
MF7200D - Dikiş makinesi JUKI - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun MF7200D JUKI PDF formatında.
| Ürün Tipi | Yüksek hızlı, kompakt, yarı kuru kafalı ve silindir tabanlı overlok dikiş makinesi |
| Marka | Juki |
| Model | MF-7200D |
| Boyutlar (Y x G x D) | 450 x 444 x 285 mm |
| Ağırlık | 42 kg |
| Maksimum dikiş hızı | 4.000 dikiş/dk (aralıklı çalışma) |
| İğne | UY128GAS No. 9 ila 12 (standart No. 10) |
| Dikiş uzunluğu | 1,4 ila 3,2 mm (4,2 mm'ye kadar ayarlanabilir) |
| Diferansiyel besleme oranı | 1:0,8 ila 1:1,8 (mikro ayarlı) |
| İğne aralığı | 3 iğne: 5,6 mm ve 6,4 mm; 2 iğne: 3,2 mm, 4,0 mm ve 4,8 mm |
| Basık ayağı kaldırma yüksekliği | 6 mm (üst overloksuz) / 5 mm (üst overloklu); entegre mikro kaldırıcı |
| Yağlama sistemi | Dişli pompa ile zorlamalı yağlama; 600 ila 900 cm³ yağ tankı (JUKI MACHINE OIL 18) |
| Güç kaynağı | Üç fazlı kavramalı motor 400 W (1/2 HP); gerilim ve frekans tesisata göre |
| Temel fonksiyonlar | Örme ve triko kumaşlar için kenar kıvırma ve overlok; overlok dikişi (ISO 406, 407, 602, 605) |
| Ses seviyesi | Ses basıncı 80,5 dB(A); ses gücü 86,0 dB(A) 4.000 sti/dk'de |
| Güvenlik | Parmak koruyucu, göz koruyucu, kayış kapağı, iğne çubuğu kapağı, acil durdurma |
| Bakım ve temizlik | Dişli ve iğne plakasının düzenli temizliği; her 6 ayda bir yağ değişimi; yağ filtresinin kontrolü |
| Yedek parça ve onarılabilirlik | Orijinal Juki yedek parçaları önerilir; yetkili teknisyen tarafından bakım |
Sık sorulan sorular - MF7200D JUKI
Kullanıcıların soruları hakkında MF7200D JUKI
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Dikiş makinesi PDF formatında ücretsiz! Kılavuzunuzu bulun MF7200D - JUKI ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. MF7200D markasının JUKI.
KULLANIM KILAVUZU MF7200D JUKI
Dikiş makinesi, otomatik makine ve yardenci cihazlar (bundan sonra ortak seksilde "makine adlandirilacaktir) yüz, dikiş ilemini makinenin hareketli parçaların in yakıninda yapmak kacıilmazdir hareketli parçalarla istem disi temas etme olasili her zaman vardir. Makineyi kullanan makinenin bakimi ve onarimiyla ilgilenen bakim personelinin, makine kullanmadan/bakim yapi asagidaki GUVENLIK.ONLEMLERİ ni dikkatle okuyup tam olarak anlamasi kesinlikle tavsiye edilmektedir. GUVENLIK ONLEMLERİnin iceriğinde, elinizdeki ürün sunspesifikasyonlarinda yer almayan bas bulunmaktadir.
Risk isaretleri, etiketlerin anlamartin anlasilmasina yardimc olmak amacyla asagidaki üc ayri kategoriye ayrilmistir. Asagidaki tanimi tam olarak anladiginizdan emin olun ve talimatlara sik sikiya uyun.
(I) Risk seviyelerinin açıklanması
| TEHLIKE: Bu,isaret,sorumlu,isinin ya da üçuncübir,isahsin makineyi hatali kullanması,makineyi kullanirken ya da bakim hizmeti verirken tehlükeli durumlardan,isinmamasıhalinde olüm ya da ciddi yaralanma tehlikesinin olduğu yerderde varduı. |
| UYARI: Bu,isaret,sorumlu,isinin ya da üçuncübir,isahsin makineyi hatali kullanması,makineyi kullanirken ya da bakim hizmeti verirken tehlükeli durumlardan,isinmamasıhalinde olüm ya da ciddi yaralanma olasiliğinin bulunduguyerderde varduı. |
| DIKKAT: Bu,isaret,sorumlu,isinin ya da üçuncübir,isahsin makineyi hatali kullanması,makineyi kullanirken ya da bakim hizmeti verirken tehlükeli durumlardan,isinmamasıhalinde orta ya da hafif yaralanma tehlikesinin bulunduguyerderde varduı. |
| Bu noktaözel dikkat gerektirir. |
(II) Resimli uyari isaretlerinin ve uyari etiketlerinin açıklamasi
| Resimli uyari,isari | Hareketli parçaların olduğu bir yer-le temas edilmesi halinde yaralan- ma risikvardır. | Resimi uyari,isari | Unutmayın, dikış makinesini calisma halindeyken tutarsaniz eliniz yaralanabilir. | ||
| Yüksek gerilimin olduğu bir yerle temas edilmesi halinde elektrik Şoku risikvardır. | Bir yerinizi kayışa kaptırak yaralanma risikvardır. | ||||
| Yüksek sıçaklıktaki bir yerle temas edilmesi halinde yanma risikvar-dır. | Düğme taşkıciya dokunulması halinde yaralanma risikvardır. | ||||
| Unutmayın, lazer,isınina.Doğrudan bakmak goze zarar verebilir. | Isaret etiketi | Doğru:yönü gÖsterir. | |||
| Başınüzün dikiş makinesine temas etmesi risikvardır. | Topraklama kablosu böglantışıncı gÖsterir |
| Uyar etiketi | 1→2→ | 1 X1 X2 | 2←3 | 1 X1 X2 |
| Hafif ya da ciddi yaralanmalara veya olüme yol acabilir. Harekettli parçalara dokunulursa yaralanmaya neden olabilir. Koruyucu ile birlikte dikiş dikmek. Koruyucu dapat ile birlikte dikiş dikmek. Koruyucu cihaz ile birlikte dikiş dikmek. " Makine kafasina iplik geleirme", "iğnedehyigkeit", "masuradehyigkeit" ve "yanglama ve temizleme" ilemlerinden onceGPCU mutlaka KAPALİ konuma getirin. | 1 X1 X2 | 2←3 | 1 X1 X2 |
| Elektrik toku tehil-kesi etiketi | 危险 | DANGER | |
| 高電圧部分に触い、大けがすると)+(電源を切て、5分以上たてからカローをはすごと。 | Hazardous voltage will cause injury. Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. |

TEHLIKE
- Elektrikl parcalar iceren kumanda kutusunu açmaniz gerekiyorsa once gucu mutlaka kasin ve elektrik dokuna yol acabilecek elektrik kaçaklarini onlemek icin kapagi açmadan once beş dakika ya da daha uzun sure bekleyin.

