SNS-3V-YE102024 - Waagen Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts SNS-3V-YE102024 Vevor als PDF.

Benutzerfragen zu SNS-3V-YE102024 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Waagen kostenlos im PDF-Format! Finden Sie Ihr Handbuch SNS-3V-YE102024 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. SNS-3V-YE102024 von der Marke Vevor.
BEDIENUNGSANLEITUNG SNS-3V-YE102024 Vevor
Technischer Support und E-Garantie-Zertifikat
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
"die Hälfte retten", "Halber Preis" oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Schätzung der Einsparungen, die Sie durch den Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen erzielen könnten Top-Marken und bedeutet nicht notwendigerweise, alle Kategorien von Werkzeugen von uns angeboten abzudecken. Sie
Wir möchten Sie bitten, bei der Bestellung sorgfältig zu prüfen, ob Sie
tatsächlich sparen Sie die Hälfte im Vergleich zu den großen Top-Marken.
VEVOR®
TOUGH TOOLS, HALF PRICE
DRO-ANZEIGE
MODELL: SNS-3V-YE102024 SNS-3V-YE161838

Brauchen Sie Hilfe? Kontaktieren Sie uns!
Haben Sie Fragen zu unseren Produkten? Benötigen Sie technische Unterstützung? Kontakt:
Technischer Support und E-Garantiezertifikat Www.vevor. com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen im Handbuch. sorgfältig durch. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung vor. Das Erscheinungsbild des Produkts unterliegt den
Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
Sehr geehrte Benutzer,
Vielen Dank für den Kauf der Digitalanzeigen der Multifunktionsserie.
Digitale Anzeigen werden in einer Vielzahl von Anwendungen eingesetzt. Dazu gehören
Werkzeugmaschinen, in Vorschubachsen, Mess- und Prüfeinrichtungen, EDM und Messstationen für
Teilapparate, Setzgeräte
Produktionskontrolle. Um die Anforderungen dieser
Anwendungen können viele Encoder an die Digitalanzeigen angeschlossen werden.
Lesen Sie vor der Verwendung alle Anweisungen im Handbuch sorgfältig durch und
Halten Sie sich strikt an die Anweisungen. · Bewahren Sie das Handbuch zum späteren Nachschlagen auf.
Sicherheitshinweis:
Um elektrischen Schlag oder Feuer zu verhindern, Feuchtigkeit oder direktes Sprühen
Kühlflüssigkeit muss vermieden werden. Bei Rauch oder besonderen
Geruch von der Digitalanzeige, ziehen Sie bitte den Netzstecker
sofort, sonst kann es zu Feuer oder Stromschlag kommen.
Versuchen Sie in einem solchen Fall nicht, das Gerät zu reparieren. Wenden Sie sich bitte an das Unternehmen oder
distributors.
Die Digitalanzeige ist ein präzises Messgerät mit einem optischen
Lineare Skala· wenn es im Einsatz ist, wenn die Verbindung zwischen dem
Lineare Skala und die Digitalanzeige sind defekt oder beschädigt
extern, können falsche Messwerte entstehen · Deshalb,
der Benutzer sollte vorsichtig sein.
Versuchen Sie nicht, die Digitalanzeige zu reparieren oder zu verändern, da es sonst zu Störungen,
Es kann zu Störungen oder Verletzungen kommen. Im Falle eines anormalen Zustands
wenden Sie sich bitte an das Unternehmen oder den Händler.
Wenn die optische Linearskala, die mit der Digitalanzeige verwendet wird, beschädigt ist, verwenden Sie
keine Linearskala einer anderen Marke. · Da die Leistung, Spezifikation und Verbindung der Produkte
verschiedener und CAN-Hersteller unterschiedlich sein können,
darf nicht ohne Anweisung eines Fachtechnikers angeschlossen werden.
Personal, sonst kommt es zu Problemen mit der Digitalanzeige.
Bei Änderungen der Beispielparameter sind die Zufallsdateien maßgebend und das Unternehmen
hat das endgültige Auslegungsrecht ohne Vorankündigung.
Contents
3.2.8 Einstellen der absoluten Nullung aktivieren oder deaktivieren
drücken ▲ ▼ bis „ABS ZERO“ im Meldungsfenster erscheint
Die bedeutet Betrieb des ABS-Nullstellens und voreingestellte Daten werden aktivieren im normalen Anzeigezustand.
'1' bedeutet Betrieb des ABS-Nullstellens und voreingestellte Daten werden im normalen Anzeigezustand deaktivieren.
Drücken X_0 Um den absoluten Nullungsmodus für die X-Achse zu ändern, drücken Sie Y_0 Sie, um den absoluten Nullungsmodus für die Y-Achse zu ändern. Drücken Sie Z_0 Zu
Ändern des absoluten Nullungsmodus für die Z-Achse; Beispiel für die X-Achse.

3.2.9 Einstellen des Absolutwertes der Sonderfunktion
drücken ▲ ▼ bis „ABS ASST“ im Meldungsfenster erscheint-
'o bedeutet, dass nur der Positionswert der Sonderfunktion im Sonderfunktionsbetrieb.
'1' bedeutet Sonderfunktion Positionswert + ABS Positionswert ist Anzeige im Sonderfunktionsbetrieb.
drücken X_0 zum Ändern des absoluten Modus für die spezielle Funktion wird wie folgt eingestellt werden:

flowchart
graph LR
A["0"] --> B["ABS ASST"]
B --> C["X₀"]
C --> D["1"]
D --> E["ABS ASST"]
3.2.10 Einstellen der Anzeigemodus
drücken bis UCCTR MODE" in der Meldung W erscheint indow Die meders Rechneranzeigewert bei der x-ten Anzeige bedeutet den display; 1 ' Rechneranzeigewert im Meldungsfenster im Display;

3.2.11 Displayhelligkeit einstellen
Einstellung der Helligkeit der LED-Anzeige, die Werkseinstellung ist nur "3", je höher der Parameter, desto heller die Helligkeit. Drücken Sie "xo", um festgelegt ist, ist es nicht empfehlenswert, den Standardwert selbst festzulegen.
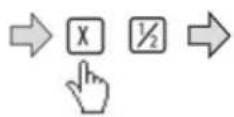
- Gehen Sie mit dem WERKZEUG zur gegenüberliegenden Seite des Werkstücks und berühren Sie es. Drücken Sie dann + 1/2 um wiederum den Anzeigewert der X-Achse zu bewerten.
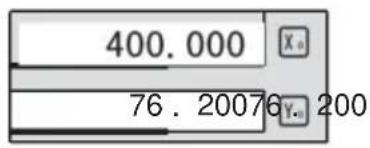
-
Bewegen Sie den Bearbeitungstisch, bis auf der X-Achse „0.000“ angezeigt wird. Fenster. Die Position ist die Mitte des Werkstücks.
-
6 Alle SDM-Daten löschen.
Im ABs-Modus drücken Sie kontinuierlich

