
Titanium 230 ACDC FV - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Titanium 230 ACDC FV GYS in formato PDF.

| Tipo di prodotto | Saldatrice TIG AC/DC e MMA |
| Marca | GYS |
| Modello | Titanium 230 ACDC FV |
| Alimentazione elettrica | Monofase 110-240 V, 50-60 Hz (Flexible Voltage) |
| Corrente di saldatura TIG DC | 5 - 230 A |
| Corrente di saldatura TIG AC | 10 - 230 A |
| Corrente di saldatura MMA | 10 - 230 A |
| Modalità di saldatura TIG | Standard, Pulsato, FastPulse, Spot, Tack, Multi-Spot, Multi-Tack, Sinergico, Wizard, AC Mix, E-TIG |
| Modalità di saldatura MMA | Standard, Pulsato, AC |
| Tipo di innesco | Lift, HF, Touch HF |
| Funzione VRD (Riduttore di tensione) | Sì, attivabile internamente |
| Interfaccia utente | IHM schermo a colori con manopole e pulsanti |
| Connettività | USB, connettore comando a distanza, connettore gruppo frigorifero |
| Protezione termica | Sì, con rilevamento automatico |
| Grado di protezione | IP23 |
| Norme | CEI 61000-3-11, CEI 61000-3-12 |
| Compatibilità gruppo elettrogeno | Sì (a condizioni di tensione e frequenza) |
| Raffreddamento | Ventilazione intelligente, opzione gruppo frigorifero esterno (KOOLWELD 1) |
| Garanzia | 2 anni parti e manodopera |
| Manutenzione | Spolveratura regolare con aria compressa, verifica dei collegamenti, manutenzione annuale da personale qualificato |
| Ricambi disponibili | Elettrodi, torce, ugelli, filtro antipolvere (rif. 046580), gruppo frigorifero (rif. 070820) |
Domande frequenti - Titanium 230 ACDC FV GYS
Domande degli utenti su Titanium 230 ACDC FV GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Titanium 230 ACDC FV - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Titanium 230 ACDC FV del marchio GYS.
MANUALE UTENTE Titanium 230 ACDC FV GYS
Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non delve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potr è essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta significativa e/o sul manuale. Bisogna rispetto le direttive relative alla sicurezza. In caso di uso inadguato o pericoloso, il fabbricante non potra essere ritenuto responsable.
Il dispositivo dev'essere utilizzato in un locale alla polvere, acido, gas inflammabile o altre sostenze corrosive. Lo stesso vale per il suo stoccaggio. Assicurarsi che durante l'utilizzo ci sua una buona circolazione d'aria.
Intervalli di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell'aria:
Inferiore o uguala a 50% a 40^ (104^)
Inferiore o uguate a 90% a 20^ (68^)
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco cui siere pericolosa e causare ferite grvi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calorie, di radiazione luminosa dell'arco, di campi elettromagnetic (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispetto le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti nella risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a fatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persone in zona saldatura).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potra essere ritenuto responsable in caso d'accidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando s'interviene sulla torcia o sul portalelettro, bisogna assicurarsi che quosti siano sufficientemente freddi e espettare almeno 10 minuti prima di qualsiasi intervento. L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non Cause uszioni.
E importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

Fumi, gas e polveri emessi alla saldatura sono pericolosi per la salute. E necessario prevedere una ventilazione sufficiente e a volte e necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorvegianza a distance di sicurezza. Inoltre il taglio di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio cui si sono particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrelo.
La saldatura è proibita se effettuata in prossimità di grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezatura anticendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche atraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le personne, gli oggetti inflammabili e i contentitori sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se fissi sono aperti devono prima assere svuotati di agli materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo delle bombole potrebbe essere fonte di asfissia in caso di concentrazione nell'ospazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un'alto. Attenzione alle variazioni di temperatura e alle espositionsi al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torque, morsetti di terra o agli altra fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'aperture della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente ave una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotio tensione all'interno o all'esterno della fonte di corrente di saldatura quando quest'ultima è alimentata (Torce, pinze, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla alla rete e attendere 2 min. affinché l'insieme dei condensatori si scarico. Non toccare dello stesso momento la torcia e il morsetto di massa.
Far sostituire i cavi e le torque danneggiati solo da persone abilitate e qualificare. Dimensionare la sezione dei cavi in funzione dell'applicazione.
Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentemente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL DISPOSITIVO

Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dalsystema pubblico di alimentazione a basa tensione. Potrebbero esseri difficultà potenziali per assicurare la compatibilità elettromagnetica in queste siti, a causa delle perturbazioni condotte o irradiate.

