
M3601 - Oberfräse MAKITA - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts M3601 MAKITA als PDF.
| Marke | Makita |
| Modell | M3601 |
| Produkttyp | Oberfräse |
| Spannzangenaufnahme | 6 mm, 1/4" (6,35 mm) und/oder 8 mm (je nach Land) |
| Eintauchtiefe | 0 bis 35 mm |
| Leerlaufdrehzahl | 27 000 min⁻¹ |
| Gesamthöhe | 218 mm |
| Nettogewicht (gemäß EPTA 01/2003) | 2,7 kg |
| Schutzklasse | II (Doppelisolierung) |
| Stromversorgung | 230 V ~ 50 Hz, einphasig |
| Schalldruckpegel (LPA) | 91 dB(A) |
| Schallleistungspegel (LWA) | 102 dB(A) |
| Vibrationsemission (Nuten in MDF) | 7,5 m/s² (Unsicherheit K=1,5 m/s²) |
| Bearbeitbare Materialien | Holz, Kunststoff und ähnliche Materialien |
| Hauptfunktionen | Bündigfräsen, Profilfräsen, Nutenfräsen |
| Tiefeneinstellung | Mittels Anschlagstange und Anschlagblock mit 3 Sechskantschrauben (Steigung 0,8 mm) |
| Geradführung | Inklusive (Führungsstangen und Flügelschrauben) |
| Staubabsauganschluss | Für Absaugung erhältlich (für europäische Länder) |
| Wartung | Regelmäßige Inspektion, Reinigung ohne aggressive Lösungsmittel, Reparatur durch autorisiertes Makita-Servicecenter |
| Standardzubehör | Spannschlüssel, Spannzange 6 mm/1/4", Geradführung; je nach Land: Spannzange 8 mm, Staubabsauganschluss |
Häufig gestellte Fragen - M3601 MAKITA
