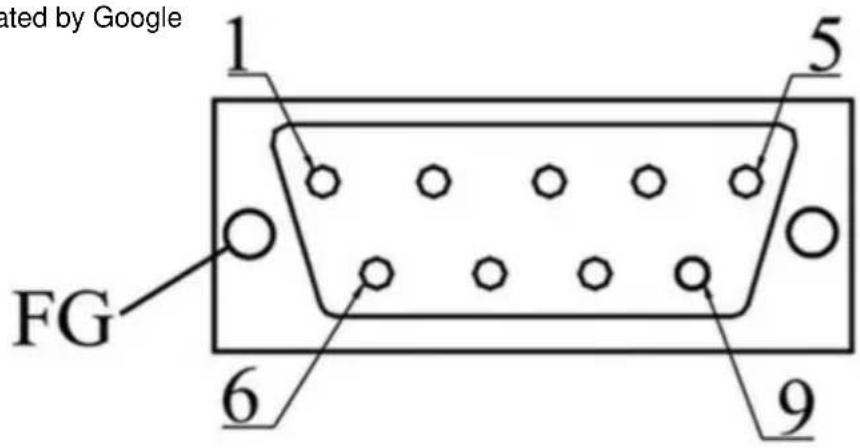
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
natural_image
Technical line drawing of a mechanical measuring device with a dial indicator (no text or symbols)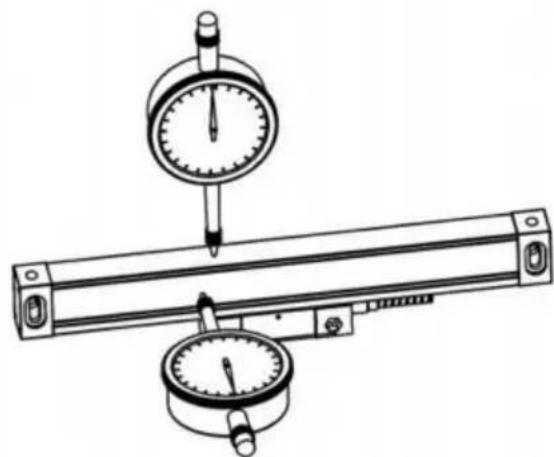
natural_image
Technical line drawing of a mechanical measurement device with dual gauges (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal rod, with an inset image of the same hand pointing to it (no text or symbols present)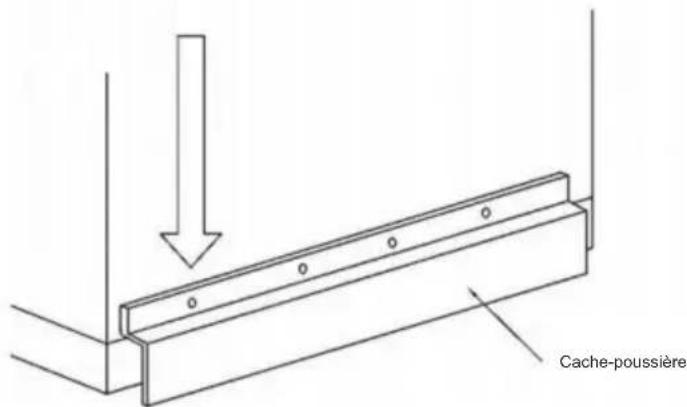
Machine Translated by Google
Machine Translated by Google
natural_image
Technical line drawing of a pressure gauge mounted on a mechanical component (no text or symbols)4.9
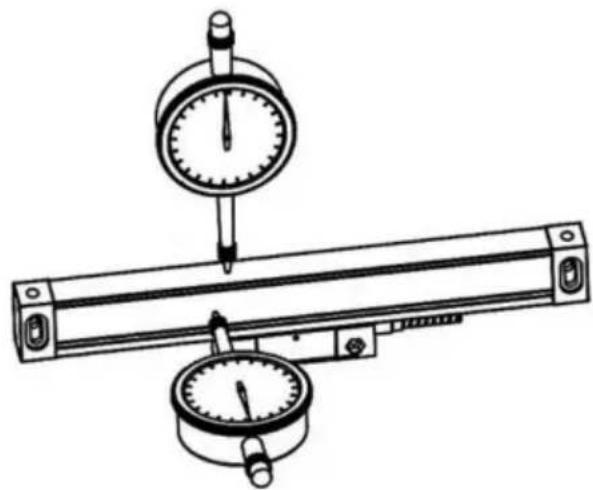
natural_image
Technical line drawing of a mechanical measurement device with dual gauges (no text or symbols)4.10
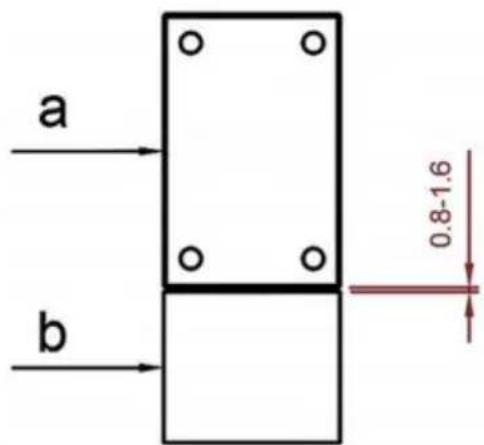
C/O YH Consulting Limited Bureau 147, Centurion House,
Route de Londres, Staines-upon-Thames, Surrey, TW18 4AX
VEVOR®
TOUGH TOOLS, HALF PRICE
Www.vevor.com/support
DRO-DISPLAY-BENUTZERHANDBUCH
MODELL: SNS-3V-YE102024 IST NS-3V-YE161838
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)With the continuous updating of products, if there are changes or
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)......49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
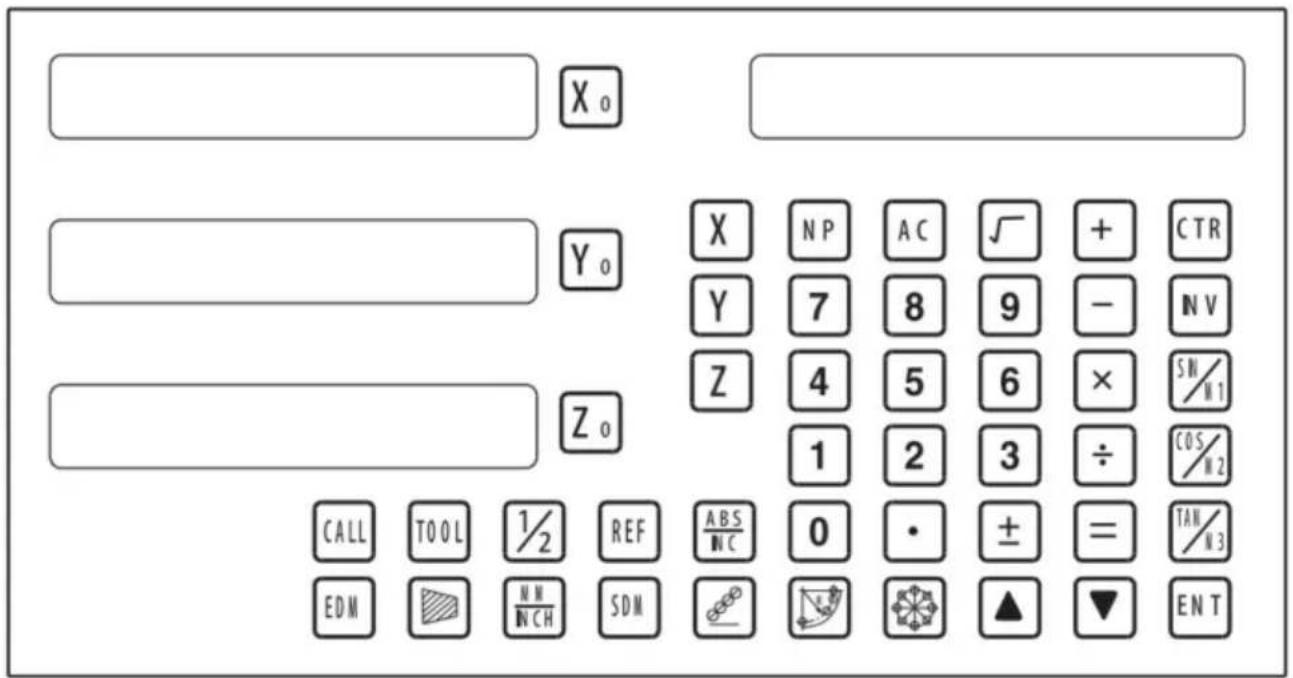
TWO AXIS PANEL
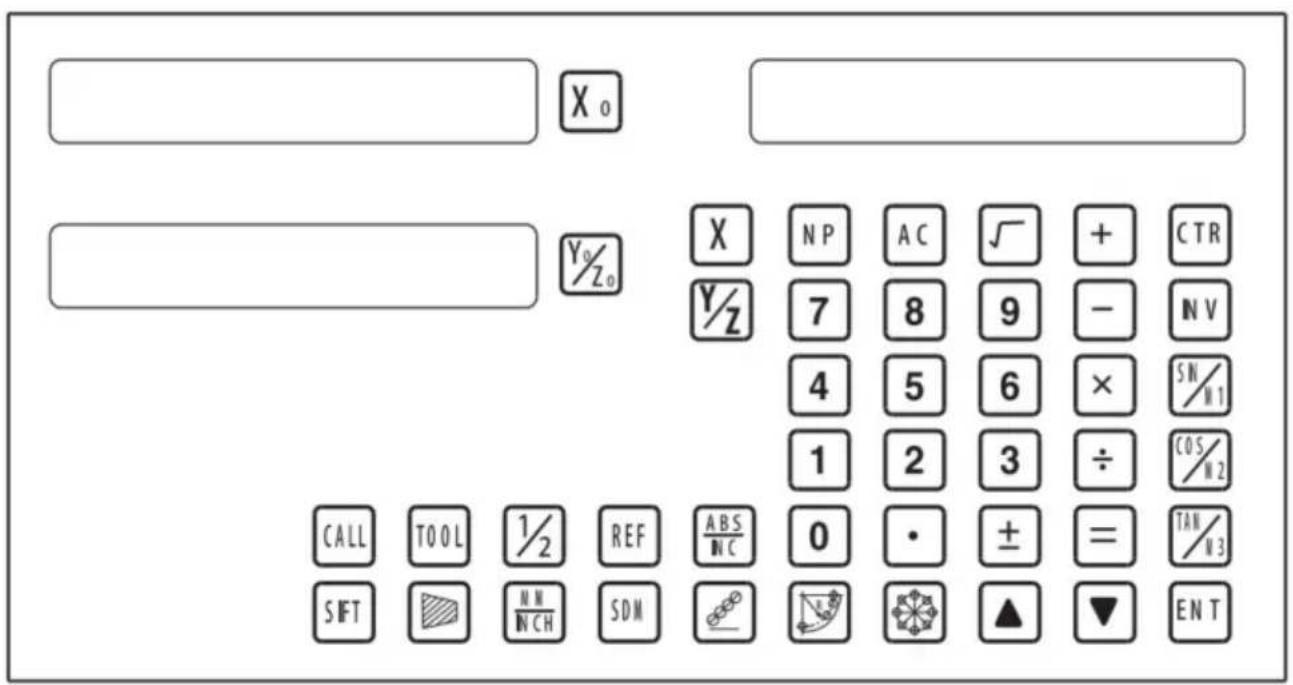
Keyboard Description
| Keys for axis selection |
| Zero select axis |
| Enter +/- sign |
| Enter decimal point |
| | Entry keys for numbers |
| Operation key (in Calculation function key) |
 | Enter or quit calculating state |
 | Cancel incorrect operation |
 | Calculate inverse trigonometric |
 | Square root |
 | Confirm operation |
 | Toggles between inch and millimeter units. |
 | Press when ready to identify a reference mark. |
 | Function keys for 200 sub datum |
 | ARC cutting function |
 | holes displayed equally on a circle |
 | holes displayed equally on a line |
Caption of the keyboard
| Calculate trigonometric or Slope Processing function key |
| Calculate trigonometric or rectangular inner chamber processing function key |
 | Calculate trigonometric or the tool diameter compensation function key |
 | Toggle between ABS/INC coordinate |
 | Stroll up or down to select |
 | Taper measured function key |
 | Tool library call key |
 | Opens the tool table.( lathe) |
 | EDM function key |
 | Filter display function key |
 | Half a display value of an axis |
 | Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and press EN T. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
"LATHE-2" means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["Xu"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["Xu"]
D --> E["MILL_2"]
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₁"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X_a"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X_a"] --> E["CLR OK"]
F["Hand icon"] --> C
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
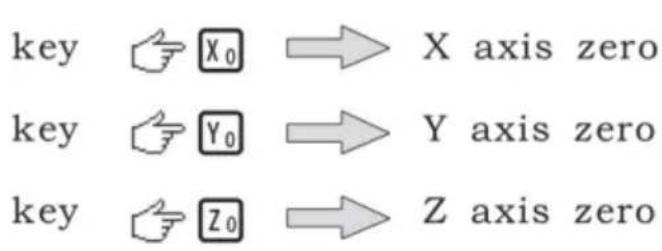
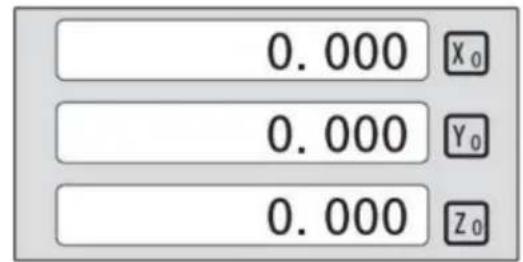
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD"]
E --> F["REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₂"]
F --> G["REF"]
G --> H["Feedback to arrow pointing to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["Xa"] --> B["REF"]
B --> C["▲▼"]
C --> D["Xa"]
D --> E["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
F["Hand icon"] --> C
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["X"] --> B["REF"]
B --> C["▲▼"]
C --> D["X"]
D --> E["LEF_AB"]
F["Hand cursor"] --> C
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["X"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
E["0.000"] --> F["X"]
G["ZERO_AB"] --> H["X"]
I["Hand icon"] --> J["End"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["N P"]
C --> D["COMP X"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
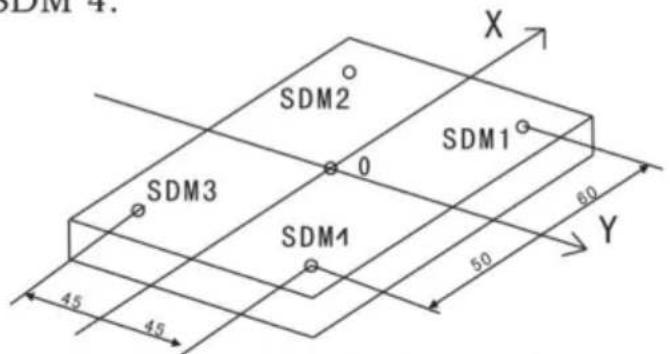

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Output: 0.000 X₄ SDM2"]
B --> D["Output: 0.000 Y₀"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand Icon"] --> B["Move Worktable"]
B --> C["Control Button: X, Y, X₀, Y₀"]
C --> D["Output: 0.000 SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["▲ ▼"] --> B["Move worktable"]
C["手图标"] --> B
B --> D["X₀ Y₀"]
D --> E["0.000 X₀ SDM4"]
E --> F["0.000 Y₀"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

6. Sonderfunktion
6.1 Circumference Holes Processing
The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
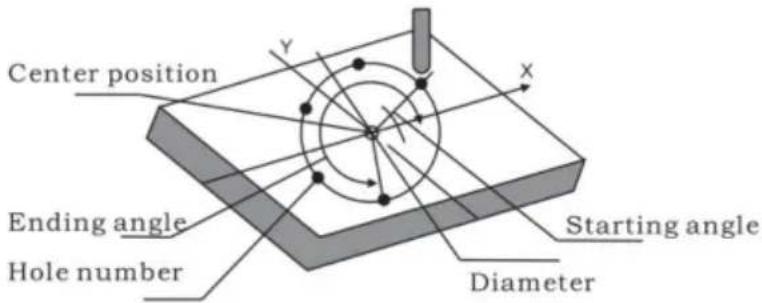
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
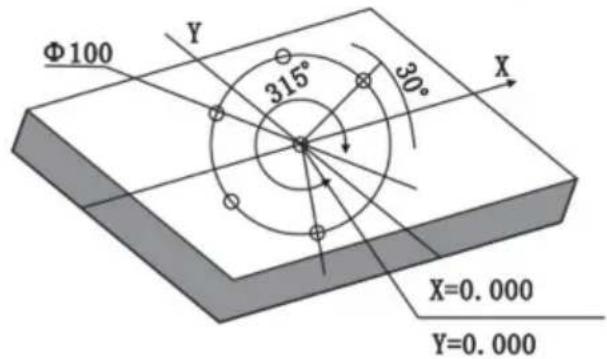
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["X₀ PCD_XZ"]
B --> C["▲ ▼"]
C --> D["PCD_XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["▼"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["▼"] --> B["X 0"] --> C["ST ANG"] --> D["3"] --> E["0"] --> F["ENT"]
G["30.000"] --> H["X 0"] --> I["ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00 X₀ ED ANG"]
C --> D["↓"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
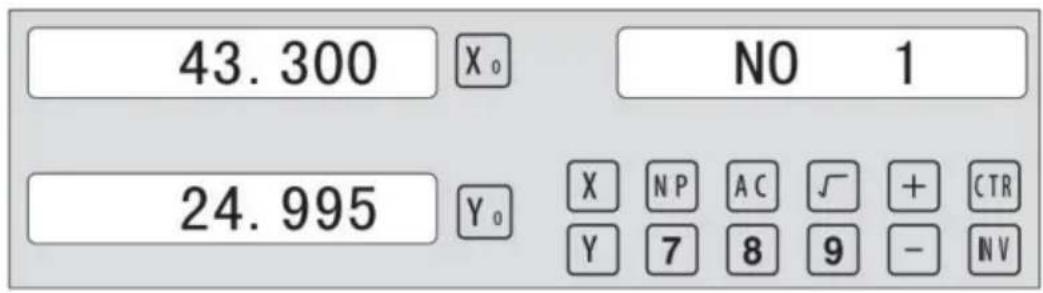
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
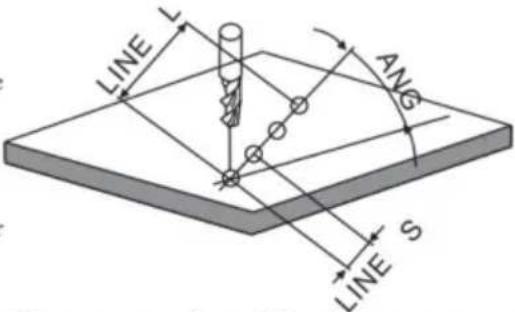
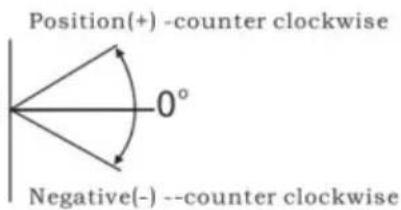
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
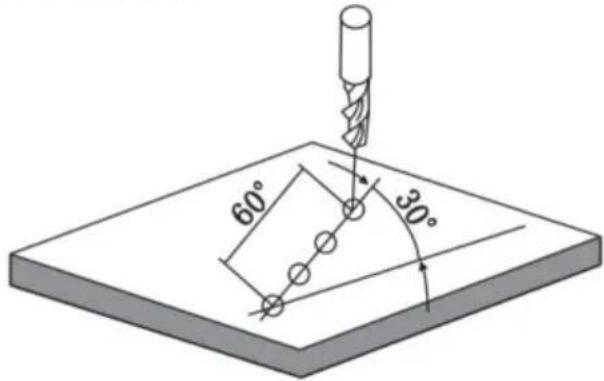
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["手图标"] --> B["X₀ LINE_YZ"]
B --> C["▼"]
C --> D["→"]
D --> E["LINE XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

flowchart
graph LR
A["X₀"] --> B["ANG"]
B --> C["3"]
C --> D["0"]
D --> E["ENT"]
E --> F["30.000"]
F --> G["X₀"] --> H["ANG"]
H --> I["▼"]
I --> J["Hand icon"]
- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
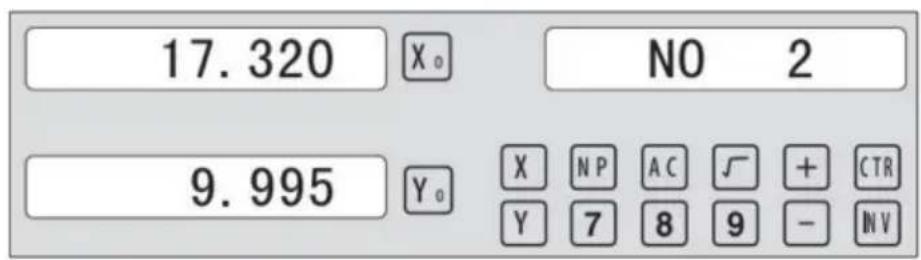
- After processing all holes, press ☐ to return normal display.
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
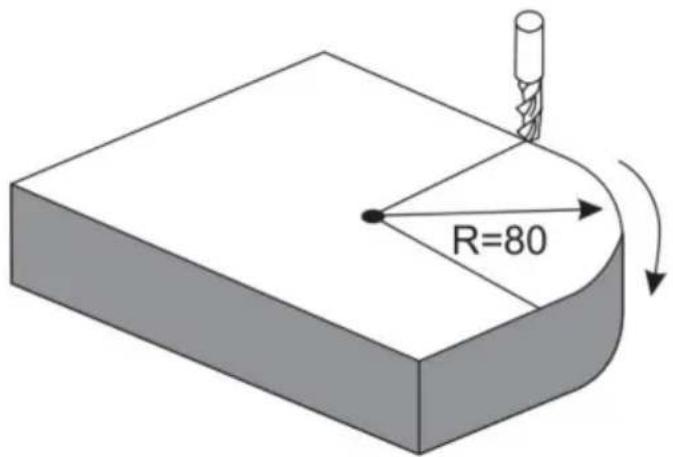
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼ ▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until "MAX_CUT" appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

flowchart
graph LR
A["✓"] --> B["X₀ RAD+TL"]
B --> C["ENT"]
D["0.000"] --> E["X₀ NO 1"]
F["0.000"] --> G["Y₀ NP AC + CTR Y789 - NVT"]
8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☑ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
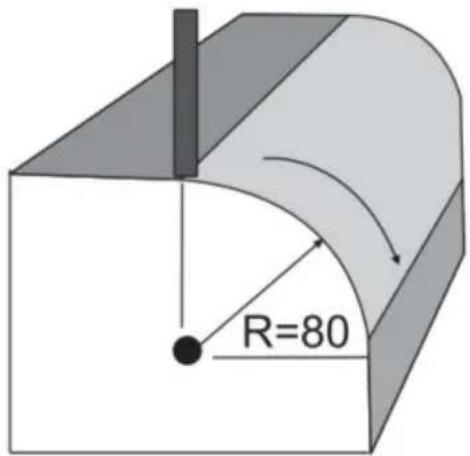
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["SEL_XZ"]
B --> C["▼"]
C --> D["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xa"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Xa"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
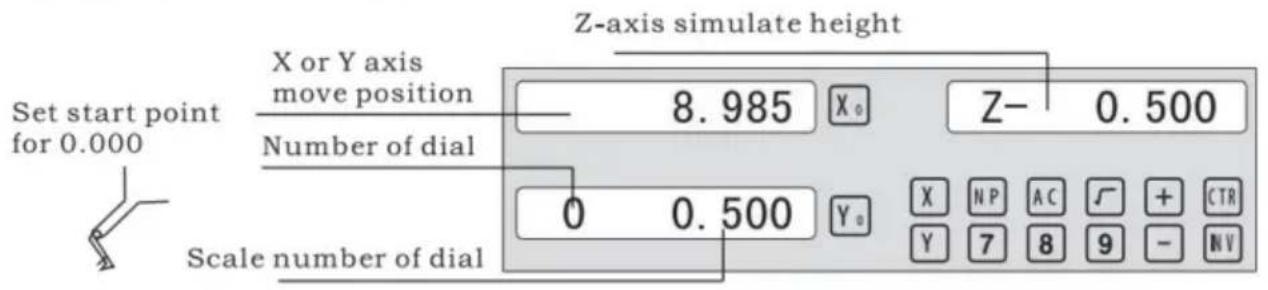
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
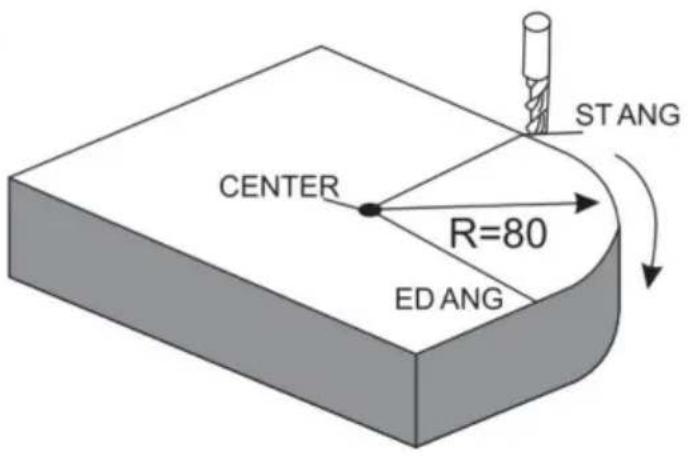
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["Down Arrow"]
C --> D["Empty"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
G --> I["▲"]
Press ☐ to quit ARC function any time.
natural_image
Diagram of a mechanical device with two gauges and a rectangular block, no text or symbols present6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XY"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
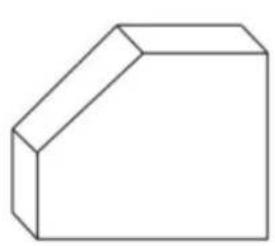
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)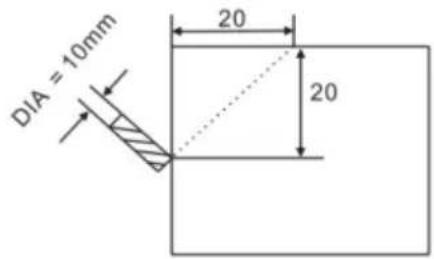
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀ INCL_XZ"]
B --> C["ENT"]
C --> D["0.000 X₀ DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
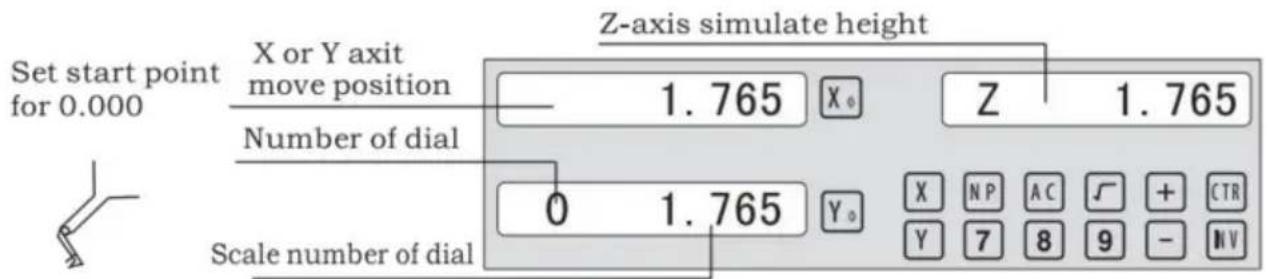
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
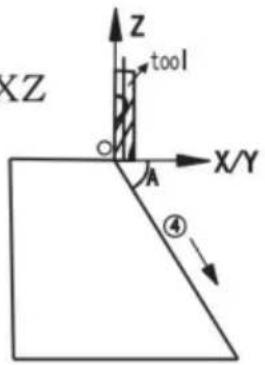
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["× FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 × DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
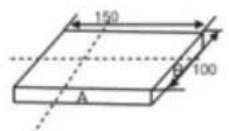
Figure A
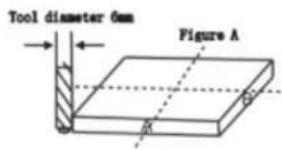
Figure B

