SNS-3V-YE102024 - Balance Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil SNS-3V-YE102024 Vevor au format PDF.

| Caractéristiques Techniques | Capacité de pesée : 300 kg, Précision : 0,1 kg, Dimensions de la plateforme : 60 x 40 cm, Affichage : LCD rétroéclairé |
|---|---|
| Utilisation | Idéale pour les pesées industrielles, commerciales et domestiques, facile à utiliser avec un affichage clair. |
| Maintenance et Réparation | Nettoyer la surface avec un chiffon doux, vérifier régulièrement l'étalonnage, remplacer les piles si nécessaire. |
| Sécurité | Utiliser sur une surface plane, éviter les chocs violents, ne pas dépasser la capacité maximale. |
| Informations Générales | Poids de l'appareil : 10 kg, Alimentation : secteur ou batterie, Garantie : 1 an. |
FOIRE AUX QUESTIONS - SNS-3V-YE102024 Vevor
Questions des utilisateurs sur SNS-3V-YE102024 Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Balance au format PDF gratuitement ! Retrouvez votre notice SNS-3V-YE102024 - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil SNS-3V-YE102024 de la marque Vevor.
MODE D'EMPLOI SNS-3V-YE102024 Vevor
Assistance technique et certificat de garantie électronique
nous continuons à nous engager à vous fournir des outils à des prix compétitifs.
« Sauver la moitié », « Moitié prix » ou toute autre expression similaire utilisée par nous ne représente qu'une estimation des économies que vous pourriez réaliser en achetant certains outils chez nous par rapport aux principaux grandes marques et ne vise pas nécessairement à couvrir toutes les catégories d'outils que nous proposons. Vous nous vous rappelons de bien vouloir vérifier attentivement lorsque vous passez une commande chez nous si vous êtes en fait, vous économisez la moitié par rapport aux grandes marques.
VEVOR®
TOUGH TOOLS, HALF PRICE
AFFICHAGE DRO
MODÈLE : SNS-3V-YE102024 SNS-3V-YE161838

Vous avez des questions sur les produits ? Besoin d'assistance technique ? N'hésitez pas à nous contacter. Contactez-nous:
Assistance technique et certificat de garantie électronique Www.vevor.com/support
Ceci est l'instruction originale, veuillez lire toutes les instructions du manuel attentivement avant de l'utiliser. VEVOR se réserve une interprétation claire de notre manuel d'utilisation. L'apparence du produit sera soumise à la produit que vous avez reçu. Veuillez nous pardonner, nous ne vous informerons plus s'il y a des mises à jour technologiques ou logicielles sur notre produit.
Chers utilisateurs :
Nous vous remercions d'avoir acheté les afficheurs numériques multifonctions de la série. Les affichages numériques sont utilisés dans une grande variété d'applications. Celles-ci incluent machines-outils , dans les axes d'alimentation, les équipements de mesure et d'inspection, l'EDM et les appareils de division, outils de réglage , stations de mesure pour contrôle de la production. Afin de répondre aux exigences de ces applications, de nombreux encodeurs peuvent être connectés aux lectures numériques. Lisez attentivement toutes les instructions du manuel avant utilisation et suivez-les strictement · conservez le manuel pour référence ultérieure ·
Attention à la sécurité :
Pour éviter les chocs électriques ou les incendies, l'humidité ou les projections directes Il faut éviter d'utiliser du liquide de refroidissement. En cas de fumée ou de phénomènes particuliers une odeur se dégage de l'affichage numérique, veuillez débrancher la prise d'alimentation immédiatement, sinon, un incendie ou un choc électrique pourrait se produire. Un tel cas, n'essayez pas de le réparer, veuillez contacter l'entreprise ou distributors.
L'affichage numérique est un appareil de mesure précis utilisé avec un appareil optique Échelle linéaire · lorsqu'elle est utilisée, si la connexion entre le L'échelle linéaire et l'affichage numérique sont cassés ou endommagés de l'extérieur, des valeurs de mesure erronées peuvent en résulter · Par conséquent, l'utilisateur doit être prudent.
N'essayez pas de réparer ou de modifier l'affichage numérique, sinon, vous risquez de tomber en panne. une panne ou une blessure peut survenir. En cas de condition anormale, Veuillez contacter l'entreprise ou le distributeur.
Si l'échelle linéaire optique utilisée avec l'affichage numérique est endommagée, n'utilisez pas d'échelle linéaire d'une autre marque. · En raison des performances, des spécifications et de la connexion des produits de différentes marques, ne doit pas être connecté sans l'instruction d'un technicien spécialisé personnel, sinon des problèmes seront causés à l'affichage numérique.
With the continuous updating of products, if there are changes or En cas de modification des paramètres de l'échantillon, les fichiers aléatoires prévalent et la société a le droit d'interprétation finale sans préavis.
Contents
3.2.8 Réglage de l'activation ou de la désactivation de la mise à zéro absolue
presse ▲ ▼ jusqu'à ce que « ABS ZERO » apparaisse dans la fenêtre de message-
le signifie que le fonctionnement de la mise à zéro ABS et des données prédéfinies sera activer dans l'état d'affichage normal.
1 signifie que le fonctionnement de la mise à zéro ABS et des données prédéfinies sera désactiver dans l'état d'affichage normal.
appuyez X_0 pour modifier le mode de mise à zéro absolue de l'axe x, appuyez sur Y_0 pour modifier le mode de mise à zéro absolue pour l'axe Y, appuyez sur Z_0 à
modifier le mode de mise à zéro absolue pour l'axe Z ; Exemple pour l'axe x .

text_image
0 X₀ — 0 Y₀ Présenier quelque quatre √ + (1) Y 7 8 9 - HV → X₀ → 1 X₀ ABS ZÉROABS ZÉRO 0 Y₀ X N P A C √ + (1) Y Y₃ Y₄ Y₅ Y₆ Y₇ Y₈ Y₉ Y₁₀ Y₁1 Y₁2 Y₁3 Y₁4 Y₁5 Y₁6 Y₁7 Y₁8 Y₁9 Y₂₀ Y₂1 Y₂2 Y₂3 Y₂4 Y₂5 Y₂6 Y₂7 Y₂8 Y₂9 Y₃₀ Y₃1 Y₃2 Y₃3 Y₃4 Y₃5 Y₃6 Y₃7 Y₃8 Y₃9 Y₄₀3.2.9 définition de la forme absolue de la fonction spéciale
presse ▲ ▼ jusqu'à ce que « ABS ASST » apparaisse dans la fenêtre de message-
'o signifie que seule la valeur de position de fonction spéciale est affichée dans le opération de fonction spéciale.
'1' signifie valeur de position de fonction spéciale + ABS La valeur de position est affichage dans l'opération de fonction spéciale.
presse X_0 pour changer le mode absolu de la fonction spéciale,
être défini comme suit :

flowchart
graph LR
A["0"] --> B["x_s"]
B --> C["ASSISTANCE ABS"]
C --> D["1"]
D --> E["ASSISTANCE ABS"]
F["Hand Icon"] --> G["->"]
- 2.10 réglage de la Calculator Mode d'affichage
prese ▲ jusqu'à ce que « UCCTR MODE » apparaisse dans le message d'ow le m la calculatrice affiche la valeur au vent x dans le moyen la calculance affiche la 1 ' valeur dans la fenêtre de message dans l'affichage ;

