MF7200D - 缝纫机 JUKI - 免费用户手册
免费查找设备手册 MF7200D JUKI PDF格式.

| 产品类型 | 高速紧凑型包边缝纫机,半干式机头,圆柱形底座 |
| 品牌 | Juki |
| 型号 | MF-7200D |
| 尺寸(高 x 长 x 宽) | 450 x 444 x 285 mm |
| 重量 | 42 kg |
| 最高缝纫速度 | 4,000 针/分钟(间歇运行) |
| 机针 | UY128GAS 9号至12号(标准10号) |
| 针距 | 1.4 至 3.2 mm(可调至 4.2 mm) |
| 差动送布比 | 1:0.8 至 1:1.8(带微调) |
| 针间距 | 三针:5.6 mm 和 6.4 mm;双针:3.2 mm, 4.0 mm 和 4.8 mm |
| 压脚提升高度 | 6 mm(无上包边)/ 5 mm(有上包边);内置微提升 |
| 润滑系统 | 齿轮泵强制润滑;油箱 600 至 900 cm³(使用 JUKI MACHINE OIL 18 润滑油) |
| 电源 | 三相离合器电机 400 W(1/2 马力);电压和频率根据安装条件 |
| 主要功能 | 用于针织和编织物的卷边和包边;包边针迹(ISO 406, 407, 602, 605) |
| 噪音水平 | 声压 80.5 dB(A);声功率 86.0 dB(A)(在 4000 针/分钟时) |
| 安全 | 手指保护、眼睛保护、皮带罩、针杆盖、紧急停止 |
| 维护与清洁 | 定期清洁送布牙和针板;每6个月更换润滑油;检查油滤 |
| 备件与可维修性 | 推荐使用 Juki 原厂零件;由合格技术人员进行维护 |
常见问题 - MF7200D JUKI
用户关于以下问题的提问 MF7200D JUKI
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 缝纫机 免费PDF格式!查找您的手册 MF7200D - JUKI 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 MF7200D 品牌 JUKI.
用户手册 MF7200D JUKI
- 澳滑油にと 9
2.注油中 9 - 溢滑油の交换 9
- 工斯隆装置に这样
10
V. 10
- 22
- 澳滑油の交换 22
3.才伊尔菲尔夕の点検·交换 22
I.仕樣
1 二座(黑) × 3
2 座金
3 S複元格座金
4 十卜
5
6 原座(灰色) × 1
① 汞儿卜
2 S-
3座金
4 SsPUNG座金
5 才卜
⑥ 受付板
7 SsPrlnGbOp
3 原座(黑) × 3
原座(灰色) × 1
■防振ごムの取り付け
A 部の灰色の防振は取付てくさい。
品番品名数量
40072505防振(灰色)1
13155403防振(黑)3
A
2
1 2
製品適合了毛一夕予使用用下。適合了毛一夕予使用不等、三的最高回軀を超え、三の故障的原因になは。
3. 毛一夕の取り付款
三申神予一力反逆回転者及、正常不给油行之故障的原因于有。
4. バルトの掛け方
注意
- 使用才専JUKIMACHINEOIL18

最後に匕入 3 言奥当的るまて押し迍、ねじ 2 ② ② 固定しま�。
送同士、は送同士、針板接用。使用
5. 差動比の調節
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
- 70.
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
- 水平
- 级别
- 原因
- 要因
- 防范
- 故障
- 疾病
- 病情
- 疾病原因
- 疾病危害
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 疾病危害程度
- 磨伤
- 振动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 摔动
- 接触
- 接触
- 接触
- 接触
- 接触
- 接触
- 接触
- 接触
- 接触
- 接触
- 接触
調節は止てねし 2、4にご行いま。
| 克莱フ��态 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状态 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状處 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状態 克莱フ状 |
微量押上上末 1 车左回及微量押上上步卜一2下,押上上比一3与接触、押之上加。
縫製条件に優高さを調節てくさい。

微量押上使使用不場合是微量押上 10 20 100 100 100 100 100 100 100 100 100 100 100
VII. 保守
1. マシングの清掃
注意
才尔菲尔夕 1 三吉三告者,正常不给油为 始末世。6月云与点检下
由于缝制作业的具体情况,有时不得不靠近机器转动的零部件进行操作而有可能接触到转动零部件,因此实际操作机器的操作员和维修保养的维修人员,必须在事前仔细阅读有关安全的注意事项,充分理解内容之后再进行作。此有关安全的注意事项中记述的内容有的不是用户购买的商品规格的内容。
另外,为了能让用户充分地理解用说明书以及产品的警报标签,特将警报表示分为如下种类。请充分了解这些内容并遵守指示的要求。
( )危险等级的说明
| 危险 | 操作或维修养机器时,如果当事人、第3者操作错误或没有避免该情况,有发生死亡或造成重伤的危险。 |
| 警告 | 操作或维修养机器时,如果当事人、第3者操作错误或没有避免该情况,有发生死亡或造成重伤的潜在可能。 |
| 注意 | 操作或维修养机器时,如果当事人、第3者操作错误或没有避免该情况,有造成中轻伤的可能。 |
(II)警告图标表示和指示标签的说明
| 警告图标表示 | 有接触转动部,造成负伤的危险。 | 警告图标表示 | 作业时拿缝纫机的话,有让手受伤的危险。 | ||
| 有接触高电压部,造成触电的危险。 | 有卷入皮带,造成负伤的危险。 | ||||
| 有接触高温部,造成烫伤的危险。 | 触摸了纽扣传送器,有受伤的危险。 | ||||
| 如果直接目视激光的话,有伤害眼睛的危险。 | 指示标签 | 指示正确的转动方向。 | |||
| 有头部接触到缝纫机的危险。 | 指示地线的连接。 |
| 警告标签 | 1→ 2→ | 1 2 | ←3 | |
| 1·有发生中轻度伤害、重伤、死亡的危险。 ·触摸了活动部分的话,有发生负伤的危险。 | 1 2 | |||
| 2·应安装安全防护器,然后再进行缝制。 ·应安装安全护罩,然后再进行缝制。 ·应安装保护装置,然后再进行缝制。 | 3 | |||
| 3·必须切断电源之后,再进行「穿线」「换针」「更换棱心」以及「油、清扫」的操作。 | ||||
| 触电危险标签 | 危险 高电压部分に触い、大被害はる 电源を切て、5分以上たてから カローマンはすと。 | DANGER Hazardous voltage will cause injury. Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. | ||