zehnmal wird klar
alle Daten für 200 Sätze SDM. Mcssage-Fenster zeigt USDM CLR".
- 7 Schlafmodus
im nicht ABS-Modus, durch Drücken der Taste
E F Kann alle Displays ausschalten
und der DRO in den Schlafmodus versetzt wird, dann diese Taste drücken
wieder wird die DRO zurück in den Arbeitsmodus versetzt. Im Schlafmodus
Modus ist die DRO noch im Arbeitszustand und zeichnet tatsächlich die WERKZEUG
movement.
Beispiel: Wenn Sie sich nicht im ABS-Modus befinden, gelangen Sie in den Sleepin8-Modus, indem Sie drücken
Im Schlafmodus können Sie mit der Taste F den Schlafmodus beenden.
Schlafmodus
- 8 Stromunterbrechungsspeicher.
Der Speicher dient zum Speichern der Einstellungen der DRO und der Maschine Referenzwerte, wenn POWER ausgeschaltet ist.
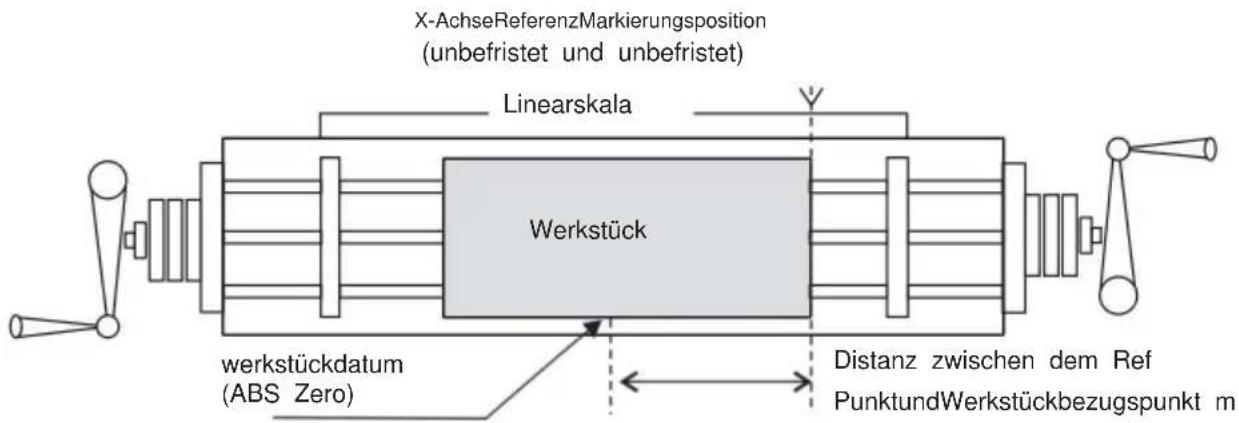
4. 9 Sucheden absoluten Bezugspunktdes Maßstabs
Im täglichen Bearbeitungsprozess kommt es häufig vor, dass die Die Bearbeitung kann nicht innerhalb einer Arbeitsschicht abgeschlossen werden, und daher DRO muss nach der Arbeit ausgeschaltet werden, oder es kommt zu einem Stromausfall während der Bearbeitungsprozess, der zum Verlust des Werkstückbezugs führt (Werkstücknullpunkt), die Wiederherstellung des Werkstücknullpunktes
Die Verwendung von Kantenfindern oder anderen Methoden führt zwangsläufig zu höheren Bearbeitungsgenauigkeit, da es nicht möglich ist, die Werkstück-Nullpunkt exakt an der vorherigen Position. Damit das Wiederherstellung des Werkstückbezugspunkts sehr genau und keine erneute Ermittlung des Werkstückbezugspunkts mit Kantentaster oder anderen Methoden erforderlich, Jede Linearskala hat einen Referenzpunkt, der mit Referenz ausgestattet ist Position, um eine Bezugspunkt-Speicherfunktion bereitzustellen.
Das Funktionsprinzip der Referenzdatum-Speicherfunktion ist wie folgt folgt.
Da der Referenzpunkt der linearen Skala permanent und fest ist, wird er ändert sich nie oder verschwindet, wenn das DRO-System ausgeschaltet ist. Daher müssen wir lediglich den Abstand zwischen dem Referenzpunkt speichern und der Werkstücknullpunkt im nichtflüchtigen Speicher. Dann Im Falle eines Stromausfalls oder einer Abschaltung der DRO können wir wiederherstellen den Werkstück-Nullpunkt durch Vorgabe des Anzeige-Nullpunktes
Position als gespeicherte Distanz vom Referenzpunkt.
Bei der Bearbeitung eines Werkstückes muss ein absoluter Bezugspunkt gesetzt werden. Es gibt drei Betriebsarten (REF, AB, LEF AB):
Beispiel: Speichern des Arbeitsdatums der X-Achse-
Example for REF mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X"]
B --> C["ABS"]
C --> D["REF"]
D --> E["RE"]
E --> F["X"]
F --> G["REF"]
G --> H["RE"]
6.3 ARC-Verarbeitung
Für die ARC-Funktion stehen ZWEI Funktionen zur Verfügung: die einfache ARC
Funktion und die glatte R-Funktion · drücken Sie dann pr css um die ARC-Funktion aufzurufen, oder zur Auswahl der Smooth ARC-Funktion oder der einfachen ARC-Funktion.
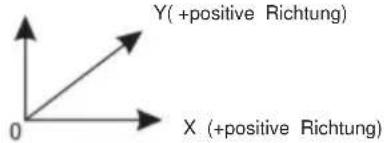
Bei der Installation werden normalerweise die Koordinaten der Maschine und der Richtung von X, Y , Z sind wie folgt. Die Arbeitsebene wird als rechte Abbildung.
Z(+positive Richtung)
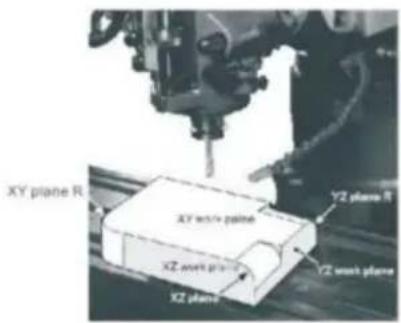
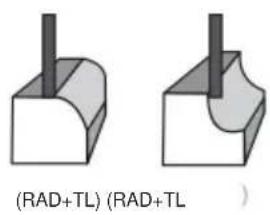
einfache ARC-Funktion:
wenn die Glätte nicht sehr hoch gefordert ist, der SIMPLE ARC
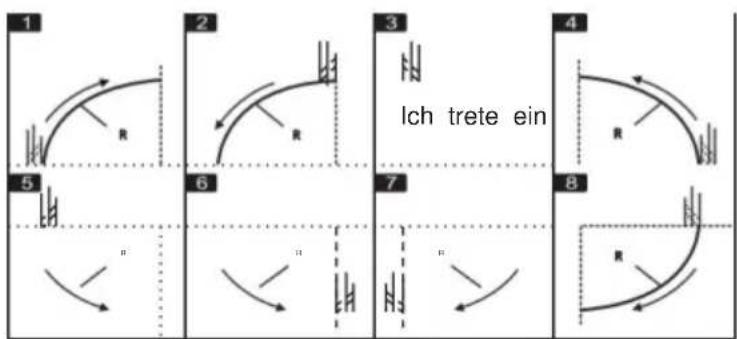
Die Funktion wird normalerweise für die Bearbeitung von Bögen verwendet. In der Funktion SIMPLE Es gibt nur acht Arten von ARC, die zur Bearbeitung verwendet werden. Der Bediener Wählen Sie den Typ R und geben Sie die Parameter für den Radius des Bogens ein MAX CUT und äußerer Qrc oder innerer Bogen. Im Allgemeinen kann ein Bogen bearbeitet durch einen ebenen Schlitz TOOL Oder arc TOOL, der Unterschied zwischen in verschiedenen Arbeitsebenen, wie im Folgenden gezeigt.
1, EINFACH
einfache Verarbeitung
- TYP 1 - 8
Modus des ARC.
3、SEL\_XY(XZ,YZ)
Ort auswählen
4 RAD
Bogenradius
5ÿ TL IHN
Werkzeugdurchmesser
- MAXIMALER SCHNITT
Vorschubschritt
7ÿ RAD TL_
Außenbogen und
innerer Bogen
(nur für Ort xy)
Smooth ARC function :
- Vorschubschritt eingeben (MAX_CUT);