Benutzerfragen zu M3601 MAKITA
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Oberfräse kostenlos im PDF-Format! Finden Sie Ihr Handbuch M3601 - MAKITA und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. M3601 von der Marke MAKITA.
BEDIENUNGSANLEITUNG M3601 MAKITA
| EN | Router | INSTRUCTION MANUAL | 6 |
| FR | Défoncéuse | MANUEL D'INSTRUCTIONS | 11 |
| DE | Oberprüse | BETRIEBSANLEITUNG | 17 |
| IT | Fresatrice verticale | ISTRUZIONI PER L'USO | 23 |
| NL | Bovenfrees | GEBRUIKSAANWIJZING | 29 |
| ES | Rebajadora | MANUAL DE INSTRUCCIONES | 35 |
| PT | Tupia | MANUAL DE INSTRUÇões | 41 |
| DA | Overfræser | BRUGSANVISNING | 47 |
| EL | PÔτερ | ΕΓXEΙΡΙΔΙΟ ΕΔΗΓΙΩN | 52 |
| TR | Freze | KULLANMA KILAVUZU | 58 |
M3601
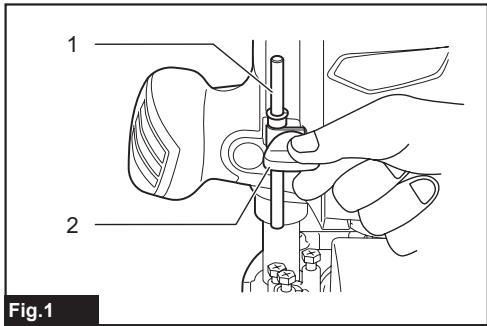
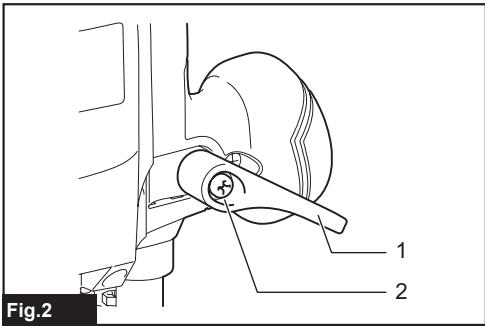
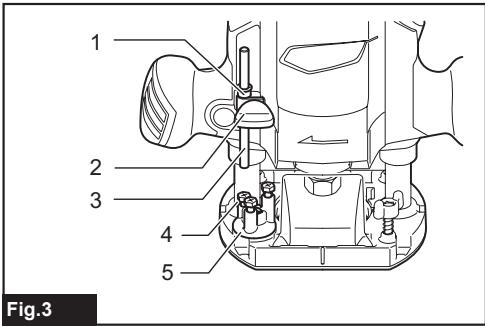
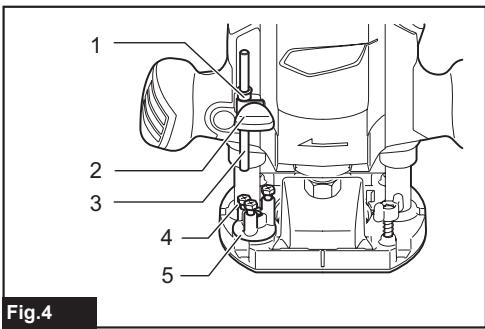
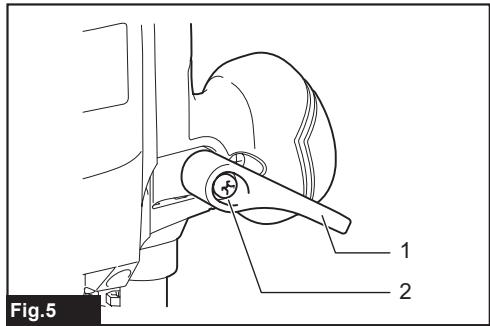
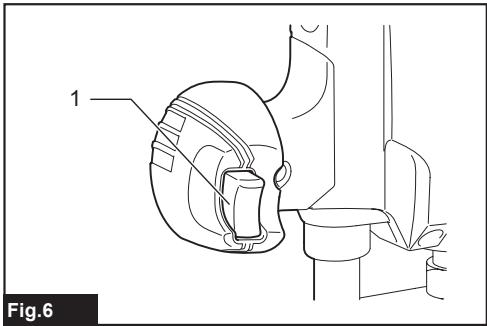
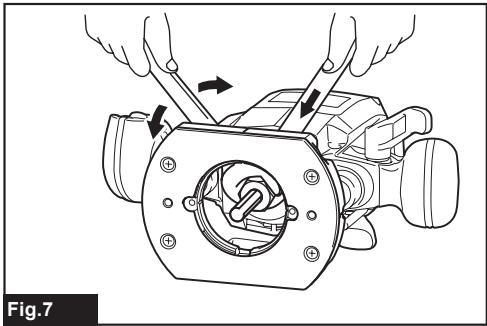
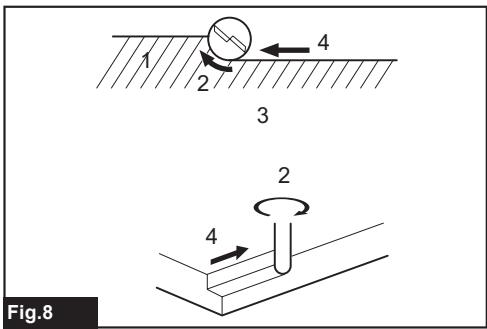
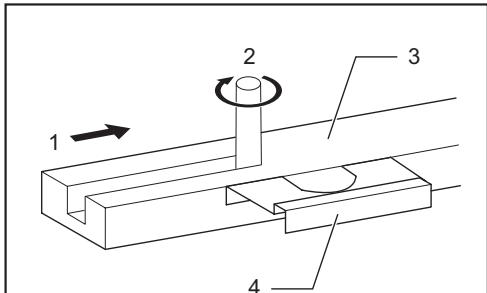
Fig.9
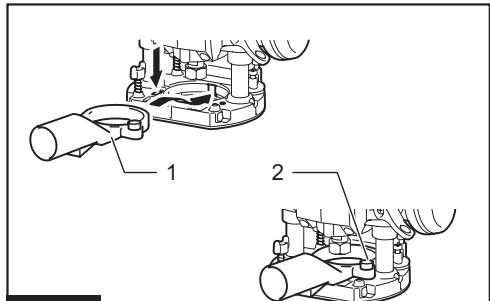
Fig.13
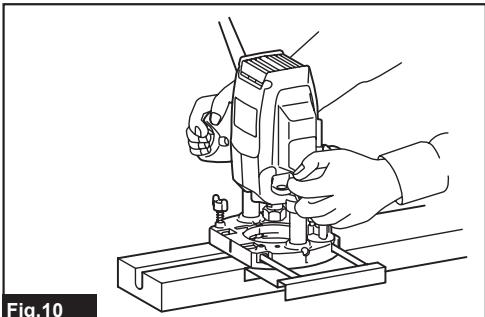
Fig.10
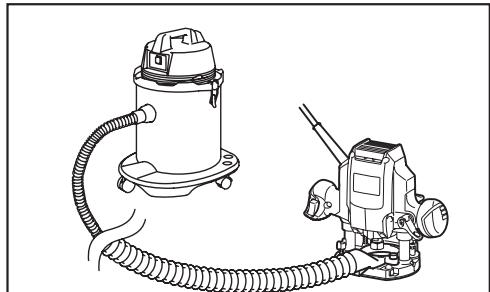
Fig.14
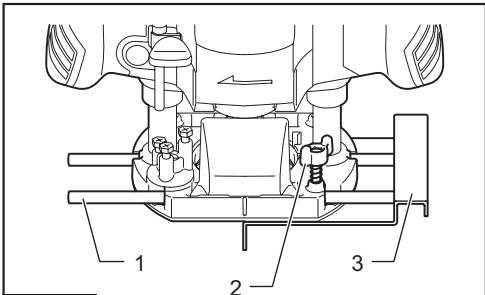
Fig.11