危险
- 需要打开电气箱时,为了防止触电事故,请关闭电源,经过5分钟以上的时间之后再打开电气箱盖。
注意
基本注意事项
- 用之前,请您在定阅读用说明书以及附属的所有说明资料。
另外,请您妥善管本用说明书,以便随时可以立即查阅。
2.本注意事项中有部分内容可能不是您所购买的机器规格的内容。 - 为了防止断针造成的事故,请戴上安全防护眼镜进行操作。
- 用心脏起搏器的人,请一定与专门医生咨询之后再用。使
安全装置、警告标签
- 为了防止由于没有安装安全装置而造成的事故,操作本机器时,请确认安全装置是否正确地安装到规定位置之后再进行操作。
2.为了防止人身事故,卸下了安全装置后,请一定再安装到原来的位置,并确认功能是否正常。 - 为了防止人身事故,请把警告标签时常地粘贴到可以明显看到的机器上。如果脱落或发生污损,请立即更换成新的标签。
用途、改装
- 为了防止人身事故,请不要将本机器用于本来的用途和用说明书规定的用方法以外的用处。如果用于规定用途以外时,本公司一概不负任何责任。
- 为防止人身事故,请不要改装机器。对于因改装而发生的事故,本公司一概不负任何责任。
教育培训
- 为了防止由于不熟练而造成的事故,雇用单位应就有关本机器的操作和安全注意事项,对操作人员进行教育,而且只让具有专业知识和操作技能的操作人员用本机器。同时,雇用单位一定事前编制操作人员的教育培训计划,并切实地实施。
必须关闭电源的事项
关闭电源:是指关闭电源开关之后,并且把电源插头从电源插座上拔下来。以下相同。
- 为了防止人身事故,当确认了异常、故障后以及停电时,请立即关闭电源。
- 为了防止因机器突然起动造成的事故,在如下情况时,请一定关闭电源之后再进行操作。特别是用离合马达时,关闭电源后,一定确认了缝纫机完全停止转动之后再进行操作。
2-1.例如,向机针、弯针、分线器等需要穿线的零件进行穿线或更换梭心时。
2-2. 例如,更换或调整组成机器的所有零部件时。
2-3. 例如,检查、修理、清扫机器时,或离开机器时。
3.为了防止触电、漏电、火灾事故,拔电源插头时,一定要手持插头拔电线,而不能拉着电线拔。
4. 不用缝纫机闲放时,一定要关闭电源。
5. 为了防止因电气零部件的损坏造成的事故,停电后请一定关闭电源。
在各用阶段的注意事项
使
搬运
- 为了防止人身事故,抬起缝纫机移动时,请一定根据机器的重量采用确保安全的方法进行搬运。另外,有关机器重量,请确认用说明书的说明。
- 为了防止人身事故,抬起缝纫机移动时,请采取确保安全的措施防止翻倒、掉落。
- 为了防止不可预想的事故、掉落事故、机器损坏,请不要再次包装已经开箱的机器进行搬运。
开箱
- 为了防止人身事故,开箱时请按照从上方开始的顺序进行开箱。木框包装时,请一定要小心不要被钉子扎破。请把钉子从木板上拔下来。
- 为了防止人身事故,取出机器时,请一定首先确认机器的重心位置然后小心地取出。
安装
(1)机台、台脚
- 为了防止人身事故,请一定用纯正的机台、台脚。不得以用非纯正的零件时,请一定用可以充分承受机器重量、运转时的皮用力的机台、台脚。
2.为了防止人身事故,在台脚上安装脚轮时,请用具有充分强度的带锁定装置的脚轮,操作机器时、维修养、检查、修理时进行锁定不要机器晃动。使
(II)电缆、布线
- 为了防止触电、漏电、火灾事故,用电缆时请不要向电缆施加过大的力量。另外,在V形皮带等转动零部件附近布设电缆时,已经让电缆距离它们 30mm 以上。
- 为了防止触电、漏电、火灾事故,请不要进行分岔布线。
- 为了防止触电、漏电、火灾事故,请一定牢固地固定连接器。另外,拔连接器时,请一定手持连接器拔线。
(III)接地
- 为了防止因漏电、绝缘耐压而造成的事故,一定请具有电气专门知识的人安装电源插头。另外,请一定把电源插头连接到接地的电源插座上。
- 为了防止因漏电造成的事故,请一定把地线接地。
(IV)马达
1.为了防止马达烧毁而造成的事故,请一定用规定的额定马达(纯正品)。
2. 用市场出售的离合马达时,因被卷入 V形皮带而造成的事故,请一定选用安装有防止卷入功能的皮带护罩的离合马达。
操作前
- 为了防止人身事故,接通电源之前,请一定确认连接器、电缆等确实没有损伤、脱落、松动。
- 为了防止人身事故,请不要把手伸到活动的部位。另外,请确认皮带轮的转动方向是否与箭头标记一致。
- 用带脚轮的机台脚时,为了防止突然的起动造成的事故,请一定锁定脚轮,带有调节器时,请调节使合脚把脚固定好。
操作中
- 为了防止卷入而造成的事故,操作机器时,请注意不要让手指、头发、衣服靠近皮带轮、手动飞轮、马达等转动部位,也不要把物品放到上面。
- 为了防止人身事故,接通电源时或机器操作中,请不要把手指靠近机针,也不要把手指伸到挑线杆护罩里。
- 缝纫机以高速在进行转动。为了防止弄伤手,操作中绝对不能让手靠近弯针、分线器、针杆、旋梭、布切刀等活动部位。另外,更换缝纫机机线时,请关闭电源,确认了缝纫机和马达均完全停止之后再进行更换。
-
为了防止人身事故,从机台上拆卸缝纫机时,或者返回安装到原来的位置时,请注意不要夹到手指。
-
为了防止因突然的起动造成的事故,拆卸皮带护罩以及 V 形皮带时,请一定关闭电源,确认了缝纫机和马达均完全停止之后再进行拆卸。
- 用伺服马达时,机器停止时马达不发出声音。为了防止因突然的起动造成的事故,请注意不要忘记关闭电源。
- 为了防止因过热造成的火灾事故,用时请不要堵住马达电源箱的冷却口。
加油
加
- 请使用 JUKI 纯正的机油和 JUKI 纯正的润滑脂向规定部位进行油和涂抹润滑脂。
- 为了防止炎症和脓肿,眼睛、身体上粘附了油时,请立即进行清洗。
3.为了防止腹泻、呕吐,如果误饮了机油,请立即让医生治疗。保
维修养
保
- 为了防止因不熟练而造成的事故,有关修理、调整,请一定让熟悉机器的维修养技术人员按照说明书的说明进行修理和调整。另外,更换零部件时,请一定用本公司的纯正零部件。对于不适当的修理和调整以及用非纯正零部件造成的事故,本公司一概不负任何责任。
2.为了防止因不熟练造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委托本公司、代理店的技术人员进行有关电气的修理和维修(包括布线)。 - 为了防止因突然的起动造成的事故,修理和维修养用气缸等高压空气的机器时,请一定卸下空气供给源的管子,排放出残留的空气之后再进行修理和维修养。
- 为了防止人身事故,修理调整和更换零部件后,请一定确认螺丝螺母等没有松动。
- 机器的用期间中,请一定定期地进行清扫。此时,为了防止因突然的起动而造成的事故,请一定关闭电源,使确认了缝纫机和马达均完全停止之后再进行清扫。
- 进行维修养、检查、修理时,请一定关闭电源,确认了缝纫机和马达均完全停止之后再进行操作。(离合马达时,请注意关闭电源后马达由于惯性仍然回继续转动一定时间。)
- 为了防止人身事故,经过修理调整,机器不能正常操作时,请立即停止操作,与本公司或代理店联系,委托有关技术人员修理。
- 为了防止人身事故,保险丝熔断后,请一定切断电源,排除了保险丝熔断的原因之后,更换相同规格的新保险丝。
- 为了防止马达的火灾事故,请定期地进行风扇通气口的清扫和配线四周的检查。
用环境
为了防止因误动作造成的事故,请在没有高频电焊机等强噪音源(电磁波)影响的环境下用缝纫机。2.为了防止因误动作造成的事故,在超过额定电压 ± 10% 的地方,请不要用缝纫机。使
3.为了防止因误动作造成的事故,对于用气缸等高压空气的装置,请确认了压力符合规定之后再进行用。
4. 为了安全地用缝纫机,请一定在下列环境下进行用。
动作时的周围温度 5^ 35^
动作时的相对湿度 35% 85%
- 为了防止因电气零部件的损坏和误动作造成的事故,从寒冷的环境急速地变到温暖的地方后容易产生结露现象,请等待水滴完全干燥之后再接通电源。
- 为了防止因电气零部件的损坏和误动作造成的事故,打雷时为了安全,请停止操作,并拔下电源插头。
- 有的电波状态下,可能会给予附近的电视机、收音机带来噪音。此时,请在稍稍离开缝纫机的地方使用电视机、收音机。
- 为了确保作业环境,请遵守各国的有关法令。
需要对应噪音时,请穿戴有关法令规定的防音防护用具等。
- 有关产品、包装的废弃,用完的润滑油等的处理,请按照各国的法律法规进行适当的处理。
使
为了安全地使用MF-7200D系列的缝纫机的注意事项
| 危险 | 1.为了防止因触电造成的事故,请不要在打开电源的状态下触摸马达电气箱的盖子、电气箱内的零件。 |
| 注意 | 1.打开电源开关时和缝纫机运转中,请不要把手指放到机针下附近。2.缝纫机运转中,请不要把手指、头发、衣服靠皮带轮和机针下附近,也不要把物体放到上面。3.请不要在卸下皮带罩、手指防护罩和眼睛防护罩等安全装置的状态运转缝纫机。4.检查、调整、清扫缝纫机,穿线,更换机针等时,请一定关闭电源,确认了踩踏起动踏板缝纫机也不动作后再进行操作。5.为了确保安全,请在卸下电源地线的状态不要运转缝纫机。6.插拔电源插头时,请一定事先关掉电源开关。7.打雷时,为了确保安全,请停止作业,拔掉电源插头。8.从寒冷的地方移动到温暖的地方后等时,有可能发生结露,所以请等水滴完全干燥后再打开电源。9.进行保养、检查、修理作业时,请一定关闭电源,确认缝纫机和马达完全停止之后再进行操作。(使用离合马达时,请注意关闭电源后马达由于惯性仍然会继续转动一段时间。10.因为本产品属于精密机器,所以操作时请充分注意,不要把水、油溅到机器上面,也不要让机器掉落给与机器冲击。 |
运转缝纫机前的注意事项
注意
为了避免机械的错误动作或损伤,请确认如下项目内容。
- 使用缝纫机之前,请一定向加油口加入JUKI指定机油。
- 第一次使用缝纫机之前,请把缝纫机打扫干净。
请把运送中积的灰尘打扫干净。
请确认设定的电压是否正确 - 请确认电源插头是否正确地插好。
- 电源规格不同的情况时,请绝对不要使用缝纫机。
- 缝纫机的转动方向从皮带轮侧看为顺时针方向转动。请注意不要让缝纫机倒转。
- 运转缝纫机时,请正确地设置到机台之后再打开电源开关。
- 最初的第 1 个月,请降低缝纫速度,在转速 3,500sti/min 以下使用。
- 待缝纫机确实停止之后再操作飞轮。缝纫机确实地停止之后,再转动皮带轮。
注意
另外,在使用说明书中为了突出说明的重点,有的地方省略显示了「眼睛防护罩」、「手指防护器」等安全装置,请了解。
但是实际使用时,请绝对不要卸下这些安全装置。
目录
I.规格
Ⅱ.各部分的名称 2
Ⅲ. 安装方法 3
1.缝纫机机头往机台上的安装 3
2. 马达皮带轮、皮带的选定方法
3. 马达的安装
4. 皮带的挂法
5. 皮带罩的安装 ..... 8
6.链条的安装 8
7.导线器的安装 8
IV. 关于加油、注油
- 关于机油 9
- 关于加油 9
- 缝纫机油的更换
- 线冷却装置 10
V. 缝纫机的使用方法 ..... 10
- 关于缝纫机针 10
- 机针的安装方法 ..... 10
- 穿线方法 ..... 11
- 缝迹长度的调节 ..... 12
- 差动比的调节 ..... 12
- 压脚压力的调节 13
- 线张力的调节 ..... 13
VI.缝纫机的调整 14
1.冷却器导线器的调整 14
2.针杆挑线器线座的调整 14
3. 摆动挑线杆的调整 ..... 15
4. 摆动挑线杆线座的调整 15
5. 分布导线器的调整 ..... 15
6.底线凸轮导线器的调整 16
7. 带绕底线的防止板的调整 16
8.弯针的调整方法 17
9. 机针高度的调整 ..... 17
10.后针座的调整 18
11. 摆动挑线杆的同步和线环的关系 18
12. 送布牙高度的调整
13. 分布器的安装位置 19
14. 分布导线器、针夹导线器的调整 20
15. 前针座的调整 20
16. 压脚提升量的调整 21
17. 微量压脚提升的调节 21
VII.维修保养 22
- 缝纫机的清扫 22
- 缝纫机油的更换 22
- 滤油器的检查、更换 22
I.规格
| 机种名称 | 半干式机头细筒型双面装饰 扁平缝缝纫机 |
| 型式 MF-7200D 系列 | |
| 缝迹形式 ISO 规格 406、407、602、605 | |
| 用途例 针织、编织产品的包边缝、包布缝 | |
| 最高缝纫速度 最高缝纫速度 4,000 sti/min (间歇运转时) | |
| 针幅 | 3根针----5.6mm、6.4mm 2根针----3.2mm、4.0mm、4.8mm |
| 差动送布比 | 1:0.8~1:1.8(缝迹长度3.2mm以下) 装备有微量差动送布调节机构(微调整) |
| 缝迹长度 | 1.4mm~3.2mm(经调整可至4.2mm) |
| 使用机针 | UY128GAS #9S - #12S(标准#10S) |
| 针杆行程 | 31mm |
| 外观尺寸 | 高度:450×左右:444×前后:285 |
| 质量 | 42kg |
| 压脚上升量 | 6mm(针幅5.6mm无上装饰)、5mm(有上装饰) 装备有微量压脚提升机构 |
| 送布调节方法 | 主送布-----拨盘式缝迹间距调节方式 差动送布-----拨杆调节方式(装备有微调机构) |
| 弯针机构 | 球面杆驱动方式 |
| 润滑方法 | 齿轮泵强制润滑加油方式 |
| 润滑油 | JUKI MACHINE OIL 18 |
| 贮油量 | 油尺下线600cc~上线900cc |
| 安装方法 | 上部安装式、半落地式 |
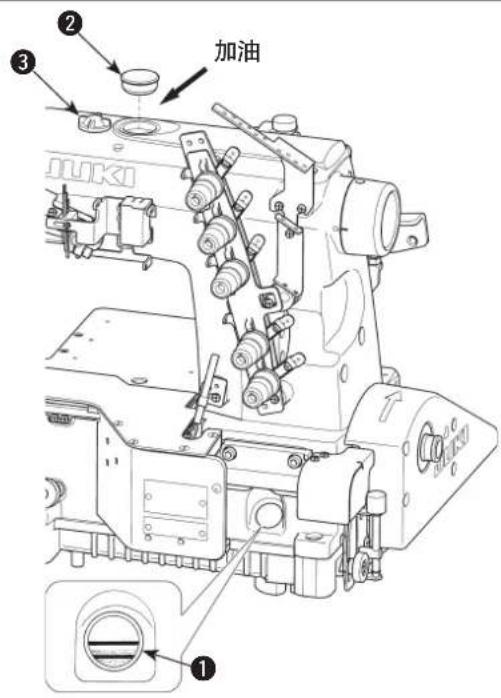
Ⅱ. 各部分的名称
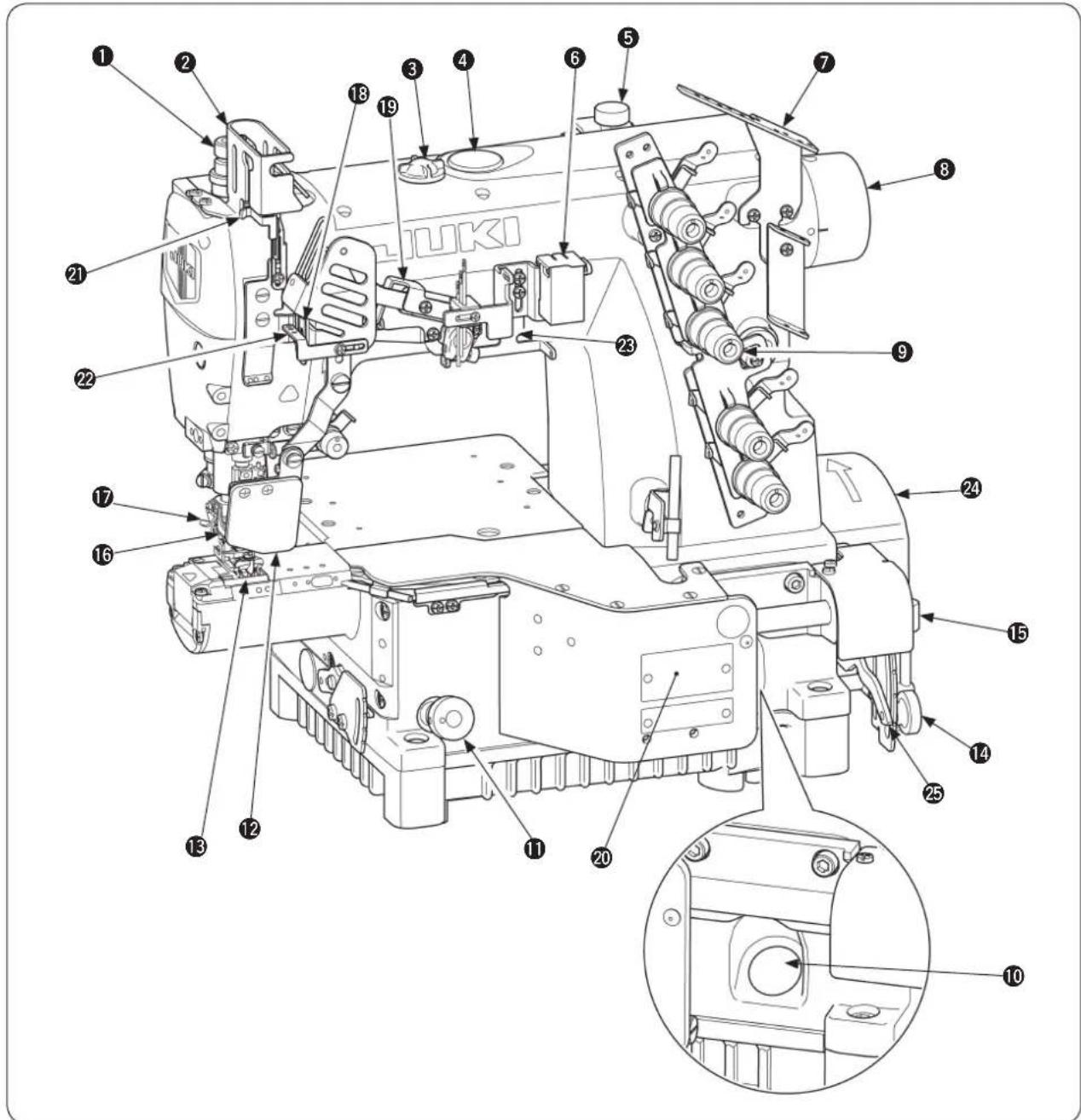
压脚调节螺丝
2针杆挑线杆护罩
③ 机油循环确认窗
4 加油口盖
⑤ 微量压脚提升
6 机线冷却装置
7 第一导线器
8上弯针
9 线张力器旋钮
10机油尺
11 送布调节旋钮
12眼睛防护罩
13针板
14差动锁定螺母
15 微调旋钮 24
16手指防护器
17 切线刀刃
18 摆动挑线杆线座
19摆动挑线杆
20 前护罩
21针杆挑线杆线座
摆动挑线导线器
念 冷却槽导线器
皮带防护罩
25差动调节拨杆
Ⅲ. 安装方法
注意
所有的操作完了之前,请不要把马达的电源插头插到电源插座上。以防止被卷入机器里,造成负伤的危险。
1. 缝纫机机头往机台上的安装
注意
本缝纫机的质量有 42kg 。因此,开箱、搬运、安装时,请务必2人以上来操作。
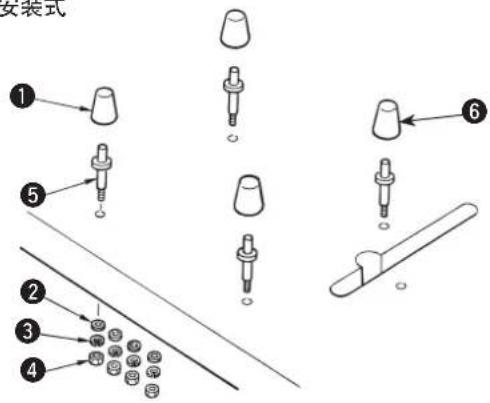
上部安装式
如图所示安装销子和橡胶垫,然后正确地安装缝纫机
① 橡胶座(黑)×3
垫片
3 弹簧垫
螺母
5销子
6橡胶座(灰)x1
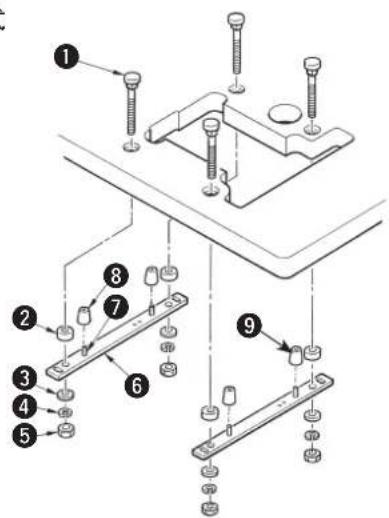
半落地式
如图所示安装底板和橡胶座,然后正确地安装缝纫机
螺栓
底座
3垫片
4 弹簧垫
螺母
6底板
7 弹簧销
橡胶座(黑)×3
9橡胶座(灰)x1
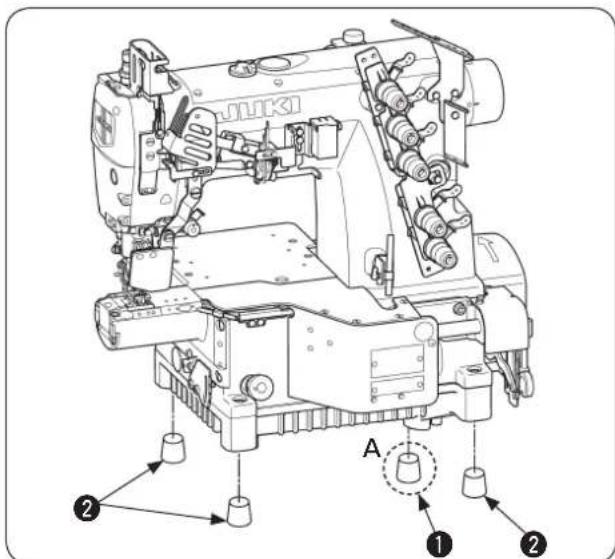
■防振橡胶的安装
请仅在A部安装灰色的防震橡胶
| 货号品名 | 数量 | ||
| 1 | 40072505 | 防震橡胶(灰色) | 1 |
| 2 | 13155403 | 防震橡胶(黑色) | 3 |
机台图纸(上面安装式)同步皮带驱动
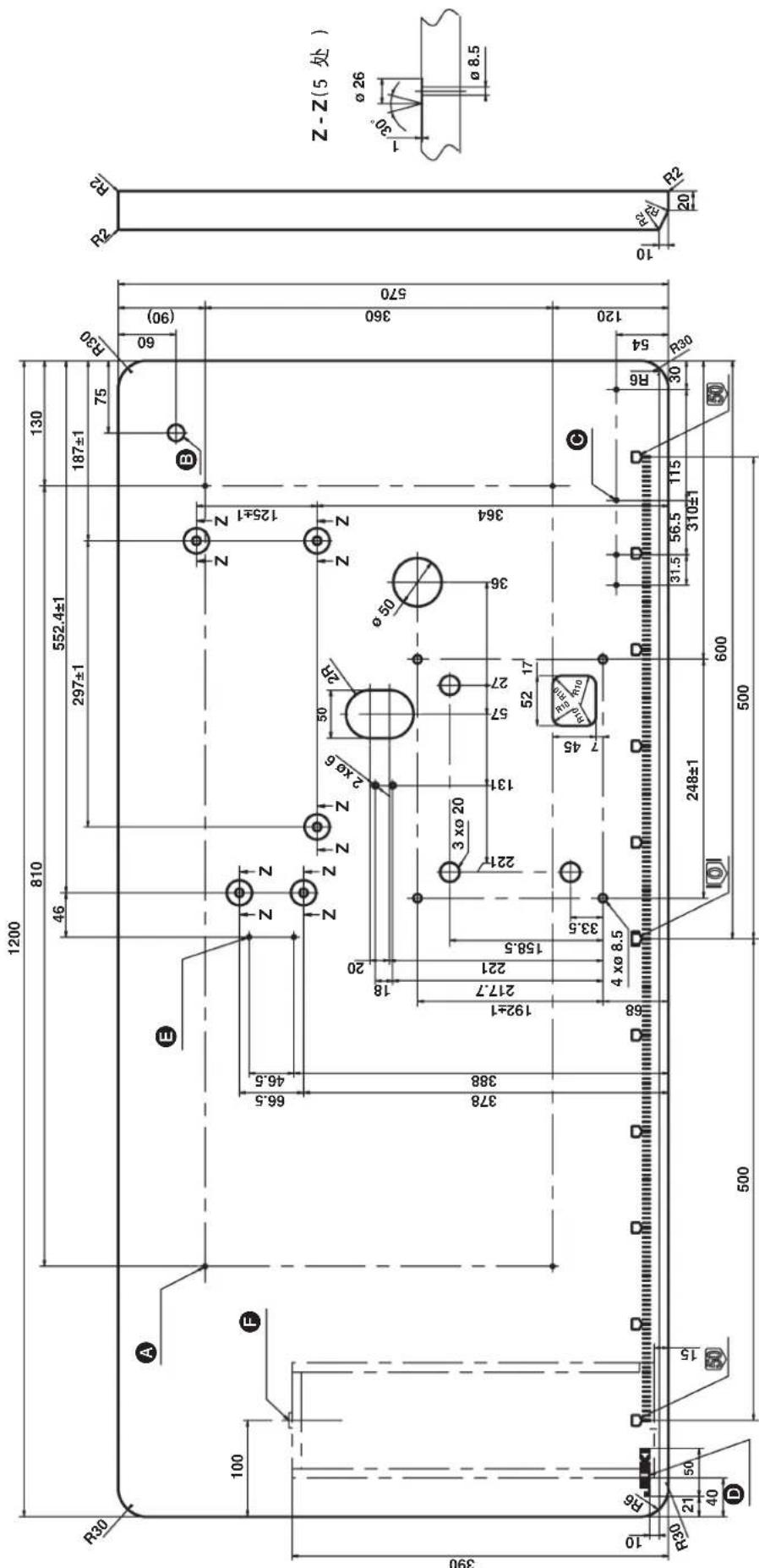
A4-Φ3.4背面深度20(安装时应钻孔)
17钻挖
4 - 3.4 背面深度20(安装时应钻孔)
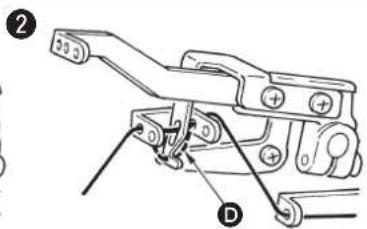
D JUKI 商标图案
E2-Φ3.4背面深度20(安装时应钻孔)
抽屉止动器安装位置(背面)
机台图纸(半落地式)同步皮带驱动
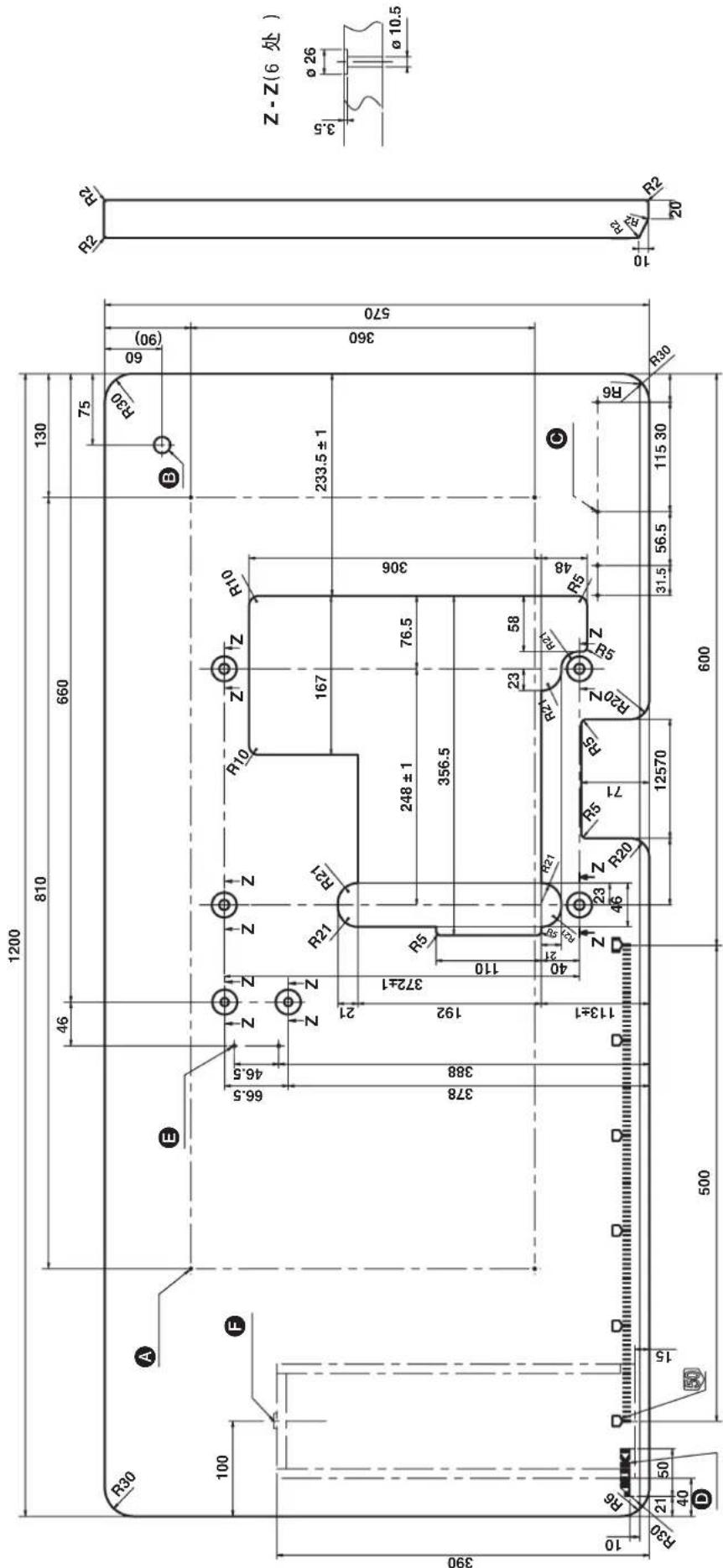
A4-Φ3.4背面深度20(安装时应钻孔)
17 钻挖
4 - 3.4 背面深度20(安装时应钻孔)
D JUKI 商标图案
E2-Φ3.4背面深度20(安装时应钻孔)
F抽屉止动器安装位置(背面)
机台图纸(上面安装式)V形皮带方式
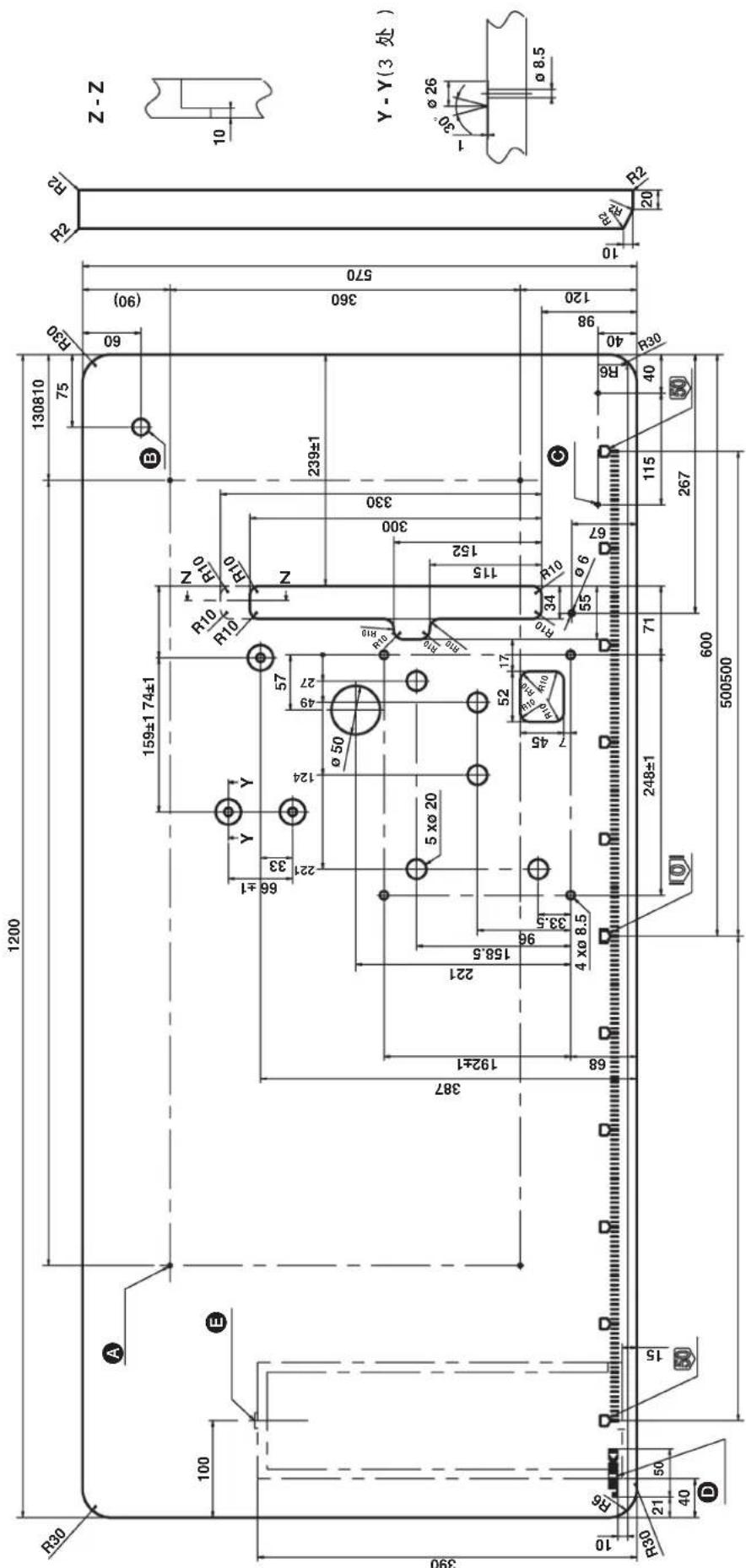
A4-Φ3.4背面深度20(安装时应钻孔)
B17 钻挖
4-Φ3.4背面深度20(安装时应钻孔)
D JUKI 商标图案
抽屉止动器安装位置(背面)
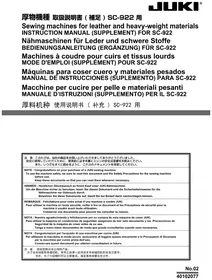
2. 马达皮带轮、皮带的选定方法
马达皮带轮和皮带
| 缝纫机的缝纫速度(sti/min) | MF-7200D | |||
| 50Hz 60Hz | ||||
| 马达皮带轮尺寸 皮带尺寸 马达皮带轮尺寸 | 皮带尺寸 | |||
| 3500 | ø80 | M-38 | ø65 | M-37 |
| 4000 | ø90 | M-38 | ø75 | M-37 |
※此表是使用3相2极400瓦(1/2HP)的离合马达时的数值。
※市面销售的皮带轮外径为5mm单位,因此请指定接近计算值的市面销售的皮带轮。