Fenster. X Fenster de spa lys die zuvor voreingestellte MAX_CUT. drücken

- Startwinkel eingeben ·
drücken ■ bis USTANG" im Meldungsfenster erscheint.x
Fenster de spa lys die zuvor voreingestellten Startwinkel · Dann drücken Sie

flowchart
graph LR
A["0"] --> B["ST"]
B --> C["0"]
C --> D["0.000"]
D --> E["ST"]
- Endwinkel eingeben
drücken ▼ bis „UED ANG“ im Meldungsfenster erscheint. X

- Wählen Sie den äußeren oder inneren Bogen


Die DRO zeigt die Position des ersten Punktes an. Ziehen Sie den
Achsen bis die Anzeigen 0.000 anzeigen, Bearbeiten Sie den Bogen Punkt für Punkt in entsprechend der Anzeige. Nach Abschluss der Position des ersten
Punkt, drücken oder um den Positionspunkt zu ändern.
ARC Processing

6. 4 Schrägbearbeitung
Für die Bearbeitung schräger Stellen stehen zwei Möglichkeiten zur Verfügung:
A). an der Stelle. b). an der Stelle yz oder Xz;
es müssen lediglich folgende Parameter eingegeben werden:
INKL. Xy(xz,yz)
Maschinenort xy,yz,0rxz festlegen .
DER
Der Neigungswinkel der Schräge.
DORT
Der WERKZEUG-Durchmesser
ST POT
Startposition;
ED KANN
Ende der Veröffentlichung;
Beispiel 1 für die schräge xy-Position:
wenn die Bearbeitungsebene auf der xy-Ebene liegt, wie das in
Abbildung: Der Neigungswinkel des Werkstücks sollte kalibriert werden
bevor die schräge Ebene bearbeitet wird. Daher
, an diesem Punkt die
Die Bearbeitung der schrägen Ebene dient der Kalibrierung der Schiefe.
Verfahren zur Kalibrierung der Schiefe
Platzieren Sie zunächst das Werkstück im gewünschten Winkel auf dem Arbeitstisch. der Schrägheit.
1) Geben Sie die Funktion der schrägen Ebene
ein. 2) Wählen Sie die Funktion der XY-Ebene.
3) Geben Sie den Neigungswinkel ein-
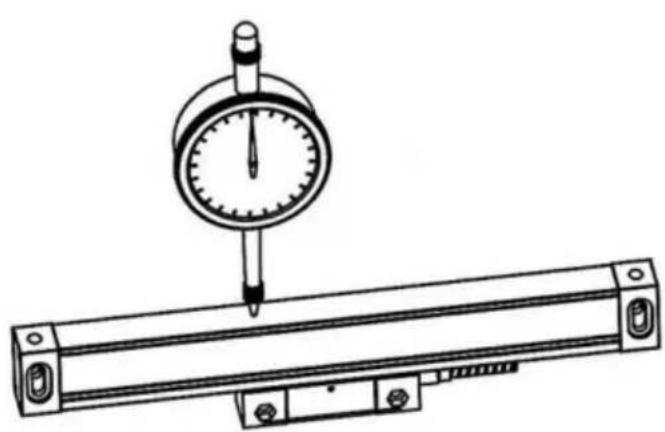
4) Bewegen Sie den Arbeitstisch, bis das Messwerkzeug (z. B. eine Messuhr) Wenn die auf der Fräsmaschine installierte Ebene die Neigungskalibrierungsebene-berührt, wird sie auf Null gestellt und der Arbeitstisch wird um eine beliebige Distanz in der Richtung der x-Achse.
5) Verschieben Sie den Arbeitstisch in der Entfernung dery-Achse bis die Anzeige wird auf Null.
6.9.1 200 Sätze TOOL-Bibliotheken
Es werden immer unterschiedliche WERKZEUGE für die Bearbeitung unterschiedlicher Teile benötigt. komfortable Bedienung, die La die Digitalanzeigen hat die Funktion der 200 Sätze TOOL-Bibliotheken.
Hinweis: Nur wenn die Maschine mit dem Werkzeug-Einstellblock ausgestattet ist, können die 200 Sätze Werkzeugbibliotheken verwendet werden.
- Setzen Sie ein Bezugswerkzeug. Nach der Werkzeugeinstellung, Nullung der X- und Z-Achse, Nullpunkt der absoluten Koordinate setzen.
- Bestimmen Sie anhand der Größe von TOOL I und datumTOOL die Position von TOOL relativ zum Nullpunkt der absoluten Koordinate und des Bezugswerkzeugs · AS Abbildung
6-1. Die relative Größe von TOOL 2 ist AS folgt der x-Achse 25-30=-5, Z-Achse 20-10=10.
-
Speichern Sie die Werkzeugnummer und die Größe in der Digitalanzeige.
-
Die Anzahl der WERKZEUGE kann beliebig eingegeben werden, die digitalen Anzeigen zeigt die Position des Werkzeugs zur absoluten Koordinate Null an · Bewegen Sie bis sowohl die X-Achse als auch die Z-Achse Null anzeigen · 5.
TOOL Libs können 200 Werkzeugdatensätze speichern.
- Die TOOL Libs müssen im Eröffnungszustand verwendet werden. Die 200 Sätze Rooi Libs können durch kontinuierliches Drücken geöffnet werden ± zehnmal
bis im rechten Fenster TL - OPEN blinkt und eine Markierung "21" angezeigt wird links vom rechten Informationsfenster. Die Markierung zeigt die
Der Bediener kann die 200 TOOL-Bibliotheken kontinuierlich einrichten oder überarbeiten.
Drücken der Taste ± Zehnmaliges Ausführen führt dazu, dass die 200sets TOOL Libs geschlossen und im rechten Fenster blinkt TL - CLOSE und die Markierung
verschwinden · wenn die Markierung "21" verschwindet, können die 200 Sätze TOOL Libs nicht überarbeitet werden.
Die Vorgänge für TOOL-Daten und das Aufrufen von TOOL werden wie folgt angezeigt: · Schritt
1: Geben Sie im ABS-Zustand die Daten der 200 TOOL-Bibliothekssätze ein.
Öffnen der 200 Sätze TOOL Libs durch anhaltendes Drücken der Taste
± Zehnmal erscheint die Markierung "" im linken Fenster des rechten Infofenster.
Schritt 2: Drücken Sie TOOL um auf den Eingabestatus zuzugreifen. Daten von Raum 1 eingeben:

Schritt 3: TOOL 2 Daten eingeben:

Schritt 4: Drücken Sie, um mit der Eingabe der Daten des nächsten Werkzeugs fortzufahren.
Nummer und Schlüsselä kann der Bediener direkt die Sonderfunktion eingeben