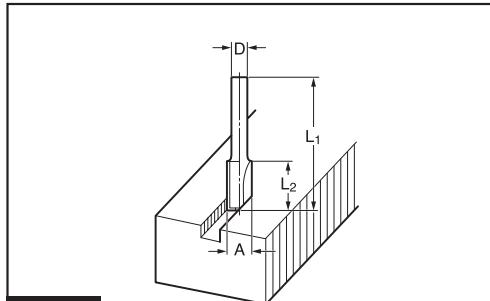
Fig.15
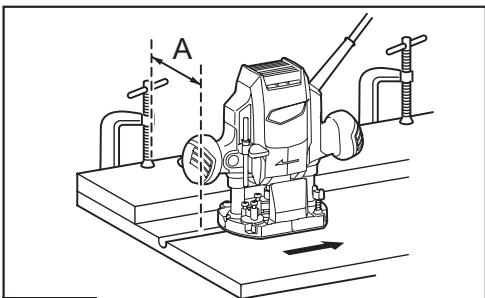
Fig.12
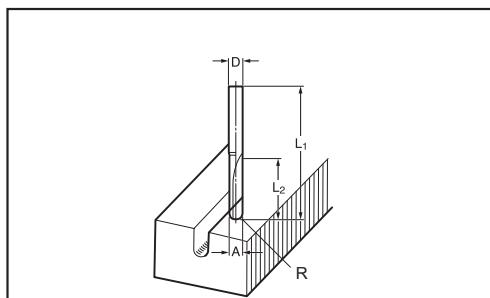
Fig.16
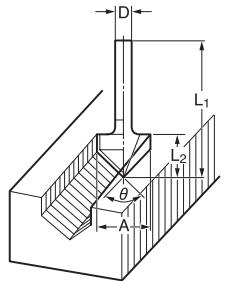
Fig.17
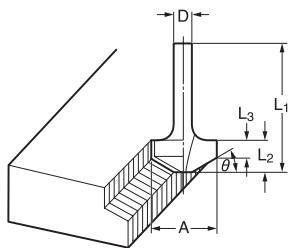
Fig.21
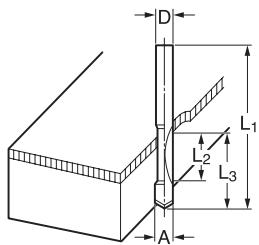
Fig.18
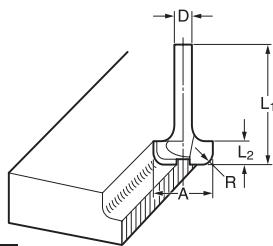
Fig.22
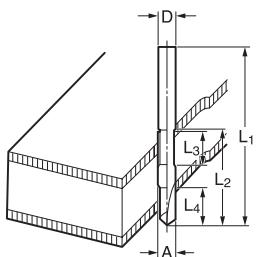
Fig.19
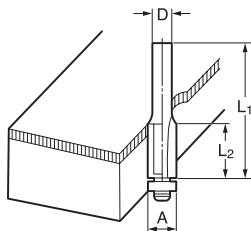
Fig.23
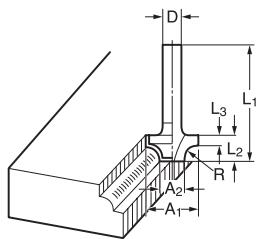
Fig.20
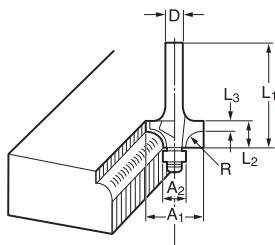
Fig.24
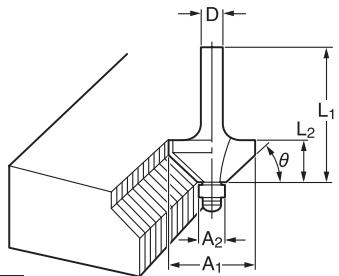
Fig.25
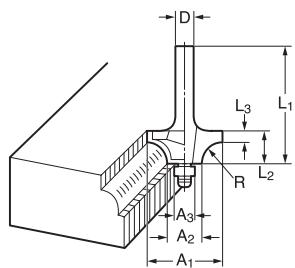
Fig.26
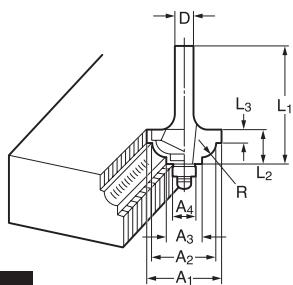
Fig.27
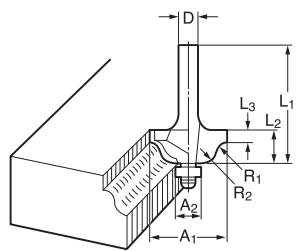
Fig.28
SPECIFICATIONS
| Model: | M3601 |
| Collet chuck capacity | 6 mm, 1/4" and/or 8 mm |
| Plunge capacity | 0 - 35 mm |
| No load speed | 27,000 min-1 |
| Overall height | 218 mm |
| Net weight | 2.7 kg |
| Safety class | 回/II |
| Modell: | M3601 |
| Spannzangenfutterkapazität | 6 mm, 1/4" und/oder 8 mm |
| Hubhöhe | 0 - 35 mm |
| Leerlaufdrehzahl | 27.000 min-1 |
| Gesamthöhe | 218 mm |
| Nettogewicht | 2,7 kg |
| Sicherheitsklasse | 回/II |
- Wir behalten uns vor, Änderungen der technischen Daten im Zuge der Entwicklung und des technischen Fortschritts ohne vorherige Ankündigung vorzunehmen.