Figure C
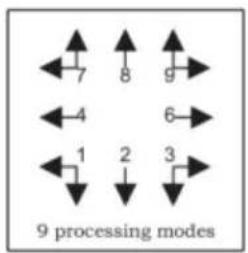
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
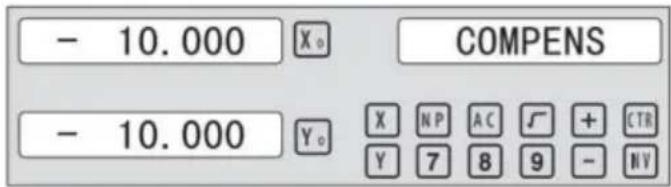
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6.9 La die Funktion
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 X₀ POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
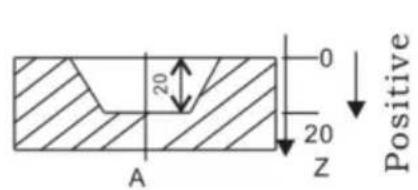
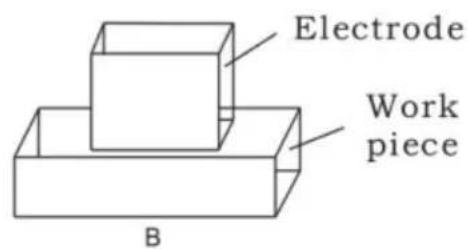
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X"]
B --> C["DEPTH"]
C --> D["2"]
D --> E["ENT"]
E --> F["20.000"]
F --> G["X"]
G --> H["DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
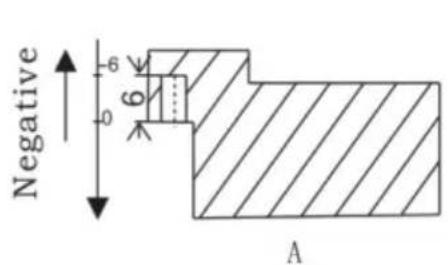
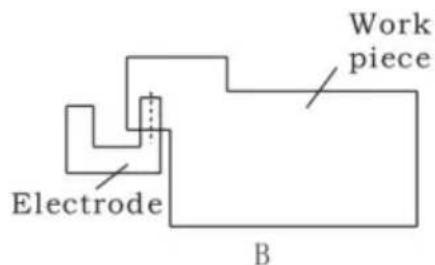
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X 0 DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 X 0 DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
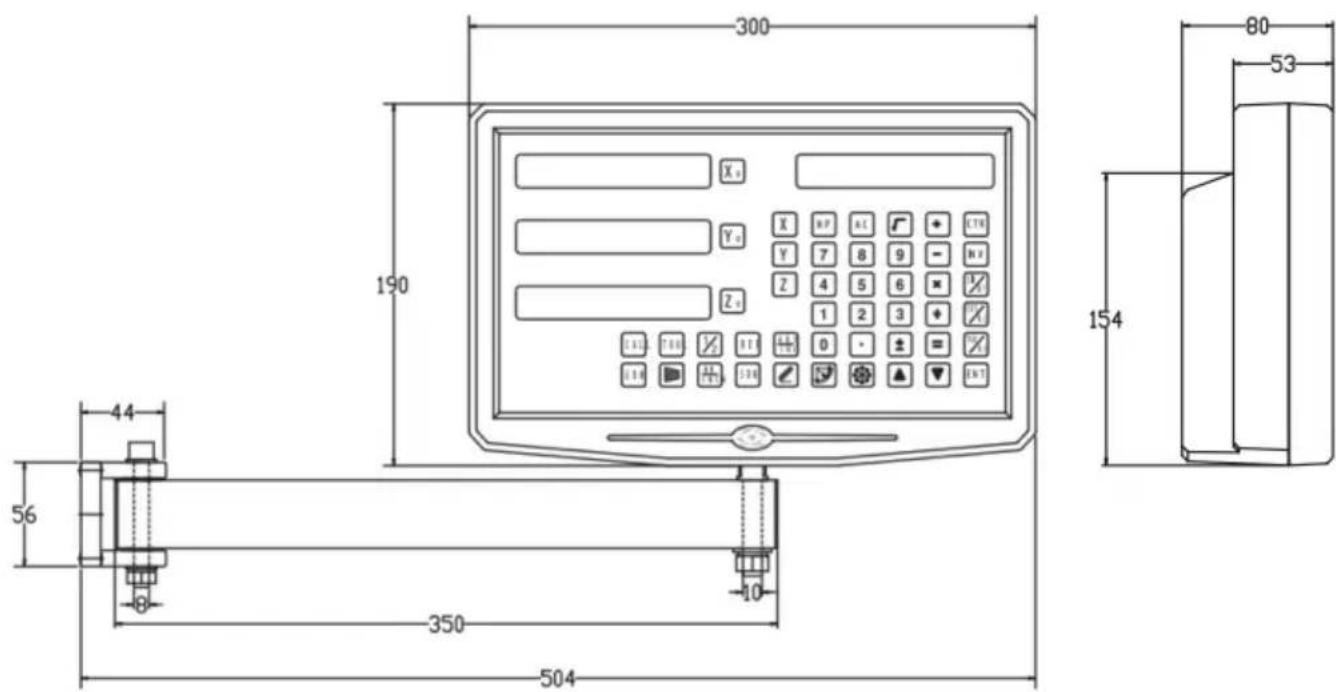
1、X,Y,Z Axis
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
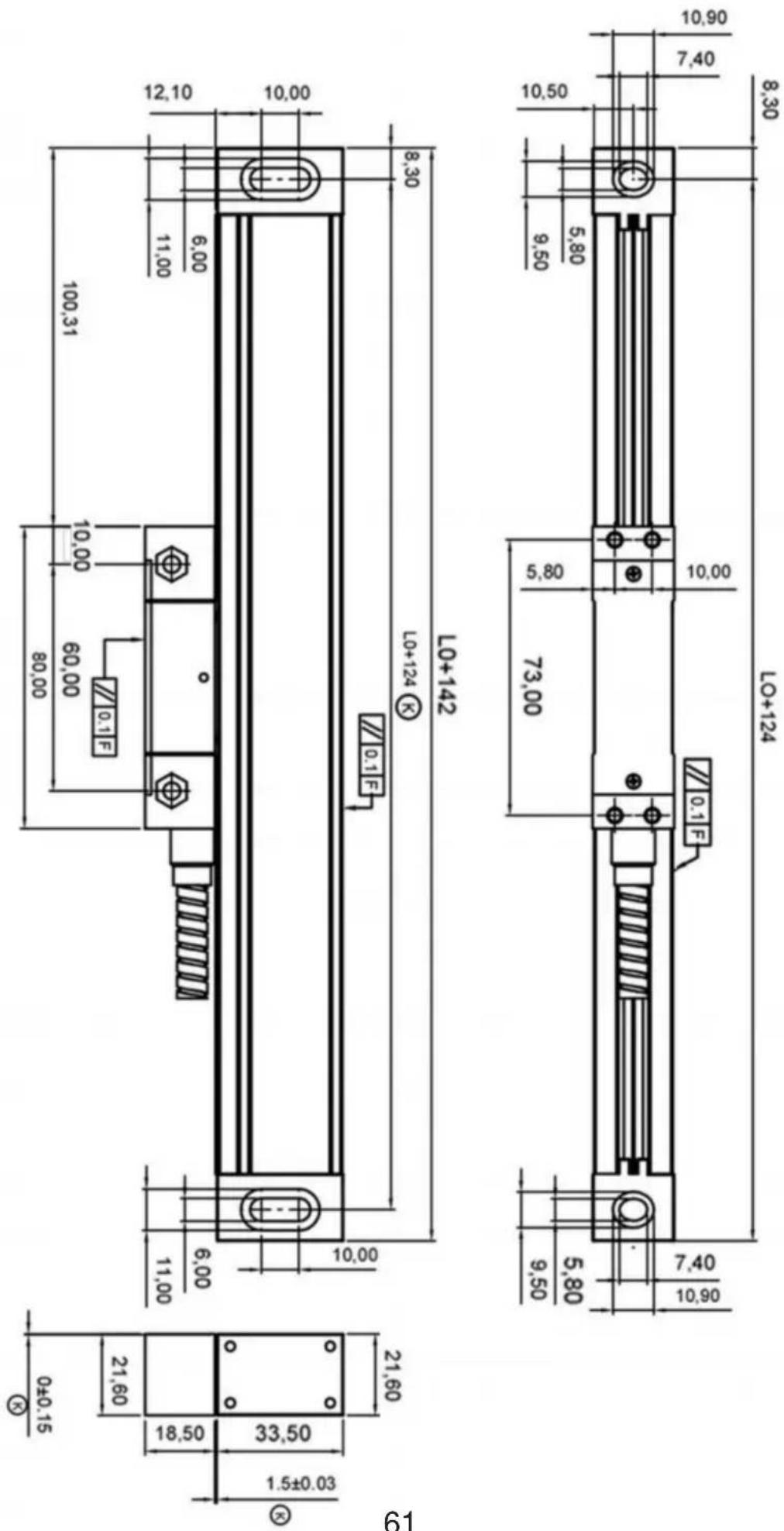
Installation instructions
TTL signal Output:
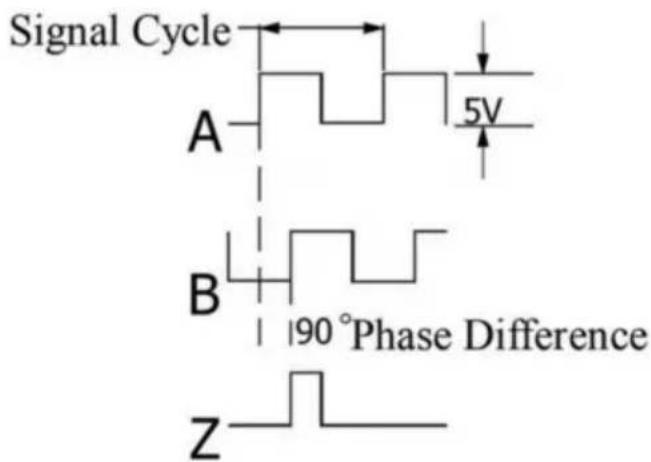
EIA-422-A signal Output:
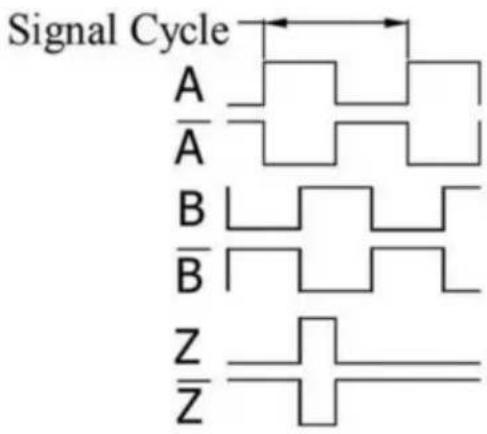
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
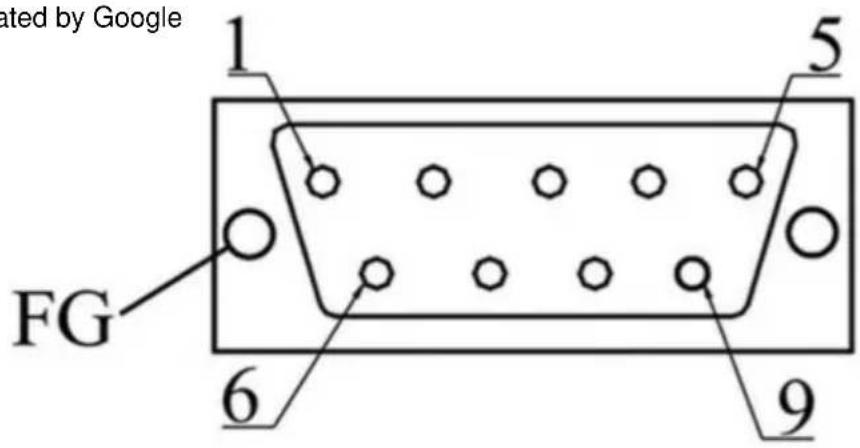
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
natural_image
Technical line drawing of a mechanical measuring device with a dial indicator (no text or symbols)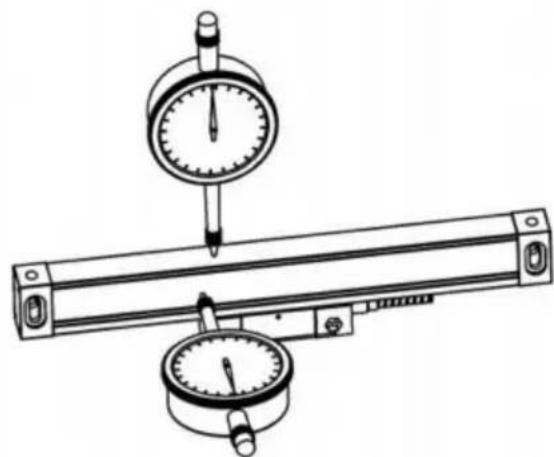
natural_image
Technical line drawing of a mechanical measurement device with dual gauges (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal rod, with an inset image of a hand holding a sheet of paper (no text or symbols present)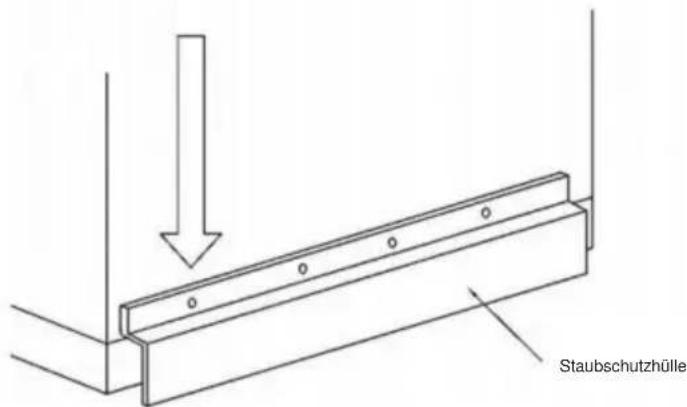
Machine Translated by Google
natural_image
Technical line drawing of a dial indicator measuring a rectangular object (no text or symbols present)4.9
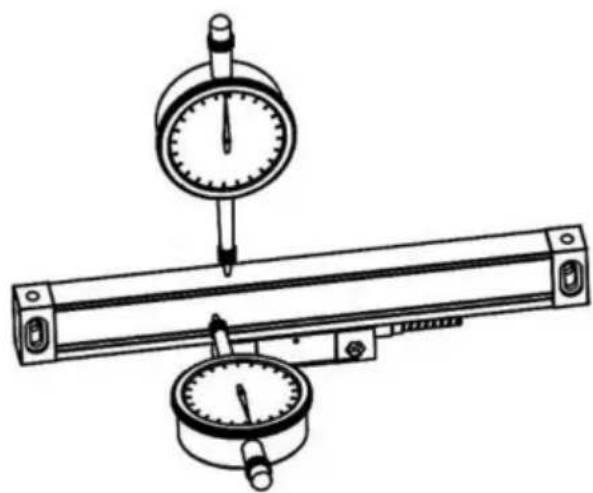
natural_image
Technical line drawing of a mechanical measurement setup with a dial indicator and a horizontal bar (no text or symbols)4.10
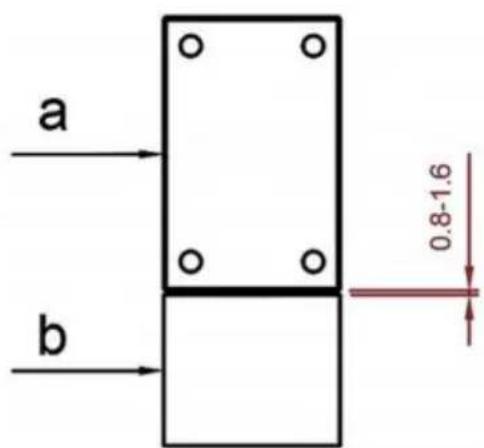
C/O YH Consulting Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4AX
VEVOR®
TOUGH TOOLS, HALF PRICE
www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Www.vevor.com/support
MANUALE D'USO DEL DISPLAY DRO
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)....49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
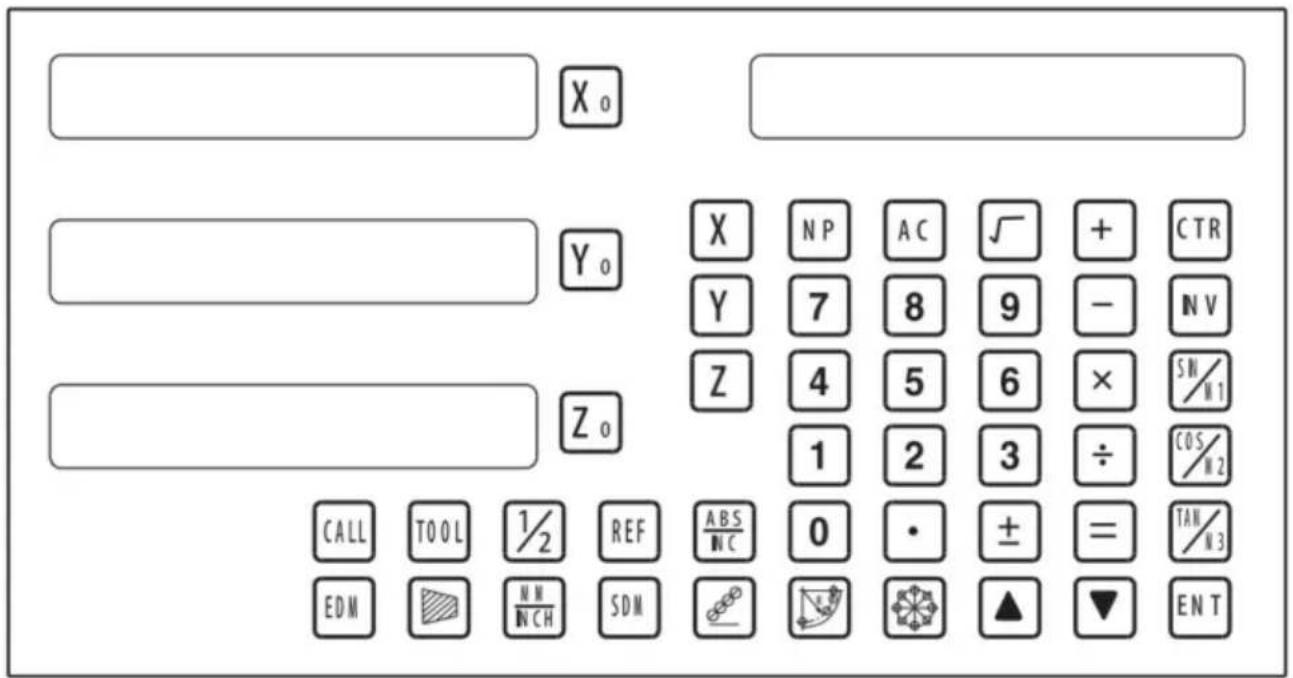
TWO AXIS PANEL
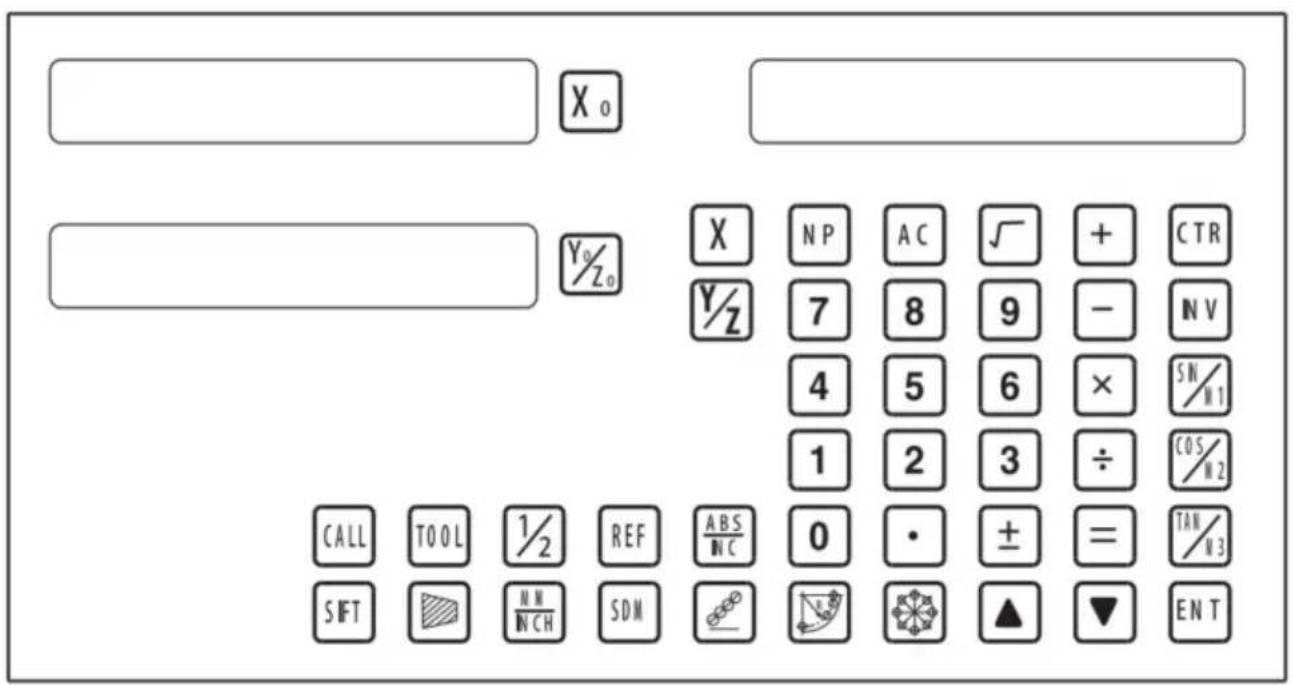
Keyboard Description
| Keys for axis selection |
| Zero select axis |
| Enter +/- sign |
| Enter decimal point |
| Entry keys for numbers |
| Operation key (in Calculation function key) |
| Enter or quit calculating state |
| [CSX2] | Cancel incorrect operation |
| Calculate inverse trigonometric |
| Square root |
| Confirm operation |
| Toggles between inch and millimeter units. |
| Press when ready to identify a reference mark. |
| [CSTK] | Function keys for 200 sub datum |
| ARC cutting function |
| holes displayed equally on a circle |
| holes displayed equally on a line |
Caption of the keyboard
| Calculate trigonometric or Slope Processing function key |
| Calculate trigonometric or rectangular inner chamber processing function key |
| Calculate trigonometric or the tool diameter compensation function key |
| Toggle between ABS/INC coordinate |
| | Stroll up or down to select |
| Taper measured function key |
| Tool library call key |
| Opens the tool table.( lathe) |
| EDM function key |
| Filter display function key |
| Half a display value of an axis |
| Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and press EN T. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
“LATHE-2” means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["X₀"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["X₀"] --> E["MILL_2"]
style A fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
note bottom of C 3.2.15 Signal Interface Type
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₀"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X"]
D --> E["CLR OK"]
F["Hand icon"] --> C
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
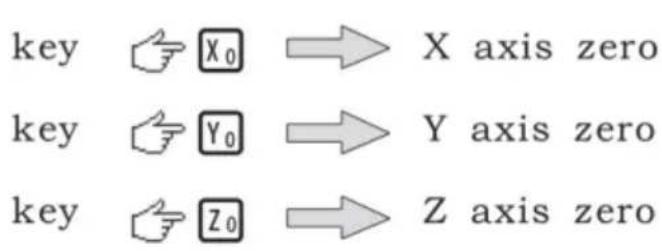
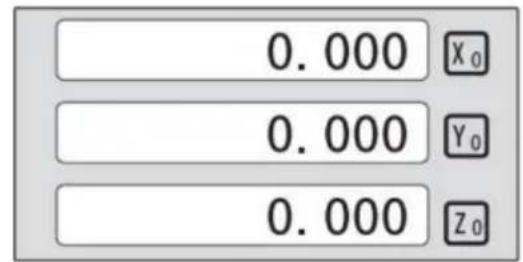
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["REF"]
G --> H["Feedback to arrow pointing to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["Xa"] --> B["REF"]
B --> C["▲▼"]
C --> D["Xa"]
D --> E["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["Input Field"] --> B["REF"]
B --> C["Transformation Arrow"]
C --> D["Output Field"]
D --> E["X"]
D --> F["LEF_AB"]
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["X"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
D --> E["0.000"]
E --> F["X"]
G["ZERO_AB"] --> H["X"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["N P"]
C --> D["COMP X"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
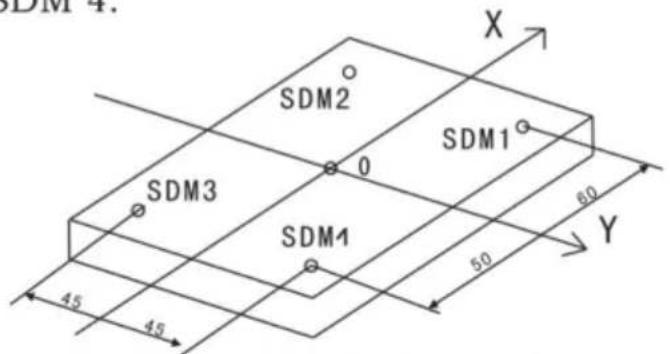

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Output: 0.000 X₄ SDM2"]
B --> D["Output: 0.000 Y₀"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM3"]
C --> D["Output: 0.000, X₅, SDM3"]
D --> E["Control: 0.000, Y₅, X₅, SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand icon"] --> B["Move worktable"]
B --> C["Output: 0.000 X₀ Y₀"]
C --> D["SDM4 Output: 0.000 X₁ SDM₄ Output: 0.000 Y₁"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
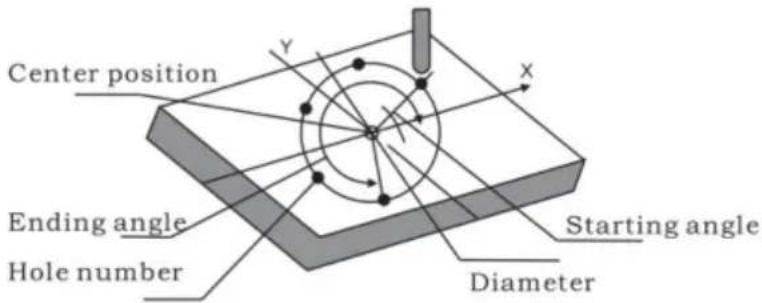
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
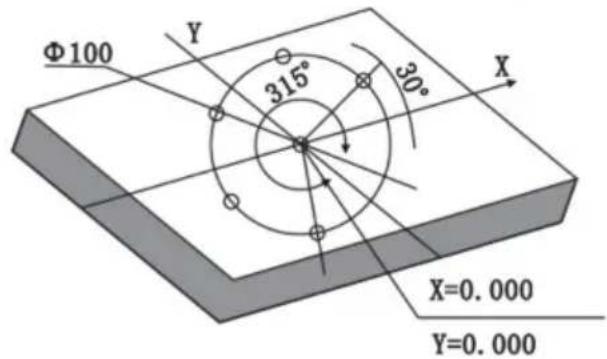
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["X₀ PCD_XZ"]
B --> C["▲ ▼"]
C --> D["Rectangle with X₀ PCD XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["▼"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X 0"] --> C["ST ANG"] --> D["3"] --> E["0"] --> F["ENT"]
G["30.000"] --> H["X 0"] --> I["ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00 X₀ ED ANG"]
C --> D["↓"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
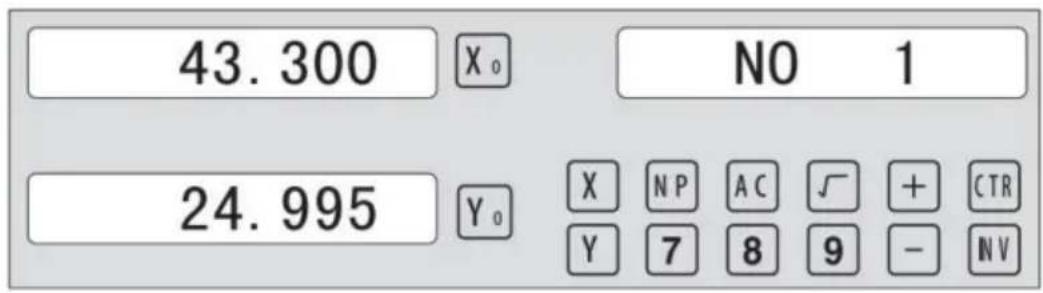
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
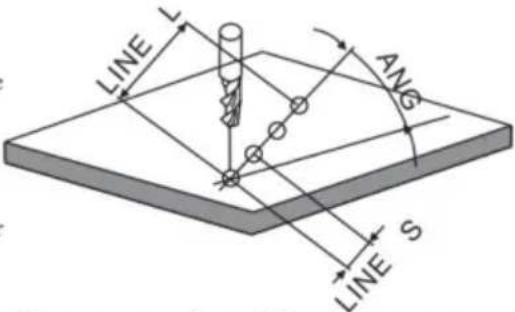
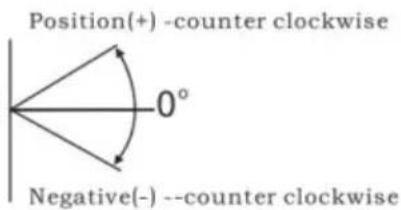
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
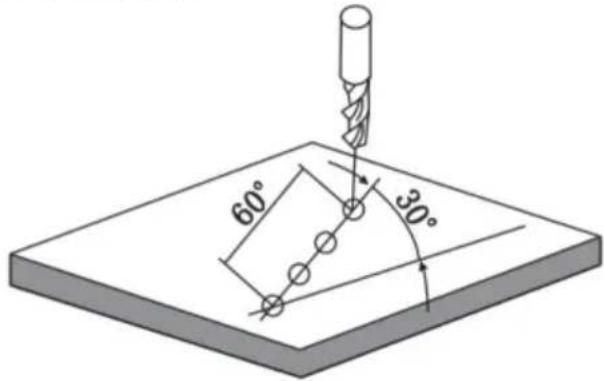
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Start"] --> B["X₀ LINE_YZ"]
B --> C["✓"]
C --> D["LINE XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

flowchart
graph LR
A["X₀"] --> B["ANG"]
B --> C["3"]
C --> D["0"]
D --> E["ENT"]
E --> F["30.000"]
F --> G["X₀"] --> H["ANG"]
H --> I["▼"]
I --> J["Hand icon"]
- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
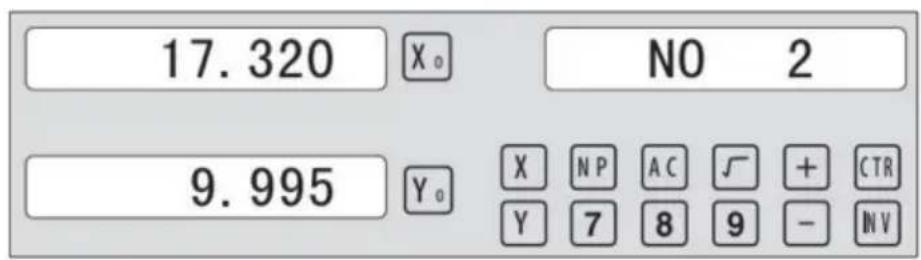
- After processing all holes, press ☐ to return normal display.
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
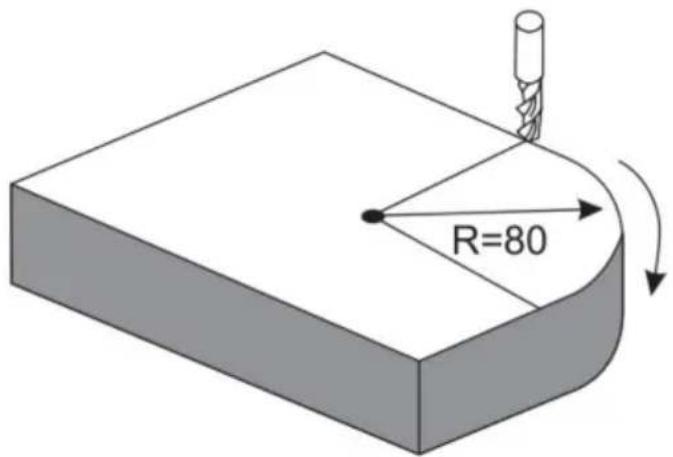
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["✓"] --> B["SMOOTH"]
B --> C["✓"]
C --> D[" "]
D --> E["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3 X"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼ ▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☐ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
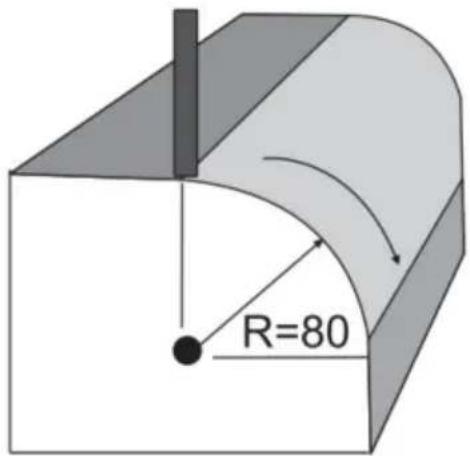
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["X"]
B --> C["SEL_XZ"]
C --> D["▼"]
D --> E["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xa"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Xa"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
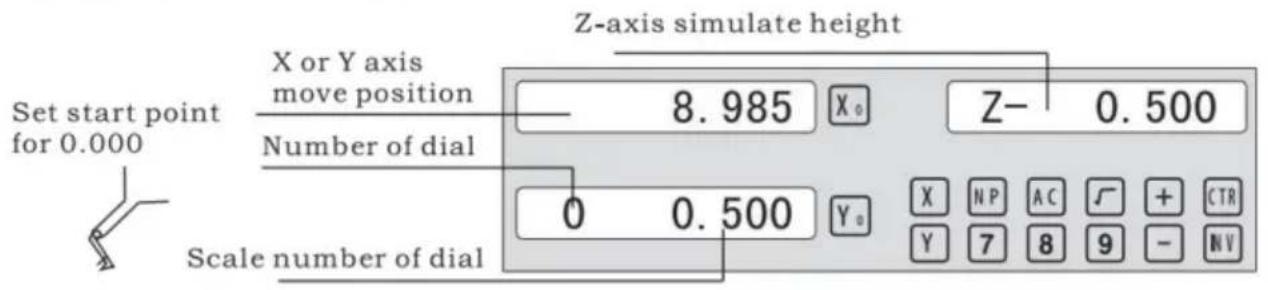
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
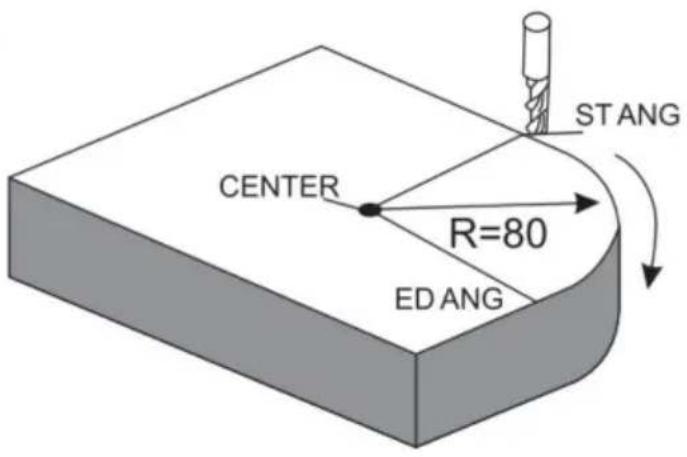
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["Down Arrow"]
C --> D["Empty Box"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
G --> I["▲"]
Press ☐ to quit ARC function any time.
natural_image
Diagram of a mechanical device with two gauges and a rectangular block, no text or symbols present6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XY"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
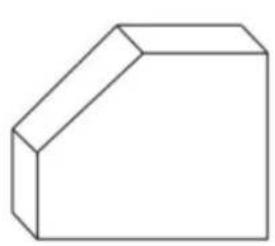
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)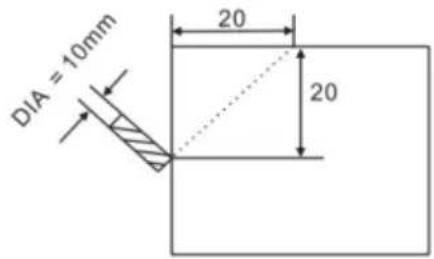
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XZ"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
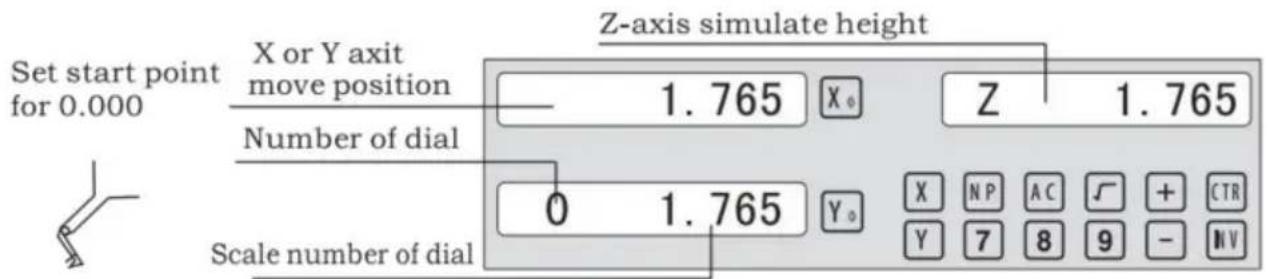
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
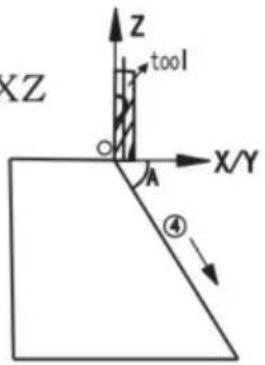
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X"]
D --> F["ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["× FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 × DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
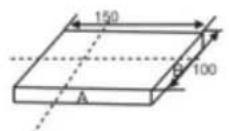
Figure A
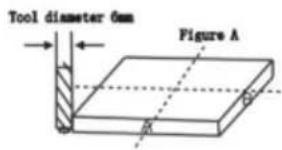
Figure B
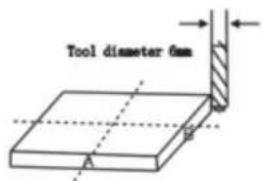
Figure C
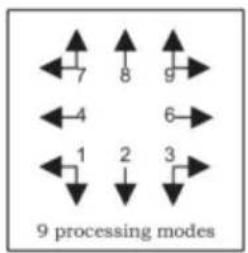
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
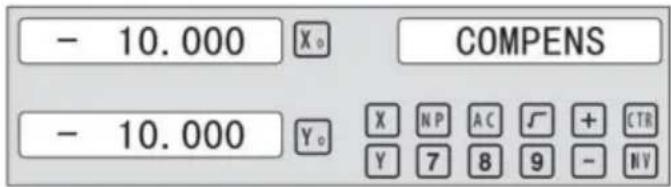
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6.9 La funzione
6.9. 1 200 set di librerie TOOL
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 X₀ POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
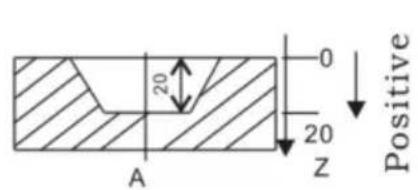
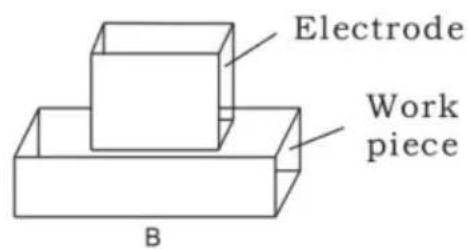
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 X₀ DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
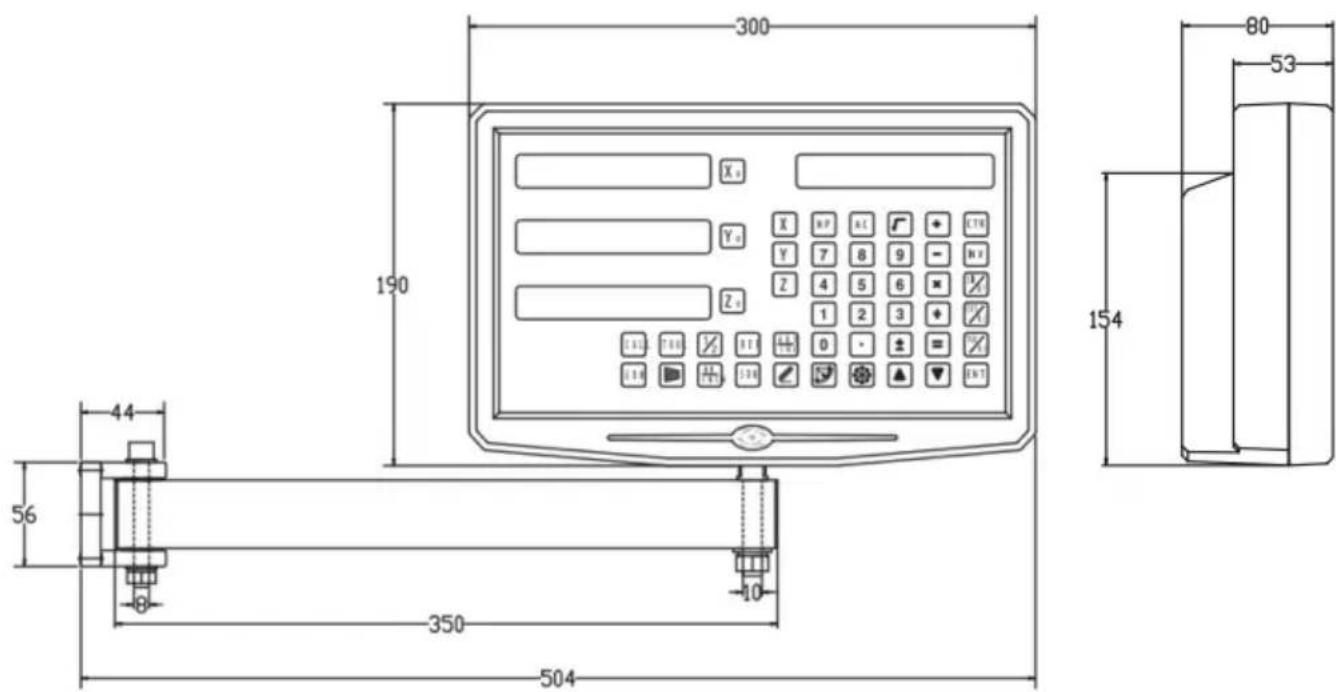
1、X,Y,Z Axis
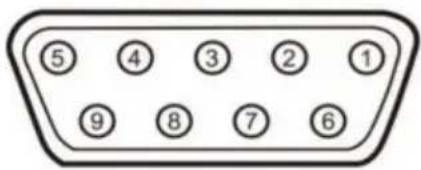
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
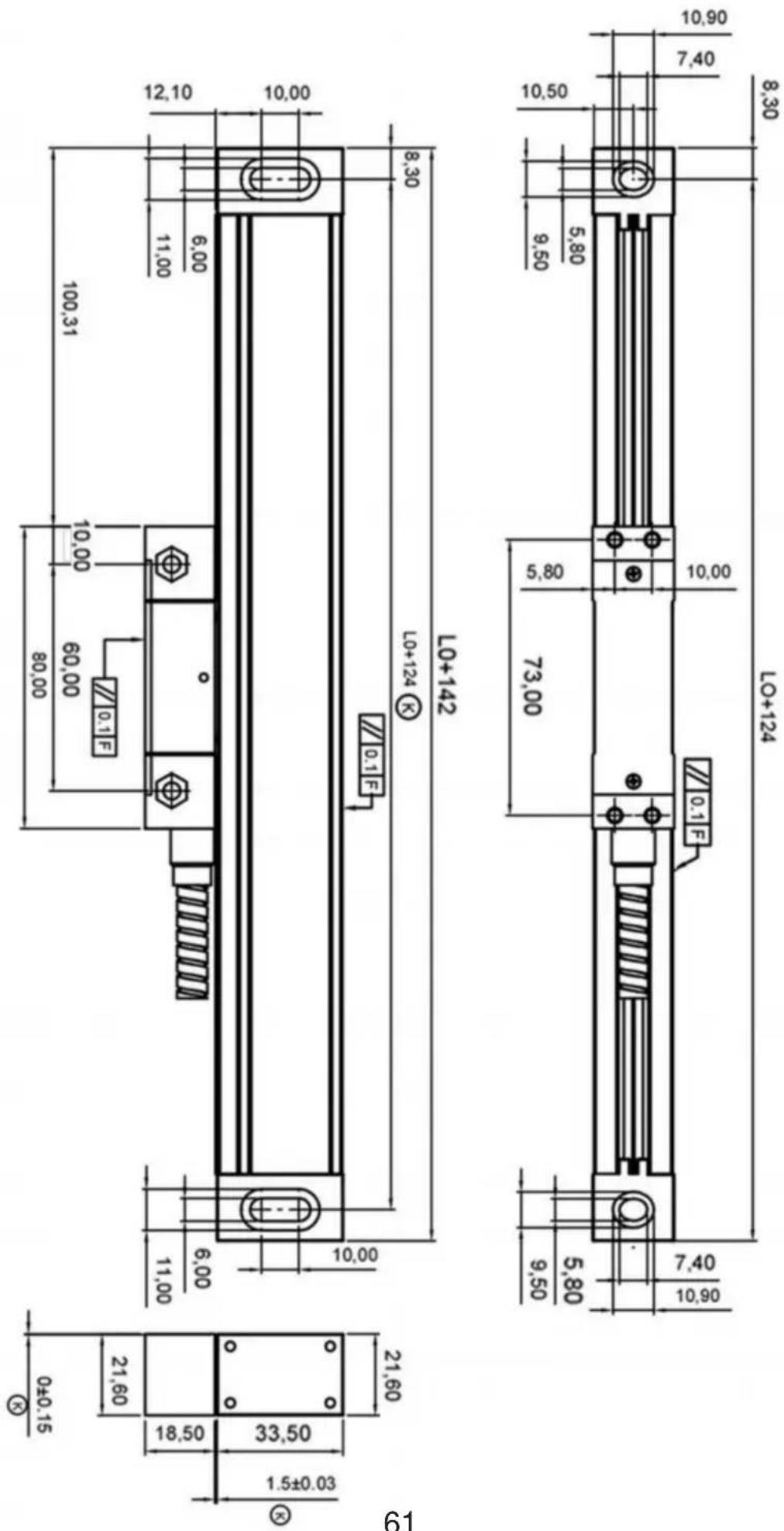
Installation instructions
TTL signal Output:

