
Titanium 230 ACDC FV - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Titanium 230 ACDC FV GYS w formacie PDF.

| Rodzaj produktu | Spawarka TIG AC/DC i MMA |
| Marka | GYS |
| Model | Titanium 230 ACDC FV |
| Zasilanie elektryczne | Jednofazowe 110-240 V, 50-60 Hz (Flexible Voltage) |
| Prąd spawania TIG DC | 5 - 230 A |
| Prąd spawania TIG AC | 10 - 230 A |
| Prąd spawania MMA | 10 - 230 A |
| Tryby spawania TIG | Standard, Pulsowany, FastPulse, Punktowy, Tack, Multi-Spot, Multi-Tack, Synergiczny, Wizard, AC Mix, E-TIG |
| Tryby spawania MMA | Standard, Pulsowany, AC |
| Typ zapłonu | Lift, HF, Touch HF |
| Funkcja VRD (Reduktor napięcia) | Tak, możliwa do aktywacji wewnętrznie |
| Interfejs użytkownika | HMI kolorowy ekran z pokrętłami i przyciskami |
| Łączność | USB, złącze zdalnego sterowania, złącze agregatu chłodzącego |
| Ochrona termiczna | Tak, z automatycznym wykrywaniem |
| Stopień ochrony | IP23 |
| Normy | CEI 61000-3-11, CEI 61000-3-12 |
| Kompatybilność z agregatem prądotwórczym | Tak (pod warunkiem spełnienia warunków napięcia i częstotliwości) |
| Chłodzenie | Inteligentna wentylacja, opcjonalny zewnętrzny agregat chłodzący (KOOLWELD 1) |
| Gwarancja | 2 lata na części i robociznę |
| Konserwacja | Regularne odkurzanie sprężonym powietrzem, sprawdzanie połączeń, coroczna konserwacja przez wykwalifikowany personel |
| Dostępne części zamienne | Elektrody, palniki, dysze, filtr przeciwpyłowy (ref. 046580), agregat chłodzący (ref. 070820) |
Często zadawane pytania - Titanium 230 ACDC FV GYS
Pytania użytkowników dotyczące Titanium 230 ACDC FV GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję Titanium 230 ACDC FV - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Titanium 230 ACDC FV marki GYS.
INSTRUKCJA OBSŁUGI Titanium 230 ACDC FV GYS
Ta instrukcja interfejsu uzytkownika (HMI) jest częscią kompletnej dokumentenci. Wraz z produktem dostarczana jest ogólna instrukcja obsglugi. Przechytać i przyestrzejaco wskazówek zawartych w instrukcji ogólnej, zwlaszcza wskazówek dotycznych bezpieczność!.
Stosowanie i eksploatacja tylko z następućymi produktami
TITANIUM

Wersja oprogramowania
W niniejszej instrukcji opisano nastepujuce wersje oprogramowania: 1.86
Wersja oprogramowania interfejsu jest wyswietlana w menu ogolnym: System / Informacja / MMI

Sterowanie zródrę prȩdu
Ekran glowy zawiera wzystkie niedzne informace dotyczne procesu spawania przyd, w trakcie i po spawaniu (interfejs moze sie neco zmienic w zaleznosci od wybranego procesu).