DIKKAT
Temel Onlem
- Makineyi kullanmadan once, kullanim talimatini ve makinenin aksesuarlariyla birlikte temin edilen diger açiklayi belgeleri mutlaka okuyun. Kullanim kilavuzunu ve açiklayi belgeleri, kolay basvuru kaynagi olarak iyi saklayin.
- Bu bolun iceriiginde, elinizdeki urunun spesifikasyonlarinda yer almayan baslikar bulunmaktadir.
- ligne kirlmasinin neden oldugu kazalara karst korunmak icin mutlaka koruyucu gozlik kullanin.
- Kalp pili kullananlar, bu makineyi bir tip uzmanina danistiktan sonra kullanmalidir.
Emniyet aygitlari ve uyari etiketleri
- Emniyet cihaz(lar)in ein eksik olmasindan kaynaklanan kazalarin onlemek icin, emniyet cihaz(lar)in dogru sekilde takilmis oldugunu ve normal calistigin mutlaka kontrol ettikten sonra makineyi calistirin.
- Emniyet cihazlarindan herhangi biri cikarilrma mutlaka yerine takin ve yaralanmalaraya ya da olume yol acabilecek kazaları onlemek icin normal calistigini kontrol edin.
- Yaralanma ya da olume yol acabilecek kazalari onlemek icin, uyari etiketlerini mutlaka makinenin kolay gorulur bir yerine takin. Etiketlerden biri kirliye ya da cikmissa mutlaka yanisiyle degistirin.
Uygulama ve degisiklikler
- Ölümlerin ve yaralanmaların onüne geleçmek icin, makineyi kullanim amaci disinda basicsbir amaçla asla kullanmayin, kullanim kilavuzunda tarif edilen disinda hisbir sekilde kullanmayin. JUKI, makinenin kullanim amacindan farkli bir uygulamada kullanilmasindo naynaklanan hasar, yaralanma ya da olumle ilgili hicbir sorumluluk kabul etmez.
- Yaralanma ya da olume yol acabilecek kazalari onlemek icin, makineyi asla modifiye etmeyin ve degisiklik yapmayin. JUKI, makinede degisiklik yapilmasindan kaynaklanan hasar, yaralanma ya da olumle ilgili hibir sorumluluk kabul etmez.
Egitim
- Makine hakkinda yetersiz bilgiden kaynaklanan kazaları onlemek icin, makineyi, sadece kullanimi ve emniyeti sekilde calistirilması konusunda yeterli bilgi ve kullanim becerisi kazanması icin isveren tarafindan egitilmigi alan operatörler kullanmaldir. Yukarıda belirtilen kosulu saglamak icin, isverenin operatörler icin bir egitim planı hazirlamasi ve onlari onceden egitmesi gerekir.
Makininen gucunun kapatilmasinı gerektiren durumlar
Gucu kapatma: Gucu kapatin, ardindan fişi prisden cikarin. Bunu asaigidaki durumlarda uygulayin.
- Anormal bir durum varsa, ariza varsa ya da guc kesintisi varsa, olume ya da yaralanmaya yol acabilecek kazalara karsi korumak icin gucu mutlaka hemen kapatin.
- Makineyi ani calismaya karsi korumak icin, gucu kapattiktan sonra su islemleri mutlaka yapin. Kavrama motoru olan makinerde, gucu kapatip, makinenin tamamen durduugunu kontrol ettikten sonra su islemleri mutlaka yapin.
2-1. Örneğin; igne, lüper, dagitici vb. iplik geleirilmesi gereken parçalara iplik geleirmek ya da masura degistirmek.
2-2. Ornegin; makinenin tum parçalarinin degişirilmesi ya da ayarlanmasi.
2-3. Orneigin; kontrl, tamir ya da makinenin kontrlu sirasinda ya da makinenin yanindan ayrilirken. - Elektrik seksuna, toprak kacağina ya da yangina engel olmak icin, elektrik fisini cikanirken kablo kismindan degil mutlaka fis kismindan tutun.
- lki isarasinda makinenin yanindan ayrlirken gucu mutlaka kapatin.
- Guc kesintisi halinde, elektrikl parçalarin anizalanmasindan kaynaklanan kazaları onlemek icinGPCu mutlaka kapatin.
ÇALİSMANIN ÇEŞITLI AŞAMALARINDA ALINACAÇAK OLAN ÖNLEMLER
Taşima
- Makineyi kaldirip yerini degistirken, makinenin aigriligi hesaba katarak emniyetli sekilde kaldirip degistirin. Makinenin aigriligi icin kullanim kilavuzu metnine bakiniz.
- Makineyi kaldirmadan ya da yerini degistirmeden once, yaralanma ya da olume sebebipyet verebilecek kazalari onlemek icin duismye ya da devrilmeye karsi mutlaka yeterli guvenlik onlemi alin.
- Makine ambalajindan cikarildiktan sonra, beklenmeyen kaza ya da duşme nedeniyle makinenin bozulmasini onlemek icin makineyi kesinlikle ayni malzemeyle ambalajlamayin.
Ambalajin acilmasi
- Yaralanma ya da olume yol acabilecek kazalari onlemek icin, makineyi mutlaka belirtilen sirada acin. Makinenin sandiklanmis olmasi halinde, civileri iyice kontrl edin. Civilerin cikarilmasi gerekir.
- Yaralanma ya da olume yol acabilecek kazalari onlemek icin, makinenin aigrlik merkezinin konumunu kontrol edip ambalajindan dikkatli cikarin.
Kurulum
(I) Masa ve tezgah
- Yaralanma ya da olume yol acabilecek kazalari onlemek icin mutlaka original JUKI masasi ve tezgah kullanin. Original JUKI olmayan masa ve tezgah kullanmak zorundaysaniz, calisma sirasinda makinenin aigriligi ne tepki kuvvetini taiyabilecek bir masa ve tezgah segin.
- Tezgaha mobilya tekerleigi takiliya, mutlaka kilit mekanizmali tekerlek kullanin ve yaralanma ya da kazaya yol açabilecek kazaları onlemek icin calisma, bakim, kontrl ve tamir sirasinda bunlari kilitleyin.
(II) Kablo ve kablolama
- Elektrik sekuna, toprak kacağina ya da yangina engel olmak icin, kullanim sirasinda kabloya asiri kuvvet uygulamayin. Ayrica V kayis gibi hareketli kismilara yakin yerde kablo bulunmasi gerekiyorsa, hareketli kism ve kabloarasinda mutlaka en az 30 mm mesafe birakin.
- Elektrik soku, toprak kaçàgı ya da yangın kazasini onlemek icin yildiz baglantidan sakınin.
- Elektrik seksu, toprak kacaigi ya da yangin kazasini onlemek icin starburst baglantisindan sakinin. Ayrica, konektor kismini tutarken mutlaka konektoru cikarin.
(III) Topraklama
- Toprak kaçagi ya da dielektrik güç gerilimi arizasinin neden oldugu kazalari onlemekicens, usta bir elektrikciye mutlaka uygun elektrik fişi taktin. Ayrica, elektrik fişi kesinlikle toprakl prize takn.
- Toprak kaçainin neden oldugu kazaları onlemek icin kabloyu mutlaka topraklayin.
(IV) Motor
- Yanmanin neden oldugu kazaları onlemek icin mutlaka belirtilen anma degerinde motor (JUKI orjinal ürünü) kullanın.
- Makinede eger piyasada bulunabilen tipte kavramali motor kullanilyorsa, V kayisin dolasmasina karso koruma saglamak icin mutlaka kayisin dolasmasini onleyen kasnak kapakli olanini secin.
Calismadan once
- Yaralanmalaria ve olume sebep veren kazaları onlemek icin, gücu acmadan.Once konektörlerin ve kabolarin hasarsiz oldugunu, seksi ya da gezek kablo olmadigi mulaka kontrol edin.
- Yaralanma ya da olume yol açabilecek kazaları onlemek icin, elinizi makinenin hareketli kismilarna kesinlikle koymayın.
Ayrica kasnagin donus yonunun sekildeki kasnak uzerinde gosterilen ok yonuyle ayni oldugunu kontrl edin.
- Küçuk tekerlekli bir masa tezgahi kullaniliyorsa, makinenin aniden caligimasina karı koruma saglamak,——in tekerlekleri kilitleyerek ya da verilmüsse ayarlayicipilarla masayi sabitleyin.
Calisma sirasinda
- Makineye kaptirarak yaralanma ya da olumle sonuclanabilecek kazalara yol acmamak icin, makine calisma halindeyken parmaklarinizi, saclinizi ya da giysinizi kasnak, cark, motor gibi hareketli kisiimplara ya da yakininna koymayin.
- Yaralanma ya da olumle sonuclanabilecek kazalara yol acmamak icin, makinede enerji varken ya da makine calisirken parmaklarinizi igneye yaklastirmayin, iplik alici kol kapaginin icine koymayin.
- Makine yuksek hizda calisir. Calisma sirasinda yaralanmaması icin elinizi luper, Yayici, igne mili, cagano ve kumas kosme bicaigi gibi hareketli parcalara kesinlikle yaklaşirmayin. Ayrica iplik degistirmeden once gucu mutlaka kapatin ve makinenin tamamen durduğunu kontrol edin.
- Makineyi taşirken ya da masanin üzerinde yerinidehyegristirken yaralanma ya da olüme yol acabilecek kazaları onlemek icin parmaklarinizi ve vucudunuzun diger kismilarinimakine ile masaarasina sikistirmamaya)dikkat edin.
- Kayis kapaigi ve V kayisi cikarmadan once, makine ya da motorun ani calismasinin sebeb olacagi kazaları onlemek icin gucu mutlaka kesin ve makineyle motorun tamamen durmu oldugunu kontrl edin.
- Makinede servomotor kullanilyorsa, makine calismadigi zaman bu motor gurultu yaratmaz. Motorun ani calismasin yol aacagik kazalarionlek icin guckapatmaykesinlikune unutmayin.
- Asiri isinmanin yol acacaigi yangina engel olmak icin, motor guc kutusunun soogutma aikligi kapanmis haldeyken makineyi kesinlikle kullanmayin.
Yaglama
- Yaglanacak parcalarda mutlaka original JUKI yagi ve original JUKI gres kullanin.
- Yag eger, goz ya da vucutla temas ederse, yanma ya da tahrisi onlemek icin hemen yikayin.
- Yagin istenmeden yutulmasi halinde, ishal ya da kusmayi onlemek icin derhal bir doktora gorunun.
Bakim
- Makineyi tanimamaktan kaynaklanan kazaları onlemek icin, kullanim kilavuzunda tanimi kapsamdaki bakim ve ayar islemlerinin makineyi tanyan bir servis tekniyeni tarafindan yapilması gereklidir. Makinenin herhangi bir parcasini degistirirken mutlaka original JUKI parca kullanin. JUKI, uygun olmayan bakim, ayar ya da orijinal JUKI disinda parca kullanmaktan kaynaklanan kazalardan hiçbir sekilde sorumlu degildir.
- Makineyi tanimamaktan ya da elektrik seksundan kaynaklanan kazalarin onune gezmek icin, elektrkili parçalarin tamiri ve bakimi konusunu mutlaka sirketinizin, JUKI'nin ya da bolgenizdeki distributörünne elektrik teknişyenine danisir.
- Hava silindiri gibi hava tahrkli parca bulunan makinenin bakimi ya da tamiri sirasinda, hava tahrkli parcalarin aniden calismasinin sebep olabilecegi kazalari onlemek icin makinede kalan havayi tahiye etmek uzere hava beslme borusunu mutlaka cikarin.
- Tamir, ayar ya da parca degiistirme isleminin ardindan, gevsek vida ya da somun kalmadigi n mutlaka kontrl edin.
- Kullanim sirasinda makineyi mutlaka belli araliklarda temizleyin. Makineyi temizlemeden once, makine ya da motorun ani calismasinin sebep olacagi kazalari onlemek icin gucu mutlaka kapatin ve makineyle motorun tamamen durmus oldugunu kontrol edin.
- Makinenin bakim, kontrol ya da tamir islemlerinden once gucu mutlaka kapatin ve makinenin ve motorun tamamen durmuş oldugunu kontrol edin. (Kavrama motorlu makinelerde, güç salteri kapatildiktan sonra dahi eylemsizlik nedeniyle motor bir sure daha donmeye devam eder. Dikkatli olun.)
- Tamir ya da ayar isleminin ardindan makine normal calistirilamazsa, islemi hemen durdurun ve yaralanma ya da olume yol acabilecek kazalarin onune gezmek icin JUKI ya da bolgenizdeki distributoru arayin.
- Sigorta patlamissa, yaralanma ya da olume sebep olabilecek kazalari onlemek icin gucu mutlaka kapatin ve sigortanin patlama nedenini ortadan kaldirin, sigortayi yenisyle deigistirin.
- Fanin hava deliklerini mutlaka duzenli araliklarla temizleyin, motorun yangina sebep vermemesi icin kablo cevresindeki alani kontrol edin.
Calisma ortami
- Makinenin hatali calismasinin yol acabilecegi kazalari onlemek icin, makinenizi yuksek frekansli kaynak cihazi gibu guclu ses kaynaklarindan (elevtromanyetak dalgardan) etkilmenyen ortamlarda kullanin.
- Makinenin hatali calismasinin sebep olabilecegi kazalari onlemek icin, voltajin "anna degeri ± % 10 degerinden daha cok dalgalandigi yerlerde makinenizi kesinlikle calistirmayin.
- Makinenin hatali calismasi nedeniyle yaralanma ya da olume sebep olabilecek kazalari onlemek icin, hava silindiri gibi hava tahrikli parcalarin belirtilen hava basincinda oldugunu mutlaka kontrl edin.
- Makineyi emniyeti sekilde kullanmak icin, mutlaka asagida verilen cevre kosullarinda kullanin.
Calisma sirasinda ortam sicakligi 5^ - 35^
Calisma sirasinda bagil nem %35 -%85
- Makine aniden soguk ortamdan sicak ortama alinirsa su damlaciklari yogusabilir. O yuzden, elektrkli parcalarin bozulmasinin ya da hatali calismasinin sebep olacagi ve yaralanma ya da olume sebep olabilecek kazalari onlemek icin hiç su damlası kalmayana kadar gucu kapali tutarak bekleyin.
- Isik yanip sondere g u zaman, emniyetiniz aciisindan calismayi birakin ve elektrkli parcalarin bozulmasinin ya da hatal calismasinin sebep olacagi ve yaralanma ya da olume sebep olabilecek kazalar i onlemek icin elektrik fisini cikarin.
- Makine, radyo dalgasi sinyal durumuna bagli olarak televizyon ya da radyoda parazite sebep olabilir. Böyle bir durumda, televizyon ya da radyoyu makineden uzakta kullanin.
- Dikiş makinesinin kurulacagi calisma ortaminin, ülke mevzuatina uygun oldugunu kontrl edin. Gürültu kontrlü gerekliyse, geleeri yasa ve mevzuatlara uygun olarak kulaklik ya da diger koruyucu aksesuar takilmalidir.
- Ürünlerin ve ambalaj malzesinin edlençikarilmasi ve kullanilmş olan yagın aritilmasi, dikis makinesinin kullanildigi ükenin ilgili yasalarina uygun olarak erfolkteleştilmelidir.
GÜVENLİçALISMAGMA)içIN
| 1. Elektrik seksunjun neden oldugu kazalara maruz kalmamak icin, güç salteri AÇIK konumda ilen motor kontrol kutusunun dapatı asla acçmayın ve kontrol kutusunun icindeki parçalara dokunmayın. | |
| 1. Güç Şalteri AÇIK konumdayken ya da makine calisirken parmaklarinizi asla İngenin alta yaklaşirmayın. | |
| 2. Parmaklarinizi,-SAçınizı ya da giysilerinizi kasnak ve İnye yaklaşirmayın, makine calisirken kasnak ya da İngenin alta hiçbir sey koymayın. | |
| 3. Kayış{kapa}, İnge mili horozu muhafazası, parmak koruyucu, goz koruyucu kapak vb. emniyet parçaları yokden makineyi kesinlikle calistirmayın. | |
| 4. Dikiş makinesinde kontrol, ayar, temizlik, iplik takma ya da İnnedehyegrilme gibi ilemler yaparken güçü mutlaka kapatı ve pedala basılsa bile dikiş makinesinin calismadiğindan emin olduktan sonra bu ilemlerı yapın. | |
| 5. Emniyetiniz,aç,isindan, Güç kaynagınin topraklama kablosu;cıkarl,mş haldeyken dikiş makinesini asla calistirmayın. | |
| 6. Elektrik fişini takarken/calikirken,guc,salterini mutlaka KAPALI konuma getirin. | |
| 7. Firtinali ve gök,gürultulu havalarda calismaya ara verin vegüvenliginiz icin elektrik fişini prisden,cıkarin. | |
| 8. Dikiş makinese soğuk bir yerden.Doğrudan sican bir yere taşınırınsa nem,yogusması olabilir. Nemin,yoğusma tehlükse olmadiğindan emin olduktan sonra,guc,AÇIK konuma getirin. | |
| 9. Bakim, kontrol ya da tamir sirasında, calismaya baslamadan once,guc,salterini mut-laka KAPALI konuma getirin, dikiş makinesinin ve motorun tamamen durmuş oldu-gundan emin olun. (Kavrama motoru,guc,salteri KAPALI konuma getirildikten sonra dahi eylemsizlik nedeniyle bir sure daha donmeye devam eder. Dikkatli olun.) | |
| 10. Bu ürün üzerinde calisirken,uzerine su ya da,yağ,dokmemeye,darbe almaması icin)dusurlmemeye vb.,dikkat edin,cünkü hassas bir arac,tir. |
CALISTIRMADAN ONCE DIKKAT EDILECEK NOKTALAR

UYARI: Makinenin hatali calismasini ya da hasar gormesini onlemek icin asagidaki kontrolleri yapin.
- Kullanmadan-once, yag deligine mutlaka JUKI'nin tanimladigi yagi doldurun.
Dikis makinesini ilk kez kullanmadan once iyice temizleyin. - Nakliye sirasinda dikis makinesi uzerinde biriken tozu temizleyin.
- Voltaj ve fazin.Doğru oldugunu kontrl edin.
- Elektrik fisinin uygun sekilde takilmigi oldugunu kontrl edin.
Dikis makinesini belirlen degerlere uymayan voltajda kullanmayin.
Dikis makinesinin donus yonu, kasnak tarafindan bakildigi zaman saat yonundedir. Ters yonde dondurmemeye dikkat edin.
Dikis makinesini calistirirken, kafayi masaya uygun sekilde yerlestirdikten sonra gucu ACIK konuma getirin - Kurulum sonrasinda, makineyi ilk bir ay boyunca duşürülmüş 3500 sti/min ya da daha duşuk devirlerde calistırın.
- Kasnagi, dikiş makinesi tamamen durduktan sonra calistirin.