EIA-422-A signal Output:
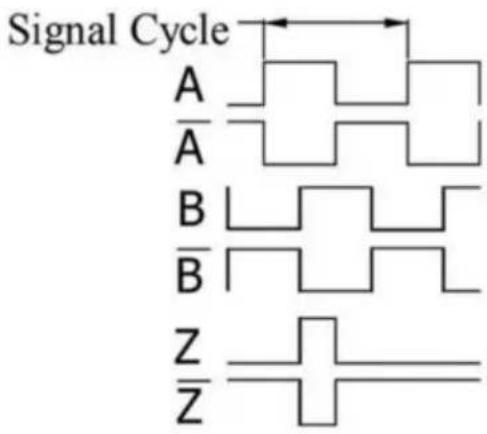
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
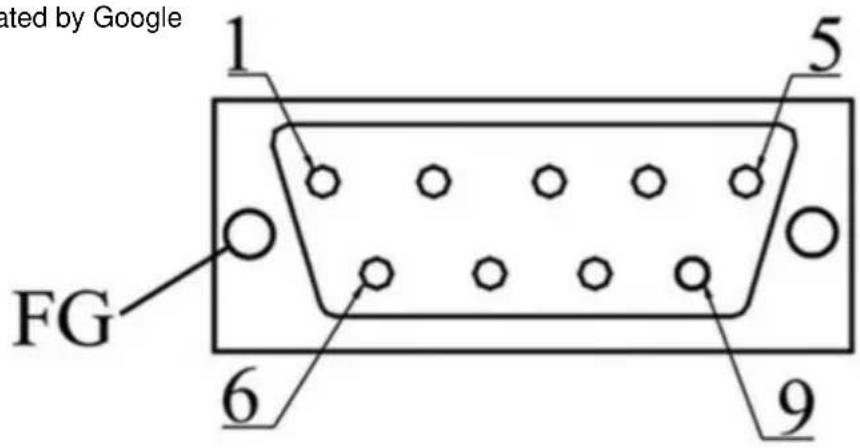
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
Scala lineare
natural_image
Technical line drawing of a dial indicator measuring a cylindrical object mounted on a rectangular base (no text or symbols)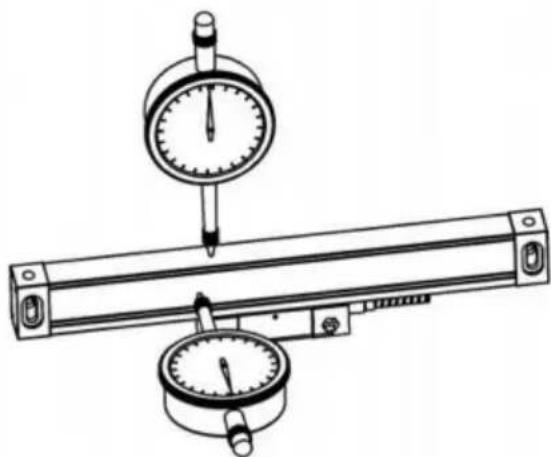
natural_image
Technical line drawing of a mechanical measurement setup with two gauges and a central rod (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal rod, with an inset image of the same hand pointing to it (no text or symbols present)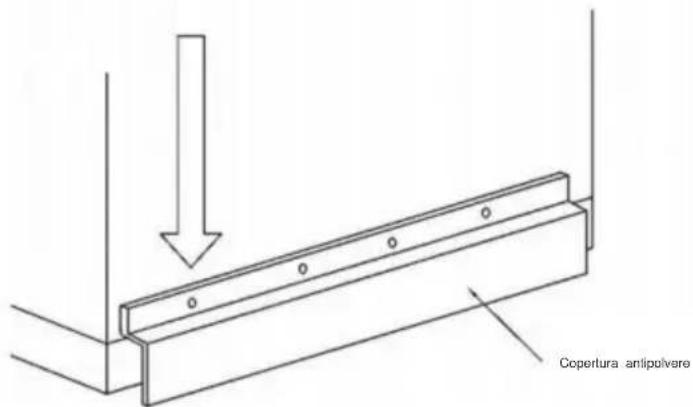
Machine Translated by Google
Machine Translated by Google
natural_image
Technical line drawing of a dial indicator measuring a rectangular object (no text or symbols present)4.9
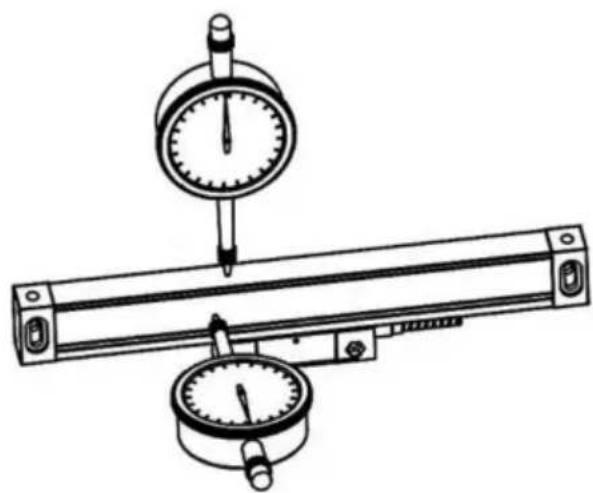
natural_image
Technical line drawing of a mechanical measurement setup with a dial indicator and a horizontal bar (no text or symbols)4.10
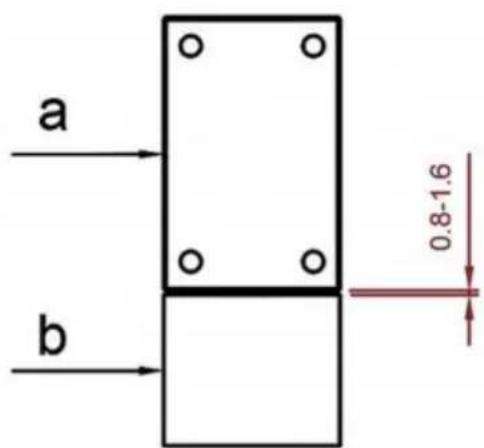
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importato negli USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
www.vevor.com/support
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)With the continuous updating of products, if there are changes or
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)....49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
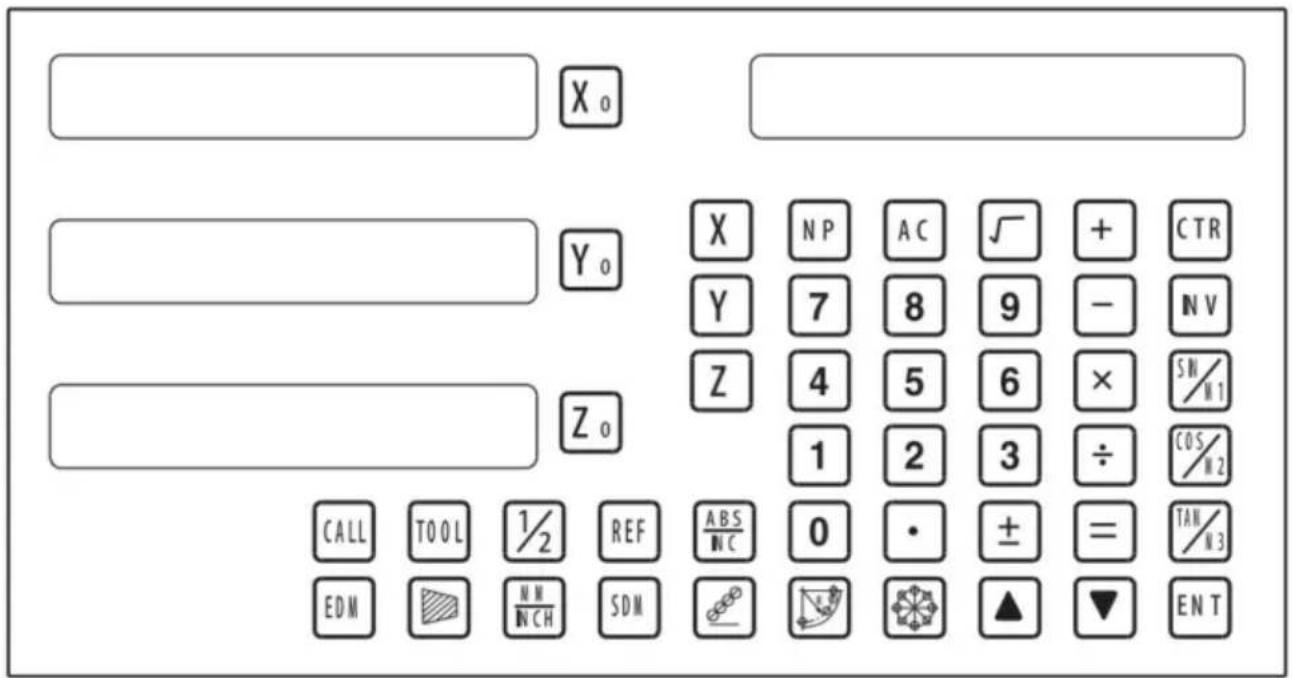
TWO AXIS PANEL
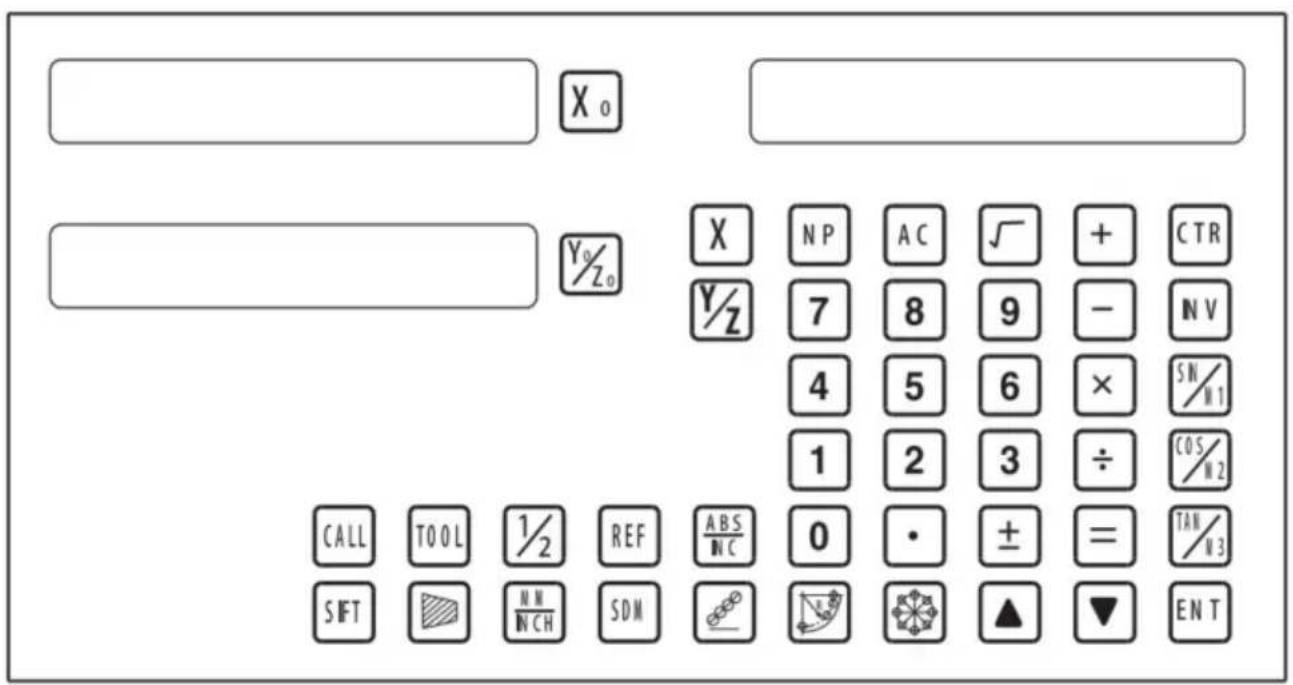
Keyboard Description
| Keys for axis selection |
| Zero select axis |
| Enter +/- sign |
| Enter decimal point |
| | Entry keys for numbers |
| Operation key (in Calculation function key) |
| Enter or quit calculating state |
| Cancel incorrect operation |
| Calculate inverse trigonometric |
 | Square root |
| Confirm operation |
 | Toggles between inch and millimeter units. |
 | Press when ready to identify a reference mark. |
 | Function keys for 200 sub datum |
 | ARC cutting function |
 | holes displayed equally on a circle |
 | holes displayed equally on a line |
Caption of the keyboard
| Calculate trigonometric or Slope Processing function key |
| Calculate trigonometric or rectangular inner chamber processing function key |
| Calculate trigonometric or the tool diameter compensation function key |
| Toggle between ABS/INC coordinate |
| | Stroll up or down to select |
| Taper measured function key |
| Tool library call key |
| Opens the tool table.( lathe) |
| EDM function key |
| Filter display function key |
| Half a display value of an axis |
| Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and press EN T. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
"LATHE-2" means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["X₀"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["X₀"] --> E["MILL_2"]
style A fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
note bottom of C 3.2.15 Signal Interface Type
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₁"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X_a"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X_a"] --> E["CLR OK"]
F["Hand icon"] --> G["-->"]
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
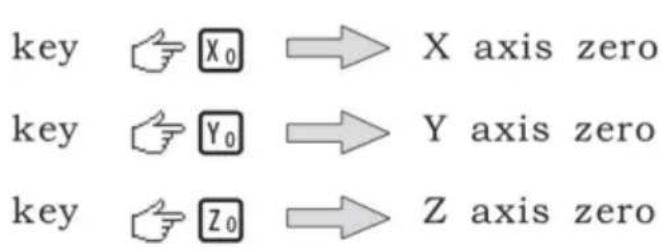
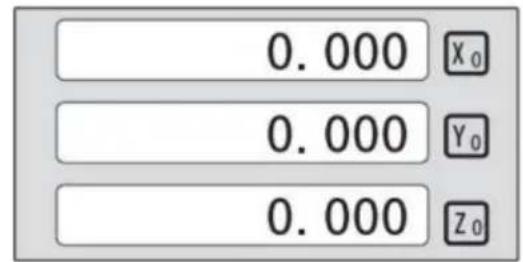
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["REF"]
G --> H["Arrow pointing to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["Xa"] --> B["REF"]
B --> C["▲▼"]
C --> D["Xa"]
D --> E["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
F["Hand icon"] --> C
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["X"] --> B["REF"]
B --> C["▲▼"]
C --> D["LEF_AB"]
D --> E["X"]
E --> F["LEF_AB"]
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["X"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
D --> E["0.000"]
E --> F["X"]
G["ZERO_AB"] --> H["X"]
H --> I["ZERO_AB"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["N P"]
C --> D["COMP X"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
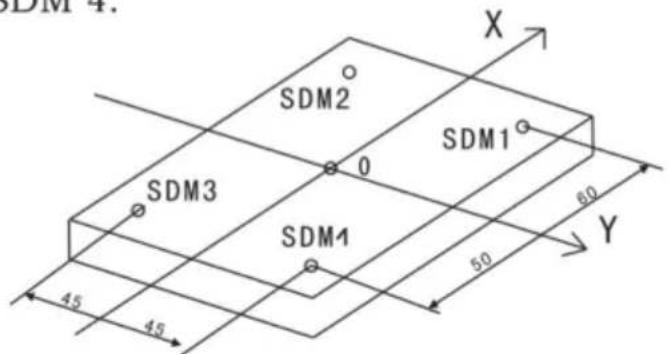

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand Icon"] --> B["Move worktable"]
B --> C{Move Worktable}
C --> D["Output: 0.000 X₄ SDM2"]
C --> E["Output: 0.000 Y₃"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM3"]
C --> D["Output: 0.000, X₅, SDM3"]
D --> E["Control: 0.000, Y₅, X₅, SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand icon"] --> B["Move worktable"]
B --> C["Output: 0.000 X₀ Y₀"]
C --> D["SDM4 Output: 0.000 X₁ SDM4 Output: 0.000 Y₁"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

6 Función especial
6.1 Circumference Holes Processing
The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
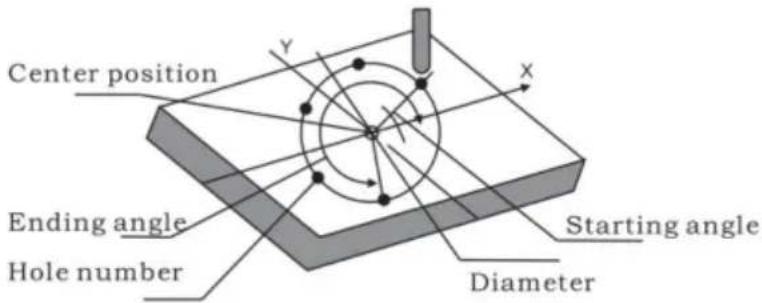
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
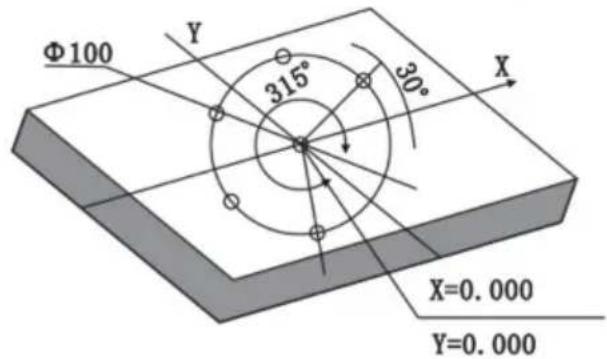
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["X₀ PCD_XZ"]
B --> C["▲ ▼"]
C --> D["PCD_XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["Input"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["▼"] --> B["X 0 ST ANG"]
B --> C["3 0 ENT"]
C --> D["30.000 X 0 ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["✓"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00"]
C --> D["X₀ ED ANG"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
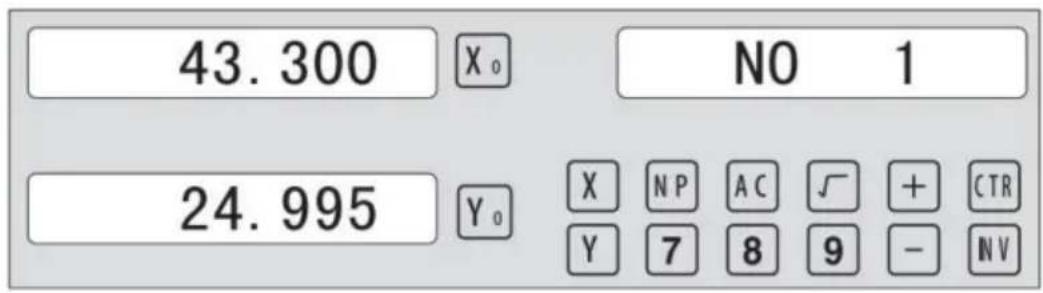
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
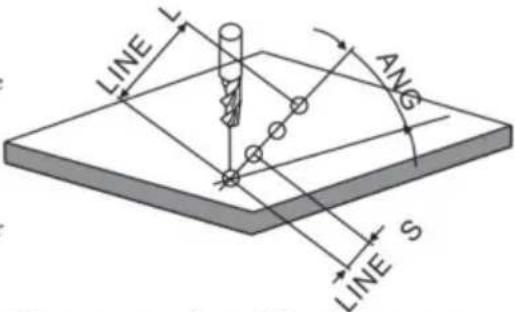
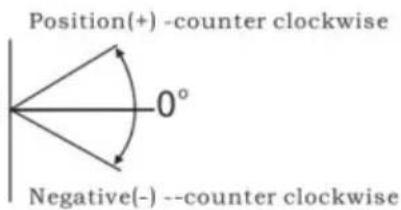
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
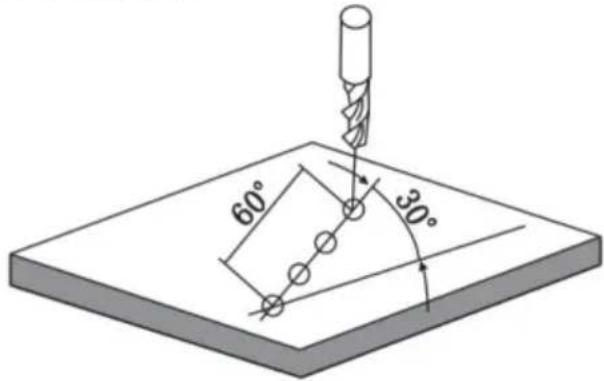
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Start"] --> B["LINE_YZ"]
B --> C["▼"]
C --> D["LINE_XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

flowchart
graph LR
A["X₀"] --> B["ANG"]
B --> C["3"]
C --> D["0"]
D --> E["E N T"]
E --> F["30.000"]
F --> G["X₀"]
G --> H["ANG"]
H --> I["▼"]
I --> J["Hand icon pointing down"]
- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
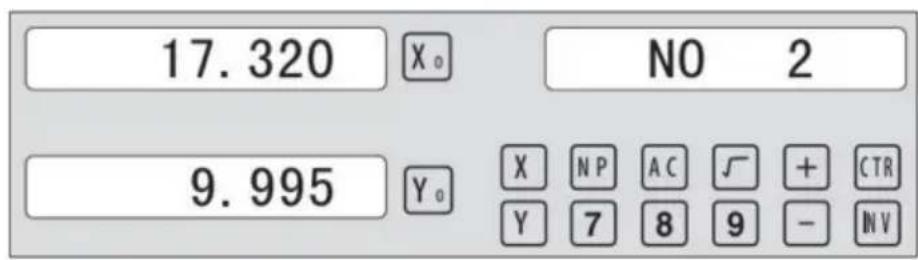
- After processing all holes, press ☐ to return normal display.
Función ARC simple:
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
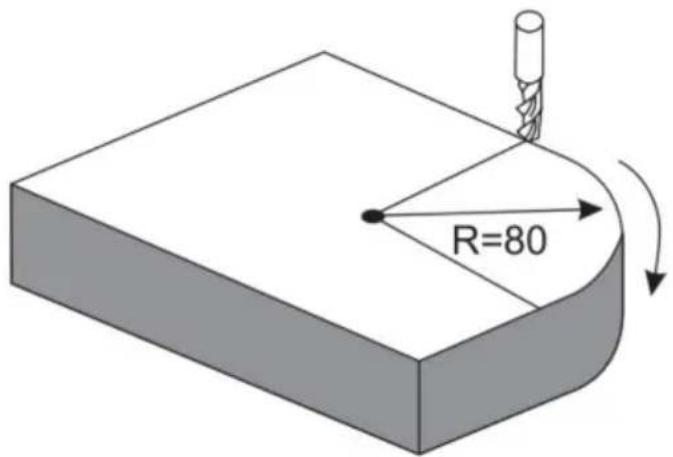
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3 X"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until "MAX_CUT" appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