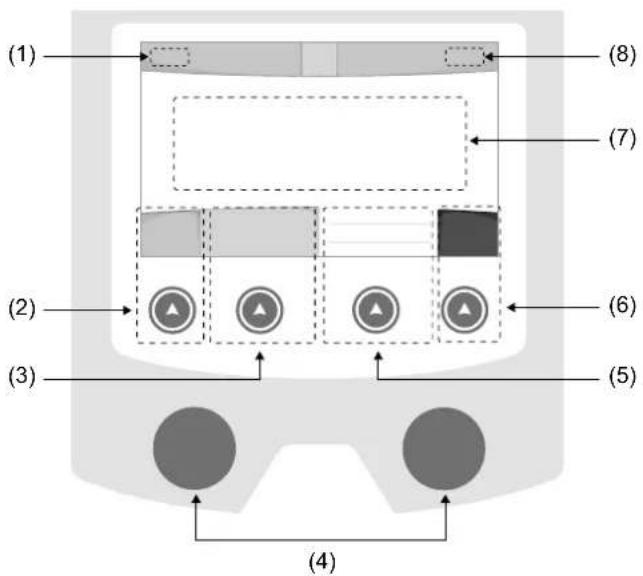
(1) Nazwa uzytkownika / trasowanie
(2) Przycisk 1: Menu ogólne lub Powróć do poprzednia-go menu
(3) Przycisk 2: Aktualne parametry procesu
(4) Pokretla nagigacyjne
(5) Przycisk 3: Ustawenia
(6) Przycisk nr 4: Job lub zatwierdzenie
(7) Biezaceustawienia
(8) Pomiar pradu i energia
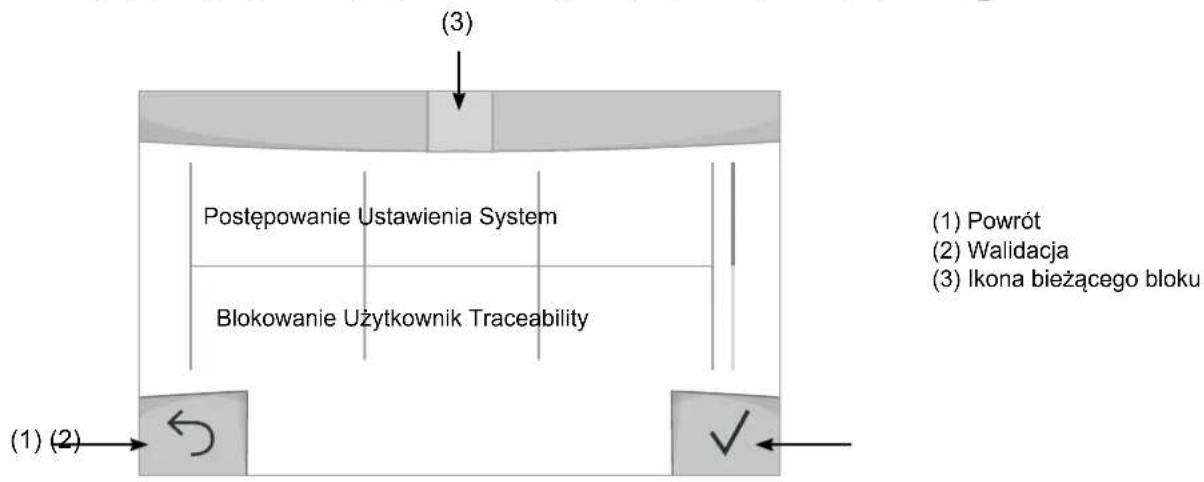
Menu ogólne
Ekran Menu ogolne jest wyswietlany po pierwszym uruchomieniu produktu.
Nawigacja pomiedzy poszczególnych blokami odbywa są pomoczą kolek i przyciskowy

Postepowanie
Dostep do niedtórych procesów spawalniczychazole od produktu:
TIG (GTAW)
Spawanie tukowe elektroda niedopliwa w atmosferze ochronnej
MMA(SMAW)
Spawanie tukowe elektroda otulona
Ustawenia (Uzytkownik)
Tryb wyświetlania
- Easy:zmniejszony wyswietlacz i funkcjonalnosc (brak dostepu do cyklu spawania).
-Ekspert : kompletny wyswietlacz umozliwia regulacje czasu i trwania poszczegolnych faz cyklu spawania. - Zaawansowane : integralny wyświetłac z umozliwa regulacja wszystkich parametrów cyklu spawania.
Język
Wybor jezyka interfejsu (francuski, angielski, niemiecki itp.).
Jednostki miary
Wybor wyswietlania systemu jegnestek: International (SI) lub Imperial (USA).