Berührungen Werkzeugdaten.Presse
Nach dem Einrichten der TOOL-Bibliotheken · verwenden Sie die TOOL-Bibliotheken gemäß den Bei den folgenden Arbeitsgängen montieren Sie zuerst das zweite Werkzeug ·
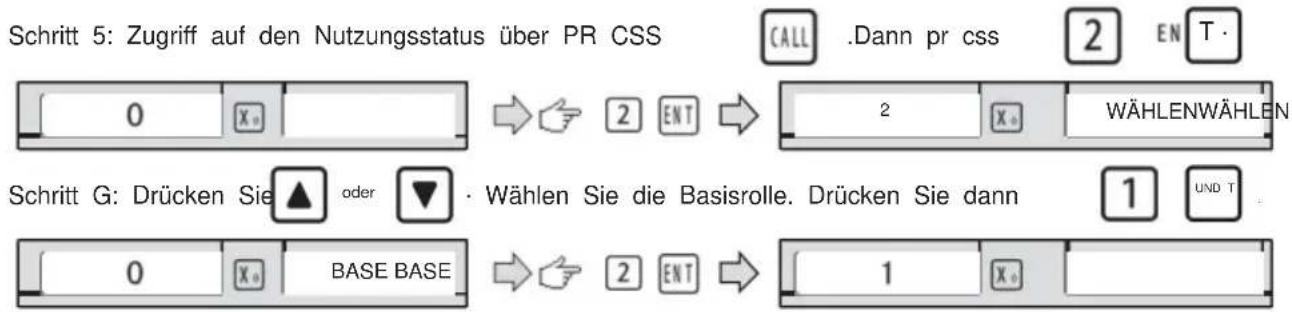
Schritt 7: Drücken Sie CALL um die Funktion zu beenden;
Notiz:
wenn das Basiswerkzeug verwendet wird die Achse kann im ABS-Zustand nicht auf Null gesetzt werden. wenn die anderen verwendet werden, Die Achse kann nur im Zustand INC auf Null gesetzt werden.
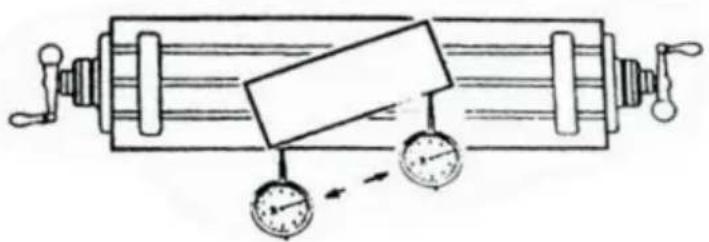
6.9.2 Taper-Funktion
Beim Drehen des Werkstücks mit Kegel kann der Kegel des Werkstücks in der Verarbeitung gemessen werden;

Operations :
AS-Abbildung, Kontaktfläche A des Werkstücks mit Hebelanzeigen und setzt den Zeiger der Hebelanzeige auf Null zurück.
Schritt 1: Drücker Sie dann die Meldungsanzeige UMEASU" auf die Papierverarbeitung · Bewegen Sie den Hebel zur Oberfläche B, bis der Hebelanzeigen zeigen auf AS wie folgt;

flowchart
graph LR
A["Input"] --> B["X"]
B --> C["AUSWERTEN"]
C --> D["Bewegen Sie den Hebelanzeige"]
D --> E["Output 1: 4.907"]
E --> F["AUSWERTEN"]
E --> G["Output 2: 8.500"]
Schritt 2: Drücken N Sie T zum Berechnen.

Schritt 3: Drücken Sie um die Funktion zu beenden;
6.9.3 R/D-Funktion
Für 2 xes Drehmaschine und 3 Achsen Drehmaschine, Presse 12 , Der Anzeigemodus ofx-Achse wird zwischen Radius und Durchmesser umgeschaltet. wenn x-Achse für Anzeige von Durchmesser, A markieren Sie" erscheint links von rechts u Informationsfenster, aber wenn X-Achse für die Anzeige von ia Meter, die Marke
" " verschwinden · nur die x-Achse hat die Funktion des Durchmessers / Radius transformation.
-
- 4 Y + Z Funktion ( gilt nur für : 3 Achsen La the)
Für 3 Achsen La der Zähler der y-Achse und der Zähler der z-Achse Kann durch Drücken der Taste zur Anzeige in der Z-Achse hinzugefügt werden dann die Taste C drücken und die y + Z Funktion abbrechen.
6.10 EDM (spezielle Anpassungsfunktion, wenn Sie kaufen müssen, bitte kontaktieren Sie den Händler zur Anpassung)
^1 ÿ Beschreibung: Diese Funktion dient zur Spezialbearbeitung von
Elektroerosive Bearbeitung (EDM). Wenn der eingestellte Zielwert von EDM Z-Achse ist gleich dem aktuellen Wert, die digitale Anzeige gibt den Schaltsignal zur Steuerung des EDM, um die Tiefenbearbeitung zu stoppen.
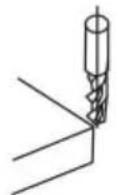
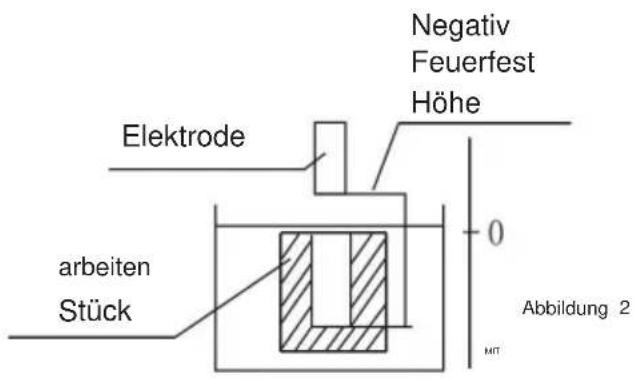
Die Einstellung der Z-Achsenrichtung auf der Digitalanzeige ist in Abb. 1 dargestellt. d. h. je tiefer die Tiefe ist, desto größer ist der Koordinatenwert der Z-Achse zeigt · seit Beginn der Bearbeitung wird die Tiefe allmählich größer und Z-Achse.
Die Bearbeitungsrichtung ist je nach eingestellter Z-Achsenrichtung unterteilt in positive und negative Bearbeitung · wenn die Elektrodesenkt sich und die Bearbeitung erfolgt von oben nach unten, die digitale Der Anzeigewert erhöht sich, was als positive Bearbeitung (positiv) bezeichnet wird. Die Einstellung dieser Richtung ist die normale Einstellung-
wenn die Elektrode ASCEnds und die Bearbeitung durchgeführt wird von unten nach oben wird der digitale Anzeigewert kleiner · Der Die Bearbeitungsrichtung ist die negative Richtung (negativ), die auch als Negativbearbeitung (siehe Abb. 1)
Die Digitalanzeige bietet außerdem weitere Funktionen , so negativ Feuerfeste Höhe. Negative Feuerfeste Höhe Funktion ist eine Art von intelligente Position Follow Check Sicherheitsschutzeinrichtung. Dabei der Bearbeitung, die Elektrodenoberfläche erzeugt den Kohlenstoff Ansammlungsphänomen. Aufgrund der langen Zeit oder der täglichen Bearbeitung ohne Pflege, bei der Erzeugung der Kohlenstoffansammlung und niemand macht die Reinigung, die Elektrode wird langsam entlang der negative Richtung - sobald die Elektrode den Flüssigkeitspegel überschreitet, wird sie fangen häufig Feuer und verursachen Verluste. Diese Funktion ist nur darauf ausgerichtet, bei diesem Problem. bei der Einstellung einer negativen Feuerschutzhöhe und der Die erhöhte Höhe der Elektrode übersteigt die Höhe zwischen ihr und der Tiefe der bearbeiteten Oberfläche (d. h. negative feuerfeste Höhe), die digitale Die Anzeige blinkt für WQring; gleichzeitig wird die Ausgabe Signal schaltet EDM automatisch ab, um die Brandgefahr auszuschließen .