Dikkat
Ayrica açıklamaların anl战略性 olmasınsı-SAğlamak amacılıya, Kullanım Kilavuzundaki "goz koruyucu kapak" ve "parmak koruyucu" gibi güvenlik aparatların resinlerde, tasvirlerde ve sekillerde ihmal edildigi unutmayın. Fiili kullanim sirasinda bu güvenlik aparatların kesinlikle seksmeyin.
ICINDEKILER
I. TEKNIK ÖZELLLIKLER 1
II. MAKINE PARÇALARININ KONFIGÜRASYONU 2
Ⅲ. KURULUM 3
- Makine kafasinin masaya takilmasi 3
- Motor kasnagi ve kayis secimi 7
3.Motorun takilmasi 7 - Kayisin takilmasi 7
- Kayis muhafazasinin takilmasi 8
6.Zincirin takilmasi 8
7.iplik kilavuzunun takilmasi 8
IV. YAGLAMA 9
- Yaglama yaig 9
2.Yaglama 9
3.Yagin degistirilmesi 9 - Silicon yagla yaglama unitesi 10
V.CALISTIRMA. 10
- Iigne 10
- ignenin takilmasi 10
- Makine kafasina iplik geleirilmesi 11
- Ilmek uzunluğunun ayarlanması 12
- Diferansiyel besleme orangin ayarlanmasi 12
- Baski ayagi basincinin ayarlanmasi 13
- Iplik gerginliginin ayarlanmasi 13
VI. DIKIS MAKINESININ AYARLANMASI 14
- Silikon haznesi iplik kilavuzunun ayarlanmasi 14
- Igne mili horozu iplik alicisinin ayarlanmasi 14
3.Saliniml horozun ayarlanmasi 15 - Saliniml horoz iplik alicisinin ayarlanmasi 15
-
Serici iplik kilavuzunun ayarlanmasi 15
-
Lüper ipligi kaminin ayarlanması, lüper ipligi kami iplik kilavuzunun ayarlanması 16
-
Luper iplik sarmasini onleyici plakanin ayarlanmasi 16
- Lüperin ayarlanması 17
-
Igne yuksekliginin ayarlanmasi 17
-
Arka igne muhafazasin ayarlanmasi 18
-
Saliniml horoz zamanlamasi ve ust iplik ilmegiarasindaki iliiski 18
- Transport dislisi yuksekliginin ayarlanmasi 19
- Sericiyi takma konumu 19
- Serici iplik kilavuzu ve igne kelepcesi iplik kilavuzu ayari 20
- On igne muhafazasin ayarlanmasi 20
- Baski ayagi kaldiricisinin ayarlanmasi 21
- Mikro kaldiricinin ayarlanmasi 21
VII. BAKIM 22
- Dikiş makinesinin temizlenmesi 22
- Yacin degişirilmesi 22
3.Yagfiltresininkontrol edilmesi ve degistirilmesi. 22
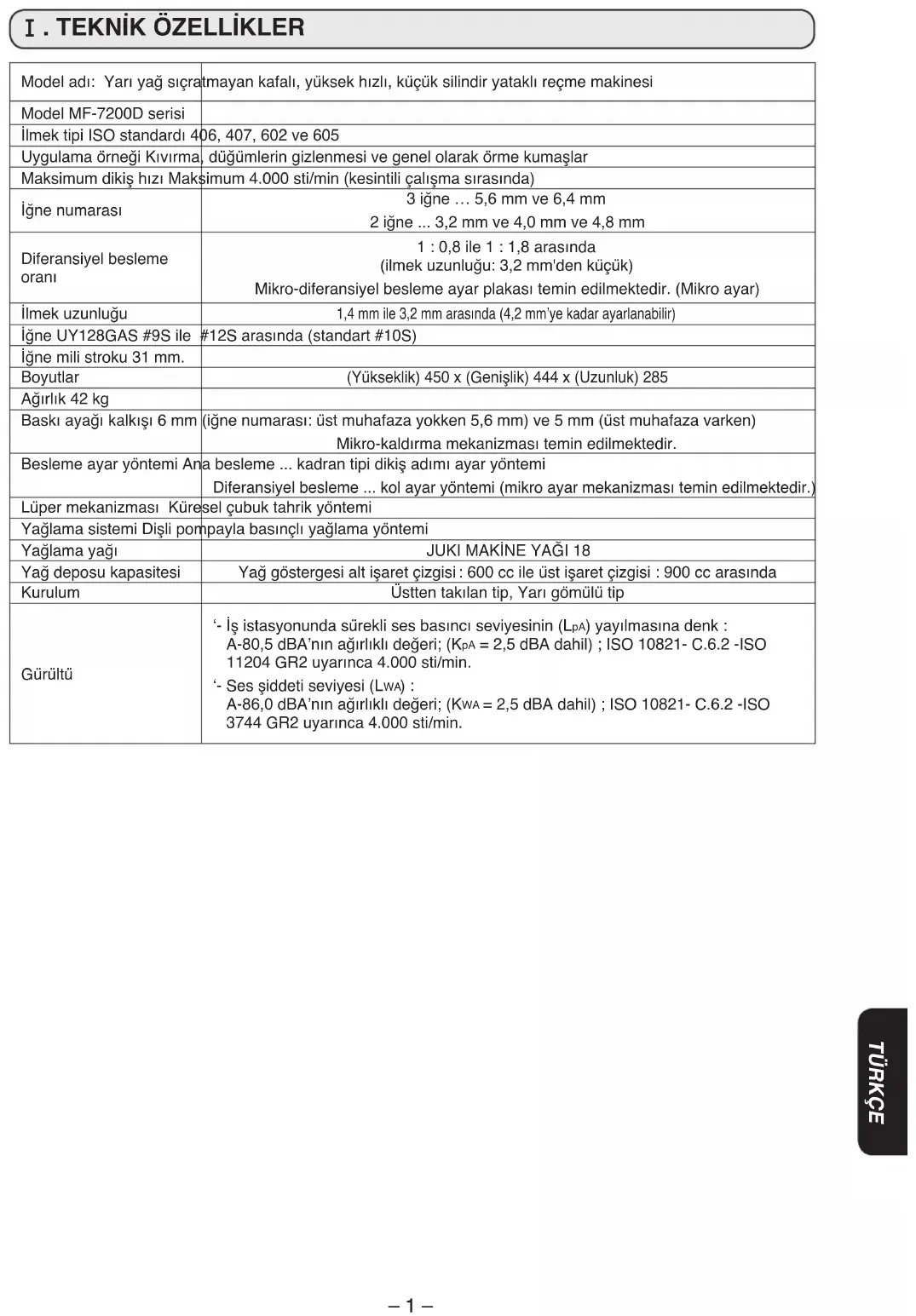
I. TEKNIK ÖZELLIKLER
| Model adı: Yarı)yalıkışkısmayanan kafalı,yükbsek.Here Türkiye,kılıç silindir yatakkırece makinesi | |
| Model MF-7200D serisi | |
| İlmek tipsi ISO standardı 406,407,602 ve 605 | |
| Uygulama Örneği Kırıma,düğümlerin gazlenmesi ve genel olarakörme kumaslar | |
| Maksimum dikihere Maksimum 4.000 sti/min (kesintili calisma sirasinda) | |
| Iğne numarası | 3 iğne ... 5,6 mm ve 6,4 mm2 iğne ... 3,2 mm ve 4,0 mm ve 4,8 mm |
| Diferansiyel beslemeorani | 1:0,8 ile 1:1,8arasinda(ilmek uzunluğ: 3,2 mm'den:içük)Mikro-diferansiyel besleme ayar plakasi temin edilmektedir.(Mikro ayar) |
| İlmek uzunluğ | 1,4 mm ile 3,2 mmarasinda (4,2 mm'ye kadar ayarlanabilir) |
| Iğne UY128GAS #9S ile #12Sarasinda (standart #10S) | |
| Iğne mili stroku 31 mm. | |
| Boyutlar | (Yükbseklik) 450 x (Genişlik) 444 x (Uzunluk) 285 |
| Ağırlik 42 kg | |
| Baskıayaı kalküncü 6 mm | (iğne numarası: üst muhafaza yokken 5,6 mm) ve 5 mm (üst muhafaza varken)Mikro-kaldırma mekanizması temin edilmektedir. |
| Besleme ayar:yöntemi Ana besleme ... kadran tipsi dikış adimi ayar:yöntemiDiferansiyel beslere ... kol ayar:yöntemi (mikro ayar mekanizması temin edilmektedir.) | |
| Lüper mekanizması Kürsel cübkuh tiklik:yöntemi | |
| Yağlama sistemi Disli pompaya baskıyağlama:yöntemi | |
| Yağlama:yı | JUKI MAKİNE YAGI 18 |
| Yag deposu kapasitesi | Yag gõstergesi alt,isaret;cüzgisı: 600 cc ile üst,isaret;cüzgisı: 900 ccarasinda |
| Kurulum | Üstten takılan tip,Yarı,gömülütip |
| Gürültü | ‘-Is istasyonunda surekleri ses basinci seviyesinin (LpA)yüzilmazına denk:A-80,5DBA'nin,ağırkılgıdeğeri;(KpA=2,5DBA dahi);ISO 10821-C.6.2-ISO11204 GR2 uyarınca 4.000 sti/min.'-Seş Şiddeti seviyesi(LwA):A-86,0DBA'nin,ağırkılgıdeğeri;(KwA=2,5DBA dahi);ISO 10821-C.6.2-ISO3744 GR2 uyarınca 4.000 sti/min. |
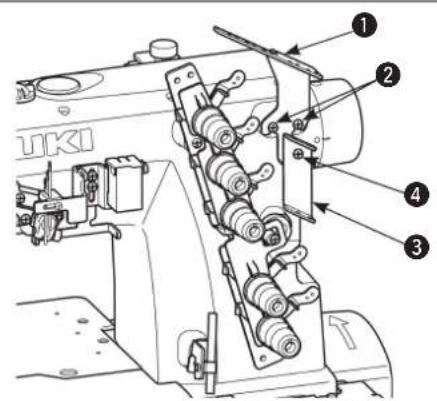
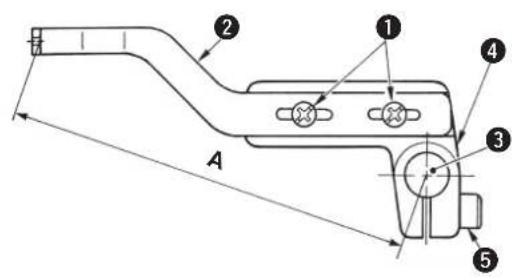
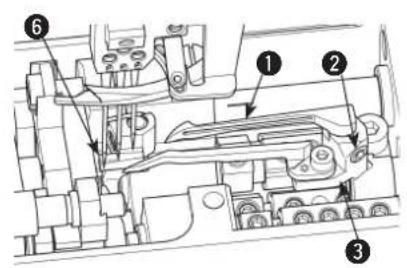
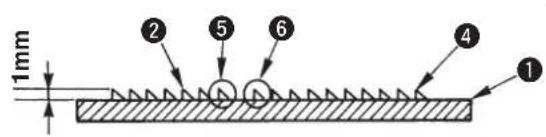
II. MAKINE PARÇALARININ KONFIGÜRASYONU
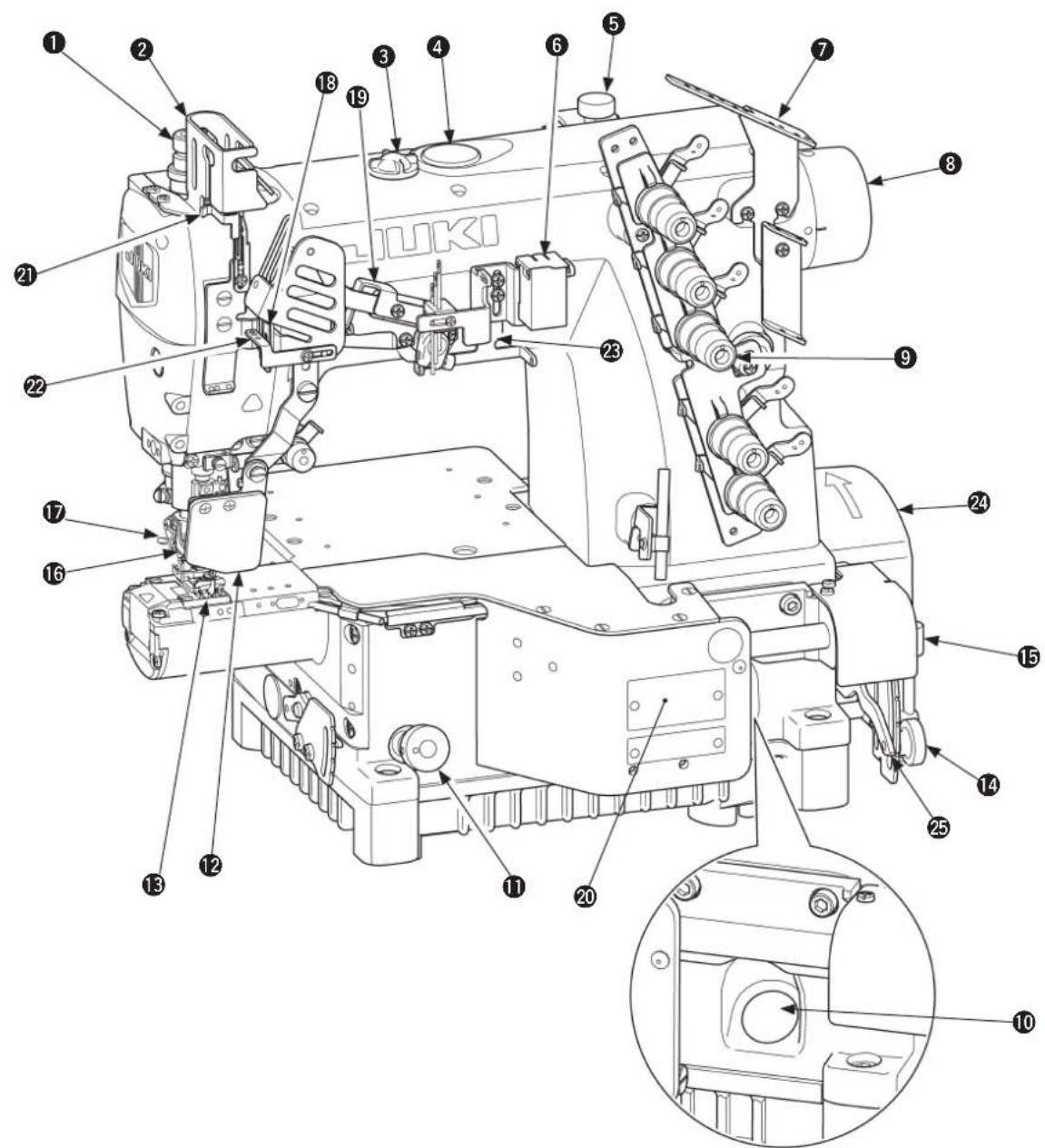
1 Baski yayi duzenleyicisi
ligni mili horozu muhafazasi
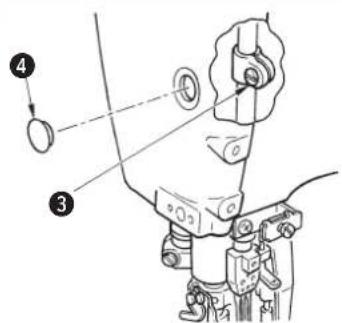
3 Yag dolasimi kontral cami
4 Yaglama deligi kapaqi
Mikro kaldirici
6 Ustiplik silikon yaglama unitesi
1 numaraliiplik kilavuzu
Ust kasnak
9 Iplik gergi somunu
10 Yag gostergesi
1 Besleme duzenleyici topuz
Gozkoruyucukapak
13 Bogaz plakasi
14 Diferansiyel kilit somun
15 Mikro ayar topuzu
16 Parmak koruyucu
17 iplik kesme biççi
13 Salinimi horoz alicisi
19 Salinimli horoz
20 On kapak
21 Igne mili horozu alicisi
2 Saliniml horoz iplik kilavuzu
Silikon haznesi iplik kilavuzu
24 Kayis muhafazasi
Diferansiyel besleme duzenleyici kol
III. KURULUM

UYARI:
Butun calismalar tamamlanana kadar, motorun elektrik fisini prize takmayin. Bir yerinizi makineye kaptirarak yaralanma tehlikesi vardir.
1. Makine kafasinin masaya takilmasi