Jasnosc
Regulje jasnosc ekranu interfejsu (ustawienie od 1 (ciemny wyglad) do 10 (hardzo jasny)).
Kod uzytkownika
Dostosuj kod dostepu uzytkownika, aby zablokować和他的esje (domyslinie 0000).
Tolerancia I (prad)
Tolerancja ustawienia pradu :
OFF: ustawuminium swobodne, ustawuminium bieźćne nie jest ograniczone.
± 0A :brak tolerancji,zaciskanie pradu.
± 1A > ± 50A : zakres ustawien, dla ktorych uzytkownik要去zmieniac swj prad.
System
Nazwa urzadzenia
Informacja o nazwie urzadzenia i mylowość jej dostosowania poprzej naciść iha interfejs.
Zegar
Ustawienie czasu, daty i formatu (AM/PM).
Jednostka chłodzaca
- OFF: Jednostka chłodźca jest wymiączone.
- ON: Jednostka chlodzaca jest stale aktywna.
-AUTO: automatyczne zaradzanie (aktywacja podczas spawania idezaktywacja 10 minut po zakończeniu spawania)
OPROZNIANIE funkja dedykowana do oprozniania aggregatu chlodniczego lub napelniania przywodow,
zabepieczenia sa wtedy wylaczone (patrz instrukcja obslugi aggregatu chlodniczego, aby bezpiecznie oprznić swój produkt)
Validacja
Walidacja urzadzeń spawalniczych to dzialanie sące na celu sprawdzenia dzialania wyrobu w stosunko do loro ustawien. Walizka kalibracyjna CALIWELD (opcja, nr kat. 060456) sązy do wystawienia deklaracje walidacynej i sprawdzenia wartosci spawów.
Nacisnac przycisk nr 3 (), aby wskazać najnowsza date wydania produktu.
Mozesz rowniez wskazać okres waźnosci w mieiacach. Po uplywie kolejnej daty walidacdji na ekranie pojawia sie komunikat o koniecznosci ponownej walidacdji produktu.
Informacja
Dane konfiguracyjne dla elementów systemu produktu:
- Model
- Numer seryjny
- Nazwa urzadzenia
- Wersja oprogramwomania

Wciśniece przycisku nr 3 :
Eksport konfiguraci maszyny do kluczza USB (niedoloczony)
Wydajnosć
Dane dotyczę uzytkowania produktu :
-Czas zaplonu
-Czas spawania
- itp
Reset
Resetujestawieniaproduktu:
- Częsciowe: wartość domyślina aktualnégo procesu spawania.
- Ogólem : wszystkie dane konfiguracyjne urzadzenia dostana przyworócone do ustawien fabrycznych.
Blokowanie
Mozliwość zablokowania interfejsu produktu w celu zabeziepędzenia prac w toku i zapobiezenia niedamierzonym lub przypadkowym zmianom. W oknie bierzych ustawieność są zaśczecze zmienić tolerancje wybrane w menu Ustawenia (patrz poprzejdia strona). Wszystkie内在 fungkcje są niedostepne.
Aby odblokować interfejs, naciśnij przycisk 1 i wpopadź 4-cyfrowy kod uzytkownika (domyśnie 0000).
Uzytkownik
Tryb uzytkownika pozwala na udostepnienie produktu wielu uzytkownikom. Przy pierwszym uruchomieniu maszyna jest w trybie administratora. Administrator要去worzyć uzytkownik. Kaźdy uzytkownik ma swoja wlasna konfiguracje (tryb, ustawuminium, proces, JOBs...) i nie要去byc ona modyfikowana przy bez innego uzytkownik. Kaźdy uzytkownik potrzebuje osobistego 4-cyfrowego kodu, aby zalogować sie do zródia produ.
- Administrator ma dostep do calego menu ogolneo.
- Uzytkownik ma dostep do uproszczonego interfejsu. Nie posiada spraw do usuwania (Śledzenia, Zadania, Profile uzytkowników, itp.)
Interfejs konfiguracyjny uzytkownika (tylko administrator).