Die technischen Daten können von Land zu Land unterschiedlich sein.
Gewicht nach EPTA-Verfahren 01/2003
Vorphesehene Verwendung
Das Werkzeug ist zum Bündigfräsen und Profildrehen von Holz, Kunststoff und ähnlichen Materialien vorgesehen.
Stromversorgung
Das Werkzeug sollte nur an eine Stromquelle ange-schlossen werden, deren Spannung mit der Angabe auf dem Typenschild übereinstimmt, und kann nur mit Einphasen-Wechselstrom betrieben werden. Diese sind doppeltschutzisoliert und können dazu auch an Steckdosen ohne Erdleiter verwendet werden.
Gerausch
Typischer A-bewerteter Gerauschpegel ermittelt gemäß EN60745:
Schalldruckpegel (L_pA) : 91 dB (A)
Schallleistungspegel (LwA): 102 dB (A)
Messunsicherheit (K): 3 dB (A)
AWRnUNG:EinenGehorschutztragen.
Schwingungen
Schwingungsgesamtwert (Drei-Achsen-Vektorsumme) ermittelt gemäß EN60745:
Arbeitsmodus: Nutenfräsen in MDF
Schwingungsemission (a_h) .. 7,5m / s^2
Messunsicherheit (K): 1,5 m/s²
HINWEIS: Der angegebene
Schwingungsemissionswert wurde im Einklang mit der Standardprümethode gemessen und kann für den Vergleich zwischen Werkzeugen herangezogen werden.
HINWEIS: Der angegebene
Schwingungsemissionswert kann auch für eine Vorbewertung des Gefährungsgrades verwendet werden.
AWRnung:Die Schwingungsemission wahrnd der tatsächlichen Benutzung des Elektrowerkzeugs kann je nach der Benutzungsweise des Werkzeugs vom angegebenen Emissionswert abweichen.
WARNING: Identifizierenden Sie
Sicherheitsmaßnahmen zum Schutz des Benutzers anhand einer Schätzung des Gefährungsgrades unter den tatsächlichen Benutzungsbedingungen (unter Berücksichtigung aller Phasen des Arbeitszyklus, wie z. B. Ausschalt- und Leerlaufzeiten des Werkzeugs zusätzlich zur Betriebszeit).
EG-Konformitätserklarung
Nur für europäische Länder
Makita erklart, dass die folgende(n) Maschine(n):
Bezeichnung der Maschine: Oberfräse
Modell-Nr./Typ: M3601
Entspricht den folgenden europäischen Richtlinien: 2006/42/EG
Sie werden gemäß den folgenden Standards oder standardisierten Dokumenten hergestellt: EN60745
Die technische Akte in Übereinstimmung mit 2006/42/
EGistrehaltlichvon:
Makita, Jan-Baptist Vinkstraat 2, 3070, Belgien 31.8.2015

Yasushi Fukaya
Direktor
Makita, Jan-Baptist Vinkstraat 2, 3070, Belgien
Allgemeine Sicherheitswarningsen für Elektrowerkzeuge
WARNUNG: Lesen Sie alle
Sicherheitswarnings und Anweisungen durch.
Eine Missachtung der unten aufgeführten Warnungen und Anweisungen kann zu einem elektrischen Schlag, Brand und/oder schweren Verletzungen führen.
Bewahren Sie alle Warnungen und Anweisungen für spätere Bezugnahme auf.
Der Ausdruck „Elektrowerkzeug" in den Warnhinweisen bezieht sich auf Ihr mit Netzstrom (mit Kabel) oder Akku (ohne Kabel) betriebenes Elektronerkzeug.
Sicherheitswarningsen für Oberprüse
- Halten Sie das Elektrowerkzeug an den isolierten Grillflächen, weil der Fräser das eigene Kabel berühren kann. Bei Kontakt mit einem Strom führenden Kabel werden die freiliegenden Metalteile des Elektrowerkzeugs bereits Strom führend, so dass der Benutzer einen elektrischen Schlag erleiden kann.