2. Vorgehensweise:
Eine detaillierte Bearbeitung finden Sie im folgenden Beispiel
1) Vor der Bearbeitung stellen Sie zunächst jeden Parameter von DEPTH ein (Bearbeitungstiefe);ERRHIGH(negative feuerfeste Höhe), Bearbeitung Richtung (POSITIV / NEGATIV); Modus verlassen (AUTO/STOP) und EDM Relaisausgangsmodus · 2)
Bewegen Sie die Hauptachsenelektrode der Z-Achse, so dass sie den Werkstückreferenz · A-Achse auf Null setzen bzw. Wert setzen ·
3) Geben Sie EDM-Bearbeitung ein, indem Sie den Schlüssel pr css verwenden

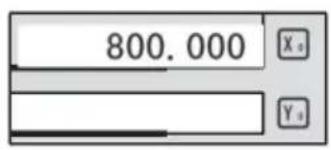
4) Auf der X-Achse wird der Zielwert für die Bearbeitungstiefe angezeigt. Auf der Y-Achse Anzeigewert war Tiefe. (Der Wert auf der Y-Achse ist der Wert, dass das Werkstück bearbeitet wurde Tiefe) Z-Achse wird Anzeige des Echtzeitwertes der Eigenposition. (Der Wert auf der Z-Achse ist der Positionswert der Hauptachsenelektrode der Z-Achse.)
5) starten bearbeitung, Z-achse display wert ist allmählich in der nähe der Zielwert, undy-Achsen-Anzeigewert ist auch allmählich in der Nähe der
Zielwert. Wenn zu diesem Zeitpunkt die Elektrode wiederholt auf und ab bewegt wird, ändert sich der Anzeigewert auf der Z-Achse anschließend, aber der Anzeigewert auf der Y-Achse Wert ändert sich nicht, es wird immer die bearbeitete Tiefe angezeigt
value.
6) Wenn der Anzeigewert der Z-Achse dem eingestellten Zielwert entspricht, Position erreicht Schalter wird ausgeschaltet, EDM wird die Bearbeitung stoppen, Je nach Einstellung des Betreibers gibt es zwei Arten von Beendigungsmodi:
a) Automatic Mode:
Beim Aufrufen der EDM-Funktion kann der Bediener die Parameter eingeben für Funkenerosion.
Der Betriebsablauf ist wie folgt:
1) PCD-Parameter einstellen (die Einstellung ist die gleiche wie die allgemeine Einstellung von PCD)
Nach Eingabe aller Parameter und Aufruf des PCD-Bearbeitungsstatus - Die Position des ersten Lochs wird angezeigt.
2) Drücken EM um den EDM-Funktionsparameter einzugeben (die Einstellungsmethode ist Sie die gleiche Taste wie bei der allgemeinen Einstellung des EDM-Parameters); nach Eingabe aller
Parameter, gedrückt halten, wenn die um in den EDM-Bearbeitungszustand zu
Bearbeitung abgeschlossen ist, drücken, um EDM wechseln. um die EDM-Funktion zu beenden und den PCD-Bearbeitungsstatus einzugeben.
3) Im PCD-Bearbeitungszustand drücken Sie OVE die Maschine auf den Anzeigewert 0 für die Position des nächsten Lochs, dann pr css EDM Zugang
EDM-Funktion erneut · 4)
Wiederholen Sie Schritt 2 und Schritt 3 für die folgenden Bearbeitungspunkte.
7 Taschenrechner
Der Rechner bietet nicht nur normale mathematische Berechnungen
, wie , √, es bietet auch trigonometrische Berechnungen wie AS