请使用适合本产品的马达皮带轮。如果没有使用适合的皮带轮的话,超过缝纫机的最高转速,缝纫机就会发生故障。
3. 马达的安装
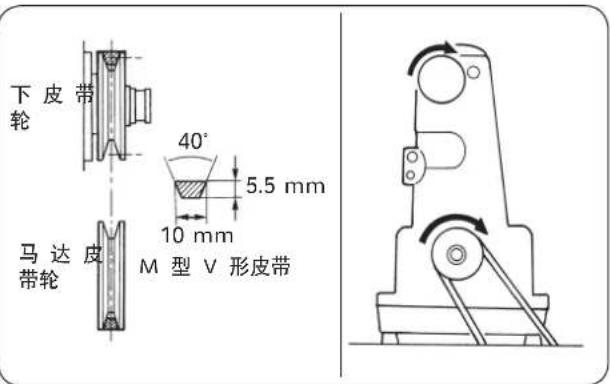
请使用3相2极400瓦(1/2HP)的离合马达,并使用M型V形皮带。
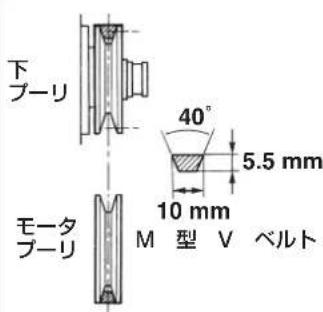
1)踩了踏板之后,马达皮带轮向左靠紧。此状态时,请调整马达让马达皮带轮和下皮带轮的中心对齐。马达皮带轮的安装方法,请参照马达使用说明书
2)安装马达时,请让缝纫机皮带轮向顺时针方向转动

