
RT0700C - Oberfräse MAKITA - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts RT0700C MAKITA als PDF.
| Produkttyp | Oberfräse (Kantenfräse) |
| Marke | MAKITA |
| Modell | RT0700C |
| Spannzangenaufnahme | 6 mm, 8 mm, 1/4 Zoll, 3/8 Zoll |
| Leerlaufdrehzahl | 10 000 – 30 000 U/min |
| Drehzahlregelung | 6-stufiger Drehzahlregler (1 bis 6) |
| Elektronikfunktionen | Konstante Drehzahlregelung, Sanftanlauf |
| Gesamtlänge | 200 mm |
| Nettogewicht | 1,8 kg (gemäß EPTA 01/2003) |
| Stromversorgung | Einphasen-Wechselstrom, Schutzisolierung (ohne Erdung) |
| Anwendungen | Bündigfräsen und Profilieren von Holz, Kunststoff und ähnlichen Materialien |
| Schalldruckpegel (LpA) | 82 dB(A) (Unsicherheit K=3 dB(A)) |
| Schallleistungspegel (LWA) | 93 dB(A) (Unsicherheit K=3 dB(A)) |
| Vibrationen (Leerlauf) | ≤ 2,5 m/s² (Unsicherheit K=1,5 m/s²) |
| Vibrationen (Nuten in MDF) | 3,5 m/s² (Unsicherheit K=1,5 m/s²) |
| Tiefeneinstellung | Durch Einstellschraube und Klemmhebel; Tauchfunktion mit optionaler Tauchbasis |
| Parallelanschlag | Optionaler Zubehör für gerade Schnitte |
| Schablonenführung | Optionaler Zubehör für Kopierarbeiten |
| Tauchbasis | Optionaler Zubehör für den Einsatz als Tauchfräse |
| Exzenterbasis | Optionaler Zubehör für Arbeiten in Ecken |
| Staubabsaugung | Optionaler Zubehör für Absaugung |
| Wartung | Kohlebürstenwechsel (regelmäßig prüfen) |
| Sicherheit | Schutzisolierung; Ein-/Ausschalter; Gehörschutz tragen |
| Normen | EN60745 konform; Richtlinie 2006/42/EG |
Häufig gestellte Fragen - RT0700C MAKITA
Benutzerfragen zu RT0700C MAKITA
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Oberfräse kostenlos im PDF-Format! Finden Sie Ihr Handbuch RT0700C - MAKITA und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. RT0700C von der Marke MAKITA.
BEDIENUNGSANLEITUNG RT0700C MAKITA
| GB | Trimmer | Instruction Manual |
| F | Affleureuse | Manuel d'instructions |
| D | Einhandfräse | Betriebsanleitung |
| I | Rifilatore | Istruzioni per l'uso |
| NL | Kantenfrees | Gebruiksaanwijzing |
| E | Recortadora | Manual de instrucciones |
| P | Tupia | Manual de instruções |
| DK | Overfræser | Brugsanvising |
| GR | Poúτερ (Κούρετπικό) | Οδηνίες χρήσεως |
| TR | Şekil verme testeresi | Kullanma kilavuzu |
RT0700C

1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47

48
49
50
51
52
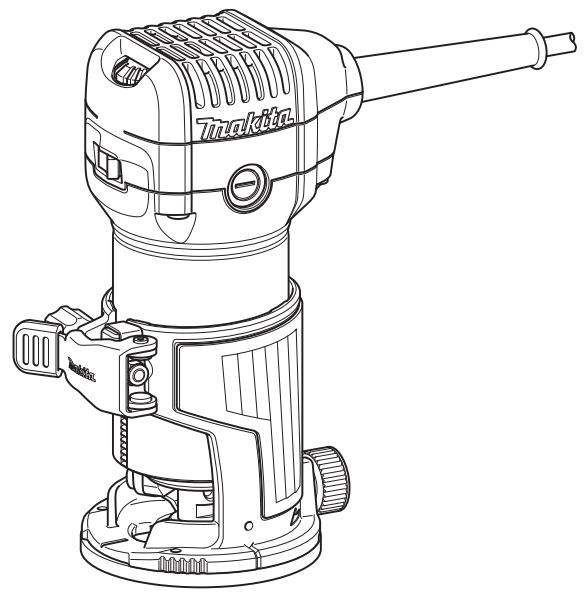
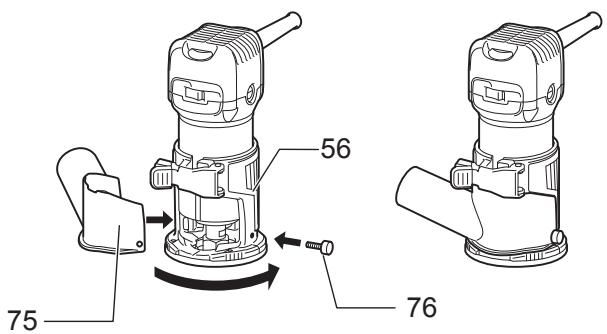
| 1 | Frästiefe | 28 | Gleitplatte | 56 | Fräskorb |
| 2 | Grundplatte | 29 | Flachrundschraube mit Vierkant | 57 | Knaufgriff |
| 3 | Tiefeneinstellskala | 30 | Führungshalterung | 58 | Eintauch-Fräskorb |
| 4 | Spannhelbe | 31 | Flügelschraube | 59 | Griff |
| 5 | Einstellschraube | 32 | Klemmschraube (A) | 60 | Knauf |
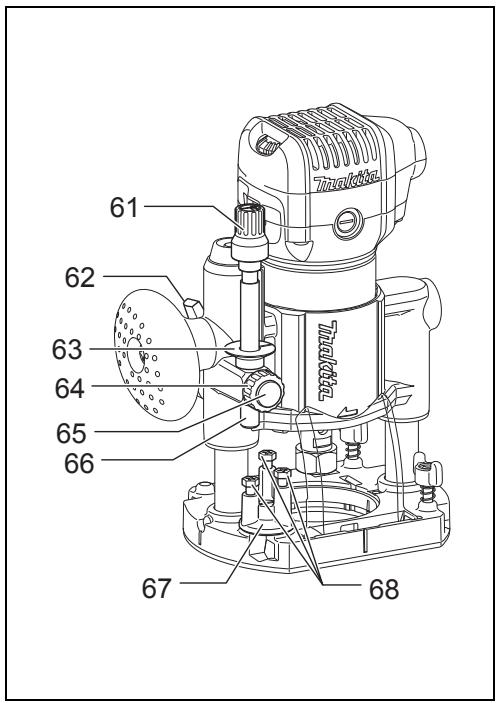
| 6 | Sechskantmutter | 33 | Bohrung (Kreismittelpunkt) | 61 | Einstellknopf |
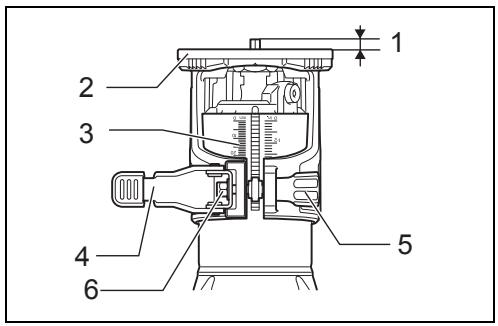
| 7 | Schalter | 34 | Nagel | 62 | Verriegelungshebel |
| 8 | Seite AUS (O) | 35 | Klemmschraube (A) | 63 | Tiefenzeiger |
| 9 | Seite EIN (I) | 36 | Einstellschraube | 64 | Anschlagstangen- |
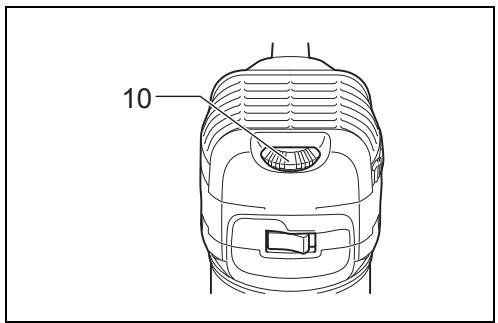
| 10 | Drehzahl-Stellrad | 37 | Klemmschraube (B) | 65 | Feststellmutter |
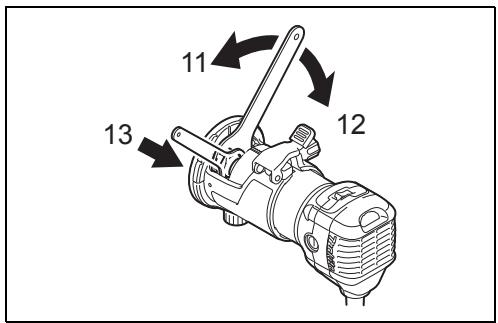
| 11 | Festziehen | 38 | Führungsrolle | 66 | Schnellvorschubknopf |
| 12 | Lösen | 39 | Fräser | 66 | Anschlagstange |