text_image
presse X₀ pour changer le mode d'affichage de la calculatrice sera défini AS follow 0 X₀ CTR M DE → X₀ → 1 X₀ MODE_CTR3.2.11 Réglage de la luminosité de l'écran
Réglage de la luminosité de l'affichage LED, le réglage par défaut d'usine est uniquement "3", plus le paramètre est élevé, plus la luminosité est élevée. appuyez sur "xo" pour définir, il n'est pas recommandé de définir vous-même la valeur par défaut.
2 Amenez l'OUTIL sur le côté opposé de la pièce et touchez-le.
Appuyez ensuite sur + 1/2 à son tour pour évaluer la valeur d'affichage de l'axe X.
text_image
800.000 X₄ Y₄
text_image
400.000 76.20076¥200- Déplacez la table de correspondance jusqu'à ce que « o. 000 » s'affiche sur l'axe des x fenêtre. La position est le centre de la pièce à usiner.
4.6 Effacer toutes les données SDM.
En mode AB, pour appuyer en continu

dix fois suffiront à effacer
toutes les données pour 200 ensembles SDM. La fenêtre Mcssage affiche USDM "CLR".
- 7 Mode veille
en mode non ABS, en appuyant sur la touche F CAn éteint tout l'affichage
et le DRO accède au mode veille, puis en appuyant sur cette touche
à nouveau, le DRO reviendra au mode de fonctionnement. En mode veille
Mode le DRO est toujours en état de fonctionnement et enregistre réellement l'OUTIL movement.
Exemple : en mode non ABS, pour accéder au mode veille, appuyez sur
la touche F RE En mode veille, appuyez sur la touche F pour quitter le
Mode veille ·
- 8 Mémoire d'interruption de puissance.
La mémoire est utilisée pour stocker les paramètres du DRO et de la machine valeurs de référence lorsque l'alimentation est coupée.
- 9 rechercher le point de référence1absolu de l'échelle
Au cours du processus d'usinage quotidien, il est très courant que le l'usinage ne peut pas être terminé en un seul quart de travail, et donc Les DRO doivent être éteints après le travail, sinon une panne de courant se produit pendant le processus d'usinage qui conduit à la perte de la référence de la pièce (position zéro de la pièce), le rétablissement de la référence de la pièce l'utilisation d'un détecteur de bord ou d'une autre méthode induit inévitablement des valeurs plus élevées usinage avec précision car il n'est pas possible de rétablir la référence de la pièce exactement à la position précédente. POUR permettre à récupération précise du repère de la pièce et pas besoin de rétablir le repère de la pièce à l'aide d'un détecteur de bord ou d'autres méthodes, chaque échelle linéaire possède un emplacement de point de référence qui est équipé d'une référence position pour fournir une fonction de mémoire de point de référence.
Le principe de fonctionnement de la fonction de mémoire de référence est le suivant suit.
étant donné que le point de référence de l'échelle linéaire est permanent et fixe, il ne change jamais ou ne disparaît jamais lorsque le système DRO est éteint. Par conséquent, nous devons simplement stocker la distance entre le point de référence et la référence de la pièce (position zéro) dans la mémoire NON volatile. Ensuite en cas de panne de courant ou de DRO éteint, nous pouvons récupérer la référence de la pièce (position zéro) en préréglant le zéro de l'affichage position comme la distance enregistrée à partir du point de référence.
Une référence absolue doit être définie lors de l'usinage d'une pièce. Il existe trois modes de fonctionnement (REF, AB, LEF AB):
Exemple : pour stocker la référence de travail de l'axe X.
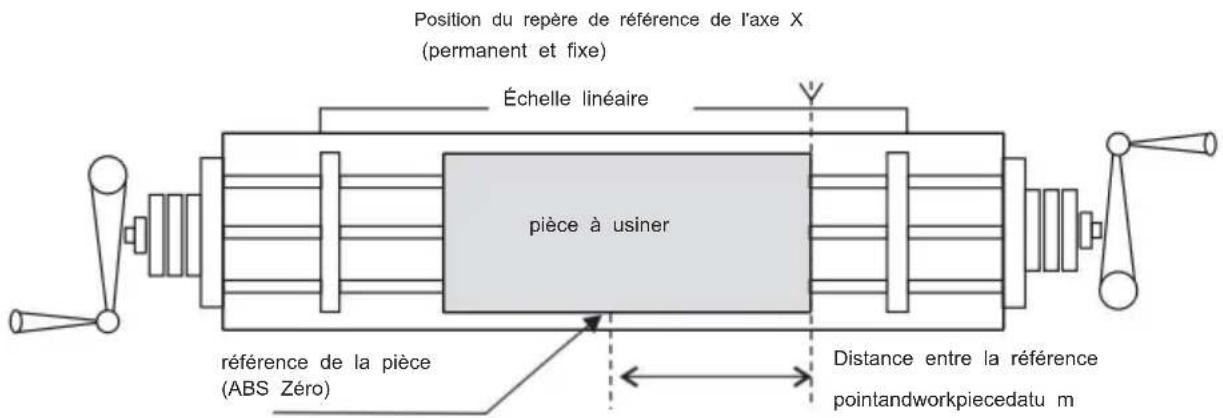
text_image
Position du repère de référence de l'axe X (permanent et fixe) Échelle linéaire pièce à usiner référence de la pièce (ABS Zéro) Distance entre la référence pointandworkpiecedatu mExample for REF mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X"]
B --> C["ABS"]
C --> D["REF"]
D --> E[" "]
E --> F["X"]
F --> G["REF"]
G --> H["?"]
H --> I["X"]
I --> J["REF"]
6. Fonction spéciale
6.1 Circumference Holes Processing
DEUX fonctions sont disponibles pour la fonction ARC : l'ARC simple
Fonction et fonction R lisse · appuyez puis pr css pour accéder à la fonction ARC, ou pour sélectionner la fonction ARC lisse ou simple
Fonction ARC.
Lors de l'installation, normalement les coordonnées de la machine et de la direction de X, Y , Z sont comme suit. Le plan de travail est représenté comme le chiffre de droite.