W leewChicago ekranu znajduje sie lista uzytkownikow. Administrator对不起 tych uzytkownikow wedlug nazwy lub daty, nasciakac krto przycisk 2. Dlugie naciisniiece tego przycisku powoduje usuniiece aktywnego uzytkownika (konta Administradora nie mayna usunać).
W prawej czeci ekranu wyświetlane są szczegó wyszystkichwczesnej utworzonych uzytkowników z nastepujacymi informacjami:Avatar,Nazwa,Numer zespolu i Toleranca (%)
Tworzenie profilu uzytkownika
Nacisnj przycisk #3, aby stworzy uzytkownika.
-Uzytkownik:Stworz nazwe uzytkownikac, nacziskajc przycisk 3.
- Avatar: Wybór koloru awatara uzytkownika
- Zespól: Przypisanie numeru zespól (10 max)
-Kod uzytkownika: osobisty kod dostepu (Domyslnie 0000)
-Tolerancaustawienia praduI:
OFF: ustawienie swobodne, ustawienie bierzace nie jest ograniczone.
± 0.0A :brak tolerancji,zaciskanie pradu (niezalecane).
± 0.A > ± 50A: zakres ustawien, dla kórsch uzytkownik要去zmieniac swoj przyd.
Dla uzytkownika «Admin» modyfikacja nazwy administratora i awatara nie jest moziwa.
Edytowanie profilu uzytkownika
Wybierz uzytkownika z lewej strony ekranu i naciśnij przycisk n°4.
Wybor uzytkownika
Jesli jest utworzony jeder lubwciej uzytkownikow,blok uzytkownika wyswietla wzystkich uzytkownikow maszyny.
Wybierz wybranego uzytkownika i naciśnij ✓aby potwierdzic. Wymagane jest podanie kodu odkowujczygo.
Funkcja «Close» blokuje maszyné do wyboru przyztkownika, zadne内在ustawienia nie są dostepne. To wskazanie jest identyczne, gdy maszyna jest wączona (przelacznik OFF -> ON).
Wyświetlacz uzytkownika
W lewej górnej częsci ekranu wyświetlany jest aktywny awatar i nazwa uzytkownika.
Kod odblokowujacy
Kazdy profil uzytkownika jest chroniony osobistym 4-cyfrowym kodem. W przypadku braku dostosowania ten domyslyn Kod to 0000. Po 3 blędnych wpisach kodu osobistego interfejs zostaje zablokowy i prosi o podanie kodu odblokownikę. Kod ten, zloźony z 6 cyfr i niemodyfikowynalny, to: 314159.
Traceability (Trasowanie)
Ten interfejs zaradzania spawaniem umozliwia sledzenie/rejestrowanie wzystkich etapow operaci spawania, stopka po stopce, podczas produkti przemyslowej. To jakosciowe podejscie zapewnia poprodukcyjna jakosc spawania, umozliwajac analize, ocene, raportowanie i dokumentace zarejestrowanych parametrow spawania. Funkcja ta pozwala na dokladne i szybkie zbieranie i przechowywanie danych wymaganych przyez norme EN ISO 3834. Dane pozna odzyskac, eksportujac je do pamięci USB.
1- Start - Tworzenia moziwość siedzenia
- Spersonalizu j nazw mejscsa pracy, naciskajc przycisk nr 3.
- Odstep czasowy mistrędzy próbkami
-
Hold: Brak rejestracci wartosci pradu/napięcia (srednia na przewodzie) podczas spawania.
-
250 ms, 500 ms, itd. : Rejestracja wartość prȩdu/napięcia (średnia z przyzewodu) co «X» miliszekund lub sekund podczas spawania.
-
Opcje - OFF : proste trasowanie
- Opcje - ON : pelne trasowanie
Licznik przyejsc (ON/OFF)
Licznik spoin (ON/OFF)
Temperatura (ON/OFF): Temperatura przydmiotu obradianego na pocztku spoiny.
Dlugosc (ON/OFF) : Dlugosc spoiny (jednostki miary sā wyswietlane zgodnie z wyborem dokonanym w Ustawieniach/Jednostki miary).