| 13 | Halten | 40 | Anlaufrolle | 67 | Anschlagblock |
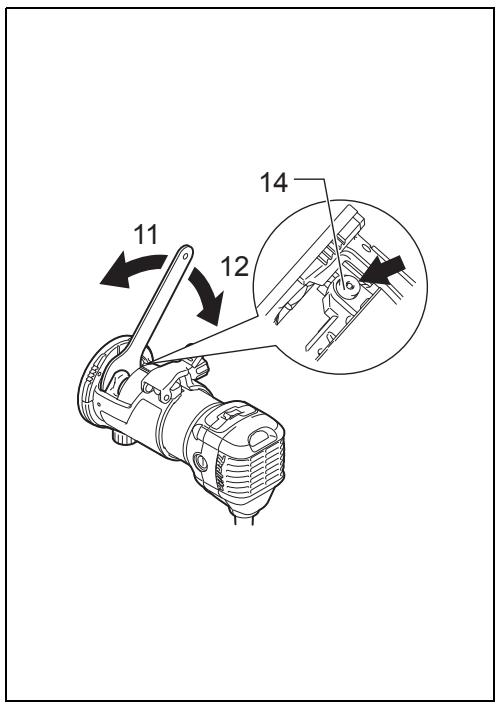
| 14 | Spindelarretierung | 41 | Klemmschrauben | 68 | Einstellschraube |
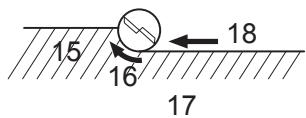
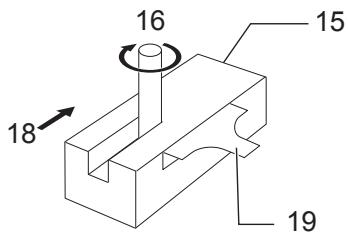
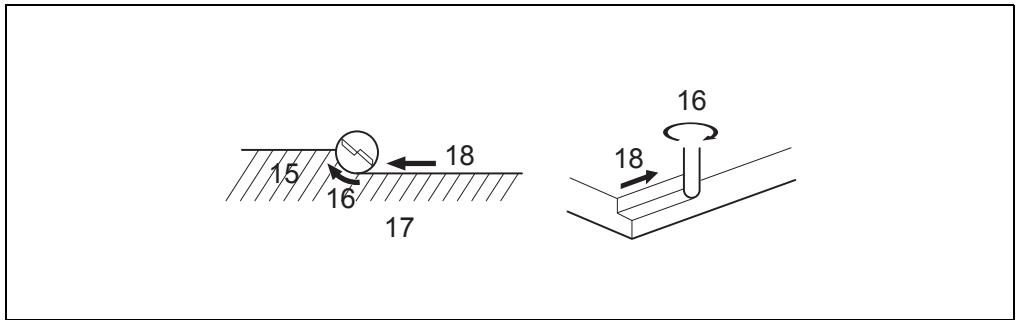
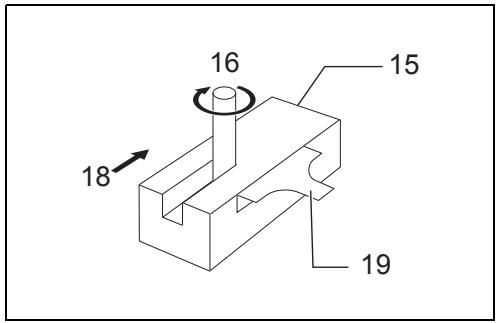
| 15 | Werkstück | 42 | Gleitplatte | 69 | Führungshalter |
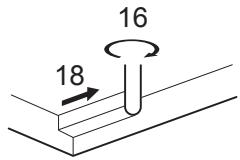
| 16 | Fräserdrechtung | 43 | Schraube | 70 | Flügelschrauben |
| 17 | Ansicht des Arbeitsbereiches von oben | 44 | Riemenscheibe | 71 | Führungsstange |
| 18 | Vorschubrichtung | 45 | Spannzangenmutter | 72 | Flügelschraube |
| 19 | Geradführung | 46 | Spannzangenkonus | 73 | Außendurchmesser der Schablonenführung |
| 20 | Gleitplatte | 47 | Schraubenschlüssel | 74 | Schablonenführung |
| 21 | Schrauben | 48 | Riemen | 75 | Absaugstutzien |
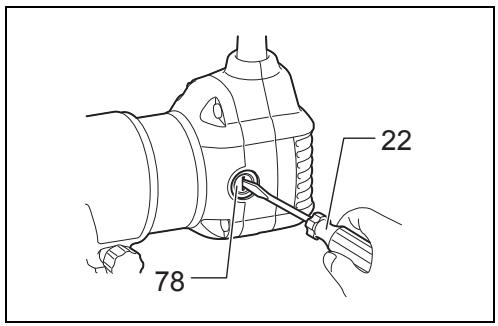
| 22 | Schraubendreher | 49 | Offset-Grundplatte | 76 | Rändelschraube |
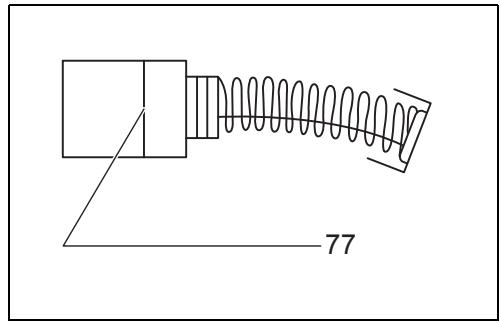
| 23 | Geradfräser | 50 | Inbusschlüssel | 77 | Verschleißgrenze |
| 24 | Frästisch | 51 | Inbusschlüssel | 78 | Bürstenhalterkappe |
| 25 | Schablone | 52 | Offset-Grundplatte | 79 | |
| 26 | Abstand (X) | 53 | Oberteil der Offset-Grundplatte | ||
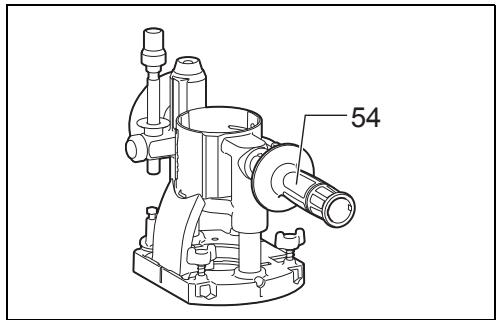
| 27 | Schablonenführung 10 | 54 | Stangengriff (Sonderzubehör) |
GEA010-1
TECHNISCHE DATEN
| Model | RT0700C |
| Werkzeugaufnahme | 6 mm, 8 mm, 1/4" oder 3/8" |
| Leerlaufdrehzahl (min-1) | 10 000 – 30 000 |
| Gesamtlänge | 200 mm |
| Nettogewicht | 1,8 kg |
| Sicherheitsklasse | II |
- Wir behalten uns vor, Änderungen im Zuge der Entwicklung und des technischen Fortschnitts ohne vorherige Ankündigung vorzunehmen.
Die technischen Daten konnen von Land zu Land abweichen.
Gewicht nach EPTA-Verfahren 01/2003
ENE010-1
Vorgesehene Verwendung
Die Maschine ist für Glattschneiden und Profilfräsen von Holz, Kunststoff und ähnlichen Materialien vorgesehen.
ENF002-1
Netzanschluss
Die Maschine darf nur an die auf dem Typenschild angegebene Netzspannung angeschlossen werden und arbeitet nur mit Einphasen- Wechselspannung. Sie ist entsprechend den Europäischen Richtlinien doppelt schutzisoliert und kann daher auch an Steckdosen ohne Erdanschluss betriben werden.
Allgemeine Sicherheitswarnings für Elektrowerkzeuge
WARNUNG Lesen Sie alle Sicherheitswannungen und Anweisungen durch. Eine Missachtung der unten aufgeführten Warnungen und Anweisungen kann zu einem elektrischen Schlag, Brand und/oder schweren Verletzungen führen.
Bewahren Sie alle Warnungen und Anweisungen für spätere Bezugnahme auf.
GEB019-4
SICHERHEITSWARNUNGEN FÜR EINHANDFRÄSE
- Halten Sie das Elektrowerkzeug an den isolierten Griffflächen, weil der Fraser das eigene Kabel berühren kann. Bei Kontakt mit einem Strom führenden Kabel werden die freiiegenden Metallteile des Elektrowerkzeuges ebenfalls Strom führend, so dass der Benutzer einen elektrischen Schlag erleiden kann.
- Verwenden Sie Klemmen oder eine andere praktische Methode, um das Werkstück auf einer stabilen Unterlage zu sichern und abzustützen. Wenn Sie das Werkstück nur von Hand oder gegen Ihren Körper halten, befindet es sich in einer instabilen Lage, die zum Verlust der Kontrolle führen kann.
- Tragen Sie bei längerem Arbeitsen mit der Frage einen Gehorschutz.
-
Behandeln Sie den Fraser sorgfältig.