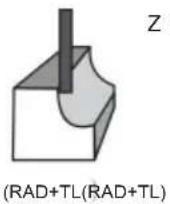
Z (+ direction positive)
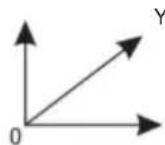
Y(+ sens positif)
Fonction ARC simple :
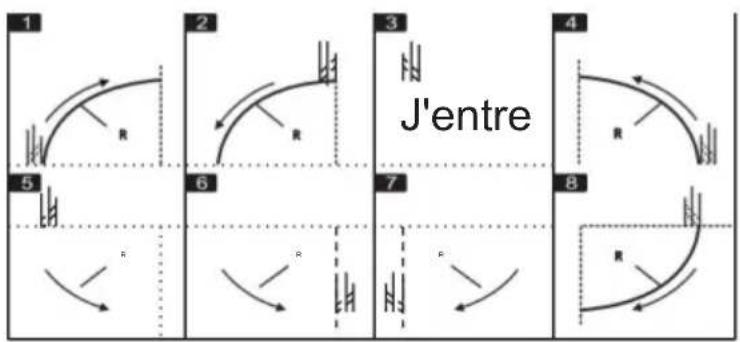
lorsque la douceur n'est pas très demandée, le SIMPLE ARC
La fonction est normalement utilisée pour l'usinage d'arcs. Dans la fonction SIMPLE il n'y a que huit types d'ARC utilisés pour l'usinage. L'opérateur vient sélectionnez le type de R et entrez les paramètres du rayon de l'arc
MAX CUT et Qrc extérieur ou arc intérieur. En général, un arc peut être usiné par une fente plane T dans un QOL Ou arc TOOL, la différence entre plan de travail différent comme indiqué ci-dessous.
1 SIMPLE
traitement simple
2 TYPE 1 - 8
Mode de l'ARC.
3、SEL\_XY(XZ,YZ)
sélectionner un lieu
4 RAD
Rayon de l'arc
5 TLHIM
Diamètre de l'outil
- COUPE MAXIMALE
Étape d'alimentation
7 RADTL
arc extérieur et
arc intérieur
(uniquement pour la place xy)
flowchart
graph TD
A["1"] --> B["2"]
B --> C["3"]
C --> D["4"]
D --> E["5"]
E --> F["6"]
F --> G["7"]
G --> H["8"]
H --> I["9"]
style A fill:#f9f,stroke:#333
style B fill:#f9f,stroke:#333
style C fill:#f9f,stroke:#333
style D fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
style F fill:#f9f,stroke:#333
style G fill:#f9f,stroke:#333
style H fill:#f9f,stroke:#333
style I fill:#f9f,stroke:#333
Smooth ARC function :
- Étape d'alimentation d'entrée (MAX_CUT);
presse ▲ ou ▼ jusqu'à ce que l'application" UMAX CUT apparaisse dans le message
fenêtre. X Window de spa lys l'anciennement préréglé le MAX_CUT. appuyez sur
0 · 5 à son tour pour saisir la valeur MAX CUT ;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0.500"]
D --> E["X₀"]
E --> F["COUPE MAXIMALE"]
F --> G["→"]
G --> H["X₁"]
H --> I["RAD-TL"]
I --> J["→"]
J --> K["↓"]
K --> L["X₂"]
- Angle de départ d'entrée
presse jusqu'à ce que "USTANG" apparaisse dans la fenêtre de message.x fenêtre de spa lys l'ancien préréglage de l'angle de départ · Puis appuyez
0 à son tour pour entrer l'angle de départ-

flowchart
graph LR
A["Input"] --> B["ST"]
B --> C["0 EWT"]
C --> D["0.000 ST"]
- Angle de fin d'entrée
presse ▼ jusqu'à ce que « UED ANG » apparaisse dans la fenêtre de message. X fenêtre ispa lys l'angle de fin précédemment prédéfini. Appuyez ensuite sur
3 5 à son tour pour entrer l'angle de fin-

flowchart
graph LR
A["Start"] --> B["ED LE"]
B --> C["1 3 5 EWT"]
C --> D["1 35.00"]
D --> E["ED LE"]
- sélectionnez l'arc extérieur ou l'arc intérieur
appuyez ▲ ou ▼ jusqu'à ce que « RAD-TL » apparaisse dans le message sur la fenêtre.appuyez sur ▲ ou ▼ pour sélectionner l'emplacement où afficher « RAD+TL » ;

flowchart
graph LR
A["Input"] --> B["RAD+TL"]
B --> C["ENT"]
C --> D["Output"]
- Après avoir saisi tous les paramètres,
machining.
Le DRO affichera la position du premier point. Rétractez le
axes jusqu'à ce que les écrans indiquent 0. 000, usinez l'arc point par point dans conformément à l'affichage. Après avoir terminé la position du premier
pointer, appuyer ▲ ou ▼ pour changer de point de position.
ARC Processing

text_image
83.000 X₀ NO 1 0.000 Y₀ X N P A C √ + CTR Y 7 8 9 - B/V → ▼ ▼ → 82.995 X₀ NO 2 0.515 Y₀ X N P A C √ + CTR Y 7 8 9 - B/V6. 4 traitement oblique
Il existe 2 méthodes disponibles pour usiner un endroit oblique :
A). sur le lieu. b). sur le lieu yz, ou Xz;
seuls les paramètres suivants doivent être saisis :
Y compris Xy(xz,yz) définir la machine à placer xy, yz, 0rxz
LE L'angle d'inclinaison de l'oblique-
LÀ Le diamètre de l'OUTIL .
SAINT-POT Position de départ;
ED_PEUT Fin de la publication ;
Exemple 1 pour la place oblique xy :
lorsque le plan d'usinage est sur le plan xy comme la pièce représentée dans Figure, l'angle d'obliquité de la pièce doit être calibré avant que le plan oblique soit usiné. Par conséquent , à ce stade, le l'usinage du plan oblique joue le rôle de calibrage de l'obliquité.
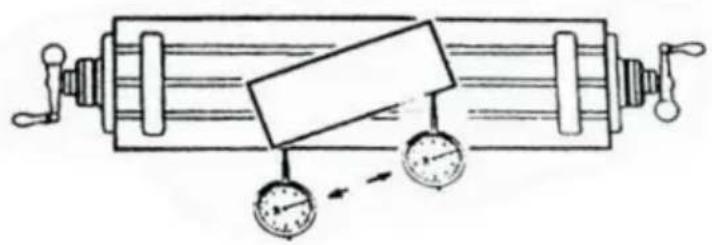
procédure d'étalonnage de l'obliquité
Placez d'abord la pièce sur la table de travail selon l'angle requis d'obliquité.
1) Entrez la fonction du plan oblique. 2)
sélectionnez la fonction du plan XY.
3) Entrez l'angle d'obliquité
4) Déplacez la table de travail jusqu'à ce que l'outil de mesure (comme un comparateur à cadran) installé sur la fraiseuse touche le plan d'étalonnage d'obliquité, l'ajuste à zéro et déplace la table de travail sur, n'importe quelle distance dans le direction de l'axe x.
5) Déplacez la table de travail à la distance de l'axe y jusqu'à ce que l'affichage tourne à zéro.
6.9. 1 200 ensembles de bibliothèques d'outils
Il faut toujours un OUTIL différent lors du traitement de différentes pièces · Pour fonctionnement pratique, les affichages numériques La ont pour fonction de
200 ensembles de bibliothèques d'outils.
Remarque : les 200 jeux de bibliothèques d'outils peuvent être utilisés uniquement lorsque le tour, est équipé du bloc de réglage d'outils.
- définissez un OUTIL de référence. Après le réglage de l'outil, l'axe x et l'axe Z à zéro, l'outil mettre à zéro la coordonnée absolue.
- En fonction de la taille de TOOL I et de datumTOOL, déterminez la position de l'OUTIL par rapport au zéro de la coordonnée absolue et de l'outil de référence · AS Figure 6-1. La taille relative de l'OUTIL 2 est AS suit l'axe x 25-30=- 5
, Axe Z 20-10=10 ·
- Enregistrez le numéro de l'OUTIL et la taille dans l'affichage numérique
- Le nombre d'OUTILS peut être saisi au hasard, les lectures numériques affichera la position de l'outil à la coordonnée absolue zéro · Déplacez la jusqu'à ce que l'axe X et l'axe Z affichent tous deux zéro · 5.
Les bibliothèques d'outils peuvent enregistrer les 200 ensembles de données d'outils.
- Les bibliothèques d'outils doivent être utilisées dans l'état d'ouverture. Les 200 ensembles Les bibliothèques rooi peuvent être ouvertes en appuyant continuellement dix fois
jusqu'à ce que la fenêtre de droite clignote TL - OPEN et une marque "21" s'affiche à à gauche de la fenêtre d'information de droite. La marque indique le
L'opérateur peut configurer ou réviser les 200 ensembles de bibliothèques d'outils en continu
en appuyant sur la ± dix fois entraîneront la destruction des 200 ensembles de bibliothèques d'outils touche fermée et la fenêtre droite clignote TL - CLOSE et la marque
disparaître · lorsque la marque « 21 » disparaît, les 200 ensembles de bibliothèques d'outils peuvent ne pas être révisé:
Les opérations pour les données TOOL et l'appel de TOOL sont présentées comme suit :
étape 1 : Dans l'état ABS, saisissez les données des 200 ensembles de bibliothèques TOOL.
ouvrir les 200 ensembles TOOL Libs en appuyant continuellement sur la touche
± dix fois A. Mark "" apparaîtra dans la fenêtre gauche de la fenêtre droite
fenêtre d'information.
étape 2 : appuyez sur TOOL pour accéder à l'état d'entrée. Entrez les données rooi 1 :