UYARI :
Dikis makinesi 42 kilodan daha aigrdir. Ambalaji acma, taima ya da kurulum calismalarini mutlaka iki ya da daha fazla kisiyle birlikte yapin.
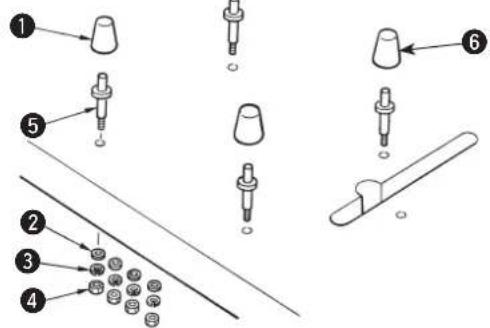
Ustten takilan tip
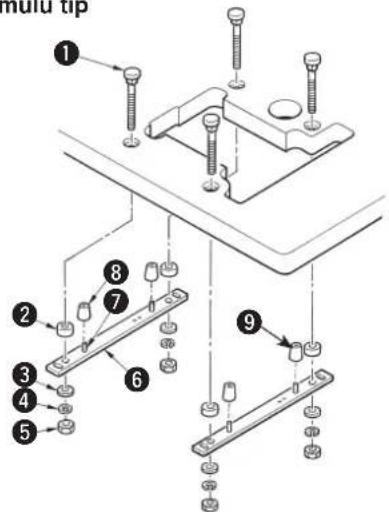
Yar gomuli tip
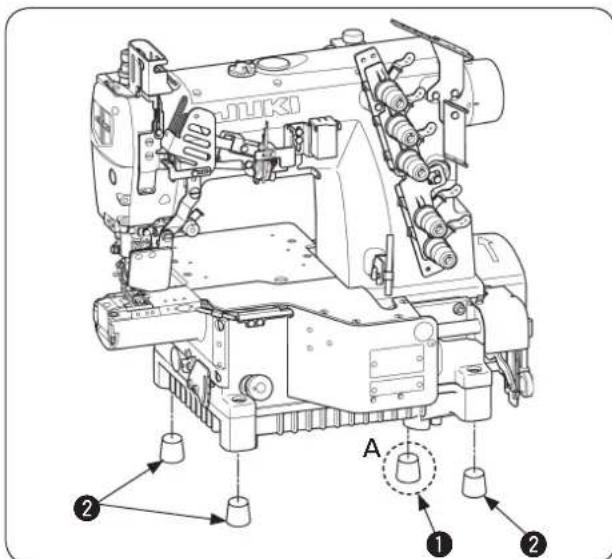
Pimleri ve lastik tamponlari sekildeGORuldugu gibi takin ve dikis makinesini uygun sekilde kurun.
1 Lastik tampon (Siyah) x 3
2 Pul
3 Yayli pul
4 Somun
Pim
6 Lastik tampon (Gri) x 1
Taşıyıçık plakayı ve lastik oturma yerlerini sekilde,görülduğü gibi yerleşirin ve dikis makinesini uygün sekilde kurun.
Civata
2 Ara halkasi
3 Pul
4 Yayli pul
5 Somun
6 Taşiyiciplaka
Yayli pim
8 Lastik tampon (Siyah) x 3
9 Lastik tampon (Gri) x 1
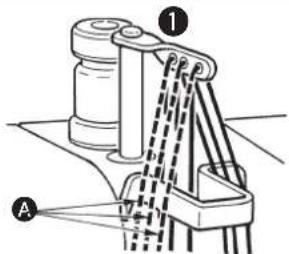
Lastik tamponun takilmasi
Toz geçirmeyen gri lastigin sadece A kismina takilmasi.
| Parçaa Numarası. | Parçaa adı Miktar | ||
| 1 | 40072505 Toz ceşirmeyen lastik (Gri) 1 | ||
| 2 | 13155403 | Toz ceşirmeyen lastik (Siyah) | 3 |
EXH
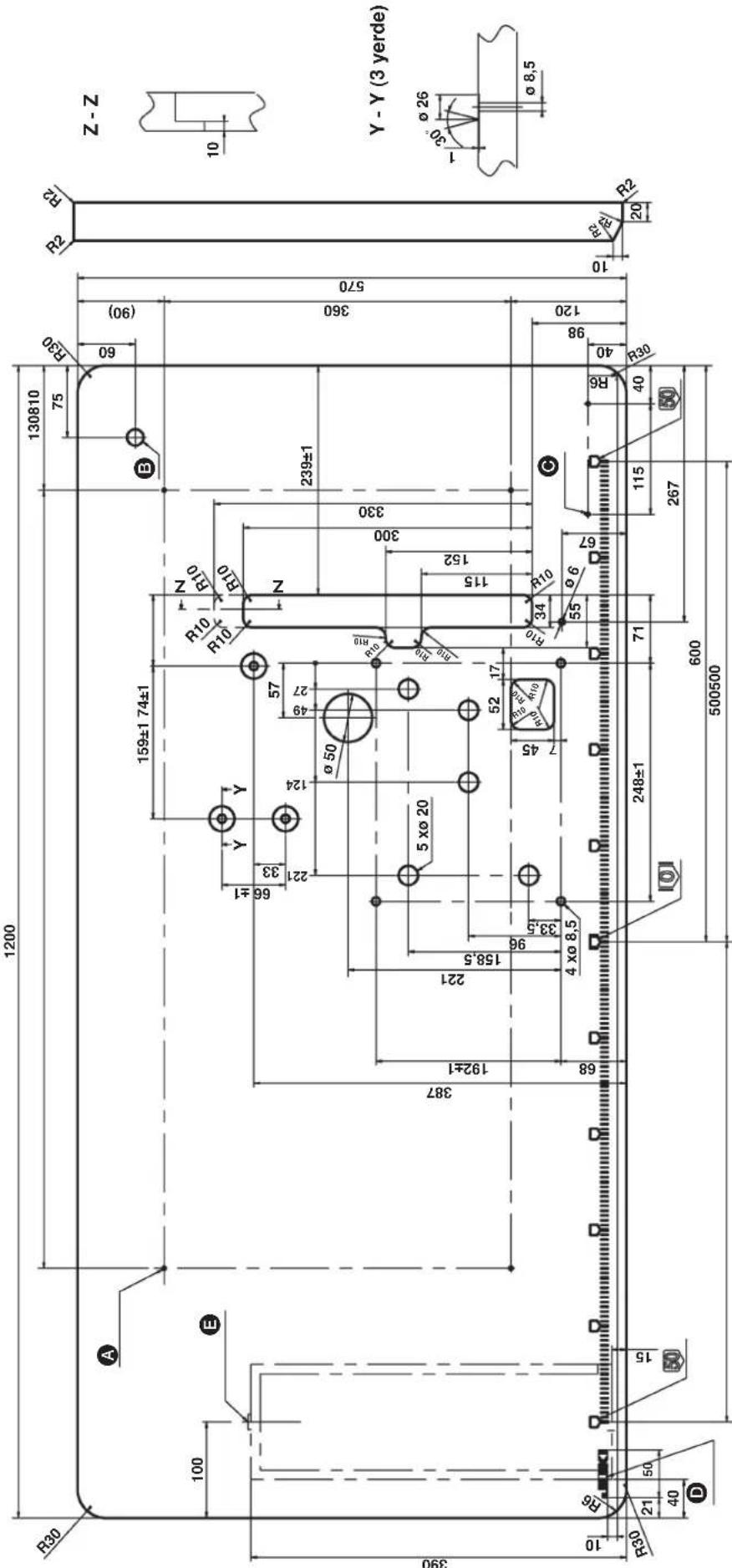
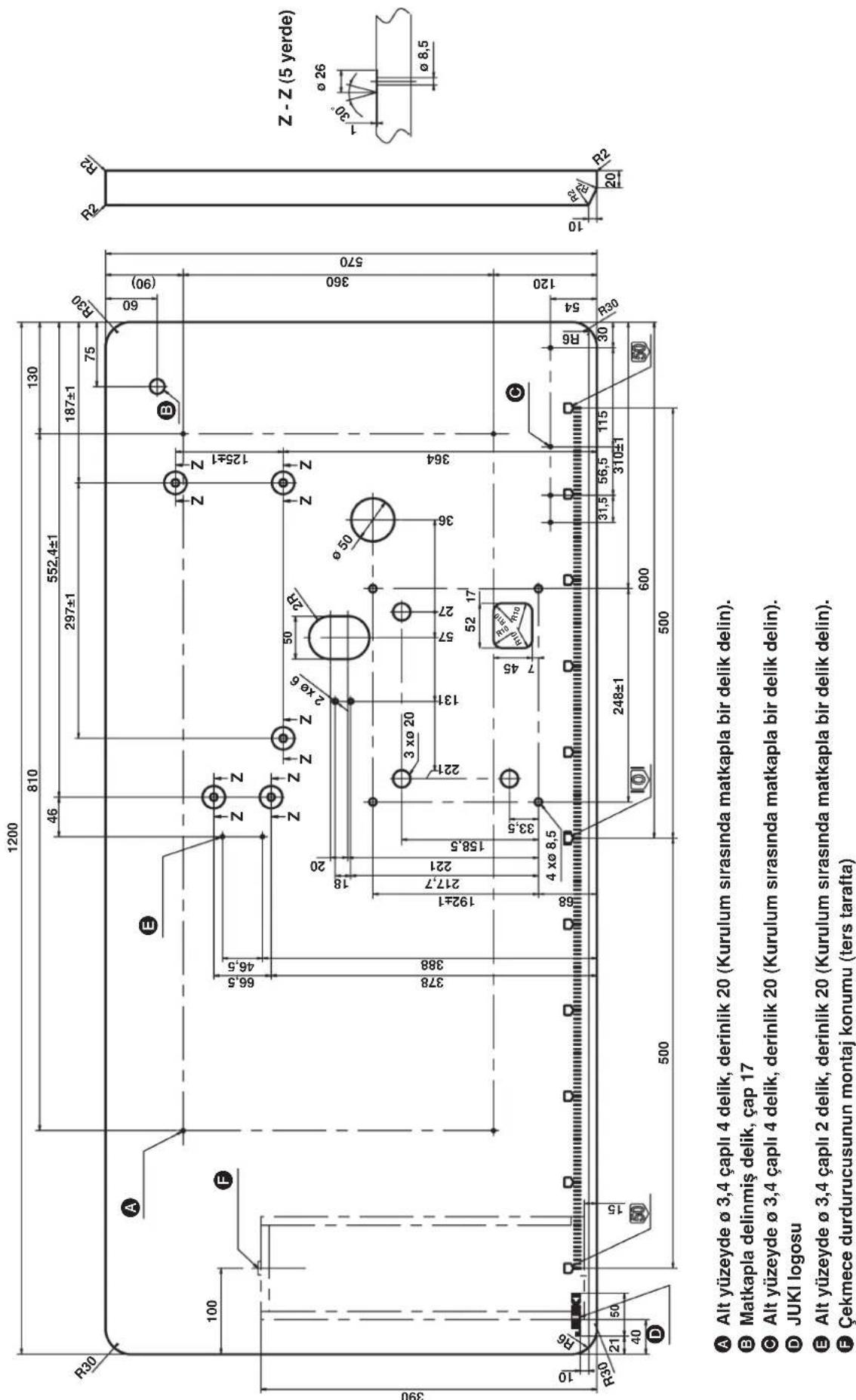
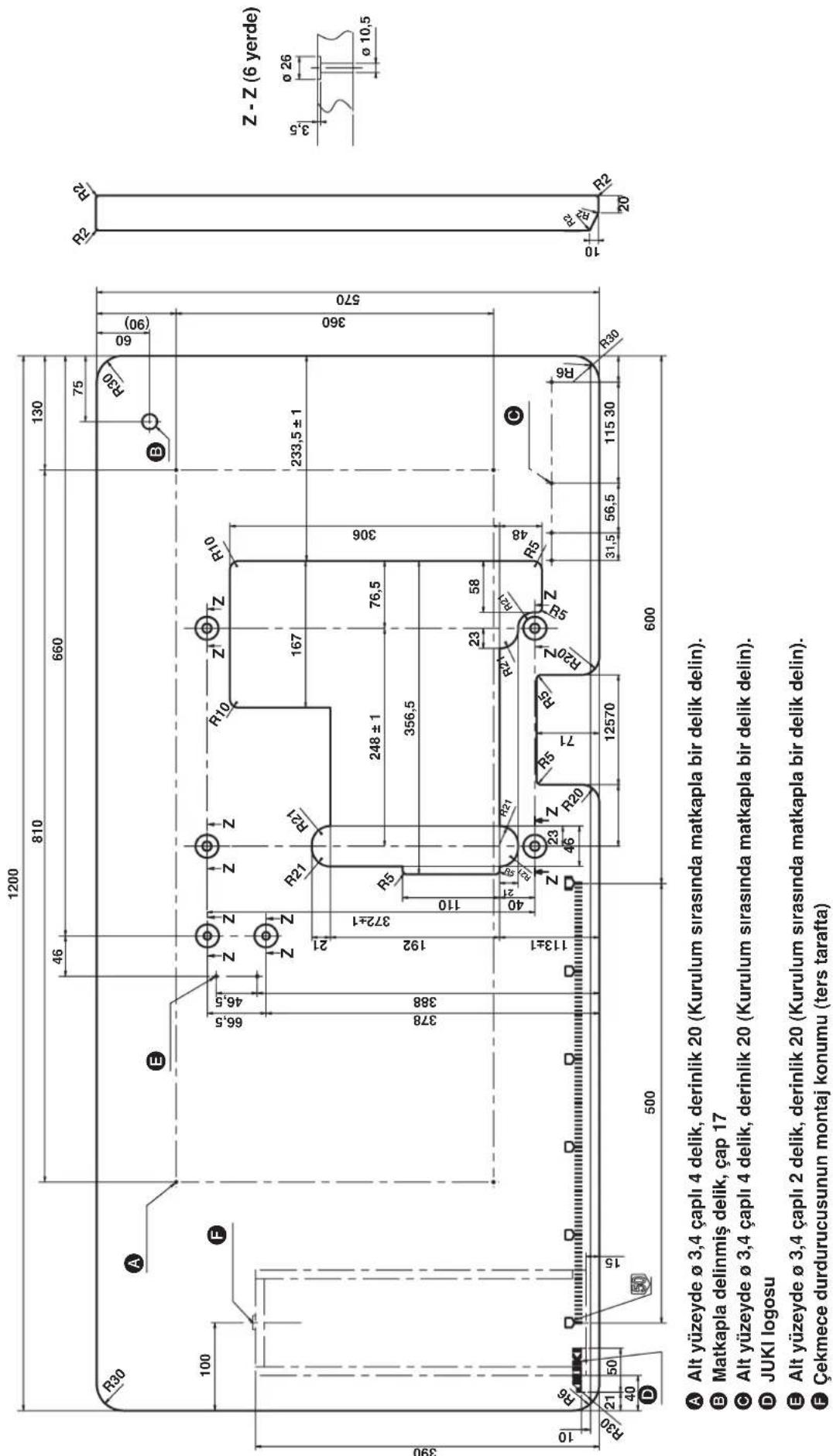
Alt yüzeyde 3,4 capl 4 delik, derinlik 20 (Kurulum sirasinda matkapla bir delik delin).
Matkapla delinmis delik, cap 17
Alt yüseyde 3,4 capl 4 delik, derinlik 20 (Kurulum sirasinda matkapla bir delik delin).
JUKI logosu
Cekmece durdurucusunun montaj konumu (ters tarafta)
2. Motor kasnagi ve kayis seçimi
Motor kasnagi ve kayisi
| Dikisi :(sti/min) | MF-7200D | |||
| 50Hz 60Hz | ||||
| Kasnak boylu Kayiş Boyutu Kasnak boylu Kayiş Boyutu | ||||
| 3500 ø80 M | 38 ø65 M-37 | |||
| 4000 ø90 M | 38 ø75 M-37 | |||
- Tablo, 3 fazl ve 2 kutuplu 400 W kavrama motoru (1/2 HP) kullanilmasi halindeki rakamlari gostermektedir.
- Piyasada bulunabilen motor kasnagi dis caplar 5 mm aralikla degistigi icin, hesaplanan degere yakin akan motor kasnaklari belirtilmisir.

Diki makinesine uyarlanabilen motor kasnagk kullanin. Bu dikis makinesine uyarlanabilen motor kasnagk kullanilmazsa, diki makinesinin maksimum diki hizi asilr ve makinede sorun yasanir.
3. Motorun takilmasi
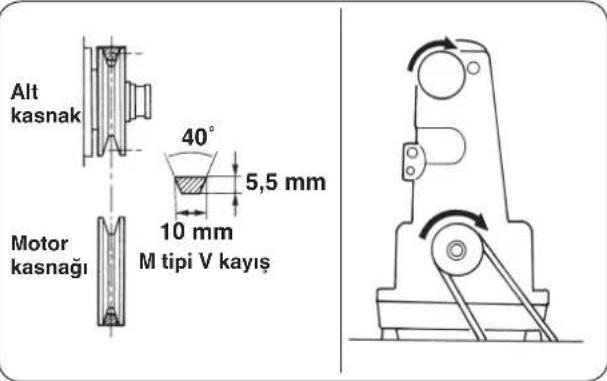
3 fazl, 2 kutuplu, 400 W (1/2 HP) kavrama motoru kullanin. M tipi V kayis kullanin.
1) Pedala basildigi zaman, motor kasnagi sol tarafa kayar. Bu durumda, motor kasnaginin ve alt kasnagin merkezleri birbiriyle hizalanacak sekilde motoru takin.
* Motor kasnagini takma prosedürü icin motor Kullanma Kilavuzuna bakiniz.
2) Motoru, kasnak saat yönunde dönecek sekilde takin.