-
Überprüfen Sie den Fraser vor Gebrauch sorgfält auf Risse oder Beschäftigung. Tauschen Sie gerissene oder beschädigte Fraser sofort aus.
- Achten Sie auf eventuell vorhandene Nagel oder Fremdkörper. Das Werkstück vor Beginn der Arbeit auf Fremdkörper untersuchen und diese gegebenenfalls entfern.
- Halten Sie die Fräse mit beiden Händen gut fest.
- Halten Sie die Höhe von den sich bewegenden Teilen der Maschine fern.
- Das Gerät nicht einschalten, wenn der Fraser das Werkstück berührt.
- Vor dem Ansetzen auf das zu bearerbeitende Werkstück, die Frage einige Zeit ohne Last laufen{lassen.
Wird ein Vibrierten oder unrunder Lauf festgestellt, prüfen Sie, ob der Fraser sachgemäß eingesetzt wurde oder beschädigt ist.
- Achten Sie auf Drehrrichtung und Vorschubrichtung.
- Die Maschine nicht im eingeschalteten Zustand aus der Hand legen. Die Benutzung ist nur in handgehaltener Weise vorgesehen.
- Die Fräse erst dann vom Werkstück abnehmen, nachdem die Maschine abgeschaltet wurde und der Fräser zum Stillstand gekommen ist.
- Berühren Sie den Fraser nicht unmittelbar nach dem Gebrauch; da er sehr heißt ist und Hautverbrennungen verursachen kann.
- Die Kunststoffe der Maschine nicht mit Lösungsmitteln, Benzin oder Öl in Kontakt bringen. Risse oder Versprüfung können dadurch verursacht werden.
- Verwenden Sie Fräser mit korrektem Schaftdurchmesser, die für die Drehzahl der Maschine geeignet sind.
- Manche Materialien können giffte Chemikalien enthalten. Treffen Sie Vorsichtsmaßnahmen, um das Einatmen von Arbeitsstaub und Hautkontakt zu verhufen. Befolgen Sie die Sicherheitsdaten des Materialherstellers.
- Verwenden Sie stets die korrekte Staubschutz-oder Atemmaske für das jeweilige Material und die Anwendung.
BEWAHREN SIE DIESE HINWEISE SORGFÄLTIG AUF.
WARNING:
Lassen Sie sich NICT durch Bequemlichkeit oder Vertrautheit mit dem Produkt (durch wiederholten Gebrauch erworben) von der strikten Einhaltung der Sicherheitsregeln für das vorliegende Produkt abhalten. MISSBRAUCH oder Missachtung der Sicherheitsvorschriften in dieser Anleitung können schwere Verletzungen verursachen.
FUNKTIONSBESCHREIBUNG
VORSICH:
Vergewissen Sie sich vor jeder Einstellung oder Funktionprüfung der Maschine stets, dass sie ausgeschelt und vom Stromnetz getrennt ist.
Einstellen der Frästiefe (Abb. 1)
Zum Einstellen der Frästiefe den Spannhebel lösen, und die Grundplatte durch Drehen der Einstellschaube wunschgemäß nach oben oder unter verstellen. Nach der Einstellung den Spannhebel fest anziehen, um die Grundplatte zu sichern.
HINWEIS:
- Wenn die Maschine nicht gesichert ist, bzwohl der Spannhelbe angezogen ist, zuerst die Sechskantmutter und dann den Spannhelbe anziehen.
Schalterbedienung (Abb. 2)
VORSICH:
- Vergewissern Sie sich vor dem Anschlieben der Maschine an das Stromnetz stets, dass die Maschine ausgeschaltet ist.
Zum Einsatzen der Maschine die Seite "EIN (I)" des Schalters drücken. Zum Ausschalten der Maschine die Seite "AUS (O)" des Schalters drucken.
Elektronikfunktionen
Die mit Elektronikfunktionen ausgestattete Maschine weist die folgenden Merkmale zur Bedienungsserleichterung auf.
Konstantrehzahlregelung
Elektronische Drehzahlregelung zur Aufrechterhaltung einer konstanten Drehzahl. Feine Oberflächengüe wird ermöglicht, weil die Drehzahl selbst unter Belastung konstant gehalten wird.
Soft-Start
Die Soft-Start-Funktion reduziert Anlaufstöbe auf ein Minimum und bewirkt ruckfreies Anlaufen der Maschine.
Drehzahl-Stellrad (Abb. 3)
Die Drehzahl kann durch Drehen des Drehzahl-Stellrads auf eine der Stufen von 1 bis 6 geändert werden.
Durch Drehen des Stellrads in Richtung der Nummer 6 wird die Drehzahl erhöht, während sie durch Drehen in Richtung 1 verringer wird.
Dadurch kann die ideale Drehzahl für optimale Materialverarbeitung gewählt werden, d. h. die Drehzahl kann passend für Material und Fraserdurchmesser korrekt eingestellt werden.
Die ungebahren Drehzahlen für die einzelnen Stellrad-Positionen sind aus der Tabelle ersichtlich.
| Nummer | \( \mathbf{{mi}{n}^{-1}} \) |
| 1 | 10 000 |
| 2 | 12 000 |
| 3 | 17 000 |
| 4 | 22 000 |
| 5 | 27 000 |
| 6 | 30 000 |
VORSICH:
- Wird die Maschine über langere Zeitspannen im Dauerbetrieb mit niedriger Drehzahl betrieben, führt das zu einer Überlastung des Motors, die eine Funktionstörung zur Folge haben kann.
- Das Drehzahl-Stellrad lässt sich nur bis 6 und darüber auf 1 rehen. Wir es gewaltsam über 6 oder 1 hinaus gedreht, lässt sich die Drehzahl möglicherweise nicht mehr einstellen.
MONTAGE
VORSICH:
- Vergewissern Sie sich vor der Ausführung von Arbeiten an der Maschine stets, dass sie ausgeschaltet und vom Stromnetz getrennt ist.
Montage bzw. Demontage von Fräsern (Abb. 4 u. 5)
VORSICHT:
- Ziehen Sie die SpanNZangenmutter nicht an, ohne dass ein Fraser eingesetzt ist, weil sonst der SpanNZangenkONUS bricht.
- Nur die mitgelieferten Einmaulschlüssel verwenden.
Den Fraser bis zum Anschlag in den SpanNZangenkonus einführen, und die SpanNZangenmutter mit zwei Schraubenschlussen oder durch Drucken der Spindelretierung und Drehen des mitgelieferten Schraubenschluss festziehen.
Zur Demontage des Frärsers folgen Sie der Montageanweisung in umgekehrter Reihenfolge.
BEDIENUNG
Für den Fräskorb (Abb. 6)
WARNING:
- Bevor Sie die Maschine mit dem Fräskorb benutzen, bringen Sie stets den Absaugstutzen am Fräskorb an.
Die Frage auf das zu bearbeitende Werkstück setzen, ohne das der Fraser das Werkstück berührt. Die Frage einschalten und warten, bis die Maschine die volte Drehzahl erreicht hat. Die Frage auf der Oberfläche des Werkstücks vorwärts schieben, damit den Frästischrechtwinklig zum Werkstück führen.
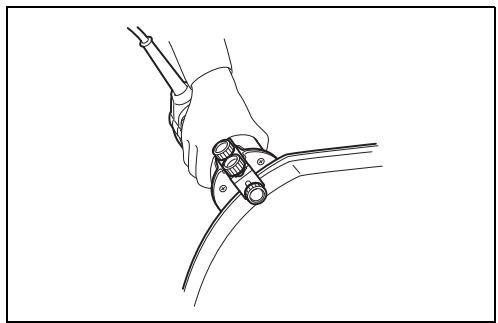
Beitr der Bearbeitung von Kanten muss sich das Werkstuck, in Vorschubrichtung gesehen, rechts vom Fraser befinden. (Abb.7)
HINWEIS:
- Zu schnelles Vorschieben der Maschine kann schlechte Schnittqualität oder Beschädigung des Früssers oder Motors zur Folge haben. Zu langsames Vorschieben der Maschine kann Verbrennung oder Beschädigung des Schnits zur Folge haben. Die korrekte Vorschubgeschwindigkeit hängt von der Fräsergroße, der Art des Werkstücks und der Frästiefe ab. Bevor Sie den Schnitt am tatsächlichen Werkstück ausfuhren, ist es ratsam, einen Probeschnitt in einem Stück Abfallholz zu machen. Dies gibt Ichnen die Möglichkeit, das genaue Aussehen des Schnits festzustellen und die Abmessungen zu überprüfen.
- Wenn Sie den Führungsschuh, die Geradführung oder die Führungsrolle verwenden, halten Sie die Vorrichtung auf der rechten Seite in Vorschubrichtung. Dies tragt dazu bei, sie bündig mit der Seite des Werkstücks zu halten. (Abb. 8)
VORSICHT:
- Fräsen mit hohem Materialabtrag kann zu einer Überlastung des Motors führen und die Handhabung der Fräse erschwen. Die Frästiefe beim NUTFräsen sollen bei einem Arbeitsgang nicht mehr als 3 mm betragen; bei higheren Frästiefen sollen in zwei oder drei Arbeitsgängen mit zunehmend tieferer Frasereinstellung gefröast werden.