SÜNDE, Arc SIN, COS, Bogen-COS, BRÄUNEN, Arc TAN SQRT usw.
Die Bedienung ist dieselbe wie bei handelsüblichen Taschenrechnern und einfach zu bedienen.
Rechnerfunktion aufrufen und beenden
Im normalen Anzeigezustand: Drücken Sie R, um die Rechnerfunktion aufzurufen.
im Rechneranzeigezustand: Drücken Sie R, um die Rechnerfunktion zu verlassen.
Die Rechnerergebnisse werden für die ausgewählten Werte übertragen.
Wenn die Berechnung abgeschlossen ist und der Anzeigemodus des Rechners auf Modus 1 Der Benutzer kann:
Das X_0 um das berechnete Ergebnis auf die x-Achse zu übertragen; dann wird die x-Pressefenster zeigt diesen Wert an.
drücken Y_0 um das berechnete Ergebnis auf die Achse zu übertragen; dann Das Fenster zeigt diesen Wert an.
Das Z0 um das berechnete Ergebnis auf die Z-Achse zu übertragen; dann wird die Z-Achse Pressefenster zeigt diesen Wert an.
Übertragen des aktuellen Anzeigewertes im Fenster zum Rechner.
wenn der Rechner Anzeigemodus auf Modus 1 eingestellt ist , Der Benutzer kann:
drücken X um den Anzeigewert im X-Fenster an den Rechner zu übertragen; drücken Y um den Anzeigewert im Y-Fenster zu übertragen, um r zu berechnen; drücken Z um den Anzeigewert im Z-Fenster an den Rechner zu übertragen;
8 Appendix
1. Troubleshooting:
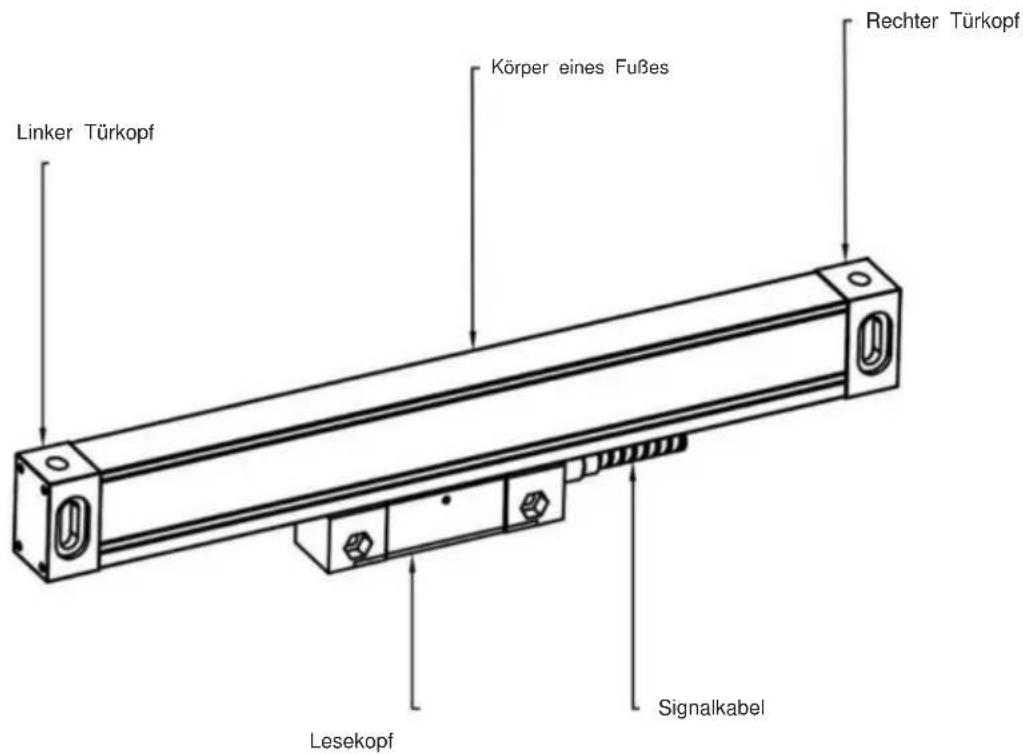
Lineare Skala Einbauzeichnungen
Installationsmethode:
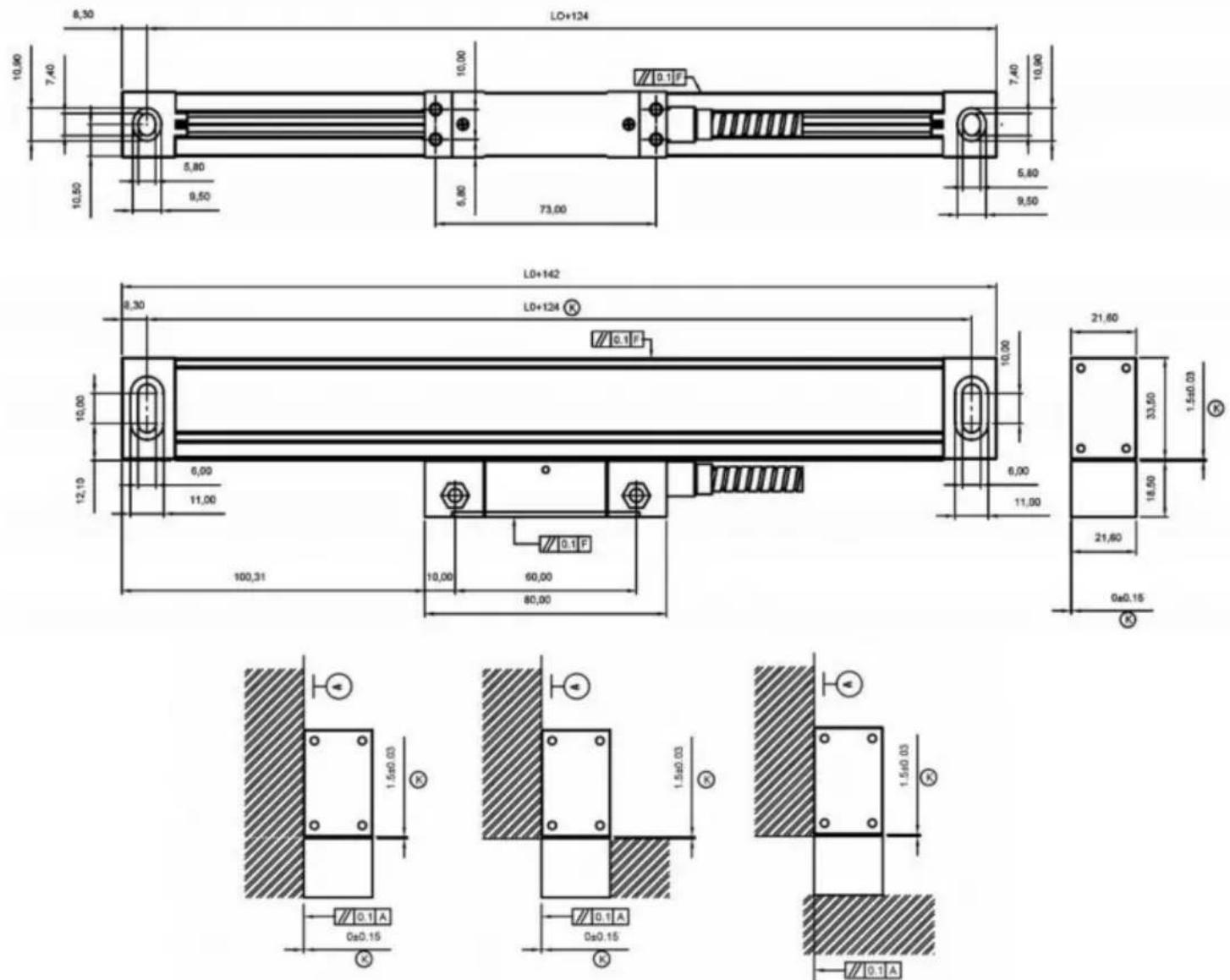
Standardgröße: (Einheit: mm)
| Modell | ES | L1 | L2 | Modell | L0 | L1 | L2 |
| YE-50 | 50 690 | 174 | 190 YE-550 550 | 674 | |||
| YE-100 | 100 | 224 | 240 YE-600 | 600 | 724 | 740 | |
| YE-150 | 150 | 274 | 290 | YE-650 650 | 774 | 790 | |
| YE-200 200 | 324 | 340 YE-700 700 | 824 | 840 | |||
| YE-250 250 | 374 | 390 | YE-750 | 750 | 874 | 890 | |
| YE-300 300 | 424 | 440 YE-800 | 800 | 924 | 940 | ||
| YE-350 350 | 474 | 490 YE-850 850 | 974 | 990 | |||
| YE-400 400 | 540 YE-900524 | 900 | 1024 | 1040 | |||
| YE-450 450 | 574 | 590 YE-950 950 | 1074 | 1090 | |||
| YE-500 500 | 624 | 640 YE-1000 1000 | 1124 | 1140 |
L0: Effektive Messlänge des Linearencoders; L1: Länge des Linearencoders
Befestigungslöcher; L2: Gesamtlänge des Linearencoders
Wartung:
- Der effektive Weg des Linearencoders sollte länger sein als der maximale
Verfahrweg der Werkzeugmaschine. Wenn die Länge nicht ausreicht, ersetzen Sie den Lineargeber durch einen mit größerem Hub oder fügen Sie einen Begrenzungsblock an den Maschinen hinzu. Die Endposition des Lesekopfs vom Ende des Lineargeberkörpers sollte mindestens 10 mm Abstand betragen (siehe folgendes Diagramm).