Motor kasnagi ters yonde donerse normal yağlama yapilamaz. Sonuc olarak makinedesorun yaşanmasina sebep olur.
4. Kayisin takilmasi

UYARI:
Kayisi degistirirken motorun guc salterini mutlaka KAPALI konuma getirin ve calismaya baslamadan once motorun tamamen durmuş oldugundan emin olun. Eller ya da giysiler makineye kaptiri-labileceşi icin yaralanma tehlikesi vardir.
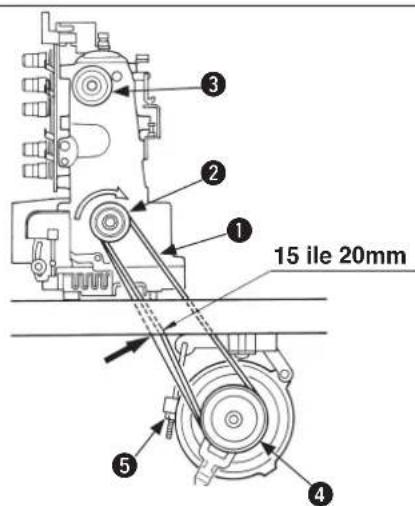
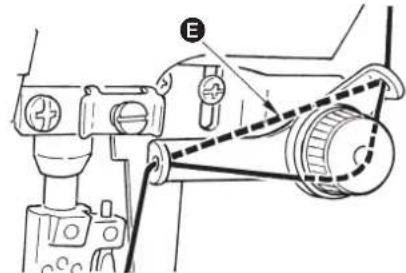
1) Kayisi ① alt kasnaga ② takin.
2) Üst kasnagı 3 cevirerek, kayın diger tarafı nir motor kasnagina 4 yerleşirin.
3) Kayis gerginligini, yaklaşik 10 N (1,02 kgf) kuvvetle kayisin ortasina bastirildigi zaman kayis 15 ile 20 mmarasinda sarkakak sekilde ayarlayin.
4) Kayişi takıktan sonra kilit somunla ⑤ iyice tespit edin.

Dikis makinesi calisirken kayis asiri bel veriyorsa, kayis gerginligini tekrar kontrl edin.
5. Kayis muhafazasin takilmasi

UYARI:
Kayis kapagini taktiginizdan emin olun. Takil olmazsa, ellerinizin ve kiyafetlerinizin makineye sikmasindan kaynaklanabilecek bir yaralanma riski veya dikilen urunler makineye sikisabilecegi icin makineye zarar gelme tehlikesi mevcut olur.
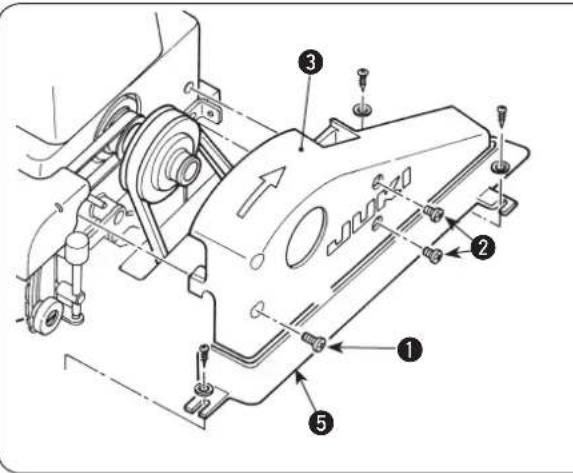
Kasnak muhafazasini 3 sekildeki gibi takin. 1 ve 2, kasnak muhafazasi 3 icin tespit vidalaridir.
- 2 civatasinin góvdesi, ① civatasinin góvdesine na-zaran Dana hísadir.
- Makinede yari dalma tip mesa kullaniliyorsa, muha-faza ⑤ kullanilmaz.
- Masa ustú tipinde mata kullanildigi zaman, kapagi ⑤ tespit ettikten sonra makine kafasini kurun.
6. Zincirin takilmasi
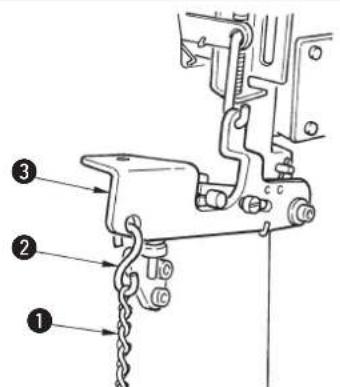
1) Zincirin ① kancasini ②, baski cubugu kalirma koluna ③ asin.
2) Zincirin ① diger tarafini pedala kancelayin.
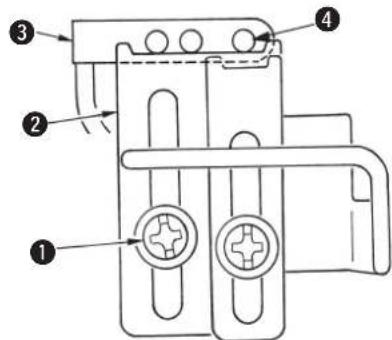
7. iplik kilavuzunun takilmasi
1) Aksesuarormalaktemin edilen1 numaraliiplik kilavuzunu ①,vidalari ② kullanarak makine koluna takin.
2) iplik kilavuzunu 3, vidayi 4 kullanarak 1 numarali iplik kilavuzuna 1 takin.
IV. YAGLAMA
1. Yagliama yagi
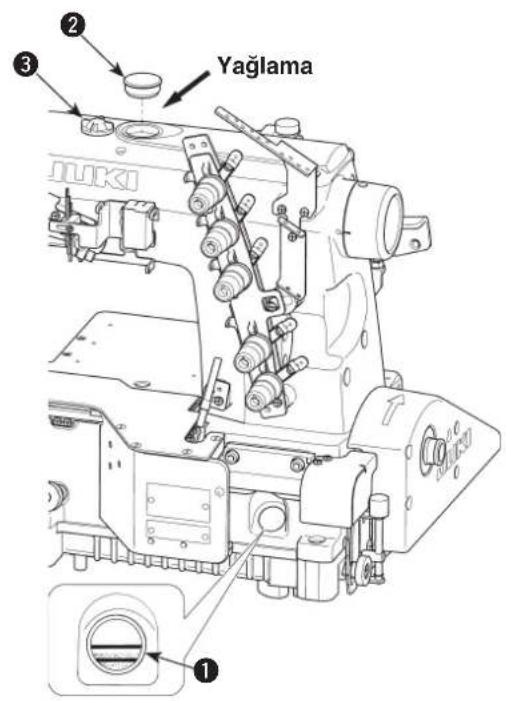
Yaqlamada kullananan yag, teslimat sirasinda boşaltilmışı. Dikiş makinesini ilk kez kullanmadan.Once mutlaka yag koyun.
- Kullanilan yağ: JUKI MAKİNE YAGI 18

Yagin bozulmasina ya da makinede sorunlar yol aacagicin yag katki maddesi kullanmayin.
Uzerinde "OIL" ibaresi bulunan yag deligi kapagini 2
cikarip, yag seviyesi alt ve ust kabartma isaret cizgileriarasinda kalacak sekilde yag haznesini yaqla doldurun.
Dikis makinesini kullanmadan once yapilacak kontroller>
1) Yag goftergesini kontrol edip, yag seviyesinin alt ve üst iki cizgiarasinda kaldigin kontrol edin. Yag seviyesi alt cizginin alteina dustugu zaman yag koyun.
2) Dikiş makinesinde DONME hareketi varken, yag dolasimi izleme camindaki 3 delikten yag geldigiin kontrl edin. Disari yag cikişi yoksa, "Yag filtresinin kontrl edilmesi ve degistirilmesi"ni uygulayin. (Bkz sayfa 22.)
2. Yaglama
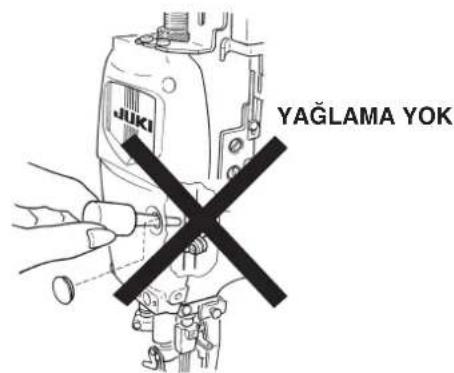
Kasanin icindeki igne mili, baski ayagikaldirici ve serici parcalari gibi mekanizmalar gresle yaqlanir. Kasanin icine kesinlikle yag ilave etmeyin.

Kasanin ici yaqliysa, gresi disari atacagicin makinenin anizalanmasina neden olur.
3. Yacin degiistirilmesi

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrol ettikten sonra baslatin.
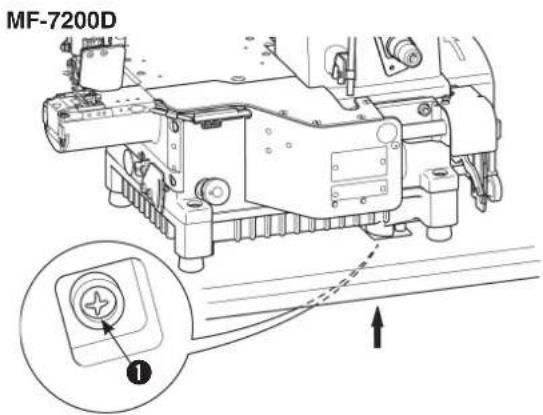
Dikis makinesinin yen olmasi halinde, makineyi yaklašk bir ay kullandiktan sonra yağlama yagini (18 numara JUKI MAKINE YAGI) yenisyle degistirin. Daha sonra altı ayda bir yag degistirin.
1) Yagi bosaltmak icin, tahiye vidasinin ➀ ultina bir kap koyun.
2) Tahliye vidasini 1 cikarin. Yag bosalir.
3) Yagi bosaltiktan sonra, kalan yagi silin ve tahiye vidasini 1 takin.
4. Silikon yağla yağlama ünitesi
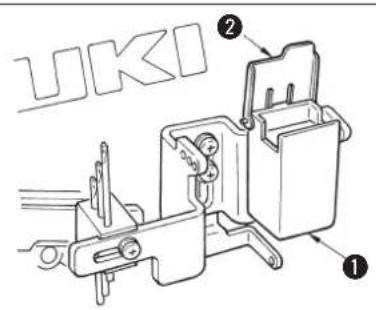
Bu dikis makinesinde, silikon yag ile yağlama üntesi standart olarak temin edilmektedir. Yüksek hizda dikiş dikerken veya kimyasal maddelerden üretilmis iplik ya da kumas kullanırken, ipligin kopmasini ve dikiş atlama-yi onlemek icin silikon yagla yağlama üntesini kullanin. Silikon yag kullanilmaktadir (dimetil silikon).
Silikon yag karteri 1 kapagini 2 acin. Igne ipligi silikon yag karterine silikon yag doldurulmus oldugunu kontrol edin.
Silikon yag yetersizse ilave edin (dimetil silikon).

Silikon yagla yaglama unitesi disindaki parcalara silikon yag bulasmis isebunu mutlaka silin. Silikon yag bulasan parcalarin uzerindeki yag silinmezse, dikis makinesinde sorunlar yaşanir.
V. CALISTIRMA
1.igne
| Japonya'daki numara | 9 10 | 11 12 | 14 | ||
| Almanya'daki numara | 65 70 | 75 80 | 90 |
Bu dikis makinesinde UY128GAS igne kullanilir. Igne numarasi incin, dikis kosullarina bagli olarak uygun igne secin.
2. Ignenin takilmasi

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrol ettikten sonra baslatin.
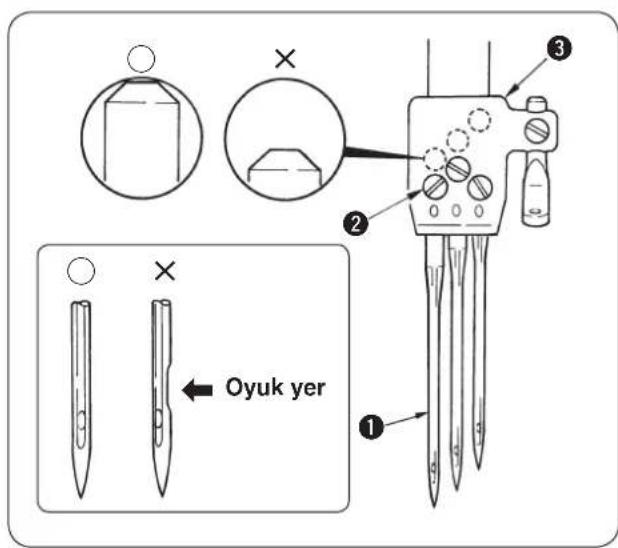
1) Ignenin ① tespit vidasini ② tornavidayla gevsetin.
2) Yeni igneyi, oyuk tarafi arkaya bakacak sekilde tutun ve igne kelepcesindeki deligin sonuna kadar itin.
3) lignenin tespit vidasini 2 tornavidayla iyice sikin.
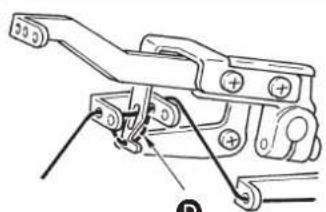
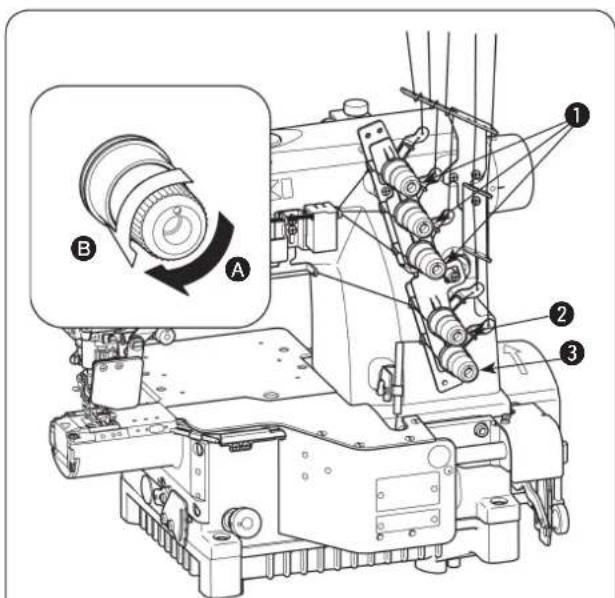
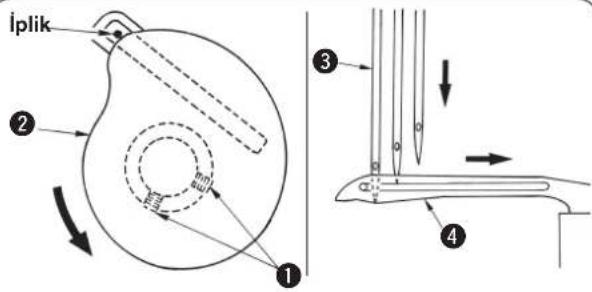
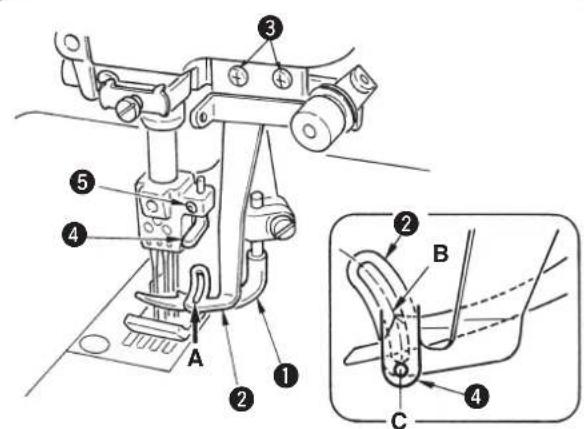
3. Makine kafasina iplik geleirilmesi