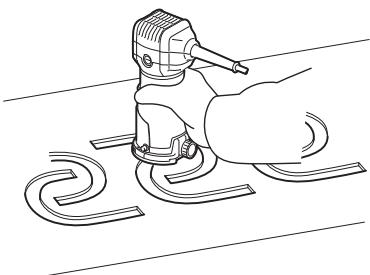
Schablonenführung
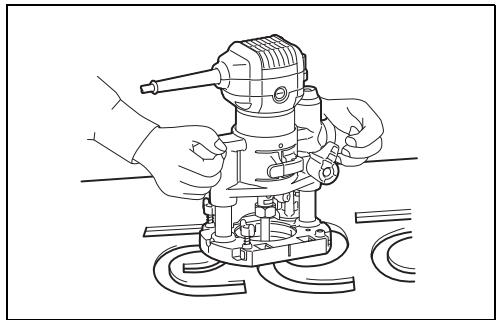
Die Schablonenführung gestattet die Verwendung von Schablonen. (Abb. 9)
Lösen Sie die Schrauben, um den Gleitschutz abzunehmen. Die Schablonenführung in den Frästisch einsetzen und anschließend den Gleitschutz an gleicher Stelle montieren und die Schrauben wieder festziehen. (Abb. 10)
Befestigen Sie die Schablone am Werkstück. Die Fräse auf die Schablone setzen und so führen, dass die Schablondenführung an der Bezugskante der Schablone entlangfahr. (Abb. 11)
HINWEIS:
- Das Werkstück wird auf eine gingefugig andere große als die Schablone zugeschritten. Halten Sie einen Abstand (X) zwischen dem Fraser und der Außenseite der Schablonenführung ein.
Der Abstand (X) kann mit der folgenden Gleichung berechnet werden:
Abstand (X) = (AuBendurchmesser der Schablonenfuh-. rung - Fraserdurchmesser) / 2
Geradfuhrung (Zubehör)
Zum Fasen und Nuten können Sie auch den Parallelanschlag verwenden. (Abb. 12)
Die Führungsplatte mit der Schraube und Flügelmutter an der Geradführung befestigen. (Abb. 13)
Die Geradführung mit der Klemmschraube (A) befestigen.
Die Flügelmutter an der Geradführung lösen, und den Abstand zwischen Fräser und Geradführung einstellen. Die Flügelmutter im gewünschten Abstand fest anziehen. Beim Fräsen die Maschine so vorschiben, dass die Geradführung an der Seite des Werkstücks anliegt. (Abb. 14)
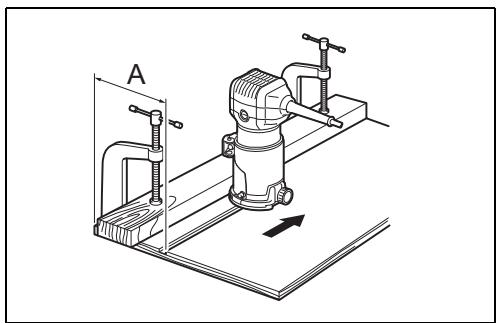
Falls der Abstand (A) zwischen der Seite des Werkstücks und der Frasposition zu breit für die Geradführung ist, oder die Seite des Werkstücks nicht gerade ist, kann die Geradführung nicht benutzt werden. In thisem Fall ein gerades Brett am Werkstück festklemmen und这点 als Führung gegen den Frästisch benutzen. Die Maschine in Pfeilrichtung vorschiben. (Abb. 15)
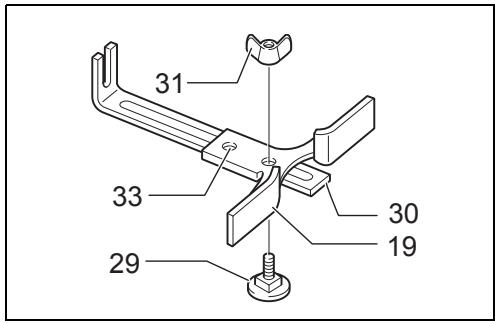
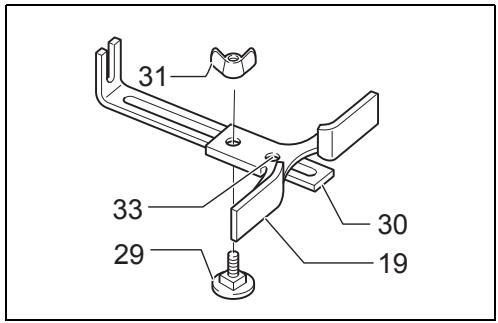
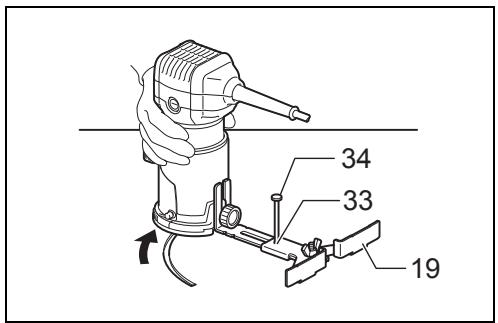
Fräsen von Räden
Kreisschnittene konden durchgefuhrt werden, wenn Sie die Geradführung und die Führungsplatte so montieren, wie in die Abb. 16 und Abb. 17 gezegt.
Die min. und max. Radian der zu schneidenden Kreise (Abstand zwischen Kreismitte und Frasermitte) sind wie folgt:
Min.: 70 mm
Max.: 221 mm
Den Parallelanschlag zum Fransen der Radian von 70 bis 121 mm gemäß Abb. 16, zum Fransen der Radian von 121 bis 221 mm entsprechend Abb. 17 mit der Führungshalterung zusammenbauen.
HINWEIS:
- Konstruktsbedingt können Radien von 172 mm und 186 mm nicht gefrast werden.
In den Kreismittelpunkt einen Dorn (Nagel/Schraube, etc.) mit einem max. Durchmesser von 6 mm einsetzen. Den Parallelanschlag mit der Bohrung auf den Dorn setzen und den Frasvorgang rechtsdrehend auf dem Werkstück durchfuhren. (Abb.18)
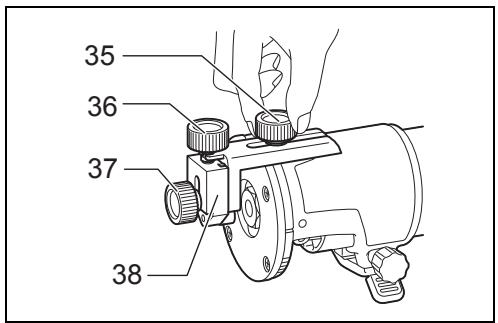
Führungsrolle (Sonderzubehör)
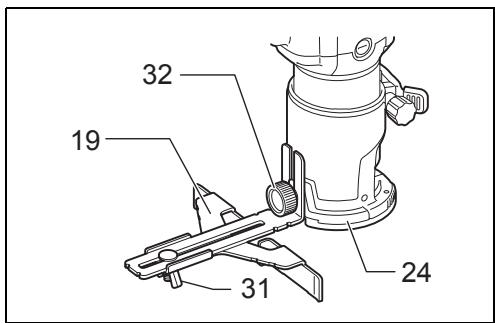
Zur Kantenbearitung kann mit der Führungsrolle die Außenkontur des Werkstücks abgetastet werden. (Abb. 19)
Montieren Sie die Rollenfuhrung am Frästisch und ziehen Sie die Klemmschraube (A) an. Losen Sie die Klemmschraube (B) und stellen die Anlaufrolle mit der Einstellschraube (1 mm pro Umdrehung) auf den gewünschten Frasabstand. Mit der Klemmschraube (B) die Einstellung sichern. (Abb. 20)
Achten Sie beim Fräsvorgang auf eine winkelgerechte Auflag der Maschine auf dem Werkstück. (Abb. 21)
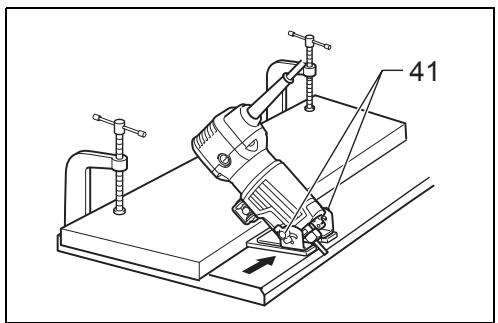
Winkelfraskorb (Sonderzubehör)
Der Winkelfraskorb (Sonderzubehör) ist praktisch für Anfasen. (Abb. 22)
Die Maschine auf den Winkelfraskorb setzen, und den Spannhebel am gewünschten Vorsprung des Frasers schließen. Um den gewünschten Winkel zu erhalten, die Klemmschrauben an den Seiten anziehen.