TITANIUM 230 AC/DC FV :
A condizione che l'impedenza di rete di alimentazione del senso comune a bassa tensione nel punto di aggancio comune sia inferiore a Zmax = 0.173 Ohm, questa apparecchiatura è conforme a CEI 61000-3-11 e più essere collegata a reti pubbliche a bassa potenza. tensione. É responsabilità dell'institutore o dell'utente dell'apparecchiatura garantire, in consulatoria con l'operaore della rete di distribuzione, se necessario, che l'impedenza di rete sia conforme alle restrizioni di impedenza.
TITANIUM 400 AC/DC
Questi dispositivi sono conformi alla CEI 61000-3-11.
TITANIUM 230 AC/DC FV :
Questo materiale e conforme alla CEI 61000-3-12.
TITANIUM 400 AC/DC:
Qesto dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa tensione connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio e alto. Se è collegato alsystema pubblico di alimentazione di Bassa tensione, è responsabilità dell'installatore o dell'utilizzatore del materiale assicurarsi, consultando l'operaore della rete pubblica di distribuzione, che il materiale possa essere collegato adesso.
EMISSIONELETTRO-MAGNETICHE

La corrente elettrica che atraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un Campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi eletromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tut i saldatori dovrebbero seguir le istruzioni sottostanti per ridurre al minimo l'esposizione ai campi elettromagnetic del circuito di saldatura:
- posizionare i cavi di saldatura insieme - fissarli con una fascetta, se possibile;
- posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
non arrotolare mai i cavi di saldatura attorno al corpo;
non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo:
collegare il cavo di ritorno all'applicazione più vicina alla zona da saldare;
non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su diesso;
non saldare durante il trasporto della fonte di corrente di saldatura o del trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare quello dispositivo di saldatura.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe aveo altri effetti sulla salute che non sono ancora conosciuti.
RACCOMMANDAZIONI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
Lutente e responsabile dell'installatione e dell'uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettramagnete sono rilevate, e responsabilita dell'utente del dispositivo di saldatura ad arco risolverve la situazione con l'assistenza tecnica del fabbricante. In certa casa, questa azione correttiva potrebbe essere molto simplice come ad esempio la messa a terra del circuito di saldatura. In altri casa, potrebbe essere necessario costruire un schermo elettramagneto intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio di filtri d'entrata. In agli caso, le perturbazioni elettramagnete devono essere ridotte fino a non essere più fastidioso.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetic nella zona circostante. Occorre tenere in considerazione quanto segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura ad arco di altri cavi di alimentazione, di commando, di segnalazione e Telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di persona vicine, ad esempio, l'uso di pacemaker o appearecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l'immunità degli altri materiali presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e dalle altre attività svolte sulippo. La zona circostante cui estendersi nelle installazioni
Valutazione dell'installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco può servire a determinare e risolverve i casi di perturbazioni. Conviene che la valutazione delle emissioni includhe delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto sono anche permietere di confirmare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONE ELETTRAMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collagenare il materiale di saldatura ad arco a una rete pubblica di alimentazione seconde le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di riformamento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiaile di saldatura ad arco fissati stabilmente. Converrebbeanche assicurarsi della continuita della schermatura elettrica suolta la sua lunghezza. E' conveniente collagenare la schermatura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l'involucro del genereatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E' opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguito le raccomandazioni del fabbricante. E opportuno che agli accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. E opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzonati nelle struzioni del fabbricante. E opportuno in particolar modo che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e manutenzionati secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: E' opportuno che i cavi siano i più corti possibili, piazzati l'uno vicino all'alto in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operaore di scosse elettriche se costui tocca contemporaneamente questi oggetti metallici e I'elettro. Converrebbe isolare I'utente di quosti oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra vuò, in certi casi e non sismaticamente, ridurre le emissioni. É opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sa fattà direttamente, ma in certi paesi che non autorizzato但这a connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto in funzione delle regolamenti Nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante cui il problema è dileghe per l'impulso di perfurbazioni. La protezione di tutte la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO

La fonte di corrente di saldatura è dotata di maniglia superiore che permette di portarla a mano. Attenzione a non sottovalutarne il peso. L'impugnatura non è considerata come un mezzo di imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere spostata in posizione verticale.
Non far passare la fonte di corrente al di sopra di persono o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura dello loro norme di trasporto sono distinte.
INSTALLAZIONDEL DISPOSITIVO
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il disposativo di corrente di saldatura e accedere ai comandi.
- Non utilizzato in un ambiente con polveri metalliche conductrici.
- La fonte di corrente di saldatura deve essere al riparo alla pioggia e non deve essere esposta ai raggi del sole.
- Il dispositorio è di grado di protezione IP23, che significata :
- una protezione contro l'accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- Una protezione contro la pioggia diretta al 60% in relazione alla verticale.
Questo materiale potrebbe essere usato all'aperto con l'indice di protezione IP23.
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo disposivo.
MANUTENZIONE / CONSIGLI