flowchart
graph LR
A["✓"] --> B["X₀ RAD+TL"]
B --> C["ENT"]
C --> D["0.000 X₀ NO 1"]
D --> E["0.000 Y₀ X N P A C √ + C TH Y 7 8 9 - N V"]
8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☑ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
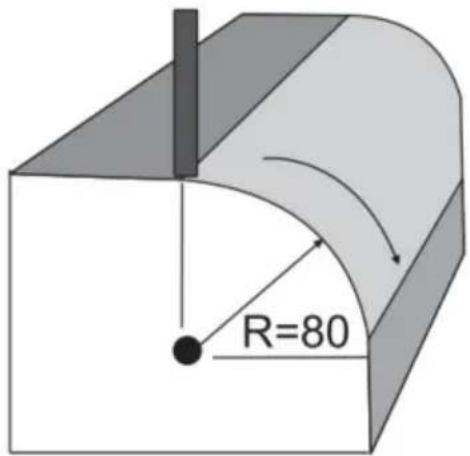
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["X"]
B --> C["SEL_XZ"]
C --> D["▼"]
D --> E["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"] --> D["80.000"] --> E["RAD"] --> F["▼"] --> G["Xa"] --> H["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xa"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Xa"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
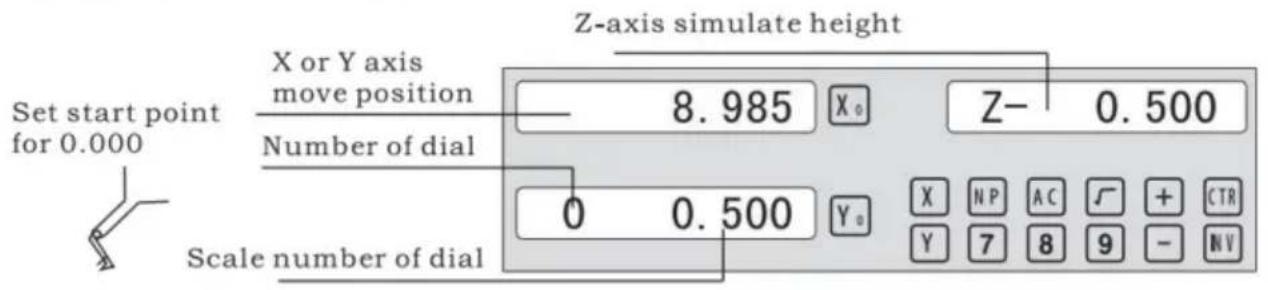
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
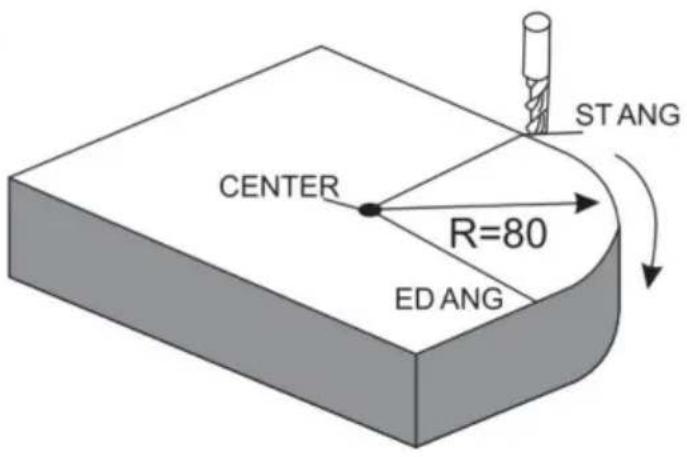
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["Down Arrow"]
C --> D["Empty Box"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
Press ☐ to quit ARC function any time.
natural_image
Diagram of a mechanical device with two gauges connected to a rectangular block (no text or symbols)6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀ INCL_XY"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X₀ ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
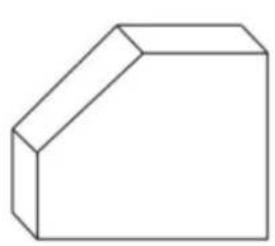
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)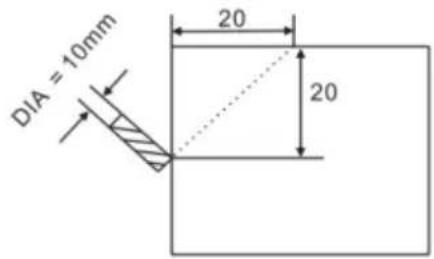
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XZ"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
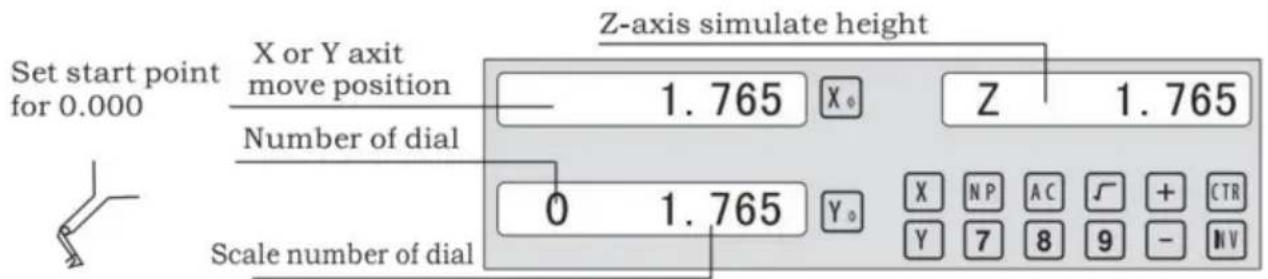
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
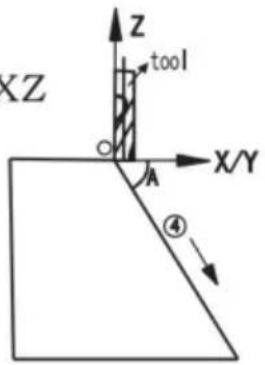
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["× FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 × DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
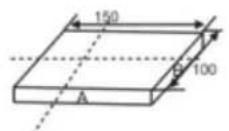
Figure A
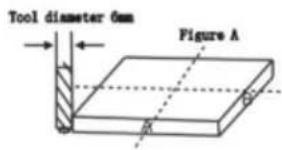
Figure B
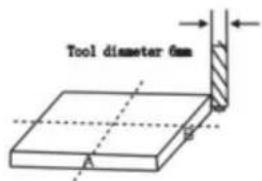
Figure C
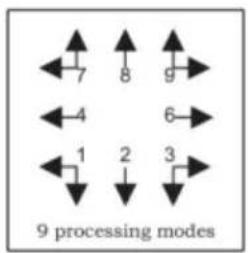
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
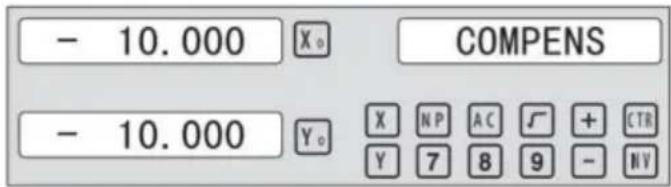
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6. 9 La Función
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["20 ENT"]
C --> D["20.000"]
D --> E["X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 X₀ POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
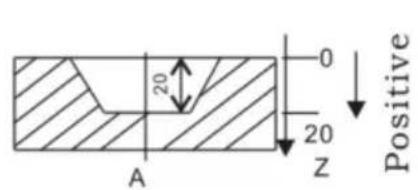
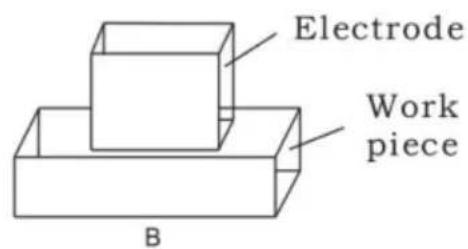
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
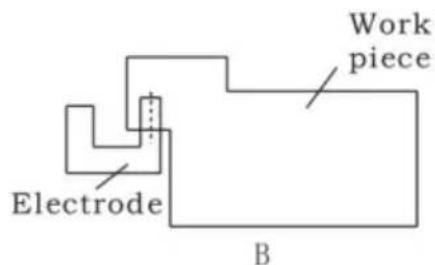
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 X₀ DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
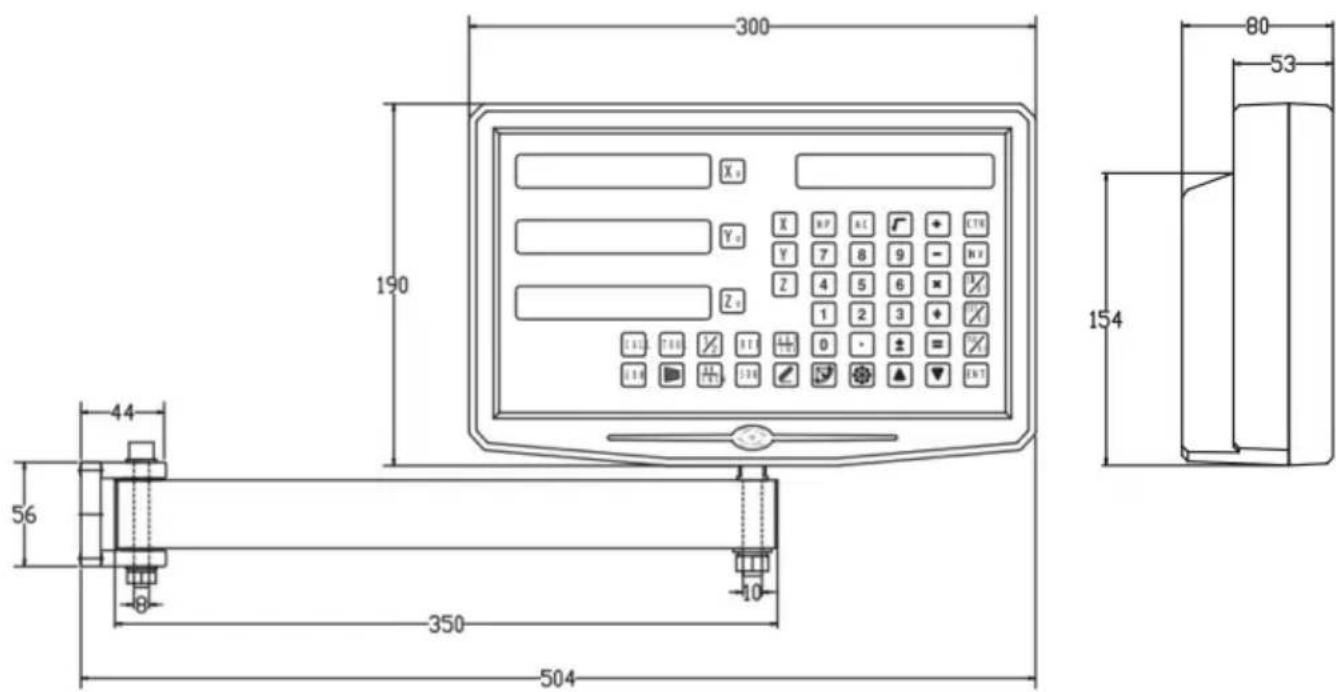
1、X,Y,Z Axis
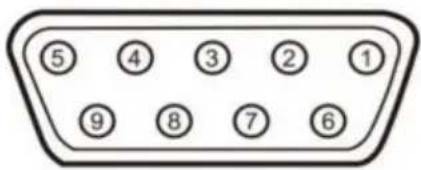
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
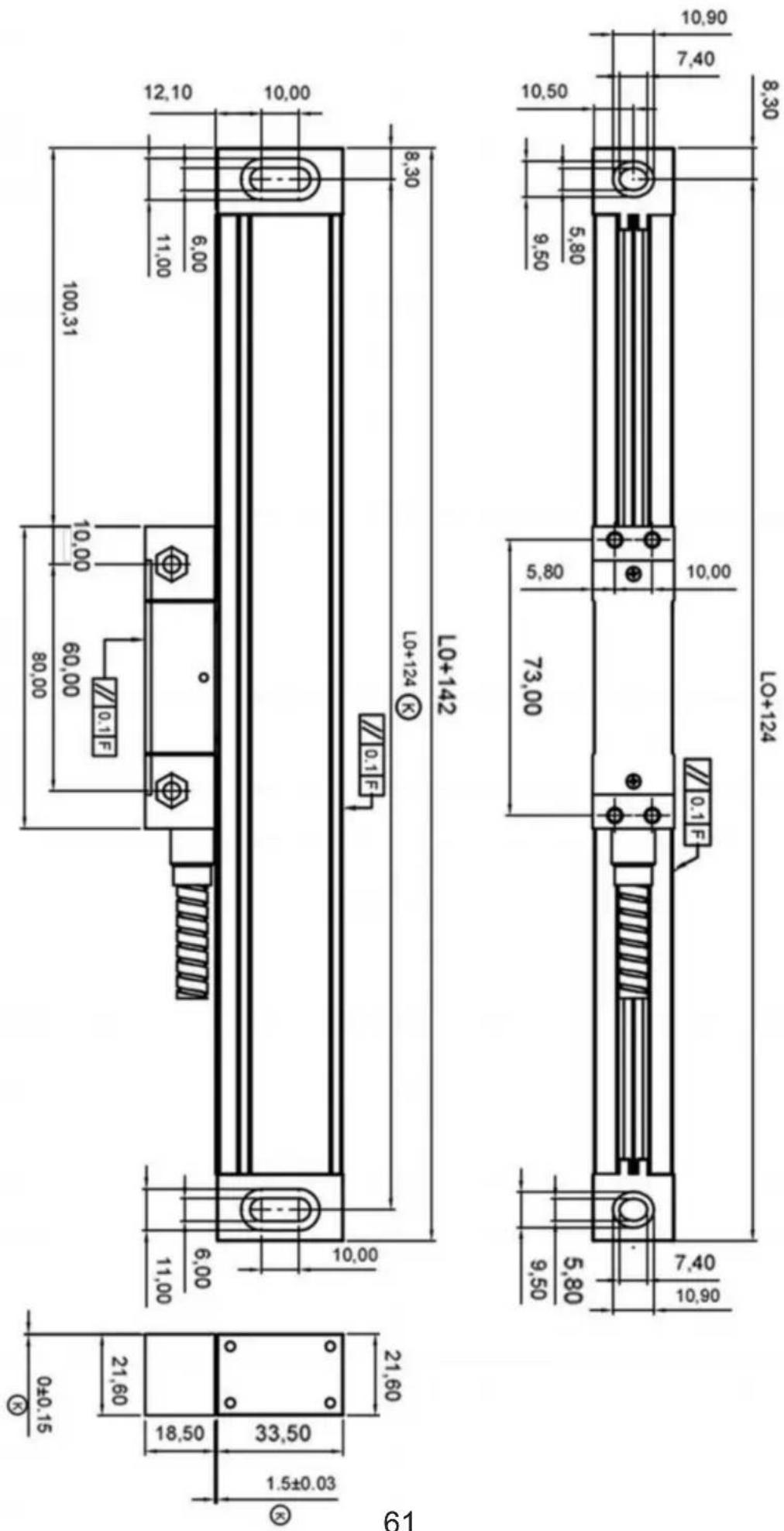
Installation instructions
TTL signal Output:
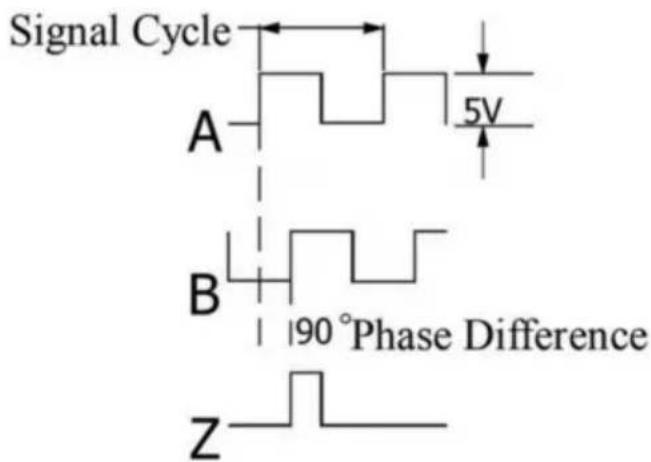
EIA-422-A signal Output:
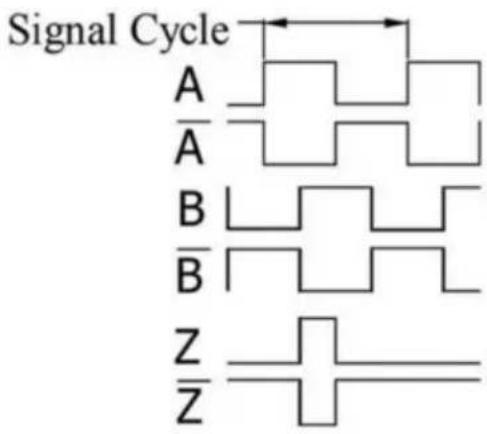
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
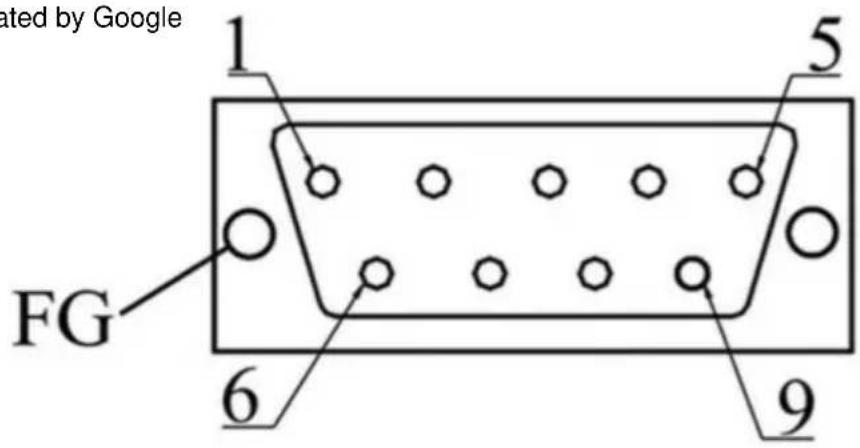
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
natural_image
Technical line drawing of a dial indicator measuring a mechanical component (no text or symbols)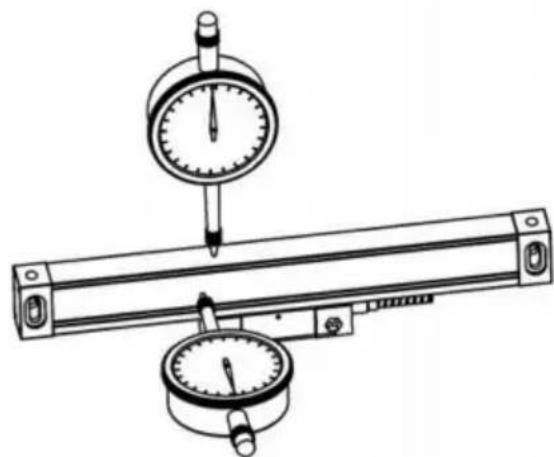
natural_image
Technical line drawing of a mechanical measurement device with dual gauges (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal beam with holes, and an inset image of a hand holding a document (no text or symbols present)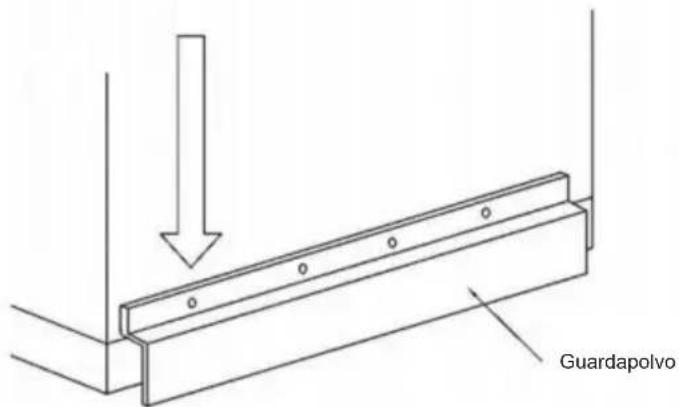
Machine Translated by Google
Machine Translated by Google
natural_image
Technical line drawing of a pressure gauge mounted on a mechanical frame (no text or symbols)4.9
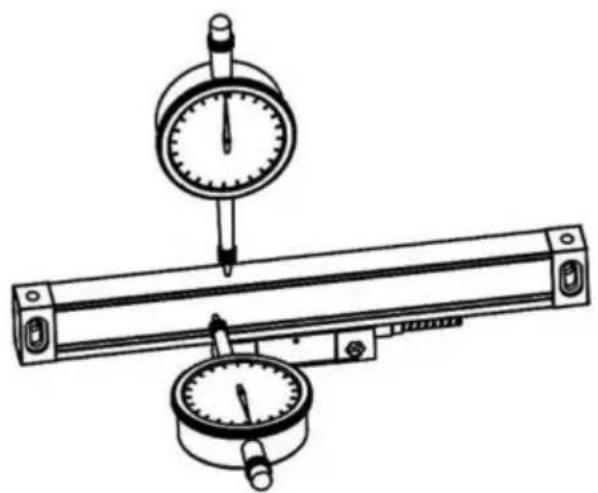
natural_image
Technical line drawing of a mechanical measurement setup with a dial indicator and a lever (no text or symbols)4.10
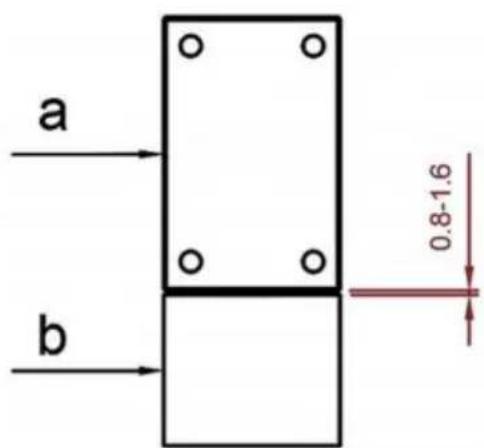
Importado a Australia: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
E-CrossStu GmbH
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Www.vevor.com/support
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)....49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
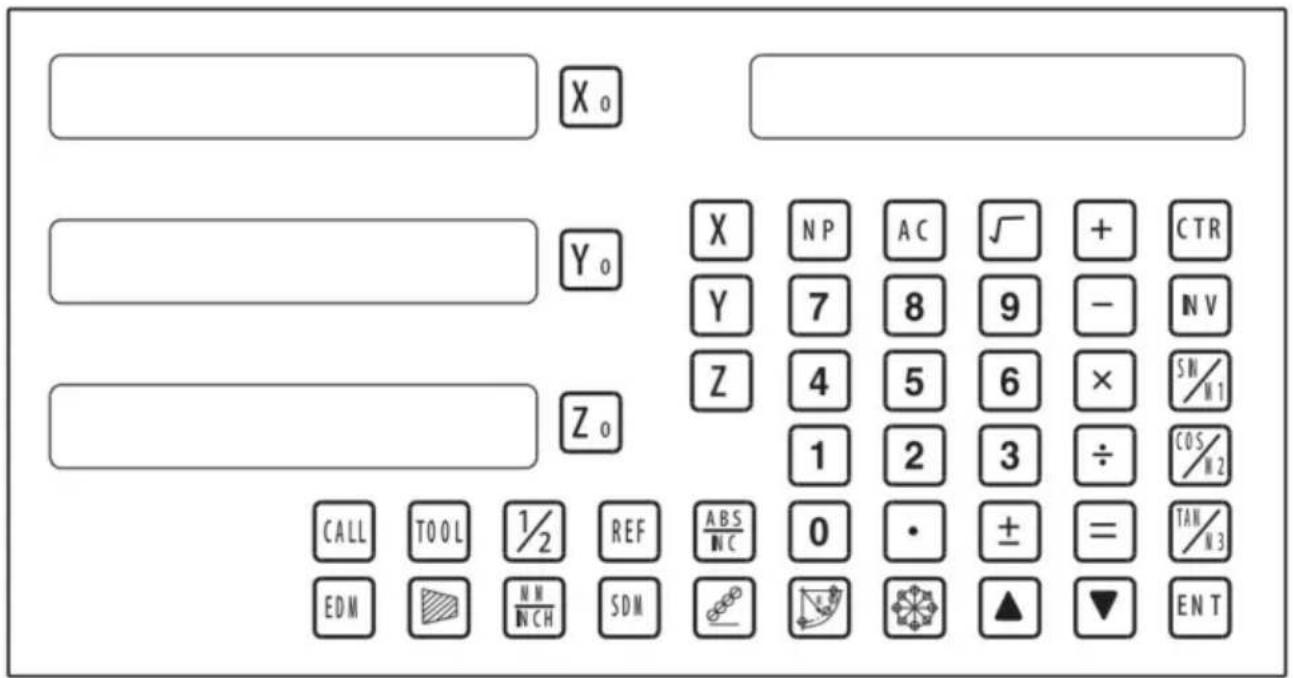
TWO AXIS PANEL
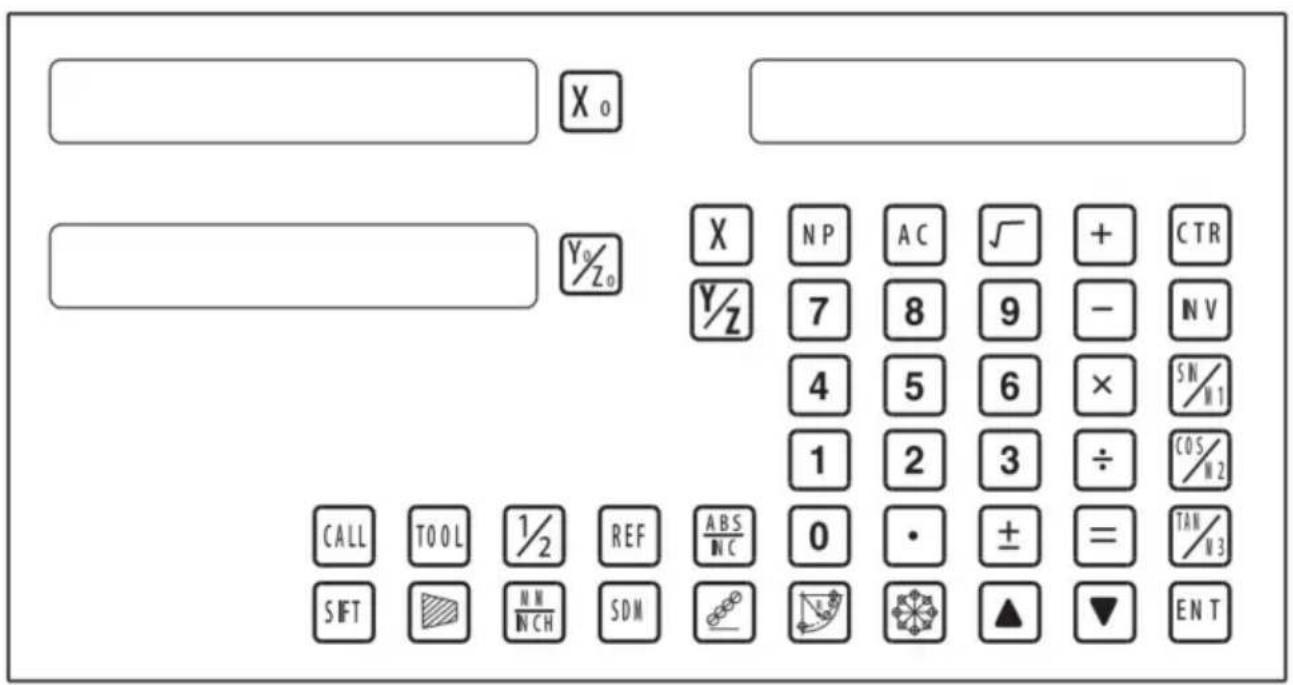
Keyboard Description
| Keys for axis selection |
| Zero select axis |
| Enter +/- sign |
| Enter decimal point |
| | Entry keys for numbers |
| Operation key (in Calculation function key) |
| Enter or quit calculating state |
| Cancel incorrect operation |
| Calculate inverse trigonometric |
| Square root |
| Confirm operation |
| Toggles between inch and millimeter units. |
| Press when ready to identify a reference mark. |
| Function keys for 200 sub datum |
| ARC cutting function |
| holes displayed equally on a circle |
| holes displayed equally on a line |
Caption of the keyboard
| Calculate trigonometric or Slope Processing function key |
| Calculate trigonometric or rectangular inner chamber processing function key |
| Calculate trigonometric or the tool diameter compensation function key |
| Toggle between ABS/INC coordinate |
| | Stroll up or down to select |
| Taper measured function key |
| Tool library call key |
| Opens the tool table.( lathe) |
| EDM function key |
| Filter display function key |
| Half a display value of an axis |
| Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and press EN T. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
"LATHE-2" means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["Xu"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["Xu"]
D --> E["MILL_2"]
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₀"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X"]
D --> E["CLR OK"]
F["Hand icon"] --> C
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
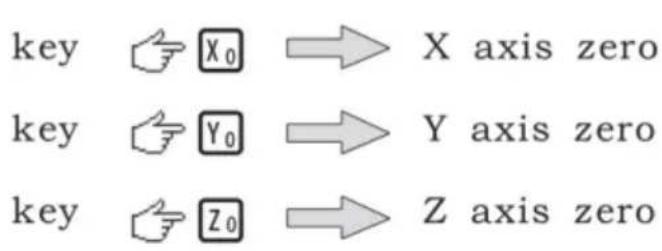
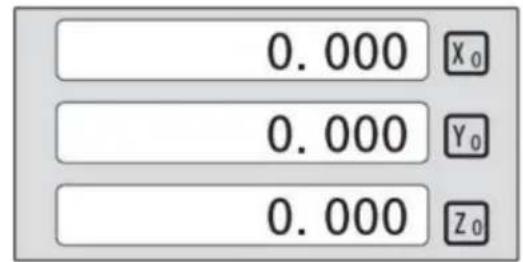
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["REF"]
G --> H["Feedback to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["Xa"] --> B["REF"]
B --> C["▲▼"]
C --> D["Xa"]
D --> E["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["Input Field"] --> B["REF"]
B --> C["Transformation Arrow"]
C --> D["Output Field"]
D --> E["X"]
D --> F["LEF_AB"]
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["X"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
D --> E["0.000"]
E --> F["X"]
G["ZERO_AB"] --> H["X"]
H --> I["ZERO_AB"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["NP"]
C --> D["COMP"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
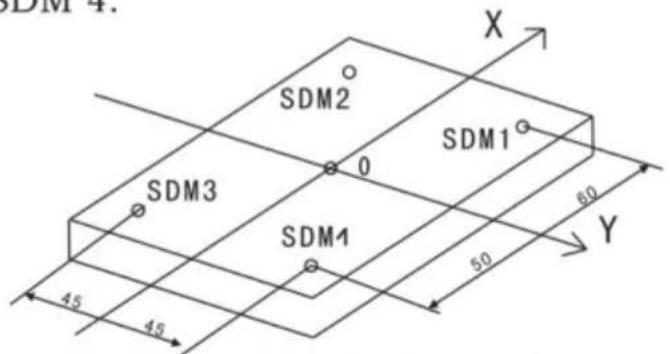

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Output: 0.000 X₄ SDM2"]
B --> D["Output: 0.000 Y₀"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM3"]
C --> D["Output: 0.000, X₅, SDM3"]
D --> E["Control: 0.000, Y₅, X₅, SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand icon"] --> B["Move worktable"]
B --> C["Output: 0.000 X₀ Y₀"]
C --> D["SDM4 Output: 0.000 X₁ SDM₄ Output: 0.000 Y₁"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
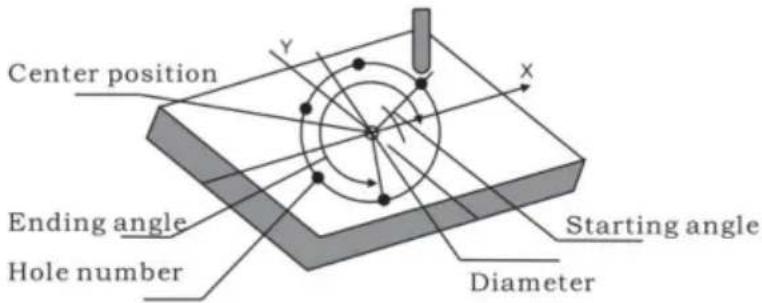
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
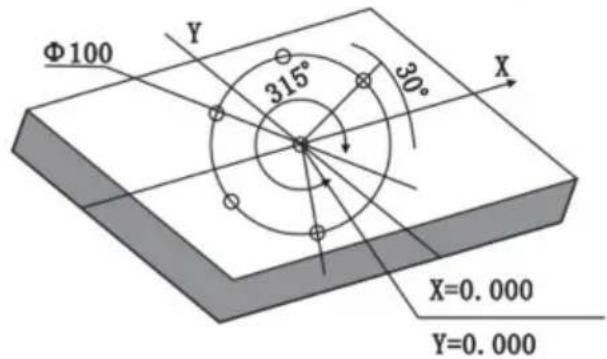
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["X₀ PCD_XZ"]
B --> C["▲ ▼"]
C --> D["PCD_XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["▼"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X 0"] --> C["ST ANG"] --> D["3"] --> E["0"] --> F["ENT"]
G["30.000"] --> H["X 0"] --> I["ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00 X₀ ED ANG"]
C --> D["↓"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
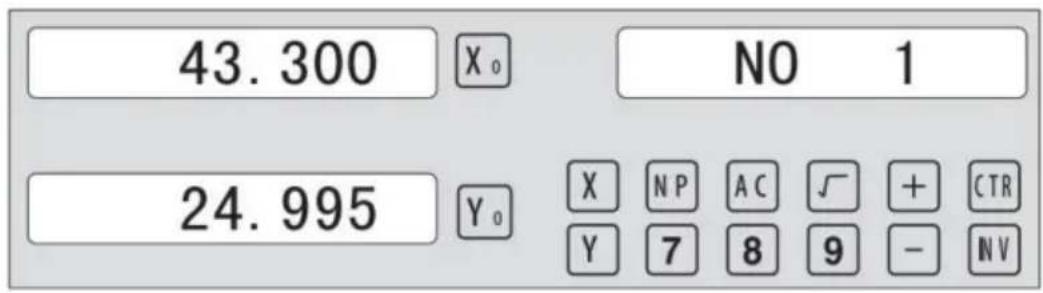
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
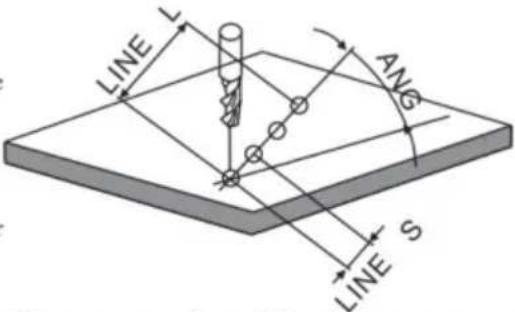
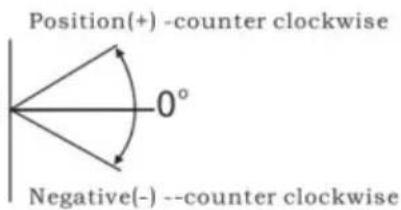
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
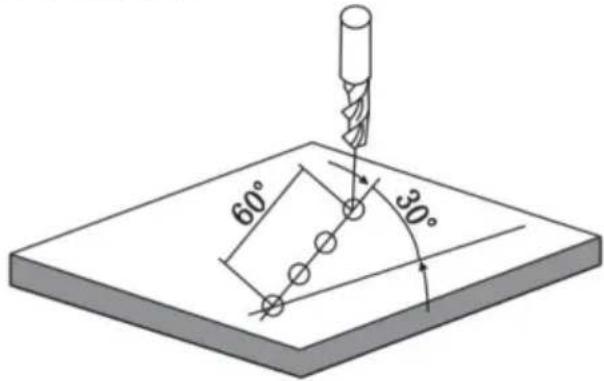
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Start"] --> B["LINE_YZ"]
B --> C["▼"]
C --> D["LINE_XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
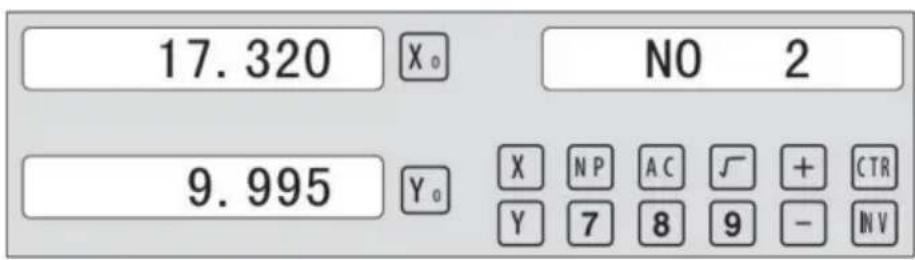
- After processing all holes, press ☐ to return normal display.
6.3 Przetwarzanie ARC
prosta funkcja ARC:
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
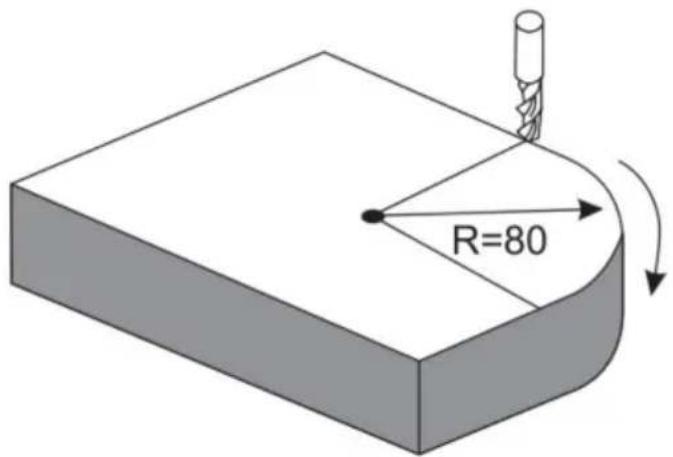
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼ ▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until "MAX_CUT" appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