text_image
1000.000 X₀ TOOL 1 1000 000 Y₀ X N P A C + CTR Y 7 8 9 Jeudi → 🧑 X 0 ENT → 0.000 X₀ → 🧑 Y 0 ENT → 0.000 Y₀étape 3 : Saisie des données de l'OUTIL 2 :

text_image
1000.000 X₀ OUTIL 2 1000 000 Y₀ X N P A C + CTR Y 7 8 9 - BIV → 🧐 X 0 ENT → 5.000 X₀ → 🧐 Y 0 ENT → 10 000 Y₀étape 4 : appuyez sur pour continuer à saisir les données de l'outil suivant. EN APPUYANT
numéro et la clé l'opérateur peut directement saisir le spécial données d'outils. appuyez sur TOOL touche
Une fois les bibliothèques d'outils configurées, utilisez les bibliothèques d'outils conformément aux après les opérations suivantes, montez d'abord le deuxième outil.
text_image
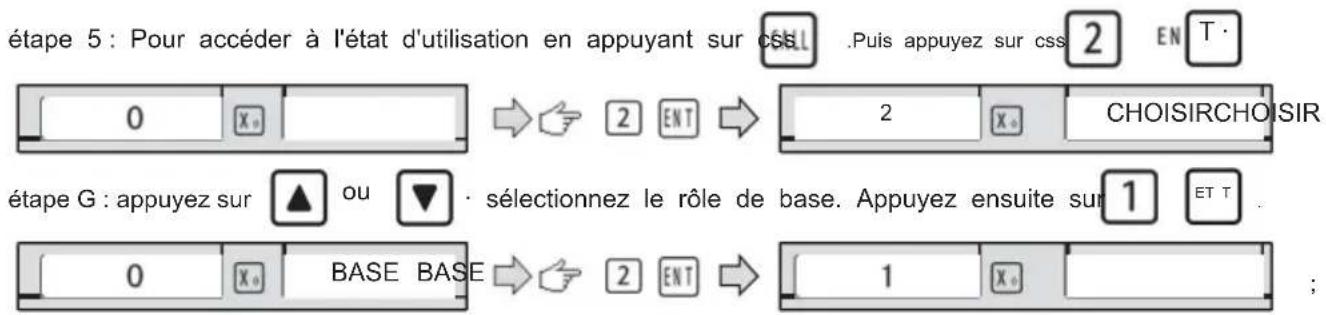
étape 5 : Pour accéder à l'état d'utilisation en appuyant sur cssL .Puis appuyez sur css 2 EN T 0 Xo → 2 ENT → 2 Xo CHOISIRCHOISIR étape G : appuyez sur ▲ ou ▼ - sélectionnez le rôle de base. Appuyez ensuite sur 1 ET T 0 Xo BASE BASE → 2 ENT → 1 Xo ;étape 7 : appuyez sur CALL pour quitter la fonction ;
Note:
lorsque l'outil de base est utilisé, l'axe ne peut pas être mis à zéro dans l'état ABS. quand les autres sont utilisés, l'axe ne peut être mis à zéro que dans l'état INC.
6. 9. 2 Fonction conique
Pour le tournage de la pièce avec un cône, le cône de la pièce peut être mesuré dans le traitement;

text_image
A B A B 60.0 B 4.90 A 8.5Operations :
Figure AS, surface de contact A de la pièce avec lectures de levier et réinitialise le point de lecture du levier à zéro :
étape 1 :appuyez sur, puis la fenêtre de message affiche UMEASU" à l' traitement du papier · Déplacez le levier de lecture vers la surface B jusqu'à ce que le les lectures du levier indiquent que le AS suit ;

flowchart
graph LR
A["Input Hand icon"] --> B["ÉVALUER"]
B --> C["Déplacer le lecture du levier"]
C --> D["ÉVALUER display with numeric values: 4.907, 8.500"]
étape 2 : appuyez sur T pour calculer.

text_image
4.907 ÉVALUER 8.500 le 60.000 ANGLE 30.000 le quatre quatre + CTR le autres ouduzions 9 - NVétape 3 : appuyez sur pour quitter la fonction ;
6. 9. 3 Fonction R/D
Pour les tours 2 x et les tours 3 axes, appuyez sur 12 , Le mode d'affichage l'axe des x est commuté entre le rayon et le diamètre. lorsque l'axe des x pour affichage du diamètre, une fenêtre d'information apparaîtra à gauche de la droite de marque u, mais lorsque l'axe X pour l'affichage d'un compteur ia, la marque
" " disparaît · seul l'axe x a la fonction du diamètre/rayon transformation.
-
- 4 Fonction Y + Z (applicable uniquement à : 3 axes La the)
Pour 3 axes La le, le compteur de l'axe y et le compteur de l'axe z
Peut être ajouté pour être affiché sur l'axe Z en appuyant sur la touche
puis appuyez sur la touche CAn pour annuler la fonction y + Z

6.10 EDM (fonction de personnalisation spéciale, si vous devez acheter, veuillez contacter le revendeur pour personnaliser)
1 Description : Cette fonction est utilisée pour l'usinage spécial de
Usinage par électroérosion (EDM). lorsque la valeur cible définie pour l'EDM
L'axe Z est égal à la valeur actuelle, l'affichage numérique affichera la valeur
signal de commutation pour contrôler l'EDM afin d'arrêter l'usinage en profondeur.
Le réglage de la direction de l'axe Z de l'affichage numérique est illustré dans la figure 1. ie Plus la profondeur est grande, plus la valeur des coordonnées de l'axe Z est grande affiche · depuis le début de l'usinage, la profondeur va progressivement s'approfondir et l'axe Z.
Selon la direction de l'axe Z définie, la direction d'usinage est divisé en usinage positif et négatif · lorsque l'électrode
descend et l'usinage s'effectue de haut en bas, le numérique
la valeur de lecture augmentera, ce qui est appelé usinage positif (positif).
Le réglage de cette direction est le réglage normal-
lorsque l'électrode ASC se termine et que l'usinage est effectué de bas en haut, la valeur de lecture numérique diminuera · Le
la direction d'usinage est la direction négative (négative), qui est également appelée usinage négatif (représenté par la Fig. 1)
L'affichage numérique dispose également d'autres fonctions, tel que négatif hauteur anti-incendie. La fonction de hauteur anti-incendie négative est une sorte de dispositif de protection de sécurité de suivi de position intelligent. Dans le processus de l'usinage, la surface de l'électrode va générer le carbone
phénomène d'accumulation. En raison de l'usinage de longue durée ou diurne sans tendre, lors de la génération de l'accumulation de carbone et
personne ne fait le nettoyage, l'électrode augmentera lentement le long de la direction négative · une fois que l'électrode dépasse le niveau de liquide, elle
prennent souvent feu et provoquent des pertes. Cette fonction est simplement configurée pour viser à ce problème. lors du réglage de la hauteur coupe-feu négative, et le
la hauteur accrue de l'électrode dépasse la hauteur entre elle et la
profondeur de la surface usinée (c'est-à-dire hauteur ignifuge négative), le numérique l'affichage de lecture clignotera pendant WQring ; en même temps, la sortie
le signal éteindra automatiquement l'EDM pour éliminer le risque d'incendie.