Le manutenzioni devono essere effettuate solo da personale qualificato. è consigliata una manutenzione annuale.
Interrormpere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni
e l'intensita sono elevate e pericolose.
- Regolarmente, togliere il coperchio e spolverare con l'aiuto di una pistola ad aria. Cogliere l'occasion per far verificare le connessioni elettriche con un utensile isolato da persona qualificate.
- Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualifica simile, per evitare pericoli.
- Lasciare le uscite d'aria della fonte di corrente del dispositivo libero per l'entrata e l'uscita d'aria..
Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori ne per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le personne esperte e abilitate dal produttore possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato alla rete. Le connessioni in series o parallele di generatori sono vietate. E' consigliato l'utilizzo dei cavi forniti con l'apparecchio al fine di ottenere le regolazioni ottimali del prodotto.
DESCRIZIONE
Questo materiale è una fonte di corrente di saldatura per la saldatura ad elettro refrattario (TIG) a corrente continua (DC) e la saldatura ad elettro rivestito (MMA).
DESCIZIONE DELL'APPARECCHIO
1-Interfaccia Uomo Macchina (IHM) 7-
Sportello per il connettore del kit NUM TIG-1 (opzione rif. 037960)
Sportello per il connettore del kit NUM-1 (opzione rif. 063938) = Solo 230 AC/DC FV
2-Presa di Polarità Positiva 8-Commutatore ON/OFF
3- Connettore del gas della torcia 9-Cavo di alimentazione
4- Connettore a pulsante della torcia 10- Connettore USB
5-Presa di Polarità Negativa 11- Connettore analogico
6-Collegamento del gas della bottiglia 12-Alimentazione filo o connettore HMI remoto = Solo 400 AC/DC
13- Connettore di alimentazione e controllo dell'unità di raffreddamento
INTERFACCIA UOMO-MACCHINA (IHM)