- Verwenden Sie Klemmen oder eine andere praktische Methode, um das Werkstück auf einer stäblichen Unterlage zu sichern und abzustützen. Wenn Sie das Werkstück nur mit der Hand oder gegen ihren Körper halten, befindet es sich in einer instabilen Lage, die zum Verlust der Kontrolle führen kann.
- Tragen Sie bei längeren Betriebszeitsspannen einen Gehorschutz.
- Behandeln Sie die Oberfräseineinsätze mit größter Sorgfalt.
- Überprüfen Sie den Oberfräseineinsatz vor dem Betrieb sorgfältig auf Risse oder Beschädigung. Wechseln Sie einen gerissenen oder beschädigten Einsatz unverzüglich aus.
- Vermeiden Sie das Schneiden von Nageln. Untersuchen Sie das Werkstück sorgfältig auf Nagel, und entfern den Sie diese vor der Bearbeitung.
- Halten Sie das Werkzeug mit beiden Händen fest.
- Halten Sie ihre Höhe von rotierenden Teilen fern.
- Vergewissern Sie sich vor dem Einschalten des Werkzeugs, dass der Oberfraseneinsatz nicht das Werkstück berührt.
- Lassen Sie das Werkzeug vor der eigentlichen Bearbeitung eines Werkstücks eine Weile laufen. Achten Sie auf Vibrationen oder Taumelbewegungen, die auf einen falsch montierten Einsatz hindeuten konnen.
- Achten Sie sorgfältig auf die Drehrichtung und die Vorschubrichtung des Oberfränseneinsatzes.
- Lassen Sie das Werkzeug nicht unbeaufsichtigt laufen. Benutzen Sie das Werkzeug nur im handgeführten Einsatz.
- Schalten Sie das Werkzeug stets aus, und warten Sie, bis der Oberfräseineinsatz zum vollständigen Stillstand kommt, bevor Sie ein aus dem Werkstück hersausnahmen.
- Vermeiden Sie eine Berührung des Oberfraseneinsatzes unmittelbar nach der Bearbeitung, weil er dann noch sehr hei ist und Hautverbrennungen verursachen kann.
-
Beschmieren Sie die Grundplatte nicht achtlos mit Verdünner, Benzin, Öl oder dergleichen. Diese Stoffe können Risse in der Grundplatte verursachen.
-
Verwendten Sie Oberfräseineinsätze mit korrektem Schaftdurchmesser, die für die Drehzahl des Werkzeugs geeignet sind.
- Manche Materialien können gifting Chemikalien enthalten. Treffen Sie Vorsichtsmaßnahmen, um das Einatmen von Arbeitsstaub und Hautkontakt zu verhüten. Befolgen Sie die Sicherheitsdaten des Materiallieferanten.
- Verwenden Sie stets die korrekte Staubschutz-/Atemmaske für das jeweilige Material und die Anwendung.
DIese ANWEISUNGEN AUFBEWAHREN.
AWRnUNG: Lassen Sie sich NICHT durch Bequemlichkeit oder Vertrautheit mit dem Produkt (durch wiederholten Gebrauch erworben) von der strikten Einhaltung der Sicherheitsregeln fur das vorliegende Produkt abhalten. MISSBRAUCH oder Missachtung der Sicherheitsvorschriften in dieser Anleitung konnen schwere Personenschäden verursachen.
FUNKTIONSBESCHREIBUNG
AVORSICHT: Vergewissern Sie sich vor jeder Einstellung oder Funktionsprufung des Werkzeugs stets, dass es ausgeschelt und vom Stromnetz getrennt ist.
Einstellen der Frästiefe
- Stellen Sie das Werkzeug auf eine ebene Fläche. Lösen Sie die Schraube, mit der die Anschlagstange befestigt ist.
Abb.1: 1. Anschlagstange 2. Schraube - Losen Sie den Verriegelungshebel, und senken Sie den Fräskorb ab, bis der Oberfraseneinsatz die ebene Fläche leicht berührt. Ziehen Sie den Verriegelungshebel an, um den Fräskorb zu verriegeln.
Abb.2: 1.Verriegelungshebel 2.Schraube - Senken Sie die Anschlagstange ab, bis sie die Sechskant-Einstellscha Rulehrt. Richten Sie den Tiefenzeiger auf den Teilstrich, 0^ aus.
Abb.3: 1. Tiefenzeiger 2. Schraube 3. Anschlagstange 4. Sechskant-Einstellschaube 5. Anschlagblock - Heben Sie die Anschlagstange an, bis die gewünschte Frästiefe erreicht ist. Die Frästiefe wird durch den Tiefenzeiger auf der Skala (1 mm pro Teilstrich) angezeigt. Ziehen Sie dann die Schraube fest, um die Anschlagstange zu sichern.
- Sie konnen die vorbestimmte Frästiefe erhalten, indem sie den Verriegelungshebel losen und dann den Fraskorb absenken, bis die Anschlagstange die Sechskant-Einstellschaube berührt.