缝纫机皮带轮反转的话,就不能正常加油,造成缝纫机故障。
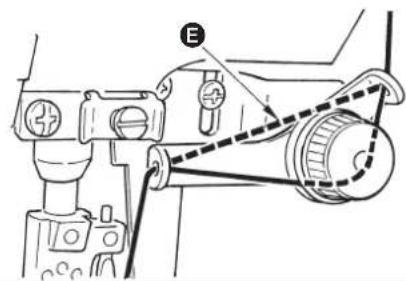
4. 皮带的挂法
注意
更换皮带时,请一定关掉马达的电源,确认马达停止转动之后再进行更换作业。否则,有发生手、衣服卷进缝纫机,发生负伤的事故的危险。
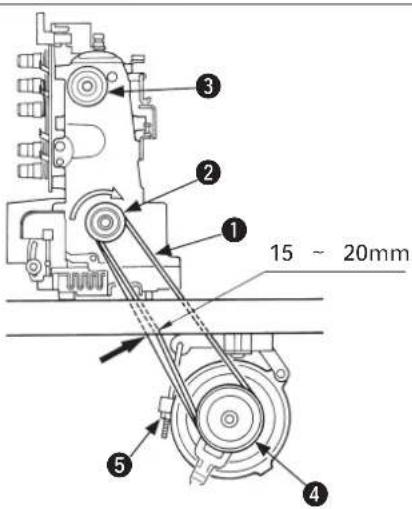
1)请把皮带挂到下皮带轮上
2)一边转动上皮带轮 ③,一边把皮带的一头挂到马达皮带轮 ④ 上。
3)用约10N(1.02kgf)的力量按压皮带的中央部后,松弛量应为 15 20mm ,请按此标准进行调整。
4)调整好皮带张力之后,请把固定螺母 确实地拧紧固定。