- Bei jeder nicht bearbeiteten Oberfläche muss auf der Rückseite des Linearencoders eine Unterlegsche- platziert oder eine benutzerdefinierte Installationsunterlegscheibe verwendet werden, um die Stabilität und Zuverlässigkeit der Verbindung zwischen dem Gitterlineal und der Montagefläche sicherzustellen
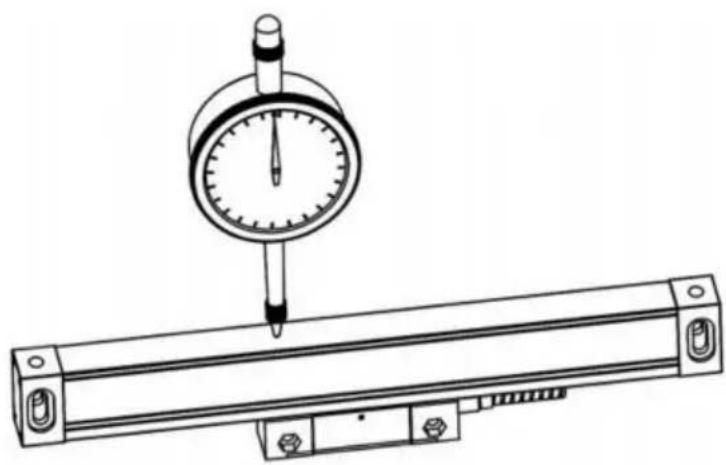
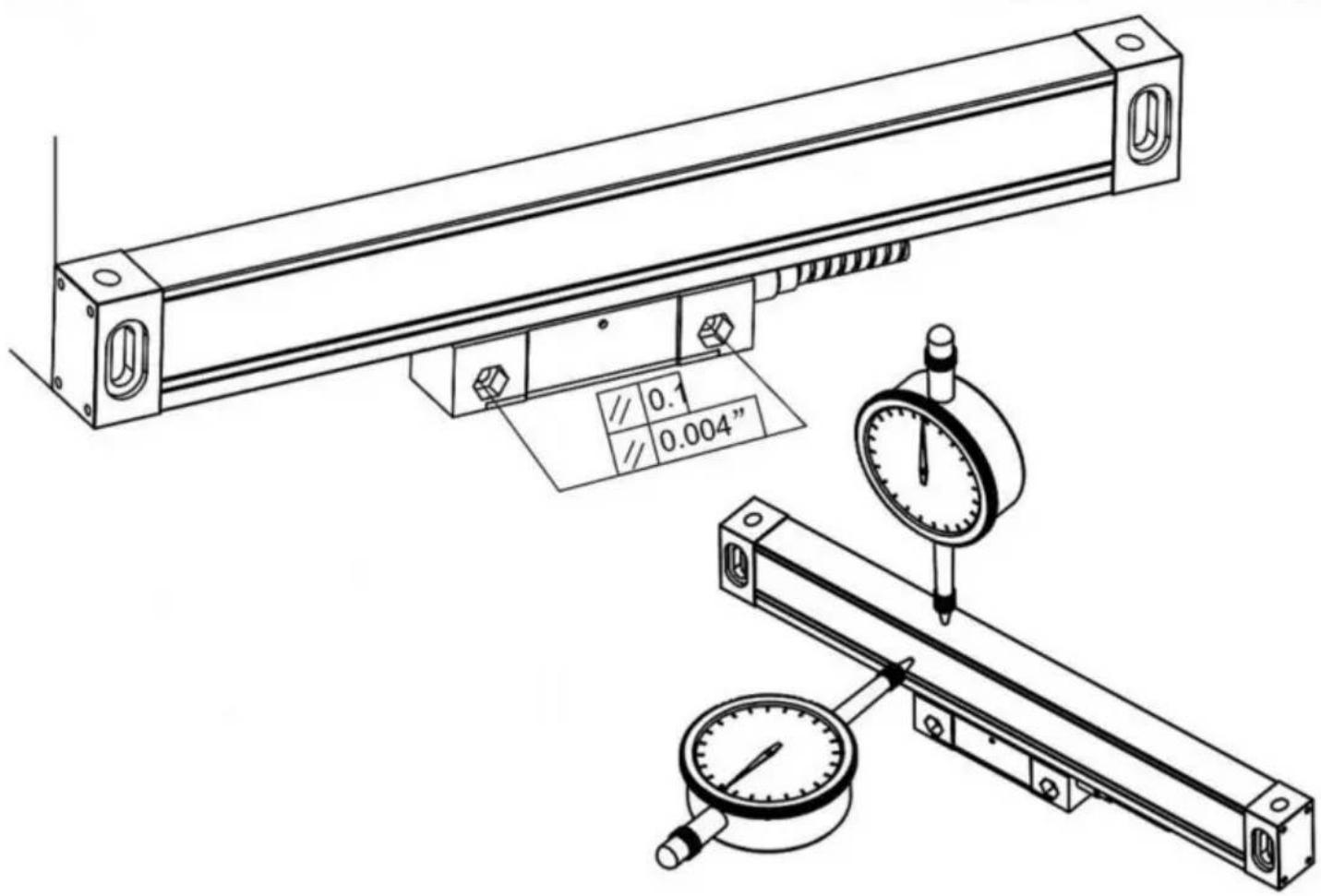
- Wenn Sie zum Kalibrieren der Parallelität des Linearencoders eine Messuhr oder ein ähnliches Instrument verwenden, muss der Winkel des Seitenkopfes innerhalb von ±30 Grad liegen. Je kleiner der Winkel, desto besser.
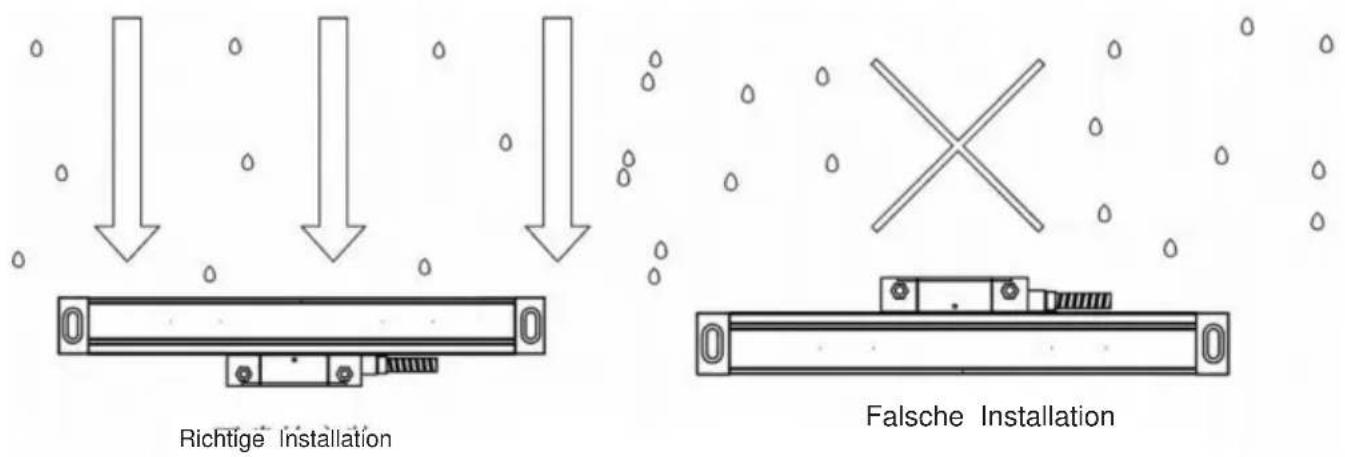
- Die Einbaulage des Linearencoders muss direkte Stöße durch Eisen vermeiden Späne, Öl, Wasser und Staub (siehe Abbildung unten). Die Einbaulänge der L-Platte sollte unter Umständen so kurz wie möglich sein und die Kräfteverhältnisse des Anschraubgrundes müssen berücksichtigt werden.
-
Zwischen der Staubschutzhülle und dem Lineal muss ein Abstand von 0,5 mm oder mehr vorhanden sein Körper, und vermeiden Sie den Kontakt zwischen der Staubschutzhülle und dem Linealkörper, wenn Bewegen des Lesekopfes (siehe unten).
-
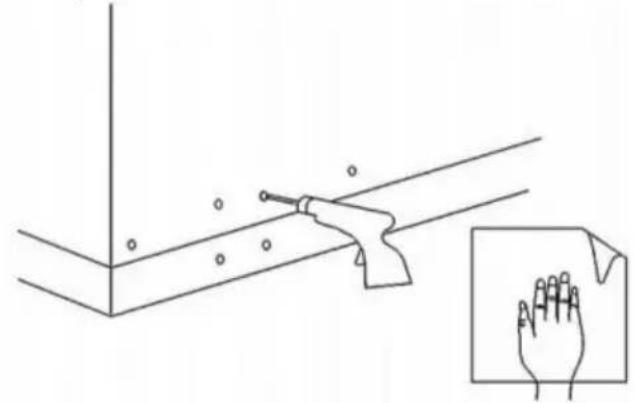
Die Gewindetiefe der Installationsschraube muss mindestens 6 Zähne betragen. Kraft größer Teil, wie die Unterstützung der Digitalanzeige Meter Regal feste Platte, muss 8 Zähne der Verriegelungstiefe haben; YE Serie von Skala, die Tiefe des Gewindes Tiefe der Verriegelungstiefe. Wie die Unterstützung der Digitalanzeige Meter Regal fixiert Platte, muss mehr als 8 Zähne Verriegelungstiefe haben; YE Serie Skala Mit M4 Schrauben Gewindeschneiden der installierten Montagefläche nach dem Entgraten der Oberfläche sowie Entfernen von Farbe und Flecken.
(Die folgende Abbildung)
-
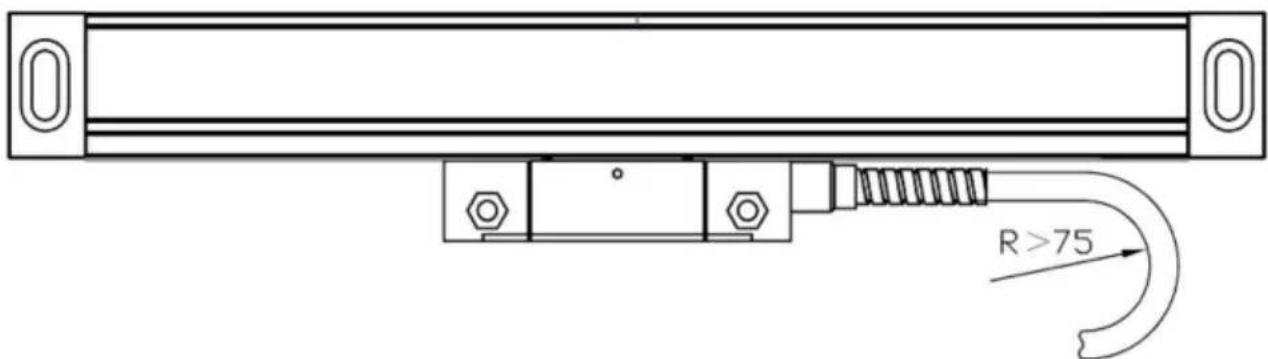
Bei der Befestigung der Signalleitung müssen alle relevanten Bewegungsdistanzen berücksichtigt werden. Die Befestigungsstelle wird möglichst in der Mitte des Hubes platziert und die überschüssige Signalleitung mit einem Kabelbinder fixiert.
-
Die Höheneinstellung der Skala muss so erfolgen, dass die Länge der Skalenmitte die Symmetriepunkte auf beiden Seiten erreicht. Stellen Sie den Referenzpunkt ein. Bei jeder Skala gilt unabhängig von der Höhen- oder Höhenrichtung der Einstellbereich: Für den Skalenkörper gilt ein Abstand von nicht mehr als 20 mm von jedem Ende zum Skalenkopf. Für den Lesekopf gilt zwischen den beiden viereckigen Referenzflächen (siehe folgende Abbildung).
- Der Biegeradius der Signalleitung der Skala ist größer als 60 mm.
(1) Standard-Installationsgrundfläche (Abbildung 4.8abc, drei Installationsmethoden)
-
Die Installationsfläche des Linealkörpers ist parallel zur Installationsfläche des Lesekopfes und die Parallelität zwischen den Installationsflächen beträgt <0,1 mm