flowchart
graph LR
A["✓"] --> B["X₀ RAD+TL"]
B --> C["ENT"]
D["0.000"] --> E["X₀ NO 1"]
F["0.000"] --> G["Y₀ X N P A C √ + C TH Y 7 8 9 - N V"]
8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☑ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
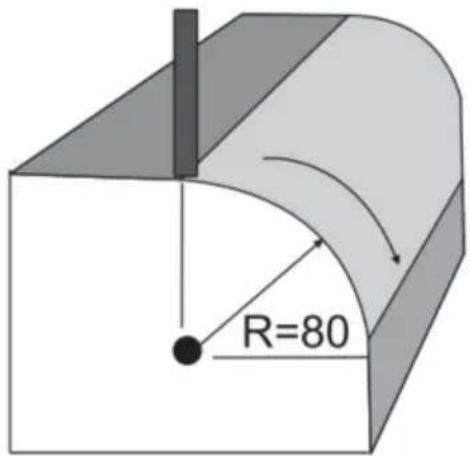
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["X"]
B --> C["SEL_XZ"]
C --> D["▼"]
D --> E["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xa"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Xa"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
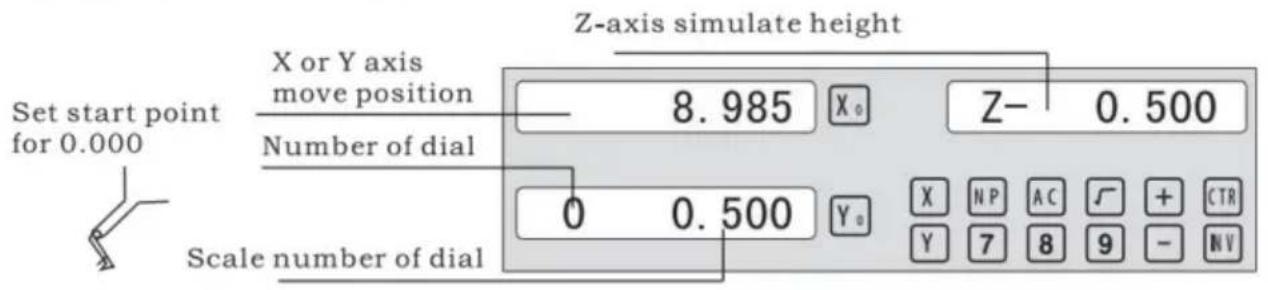
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
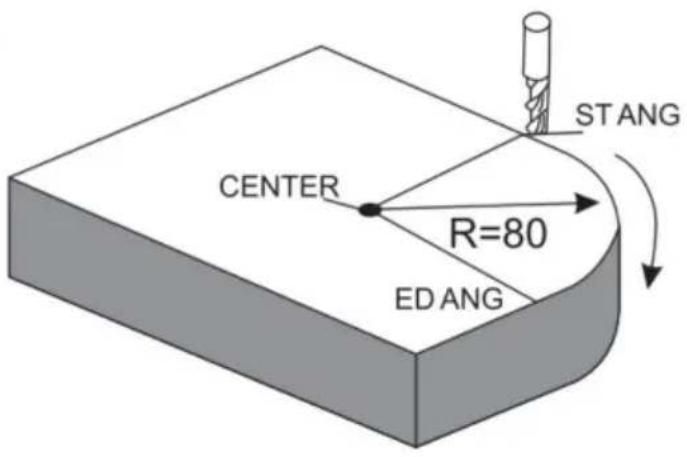
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Hand icon"] --> B["SMOOTH"]
C["Hand icon"] --> D["Blank Box"]
E["Arrow"] --> F["Arrow"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
Press ☐ to quit ARC function any time.
natural_image
Diagram of a mechanical device with two gauges and a rectangular block, no text or symbols present6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀ INCL_XY"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X₀ ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
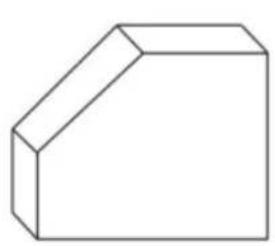
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)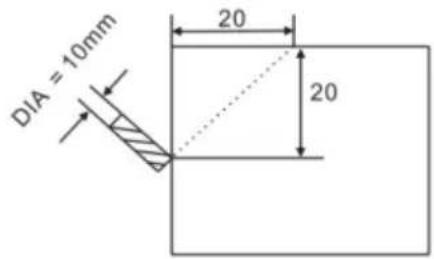
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀ INCL_XZ"]
B --> C["ENT"]
C --> D["0.000 X₀ DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
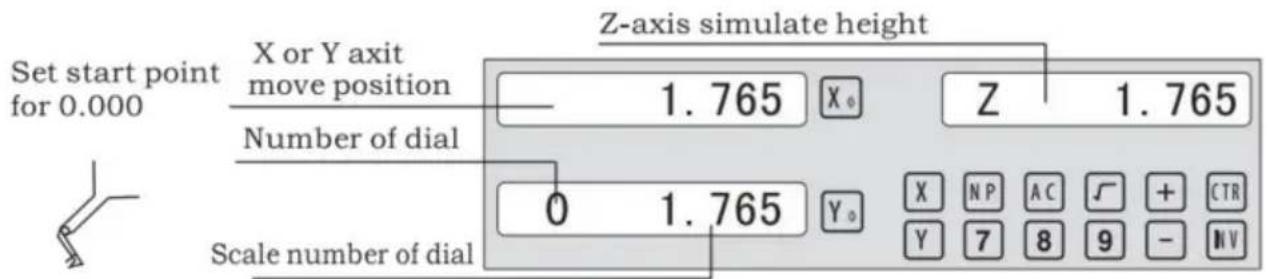
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
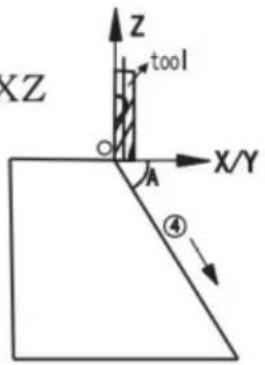
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X"]
D --> F["ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["× FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 × DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
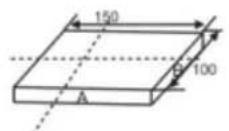
Figure A
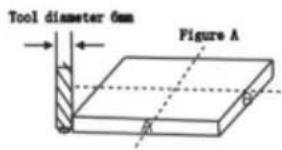
Figure B
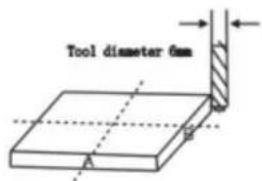
Figure C
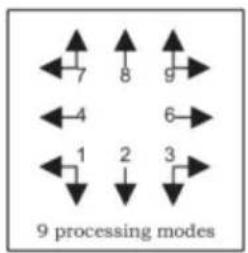
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
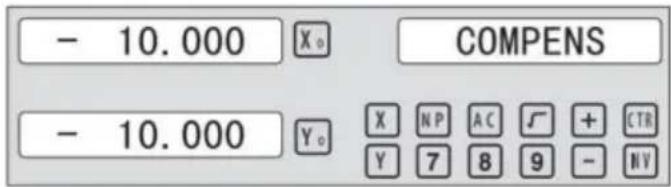
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6.9 La Funkcja
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["20 ENT"]
C --> D["20.000"]
D --> E["X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 X₀ POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
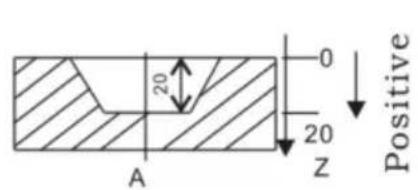
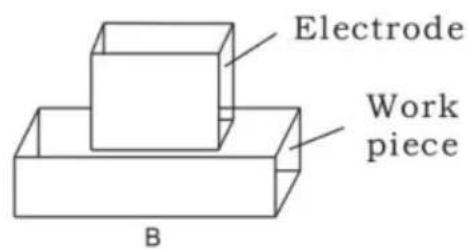
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
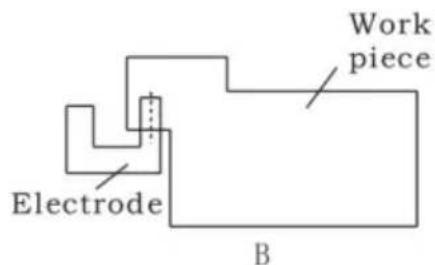
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X 0 DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 X 0 DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
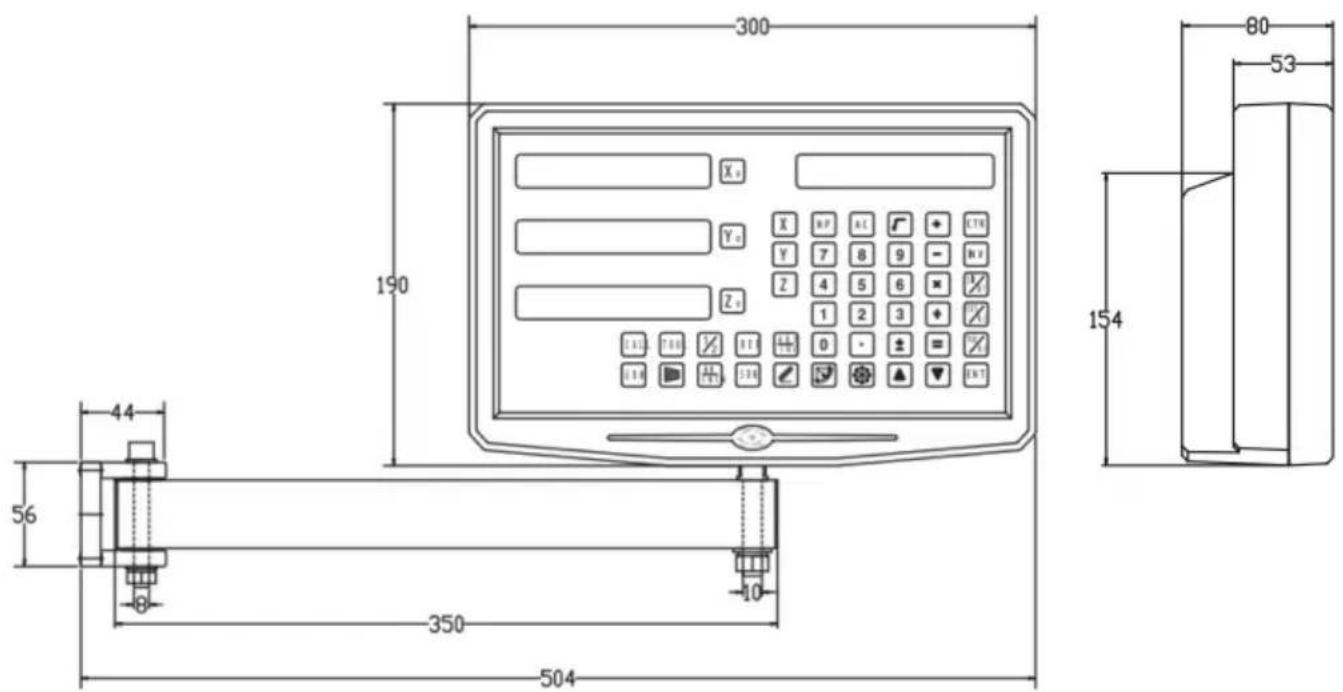
1、X,Y,Z Axis
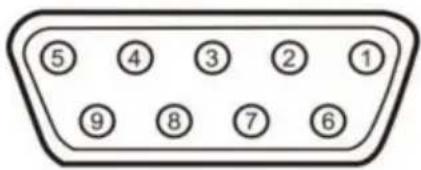
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!

Installation instructions
TTL signal Output:
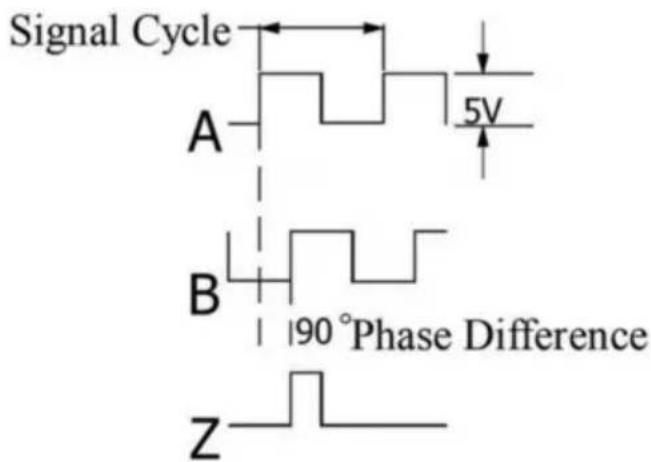
EIA-422-A signal Output:
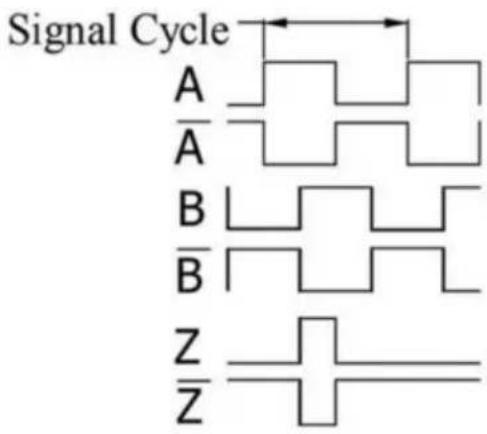
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
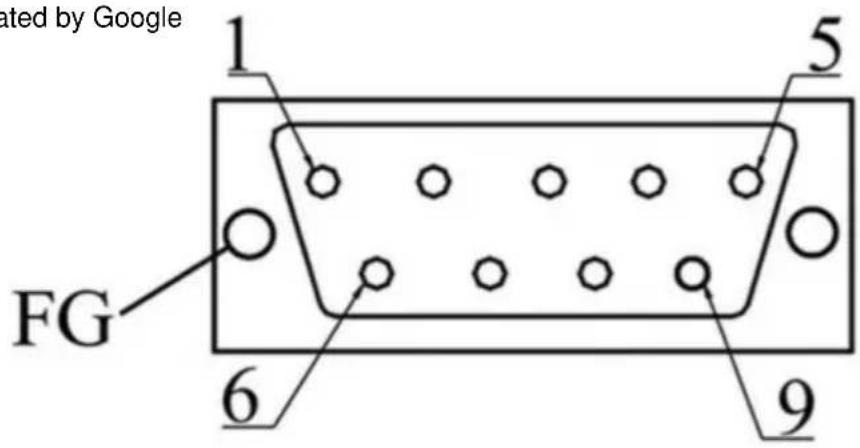
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
natural_image
Technical line drawing of a mechanical measurement device with a dial indicator (no text or symbols)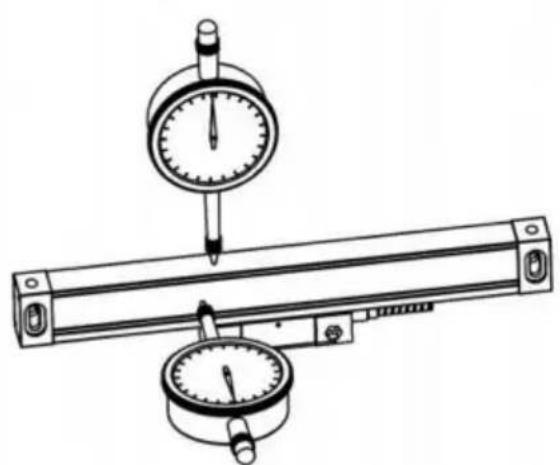
natural_image
Technical line drawing of a mechanical measurement setup with two gauges and a central rod (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal rod, with an inset image of the same hand pointing to it (no text or symbols present)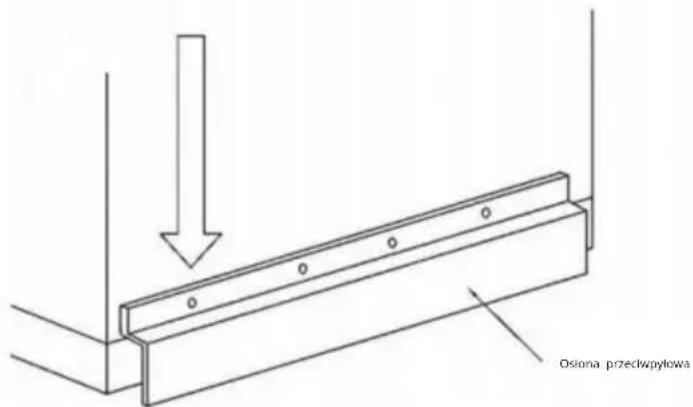
Machine Translated by Google
Machine Translated by Google
natural_image
Technical line drawing of a dial indicator measuring a rectangular object (no text or symbols present)4.9
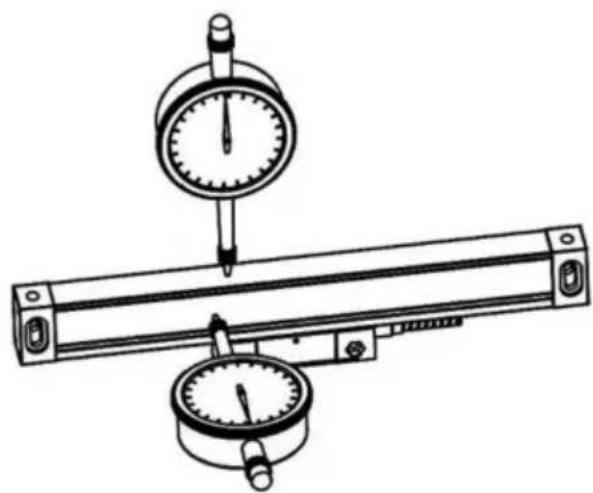
natural_image
Technical line drawing of a mechanical measurement setup with a dial indicator and a horizontal bar (no text or symbols)4.10
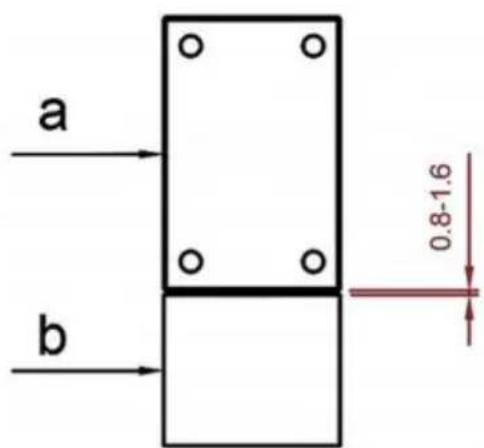
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730

C/O YH Consulting Limited Biuro 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4AX
VEVOR®
TOUGH TOOLS, HALF PRICE
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)HULP NODIG? NEEM CONTACT MET ONS OP!
With the continuous updating of products, if there are changes or
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)....49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
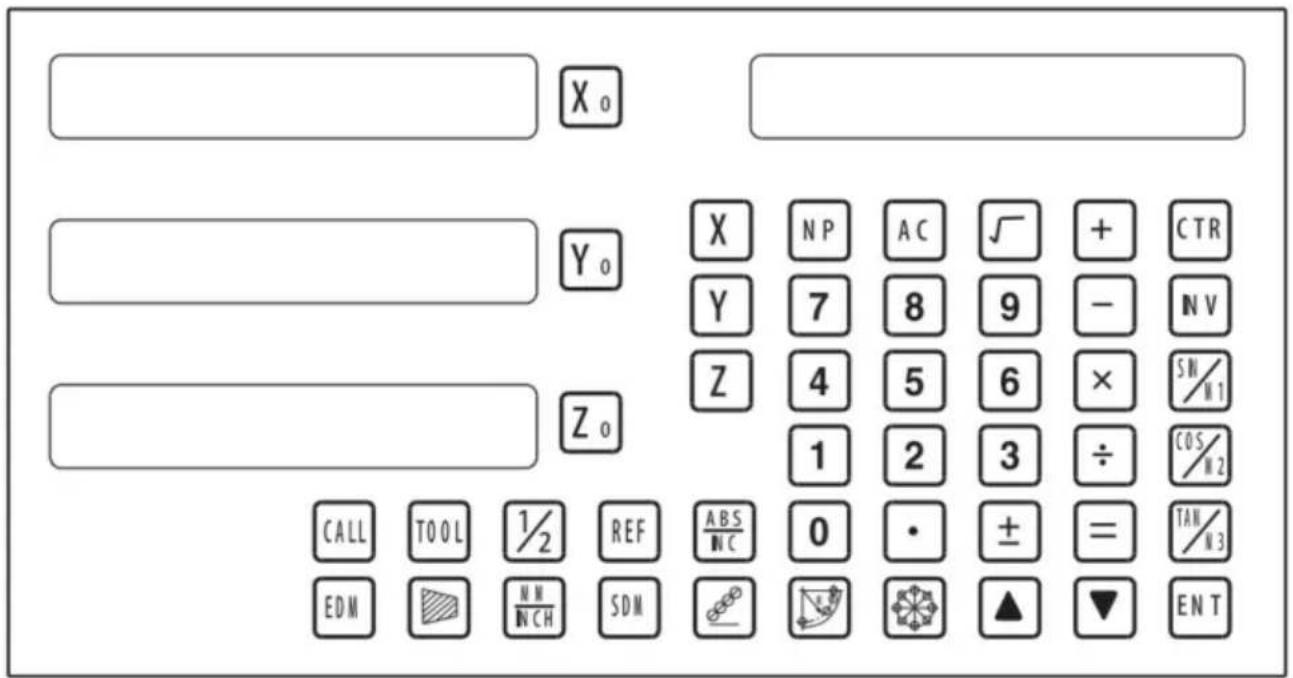
TWO AXIS PANEL
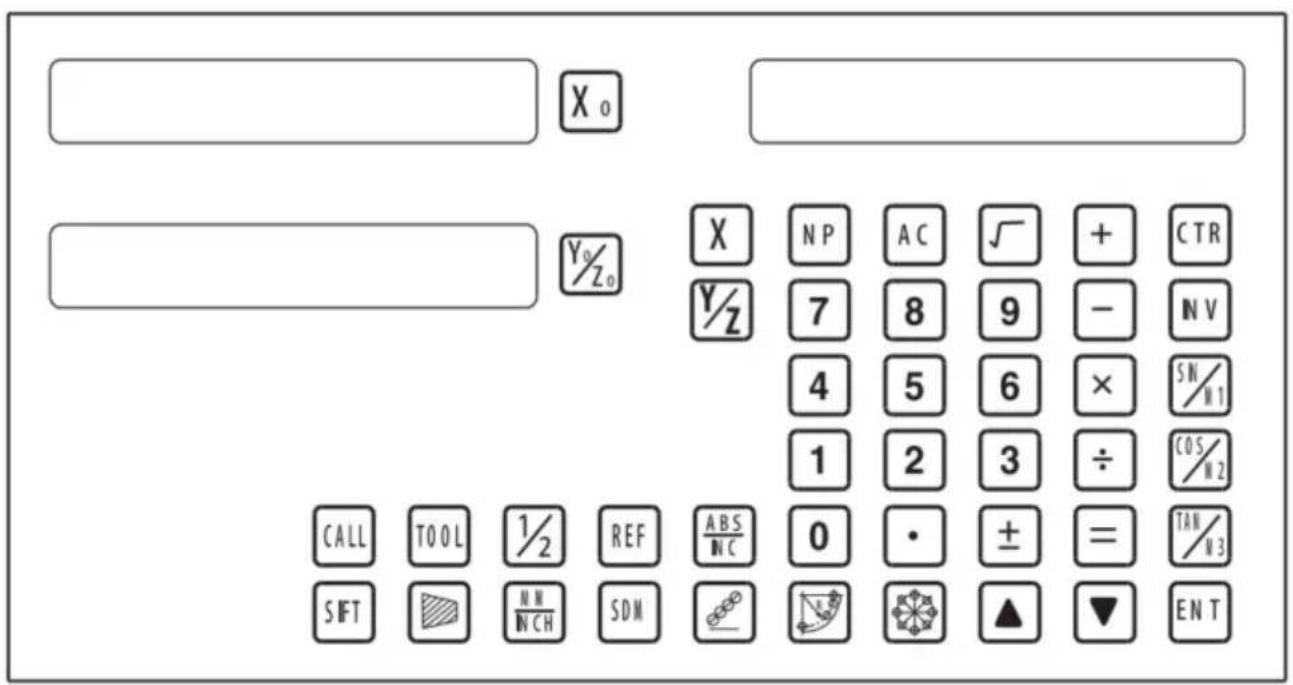
Keyboard Description
| Keys for axis selection |
| Zero select axis |
| Enter +/- sign |
| Enter decimal point |
| | Entry keys for numbers |
| Operation key (in Calculation function key) |
| Enter or quit calculating state |
| Cancel incorrect operation |
| [2D05] | Calculate inverse trigonometric |
| Square root |
| Confirm operation |
| Toggles between inch and millimeter units. |
| Press when ready to identify a reference mark. |
| Function keys for 200 sub datum |
| ARC cutting function |
| holes displayed equally on a circle |
| holes displayed equally on a line |
Caption of the keyboard
| Calculate trigonometric or Slope Processing function key |
| Calculate trigonometric or rectangular inner chamber processing function key |
| Calculate trigonometric or the tool diameter compensation function key |
| Toggle between ABS/INC coordinate |
| | Stroll up or down to select |
| [T3S5] | Taper measured function key |
| Tool library call key |
| Opens the tool table.( lathe) |
| EDM function key |
| Filter display function key |
| Half a display value of an axis |
| Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and press EN T. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
"LATHE-2" means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["X₀"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["X₀"] --> E["MILL_2"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
note bottom of C 3.2.15 Signal Interface Type
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₀"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X"]
D --> E["CLR OK"]
F["Hand icon"] --> G["ENT"]
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
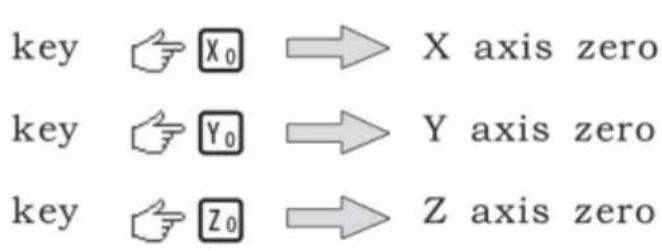
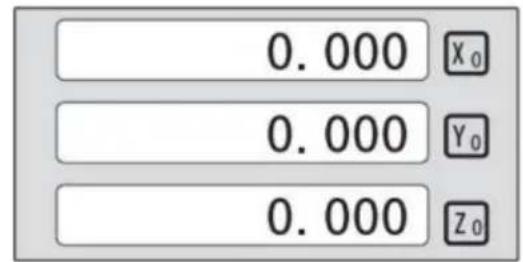
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in “mm” (metric) or “inch” (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["REF"]
G --> H["Arrow pointing to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["Xa"] --> B["REF"]
B --> C["▲▼"]
C --> D["Xa"]
D --> E["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
F["Hand icon"] --> C
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["Input Field"] --> B["REF"]
B --> C["Transformation Arrow"]
C --> D["Left Output"]
D --> E["LEF_AB"]
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["Xₙ"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
D --> E["0.000"]
E --> F["X"]
G["ZERO_AB"] --> H["X"]
H --> I["ZERO_AB"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["N P"]
C --> D["COMP X"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
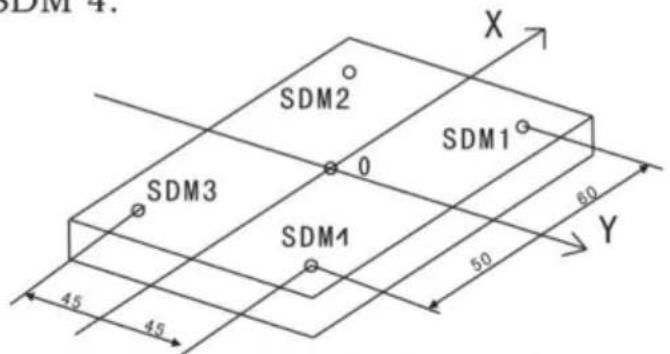

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Output: 0.000 X₄ SDM2"]
B --> D["Output: 0.000 Y₀"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM3"]
C --> D["Output: 0.000, X₅, SDM3"]
D --> E["Control: 0.000, Y₅, SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["▲ ▼"] --> B["Move worktable"]
C["手图标"] --> B
B --> D["X₀ Y₀"]
D --> E["0.000 X₀ SDM4"]
E --> F["0.000 Y₀"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

6ÿ speciale functie
6.1 Circumference Holes Processing
The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
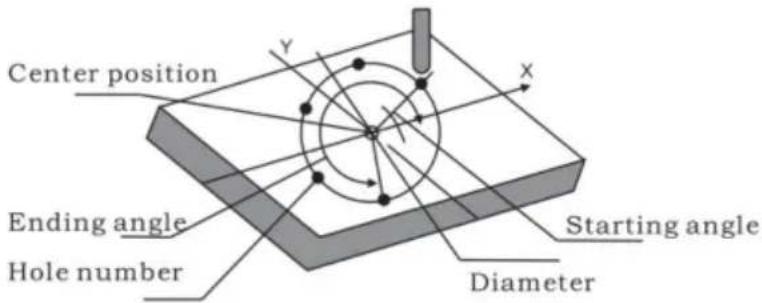
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
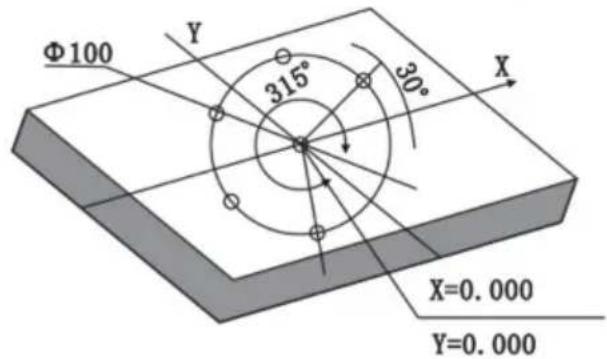
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["X₀ PCD_XZ"]
B --> C["▲ ▼"]
C --> D["PCD_XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["▼"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X 0"] --> C["ST ANG"] --> D["3"] --> E["0"] --> F["ENT"]
G["30.000"] --> H["X 0"] --> I["ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00 X₀ ED ANG"]
C --> D["↓"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
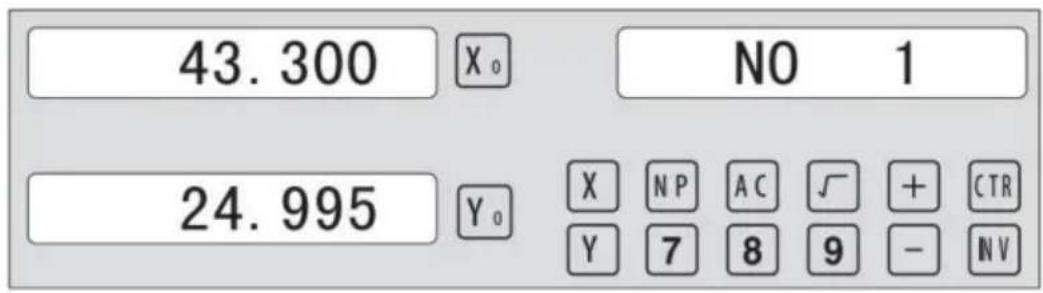
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
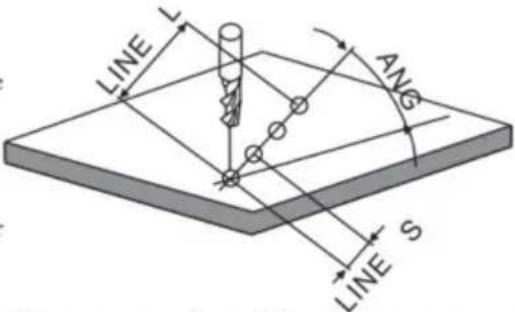
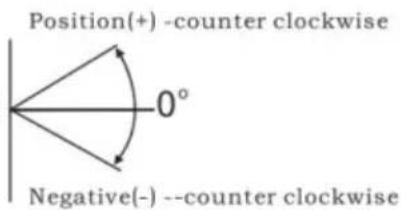
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
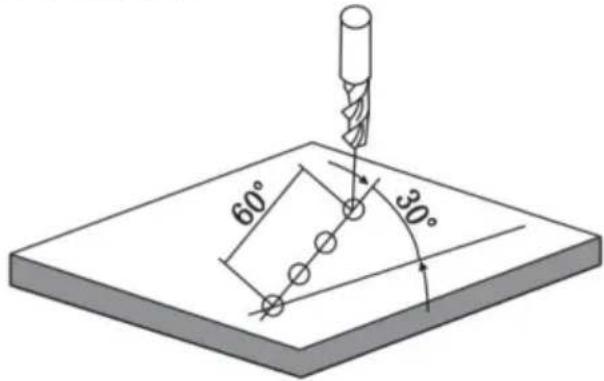
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Start"] --> B["X₀ LINE_YZ"]
B --> C["✓"]
C --> D["LINE XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
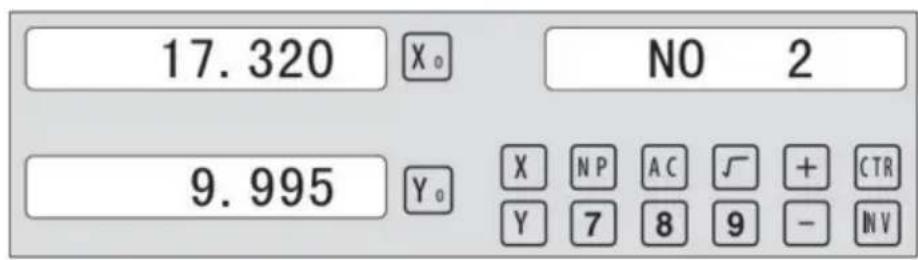
- After processing all holes, press ☐ to return normal display.
6. 3 ARC-verwerking
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
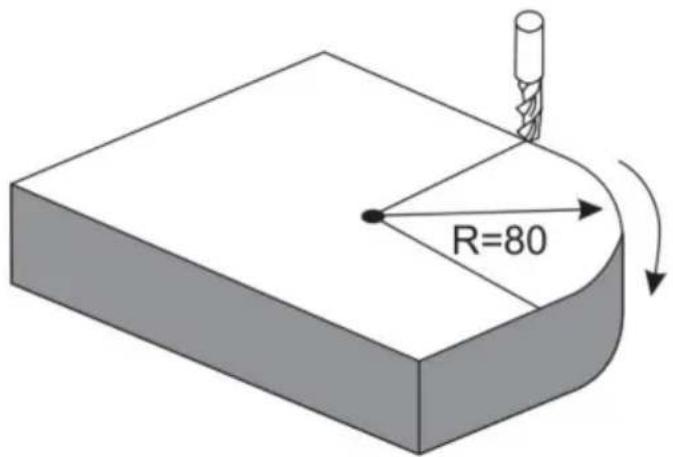
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼ ▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