运转缝纫机皮带摆动过大时,请重新调整皮带张力。
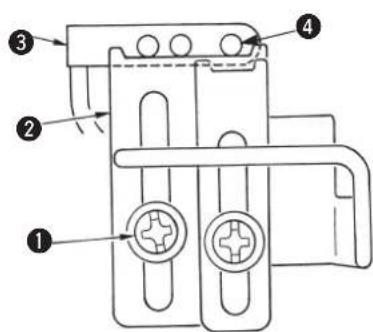
5. 皮带罩的安装
注意
请一定安装皮带罩。如果没有安装,就有把手、衣服卷入机器内,或把缝制物卷入机器内的危险。
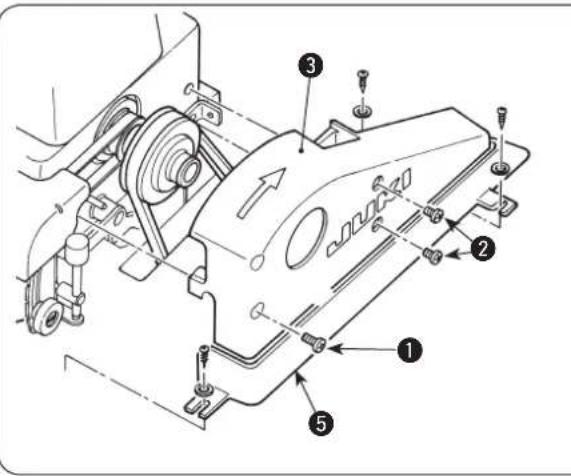
请按照图示那样安装好皮带护罩 3
1、2是皮带护罩3的固定螺丝
螺丝螺丝头下面的长度比螺丝 1 螺丝头下面的长度短。
※使用半落地式的机台时,不能使用护罩
※使用台式机台时,请固定了护罩 之后,再装设机头。
6.链条的安装
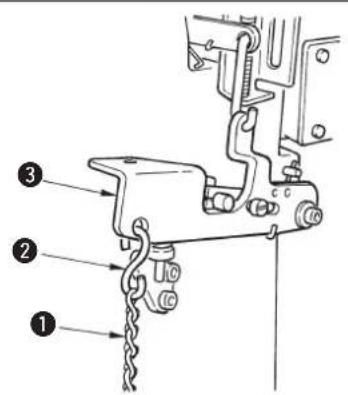
1)请把链条 ① 的钩 ② 挂到压脚提升拨杆 ③ 上。
2)请把链条 另一侧的钩挂到踏板上。
7.导线器的安装
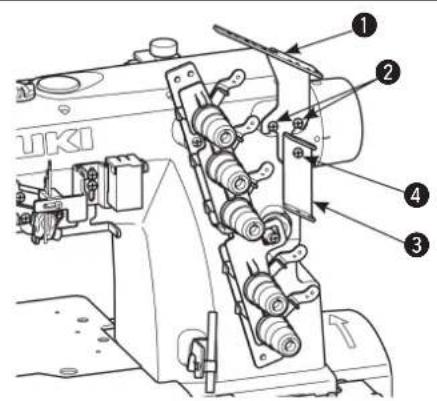
1)把附属的第1导线器①用螺丝②安装到机臂上。
2)把导线器川螺丝4安装到第1导线器①
IV. 关于加油、注油
1. 关于机油
(初次使用缝纫机时)
出货时,机油均被排放。因此初次使用缝纫机之前,请一定加入机油
·使用机油:JUKIMACHINEOIL18

机油添加剂会造成机油的劣化或造成缝纫机的故障,因此请不要使用。
加油时,请卸下标有「OIL」的加油口盖子 ②,把机油加到油尺 ① 的上下刻线之间。
(使用缝纫机前的检查)
1)请用检查油尺,确认油量是否在上下2条刻线之间。如果油量比下线还低时,请补加机油。
2)转动缝纫机,请从机油循环确认窗 确认是否机油从喷嘴喷出来。如果没有机油喷出时,请进行「滤油器的检查、更换」(参照22页)。
2. 关于加油
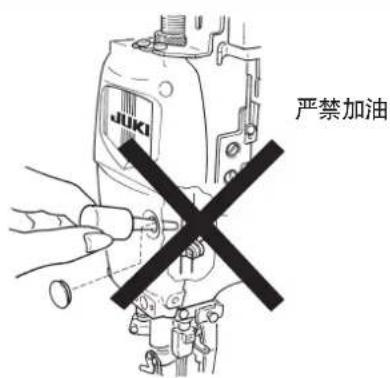
针杆、压脚提升以及分布器等有关零部件全部采用润滑脂润滑结构。因此,请不要向里面加油。

加油之后,会使润滑脂流失,因而造成机器故障。
3. 缝纫机油的更换

注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
MF-7200D
新缝纫机时,约使用1个月之后,请更换机油(JUKIMACHINEOIL18)。
以后,请每6个月更换1次机油。
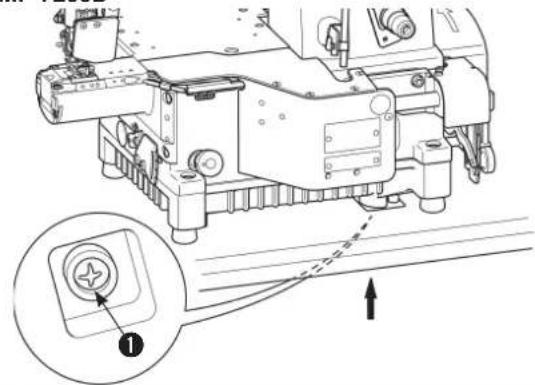
1)请把接油容器安装到排油螺丝 的下面。
2)请卸下排油螺丝。让机油排放出来
3)排放后,请擦干净机油,然后安装上排油螺丝。
4. 线冷却装置
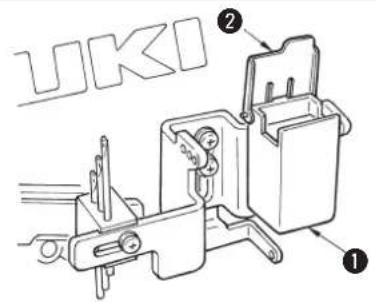
本产品标准装备有线冷却装置。高速缝制以及使用化纤线、化纤布料时,为防止断线、跳线,请使用线冷却装置。使用的油是硅油(二甲基硅)。
请打开线冷却槽 1 的盖子 2,确认缝纫机线上、线冷却装置里是否有硅油。
如果油不够时,请补加硅油(二甲基硅)。

硅油如果沾附到线冷却装置以外的零件上,请一定擦干净。如果不擦干净,就会使缝纫机发生故障。
V. 缝纫机的使用方法
1.关于缝纫机针
| 日本针号 | 9 10 | 11 12 | 14 | ||
| 德国针号 | 65 70 | 75 80 | 90 |
本产品使用的缝纫机针是UY128GAS。
机针的针号应根据缝制条件来适当地选择。
2. 机针的安装方法

注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
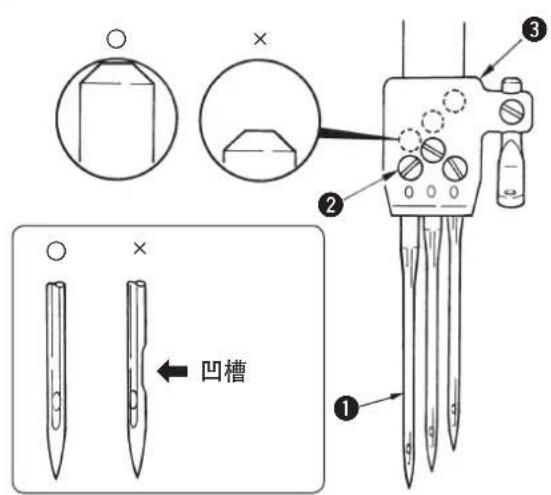
1)用螺丝刀拧松机针①的固定螺丝②。
2)把新缝纫机针的凹部朝向里侧,然后深深地插进针座3的孔里。
3)然后请拧紧机针固定螺丝
3. 穿线方法
注意
为了防止突然的起动造成人身事故,请关掉电源,确认马达确实停止后再进行操作。穿线方法不正确,会造成跳针、断线、断针、张力不好等故障。
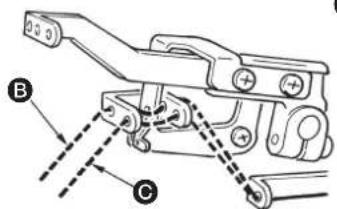
(1)标准的穿线方法
请按照图示的要领进行穿线。
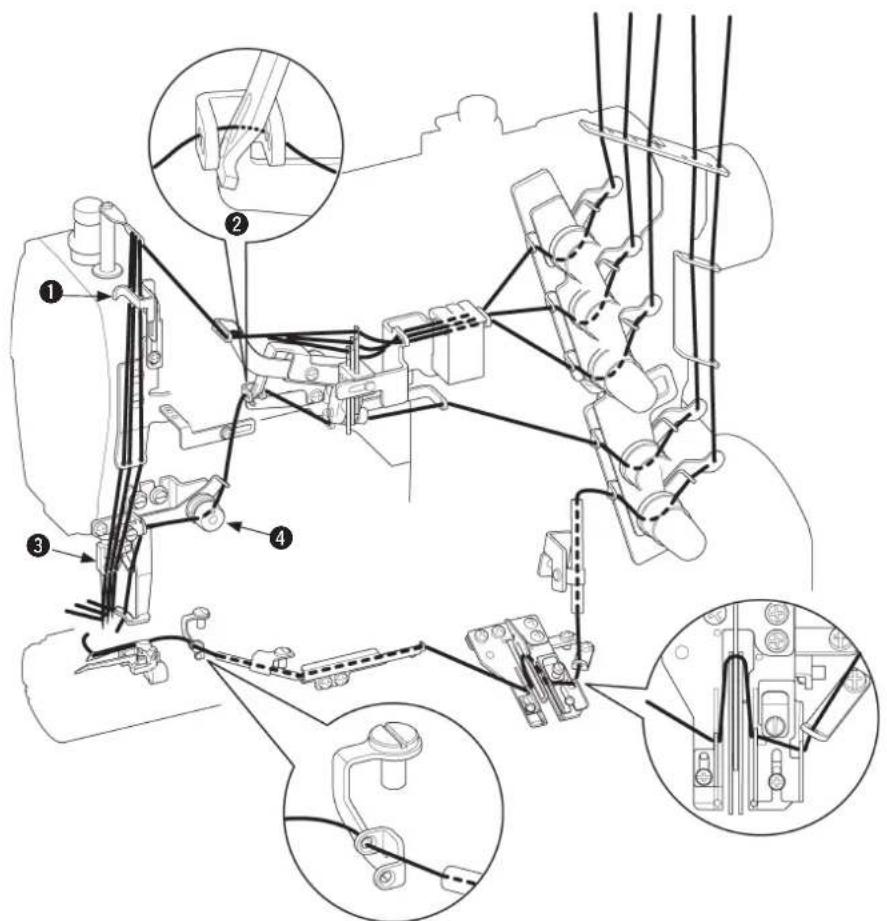
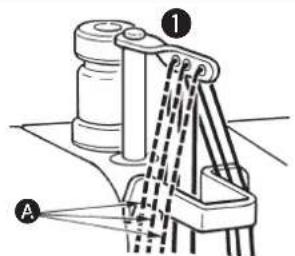
使用伸缩性大的线时,按照虚线 A 穿线
装饰线过松时 = 6 穿过仍然过松时 = 0
装饰线过紧时 = ⑥
使用伸缩性大的线时
3
使用伸缩性小的线时
4
使用伸缩性大的线时,按照虚线 日 穿线
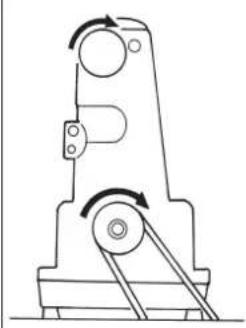
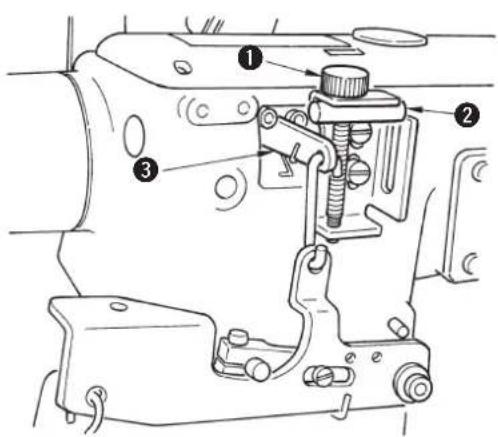
4. 缝迹长度的调节
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
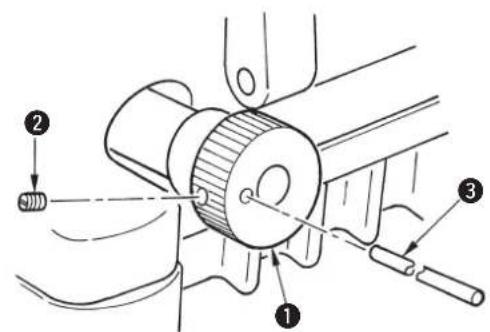
缝迹长度可以在 0.8mm 到 3.2mm 的范围任意地调整。※ 实际缝制后的缝迹长度,随布料的种类和厚度而有所不同。
[改变缝迹长度的方法]
向右转动送布调节旋钮 ① ,缝迹变大。向左转动,则缝迹变小。
- 把缝迹长度设定到 3.2mm 以上时
拧松螺丝 ② ,向右转动送布调节旋钮 ① ,调节缝迹长度。最后,把销子 ③ 插到深处,再用螺丝 ② 拧紧固定。请在送布牙与送布牙,送布牙与针板不相接触的范围进行使用。
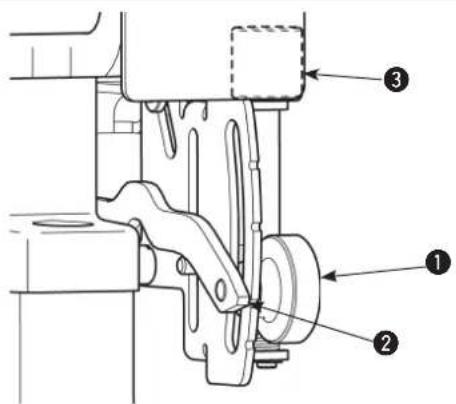
5. 差动比的调节
拧松差动锁定螺母 1,提升拨杆 2之后,差动比变大,缝制的布料会皱缩。
下降拨杆 之后,差动比变小,缝制的布料会伸长。可以川微调旋钮 3 进行差动比的微调整。