text_image
- 20 -10 10 020 Neati ve Positi ve bAFigure 1
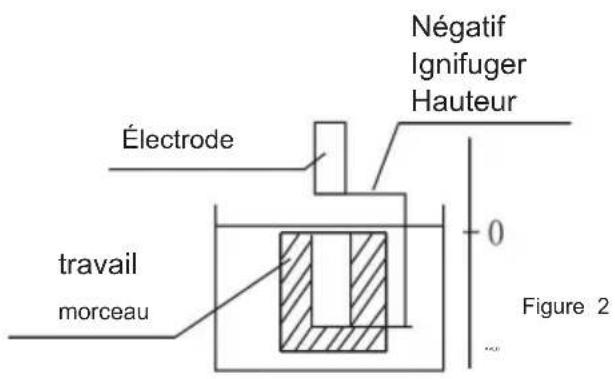
text_image
Négatif Ignifuger Hauteur Électrode 0 travail morceau Figure 22. procédure :
voir l'exemple suivant pour l'usinage détaillé
1) Avant l'usinage, définissez d'abord chaque paramètre de PROFONDEUR
(profondeur d'usinage);ERRHIGH(hauteur coupe-feu négative), usinage
direction (POSITIF / NÉGATIF); mode de sortie (AUTO/STOP) et Mode de sortie relais EDM · 2)
Déplacez l'électrode de l'axe principal de l'axe Z pour la mettre en contact avec le référence de la pièce · remettre l'axe A à zéro ou définir la valeur ·
3) Entrez dans l'usinage EDM en appuyant sur la touche EDS
4) L'axe X affichera la valeur cible de la profondeur d'usinage. L'axe Y affichera
la valeur d'affichage doit être la profondeur. (La valeur sur l'axe Y est la
valeur que la pièce a été usinée en profondeur) L'axe Z sera
affiche la valeur en temps réel de l'auto-positionnement. (La valeur sur l'axe Z est la valeur de position de l'électrode de l'axe principal de l'axe z.)
5) démarrer l'usinage, la valeur d'affichage de l'axe Z se rapproche progressivement de la valeur cible, la valeur d'affichage de l'axe Y se rapproche également progressivement de la valeur cible. Si à ce moment, l'électrode est montée et descendue à plusieurs reprises, la valeur d'affichage de l'axe Z changera par la suite, mais l'affichage de l'axe Y
la valeur ne changera pas, ce qui affichera toujours la profondeur usinée value.
6) lorsque la valeur d'affichage de l'axe Z est égale à la valeur cible définie, le l'interrupteur de position sera désactivé, l'EDM arrêtera l'usinage,
Selon le réglage de l'opérateur · Il existe deux types de modes de sortie :
a) Automatic Mode:
lors de l'entrée dans la fonction EDM, l'opérateur peut saisir les paramètres pour EDM.
La procédure de fonctionnement est la suivante :
1) définir les paramètres PCD (le réglage est le même que le réglage commun de PCD)
Après avoir saisi tous les paramètres et entré l'état d'usinage PCD · Le la position du premier trou sera affichée.
2) appuyez EDM pour entrer le paramètre de fonction EDM (la méthode de réglage est sur le même que le réglage commun du paramètre EDM); après avoir saisi tout
paramètres, appuyez en continu lorsque l'usinage pour entrer dans l'état d'usinage EDM. pour est terminé, appuyez sur entrer dans l'état d'usinage quitter la fonction EDM et PCD.
3) Dans l'état d'usinage PCD, appuyez sur pour la position du trou suivant, OVE la machine à la valeur d'affichage 0 , alors pr css EDM pour accéder
Fonction EDM à nouveau · 4)
Répétez l'étape 2 et l'étape 3 pour les points d'usinage suivants.
7 calculatrice
La calculatrice ne fournit pas seulement des calculs mathématiques normaux
, commeil+fournit également des calculs trigonométriques tels que
PÉCHÉ, Arc NAS, COS, Arc COS, TANNÉ, Arc TAN SQRT etc.