Variable(s): umožliwa dodanie dodatkowych spersonalizowanych informaci (waga, adnotace itp.)
Nacisnijabyrozpoczactrasowanie.
Wyświetlanie trasgowania
W lewej gornej czeci ekranu wyswietlana jest nazwa zadania i numer przywodu (numer przywodu jest automatycznie zwiekszany i nie mayna go zmienci).
Identifikacion - opcie wączone
Na koncu każdego przywodu pojawia sie okno identifikacyjne: Numer przyejscia, numer spoiny, temperatura przyedmiutu, aberrianego i/lub dlugosc spoiny.
Walidacia
Walidacja要去na przyperowadzic na HMI lub poprzej naciść spustu palnika.
Stop - Zatrzymaj sledzenie
Aby zatrzyma'sledzennie podczas etapu spawania, uzytkownik musi wrocić do bloku Traceability i wybrać «Stop».
Eksport
Odzyskiwanie tych informaci odywa sie poprzej eksport danych do pamieci USB.
Dane .CSV moga byc przywarzane za pomocag programu arkusza kalkulacyjngo (Microsoft Excel®, Calc OpenOffice® itp.).
Nazwa pliku jest powiązana z nazwa urzadzenia i numerem seryjnym.
2- Start - Zaradzanie identyifikowalnoscia
Po lewej stronie ekranu znajduje sie lista wczesnij utworzonych.),pracy.
Uzytkownik ma przywość sortowania tych zadań wedlug nazwy lub date poprzej krótkie naciȩpie przycisku nr 2. Dędgie naciȩpiekiego przycisku powoduje usuniȩcie aktywnego zadania lub wszystkich zadań.
W prawej czeci ekranu widoczne są szczególy kaźdego zwczesnej utworzonych mistręc przy wraz z natestpućymi informacja: czestotliwość probkownikia, liczba zarejestrowanych spoin, calkowity czas spawania, dostarczona energia spoiny, konfiguracja zaźdej spoiny (proces, znacznik czasu, czas spoiny i U-1 spoiny).

Rec
Tworzenia moziwość sledzenia (patrz poprzedni akapit)
Rozpoczecie sledzenia.), agkwy- nego
Mobilność
Import Config.
Ladowanie konfiguraggi maszyny z pamięci USB (katalog : Removable disk) do urzadzenia. Naciśnij i przytrzymaj aby usṇȩc ustawuminium w pamięci USB.
Export Config.
Éksportowanie konfiguraci maszyny doAMIÇI USB (katalog :Removable disc).
Import Job
Importuj Jobs zgodnie z procedurami obecnymi w katalogu Removable Disk w kluczu USB do maszyny.
Export Job
Eksportowanie zadań z maszyny doAMIe USB zgodnie z procedurami (katalog : Disque amovable\PORTABILITY\JOB)
Nalezy pamietac, ze stare zadania w pamiei USB moga zostac usuniete.
Aby zapobiec utracie danych podczas importu lub ekspurtu danych, nie nalezy wyjmowa pamięci USB ani wylączać urzadzenia. Nazwa pliku jest powiazana z nazwa urzadzenia i numerem seryjnym.
Kalibracja
Calib. Kable
Funkcja dedykowana rownikę do kalibraci akcesiorów spawalniczych takich jak palnik, kabel + uchwyt elektry oraz kabel +zacisk uziemienia. Celem kalibraci jest kompensacja zmian w dlugosci akcesiorów w celu dostosowania wyświetlanego pomiaru napięcia i udoskonalenia obliczenia energii. Procedura po uruchomieniu jest wyjasniana za pomocamy animaci na ekranie.
Wazne: Kalibracja kabla nalezy powtarzać za kaźdym razem, gdy zmieiany jest palmik, uprzej lub kabel masy, aby zapewnić optymalne spawanie.
Przechowywanie i przywoływanie zadań
Dostep poprzej ikonę «JOB» na ekranie glównym.