flowchart
graph LR
A["✓"] --> B["X₀ RAD+TL"]
B --> C["ENT"]
C --> D["0.000 X₀ NO 1"]
D --> E["0.000 Y₀ X N P A C √ + C TH Y 7 8 9 - N V"]
8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☑ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
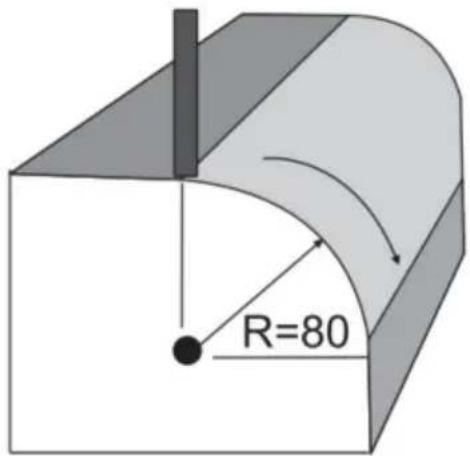
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["SEL_XZ"]
B --> C["▼"]
C --> D["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xa"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Xa"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
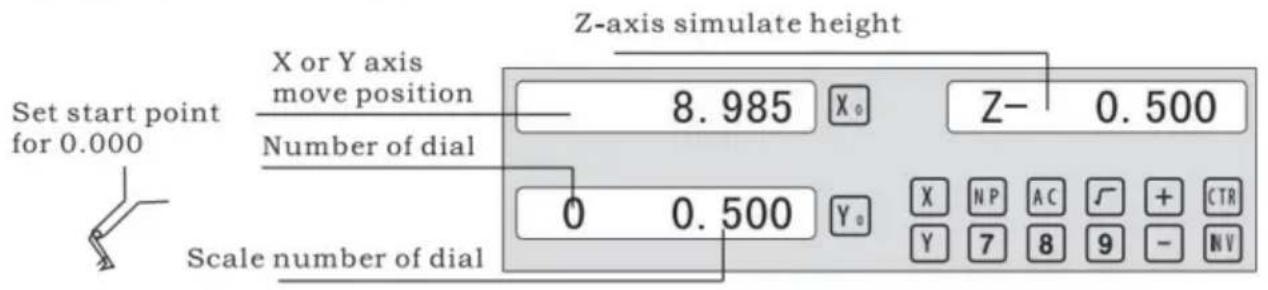
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
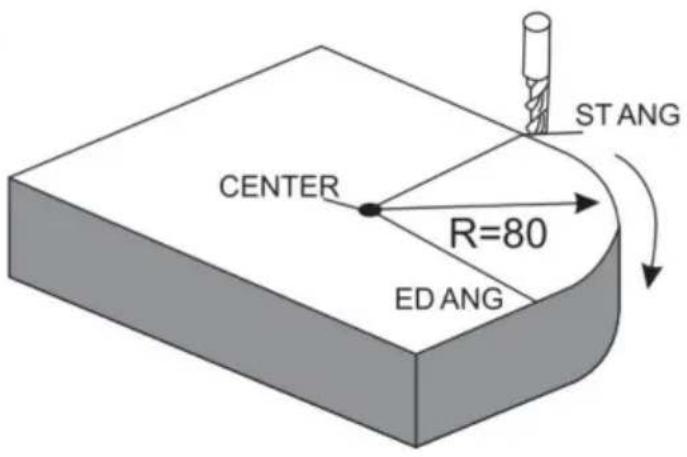
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Hand icon"] --> B["SMOOTH"]
B --> C["Arrow down"]
C --> D["Empty rectangle with X and SMOOTH"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
Press ☐ to quit ARC function any time.
natural_image
Diagram of a mechanical device with two gauges and a rectangular block, no text or symbols present6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XY"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
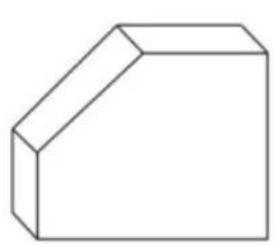
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)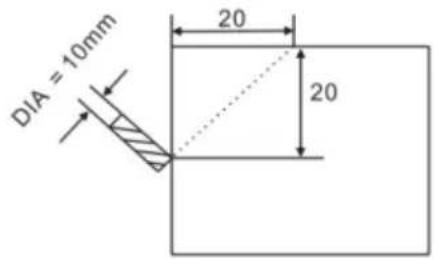
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀ INCL_XZ"]
B --> C["ENT"]
C --> D["0.000 X₀ DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
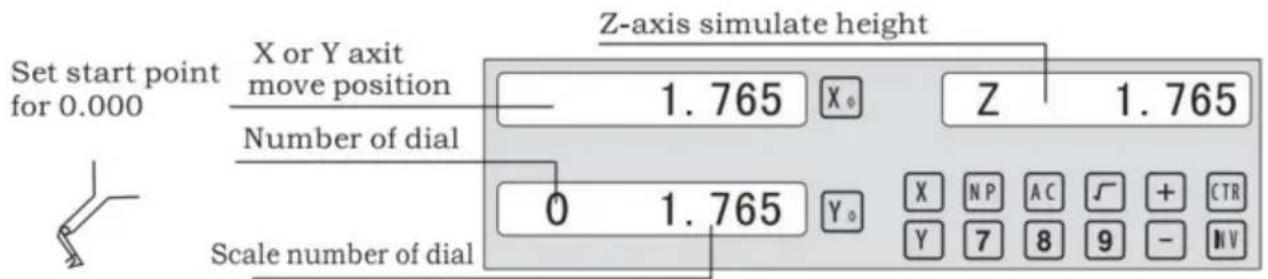
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
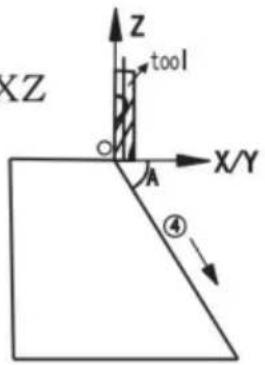
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["× FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 × DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
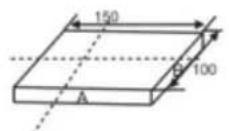
Figure A
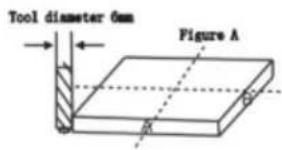
Figure B
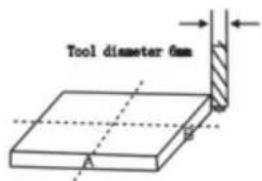
Figure C
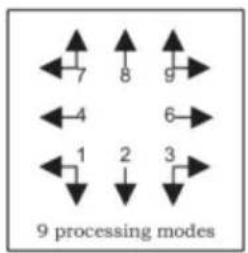
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
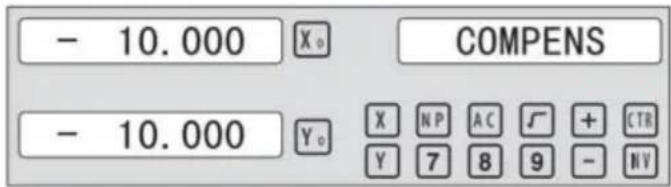
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6. 9 De functie
6.9.1 200 sets TOOL-bibliotheken
it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["20 ENT"]
C --> D["20.000"]
D --> E["X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 X₀ POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
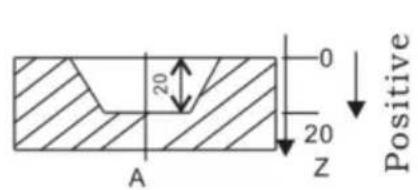
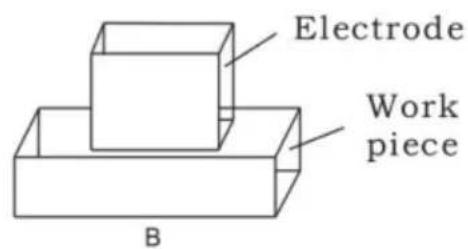
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X 0 DEPTH"]
B --> C["± 2 0 ENT"]
C --> D["-20.000 X 0 DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
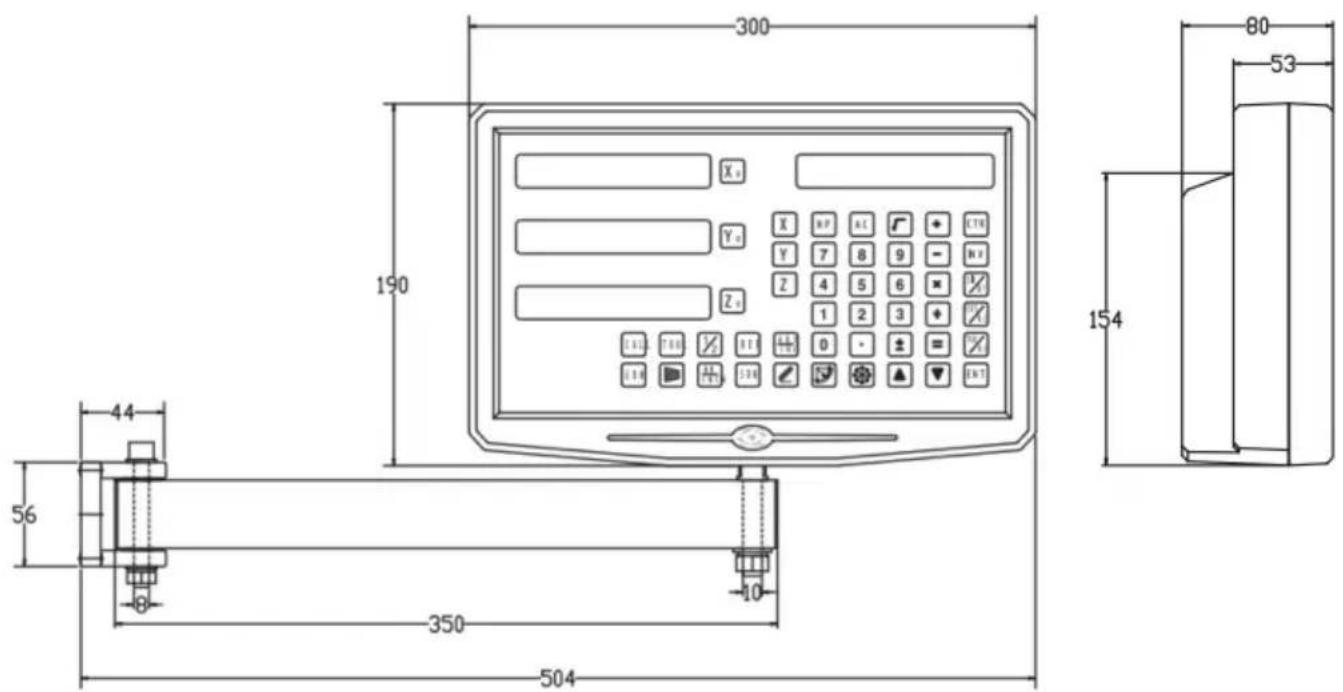
1、X,Y,Z Axis
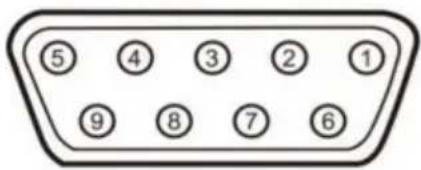
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
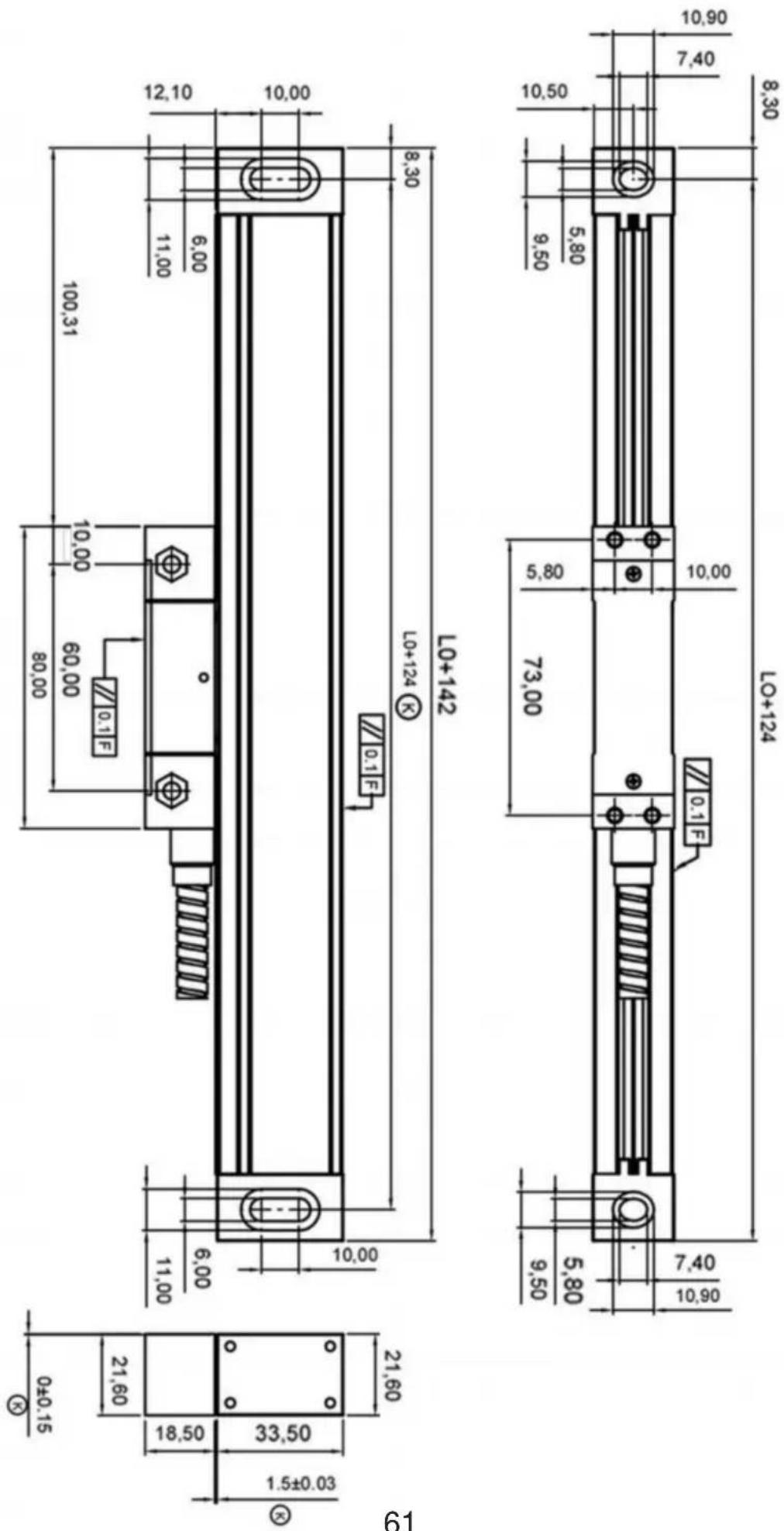
Installation instructions
TTL signal Output:
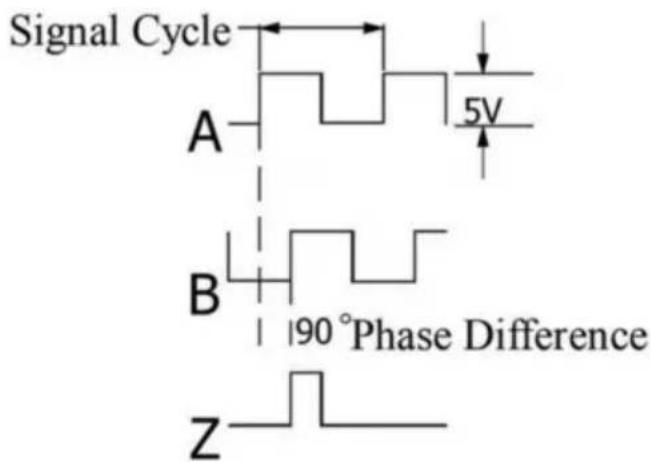
EIA-422-A signal Output:
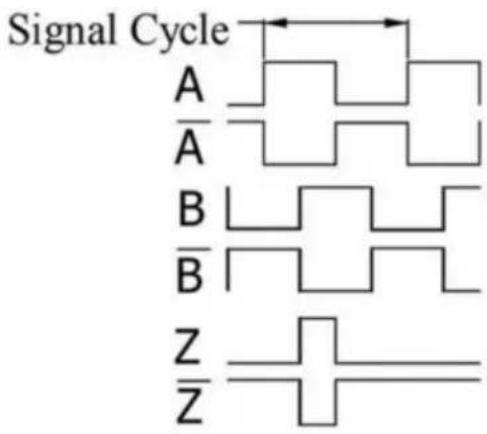
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
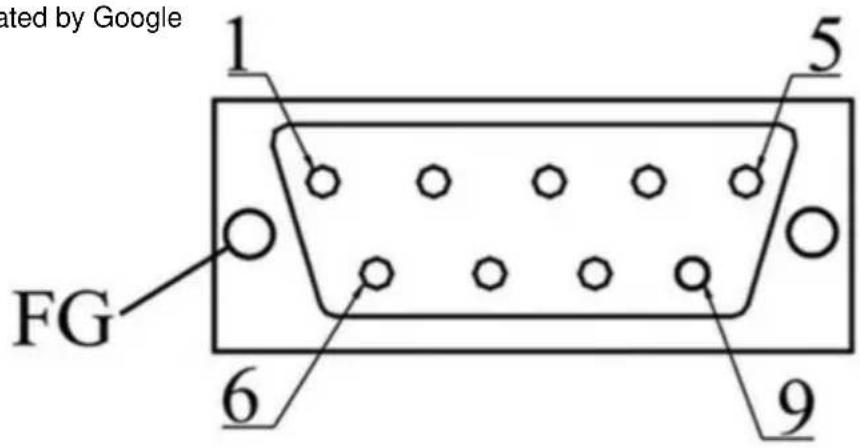
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
natural_image
Technical line drawing of a mechanical measuring device with a dial indicator (no text or symbols)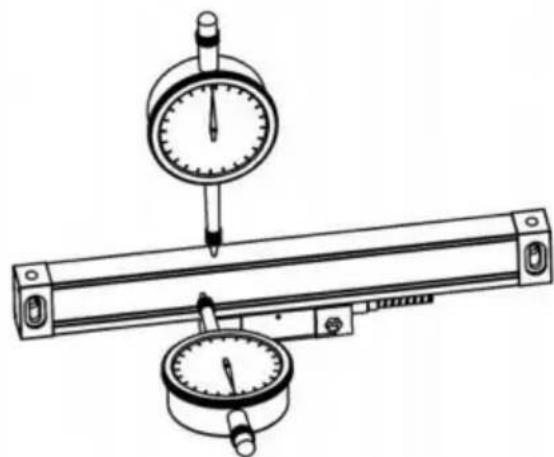
natural_image
Technical line drawing of a mechanical measurement device with dual gauges (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal rod, with an inset image of a hand holding a document (no text or symbols present)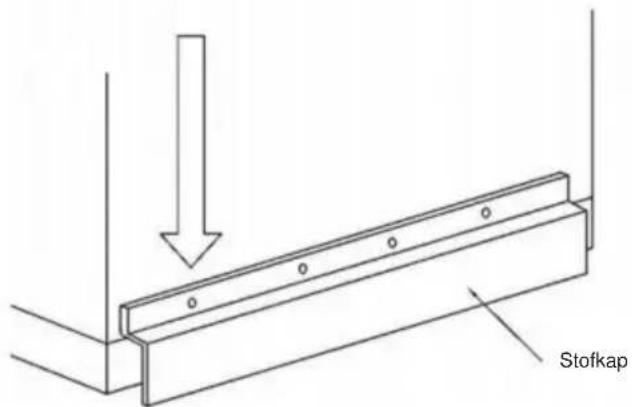
Machine Translated by Google
natural_image
Technical line drawing of a dial indicator measuring a rectangular object (no text or symbols present)4.9
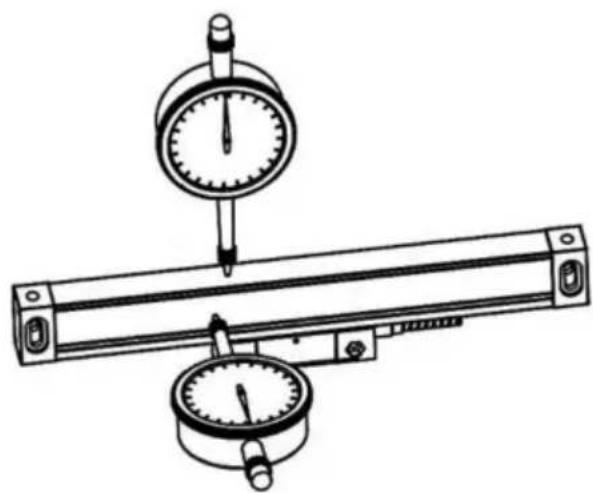
natural_image
Technical line drawing of a mechanical measurement setup with a dial indicator and a horizontal bar (no text or symbols)4.10
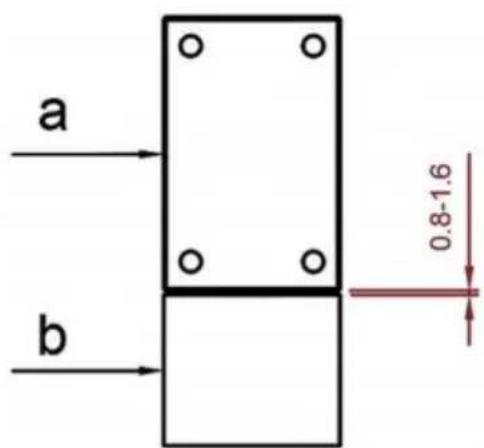
C/O YH Consulting Limited Kantoor 147, Centurion House, Londen Road, Staines-upon-Thames, Surrey, TW18 4AX
VEVOR®
TOUGH TOOLS, HALF PRICE
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
www.vevor. se/support
DRO DISPLAY ANVÄNDARHANDBOK
MODELL: SNS-3V-YE102024 ÄR NS-3V-YE161838
natural_image
Front and side views of a control panel with display, buttons, and warning symbol (no readable text or labels)BEHÖVER HJÄLP? KONTAKTA OSS!
With the continuous updating of products, if there are changes or
- Illustration of Panel and keyboard 4
- Caption of the keyboard 5
- Parameters settings 7
3.1 Parameters setup routine entrance 7
3.2 Parameters Settings Description 7
3.2.1 Setting the Resolution 7
3.2.2 Setting Positive Direction for Counter 8
3.2.3 Toggle Between R/D Display Mode 8
3.2.4 Setting Z axis Dial 8
3.2.5 Setting the Rotary Radius of the Workpiece.... 9
3.2.6 Setting the Angle Display Mode 9
3.2.7 Setting the Baudrate of RS_232(optional) 9
3.2.8 Setting the Absolute Zeroing enable or disable 10
3.2.9 Setting the Absolute form the Special Function 10
3.2.10 Setting the Calculator display Mode 10
3.2.11 display brightness setting 10
3.2.12 The linear scale counting frequency setting 11
3.2.13 Setting QUIT 11
3.2.14 Setting the type of the DRO. 11
3.2.15 Signal Interface Type 11
3.2.16 Restore Factory Settings: 12
3.2.17 Shrinkage Ratio enable or disable....12
3.2.18 Setting Compensation Type 12
3.2.19 Inch display, set the number of digits after the decimal point…13
3.2.20 Setting EDM(optional) 13
3.2.21 Setting Linearity Compensation. 13
3.2.22 Setting the Shrinkage Ratio 13
4、General Operations 14
4.1 Zeroing....14
4.2 Preset Data to Designated Axis 14
4.3 Toggle Display Unit between inch and mm 14
4.4 Absolute/Incremental/200 groups SDM 15
4.5 1/2 Function ...... 15
4.6 Clear All SDM Datum....16
Contents
4.7 Sleeping Mode 16
4.8 Power Interruption Memory 16
4.9 Search the Absolute Reference Point of Scale 17
4.10 Non Linear Error Compensation 20
5、200 Groups SDM coordinate 21
5.1 Zeroing at the Current Point....21
5.2 Preset datum of SDM coordinate 22
6、Special Function……24
6.1 Circumference Holes Processing 25
6.2 Linear Holes Processing 28
6.3 ARC Processing 30
6.4 Oblique Processing 39
6.5 Slope Processng....43
6.6 Chamber Processing....44
6.7 The Tool Diameter Compensation Function 45
6.8 Digital Filter of the Grinding Machine 46
6.9 Lathe Function 47
6.9.1 200 sets TOOL Libs 47
6.9.2 Taper Function 48
6.9.3 R/D Function 49
6.9.4 Y + Z Function ( only applicable to : 3 axes Lathe)....49
6.10 EDM....50
7、Calculator……56
8、Appendix 57
THREE AXIS PANEL
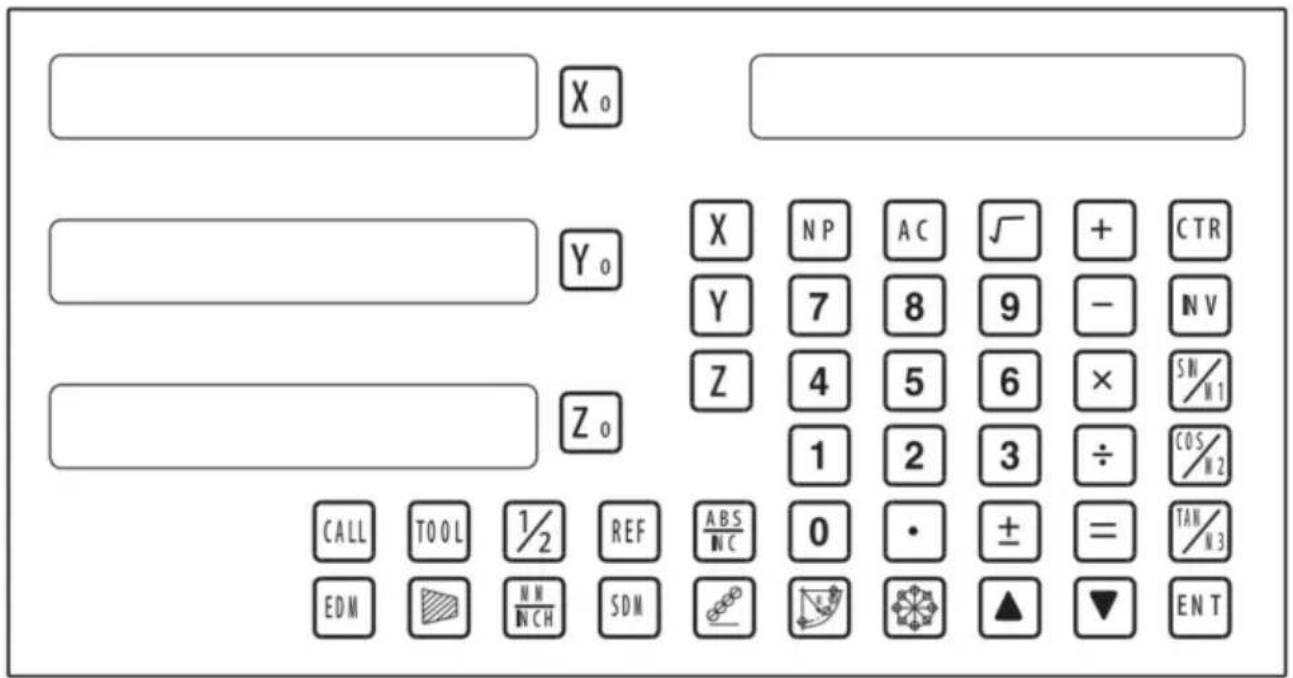
TWO AXIS PANEL
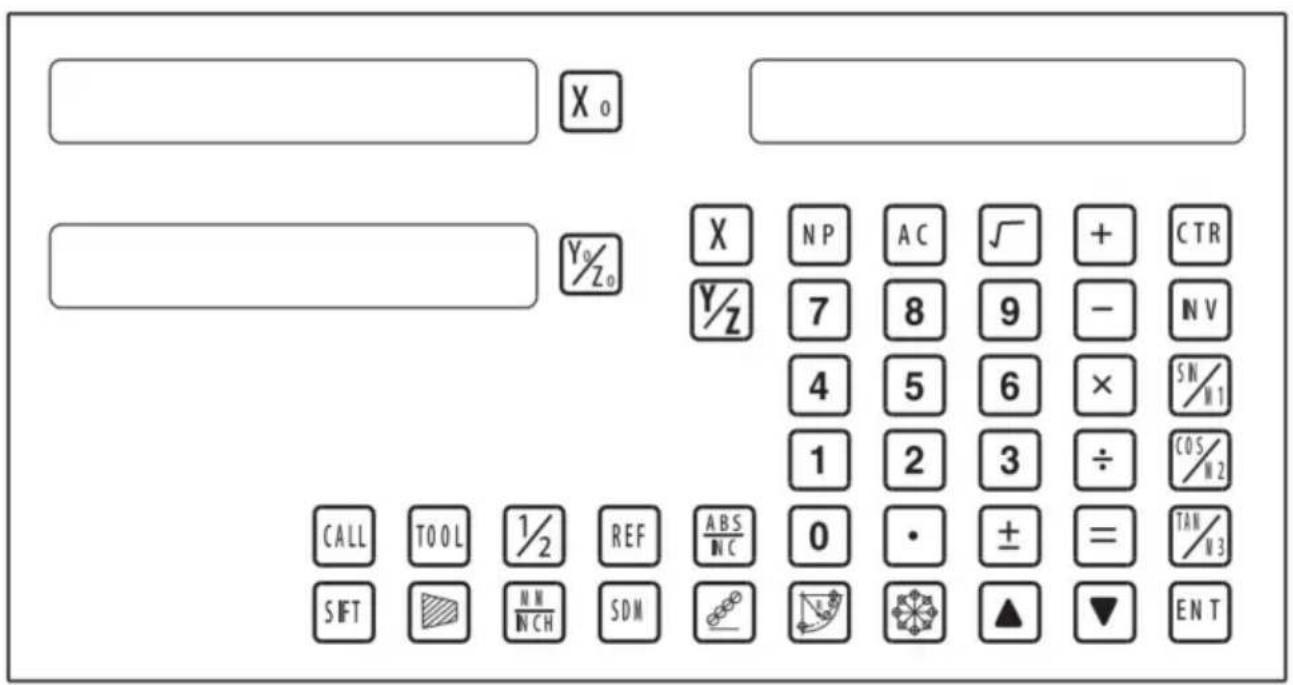
Keyboard Description
| Keys for axis selection |
| Zero select axis |
| Enter +/- sign |
| Enter decimal point |
| Entry keys for numbers |
| Operation key (in Calculation function key) |
| Enter or quit calculating state |
| Cancel incorrect operation |
| Calculate inverse trigonometric |
| Square root |
| Confirm operation |
| Toggles between inch and millimeter units. |
| Press when ready to identify a reference mark. |
| Function keys for 200 sub datum |
| ARC cutting function |
| holes displayed equally on a circle |
| holes displayed equally on a line |
Caption of the keyboard
| Calculate trigonometric or Slope Processing function key |
| Calculate trigonometric or rectangular inner chamber processing function key |
| Calculate trigonometric or the tool diameter compensation function key |
| Toggle between ABS/INC coordinate |
| | Stroll up or down to select |
| Taper measured function key |
| Tool library call key |
| Opens the tool table.( lathe) |
| EDM function key |
| Filter display function key |
| Half a display value of an axis |
| Non Linear Error Compensation function keys |
3、Parameters settings
3.1 Parameters setup routine entrance.
Press ☐ to enter initial system and self-check after DRO powers on in 1 second, then Parameters settings display in the Parameters window.press ▲ ▼ to select the item you want to chang.
If you want to quit initial setting, press ▲ ▼ until “QUIT” appears in message window and press EN T. You can also press • to quit initial setting.
3.2 Parameters Settings Description
3.2.1 Setting the Resolution
Press ▲ ▼ until “RESOLUTE” appears in message window;
When selecting the LINEAR encode, the resolution will be set as follow:
There are 19 types of resolution:
0.01um;0.02um;0.05um;0.10um;0.20um;0.25um;0.50um;1.00um;2.00um;2.50um;5.00um;10.00um;20.00um;25.00um;50.00um;100.00um;200.00um;250.00um;500.00um.
Press _0 to change the resolution for X axis; Press _0 to change the resolution for Y axis; Press _0 to change the resolution for Z axis;
Set the resolution 5.00um to 1.00um for X axis:

When selecting the rotary encode, the resolution will be set as follow:
Input the rotary encode parameter value.