调整缝迹长度和差动比的关系时,送布牙和送布牙相碰,或送布牙与针板相碰,有可能造成零部件损坏,请充分注意。
6. 压脚压力的调节
请把压脚压力在缝迹稳定的范围内尽量调弱。
调节压力时,拧松压脚调节螺丝 ① 的锁定螺母 ②,转动压脚调节螺丝 ①。调节后,请拧紧锁定螺母 ②。
向右转动之后,压力变强。
向左转动之后,压力变弱。
7. 线张力的调节
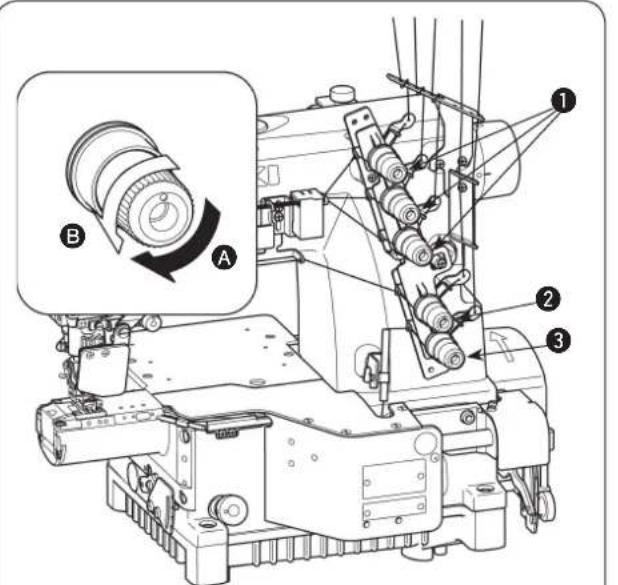
A = 缩短
B = 拧紧
调节线张力时请用以下零件进行调节。
线张力器旋钮
上装饰线张力器旋钮
③ 弯针线张力器旋钮
向右转动之后,紧线力变强。
向左转动之后,紧线力变弱。
VI. 缝纫机的调整
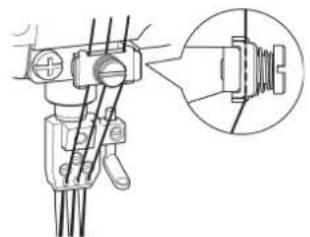
1. 冷却器导线器的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
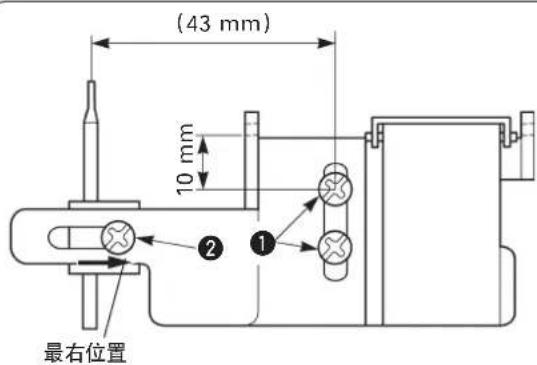
1)拧松固定螺丝 ,把上侧固定螺丝中心到线孔中心的距离调整为 10mm ,然后拧紧固定螺丝
2)拧松固定螺丝 ② ,把螺丝 ① 的中心到机线导线杆中心的距离调节到最右位置( 43mm ),然后用螺丝固定。
| A B C | ||
| 调整值 | 13 mm 16 mm 19 mm | |
3)拧松固定螺丝,把各导线杆高度调整为图示的尺寸,然后用固定螺丝进行固定。
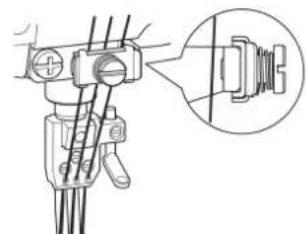
2.针杆挑线器线座的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
拧松固定螺丝 1,让针杆到最下点,把针杆挑线杆 3的线孔下端到中心的距离和到针杆挑线杆线座 2 上端调整成一样,然后拧紧固定螺丝 1。
3. 摆动挑线杆的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
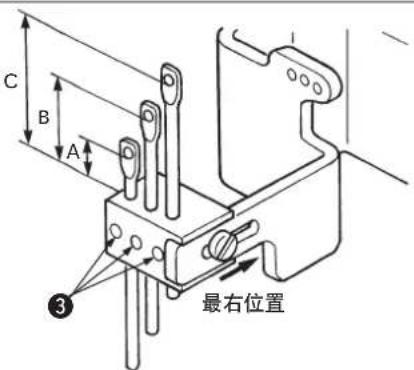
1)拧松固定螺丝 ①,左右移动摆动挑线杆 ②,如图所示把从线孔到摆动挑线杆轴 ③ 的中心调整为 A 尺寸,然后固定螺丝 ①。
2)摆动挑线杆在最下点时,把摆动挑线杆座 ④ 调整为水平,然后用螺丝 ⑤ 进行固定。
| A | |
| 调整值 | 90 mm |
4. 摆动挑线杆线座的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
摆动挑线杆 ③ 在最下点时,把摆动挑线杆线座 ② 的上端对准摆动挑线杆 ③ 的线孔 ④ 下端,然后用螺丝 ① 固定。
5. 分布导线器的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
分布挑线杆 ① 在最上点时,分布导线器 ② 的导线线道(里侧) ③ 的上端调整成与分布挑线杆 ① 的长孔下端一致,然后拧紧固定螺丝 ④。
6.底线凸轮导线器的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
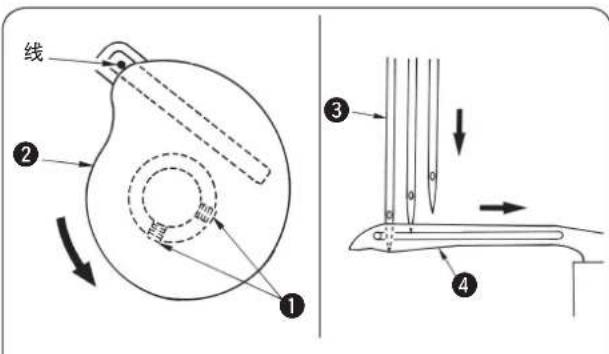
[底线凸轮导线器的调整]
机针下降,在左针 ③ 的尖端与弯针 ④ 下面一致时进行调整,让机线从底线凸轮 ② 最高处脱离,然后拧紧固定螺丝 ①。
[底线凸轮的调整]
想让2根机针的拉线量变少时,请拧松螺丝7,向上方移动导线器5、6,然后拧紧固定螺丝7。A=少 B=多
7. 带绕底线的防止板的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
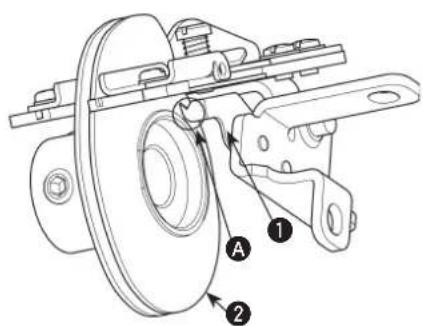
请把绕底线防止板 1 的 A 部前端和底线凸轮 2 的端面之间的间隙调整为 0 0.3mm 左右。
8.弯针的调整方法
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
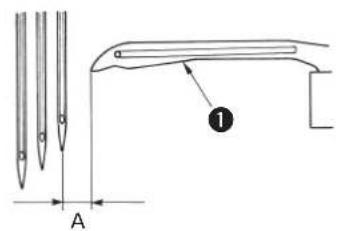
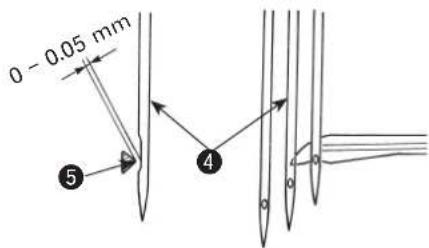
[左右位置]
弯针 ① 和右针中心的间隙A(弯针倒回量)和针幅的关系如下表所示。单位:mm
单位:mm
| 2针3针 | |||
| 针幅倒 | 回量A | 针幅倒 | 回量A |
| 3.2 4.3 | |||
| 4.0 3.9 | |||
| 4.8 3.5 | |||
| 5.6 3.1 | 5.6 3.1 | ||
| 6.4 2.7 | 6.4 2.7 | ||
请拧松螺丝,根据表中的数值,左右移动调整弯针支撑曲柄。
[前后位置]
弯针前端从最右点来到中针中心后,请把弯针尖 5 和中针 4 的间隙调整为 0 0.05mm 。
调整后,请拧紧固定螺丝
※请注意后针座 ⑥ 不起作用时,弯针和右针相接触
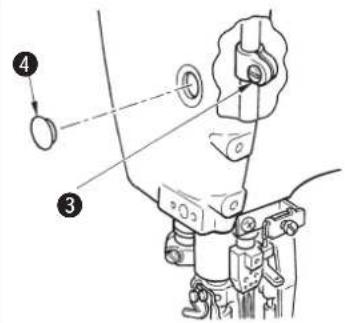
9. 机针高度的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
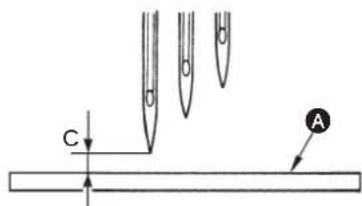
1)请把机针 ① 和针板的针孔 ② 的间隙A调整为均等。
2)弯针从最右点向左移动,弯针前端B约突出左针的左端 1.1mm 后,调整针杆高度让左针的针孔上端和弯针下端部对齐,然后卸下面板的橡胶盖 ④ ,用针杆套固定螺丝 串 拧紧固定。
参考:机针在最上位置时,针板上面A到左针前端的高度C如下表所示。
单位:mm
| 2针 | 3针 | ||
| 针幅 | 左针高度C | 针幅 | 左针高度C |
| 3.2 | 8.9 | ||
| 4.0 | 8.6 | ||
| 4.8 | 8.1 | ||
| 5.6 | 7.8 | 5.6 | 7.8 |
| 6.4 | 7.3 | 6.4 | 7.3 |
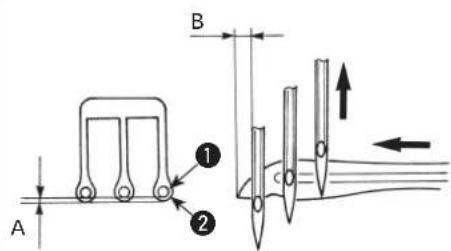
10.后针座的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
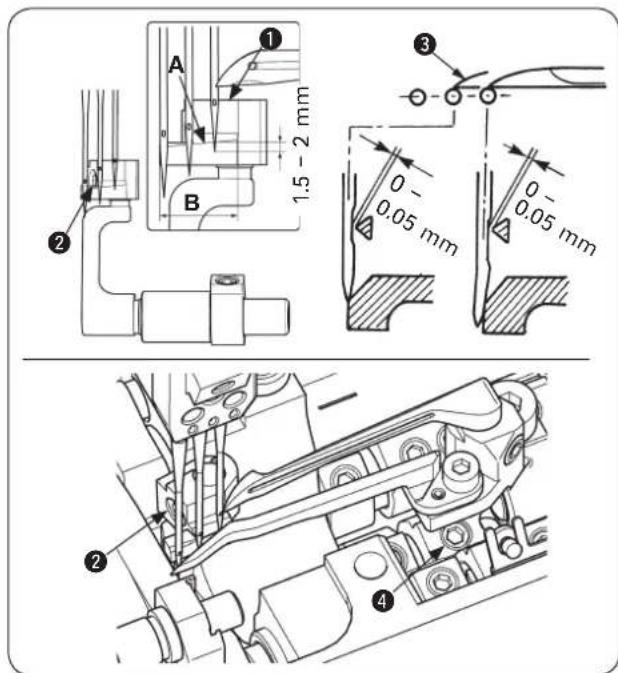
机针在最下点时,后针座 的左右位置在B的范围内进行调节以准确落针。
1)弯针前端 从最右点来到右针中心后,川固定螺丝 ② 把后针座 ① 的棱线 A 和弯针前端的高度调整为 1.5mm 2mm 。
2)弯针前端 从最右位置来到右针中心后,请让后针座轻轻接触,把右针和弯针前端 3 的间隙调整为 0 0.05mm 。
另外,弯针前端 3 来到中针中心后,请让后针座轻轻接触,把中针和弯针前端 3 的间隙调整为 0 0.05mm 。
调节时,请用固定螺丝 2、4进行调节。
11. 摆动挑线杆的同步和线环的关系
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
使用在「标准的穿线方法」中说明的容易伸缩或不容易伸缩的线,由于线环过大或过小等原因发生跳针、断线时,请变更摆动挑线杆的挑线同步时间,调整线环的大小。
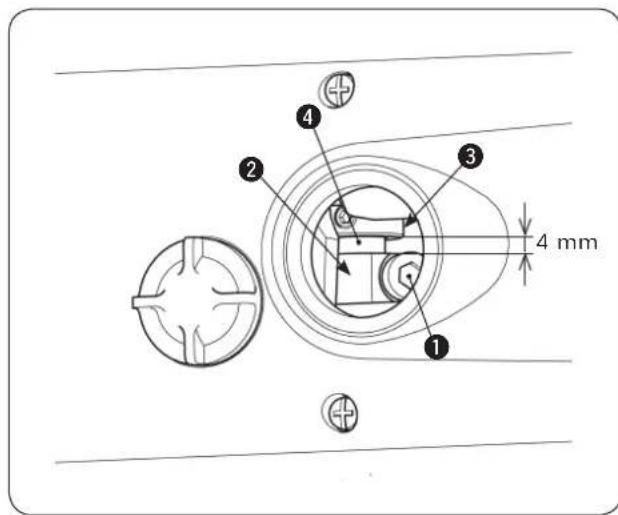
1)拧松螺丝 ①。
2)请把 移动到前侧或里侧。移动方向和线环的大小关系如下表所示。
3)调整后,请拧紧固定螺丝
※工厂出货时的夹子 ②和推力环 ③的间隙调整值为4mm。(摆动挑线杆轴 ④的刻线和夹了 ②的端面对齐。)
线环的大小
| 夹子 2 的位置 向前 | 侧移动 向里侧移动 | |
| 标准缝迹的穿线方法时 | 变小 变大 | |
| 柔软缝迹的穿线方法时 | 变大 变小 |
注)穿线方法不同,调整方向相反,务请注意。