UYARI:
Makinenin aniden durarak yaralanmalarae sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi nkontrol ettikten sonra baslatin. iplik yanis takilrsa diki s atlama, iplik kopmasi, ignenin kirlmasi ya da dizensiz dikislere neden olur. Bu konuda dikkatli olun.
(1) Standart iplik takma
Ipligi, asagidaki resimlere uygun olarak makine kafasina takin.
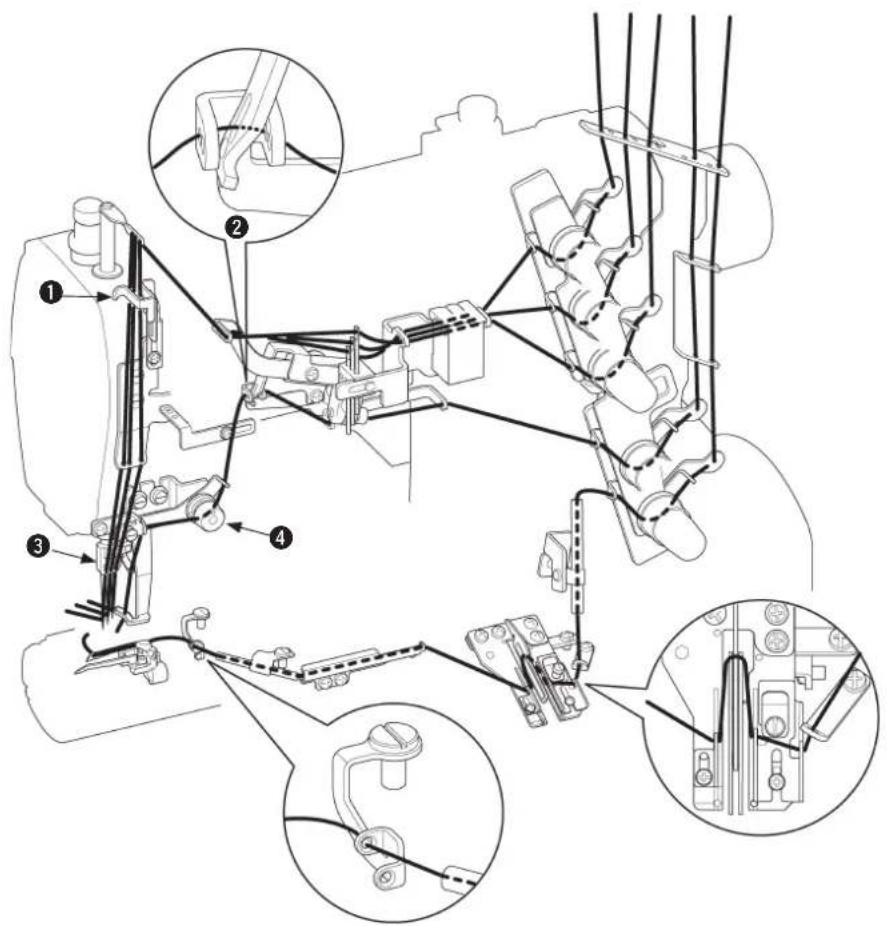
Gergi ipligi kullanildigi zaman kesikli cizgiler Olusur.
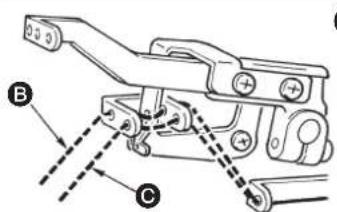
Kaplamiaipligi(ustiplik)cokgevsekise-
Kaplama ipligi B'den gectikten sonra bile cok gesek ise =
2
Kaplama ipligi cok gergin ise = 0
Daha esnek iplik kullamlurken
3
Daha az esnek iplik kullanilirken
4
Daha esnek iplik kullanilirken kesikli cizgi
4. Ilmek uzunluğunun ayarlanması

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
Ilmek uzunluğu 0,8 mm ile 3,2 mmarasinda sinirsiz sekilde ayarlanabilir.
- Gerçek ilmek uzunluğu, malzemelerin tipine ve kalın-liga®, ordeal değ,isir.
[ilmek uzunlugunun degişirolmesi]
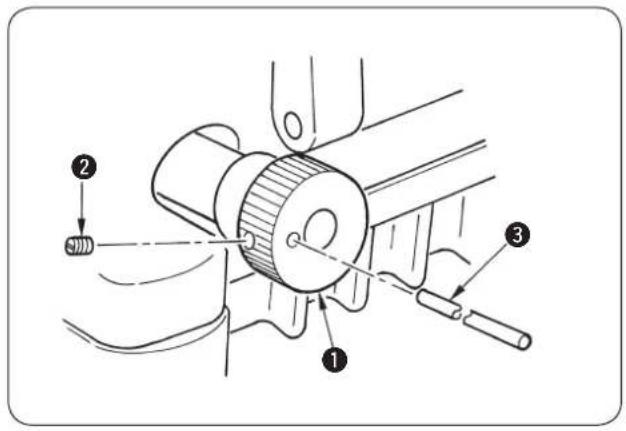
Ilmek uzunlugunu artirmak icin, beslme duzenleyici topuzu 1 saat yonunde cevirin. Ilmek uzunlugunu azaltmak icin saat yonu tersine cevirin.
- 3,2 mm ya da daha uzun ilmekle dikerken
Ilmek uzunlugunu duzenlemek icin vidayi2 gevsetip beslme duzenleyici topuzu 1 saat yonunde cevirin.
Pimi 3 sonuna kadar itip vidayla 2 tespit edin. Makineyi, transport dislilerinin ya da transport dislisi ve bogaz plakasinin birbirine degmedigi aralikta kullanin.
5. Diferansiyel besleme orannin ayarlanmasi
Diferansiyel besleme orangini artirmak icin, diferansiyel kilit somununu ① gevsetip tasiyici kolu ② yukari kaldirin. Ardindan, dikilen malzeme toplanir. Diferansiyel besleme orangini azaltmak icin kolu ② asagi hareket ettirin. Ardindan, dikilen malzeme esnetilir. Mikro ayar topuzu ③ kullanilarak, diferansiyel besleme oranginda ince ayar yapilabilir.

Ilmek uzunluğu ile diferansiyel beslme oraniarasindaki ilişiye bagli olarak, daha oncebahsedilen ayar nedeniyle transport disliterinin ya da transport dislisi ve bogaz plakasin birbirine temas ettişi bir durum vardir. Dikkatli olun.
6. Baski ayagibasincinin ayarlanmasi
Baski ayagibasincini, ilmeklerin dengeli hale gelmesine yeterli olacak en az miktarda azaltin. Basinci ayarlamak icin, baski yayi duzenleyicisinin 1 kilit somununu 2 gevsetip baski yayi duzenleyicisin 1 cevirin. Ayar yaptiktan sonra somunu 2 sikn. Saat yonunde cevirirseniz basinc artar. Saat yonu tersine cevirirseniz basinc azalir.
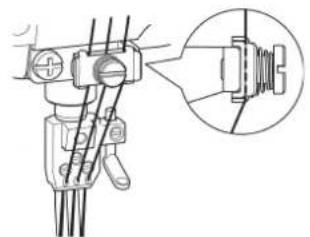
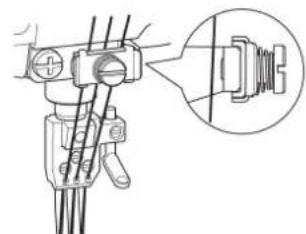
7. iplik gerginliginin ayarlanmasi
A = Artar
6 = Azalir
iplik gerginligini, asagida belirtilen iplik gergi somunlariyla ayarlayin.
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrol ettikten sonra baslatin.
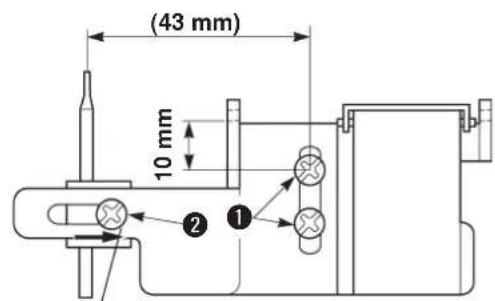
En sag konum
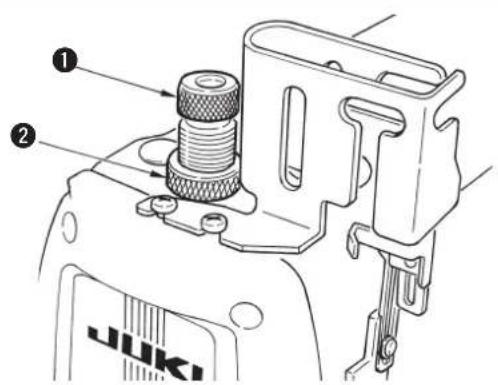
1) Tespit vidalarini ① gevsetip, üst tarafakti tespit vidasinin merkezinden iplik deliginin alt ucuna olan mesafe 10mm olacak sekilde ayarlayin. Ardindan, iplik kilavuzunu sabitlemek icin tespit vidalarini ① sikin.
2) Tespit vidasini ② gevsetip, vidalarin ① merkezindenustiplik kilavuzu cubugunun merkezine alan en sag mesafeyi (43mm) ayarlayin.Ardindan,iplik kilavuzu cubugunu sabitlemek icin vidayi ② sikin.
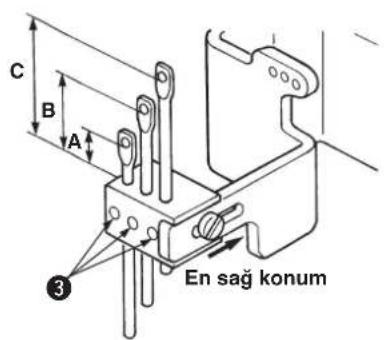
| ABC | |||
| Ayar değeri 13 mm 16 mm 19 mm | |||
3) Tespit vidalarini ③ gevsetin ve ilgili iplik kilavuzu cubuk yüksekliklerinin tabloda verilen boyutlara uygun oldugunu kontrl edin. Ardindan iplik kilavuzu cubuklarini sabitlemek icin vidaları ③ sikin.
2. Igne mili horozu iplik alicisinin ayarlanmasi

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
Tespit vidasini ① gevsetip igne mili en alt konumdayken, igne mili horozunun ③ iplik deligi merkezi alt ucu ile igne mili horozu iplik alicisin ② ust ucu hizalanacak sekilde ayarlayin. Ardindan, igne mili horozu iplik alicisin sabitlemek icin vidayi ① sikin.
3. Salinimli horozun ayarlanmasi

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
1) Tespit vidalarini ① gevsetip, iplik deligi ile salinimi horoz milinin ③ merkezine olan mesafeyi sekildeki A mesafesine esit olarak ayarlamak icin salinimi horozu ② saga ya da sola kaydirin. Salinimi horozu tespit etmek icin vidalari ① yeniden sikin.
2) Salinimi horoz tabani 4, salinimi horozla en alt konumda ayin hizada olacak sekilde ayarlayin. Salinimi horoz tabanini tespit etmek icin vidayi 5 yeniden si-kin.
| A | |
| Ayar değeri | 90 mm |
4. Salinimli horoz iplik alicisinin ayarlanmasi

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
Salinimi horoz 3 en alt konumdayken, salinimi horoz iplik alicisin 2 ust ucu ile salinimi horoz 3 iplik deligiin 4 alt ucu ayni hizada olacak sekilde ayarlayin ve vidayla 1 tespit edin.
5. Serici iplik kilavuzunun ayarlanmasi

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
Serici iplik alicisi 1 en ust konumdayken, seriici iplik kilavuzunun 2 iplik kilavuzu iplik yolu (arka) 3 ust ucu ile seriici iplik alici 1 deliginin en alt korumu hizalanacak sekilde ayarlayin. Ardindan, seriici iplik kilavuzunu sabitlemek icin vidayi 4 sikin.
6. Lüper ipligi kaminin ayarlanması, lüper ipligi kami IPLik kilavuzunun ayarlanması

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kesti kten ve motorun calismadigi kontrl ettikten sonra baslatin.
[Lüper ipligi kaminin ayarlanmasi]
Igneler asagi indigi zaman luper ipligi kaminin 2 en ust yerinden iplik cikacak sekilde ve sol ignenin 3 ust ucu ile luperin 4 alt yuzeyi hizalanacak sekilde ayarlayin. Ardindan luper ipligi kamini sabitlemek icin vidalari 1 sikin.
[Lüper ipligi kaminin ayarlanmasi]
2 igneli makinelde ya da benzer bir durumda iplik cekme miktarin azaltilmasi istenirse vidarli 7 gevsetin, 5 ve 6iplik kilavuzlarini yukari kaydirin ve sabitlemek icin vidarli 7 sikin.
A = Artar
B = Azalir
7. Lüper iplik sarması onleyici plakanın ayarlanması

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kesti kten ve motorun calismadigi kontrl ettikten sonra baslatin.
Lüper ipliginin dolaşmasini onleyen plakanin ➀ust uç kismi A ile lüper iplik kaminin ➁uc yüzeyiarasinda yaklaşık 0-0,3mm boşluk kalacak sekilde ayar yapın.
8. Lüperin ayarlanmasi

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
[Yatay konum]
Lüper ① ile sagdaki igne merkeziarasindakiA mesafesi ve igne numarasiarasindaki iliski tabloda gürümektedir.
Birm: mm
Kelepçé vidasini 2 gevsetin ve lüper tutucusunu tabloya gore yatay olarak ayarlayin.
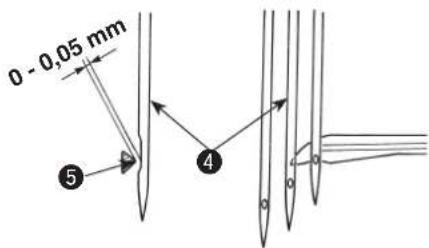
[Uzunlamasina konum]
Lüperin üst ucu en sag konumdan orta igne merkezine geldiginde, lüperin keskin ucu ⑤ ile orta igne ④ arasinda 0 ile 0,05 mm boşluk kalacak sekilde ayarlayın. Ayar yaptiktan sonra, lüperi sabitlemek icin ② kelepçevidasini sikan.
- Arka igne muhafazasi 6 calismadigi zaman, luperin keskin ucu sag igneyle temas eder. Bu konuda dikkatli olun.
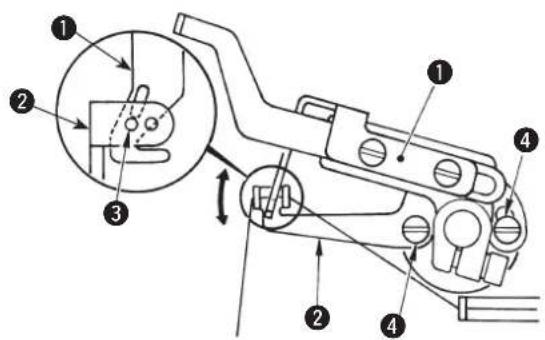
9. İnge)yüksekliginin ayarlanması

UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
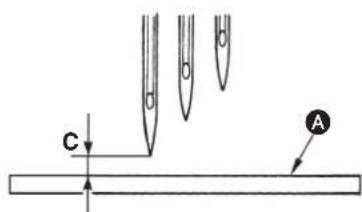
1) Igneler ① ve bogaz plakasindaki igne delikleriarasindaki boşluklar A esit olarak ayarlayin.
2 Hatirlatma: Igne ust olu noktadayken, bogaz plakasinin A ust yuzeyinden sol ignenin ust ucuna kadar olan yen yukseklik degeri, C olarak tabloda verilmektedir.
2) igne milinin yuksekligini oyle ayarlayin ki, luper en sag uca gidip ust Bucu sol ignenin sol ucundan yaklasik 1,1 mm solaogrulu kktigi zaman, sol ignenin deliginin ust ucu ile luperin alt ucu birbiriyale ayni hizada olsun; alin plakasindaki lastik kapakciig 4 cikarin ve igne milini tespit etmek icin igne mili bra-ketinin tespit vidasini sikin.
Birim: mm
| 2-ıgne 3-needle | |||
| ıgne numarası | Sol ilegne yük-sekkı,) C | ıgne numarası | Sol ilegne yüksek-teği, C |
| 3,2 8,9 | |||
| 4,0 8,6 | |||
| 4,8 8,1 | |||
| 5,6 7,8 5,6 | 6 | 7,8 | |
| 6,4 7,3 6,4 | 4 | 7,3 | |
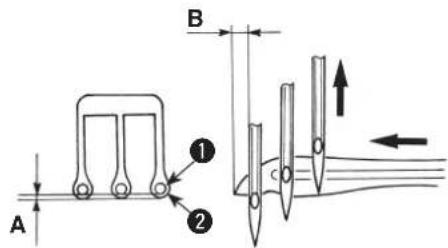
10. Arka igne muhafazasin ayarlanmasi

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
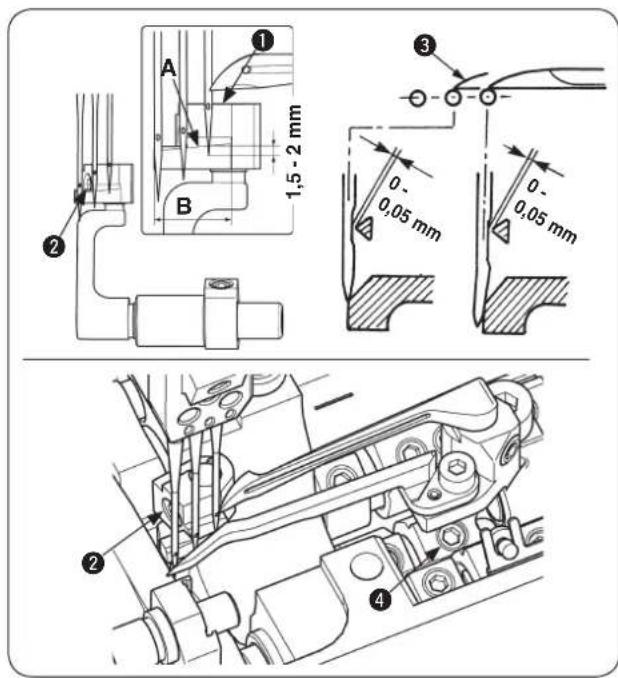
Arka igne muhafazasi ① yatay konumunu, igne en alt konumdayken B araliginda icine alacak sekilde ayarlayin.
1) Tornavidayla 2 yuksekligi ayarlarken, luperin ust ucu 3 en sag uctan sag ignenin merkezine geldigi zaman, arka igne muhafazasin 1 konar hatti A ile sag ignenin ust ucuarasinda 1,5 mm ile 2 mmarasinda boşluk kalmasini saglayin.
2) Arka igne muhafazasinin 1 sag igne ile hafif temas etmesini saglayarak, luperin ust ucu en sag konumdan sag igne merkezine geldiginde, sag igne ile luperin ust ucu 3arasinda 0 ile 0,05 mm boşluk kalsin. Ayrica, arka igne muhafazasinin 1 orta igne ile hafif temas etmesini saglayarak, luperin ust ucu 3en orta ignenin merkezine geldiginde, orta igne ile luperin ust ucu 3arasinda 0 ile 0,05 mm boşluk kalsin. Ayari, 2ve 4tespit vidalariayla yapin.
11. Salinimi horoz zamanlamasi ve ust iplik ilmeigiarasindaki ilişi

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
Esnek iplik ya da "Standart iplik" bolümunde tanımlanan daha az esnek iplik kullanısa bile;cok buyuk ya da cok küçuk üst iplik ilmeşi olustugu icin dikiş atlama ya da iplik kopması oluyorsa, salınıml Horoz iplik;cekme zamanlaması degistirin ve üst iplik ilmeşi boylutunu ayarlayin.
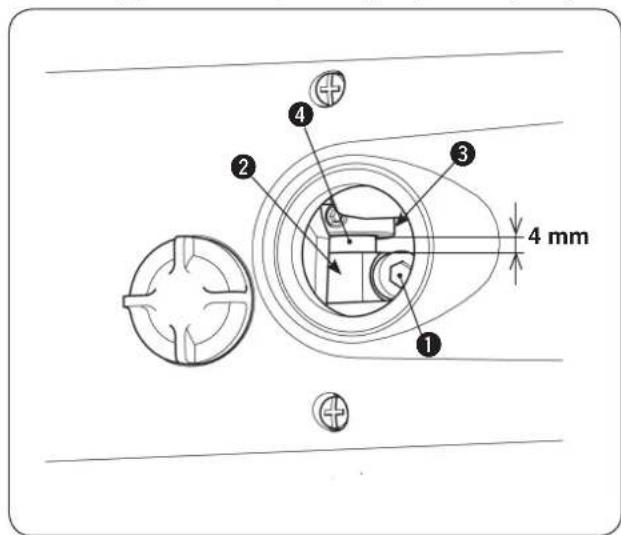
1) Vidayi gevsetin.
2) parcasini one ya da arkaya hareket etttirin. Asaigidaki tabloda, hareket yonu ve ustiplik ilmeeginin buyukluguarasindaki iliksi gorulmektedir.
3) Ayar yaptiktan sonra, vidayi ① iyice sikin.
-
Krank ② ile sikma bilezigi ③arasindaki boşluk, testimat sirasinda fabrika ayari olan 4 mm'ye ayarlanmistr. (Salıniml horoz mili ④üzerindeki kabartma,isaret cizgisi, krankin ② kenarylya aynı hizadadir.)
-
Üst iplik ilmeğinin yüzüklügü
| Krank konumu ➀ | İleri hareket Geri hareket | |
| StandartDMIşteiplik takma halinde | Ilmek kılıçülür. | Ilmek��ür. |
| YumusakDMIşteiplik takma halinde | Ilmek��ür. | Ilmek kılıçülür. |
Not: Ayar yonü, iplik takmaya gore sterir. Bu konuda dikkatli olun.

1 gesetilence, salinimi horoz hafif oldugu icin doner. Bu konuda dikkatli olun. Donerse, "Saliniml Horoz ayari" basligina bakiniz.
- Yukarida belirtilenler disindaki zamanlamalar deigistirmeyin, aksi takdirde dikiste sorunlara yol acar.
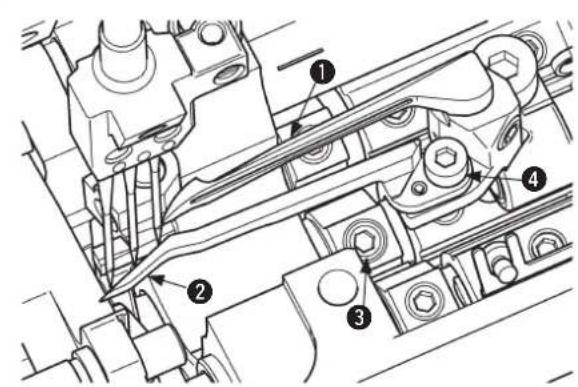
12. Transport dislisi yuksekliginin ayarlanmasi

UYARI :
Makinenin aniden durarak yaralanmalara sebeb vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
Transport dislisi en yuksek konumdayken, bogaz plakasinin 1 ust yuzeyinden ana transport dislisinin 2 arkaucuna kadar akan yuksekligi 1 mm olarak ayarlayin vetransport dislisi nitspit etmek icin tespit vidasini 3 si-kin.
Diferansiyel transport dislisi 4 yuksekligi icin, ana transport dislisinin 2 on uc 5 yuksekligini diferansiyel transport dislisi 4 arka uc 6 yuksekligine gore ayarlayin ve diferansiyel transport dislisi nis tespit etmek icin tespit vidasini sikin.
Transport dislisi en yuksek konumdayken, bogaz plakasinin ① transport dislisi ile ayni hizada olmasi standartir.
13. Sericiyi takma konumu

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrol ettikten sonra baslatin.
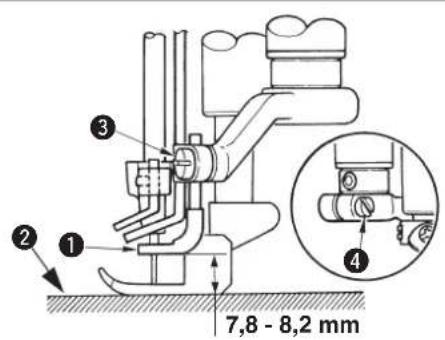
[Yükbeklik ayari]
Sericinin 1yuksekligi, bogaz plakasinin 2ust yuzeyinden sericinin alt yuzeyine kadar 7,8 ile 8,2 mmarasindadir. Kelepce vidasiyla 3yukseklik ayari yapip sericiyi tespit edin.
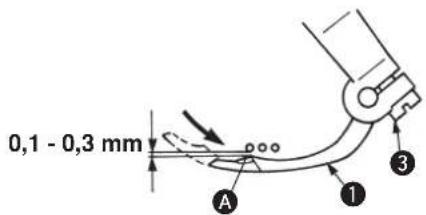
[Uzunlamasina konum ayari]
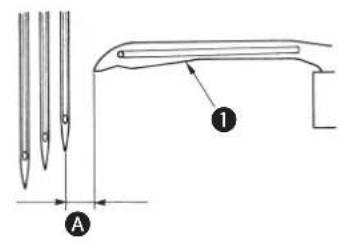
Serici 1 en sol konumdan saga gittiginde ve A kismi sol ignenin onune geldiginde, seri ci ile sol ignearasinda 0,1 ile 0,3mm boşluk kalacak sekilde ayarlayin. Ardindan kelepce vidasiyla 3 sericiyi tespitedin.
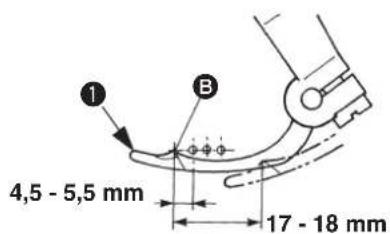
[Yatay konum ayari]
Serici 1 en sol konumdayken, sol igne merkezi ile sericinin 1 3 kismiarasinda 4,5 ile 5,5mm mesafe kalacak sekilde ayarlayin. Ardindan kelepce vidasiyla 4 sericiyi tespit edin.
14. Serici iplik kilavuzu ve igne kelepcesi iplik kilavuzu ayari

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrl ettikten sonra baslatin.
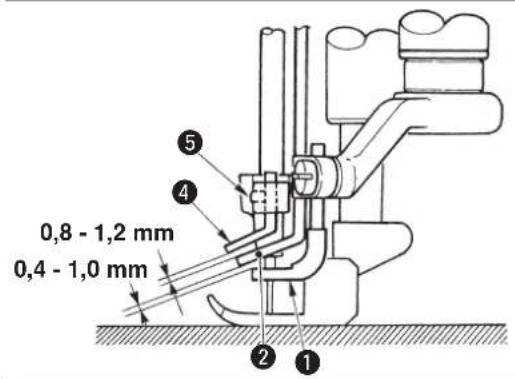
[Sericiiplikkilavuzu]
Serici iplik kilavuzu ② ile seriici ①arasinda 0,4 mm ile 1,0 mm boşluk kalacak seksilde ayarlayin. Ardindan tespit vidalariyla ③ seriici iplik kilavuzunu tespit edin.
- Serici 1 en sag konumdayken, seriici iplik kilavuzundaki 2 A yivinin merkezi ile sericinin 1 kesici B noktası ayı hizada olacak sekilde ayarlayın. Africa, seriici iplik kilavuzunun igne kelepçesine, igne kelepçesini engellemeyeçigi olçüde bir miktar yaklasma-sina izin verin.
[igne kelepcesi iplik kilavuzu]
Igne en alt konumdayken, igne kelepcesi iplik kilavuzunun ④ iplik deligi merkezi ile A yivinin C merkezi ayin hizada olacak sekilde ayarlayin.
- Bu durumda, igne kelepcesi iplik kilavuzu ④ ile serici iplik kilavuzu ②arasinda 0,8 ile 1,2 mm boşluk kalacak sekilde ayarlayin. Ardindan, tespit vidasiyla ⑤ igne kelepcesi iplik kilavuzunu sikan.
15. On igne muhafazasin ayarlanmasi

UYARI:
Makinenin aniden durarak yaralanmalara sebep vermemesi icin, bir sonraki calismayi gucu kesti kten ve motorun calismadigi kontrl ettikten sonra baslatin.
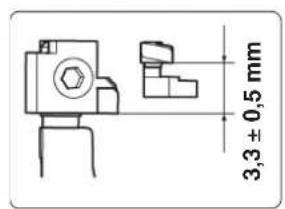
Tespit vidasiyla 4 on igne muhafazasi 2 yuksekligini ayarlayin ve bu yuksekligin arka igne muhafazasina gore 3,3± 0,5 mm daha yuksek olmasini saglayin. Luper 1 en sag konumdan sola giderek ilgili ignelerin arka tarafina geztiiginde, igne ile on igne muhafazasi 2arasinda 0,1 ile 0,5 mm boşluk kalacak sekilde tespit vidasiyla 3 ayarlayin.
- Üst iplügen iplik Türü ve kalınligina®, baglı olarak rahat gelegebildigi bir aralıkta, on®, muhafazasin® ügynyeye,mümkın olduşunca,yaklasması,üz verin.
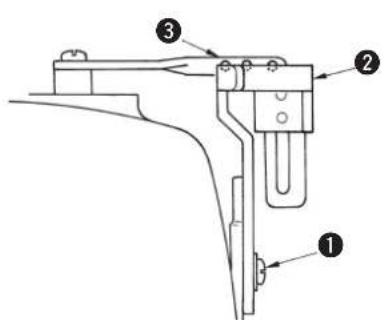
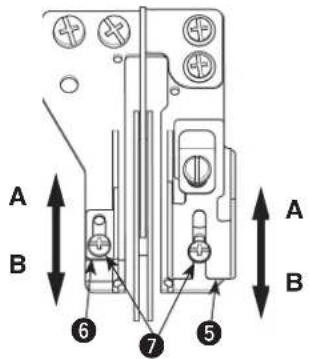
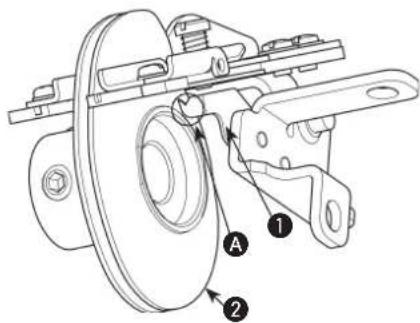
16. Baski ayagi kaldiricisinin ayarlanmasi