Les opérations sont les mêmes que celles des calculatrices commerciales, faciles à utiliser.
Fonction d'entrée et de sortie de la calculatrice
en état d'affichage normal : appuyez sur R pour accéder à la fonction calculatrice.
dans l'état d'affichage de la calculatrice : appuyez sur R pour quitter la fonction calculatrice.
Transfert de l'échelleRésultats pour les zx sélectionnés.
Une fois le calcul terminé, si la calculatrice affiche le mode défini sur mode 1 l'utilisateur peut :
appuyez X_0 pour transférer le résultat calculé sur l'axe x ; puis l'axe x
sur la fenêtre pour afficher cette valeur ;
presse Y_0 pour transférer le résultat calculé à l'axe du jouet ; puis ils
la fenêtre affichera cette valeur ;
appuyez Z0 pour transférer le résultat calculé vers l'axe z ; puis le z
sur la fenêtre pour afficher cette valeur ;
Transfert de la valeur d'affichage actuelle dans la fenêtre vers la calculatrice.
si la calculatrice affiche le mode défini pour le mode 1, l'utilisateur peut :
presse X pour transférer la valeur d'affichage dans la fenêtre x vers la calculatrice :
presse Y pour transférer la valeur d'affichage dans la fenêtre Y pour calculer r;
presse Z pour transférer la valeur d'affichage dans la fenêtre z vers la calculatrice ;
8 Appendix
1. Troubleshooting:
Échelle linéaire Dessins d'installation
Méthode d'installation :
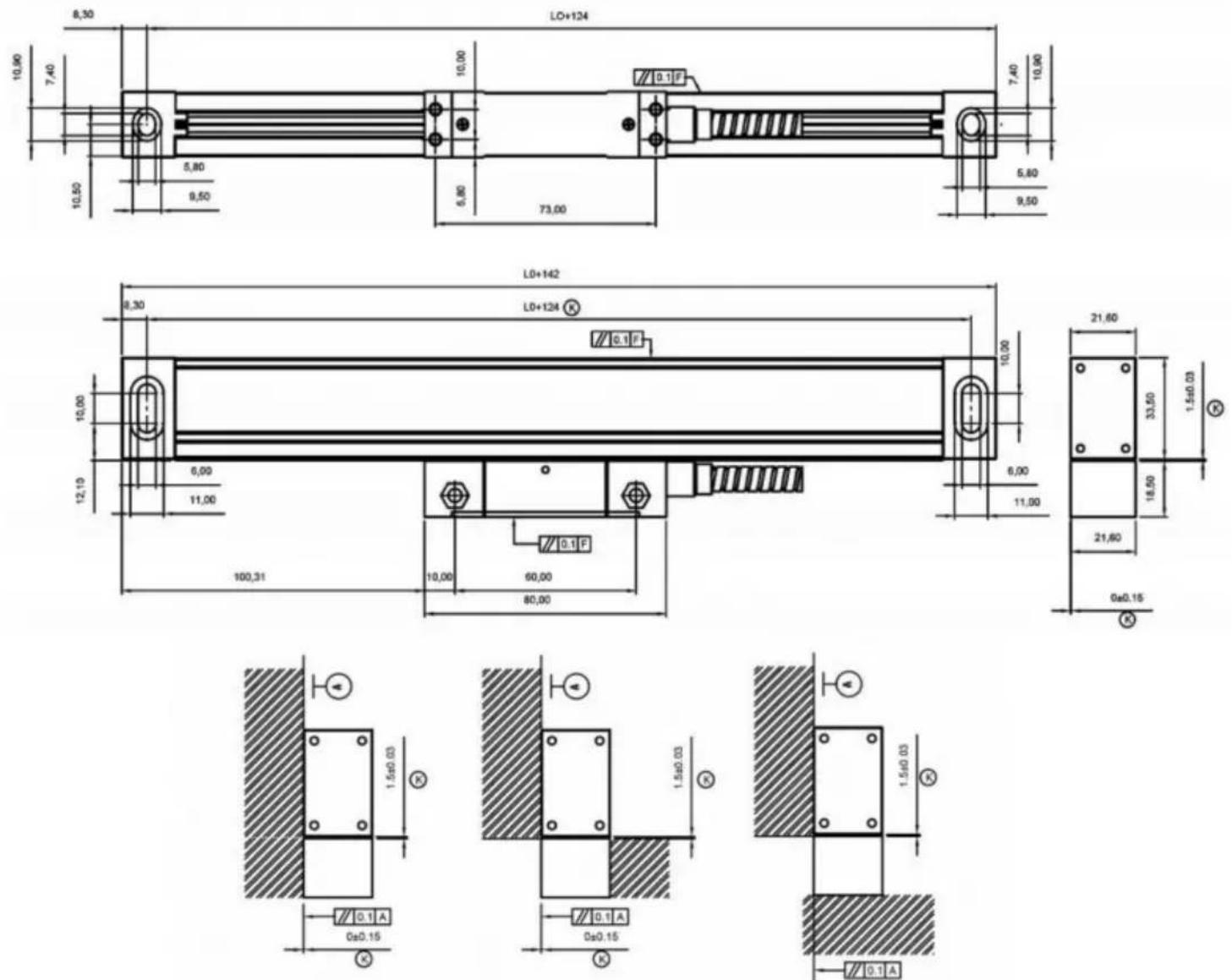
Taille standard : (Unité : mm)
| Modèle | IL | L1 | L2 | Modèle | L0 | L1 | L2 |
| YE-50 | 50 690 | 174 | 190 YE-550 550 | 674 | |||
| YE-100 | 100 | 224 | 240 YE-600 | 600 | 600 | 724 | 740 |
| YE-150 | 150 | 274 | 290 | YE-650 650 | 774 | 790 | |
| YE-200 200 | 324 | 340 YE-700 700 | 824 | 840 | |||
| YE-250 250 | 374 | 390 | YE-750 | 750 | 874 | 890 | |
| YE-300 300 | 424 | 440 YE-800 | 800 | 800 | 924 | 940 | |
| YE-350 350 | 474 | 490 YE-850 850 | 974 | 990 | |||
| YE-400 400 | 540 YE-900524 | 900 | 1024 | 1040 | |||
| YE-450 450 | 574 | 590 YE-950 950 | 1074 | 1090 | |||
| YE-500 500 | 624 | 640 YE-1000 1000 | 1124 | 1140 |
L0 : Longueur de mesure effective du codeur linéaire ; L1 : Longueur du codeur linéaire trous de montage ; L2 : longueur totale du codeur linéaire
Entretien:
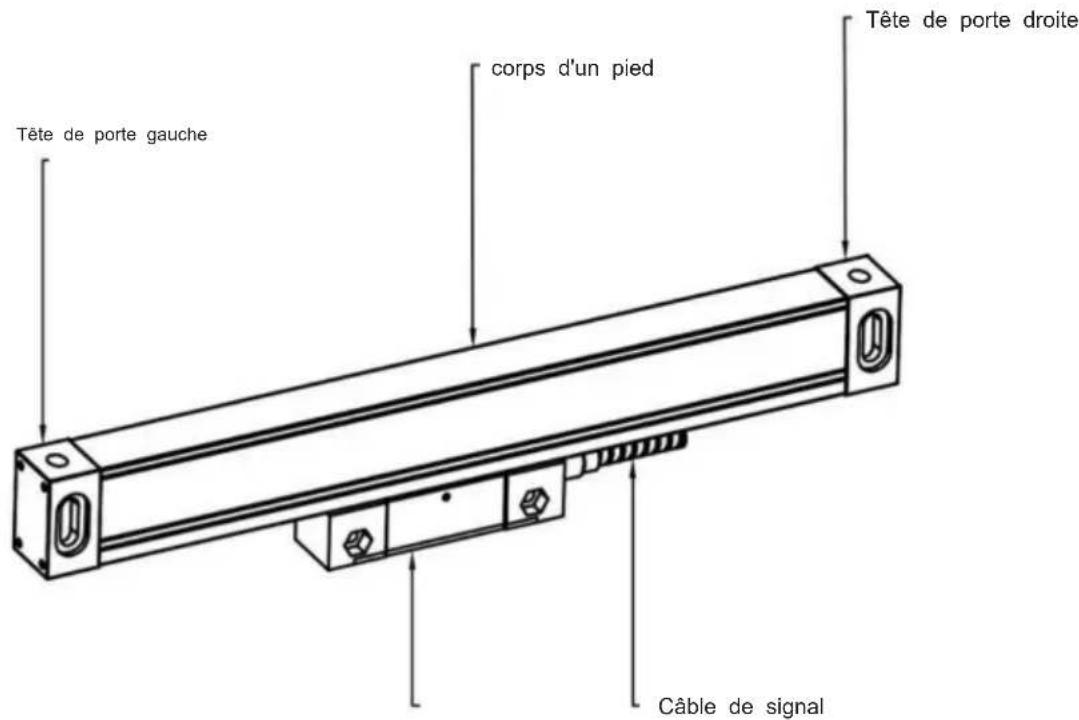
- La course effective du codeur linéaire doit être plus longue que la course maximale déplacement de la machine-outil. Si la longueur n'est pas suffisante, remplacez le codeur linéaire par une course plus grande ou ajoutez un bloc de fin de course sur les machines. L position finale de la tête de lecture par rapport à l'extrémité du corps du codeur linéaire ne doit pas être inférieure à 10 mm (voir le schéma suivant).
text_image
Tête de porte gauche corps d'un pied Tête de porte droite Câble de signalTête de lecture
- Pour toute surface non usinée, une cale doit être placée à l'arrière du codeur linéaire ou une cale d'installation fabriquée par l'utilisateur doit être utilisée pour assurer la stabilité et la fiabilité de la connexion entre la règle de réseau et la surface de montage.