Bieçace ustawenia sa zapisywane automatycznie i odtrwarzane przy uruchomieniu urzadzenia.
Oprocz biezych ustawien istnieje moziwość zapisania i odworzenia tak zwanych konfiguracja „zadan".
Na proces TIG przypada 500 JOBS, na proces MMA 200. Przechowywanie odywa sie na podstawie aktualnych parametrów procesu,actualnych ustawien i profilu uzytkownika.
Job
Ten tryb JOB umozliwa tworzenie, zapisiwanie, przywoywanie i usuwanie JOB.
Quick-Load - Odzyskaj JOB na spuplesie, gdy nie spawasz.
Quick Load to tryb wycofania JOB bez spawania (20 max) i jest mozliwy tylko w procesie TIG.
Z listy wczesnej utworzonych JOB-ow, przywoływanie JOB-ow odbywa sie poprzej krótkie naciȩcie spustu. Obstugiwane są wszystkie tryby wyzwalania i spawania.
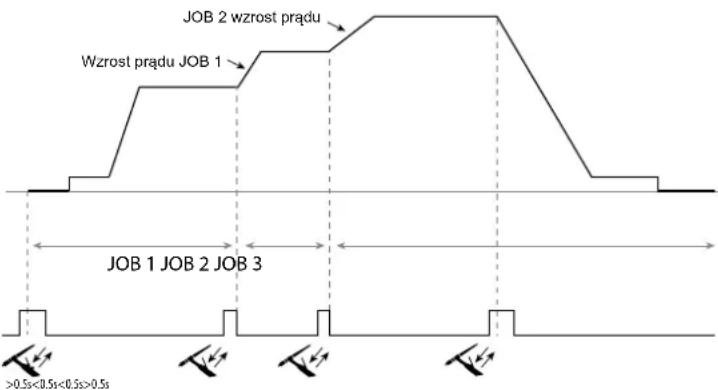
MultiJob - Przywoływanie JOBów przy spuplescie w spawaniu.
Z listy MultiJOB zawierajacej wczesniej utworzone JOB, ten tryb污染防治 pozwala na zgrzewanie do 20 JOB w sekwenci bez przywer.
Po wączeniu trybu JOB nr 1 na liść jest odawany i wyswietlany. Tryb wyzwalania jest wymuszany na 4T.
Podczas procesu spawania tryb ten umozliwia lączenia JOB-ów z załadowanej listy włańczy poprzej krótkie naciść cia przyciskowy palnika.
Spawanie zostaje zatrzymane poprzej dlugie naciśćcie przycisków palnika, a po zakończenu cyklu spawania JOB N°1.
zostaje ponownie zaadowy dla przyszȩj sekwenczy spawania.
Po wączeniu trybu JOB nr 1 na liść jest sądowy i wyświetantry.
Wywoływanie JOB-ów z sekwenci odbywa sie w petli: poosiagnęciu ostatniego JOB na liść, nastepnym bedzie JOB N°1.
Spawanie aktywuje sie poprzejdzugie nacijsniece przyciskow palnika.
C5
Zwczesnej utworzonej listy C5 zawierajacej 5 JOB-ow, ten prosty tryb automatyzaci ze zlacza Remote Control pozwala na przywojanie JOB-ow poprzej PLC (patrz notka na stronie internetowej - przyp. tum https://planet.gys.fr/pdf/spdoc/ fr/CONNECT_5.pdf).
Kody będów
Poniesztaabela przdstawia niewyczerpujaclaskomunikatowikodowblodow,ktore moga sie pojawic. Wykonac te sprawdzenia i kontrrole przyed wezwaniem autoryzowanego technika GYS.