AVORSICHT: Da übermäßiges Fräsen eine Überlustung des Motors oder schwierige Kontrolle des Werkzeugs verursachen kann, sollte die Frästiefe nicht mehr als 15 mm (9/16") pro Durchgang betragen, wenn Nuten mit einem Einsatz von 8 mm (5/16") Durchmesser gefällt werden.
AVORSICHT: Beim Fräsen von Nuten mit einem Einsatz von 20 mm (13/16") Durchmesser sollte die Frästiefe nicht mehr als 5 mm (3/16") pro Durchgang betragen.
AVORSICHT: Wenn Sie Nuten von mehr als 15 mm (9/16") Tiefe mit einem Einsatz von 8 mm (5/16") Durchmesser oder mehr als 5 mm (3/16") Tiefe mit einem Einsatz von 20 mm (13/16") Durchmesser fräsen wollen, führen Sie mehrere Durchgänge mitortschreitend tieferen Fräseinstellungen durch.
Anschlagblock
Der Anschlagblock weist drei Sechskant-Einstellschrauben auf, die sich um 0,8 mm (ca. 1 / 32^ pro Umdrehung haben oder senken. Mithilfe dieser Sechskant-Einstellschrauben konnen Sie bequem drei unterscheidliche Schnitttiefen erhalten, ohne die Anschlagstange neu einstellen zu müssen.
Abb.4: 1. Tiefenzeiger 2. Schraube
3. Anschlagstange 4. Sechskant-Einstellschaube 5. Anschlagblock
- Stellen Sie die unterste Sechskantschraube nach der Methode „Einstellen der Frästiefe" ein, um die größte Frästiefe zu erhalten.
- Stellen Sie die beiden übrigen Sechskantschrauben ein, um flachere Frästiefen zu erhalten. Die Höhenunterschiede dieser Sechskantschrauben entsprechen den Frästiefenunterschieden.
- Drehen Sie die Sechskantschrauben zum Einstellen der Tiefe. Der Anschlagblock ist auch praktisch, um drei Durchgänge mit fortschreitend tieferen Fräseinstellungen durchzuführen, wenn tiefe Nuten gefrast werden.
HINWEIS: Wenn Sie einen Einsatz verwenden, der eine Gesamtlänge von 60 mm (2-3/8") oder mehr, oder eine Kantenlänge von 35 mm (1-3/8") oder mehr besitzt, kann die Frästiefe nicht so eingestellt werden, wie vorher beschrieben. Gehen Sie zum Einstellen folgendermaßen vor:
- Lösen Sie den Verriegelungshebel, und stellen Sie den Fräserüberstand unter der Grundplatte auf die gewünschte Frästiefe ein, indem Sie den Fräskorb anheiten oder absenken.
- Ziehen Sie den Verriegelungshebel wieder an, um den Fräskorb auf dieser Frästiefe zu verriegeln. Halten Sie den Fräskorb während der Benutzung auf dieser Position verriegelt.
Da der Einsatz immer von der Grundplatte übersteht,
lassen Sie bei der Handhabung des Werkzeugs
Vorsicht walten.
Einstellen des Verriegelungshebels
Die verriegelte Position des Verriegelungshebels ist einstellbar. Um sie einzustellen, entfern den Sie die Befestigungsschraube des Verriegelungshebels. Der Verriegelungshebel lost sich. Stellen Sie den Verriegelungshebel auf den gewünschten Winkel ein. Ziehen Sie den Verriegelungshebel nach der Einstellung im Uhrzeigersinn fest.
Abb.5: 1.Verriegelungshebel 2.Schraube
Schalterfunktion
AVORSICHT: Vergewissern Sie sich vor dem Anschlieben des Werkzeugs an das Stromnetz stets, dass der Ein-Aus-Schalter ordnungsgemäß Funktioniert und beim Loslassen in die AUS-Stellung zurückkehrt.
Zum Einschalten des Werkzeugs betätigten Sie einfach den Ein-Aus-Schalter. Zum Ausschalten halten Sie den Ein-Aus-Schalter los.
Abb.6: 1. Ein-Aus-Schalter
MONTAGE
AVORSICHT: Vergewissern Sie sich vor der Ausführung von Arbeiten am Werkzeug stets, dass es ausgeschelt und vom Stromnetz getrennt ist.
Montage und Demontage des Oberfränseneinsatzes
Führn Sie den Einsatz bis zum Anschlag in den Spanzzangenkonus ein, und ziehen Sie die Spanzzangenmutter mit den zwei Schraubenschlusseln fest. Ein Spanzzangenkonus von 8 mm kann geben dem werkseite im Werkzeug montierten Spanzzangenkonus von 6 mm bzw. 1/4 " ebenfalls in der Standardausstattung enthalten sein (abhängig vom Land). Verwendten Sie einen Spanzzangenkonus der korrekten Geschäfte für den zu benutzenden Einsatz.