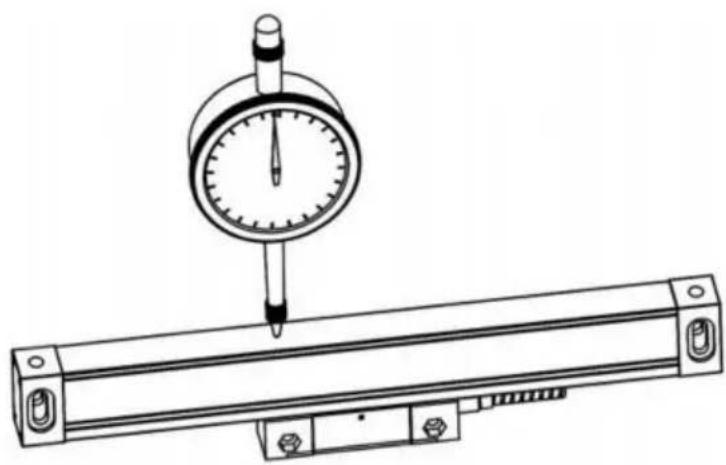
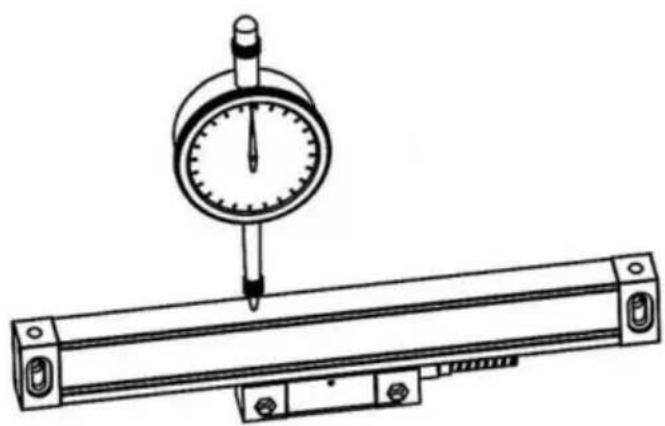
- Lorsque vous utilisez un comparateur à cadran ou un instrument similaire pour étalonner le parallélisme du codeur linéaire, l'angle de la tête latérale doit être compris entre ± 30 degrés et plus l'angle est petit, mieux c'est.
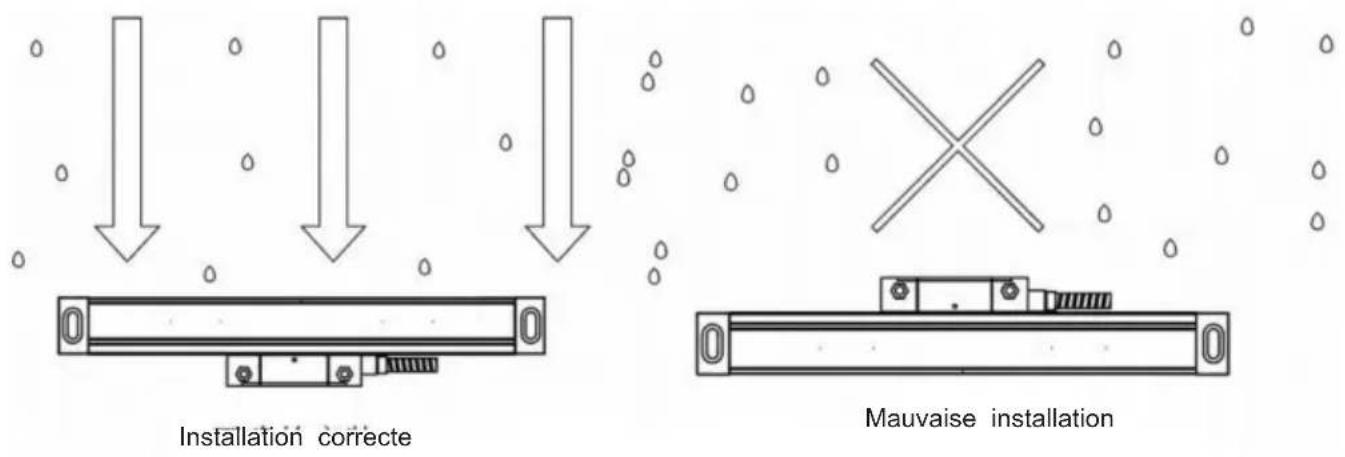
- La position d'installation du codeur linéaire doit éviter tout impact direct du fer limailles, huile, eau et poussière (comme indiqué sur la figure ci-dessous). La longueur d'installation de la plaque en L doit être aussi courte que possible dans les circonstances possibles, et la situation de force de la surface de montage doit être prise en considération.
text_image
Installation correcte Mauvaise installation-
Il doit y avoir un espace de 0,5 mm ou plus entre le cache-poussière et la règle corps et éviter tout contact entre le cache-poussière et le corps de la règle lorsque déplacer la tête de lecture (comme ci-dessous).
-
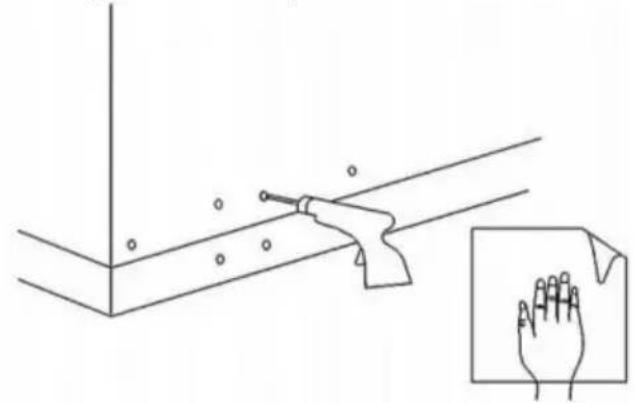
Profondeur du filetage de la vis d'installation, doit avoir au moins 6 dents de profondeur de verrouillage ; force la plus grande partie, comme le support de la plaque fixe de l'étagère du compteur d'affichage numérique, doit avoir 8 dents de profondeur de verrouillage ; série YE d'échelle, la profondeur du filetage profondeur de la profondeur de verrouillage. Tels que le support de l'étagère du compteur d'affichage numérique fixe plaque, doit avoir une profondeur de verrouillage supérieure à 8 dents ; échelle de la série YE avec vis M4 surface de montage installée taraudage après ébavurage de surface, peinture, élimination des taches.
(La figure suivante)
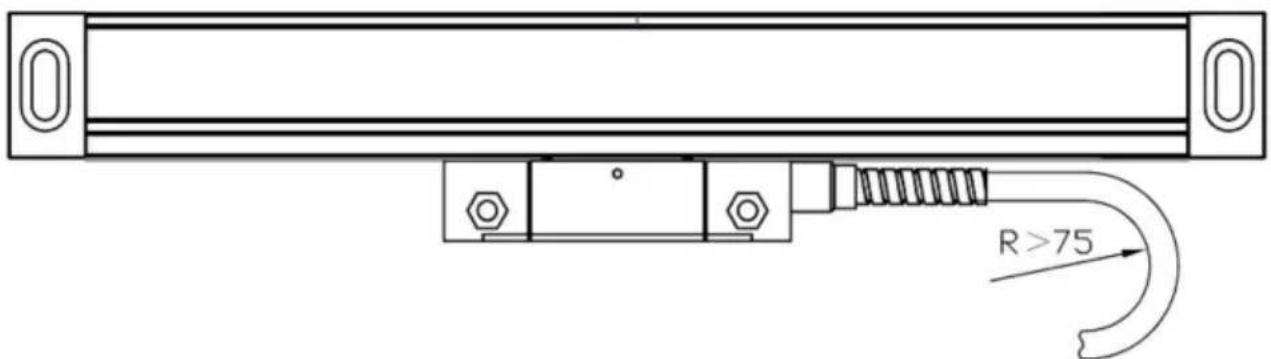
- La fixation de la ligne de signalisation doit tenir compte de toutes les distances de déplacement pertinentes. Position de fixation placée autant que possible au centre même de la course, et la ligne de signal en excès est fixée avec un lien métallique.
- Le réglage de la hauteur de l'échelle doit être la longueur du centre de l'échelle pour prendre les deux côtés du point de symétrie. Pour ajuster le point de référence, quelle que soit l'échelle, quelle que soit la direction du niveau scolaire ou de la hauteur, la plage de réglage : pour le corps de l'échelle, à une distance ne dépassant pas 20 mm de chaque extrémité de la tête de lecture doit prévaloir. Pour la tête de lecture, entre les deux surfaces de référence quadrilatérales (figure suivante)
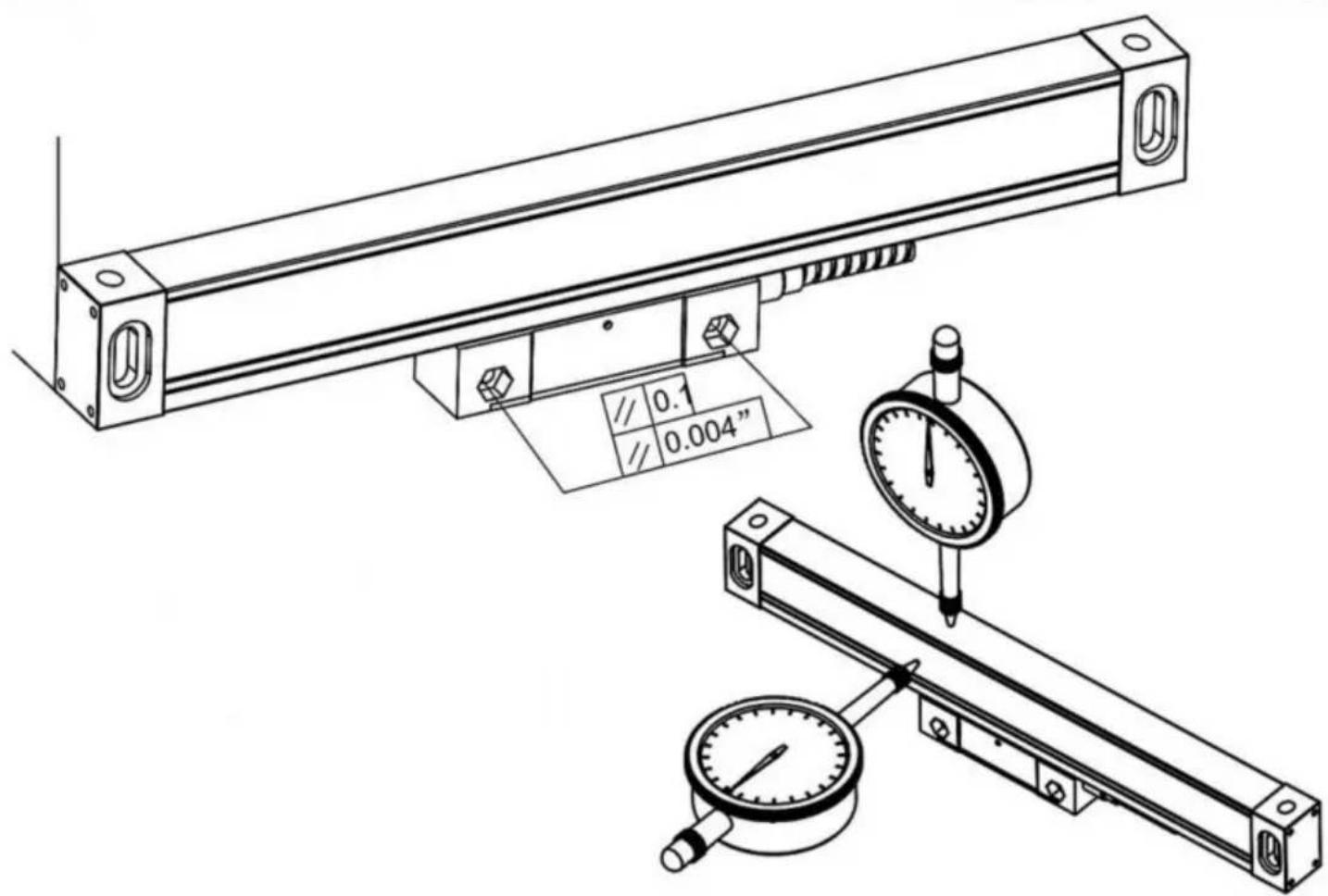
- Le rayon de courbure de la ligne de signal de la balance est supérieur à 60 mm.
text_image
R>75- Norme d'installation de la balance
(1) Norme de surface de base d'installation (Figure 4.8abc trois méthodes d'installation)
-