拧松了螺丝 1后,摆动挑线杆会因自重发生转动。如果转动了,请参照「摆动挑线杆的调整」的有关内
容进行调整。
上述情况以外请不要变更同步关系,否则会发生缝制不良。
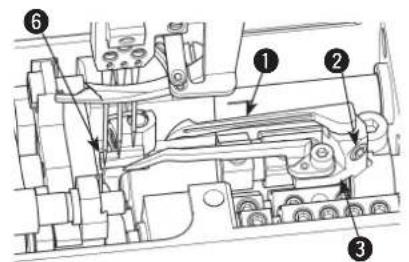
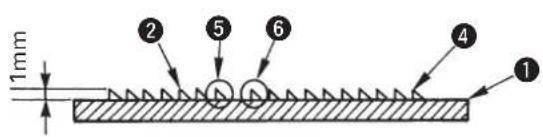
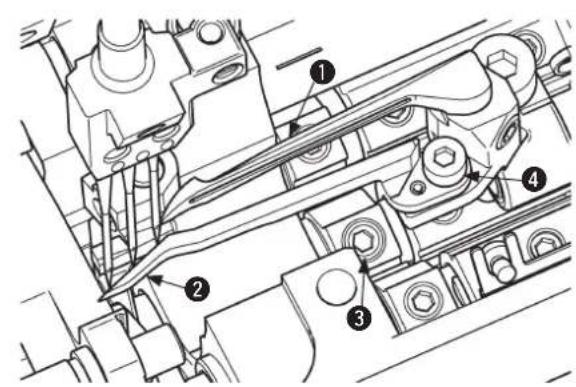
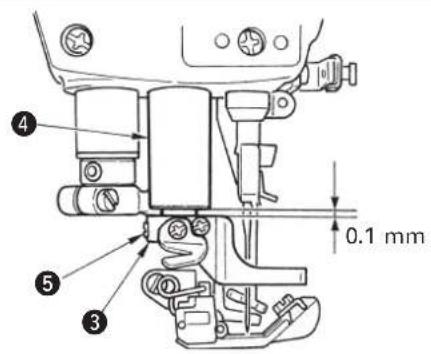
12. 送布牙高度的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
送布牙来到最高点后,把针板 ① 的上面和主送布牙 ② 后端的高度调整为 1mm ,然后拧紧固定螺丝 ③。
移动主送布牙 ② 的前端 ⑤ 和差动送布牙 ④ 的后端 ⑥ 的高度来调整差动送布牙 ④ 的高度,然后拧紧固定螺丝
标准是送布牙在最高点时,针板和送布牙呈水平状态。
13. 分布器的安装位置
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
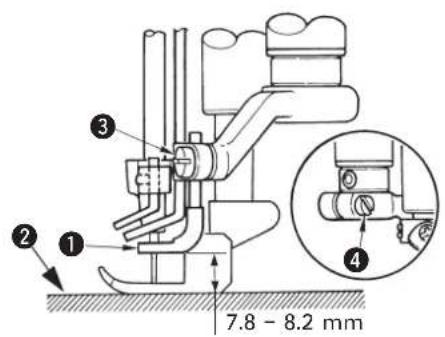
[高度调整]
分布器 1 的高度是针板 2 的上面到分布器下面的距离为 7.8 8.2 ~mm 。
暂时拧紧固定螺丝 3,调整后正式拧紧。
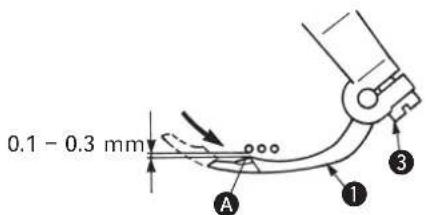
[前后位置的调整]
分布器 1从最右点向左移动,A部来到前侧后,把与左针的间隙调整为 0.1 0.3mm ,然后拧紧固定螺 串
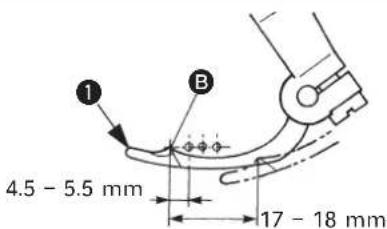
[左右位置的调整]
分布器 ① 在最左的位置时,把从左针中心到分布器
1B部位置的距离调整为 4.5 5.5mm ,然后拧紧固定螺丝④。
14. 分布导线器、针夹导线器的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
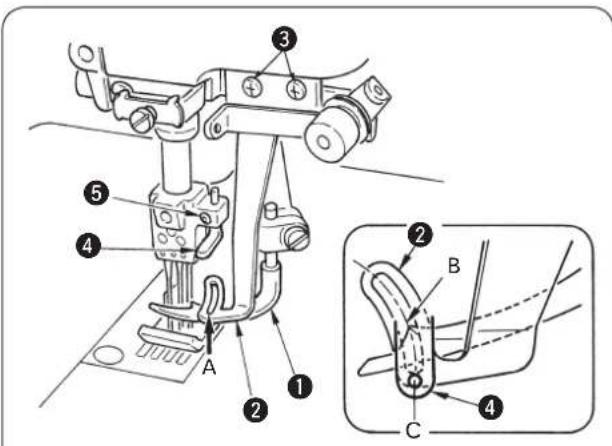
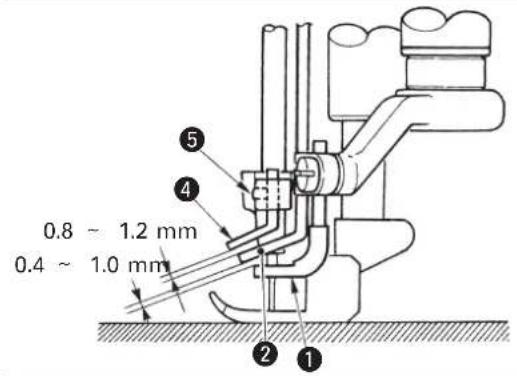
[分布导线器]
把分布导线器②和分布器①的间隙调整为 0.4 1.0mm 然后用固定螺丝进行固定。
※分布器①在最右点时,请把分布器①的尖部B调整到与分布导线器②的长槽A的中心一致。另外,分线导向器②应不与针座相碰而尽量靠近。
[针夹导线器]
机针在最下点时,请把针夹导线器4的线孔中心和分布导线器2的长槽A的中心C调整成一致。
※此时,请把针夹导线器4和分布导线器2的间隙调整为 0.8 1.2mm ,然后用固定螺进行固定。
15. 前针座的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
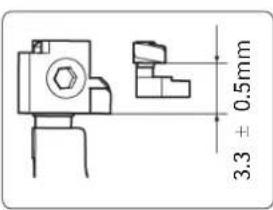
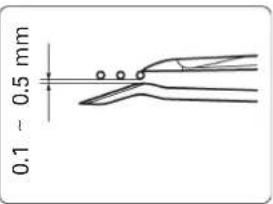
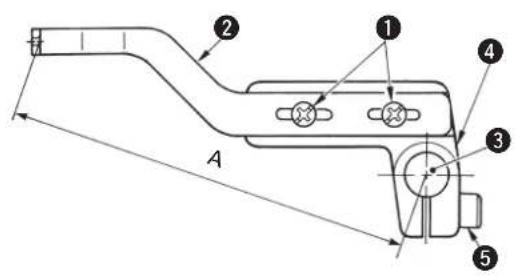
用固定螺丝4,把前针座2的高度调整为比后针座高3.3±0.5mm的位置。
弯针 ① 从最右点向左移动,通过各针的里侧时,请用固定螺丝把机针和前针座2的间隙调整为 0.1 0.5mm_ 请根据机线的种类和粗细,在机线能通过的范围,尽量让前针座靠近机针。
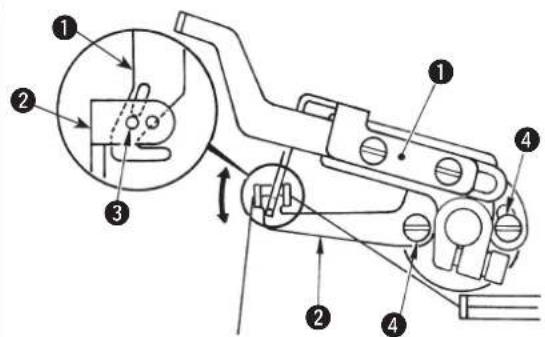
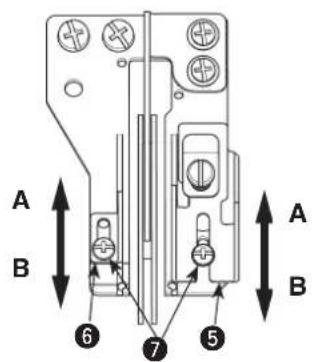
16. 压脚提升量的调整
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
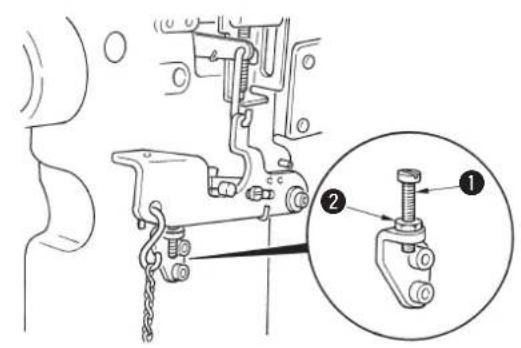
1)调整压脚高度时,请调整螺丝 1 的高度,不让压脚和其他零件相接触,然后用螺母 2 进行固定。
2)提升了压脚后,请调整套环位置,让套环 3 和压脚杆金属件 4 的间隙为 0.1mm ,然后用固定螺丝 5 进行固定。
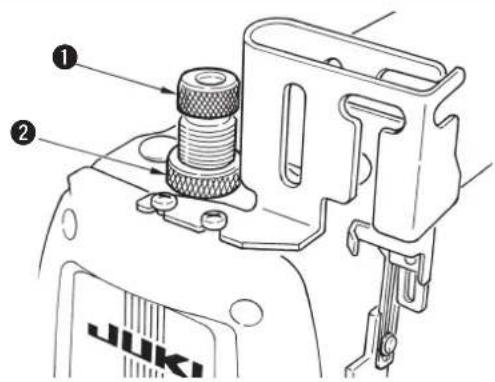
17. 微量压脚提升的调节
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
向左转动微量压脚提升旋钮 ① 之后,微量压脚提升止动器 ② 下降,接触压脚提升拨杆 ③,压脚上升。
请根据缝制条件调整高度。