W przypadku koniecznosci otwarcia produktu przyzkownika nalezy obowych odkac zasilanie poprzej wyjecie wyczki elektrycznej i odzekać 2 minuty dla bezpiecznych.
| Kodybrane | Wiadomycki Rozwiązania | |
| 001 | USTERKA PRZEPIECIOWASprawdź instalacja elektryczna | Zleć sprawdzenia instalacji elektrycznej osobie upoważnionej. |
| 002 | USTERKA PODNAPIECIOWASprawdź instalacja elektryczna | |
| 006 | USTERKA JEDNOSTKI CHŁODZACEJNie wykryto chłodnicy | Jednostka chłod寤a nie jest juź wykrywana. Sprawdź polączenia między jejednostka chłod寤a a zródeklem prȩdu. |
| 007 | BLAD PRZEPIYWUZatkany ukuład chłodzenia | Sprawdzić ciągść przypełwuptywuptynu chłodźacego palnika. |
| Sprawdź bezpiecznik urzadzenia chłodźacego. | ||
| 008 | BLAD POZIOMU WODYSprawdź poziom wody | Napełnj zbiornik chłodnicy do pełna (zalecany pędyn chłodźćy: nr kat.062511) |
| 009 | UKŁAD CHŁODZACYZabezpieczzenia termiczné | Odczekaj kilka minut, az urzadzenia chłodźace ostygnie.Upewnij są, ze nie zostaw przyzekroczenia zalecany cykl pracy dla sto-sowanego prȩdu spawania.Upewnij są, ze wły to wyloty powietrza nie są zatkane. |
| 010 | GENERATORZabezpieczzenia termiczné | Odczekaj kilka minut, az generator ostygnie.Upewnij są, ze nie zostaw przyzekroczenia zalecany cykl pracy dla sto-sowanego prȩdu spawania.Upewnij są, ze wły to wyloty powietrza nie są zatkane.Zamontowej filtr przyciwypyłowny (nr kat. 046580). Uwaga: filtr przyc-wy lowy zmielejsza cykI pracy. |
| 011 | WentylatorBław wentylatora | Wymiączy zasilanie przyrez wyłącie wtyczki i sprawdzić,czy wentylatornie jest zablokowyany. |
| 024 | Pręciezenia USBOdlączanie USB | ZmieńAMIcie USB. |
| - | Wystapil wewétrzny bawl systemuProsze zrestartowć produkt | Wymiączy i ponownie wymiączy produkt.Ješli problem nadal wystepuju, dokonaj aktualizacje (Via Planet GYS) |
| - Blad kalibraci jPonowna kalibracja kabli spawalniczych (menu «Kalibracja») | ||
| - Więcejmięsca wAMIcie urzadzenia Usuń zadania, aby zwołycki mięsce wAMIcie wamięci wewétrznych. | ||
| - Plik %s nie jest obstrugiwanyErr %dI tak dalej? | Dane wAMIcie USB są uszkodzone. Sprawdź swoje dane. | |
| - Nie można zapisć wAMIcie USB | Zwiolnij miȩcie naAMIcie USB.Ješli problem nadal wystepuju, zmieńAMIcie USB. | |
| - Przekroczenia liczby pród.Wymagany kod odklokowujcy | Wprowadź kod odklokowujcy: 314159 | |
| - Niemrawidłowy kod uzytkownikia | Kod osobisty jest nieprawidłowy, wpriadź prawidłowy kod.Domyślinie kod ten wynosi 0000. | |
Jesli povawi si niewymieniony kod bldu lub problemy Nie utapiq, skontaktuj sie z dystrybutorem.
Ikony ostrzegawcze
Ikony alertów w sprawym gornym rogu ekranu informuja o produktie.
| Ikona alarmu | Oznaczenia |
| DEMO | Tryb demonstracyjny. Spawanie jestNieaktywne. Sprawdźwoje instalacje elektrycznych (napiecie sieciowe). |
| * | Zatkany uład chłodzenia. Sprawdzić ciągostość przypeśywu plnury chłodźacego palnika. |
| Bateria interferjsu na wyczerpaniu. Wymiȩbaterie (CR2032) i zaktualizuj date i godz引擎produktu (System / Zegar). | |
| ( | Wentylator nie pracuje zwcsiwo prędkość. Sprawdzić stan wentylatora. |