Ein gerades Brett am Werkstück festklemmen, und dieses als Führung gegen den Fraskorb benutzen. Die Maschine in Pfeilrichtung vorschieben.
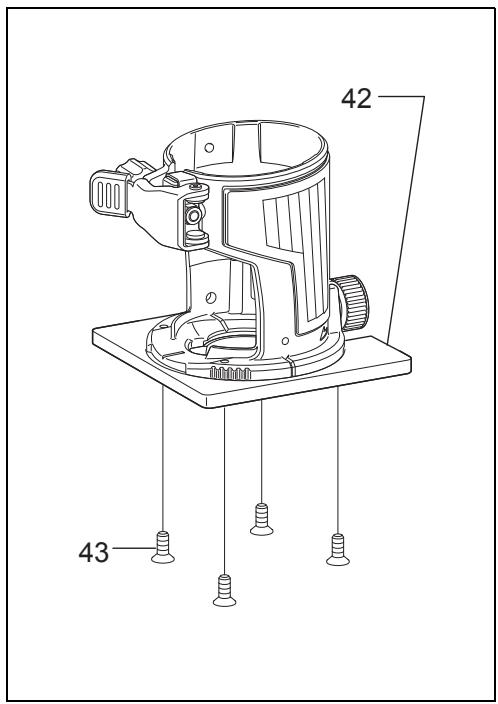
Gleitplatte von Winkelfräskorb (Sonderzubehör) abgenommen
Durch Montieren der vom Winkelfraskorb entfernten Gleitplatte am Fraskorb kann die Rundplatte gegen eine Vierkanplatte ausgewechselt werden.
Für andere Anwendungen die Gleitplatte durch Lösen und Entfern der vier Schrauben vom Winkelfråskorb abnehmer. (Abb. 23)
Dann die Gleitplatte am Fräskorb befestigen.
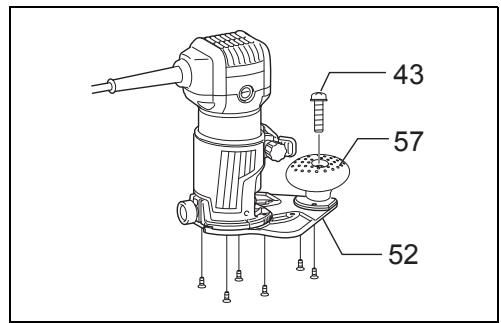
Offset-Grundplatte (Sonderzubehör)
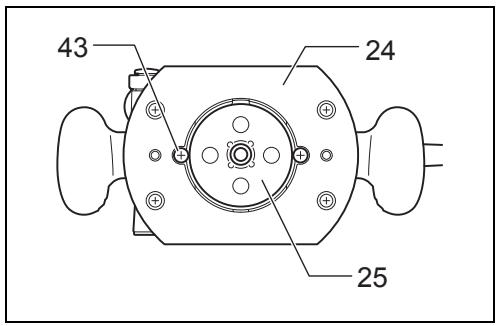
(1) Die Offset-Grundplatte (Sonderzubehör) eignet sich für Arbeiten in engen Bereichen, wie z. B. Ecken. (Abb. 24 u. 25)
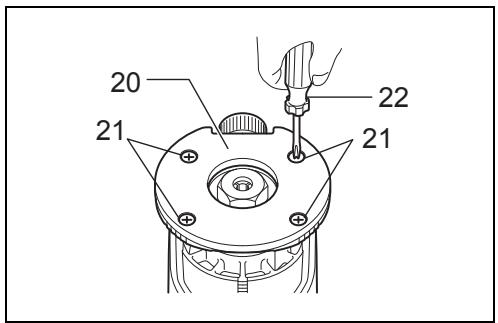
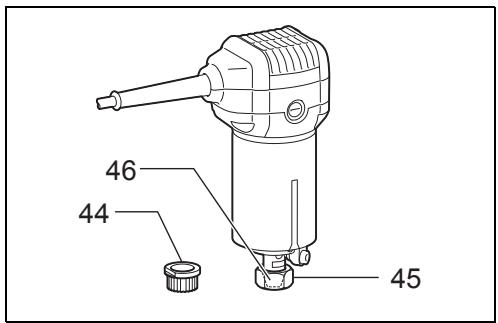
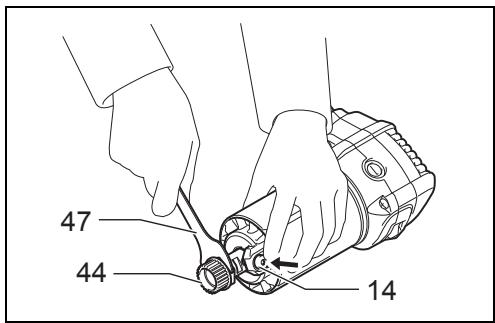
Vor der Anbringung der Maschine an der Offset-Grundplatte die Spannzzangenmutter und den Spannzzangenkonus durch Losen der Spannzzangenmutter entfern. (Abb. 26)
Beim Anbringen der Riemenscheibe an der Maschine die Spindelarreitung drücken, und die Riemenscheibe mit einem Schraubenschlussel anziehen. (Abbr. 27)
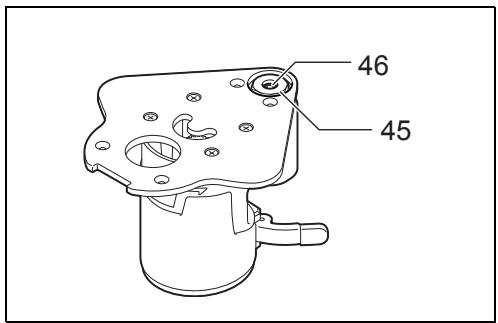
Den Spanznangenkonus aufsetzen, und die Spanznangennutter auf die Offset-Grundplatte schrauben, wie in der Abbildung gezeigt. (Abb. 28)
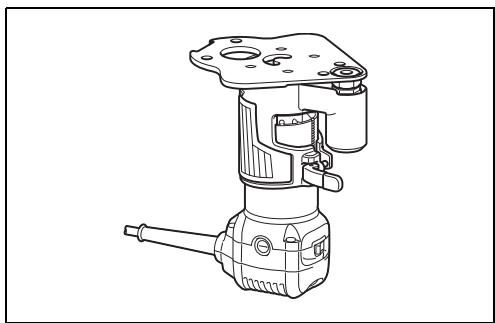
Die Maschine an der Offset-Grundplatte anbringen. (Abb. 29)
Ein Ende des Riemens mithilfe eines Schraubendrehers um die Riemenschübe legen, und sicherstellen, dass der Riemen über seineGREneBeite vollstandig auf der Riemenschübe sitzt. (Abb. 30)
Mit dem Spannhebel an der Offset-Grundplatte sichern. (Abb. 31)
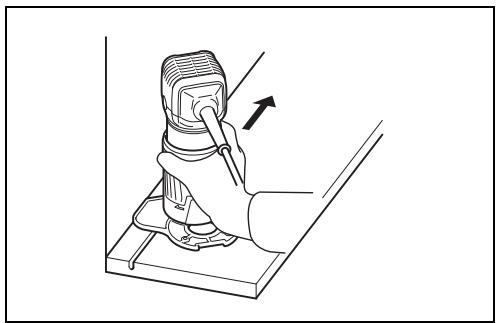
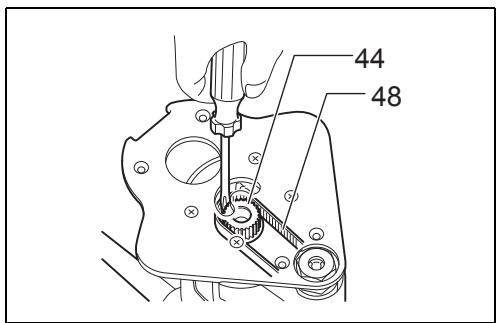
Zum Montieren des Frasers die Maschine mit der Offset-Grundplatte auf ihre Seite legen. Den Inbusschlüssel in das Loch der Offset-Grundplatte einführen.
Während der Inbusschluss in dieser Stellung gehalten wird, den Fraser von der entgegengesetzen Seite in den SpanNZangenkonus auf der Welle der Offset-Grundplatte einführen, und die SpanNZangenmutter mit einem Schraubenschlüssel festziehen.
Zum Demontieren des Frärsers beim Auswechseln das Montageverfahren umgekehrt anwenden.