Abb.7
Zum Abnehmer des Einsatzes wenden Sie das Montageverfahren umgekehrt an.
AVORSICHT: Installieren Sie den Oberfräseinsatz sicher. Verwenden Sie stets nur den mit dem Werkzeug gefelften
Schaubenschlüssel. Einloser oder zu fest angezogener Oberfraseneinsatz kann gefährlich sein.
AVORSICHT: Ziehen Sie die
Spannzangenmutter nicht ohne eingefürgten Einsatz an. Dies kann dazu führen, dass der Spannzangenkonus bricht.
BETRIEB
Setzen Sie die Grundplatte auf das zubearbeitende Werkstuck auf,ohne dass der Oberfraseneinsatz mit dem Werkstuck in Berührung kommt. Schalten Sie dann das Werkzeug ein, und warten Sie, bis der Oberfraseneinsatz die volle Drehzahl erreicht hat. Senken Sie den Fraskorb ab,und schiben Sie das Werkzeug bei flach aufliegender Grundplatte gleichm 巴 ig über die Werkstuckoberflache vor,bis der Schnitt ausgefuhr ist. Beim Kantenfransen sollte die Werkstuckoberflache auf der linken Seite des Oberfraseneinsatzes in Vorschubrichtung liegen.
Abb.8: 1. Werkstück 2. Einsatz-Drehrichtung 3. Ansicht von der Oberseite des Werkzeugs 4. Vorschubrichtung
HINWEIS: Zu schnelles Vorschieben des Werkzeugs kann schlechte Schnittqualität oder Beschädigung des Oberfräseineinsatzes oder Motors zur Folge haben. Zu langsames Vorschieben des Werkzeugs kann Verbrennung oder Beschädigung des Schnits zur Folge haben. Die korrekte Vorschubgeschwindigkeit hängt von der Höhe des Oberfräseineinsatzes, der Art des Werkstücks und der Frästiefe ab.
Bevor Sie den Schnitt am tatsächlichen Werkstück ausfuhren, ist es ratsam, einen Probeschnitt in einem Stück Abfallholz zu machen. Dies gibt Ohnen die Möglichkeit, das genaue Aussehen des Schnitts festzustellen und die Abmessungen zu überprüften.
HINWEIS: Wenn Sie die Geradführung oder die Frasenführung verwenden, halten Sie die Vorrichtung auf der rechten Seite in Vorschubrichtung. Diesträgt dazu bei, sie bündig mit der Seite des Werkstücks zu halten.
Abb.9: 1. Vorschubrichtung 2. Einsatz-Drehrichtung 3. Werkstück 4. Geradführung
Geradfuhrung
Die Geradführung ist effektiv, um gerade Schnitte beim Anfasen oder Rillenfriesen auszufahren.
Abb.10
Zum Montieren der Geradführung führen Sie die Führungsstangen in die LÖcher der Grundplatte ein. Stellen Sie den Abstand zwischen Einsatz und Geradführung ein. Ziehen Sie die Flügelschrauben am gewünschen Abstand fest, um die Geradführung zu sichern. Schieber den Sie das Werkzeug beim Fräsen so vor, dass die Geradführung an der Seite des Werkstücks anliegt.
Abb.11: 1.Führungsstange 2.Klemmschraube 3.Geradfuhrung
Falls der Abstand (A) zwischen der Seite des Werkstücks und der Frasposition zu breit für die Geradfuhrung ist, oder die Seite des Werkstücks nicht gerad ist, kann die Geradfuhrung nicht benutzt werden. Klemmen Sie in thisem Fall ein gerades Brett am Werkstück fest, und benutzten Sie these als Führung gegen den Frästisch. Schiebern Sie das Werkzeug in Pfeilrichtung vor.
Abb.12
Absaugstutzensatz (nur für europäische Länder)
Benutzen Sie den Absaugstutzen für Staubabsaugung. Befestigen Sie den Absaugstutzen mit der Rändelschraube so an der Grundplatte, dass der Vorsprung des Absaugstutzens in der Aussparung der Grundplatte sitzt. Schlieben Sie dann ein Sauggerät an den Absaugstutzen an.
Abb.13: 1.Absaugstutzen 2.Flugelschraube
Abb.14
WARTUNG
AVORSICHT: Vergewissern Sie sich vor der Durchführung von Überprüfungen oder Wartungsarbeiten des Werkzeugs stets, dass es ausgescheltet und vom Stromnetz getrennt ist.
ANMERKUNG: Verwenden Sie auf keinen Fall Benzin, Waschbenzin, Verdünner, Alkohol oder dergleichen. Solche Mittel konnen Verfärbung, Verformung oder Rissbildung verursachen.
Um die SICHERHEIT und ZUVERLÄSSIGKEIT这点es Produktus zu gewährleisten, sollenen Reparaturen und andere Wartungs- oder Einstellarheiten nur von Makita-Vertragswerkstätten oder Makita-Kundendienstzentren unter ausscheidlicher Verwendung von Makita-Originalersatzteilen ausgefuhr werden.