不使用微量压脚提升功能时,请向右转动微量压脚提升旋钮 1,把微量压脚提升止动器 2 固定到最高点。
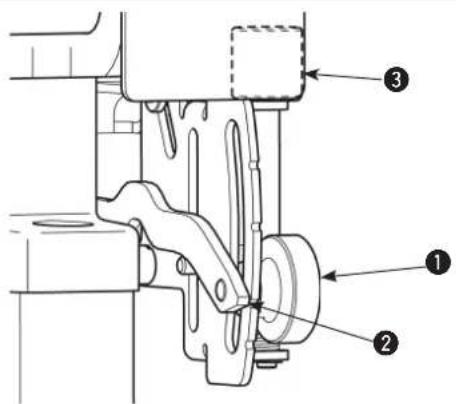
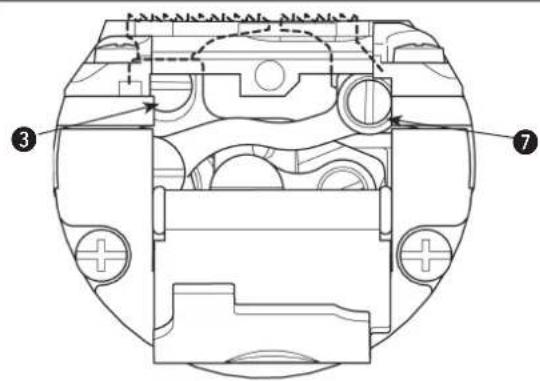
VII. 维修保养
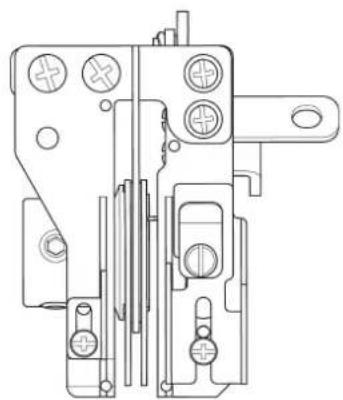
1.缝纫机的清扫
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
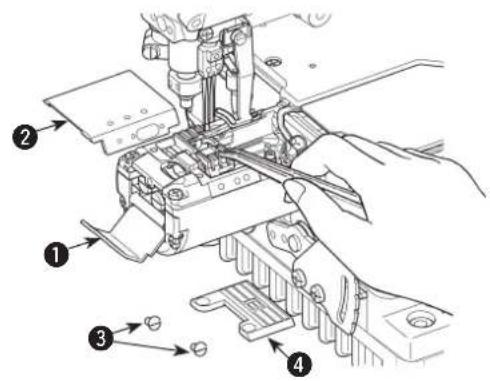
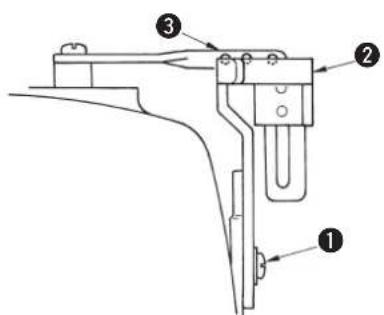
打开侧面护罩 1 和右缸筒护罩 2,卸下螺丝 3 再卸下针板 4,清扫针板槽和送布牙槽以及四周。
清扫之后,用固定螺丝 ③ 固定针板 ④。
2. 缝纫机油的更换
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
新缝纫机时,约使用1个月之后,请更换机油(JUKIMACHINEOIL18)。
以后,请每6个月更换1次机油。
1)请把接油容器安装到排油螺丝 的下面。
2)请卸下排油螺丝。让机油排放出来
3)排放后,请擦干净机油,然后安装上排油螺丝 1
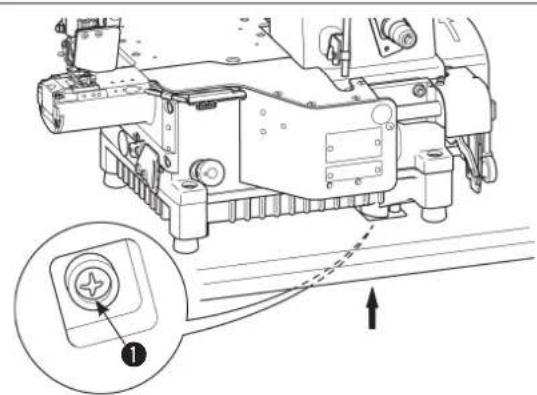
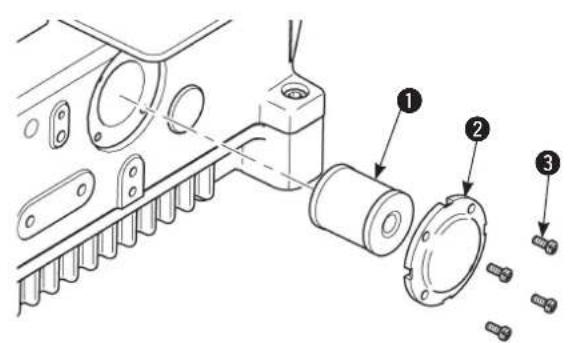
3. 滤油器的检查、更换
注意
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
机油过滤器如果积满了脏污就不能正常地供油。因此,请每6个月检查1次
1)卸下机油过滤器盖子 ② ,拔出机油过滤器 ① ,进行检查。
2)如果过滤器①积满了脏污,请更换成新的过滤器。
3)更换后,用螺丝 ③ 固定过滤器盖了 ②

卸下滤油器盖后,请注意积存在滤油器上的机油有可能漏出来。
TÜRKÇE
DIKIS MAKINENIZI EMNIYETLI SEKILDE KULLANMAK IÇIN
※本使用说明书中的规格因改良而发生变更,请订货时确认。