UYARI :
Makinenin aniden durarak yaralanmalaria sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigi kontrol ettikten sonra baslatin.
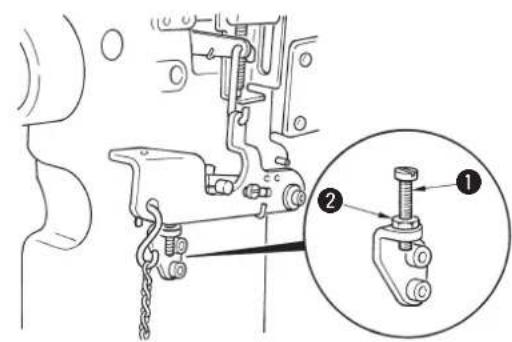
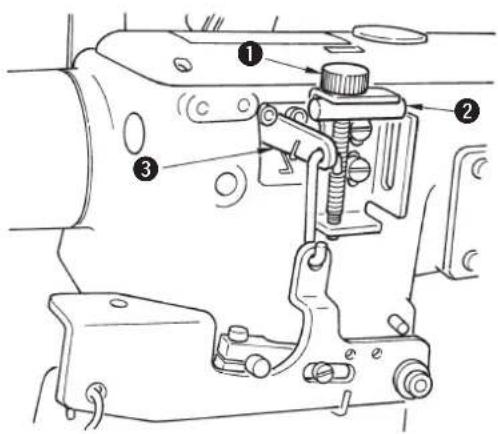
1) Baski ayagüyüksekligini ayarlamak icin, baski ayagidiger parçalarla temas etmeyecek sekilde vida ① yüksekligini ayarlayin ve baski ayaginci somunla ② tespit edin.
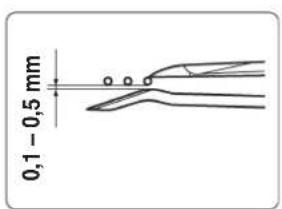
2) Sikma bileziğinin konumunu ayarlarken, baski ayagiyukarida iken sikma bileziigi ③ ile baski ayagikovani ④arasinda 0,1 mm boşluk birakin. Ardindansikma bileziğini tespit vidasıyla ⑤ sabitleyin.
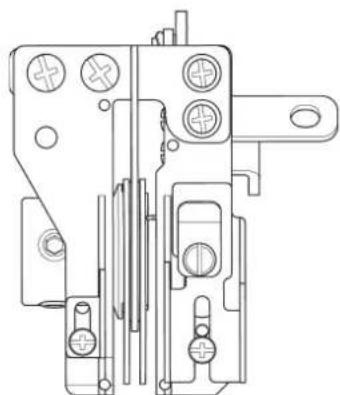
17. Mikro kaldiricinin ayarlanmasi

UYARI:
Makinenin aniden durarak yaralanmalaria sebep vermemesi icin, bir sonraki calismayi gucu kestikten ve motorun calismadigün kontrl ettikten sonra baslatin.
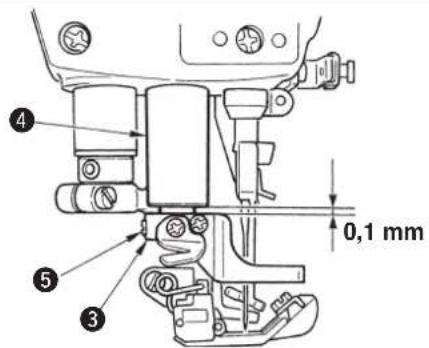
Mikro kaldirici topuzu ① saat yonü tersine cevrildigi za
man, mikro kaldirici durdurucusu ② asagi iner ve baski
ayagi kaldirma koluyla ③ temas eder. Bu durumda
baski ayagiyukariçkar. Yukseklik ayarini dikiş kosul
larina gore yapin.

Mikro kaldirici kullanilmadiği zaman, mikro kaldirici topuzunu ① saat yönunde cevirin ve mikro kaldirici durdurucusunu ② en yuksek konumunda sabitleyin.
VII. BAKIM
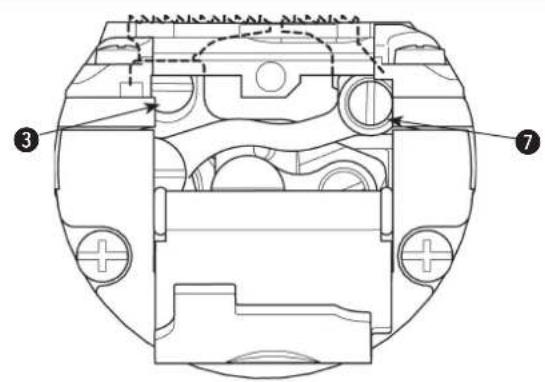
1. Dikiş makinesinin temizlenmesi

UYARI:
Makinenin aniden durarak yaralanmalarasaebep vermemesi icin, bir sonraki calismayi gucuk estikten ve motorun calismadiginkontrol etikten sonra baslatn.
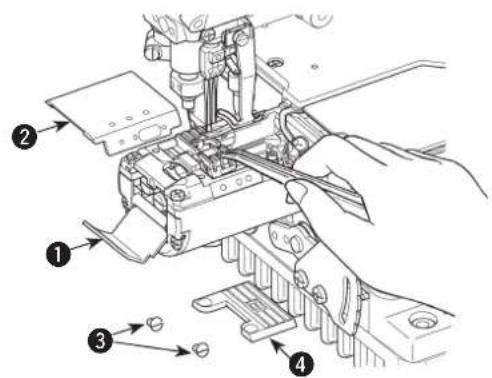
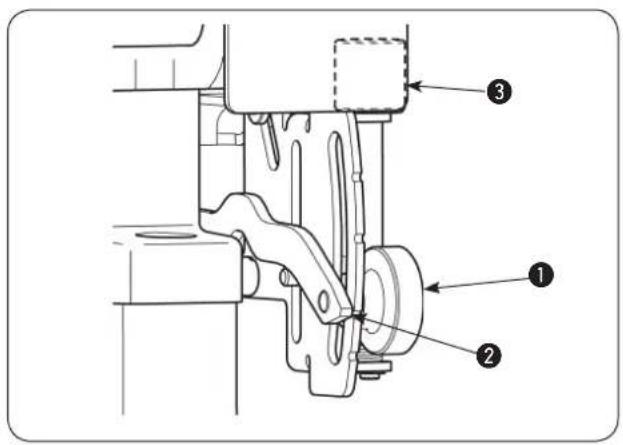
Yan kapagi 1 ve sag silindir kapagini 2 acin. Vidalari 3 ve ardindan bogaz plakasini 4 sikun. Ardindan bogaz plakasi yivlerini, transfer dislisini ve bunlari cevreleyen alani temizleyin.
Temizledikten sonra, tespit vidalarini ③ kullanarak bogaz plakasini ④ tespit edin.
2. Yagin degiistirilmesi

UYARI:
Makinenin aniden durarak yaralanmalarara sebep vermemesi icin, bir sonraki calismayi gucu kesti kten ve motorun calismadigim kontrl etikten sonra baslatn.
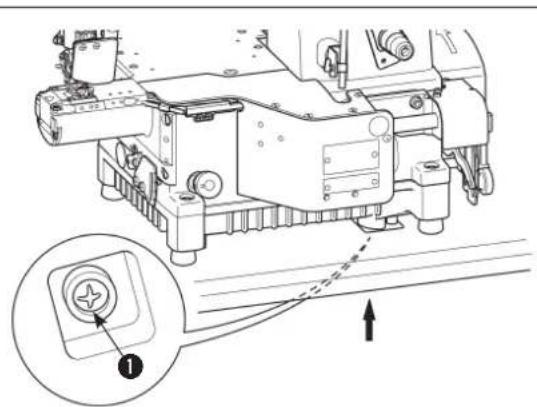
Dikiş makinesinin yen olması halinde, makineyi yaklaşık bir ay kullandık tan sonra)yalıkama:ygün (18 numara JUKI MAKİNE YAGI) yenisyledehyigitirin. Daha sonra altı ayda bir)yğdehyigitirin.
1) Yagi bosaltmak icin, tahiye vidasinin ① altina bir kap koyun.
2) Tahliye vidasini 1 cikarin. Yag bosalir.
3) Yagi bosaltiktan sonra, kalan yagi silin ve tahiye vidasini 1 takin.
3. Yagltresinin kontrol edilmesi ve degistirilmesis

UYARI:
Makinenin aniden durarak yaralanmalarasa sebep vermemesi icin, bir sonraki calismayi gucu kesti kten ve motorun calismadigin kontrl etikten sonra baslatn.
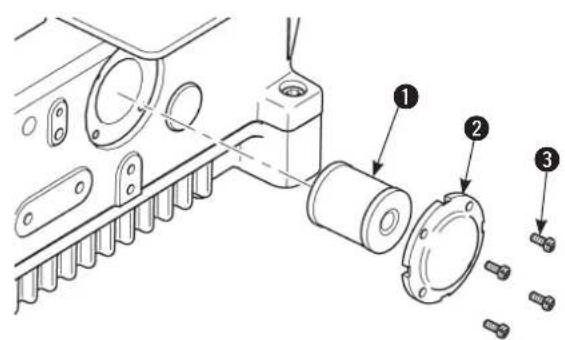
Yag filtresinde 1 toz birikirse normal yağlama yapilamaz. 6 ayda bir kontrl edin.
1) Yag filtresi kappaigi 2 cikarip, kontrl etmek icin yag filtresini di sari cikarin.
2) Yag filtresi tozdan tikanmissa yenisyle degistirin.
3) Degistirdikten sonra, filtré kapagini 2 vidalarla 3 sabitleyin.

Yag滤resi kapagimi cikarirken, filtrede toplanmis olan yag akar. Bu konuda dikkatli olun.
PYCCKM
YTo6bI rapaHTnpOBaTb 6e30nacHoe nCpOJIb3OBaHne BaSei 8BeHoi MaunHbI
I3-3a toro, yTO B npOceC EHTbA HeN36eKHO npHXODNTcpa60TaB OKOLO DnWkyUxxCy aactei WBeHOn MaunHbI, MaunHbI-aB TOMATA N BCNOmOrateJIbHbIX YCTPOiCTB (B daJIbHeM WeB MecTe Ha3bIAembl "MaUNHO", Bcerda eCTb BepoTHOCTb HeyMbIJIeHHORo cOpNKOCHOHEr C DBNkUzIMNCra YactMI. OepaTopam, KOtOpbe paKTNeCKn UnpaBnHOT MaUNHO I O6cLyKBAIOe My nepcoHApY, KOTOpBE 3AHMAOTc8 O6cLyKBAHNmE pMOHTOM MauIN, HAcTOReTBJHo peKOMeHdyETc TuaTeNbHO IpOHTaB, YTO6bl NOHOCbIO NOHARb TcNDpABnA TeXnKn 6e3onacHOCTn nepeD NCNoJIb3OBAHNEM/ 6cLyKBAHNEM MaunHbI. CoepJahne IpabnA texnKn 6e3onacHOCTN BKNIQUaET NyHKtBI, KOtOpbe He copejKaTcB C nEeINPknauix BaWero n3dEInn. O6o3NaueHn PnCKA KnaccnFncipOBaHbI B CNEduOuIe Tpr Pa3nHybIX KaTEROpn, YTO6bl NOMOBy NoHAYTB 3HaueHne HakNeeK. Y6eDITcB B TOM, yTO NOHOCbIO NOHAI INCeIyoUe ONICAHNE I CTPOR0 CO6LIQDAeTE IHCTpyKUn.
(1) OśbЯсné uρовné риcka
| ONACHOCTb:3TOT obo3hauHHe NOBnIeTcTa TAm, rIe ecIb HENOCpeDCTBeHHaONACHOCTb CMEPTu IIN CEpbE3HbIX TpaBM, eCII NTBEcTBeHHoe IINIO IIN KakOE-NbUdb TpeTbe IINIO HENPABnIbHO ObaPaaOTcTc MAAINHO IIN He N36eBAOT ONACHO CNTyaUaM, paBOTa IIN ObcNjXHBa MAINHy. |
| IPENDYIPEXJDEHNE:3TOT obo3hauHHe NOBnIeTcTa TAm, rIe ecIb NOTENZAHbNA BO3MOxHcTb DlI CMEPTu IIN CEpbE3HO TPABMt, eCII NTBEcTBeHHoe IINIO IIN KakOE-NbUdb TpeTbe IINIO HENPABnIbHO ObaPaaOTcTc MAAINHO IIN He N36eBAOT ONACHO CNTyaUaM, paBOTa IIN ObcNjXHBa MAINHy. |
| IPENDOCTEPEXJEHNE:3TOT obo3hauHHe NOBnIeTcTa TAm, rIe ecIb ONACHOCTb HebONbIo TPABMt, eCII NTBEcTBeHHoe IINIO IIN KAKOE-NbUdb TpeTbe IINIO HENPABnIbHO ObaPaaOTcTc MAAINHO IIN He N36eBAOT ONACHO CNTyaUaM, paBOTa IIN ObcNjXHBa MAINHy. |
| IyNKTbI, TpebYIOUme ocoboro BHMAMHIA |
(II) O6bIcHHe IJIIOCTpnpOBaHHbIX ppeDynpexdaIoUx 6o3HaueHn n HaKJIeE K
Gerekti takdirde daha fazla ve ayrintili bilgi edinmek icin; luttfen distributörlerimize ve bayilerimize basvurnaktan减免meyin.
* Bu kullanma klavuzunun kapsami icinde yer alan bilgileri, urundeki gelismelere bagli olarak ve on uyariya gerek kalmaksizin degistirme hakkimiz saklidir.
KojanyjCTA, CBAITcB c HauMMP pACPOTPAHHTeMMN IIN TROPBOIM areHTAMN B BAUEM PEOHENE IIN NOLYHNN AaIbIeHsWnHFDOPMAIN, KORTA 3TO Heo6DxMIMO.
*OnncanHe, BxOJHuee B DaHHy HnCTpyKuHIO, MoXet 6bIb N3MeHEno npON3BODHTeEM npN yCOBepueHCTBOBaHN npON3BOHMn npOdyKuHn 6e3 yBeDOMnHn Notpe6nten.