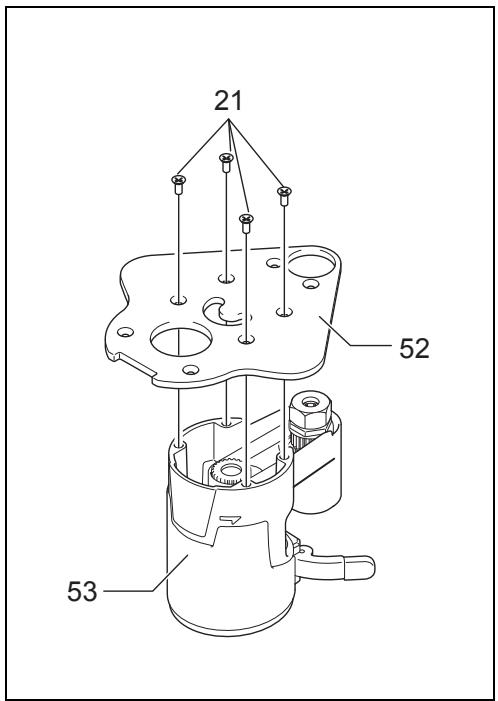
(2) Für größere Stabilität kann die Offset-Grundplatte (Sonderzubehör) auch mit einem Fräskorb und einem Griffaufsatz (Sonderzubehör) verwendet werden. (Abb. 32)
Die Schrauben lösen, und das Oberteil von der Offset-Grundplatte abnehmer. Das Oberteil der Offset-Grundplatte zur Seite legen. (Abb. 33)
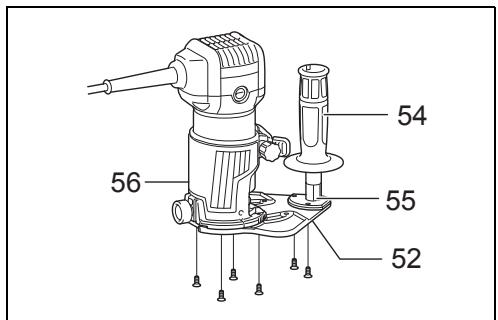
Den Fräskorb mit vier Schrauben, und den Griffaufssatz (Sonderzubehör) mit zwei Schrauben an der Offset-Grundplatte befestigen.
Den Stangengriff (Sonderzubehör) auf den Griffaufsatz schrauben. (Abb. 34)
Als weitere Gebrauchsmöglichkeit kann der von einem Eintauch-Friskorb (Sonderzubehör) entfernte Knaufgriff am Grifkaufsatz montiert werden. Den Knaufgriff zum Montieren auf den Grifkaufsatz setzen und mit einer Schraube sichern. (Abb. 35)
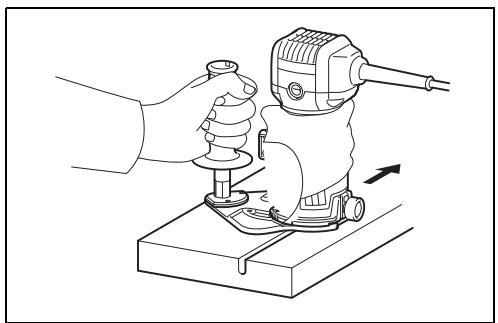
Bei Verwendung als Oberprüse nur mit Eintauch-Fräskorb (Sonderzubehör)
VORSICH:
- Halten Sie die Maschine bei Verwendung als Oberfräse mit beiden Händen fest.
Wenn Sie die Maschine als Oberfräse benutzen wollen, drücken Sie sie vollständig in einen Eintauch-Fräskorb (Sonderzubehör) hinein. (Abb. 36)
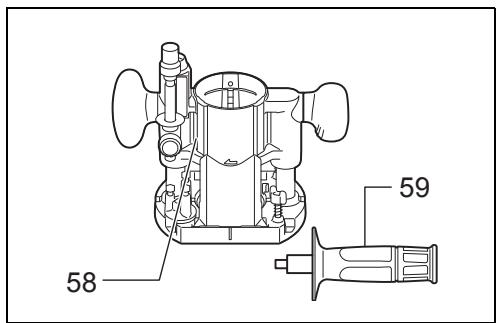
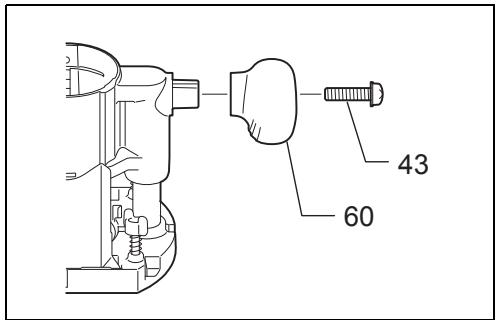
Je nach der anstehenden Arbeit konnen Sie entweder einen Knaufgriff oder einen Stangengriff (Sonderzubehör) verwenden. (Abb. 37)
Um den Stangengriff (Sonderzubehör) zu benutzten, die Schraube lösen, und den Knaufgriff abnehmer. (Abb. 38)
Dann den Stangengriff auf die Grundplatte schrauben.
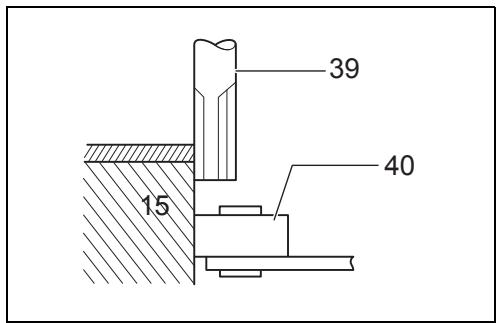
Einstellen der Frästiefe bei Verwendung des Eintauch-Fraskorbs (Sonderzubehör)
Die Maschine auf eine ebene Fläche stellen. Den Spannhebel losen, und den Maschinenkorper absenken, bis der Fraser die ebene Fläche recht berührt. Dann den Spannhebel zum Arretieren des Maschinenkorpers anziehen. (Abb. 39)
Die Anschlagstangen-Feststellmutter entgegen dem Uhrzeigersinn drehen.
Die Anschlagstange absenken, bis sie die Einstellschraube berührt. Den Tiefenzeiger auf den Teilstrich "0" ausrichten. Die Frästiefe wird durch den Tiefenzeiger auf der Skala angezeigt.
Während der Schnellvorschubknopf gedrück wird, die Anschlagstange anheben, bis die gewünschte Frästiefe erreicht ist. Eine Feineinstellung der Frästiefe kann durch Drehen des Einstellknopfes bewirkt werden (1 mm pro Umdrehung).
Durch Drehen der Anschlagstangen-Feststellmutter im Uhrzeigersinn kann die Anschlagstange festgeklemmt werden.
Nun können Sie die vorbestimmte Frästiefe erhalten, indem Sie den Verriegelungshebel losen und dann den Maschinenkorper absenken, bis die Anschlagstange die Sechskantschaube des Anschlagblocks berührt.
Halten Sie die Maschine während des Betriebs immer an beiden Griffen fest.
Die Grundplatte auf das zu bearbeitende Werkstück aufsetzen, ohne dass der Fraser mit dem Werkstück in Berührung kommt. Dann die Maschine einschalten und warten, bis der Fraser die volle Drehzahl erreicht hat. Den Maschinenkorper absenken, und die Maschine bei flach aufliegender Grundplatte gleichmäßig über die Werkstucküberflache vorschiben, bis der Schnitt ausgeführ ist.
Beim Kantenfräsen sollen die Werkstückoberfläche auf der linken Seite des Frärsers in Vorschubrichtung liegen. (Abb. 40)
HINWEIS:
- Zu schnelles Vorschieben der Maschine kann schlechte Schnittqualität oder Beschädigung des Frärsers oder Motors zur Folge haben. Zu langsames Vorschieben der Maschine kann Verbrennung oder Beschädigung des Schnits zur Folge haben. Die korrekte Vorschubgeschwindigkeit hängt von der Frasergroße, der Art des Werkstücks und der Frästiefe ab. Bevor Sie den Schnitt am tatsächlichen Werkstück ausführten, ist es ratsam, einen Probeschnitt in einem Stück Abfallholz zu machen. Dies gibt Ohnen die Möglichkeit, das genaue Aussehen des Schnits festzustellen und die Abmessungen zu überprüfen.
- Wenn Sie die Geradführung verwenden, montieren Sie die Vorrichtung auf der rechten Seite in Vorschubrichtung. Diesträgt dazu bei, sie bündig mit der Seite des Werkstücks zu halten. (Abb. 41)
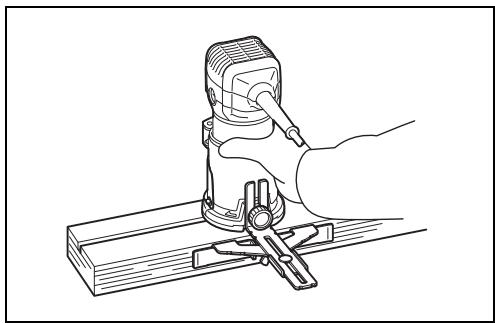
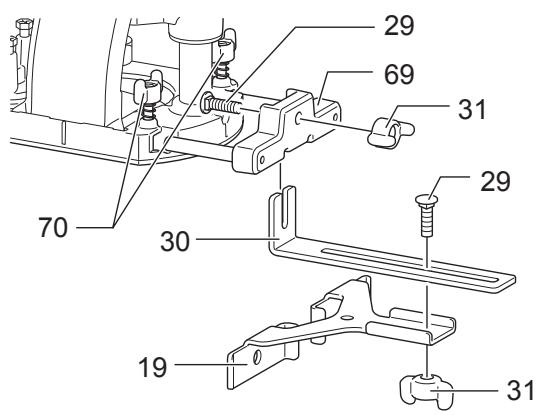
Geradführung bei Verwendung als Oberprüse (muss mit Führungshalter (Sonderzubehör) verwendet werden)
Die Geradführung ist effektiv, um gerade Schnittbeim Anfasen oder Rillenfräsen auszuführen. (Abb. 42)
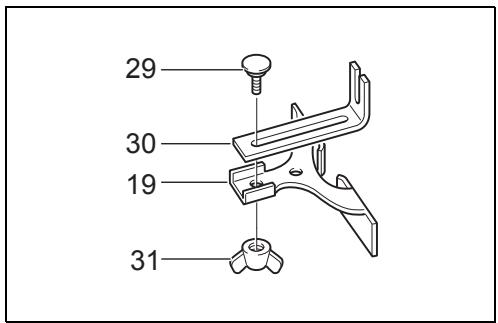
Die Geradführung mit der Flügelmutter am Führungshalter (Sonderzubehör) montieren.