-
Die Installationsfläche des Linealkörpers ist senkrecht zur Installation Oberfläche des Lesekopfes und die Rechtwinkligkeit zwischen den Montageflächen beträgt <0,1 mm
2) Standards für die Installation des Linealkörpers (Abbildung 4.9, Abbildung 4.10)
- Höhenrichtung relativ zur Maschinenführung Parallelität <0,1 mm, maximal nicht mehr als 0,15 mm. In Bezug auf den Symmetriepunkt gilt: je kleiner, desto besser.
3) Standard für die Installation des Lesekopfes
- Der Abstand zwischen dem Lesekopf und der Höhenrichtung des Linealkörpers beträgt nach der Installation 0,8–1,6 mm. Ziehen Sie anschließend den Polsterblock heraus (Abbildung 4.11).
- Lesekopf Seite A und Linealkörper Seite B. Fehlausrichtung in horizontaler Richtung.
$$ 0, 2 5 \pm 0, 1 5 \mathrm{mm} $$
- Parallelität des Lesekopfes zur
Werkzeugmaschine <0,10 mm, maximal darf 0,30 mm nicht überschritten werden
Parameter:
| Modle | SNS-3V-YE102024 | SNS-3V-YE161838 |
| Rated voltage: | AC85-230V 50Hz/60Hz | |
| Resolution | 5 μm | |
| Number of axles | 3 | |
| Range | 10 inches20 inches24 inches | 16 inches18 inches38 inches |
Standardzubehör:
| Accessories for digital display meters: | Accessories for grating ruler: |
| 1. Support rod * 12. Knife holder plate * 13. Transparent watch case * 14. Power cord * 15. Watch holder * 16. Butterfly piece * 27. M8 * 70 screw * 18. M10 * 55 screw * 19. Nut M10 * 110. Nut M8 * 111. Nut M5 * 112. Internal hexagonal screw M5 * 20 * 213. Internal hexagonal screw M5 * 25 * 114. M4 * hex socket screw * 415. M5 * 10 machine meter screws * 216. Washer φ 10 * 117. Washer φ 8 * 118. Washer φ 5 * 119. Rubber washer 20 * 10 * 1 * 120. Rubber washer 20 * 10 * 0.5 * 121. Spring washer φ 10 * 122. Spring washer φ 8 * 123. Spring washer φ 5 * 1 | 1. Ruler cover * 32. L mounting plate * 43. Plug * 64. Screw pack * 3 bagsEach bag contains:Internal hexagonal screw M4 * 30 * 4;Internal hexagonal screw M4 * 12 * 2;Internal hexagonal screw M4 * 8 * 4;U-shaped gasket T=0.2mm * 2;Washer φ 6 * 2;Washer φ 5 * 2;Washer φ 4 * 6;Line card * 2 |
Dieses Gerät entspricht Teil 15 der FCC-Bestimmungen. Der Betrieb unterliegt den folgenden beiden Bedingungen: (1) Dieses Gerät darf keine schädlichen Störungen verursachen und (2) dieses Gerät muss alle empfangenen Störungen akzeptieren, einschließlich Störungen, die einen unerwünschten Betrieb verursachen können.
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghai 200000 CN.
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| Vertreter der EG |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
| UK REP |
YH CONSULTING LIMITED.
Technischer Support und E-Garantie-Zertifikat