SONDERZUBEHÖR
AVORSICHT: Die folgenden Zubehörteile oder Vorrichtungen werden für den Einsatz mit dem in dieser Anleitung beschriebenen Makita-Werkzeugempfohlen. Die Verwendung anderer Zubehörteile oder Vorrichtungen kann eine Verletzungsgefahr darstellen. Verwendten Sie Zubehörteile oder Vorrichtungen nur für ihren vorgesehenen Zweck.
Wenn Sie weitere Einzelheiten bezüglich dieser Zubehörnteile bereitsigen, wenden Sie sichibi an ihre Makita-Kundendienststände.
Gerad- und Nutenfraser
Kantenfraser
Laminatfraser
HINWEIS: Manche Teile in der Seite können als Standardzubehör im Werkzeugsatz enthalten sein. Sie können von Land zu Land unterschiedlich sein.
Oberfraseneinsätze
Geradfraser
Abb.15
Einheit: mm
| D | A | L1 | L2 |
| 6 | 20 | 50 | 15 |
| 1/4" | |||
| 8 | 8 | 60 | 25 |
| 6 | 8 | 50 | 18 |
| 1/4" | |||
| 6 | 6 | 50 | 18 |
| 1/4" |
,U"-Nutenfraser
Abb.16
Einheit: mm
| D | A | L1 | L2 | R |
| 6 | 6 | 50 | 18 | 3 |
,V'-Nutenfraser
Abb.17
Einheit: mm
| D | A | L1 | L2 | θ |
| 1/4" | 20 | 50 | 15 | 90° |
Bohrspitzen-Bündigfräser
Abb.18
Einheit: mm
| D | A | L1 | L2 | L3 |
| 8 | 8 | 60 | 20 | 35 |
| 6 | 6 | 60 | 18 | 28 |
Bohrspitzen-Doppelbündigfräser
Abb.19
Einheit: mm
| D | A | L1 | L2 | L3 | L4 |
| 8 | 8 | 80 | 55 | 20 | 25 |
| 6 | 6 | 70 | 40 | 12 | 14 |
Eckenrundungsfräser
Abb.20
Einheit: mm
| D | A1 | A2 | L1 | L2 | L3 | R |
| 6 | 25 | 9 | 48 | 13 | 5 | 8 |
| 6 | 20 | 8 | 45 | 10 | 4 | 4 |
Fasenfraser
Abb.21
Einheit: mm
| D | A | L1 | L2 | L3 | θ |
| 6 | 23 | 46 | 11 | 6 | 30° |
| 6 | 20 | 50 | 13 | 5 | 45° |
| 6 | 20 | 49 | 14 | 2 | 60° |
Hohlkehlen-Abrundfräser
Abb.22
Einheit: mm
| D | A | L1 | L2 | R |
| 6 | 20 | 43 | 8 | 4 |
| 6 | 25 | 48 | 13 | 8 |
Kugellager-Bündigfräser
Abb.23
Einheit: mm
| D | A | L1 | L2 |
| 6 | 10 | 50 | 20 |
| 1/4" |
Kugellager-Eckenrundungsfräser
Abb.24
Einheit: mm
| D | A1 | A2 | L1 | L2 | L3 | R |
| 6 | 15 | 8 | 37 | 7 | 3,5 | 3 |
| 6 | 21 | 8 | 40 | 10 | 3,5 | 6 |
| 1/4" | 21 | 8 | 40 | 10 | 3,5 | 6 |
Kugellager-Fasenfraser
Abb.25
Einheit: mm
| D | A1 | A2 | L1 | L2 | θ |
| 6 | 26 | 8 | 42 | 12 | 45° |
| 1/4* | |||||
| 6 | 20 | 8 | 41 | 11 | 60° |
Kugellager-Abrundfräser
Abb.26
Einheit: mm
| D | A1 | A2 | A3 | L1 | L2 | L3 | R |
| 6 | 20 | 12 | 8 | 40 | 10 | 5,5 | 4 |
| 6 | 26 | 12 | 8 | 42 | 12 | 4,5 | 7 |
Kugellager-Hohlkehlen-Abrundfräser
Abb.27
Einheit: mm
| D | A1 | A2 | A3 | A4 | L1 | L2 | L3 | R |
| 6 | 20 | 18 | 12 | 8 | 40 | 10 | 5,5 | 3 |
| 6 | 26 | 22 | 12 | 8 | 42 | 12 | 5 | 5 |
Kugellager-Kamies-Profilfraser
Abb.28
Einheit: mm
| D | A1 | A2 | L1 | L2 | L3 | R1 | R2 |
| 6 | 20 | 8 | 40 | 10 | 4,5 | 2,5 | 4,5 |
| 6 | 26 | 8 | 42 | 12 | 4,5 | 3 | 6 |
DATI TECHNICI
Fig.5: 1. Lasehandtag 2. Skrue