3.2.2 Setting Positive Direction for Counter
Press ▲ ▼ until “ DIRECTE” appears in message window.
Direction ‘0’ means the display value will increase when scale moves form right to left and decrease when scale moves from left to right. Direction ‘1’ means the display value will increase when scale moves form left to right and decrease when scale moves from right to left.
Press _0 to change the Direction for X axis; Press _0 to change the Direction for Y axis; Press _0 to change the Direction for Z axis; as follow:

3.2.3 Toggle Between R/D Display Mode
Press ▲ ▼ until “R OR D” appears in message window. X window, Ywindow, Z window displays ‘0’ or ‘1’ separately.
‘0’ is mode R, which means the display value equals the actual measurement. ‘1’ is mode D where the display value equals the double actual measurement. Press X_0 to change the R/D for X axis;Press Y_0 to change the R/D for Y axis;Press Z_0 to change the R/D for Z axis; as follow:

3.2.4 Setting Z axis Dial
Press ▲ ▼ until "Z DIAL" appears in message window.
Z axis dial should be set if Z axis is emulated for 2 axis milling and only install linear scale for X,Y axis. Z axis dial means the distance the Z axis travels when screw runs a revolution.
Set the Z axis Dial 2.5mm as follow ;

3.2.5 Setting the Rotary Radius of the Workpiece
Press ▲ ▼ until "RDIUS" appears in message window.
The Rotary rdius type is used perimeter to measure angle.
Input the Rotary Radius parameter value 2000mm as follow:

3.2.6 Setting the Angle Display Mode
Press ▲ ▼ until "ANG DISP" appears in message window.
Press _0 to change the angle display mode for X axis; Press _0 to change the angle display mode for Y axis; Press _0 to change the angle display mode for Z axis; Example for X axis:
"0.0000" means the angle mode is Circulating DD;
"0000.0000" means the angle mode is Incremental DD;
"0.00.00" means the angle mode is Circulating DMS;
"0000.00.00" means the angle mode is Incremental DMS;

3.2.7 Setting the Baudrate of RS_232 (Special customization function, if you need to buy, please contact the dealer to customize)
Press ▲ ▼ until “BAUDRATE” appears in message window. Set the Baudrate 115200 as follow ;

3.2.12 The linear scale counting frequency setting
The factory default setting is only "12", the higher the parameter, the lower the counting frequency, press "X0" to set, it is not recommended that you set the default value yourself.
3.2.13 Setting QUIT: Digital display table parameters quit button.
3.2.14 Setting the type of the DRO.
The type of the DRO will be display on the right window. then press the key ENT to select the correct type. the following system item will be set:
"MILL-3" means the DRO type is 3-axis milling machine table;
"MILL-2" means the DRO type is 2-axis milling machine table;
“LATHE-2” means the DRO type is 2-axis lathe table;
"LATHE-3" means the DRO type is 3-axis lathe table;
"GRIND" means the DRO type is Grind table;
"EDM" means the DRO type is EDM table; (Special customization
function, if you need to buy, please contact the dealer to customize)

flowchart
graph LR
A["X₀"] --> B["MILL_3"]
B --> C["ENT"]
C --> D["X₀"] --> E["MILL_2"]
style A fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
note bottom of C 3.2.15 Signal Interface Type
3.2.15 Signal Interface Type
Message window displays “SEL AXIS” which indicates the step is to Sensor input signal mode. Press X_0 to change the signal mode for X axis;Press Y_0 to change the signal mode for Y axis;Press Z_0 to change the signal mode for Z axis;Example for X axis:
Press X_0 to scroll through the Rotary encode type, the Linear encode type, the Rotary rdius type.
X window displays the Signal type.
“LInER” means the Signal type is linear encode type ;
"EnCOdE " means the Signal type is Rotary encode type;
"RdIUS" means the Signal type is Rotary rdius type ;
Example: currently in the linear encode type, to toggle to the Rotary encode type;

flowchart
graph LR
A["LINER"] --> B["SEL AXIS"]
B --> C["X₀"]
C --> D["ENCODE"]
D --> E["X₀"]
E --> F["SEL AXIS"]
3.2.16 Restore Factory Settings:
Clear all data except DRO type.DRO will load default setup for parameter.After loading default setup,user must search RI once to enable resuming ABS dadum function;otherwise to resume the datum by RI is unable;
Message window displays “ALL CLR”, press ENT and message windows display “PASSWORD” indicating the operator to input password; Press 2000 + ENT in turn to load default value;

flowchart
graph LR
A["X"] --> B["ALL CLR"]
B --> C["ENT"]
C --> D["X"]
D --> E["CLR OK"]
F["Hand icon"] --> C
3.2.17 Shrinkage Ratio enable or disable.
Message window displays “SRK OFF” to disable Shrinkage rate function. Press ☐ to enable Shrinkage rate function in Message window displays “SRK ON”:

flowchart
graph LR
A[" "] --> B["X₀"] --> C["SRK OFF"] --> D["ENT"] --> E[" "] --> F["X₀"] --> G["SRK NO"]
H[" "] --> I[" "]
3.2.18 Setting Compensation Type
Message window displays “SEL COMP” which indicates the step is to compensation type. Press X_0 to change the compensation type for X axis;Press Y_0 to change the compensation type for Y axis;Press Z_0 to change the compensation type for Z axis;Example for X axis:
Press X_0 to scroll through the not compensation type, the Linear compensation type, the non-linear compensation type.
“no-CO” means the compensation type is not compensation type; “LInE-CO” means the compensation type is linear compensation type. “non-LinE” means the compensation type is non-linear linear compensation type;
Example for X axis: currently in the not compensation type, to toggle to the linear compensation type;

flowchart
graph LR
A["NO--CO"] --> B["X₀"]
C["NO--CO"] --> D["Y₀"]
B --> E["SEL COMP"]
D --> E
E --> F["X₀"]
G["LINE-CO"] --> H["X₀"]
I["NO--CO"] --> J["Y₀"]
H --> K["SEL COMP"]
J --> K
K --> L["X"]
K --> M["NP"]
K --> N["AC"]
K --> O["√"]
K --> P["+"]
K --> Q["CTR"]
K --> R["Y"]
K --> S["7"]
K --> T["8"]
K --> U["9"]
K --> V["-"]
K --> W["BV"]
3.2.19 Inch display, set the number of digits after the decimal point
In the inch display mode, the number of digits after the decimal point is set, the factory default digit is "4", press "X0" to set, can be set according to actual needs.
3.2.20 Setting EDM: it is not recommended that you set the default value yourself, EDM function, Set the relay off on time.
3.2.21 Setting Linearity Compensation.
Message window displays “LIN COMP” which indicates the step is to Linearity Compensation. Compensate the linear error to make display value equals to standard value.
The calculation of compensation rectifying coefficient:
$$ \text { Coefficient } = \frac {\text {(Measurement - Standard value) x 1000.000}}{\text { Standard value }} $$
Example for X axis:
Measurement 200.020mm
Standard value 200.000mm
Rectifying coefficient= (200.020-200) * 1000 /200 = -0.01mm/m
Input compensation rectifying coefficient 0.01 as follow:

3.2.22 Setting the Shrinkage Ratio
Press ▲ ▼ until “ SHRINK” appears in message window;
Shrinkage radio = of the finished productDimensions of the working piece
Set the shrinkage radio 1.005 as follow;

4、General Operations;
4.1 Zeroing
Zero the designated axis in normal display state.Zeroing is used to set the current point as datum point as follow;
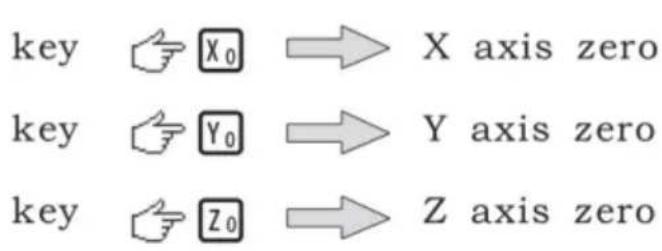
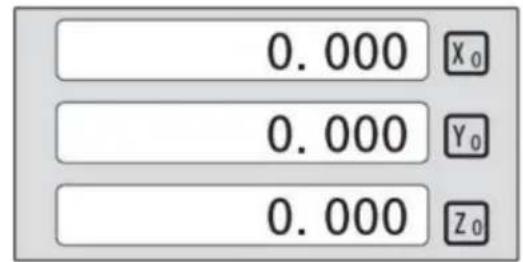
X_0 or Y_0 or Z_0 will be return to the original data before the reset.
4.2 Preset Data to Designated Axis
Preset a value to current position for a designated axis in normal display state.

4.3 Toggle Display Unit between inch and mm
Length can be displayed either in "mm" (metric) or "inch" (imperial). Display unit can be toggled between mm and inch.
Example: Display value toggle from mm to inch;

Example: Display value toggle from inch to mm;

4.4 Absolute/Incremental/200 groups SDM
Function: The DRO has 3 coordinate display modes: the absolute mode (ABS); the incremental mode (INC) and 200 groups Second Data Memory (SDM) with the range of 00 to 99. Zero point of work-piece is set at the origin point of ABS coordinate. The relative distance between datum of ABS and SDM remains unchanged when ABS datum is changed.
- Toggle from ABS to INC coordinate;

- Toggle from INC to ABS coordinate;

- Toggle from SMD to ABS coordinate;

4.5 1/2 Function
Function: Set the center of work piece as datum by halving the displayed value.
Example: Set the center of rectangle as datum as the right figure.
Steps:
1、Touch one side of the workpiece with the TOOL, then zero the X axis。

2、Message window displays “REF”, Press ☐NT until “FD_REF” appears in message window.

flowchart
graph LR
A["X"] --> B["ABS"]
B --> C["REF"]
C --> D["0.000"]
D --> E["FD"]
E --> F["REF"]
3、Select the axis which need search RI. For instance: select X axis, then press ☒. "X_REF" is displayed in message window, and X axis window flashes.

4、Move the machine table .The buzzer sounds when RI is searched, then X window stops flashing and displays the value of the current position .the DRO returns normal display state. Then message window displays "FIND_X".
Example for AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X₀"]
B --> C["ABS"]
C --> D["REF"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["REF"]
G --> H["Arrow pointing to REF"]
2、Press ▲ ▼, then the massage window display “AB”.

flowchart
graph LR
A["X₀"] --> B["REF"]
B --> C["▲"]
C --> D["▼"]
D --> E["X₀"]
E --> F["AB"]
3、Message window displays “AB”, Press ENT until “FIND_AB” appears in message window.

flowchart
graph LR
A["X₀"] --> B["AB"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["FIND AB"]
F["Hand icon"] --> C
4、Select the axis which need search RI. For instance: selsct X axis, then press ☒. “X_REF” is displayed in message window, and X axis window flashes.

5、Move the machine table .The buzzer sounds when RI is searched, displays the value of the current position for the absolute datum zero. the DRO returns normal display state. Then message window displays "FIND_AB".
Example for LEF\_AB mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
2、Press ▲ ▼, then the message window display “AB”.

flowchart
graph LR
A["Input Field"] --> B["REF"]
B --> C["Transformation Arrow"]
C --> D["Output Field"]
D --> E["X"]
D --> F["LEF_AB"]
3、Message window displays "LEF_AB", Press ENT until "ZERO_AB" appears in message window.

flowchart
graph LR
A["X"] --> B["LEF_AB"]
B --> C["ENT"]
C --> D["120.000"]
D --> E["ZERO_AB"]
4、Move the machine table to be set zero position piont. then press X, X axis will be zeroing. the current position for the absolute datum zero. the DRO returns normal display state.

flowchart
graph LR
A["120.000"] --> B["X"]
C["ZERO AB"] --> D["X"]
D --> E["0.000"]
E --> F["X"]
G["ZERO_AB"] --> H["X"]
H --> I["ZERO_AB"]
NOTE: Linear range without reference point location of the user
4.10 Non Linear Error Compensation
First compensation Type (Linear or Non-Linear) in parameter setting must be set Non-Linear. Linear scale have a ref point location and find to the Absolute Reference Point will be enable.
Default Non-Linear compensation : 50.
Example for Y axis:
Step 1: Search the Absolute Reference Point of Scale;
Step 2: Press NP, then the message window display "COMP X".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["N P"]
C --> D["COMP X"]
Step 3: Press ▲ ▼, then the massage window display "COMP Y"

flowchart
graph LR
A["X0"] --> B["COMP X"]
B --> C["▲ ▼"]
C --> D["COMP Z"]
Step 4: Press ENT, then the message window display "NUMBER". Then input the compensation parameter NUMBER.

Step 5: Press ▲ ▼, then message window displays “Y-MSN-1” which indicates the step is to Non Linear Error Compensation.

Step 6: Input compensation value.
X window display the value of the measurement value.
Y window display the value of the standard value.
Example for the first compensation point:
Measurement value :68.288mm. Standard value: 68.200mm

Step 7: After input all parameter, the DRO automatically exit.
5、200 Groups SDM coordinate
The DRO has three display modes: the absolute mode (ABS), the incremental mode (INC) and the 200 groups second data memory (SDM 1 - SDM200). ABS datum of the work-piece is set at the beginning and the 200 groups SDM is set relative to ABS coordinate.
ABS Mode, INC Mode and SdM Mode are specially designed to provide much more convenience features to the operator to cope with the batch machining of relative works and the machining of the workpiece machining dimensions from more than one datum.
Example: The ABS datum is the center point O, the point sdm1, sdm2, sdm3, sdm4 needed processing are set as datum of SDM 1 - SDM 4.
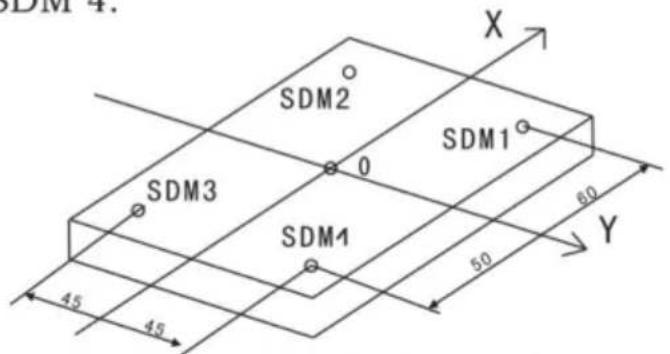

Two ways to set SDM coordinate:
1、Zeroing at the Current Point.
2、Preset datum of SDM coordinate.
5.1 Zeroing at the Current Point
At first set the center point of the work-piece as the origin of the ABS, then align the TOOL with point SDM1,SDM2,SDM3,SDM4 by moving the machine table and zero them. It is the position to process where the “0.000” appears in X window, Y window by moving the machine table whether in ABS or in SDM coordinate.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4.
2、Set the point sdm1 as the datum of SDM 1. Move the machine worktable to x = 60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM1"]
C --> D["Output: 0.000, X, SDM1"]
D --> E["Control: 0.000, Y, SDM1"]
2、Set the point sdm1 as the datum of SDM 2. Move the machine worktable to x = 60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼"] --> B["Move worktable"]
B --> C["Output: 0.000 X₄ SDM2"]
B --> D["Output: 0.000 Y₀"]
3、Set the point sdm1 as the datum of SDM 3. Move the machine worktable to x = -60.000, y = -45.000. Then process _0 _0 .

flowchart
graph LR
A["Input: ▲, ▼, ⬤"] --> B["Move worktable"]
B --> C["Control: X, Y, SDM3"]
C --> D["Output: 0.000, X₅, SDM3"]
D --> E["Control: 0.000, Y₅, X₅, SDM3"]
4、Set the point sdm1 as the datum of SDM 4. Move the machine worktable to x = -60.000, y = 45.000. Then process _0 _0 .

flowchart
graph LR
A["Input Hand icon"] --> B["Move worktable"]
B --> C["Output: 0.000 X₀ Y₀"]
C --> D["SDM4"]
5.2 Preset datum of SDM coordinate
There are the same sample as Method 1. First Move the worktable to place the TOOL exactly at the origin of ABS, secondly Enter the ABS Mode as follow.
Steps:
1、Move worktable to place the TOOL at the center of the workpiece point O as the datum of ABS. Then zero X axis and Y axis in SDM 1; Zero X axis and Y axis in SDM 2; Zero X axis and Y axis in SDM 3; Zero X axis and Y axis in SDM 4。
2、Set point sdm1 as the datum of SDM 1. Press ▲ ▼, then the message window display “SDM 1”. Input x = 60.000, y = 45.000.

3、Set point sdm1 as the datum of SDM 2. Press ▲ ▼, then the message window display “SDM 2”. Input x = -60.000, y = 45.000.

4、Set point sdm1 as the datum of SDM 3. Press ▲ ▼, then the message window display “SDM 3”. Input x = -60.000, y = -45.000.

5、Set point sdm1 as the datum of SDM 4. Press ▲ ▼, then the message window display “SDM 4”. Input x = -60.000, y = 45.000.

6, specialfunktion
6.1 Circumference Holes Processing
The Function of PCD Hole positioning on Circumference is used to distribute arc equally, such as boring hole on flange. The right window will show the parameter to be defined when selecting PCD Function. The Parameters to be defined are:
PCD_XY(XZ,YZ)
Select place
CENTER
Center position
DIA
Diameter of circle
NO_HOLE
Hole number
STANG
Starting angle
ED ANG
Ending angle
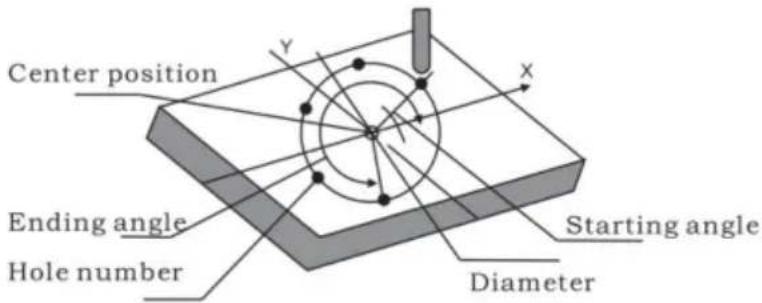
The position of the hole center are calculated automatically after input all parameters. Press ▲ or ▼ to choose the hole No. and move the machine table until the “0.000” appears in X window, Y window, Z window. It is the position to process a table.
Example for the XY place: Machine hole on circumference as the figure
| PCD_XY(XZ,YZ) | XY |
| CENTER | X=0,000,Y=0.000 |
| DIA | 100,000 |
| NO_HOLE | 5 |
| ST ANG | 30,000 |
| ED ANG | 315,000 |
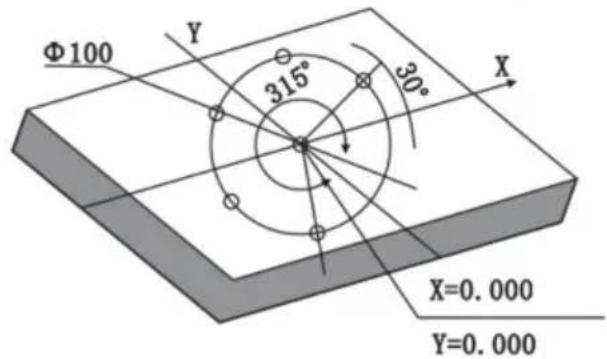
Steps:
- Set display unit to metric in normal state; Move the machine table until the machine TOOL is aligned with the center of the cicle, then zero X axis, Y axis.
- Select piece.
Press 🧑️, then the message window display “PCD_XY” to the Circumference Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Hand icon"] --> B["X₀ PCD_XZ"]
B --> C["▲ ▼"]
C --> D["PCD_XY"]
2. Input center position.
Press ENT, then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0, Y = 0 as follow.

4. Input diameter.
Press ▼ until “DIA” appears in the message window. X window despalys the formerly preset diameter. Then input the diameter is 100.000.

flowchart
graph LR
A["▼"] --> B["Xa"]
B --> C["DIA"]
C --> D["1"]
D --> E["0"]
E --> F["0"]
F --> G["ENT"]
G --> H["100.00"]
H --> I["Xa"]
I --> J["DIA"]
5. Input number.
Press ▼ until "NO_HOLE" appears in the message window. X window despalys the formerly preset number. Then press 5 in turn to input number.

flowchart
graph LR
A["▼"] --> B["X"]
B --> C["NO_HOLE"]
C --> D["5"]
D --> E["ENT"]
E --> F["5"]
F --> G["X"]
G --> H["NO_HOLE"]
6. Input starting angle.
Press ▼ until “ST ANG” appears in the message window. X window despalys the formerly preset the starting angle. Then press 3 0 in turn to input the starting angle.

flowchart
graph LR
A["✓"] --> B["X₀"] --> C["ST ANG"] --> D["3"] --> E["0"] --> F["ENT"]
G["30.000"] --> H["X₀"] --> I["ST ANG"]
7. Input ending angle.
Press ▼ until “ED ANG” appears in the message window. X window displays the formerly preset the ending angle.. Then press 3 1 5 in turn to input the ending angle.

flowchart
graph LR
A["▼"] --> B["X₀ ED ANG"]
B --> C["3 1 5 ENT 315.00 X₀ ED ANG"]
C --> D["↓"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▼ or ▲ to change holes number.
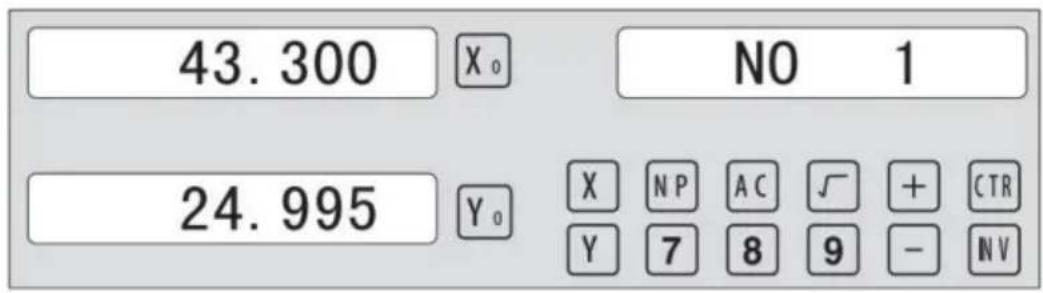
- After processing all holes, press 📋 to return normal display.
6.2 Linear Holes Processing
There are two modes to carry out the linear drilling: Length mode and Step mode.
- LINE S Step mode
LINE L Length mode
2.STEP Step length LENGTH Line length - ANG Angle
- NO.HOLE Hole number
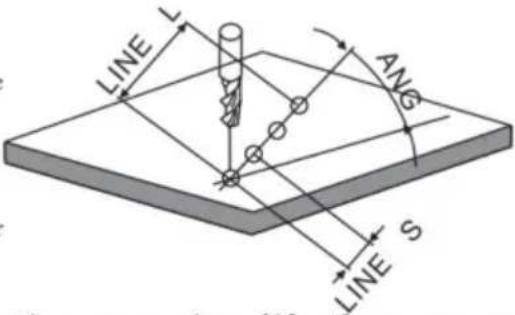
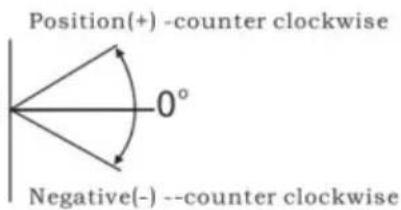
Linear Holes function can simplify the processing multiple holes whose centers are attributed equally on one line.
Example :
| LINE_L | Length mode |
| LENGTH | 60.000 |
| ANG | 30.000 |
| NO.HOLE | 4 |
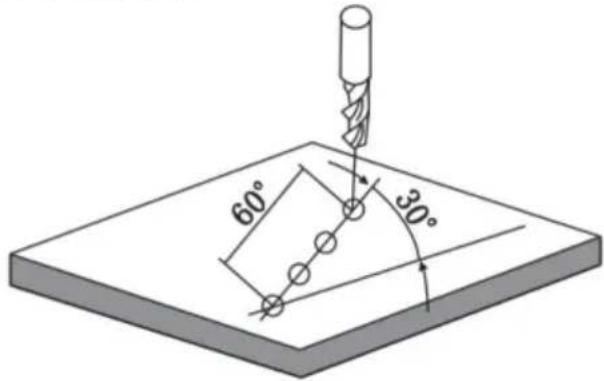
Steps :
1. Select piece.
Press 📄, then the message window display “LINE_XY” to the Linear Holes Processing. Press ▲ or ▼ to select XY place.

flowchart
graph LR
A["Start"] --> B["X₀ LINE_YZ"]
B --> C["✓"]
C --> D["LINE XY"]
2. Select Linear Holes mode.
Press ENT, then the message window display "LINE_S". Press ▲ or ▼ to select "LINE_L".

flowchart
graph LR
A["Hand cursor"] --> B["X₀ LINE S"]
B --> C["▼"]
C --> D["LINE L"]
3. Input linear length;
Press ENT, then the message window display "LENGTH".
X window despalys the formerly preset the linear length. Press 6 0 in turn to input the linear length.

- Input angle;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the angle. Press 3 0 in turn to input the angle.

flowchart
graph LR
A["X₀"] --> B["ANG"]
B --> C["3"]
C --> D["0"]
D --> E["EN"]
E --> F["30.000"]
F --> G["X₀"]
G --> H["ANG"]
H --> I["▼"]
- Input number;
Message window displays “ANG” which indicates the step is to angle. X window despalys the formerly preset the number. Press 4 in turn to input the number.

flowchart
graph LR
A["X₀"] --> B["NO.HOLE"]
B --> C["4"]
C --> D["ENT"]
D --> E["4"]
E --> F["X₀"] --> G["NO.HOLE"]
G --> H["▼"]
- Press ▼ until "NO 1" appears in the message window.
It is the position of the first hole to punch where the “0.000” is displayed in X window and Y window by moving the machine table. After finishing the first hole, press ▲ or ▼ to change holes number.
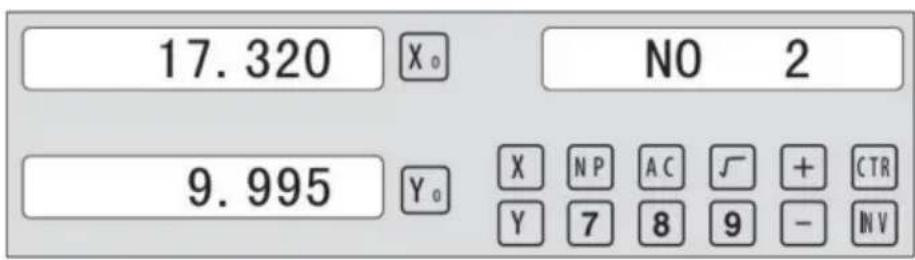
- After processing all holes, press ☐ to return normal display.
6.3 ARC-bearbetning
enkel ARC-funktion:
Provides maximum flexibility in ARC machining, the ARC sector to be machined by the coordinates of ARC. Very flexible, ARC function can machine virtually all kinds of ARC, ever the intersected ARC.
Relatively a bit complicated to operate, operator need to calculate and enter the coordinates of ARC centre, start angle and end angle.
Basic parameter as follow:
- SMOOTH Mode of the Smooth ARC processing;
- SEL_XY(YZ, XZ) Select place;
- CENTER Refer to the position of an center.
- RAD Radius of the ARC
- TL_DIA Diameter of the TOOL
- MAX_CUT Feed step
- ST_ANG Starting angle
- ED_ANG Ending angle
- RAD+TL Outer arc.
RAD-TL Inner arc.
Example 1 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XY
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
RAD+TL 1
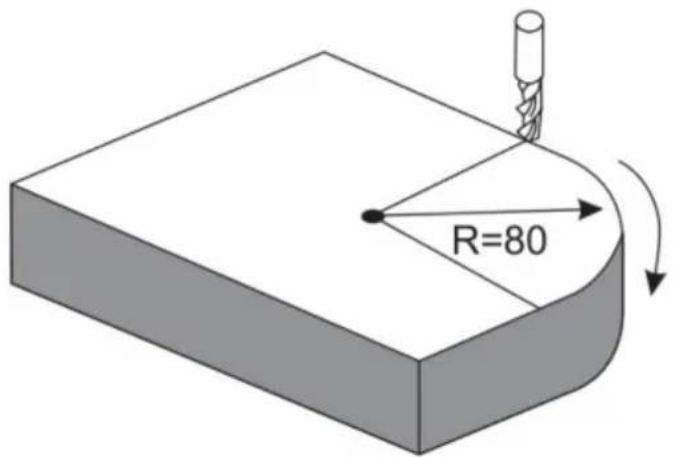
Steps:
1. Select process mode
Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Hand icon"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["Simple"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["TYPE"]
B --> C["3"]
C --> D["3 X"]
D --> E["TYPE"]
3. Select place
Press ENT until "SEL_XY" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XY";

flowchart
graph LR
A["ENT"] --> B["X₀ SEL_XY"]
B --> C["▼ ▼"]
C --> D["SEL_XY"]
4. Input radius:
Press ENT until "RAD" appears in the message window. X window despalys the formerly preset the radius of ARC. Press 8
0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["X₀"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["MAX CUT"]
F --> G["▼"]
G --> H["X₀"]
H --> I["RAD-TL"]
7. Select outer arc or inner arc
Press ▲ or ▼ until “RAD-TL” appears in the message window. Press ▲ or ▼ to select place to display “RAD+TL”;

8. After inputting all parameters, press the key ENT for machining.
The DRO will display the position of the first point. Retract the axes until the displays read 0.000, Machine the Arc point by point in accordance with the display. After finishing the position of the first point, press ▲ or ▼ to change position point.

Press ☑ to quit R function any time.
Example 2 for the Simple ARC Processing:
Parameters settings as follow:
SIMPLE Simple mode
TYPE 3
SEL_XY XZ
RAD 80.000
TL_DIA 6.000
MAX_CUT 0.500
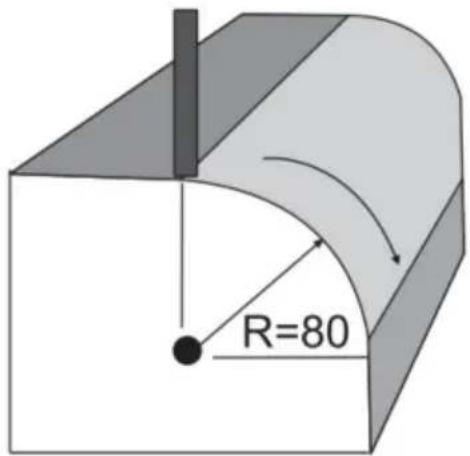
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The message window display “SIMPLE”
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
Press ☐ENT until "TYPE" appears in the message window. X-window despalys the formerly preset the type. Press ☐3 in turn

flowchart
graph LR
A["ENT"] --> B["X₀ TYPE"]
B --> C["3"]
C --> D["3 X₀ TYPE"]
3. Select place
Press ENT until "SEL_XZ" appears in the message window. Press ▲ or ▼ to select place to display "SEL_XZ";

flowchart
graph LR
A["ENT"] --> B["SEL_XZ"]
B --> C["▼"]
C --> D["SEL_XZ"]
4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["Xa"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Xa"]
G --> H["MAX CUT"]
6. Input Feed step (MAX\_CUT);
Press ▲ or ▼ until “MAX_CUT” appears in the message window. X window despalys the formerly preset the MAX_CUT. Press 0 · 5 in turn to input the MAX_CUT value;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["Xₐ"]
D --> F["MAX CUT"]
F --> G["▼"]
G --> H["Xₐ"]
H --> I["RAD-TL"]
- After inputting all parameters, press the key ENT for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
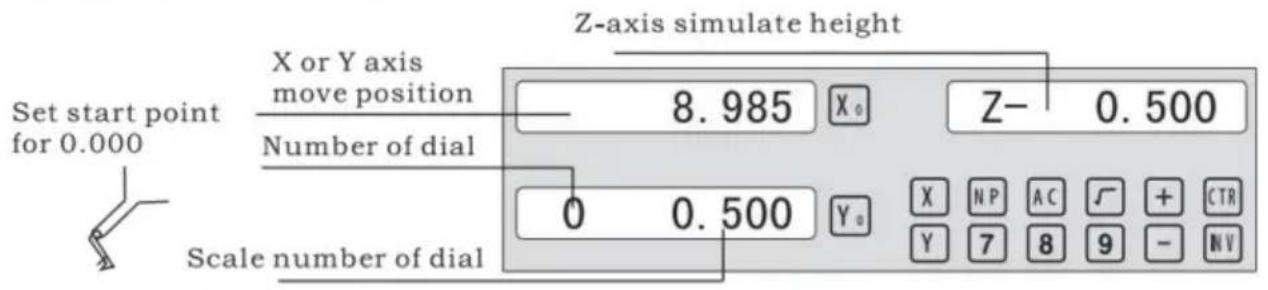
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit R function any time.
Example 3 for the Smooth ARC function:
Parameters settings as follow:
| SMOOTH | Smooth mode |
| SEL_XY(YZ,XZ) | XY |
| CENTER | X=0,Y=0 |
| RAD | 80.000 |
| TL_DIA | 6.000 |
| MAX_CUT | 0.500 |
| ST_ANG | 0.000 |
| ED_ANG | 135.000 |
| RAD+TL | 1 |
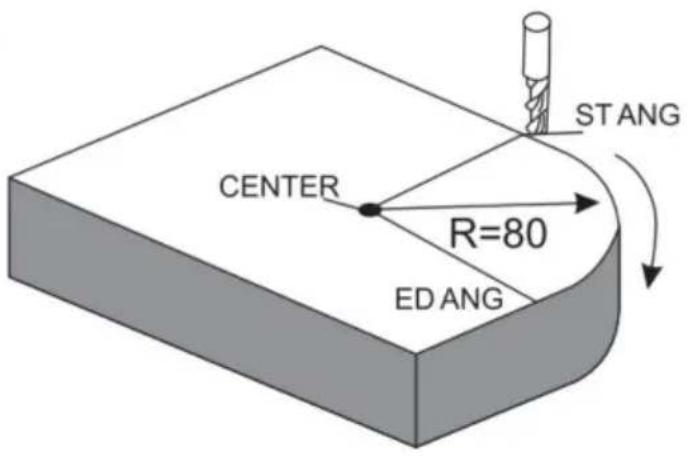
Steps:
- Press 📋, then the message window display “SIMPLE” to the ARC Processing. Press ▲ or ▼ to select mode of the simple, The
message window display "SMOOTH"; For 3-axis milling machine table without this step. In second step. Then press ENT.

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["Down Arrow"]
C --> D["Empty Box"]
2. Select place
Message window display “SEL_XY” which indicates the select is to place. Press ▲ or ▼ to select place to display “SEL_XY”;

flowchart
graph LR
A["ENT"] --> B["X: SEL_XY"]
B --> C["▼"]
C --> D["SEL_XY"]
3. Input center position.
Press , then the message window display "CENTER". X and Y window displays the formerly preset center position. Input X = 0 , Y = 0 as follow.

4. Input radius:
Press ☐ENT until “RAD” appears in the message window. X window despalys the formerly preset the radius of ARC. Press ☐8 ☐0 in turn to input the radius.;

flowchart
graph LR
A["8"] --> B["0"] --> C["ENT"]
C --> D["80.000"] --> E["X₀"] --> F["RAD"]
F --> G["▼"] --> H["X₀"] --> I["TL DIA"]
5. Input Diameter of the TOOL
Press ▲ or ▼ until “TL DIA” appears in the message window. X window despalys the formerly preset the Diameter of the TOOL. Press 6 in turn to input the Diameter value;

flowchart
graph LR
A["6"] --> B["ENT"]
B --> C["6.000"]
C --> D["X₀"]
C --> E["TL DIA"]
E --> F["▼"]
F --> G["Max CUT"]
G --> H["X₀"]
6. Inmatningssteg (MAX\_CUT);
trycka

eller

tills UMAX CUT app bilar i meddelandet
Press ☐ to quit ARC function any time.
6.4 sned bearbetning
natural_image
Diagram of a mechanical device with two gauges connected to a rectangular block (no text or symbols)6) Change the angle of the work piece to make the workpiece touch the measuring tool and adjust it to zero.
STEPS:
1. Select place
Press SN/1, then the message window display "INCL_XY" to the Oblique Processing. Press ▲ or ▼ to select place to display "SEL_XY;
Then press ☐ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XY"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["ANG"]
2. Input the angle of obliquity
The message window display “ANG”, X window displays the formerly preset the angle of obliquity. Press 4 5 in turn to input the angle of obliquity.

- Move the workpiece along the X-Axis until the measuring tool touches the workpiece adjust it to zero, and move the worktable for any distance along the X-Axis.

- Press Y, display the value of Y-Axis. Move the workpiece along the Y-Axis, change the angle of workpiece to make the obliquity-calibrating plane touch the measuring tool until it turns to zero. Move the worktable until Y-Axis is displayed as zero.