La surface d'installation du corps de la règle est parallèle à la surface d'installation de la tête de lecture et le parallélisme entre les surfaces d'installation est < 0,1 mm
-
La surface d'installation du corps de la règle est perpendiculaire à l'installation surface de la tête de lecture et la perpendicularité entre les surfaces d'installation est < 0,1 mm
2) Normes d'installation du corps de règle (Figure 4.9, Figure 4.10)
- Sens de hauteur par rapport au parallélisme du guide de la machine < 0,1 mm, maximum ne dépassant pas 0,15 mm En termes de point de symétrie, plus il est petit, mieux c'est.
3) Norme d'installation de la tête de lecture
- L'espace entre la tête de lecture et la direction de la hauteur du corps de la règle est de 0,8 mm à 1,6 mm après l'installation, puis retirez le bloc de tampon (Figure 4.11)
-
Tête de lecture côté A et corps de la règle côté B. Désalignement dans le sens horizontal. 0,25±0,15 mm
-
Parallélisme de la tête de lecture par rapport à machine-outil < 0,10 mm, le maximum ne peut pas dépasser 0,30 mm
Paramètre:
| Modle | SNS-3V-YE102024 | SNS-3V-YE161838 |
| Rated voltage: | CA 85-230 V 50 Hz/60 Hz | |
| Resolution | 5 μm | |
| Number of axles | 3 | |
| Range | 10 inches20 inches24 inches | 16 inches18 inches38 inches |
Accessoires standards :
| Accessories for digital display meters: | Accessories for grating ruler: |
| 1. Support rod * 12. Knife holder plate * 13. Transparent watch case * 14. Power cord * 15. Watch holder * 16. Butterfly piece * 27. M8 * 70 screw * 18. M10 * 55 screw * 19. Nut M10 * 110. Nut M8 * 111. Nut M5 * 112. Internal hexagonal screw M5 * 20 * 213. Internal hexagonal screw M5 * 25 * 114. M4 * hex socket screw * 415. M5 * 10 machine meter screws * 216. Washer φ 10 * 117. Washer φ 8 * 118. Washer φ 5 * 119. Rubber washer 20 * 10 * 1 * 120. Rubber washer 20 * 10 * 0.5 * 121. Spring washer φ 10 * 122. Spring washer φ 8 * 123. Spring washer φ 5 * 1 | 1. Ruler cover * 32. L mounting plate * 43. Plug * 64. Screw pack * 3 bagsEach bag contains:Internal hexagonal screw M4 * 30 * 4;Internal hexagonal screw M4 * 12 * 2;Internal hexagonal screw M4 * 8 * 4;U-shaped gasket T=0.2mm * 2;Washer φ 6 * 2;Washer φ 5 * 2;Washer φ 4 * 6;Line card * 2 |
Cet appareil est conforme à la partie 15 des règles de la FCC. Son fonctionnement est soumis aux deux conditions suivantes : (1) cet appareil ne doit pas provoquer d'interférences nuisibles et (2) il doit accepter toute interférence reçue, y compris les interférences pouvant provoquer un fonctionnement indésirable.
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREET, ASTWOOD NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
text_image
REPRÉSENTANT DE LA CEE-CrossStu GmbH
Mainzer Landstr.69, 60329 Francfort-sur-le-Main.
text_image
REPRÉSENTAN DU ROYAUME-UNIYH CONSULTING LIMITÉE.
Assistance technique et certificat de garantie électronique www.vevor.com/support