Den Führungsalter in die LÖcher des Eintauch-Fräskorbs einführen, und die Flügelschrauben anziehen. Um den Abstand zwischen Fraser und Geradführung einzustellen, die Flügelmutter losen. Die Flügelmutter am gewünschten Abstand festziehen, um die Geradführung zu sichern.
Geradfuhrung (Sonderzubehör)
Die Geradführung ist effektiv, um gerade Schnitte beim Anfasen oder Rillenfräsen auszuführen. (Abb. 43 u. 44)
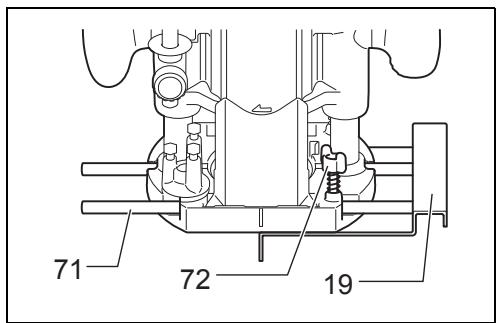
Zum Montieren der Geradführung die Führungsstangen in die LÖcher des Eintauch-Fräskorbs einfahren. Den Abstand zwischen Fraser und Geradführung einstellen. Die Flügelschrauben am gewündsten Abstand festziehen, um die Geradführung zu sichern.
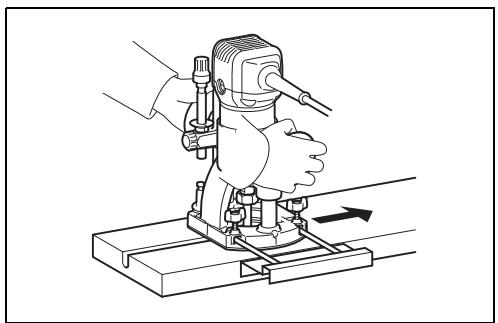
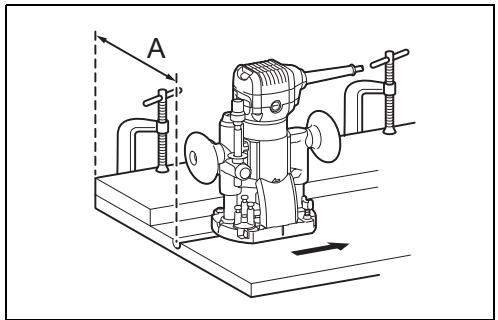
Beim Fräsen die Maschine so vorschieben, dass die Geradführung an der Seite des Werkstücks anliegt. (Abb. 45)
Falls der Abstand (A) zwischen der Seite des Werkstücks und der Frasposition zu breit für die Geradführung ist, oder die Seite des Werkstücks nicht gerade ist, kann die Geradführung nicht benutzt werden. In thisem Fall ein gerades Brett am Werkstück festklemmen, und diese als Führung gegen den Fraskorb benutzen. Die Maschine in Pfeilrichtung vorschiben.
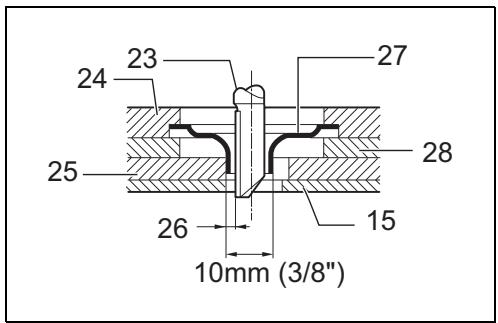
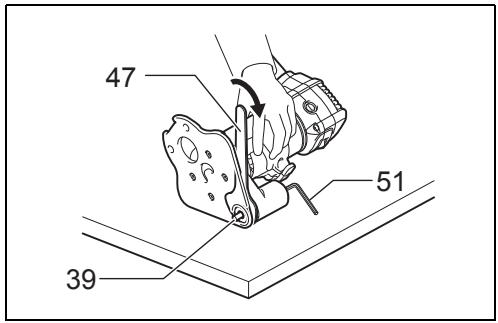
Schablonenführung (Zubehör)
Die Schablonenführung weist eine Hülse auf, durch die der Fraser hindurchgeht, so dass die Maschine mit Schablonenmustern verwendet werden kann. (Abb. 46) Zum Installieren der Schablonenführung die Schrauben an der Grundplatte halten, die Schablonenführung einsetzen, und die Schrauben festziehen. (Abb. 47)
Die Schablone am Werkstück befestigen. Die Maschine auf die Schablone setzen und an der Seitenkante der Schablone entlang führen. (Abb. 48)
HINWEIS:
- Das Werkstück wird auf eine geringfügig andere große als die Schablone zugeschritten. Halten Sie einen Abstand (X) zwischen dem Fraser und der Außenseite der Schablonenführung ein.
Der Abstand (X) kann mit der folgenden Gleichung berechnet werden:
Abstand (X) = (Außendurchmesser der
Schablonenführung - Fräserdurchmesser) / 2
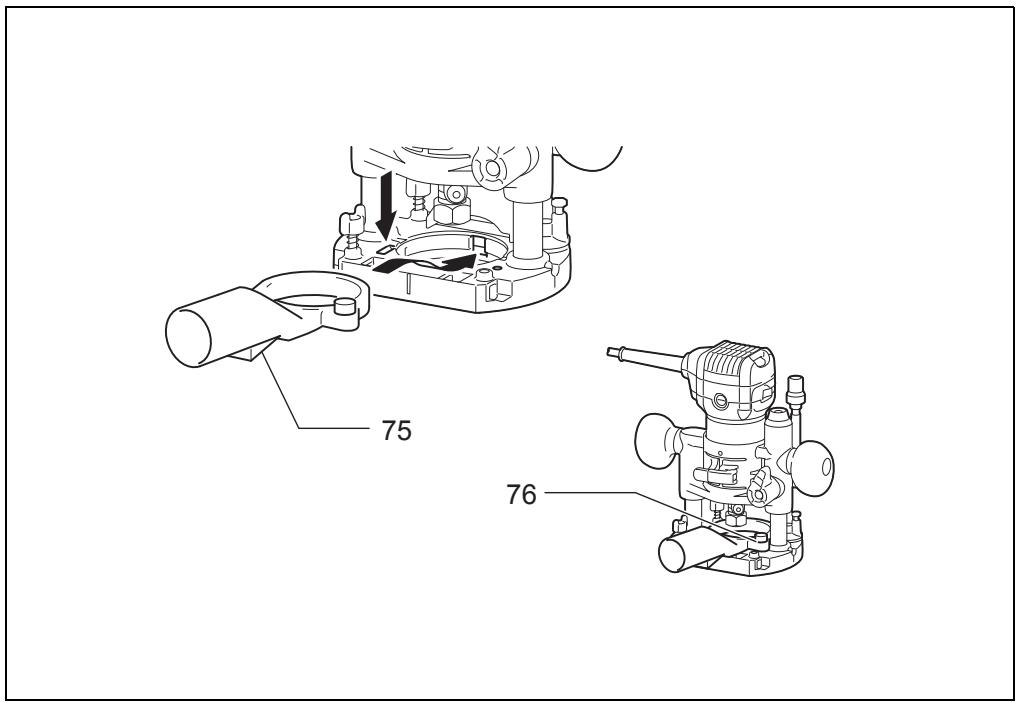
Absaugstutzensätze
Für den Fräskorb (Abb. 6)
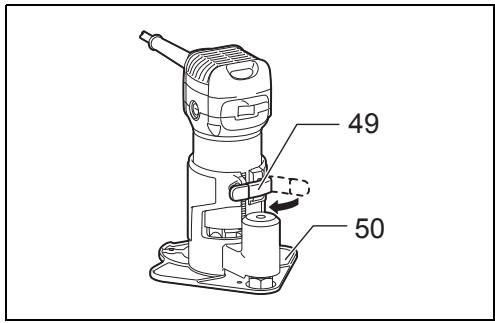
Für den Eintauch-Fräskorb (Sonderzubehör) (Abb. 49)
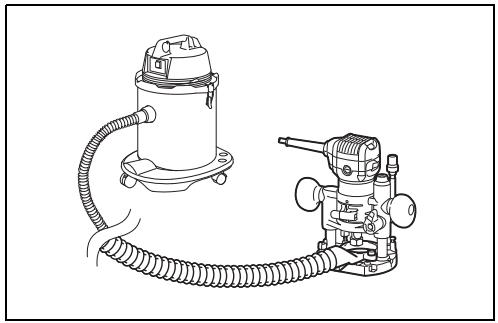
Benutzen Sie den Absaugstutzten für Staubabsaugung. Befestigen Sie den Absaugstutzten mit der Rändelschraube so an der Grundplatte, dass der Vorsprung des Absaugstuzens in der Aussparung der Grundplatte sitzt.