- Press 5W/H1 to quit oblique function any time.
Example 2 for the oblique XZ or YZ place:
When the machining plane is on plane XZ or YZ, the function of TOOL inclination can instruct the operator to machine the oblique plane step by step.
Procedures for using the function of cutter inclination:
When the machining plane is on plane XZ or YZ, first please calibrate the obliquity of the primary spindle nose and set the TOOL:
| INCL_XY(XZ,YZ) | INCL_XZ |
| DIA | 10.000 |
| ST_POT | 20.000 |
| ED_POT | 20.000 |
natural_image
Simple 3D geometric shape resembling a wedge or prism (no text or symbols)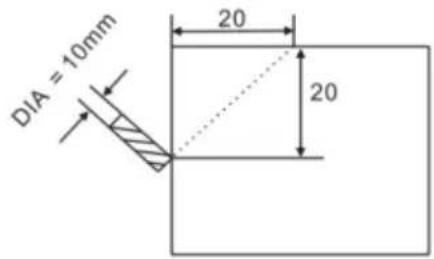
STEPS:
- Press SN/81, then the message window display "INCL_XY" to the oblique Processing. Press ▲ or ▼ to select place to display "SEL_XZ; Then press ENT to in next step;

flowchart
graph LR
A["▼"] --> B["X₀"]
B --> C["INCL_XZ"]
C --> D["ENT"]
D --> E["0.000"]
E --> F["X₀"]
F --> G["DIA"]
- Input The TOOL Diameter
The message window display “DIA”, X window displays the formerly preset the angle of obliquity. Press 10 in turn to input the TOOL Diameter of obliquity. OK, then press ▼ to in next step;

- Input ST_POT;
The message window display “ST_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=0, Y=-20.000. OK, then press ▼ to in next step;

4. Input ED\_POT;
The message window display “ED_POT”, X and Y window displays the formerly preset the stating position of obliquity. Input X=20.000, Y=0.000.

5. After input all parameter, press the key ▼ for machining.
For 2-axis milling machine table, It is not installed with Z-axis, please press ▲ or ▼ to simulate position of Z-axis. Press ▲ simulate moving to the former process, and press ▼ simulate moving to the next process point.
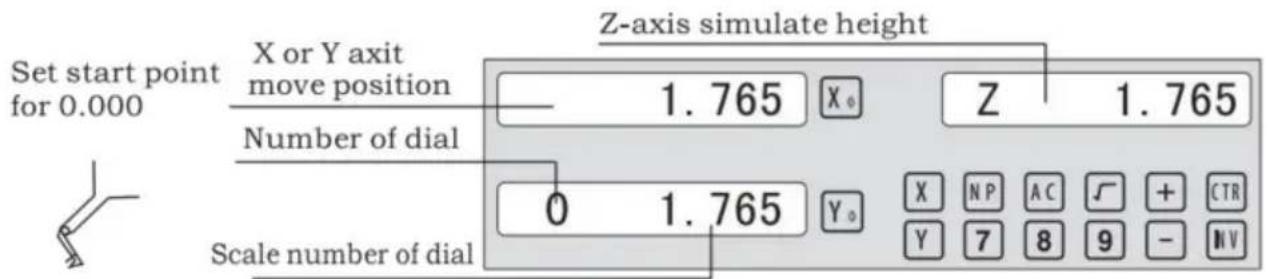
Z-axis simulate height = Number of dial x Z axis Dial + Scale number of dial
Press ☐ to quit oblique function any time.
6.5 Slope Processing
This function can calculate the position of everynprocessing point automatically in processing slope. Only the following parameters need to be inputted:
XZ, YZ
Set machine place YZ, or XZ
ANG
The inclination angle
Z_STEP
The slope length
each time processing
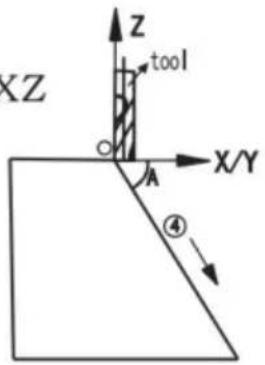
Example 1 for the Slope XZ place;
Step 1. Select place
Press , then the message window display “XZ” to the slope Processing. Press ▲ or ▼ to select place to display “SEL_XY; Then press to in next step;

flowchart
graph LR
A["▼"] --> B["X Z"]
B --> C["ENT"]
C --> D["0.000"]
D --> E["X ANG"]
Step 2. Input the angle of slope
The message window display “ANG”, X window displays the formerly preset the angle of slope. Press 4 5 in turn.

Step 3. Input Z_step;
The message window display “Z STEP”, X window displays the formerly preset the stating position of slope. Input 0 · 1 in turn.

Step 4: Finishing the ALL processing. Press ☐ to quit slope function any time.
6.6 Chambering Processing
1, FLAT_XY: machine place; 2, DIA:diameter of TOOL; 3, CENTER: center of the chambering; 4, SIZE: size of the chambering;
Figure as follow:

STEPS:
- Press /W2 , then the message window display “FLAT_XY” to the Chambering Processing.

flowchart
graph LR
A["▼"] --> B["X₀ FLAT_XY"]
B --> C["ENT"]
C --> D["0.000 X₀ DIA"]
- Inpur DIA of the TOOL;

- Input the center coordinate;

- Input the size;

5. process Chambering;
Move the machine until the display of the axis is zero, ie, the position of the first point. Machine the first point. Display the next machining point by pressing ▲ or ▼. On the completion of machining, the right window shows OVER. Press ▲ or ▼, the system will goto the first position for the next workpiece. Press ⚠/12 to quit the Chambering Function.
6.7 The Tool Diameter Compensation Function
Without TOOL compensation, the operator has to move the TOOL for an additional distance of the diameter of the TOOL along each side when machining the four 150 and 100 sides of a workpiece to finish machining the whole brim. The digital readouts shall automatically compensate when the TOOL compensation function is enable.
Note: the TOOL compensation is made in the direction of X and Yaxis.
Procedures:
1). Enter the function of compensating the diameter of the TOOL.
2). Select one of the (four) preset machining modes.
3). Input the diameter of the TOOL.
4). Enter machining.
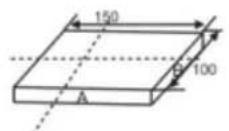
Figure A
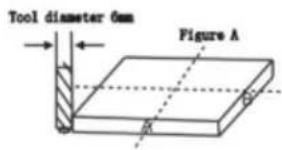
Figure B
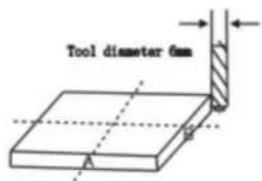
Figure C
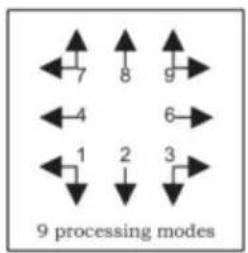
Step1: press ☐ to enter the TOOL compensation Function. then the message window display “TYPE”. Press ☐.








Step 2: input the diameter of the TOOL; Press 10 in turn..












Step 3: Press ▼ to the machining Mode.
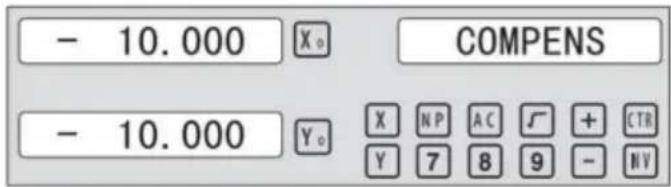
Machining of 2 side planes can be done by moving the TOOL until X-Axis is 150.000 and Y-Axis is 100.000. Press the Key [TAN/V3] to quit the Function.
6.8 Digital Filter of the Grinding Machine
When machine a work-piece by grinder, the display values quickly due to the vibration of grinder. User can not see display value clearly. Grinder DRO provides display value filter function to disable the quake change of display value.
STEPS:
- Enter display value filter function.
In normal display state, press SIFT to simultaneously, enter display value filter function.
- Exit display value filter function;
Press SIFT, exit display value filter function;

flowchart
graph LR
A["↓ SFT"] --> B["→ X₀ ABS S"]
B --> C["→ SFT"]
C --> D["→ X₀ ABS"]
D --> E["↑"]
6.9 La funktionen
6.9. 1 200 set VERKTYG Libs
steg 3: Mata in TOOL 2-data:

it will automatically exit from EDM machining status and recover to the original state before machining;
b) Stop Mode:
It will always stay at the machining interface after finishing machining, and you should press EDM to exit and back to the original state.
Operation steps:
The DEPTH (machining Depth), ERRHIGH (Negative fireproof height), exit Mode, EDM Relay Output Mode and machining direction should be set.
STEPS:
- Press EDM to enter the EDM Function. Press ▲ to input parameters;Press ▼ to enter EDM machining state.
- Input DEPTH (machining depth). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["ENT"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
- input ERRHIGH (Negative Fireproof Height) (undefine). Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X 0 ERRHIGH"]
B --> C["+ ± 1 5 0 ENT"]
C --> D["-150.000 X 0 ERRHIGH"]
- Set machining direction(Positive or Negative). Press 1 to select Positive direction. Press 0 to select Negative direction. Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ NEGATIV"]
B --> C["1 ENT"]
C --> D["1 POSITIV"]
EDM
- Set exit Mode (AUTO Mode or STOP Mode) Press 0 to select AUTO Mode; Press 1 to select STOP Mode; Press the key ▲ to set the next parameter.

flowchart
graph LR
A["▲"] --> B["X₀ AUTO"]
B --> C["1 ENT"]
C --> D["1 X₀ STOP"]
- Set the Output Mode (Mode 0 or Mode 1); (undefine). Press ☐ to select Mode 0; Press ☐ to select Mode 1.

flowchart
graph LR
A["▲"] --> B["X₀ MODE"]
B --> C["1 ENT"]
C --> D["1 MODE"]
- Continuously press ▼ to return EDM for machining. press EDM to quit the function;
Example 1: positive direction machining;
Machining is shown as the model chamber as follows
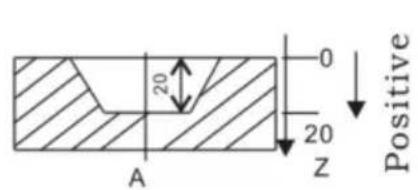
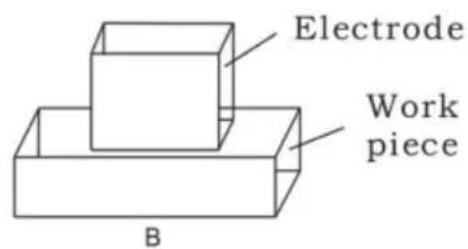
STEPS:
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for 20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["2 0 ENT"]
C --> D["20.000 X₀ DEPTH"]
Example 2: Negative direction machining
Machining is shown as the model chamber as follows
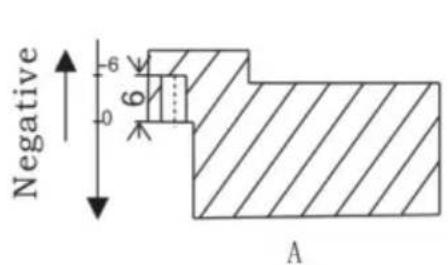
1、Touch one side of the workpiece with the TOOL, then press _0 , zero the Z axis.

2、Press EDM, Setting DEPTH for -20.000; press ▼ to EDM for machining;

flowchart
graph LR
A["EDM"] --> B["X₀ DEPTH"]
B --> C["+ 2 0 ENT"]
C --> D["-20.000"]
D --> E["X₀ DEPTH"]
Example 3: PCD Function for EDM
PCD Function can access the EDM Function. The operator enters PCD Function to input parameters for PCD and enter PCD machining state. At every position for machining, press the key EDM to access the EDM Function.
The following are the preliminary solvents for troubleshooting.
If there is still trouble, Please contact out company or agents for help.
| Troubles | Possible reasons | Solvents |
| No display | 1. Power isn't connected2. Power switch is off.3. The range of power voltage is not right.4. The inner power of Linear Scale is short. | 1. Check power wire and connect the power2. Turn on the power switch.3. The range of voltage is in 80--260V4. Unplug the connector of linear scale |
| One axis is not counting | 1. Replace the linear scale of the other axis.2. DRO is in special function | 1. If count is normal, the linear scale has trouble; If abnormal, the DRO readouts has trouble.2. Quit the special function. |
| Linear scale is not counting | 1. Reading head is bad for using range exceeds.2. Aluminum chips is in reading head of linear scale.3. The span between the reading head and metal part of linear scale is large.4. The metal parts of linear scale is damage. | 1. Repair the linear scale2. Repair the linear scale3. Repair the linear scale4. Repair the linear scale |
| Counting is error | 1. Shell is poor grounding.2. Low precision of machine.3. Speed of machine is too rapid.4. Precision of linear scale is low.5. The resolution of DRO readouts and the linear scale is not match.6. The unit (mm/inch) is not match.7. Setting the linear compensating is not arrest.8. Reading head of the linear scale is damaged. | 1. Shell is good grounding.2. Repair the machine.3. Reduce the speed of machine.4. Mount the linear scale again.5. Set the resolution of the DRO again,6. Cover the unit of display mm/inch.7. Reset the linear compensation.8. Repair the linear scale. |
| The counting of the linear scale is not accurate | 1. The mounting of linear scale does not demand the requirement, and the precision is not adequate.2. The screw is loosen.3. Precision of machine is low.4. The resolution of digital readouts and the linear scale is not match. | 1. Mount the linear scale again and level it.2. Lock all fixing screws.3. Repair the machine.4. Reset the resolution of digital readouts. |
| Sometimes the linear scale is not counting | 1. The small car and steel ball is separated.2. The glass of reading head is wearied.3. The glass of reading head of the linear scale has dirt.4. The elasticity of the steel wire is not adequate. | 1. Repair the linear scale.2. Repair the linear scale.3. Repair the linear scale.4. Repair the linear scale. |
- Specifications of Digital Readout.
1) Supply Voltage range: AC 85 V \~ 230 V; 50 \~ 60 Hz
2) Power consumption: 15VA
3) Operating temperature: 0°C-- 50°C
4) Storage temperature: - 30°C-- 70°C
5) Relative humidity: < 90 % (25)
6) Max Coordinate number: 3
7) Readout allowable input signal: TTL square wave
8) Allowable input signal frequency: < 5 M Hz
9) Max resolution of digital display length: 0.01 um
10) Max resolution of digital display angle: 0.0001 / PULSE
- Instructions
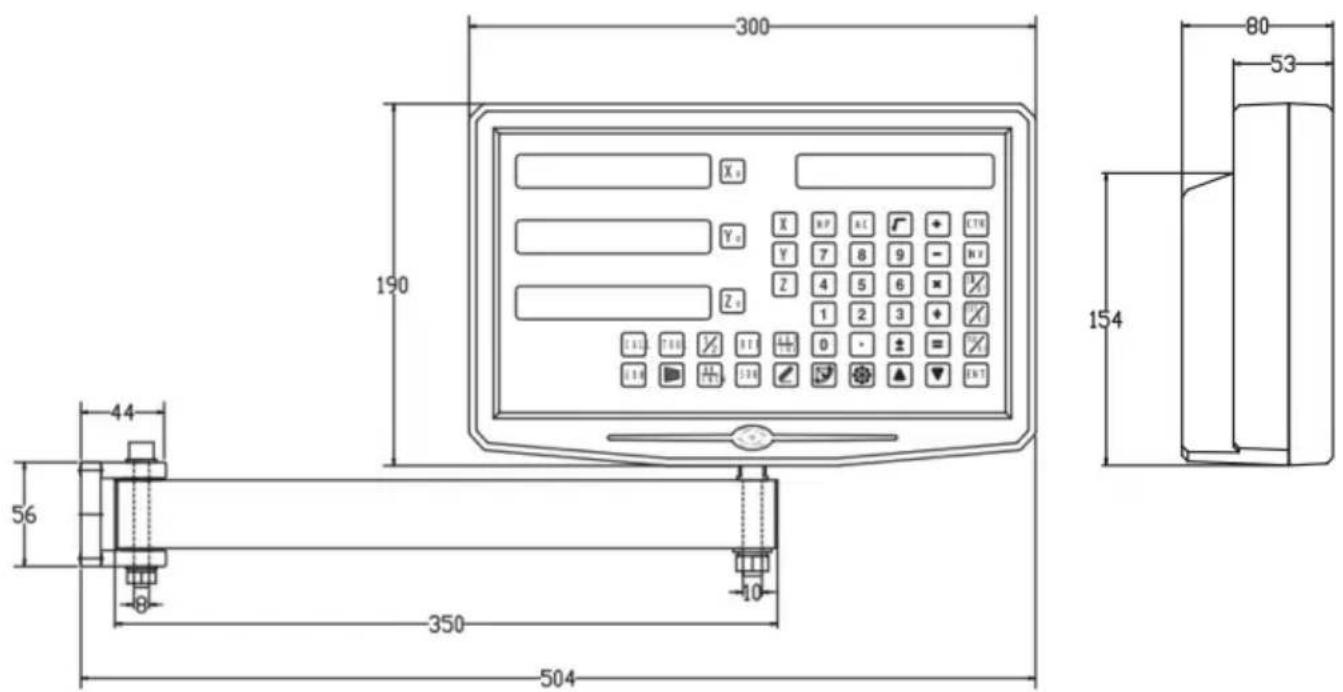
1、X,Y,Z Axis
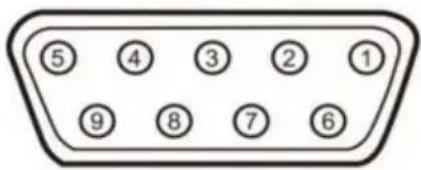
| Pin | TTL (Standard) |
| 1 | |
| 2 | OV |
| 3 | |
| 4 | |
| 5 | |
| 6 | A+ |
| 7 | 5V |
| 8 | B+ |
| 9 | R+ |
| Pin | TTL (Standard) |
| 1 | 5V |
| 2 | OV |
| 3 | A+ |
| 4 | B+ |
| 5 | R+ |
| 6 | |
| 7 | |
| 8 | |
| 9 |
For your convenience, If you buy a digital readout,
The wiring definition of your linear scale must be the same as the 2 definitions in the above diagram to be universal!
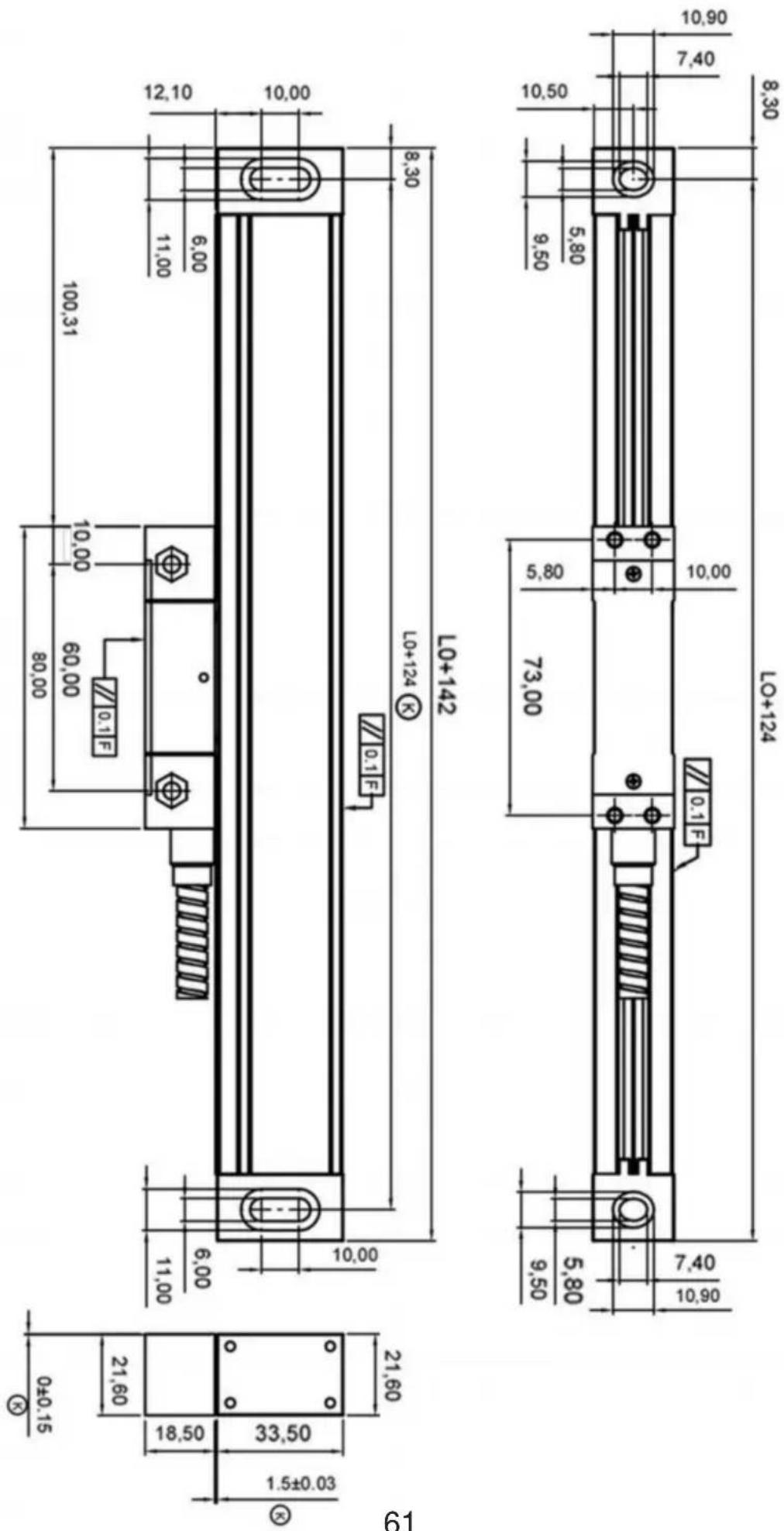
Installation instructions
TTL signal Output:
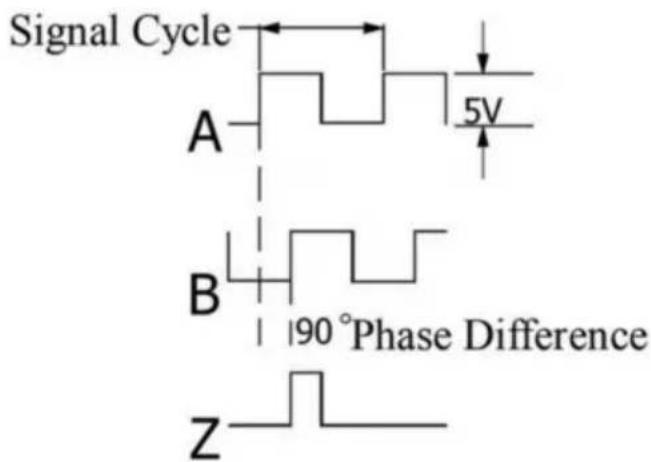
EIA-422-A signal Output:
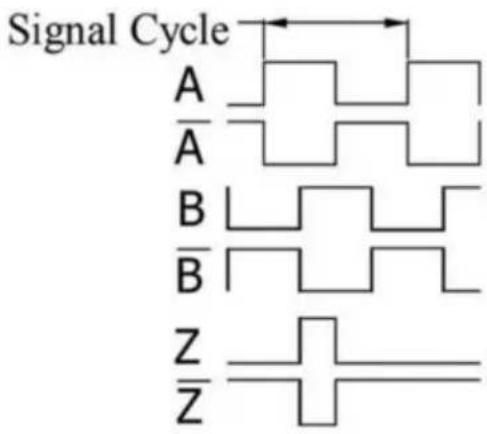
- TECHNICAL PARAMETER
1.1 SCALING DISTANCE: 0.02 MM (50LINES /MM)
1.2 RESOLUTION: 5μM、1μM、0.5μM
1.3 PRECISION: ±3μM、±5μM、±15μM/M (20±0.1℃)
1.4 MEASURING RANGE: 30\~3000MM
1.5 MOVING SPEED: HIGH-SPEED ENCODER 120 M/MIN (TO BE CUSTOMIZED)
ORDINARY ENCODER 60M/MIN
1.6 POWER SUPPLY: +5V±5%、80MA
1.7 CABLE LENGTH: STANDARD 3M (SPECIAL LENGTH AVAILABLE ACCORDING TO THE USER'S NEEDS)
1.8 WORKING TEMPERATURE: 0\~45°C
1.9 PIN DESCRIPTION:
1) APPLICABLE TO: 9 PIN SOCKET EIA-422-A SIGNAL OUTPUT.
Machine Translated by Google
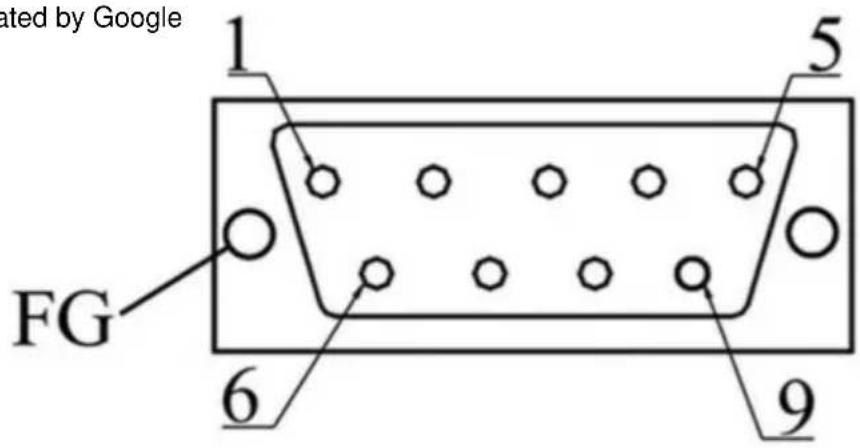
1) Applicable to: 9 pin socket EIA-422-A signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Green Black | Black | Orange black | FG | White black | Green | Red | White | Orange |
FG: Shield connected to metal casing.
1) Applicable to: 9 pin socket TTL signal Output.
| Pin Position | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Signal | OV | Empty | A | +5V | B | Z | |||
| Color | Black | FG | Green | Red | Orange | White |
FG: Shield connected to metal casing.
Linjär skala
Installationsritningar
Installationsmetod:
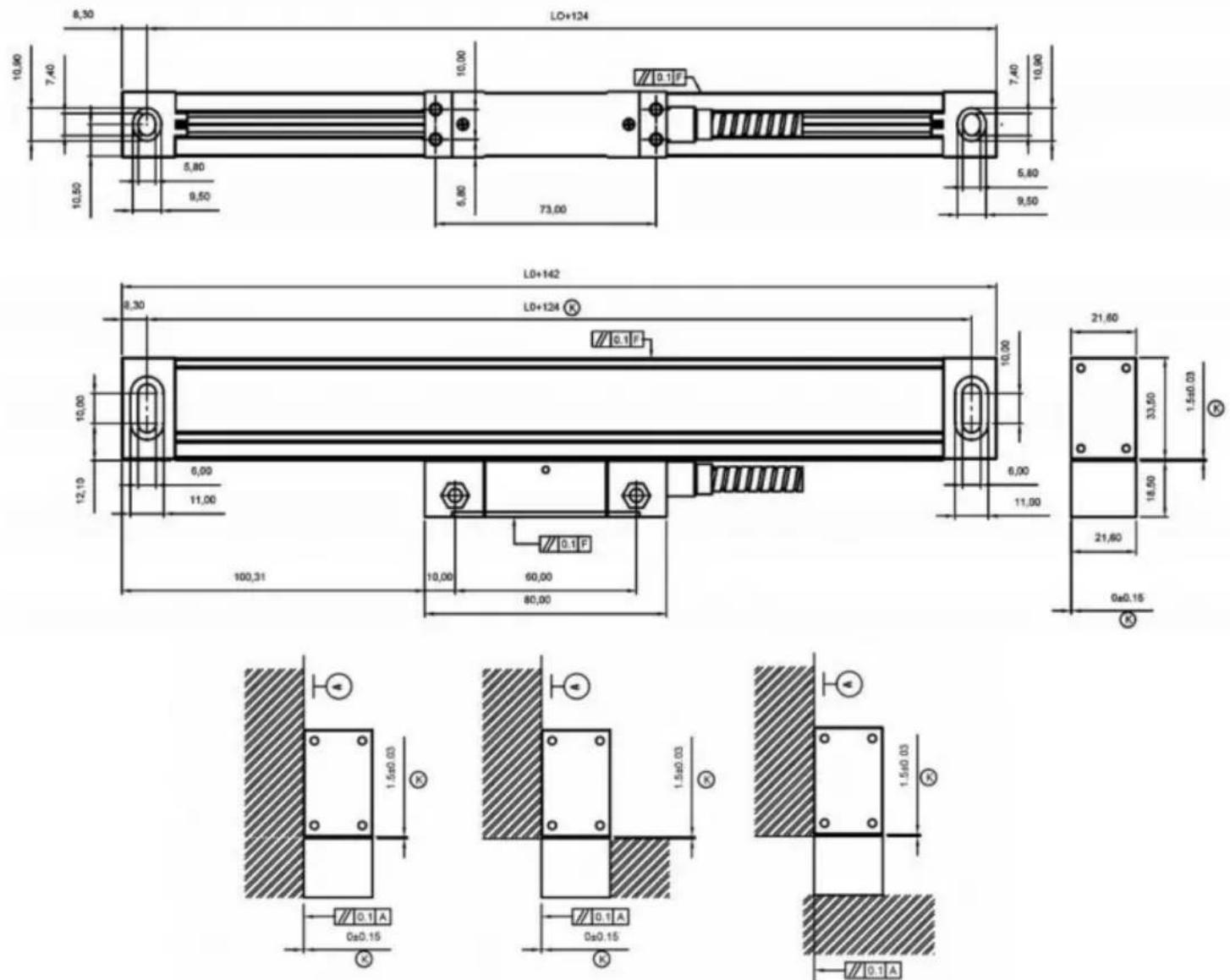
Standardstorlek: (Enhet:mm)
| Modell | DET | L1 | L2 | Modell | L0 | L1 | L2 |
| YE-50 | 174 | 190 YE-550 550 | 67450 | 690 | |||
| 100 | 224 | 240 YE-600YE-100 | 600 | 724 | 740 | ||
| YE-150 | 150 | 274 | 290 | YE-650 650 | 774 | 790 | |
| YE-200 200 | 324 | 340 YE-700 700 | 824 | 840 | |||
| YE-250 250 | 374 | 390 | YE-750 | 750 | 874 | 890 | |
| YE-300 300 | 424 | 440 YE-800 | 800 | 924 | 940 | ||
| YE-350 350 | 474 | 490 YE-850 850 | 974 | 990 | |||
| YE-400 400 | 524 | 540 YE-900 | 900 | 1024 | 1040 | ||
| YE-450 450 | 574 | 590 YE-950 950 | 1074 | 1090 | |||
| YE-500 500 | 624 | 640 YE-1000 1000 | 1124 | 1140 |
natural_image
Technical line drawing of a dial indicator measuring a mechanical component (no text or symbols)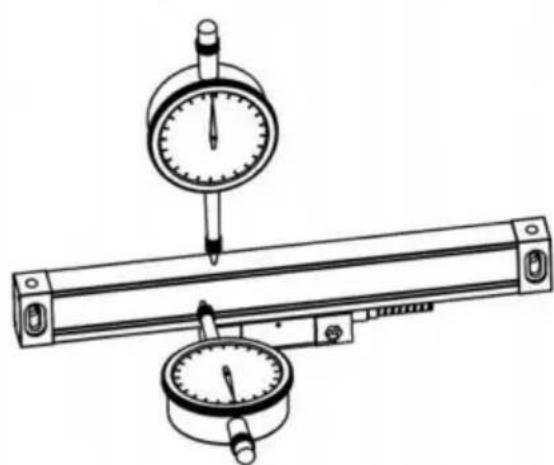
natural_image
Technical line drawing of a mechanical measurement setup with two gauges and a central pointer (no text or symbols)Machine Translated by Google
natural_image
Diagram showing a hand holding a tool near a metal rod, with an inset image of the same hand pointing to it (no text or symbols present)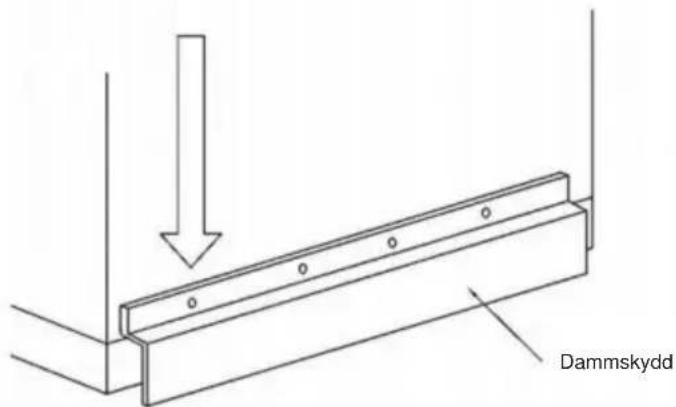
Machine Translated by Google
natural_image
Technical line drawing of a dial indicator measuring a rectangular object (no text or symbols present)4.9
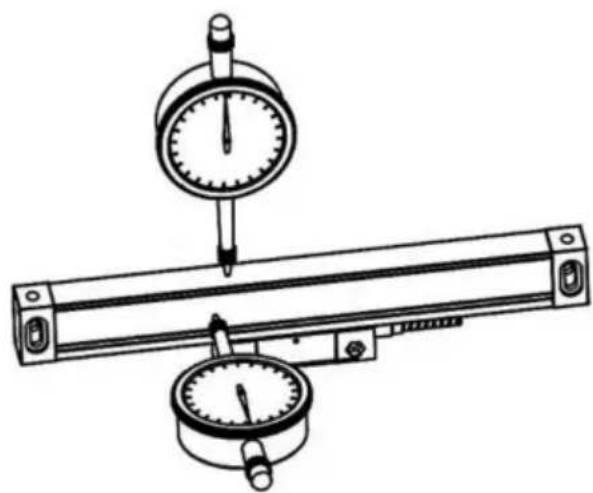
natural_image
Technical line drawing of a mechanical measurement setup with a dial indicator and a horizontal bar (no text or symbols)4.10
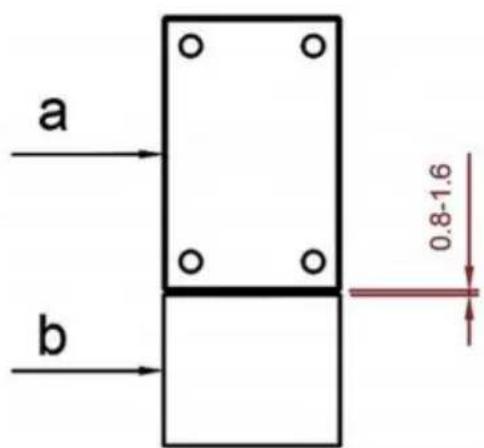
C/O YH Consulting Limited Office 147, Centurion House, London Road, Staines-upon-Thames, Surrey, TW18 4AX
VEVOR®
TOUGH TOOLS, HALF PRICE