Schlieben Sie dann einen Staubsauger an den Absaugstutzen an. (Abb. 50)
WARTUNG
VORSICH:
Denken Sie vor der Durchführung von Überprüfungen oder Wartungsarbeiten stetsRAR, die Maschine auszuschalten und vom Stromnetz zu trennen.
- Verwenden Sie auf keinen Fall Benzin, Benzol, Verdünner, Alkohol oder dergleichen. Solche Mittel konnen Verfärbung, Verformung oder Rissbildung verursachen.
Kohlebürsten wechseln
Die Kohlebürsten müssen regelmäßigen entfern und überprüft werden. Wenn sie bis zur Verschleibgrenze abgenutzt sind, müssen sie erneuert werden. Halten Sie die Kohlebürsten stets sauer, damit sie ungehindert in den Haltern gleiten können. Beide Kohlebürsten sollenn gleichzeitig erneuert werden. Verwenden Sie nur identische Kohlebürsten. (Abb. 51)
Drehen Sie die Bürstenhalterkappen mit einem Schraubendreher Heraus. Die abgenutzten Kohlebürsten herausnahmen, die neuen einsetzen, und dann die Bürstenhalterkappen wieder eindrehen. (Abb. 52)
Um die SICHERHEIT und ZUVERLÄSSIGKEIT这点es Produktus zu gewährleisten, sollenn Reparaturen und andere Wartungs- oder Einstellarheiten nur von Makita-Vertragswerkstätten oder Makita-Kundendienstzentren unter ausschließlich Verwendung von Makita-Origina-lersatzteilen ausgeführten werden.
SONDERZUBEHÖR
VORSICHT:
Die folgenden Zubehrönteile oder Vorrichtungen werden für den Einsatz mit der in dieser Anleitung beschrieben Ken Makita-Maschine empfohlen. Die Verwendung anderer Zubehrönteile oder Vorrichtungen kann eine Verletzungsgefahr darstellen. Verwenden Sie Zubehrönteile oder Vorrichtungen nur für ihren vorgesehenen Zweck.
Wenn Sie weitere Einzelheiten bezüglich dieser Zube-horteile benöttigen, wenden Sie sichitte an ihre Makita-Kundendienstelle.
Gerad- und Nutenfraser
- Kantenfraser
- Laminatfraser
Geradfuhrung
- Fräsenführung
- Fräskorb
- Winkelfråskorb
Eintauch-Fraskorb
- Offset-Grundplatte
- Schablonenführung
- Spannzangenkonus 6 mm
- Spannzangenkonus 6,35 mm (1/4")
- Spannzangenkonus 8 mm
- Spannzangenkonus 9,53 mm (3/8")
- Schraubenschlüssel 13
- Schraubenschlüssel 22
HINWEIS:
- Manche Teile in der Seite können als Standardzubehör im Werkzeugsatz enthalten sein. Sie können von Land zu Land unterschiedlich sein.
ENG905-1
Gerausch
Typischer A-bewerteter Gerauschpegel ermittelt gemäß EN60745:
Schalldruckpegel (L_pA) : 82 dB (A)
Schalleistungspegel (LwA): 93 dB (A)
Ungewisssheit (K): 3 dB (A)
Gehorschutz tragen
ENG900-1
Vibration
Vibrationsgesamtwert (Drei-Achsen-Vektorsumme)
ermittelt gemäß EN60745:
Arbeitsmodus: Drehung ohne Last
Vibrationsemission (a_h) : 2,5 m/s² oder weniger
Ungewissheit (K): 1,5 m/s²
Arbeitsmodus: Nutenfräsen in MDF
Vibrationsemission (a_h) .. 3,5m / s^2
Ungewissheit (K): 1,5 m/s²
- Der angegebene Vibrationsemissionswert wurde im Einklang mit der Standardprümfmethode gemessen und kann für den Vergleich zwischen Maschinen herangezogen werden.
- Der angegebene Vibrationsemissionswert kann auch für eine Vorbewertung des Gefährungsgrads verwendet werden.
WARNING:
Die Vibrationsemission während der tatsächlichen Benutzung des Elektrowerkzeugs kann je nach der Benutzungsweise der Maschine vom angegebenen Emissionswert abweichen.
Identifizieren Sie Sicherheitsmaßnahmen zum Schutz des Benutzers anhand einer Schätzung des Gefährungsgrads unter den tatsächlichen Benutzungsbedingungen (unter Berücksichtigung aller Phasen des Arbeitszyklus, wie z. B. Ausschalt- und Leerlaufzeiten der Maschine zusätzlich zur Betriebszeit).
ENH101-14
Nur für europäische Länder
EG-Übereinstimmungserklarung
Wir, die Firma Makita als verantwortlicher Hersteller, erklaren, dass die folgende(n) Makita-Maschine(n):
Bezeichnung der Maschine: Einhandfräse
Modell-Nr./ Typ: RT0700C
der Serienproduktion entstammen und
den folgenden europäischen Richtlinien entsprechen: 2006/42/EG
und gemäß den folgenden Standards oder standardisierten Dokumenten hergestellt werden: EN60745
Die technische Dokumentation befindet sich im Bestand unserer autorisierten Vertretung in Europa, tatsäch:
Makita International Europe Ltd.
Rechte geleider (accessoire)
Afbryderfunktion (Fig. 2)
FORSIGTIG:
Elektronisk Funktion
Til fraserbundpladen (Fig. 6)
ADVARSEL:
opfylder betingelserne i de folgende EU-direktiver:
2006/42/EC
Bündigfraser mit Anlaufkugellager
Rundkantenfraser mit Anlaufkugelager
Winkelkantenfraser mit Anlaufkugel-lager
Rundkantenfraser mit Anlaufkugelager
Fresa para rebordo com rolamento de esferas


- TECHNISCHE DATEN
- Vorgesehene Verwendung
- Netzanschluss
- Allgemeine Sicherheitswarnings für Elektrowerkzeuge
- SICHERHEITSWARNUNGEN FÜR EINHANDFRÄSE
- BEWAHREN SIE DIESE HINWEISE SORGFÄLTIG AUF.
- WARNING:
- FUNKTIONSBESCHREIBUNG
- VORSICH:
- Einstellen der Frästiefe (Abb. 1)
- HINWEIS:
- Schalterbedienung (Abb. 2)
- Elektronikfunktionen
- Konstantrehzahlregelung
- Soft-Start
- Drehzahl-Stellrad (Abb. 3)
- MONTAGE
- Montage bzw. Demontage von Fräsern (Abb. 4 u. 5)
- VORSICHT:
- BEDIENUNG
- Für den Fräskorb (Abb. 6)
- WARNING:
- Schablonenführung
- Geradfuhrung (Zubehör)
- Fräsen von Räden
- Führungsrolle (Sonderzubehör)
- Winkelfraskorb (Sonderzubehör)
- Gleitplatte von Winkelfräskorb (Sonderzubehör) abgenommen
- Offset-Grundplatte (Sonderzubehör)
- Bei Verwendung als Oberprüse nur mit Eintauch-Fräskorb (Sonderzubehör)
- Einstellen der Frästiefe bei Verwendung des Eintauch-Fraskorbs (Sonderzubehör)
- Geradführung bei Verwendung als Oberprüse (muss mit Führungshalter (Sonderzubehör) verwendet werden)
- Geradfuhrung (Sonderzubehör)
- Schablonenführung (Zubehör)
- Absaugstutzensätze
- Für den Eintauch-Fräskorb (Sonderzubehör) (Abb. 49)
- WARTUNG
- Kohlebürsten wechseln
- SONDERZUBEHÖR
- Gerausch
- Gehorschutz tragen
- Vibration
- Nur für europäische Länder
- EG-Übereinstimmungserklarung
- Rechte geleider (accessoire)
- Afbryderfunktion (Fig. 2)
- FORSIGTIG:
- Elektronisk Funktion
- Til fraserbundpladen (Fig. 6)
- ADVARSEL:
Marke : MAKITA
Modell : RT0700C
Kategorie : Oberfräse