Leggere il manuale dell'interfaccia (IHM) che fa parte della documentazione completa del disposizione.
ALIMENTAZIONE -ACCENSIONE
TITANIUM 230 AC/DC FV :
Il disposito e fornito con una presa monofase 3 poli (P + N + PE) 230V 16A di tipo CEE17. E'dotato di systema « Flexible Voltage », s'alimenta su un's installatione elettrica con terra compresa tra 110V e 240V (50 - 60 Hz).
TITANIUM 400 AC/DC :
Questo materiale è fornito con una presa 32 A di tipo EN 60309-1 e dev'essere utilizzato solo su una installazione elettrica trifase 400V (50-60 Hz) a quattro fili con un neutro collegato a terra.
La corrente effettiva assorbita (11eff) è indicata sul dispositorio, per le condizioni d'uso ottimali. Verificare che l'alimentazione e le protezioni (fusibile e/o disgiuntore) siano compatibili con la corrente necessaria in uso. In certi paesi, potrebbe essere necessario cancellare la spina per permettere l'uso del dispositorio in condizioni ottimali.
La sorgente di corrente di salute a mette in protezione se la tensione d'alimentazione è inferiore o superiore al 15% di o delle tensioni specificare (un codice appara sul display).
Laccn s f t t 18 s 0. nnon scollegare mai alla presa quod il dispositivo e suo carica.
- Comportamento delle ventole: Questo dispositorio è dotato di una gestione intelligente della ventilazione con lo scopo di minimizzazione il rumore del dispositorio. Le ventole regolano la loro velocità a seconda dell'utilizzo e della temperature ambiente. In modalità MMA, la ventola funziona in modo continuo. In modo TIG, la ventola funzione solo in fase di saldatura, e si ferma alla fine del periodo di raffreddamento.
- Attenzione: Un aumento della lunghezza della torcia o dei cavi di ritorno nelle lunghezza massima specificata dal produttore aumento il rischio di scosse elettriche.
- Il dispositorio d'innesco e di stabilizzazione dell'arco è concepito per un funzionamento manuale e a conduzione meccanica.
COLLEGAMENTO AD UN GRUPPO ELETTRGOENO
Questo materiale funziona con dei gruppi elettrgeni a condizione che la potenza ausiliare risponda alle seguenti esigenze:
- La tensione delve essere alternata, impostata come specificato e con una tensione di picco inferiore a 700 V per il TITANIUM 400 DC e 400 V per il TITANIUM 230 AC/DC FV,
-La frequenza è compresa fra 50 et 60Hz
E obligatorio verificare queste condizioni, perché multi generatori producono dei picchi di alta tensione che possono danneggiare il dispositivo.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolonghe devono avere lunghezza e sezione appropriate alla tensione del dispositivo. Usare una prolonga in conformità con le regolamenti nazionali.
| Tensione d'entrata | Lunghezza - sezione della prolunga | ||
| < 45m > 45m | |||
| TITANIUM 400 AC/DC 400 V | 6 mm2 | ||
| TITANIUM 230 AC/DV FV | 110 V 2.5 mm2 4 mm2 | ||
| 230 V 2.5 mm2 | |||
CONNECTION GAS
Questo materiale è dotato di due raccordi. Un raccordo bottiglia per l'entrata del gas di saldatura nella posta, e un connettore gas torcia per l'uscita del gas
alla fine della torcia. Vi raccomandiamo l'utilizzo degli adattatori spediti in originale con la saldatrice al fine di ottenere un raccordo ottimale.
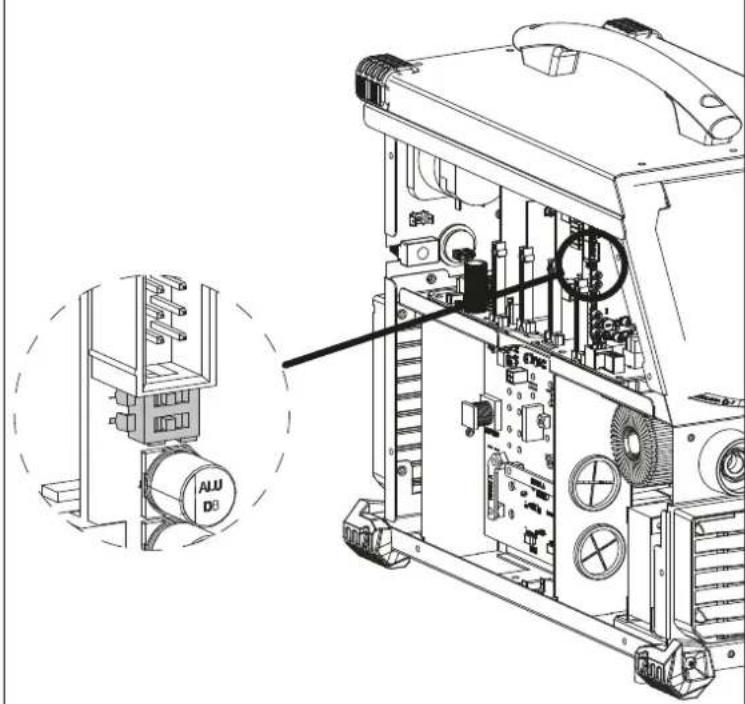
ATTIVAZIONE DELLA FUNZIONE VRD (VOLTAGE REDUCTION DEVICE)
Il dispositorio di riduzione della tensione (o VRD) è disponibile solo sul Titanium 230 AC/DC.
Questo dispositivo permette di proteggere il saldatore. La corrente di saldatura viene consesignata solamente quando l'elettro è in contatto con il pezzo (resistenza debole). Quando l'elettro viene ritirato, la funzione VRD abbassa la tensione a un valor molto debole.
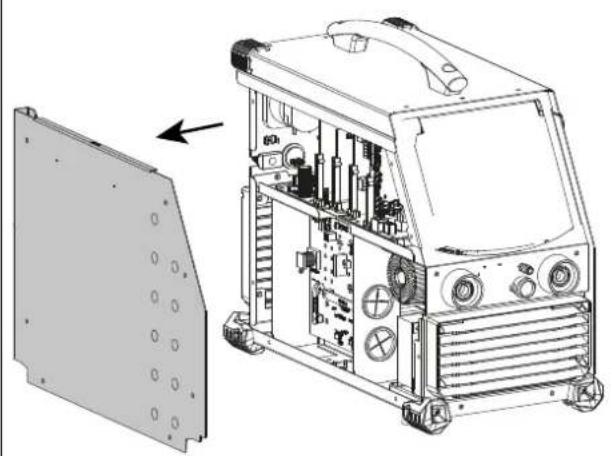
Il dispositivo riduttre di tensione è preimpostato in modalità disattivato. Per attivarlo, l'utente deve aprire il prodotto e eseguire la sost-indicata :
- SCOLLEGARE IL PRODOTTO DALL'ALIMENTAZIONE ELETTRICA E ASPETTARE 5 MINUTI PER SICUREZZA.
- Rimuovere il fianco del generatore (vedi pagina 89).
- Riparare la schedules di controllo e l'interruttore VRD (vedi pagina 89).
- Portare l'interrottore in posizione ON.
- La funzione VRD è attivata.
- Riavvitare il bianco del generatore.
- Sull'interfaccia (HMI), I'icona VRD è accesa.
Per disattivare la fiunzione VRD, è sufficiente spostare di nuovo l'interruttore in posizione opposa.
COMBINAZIONI CONSIGLIATE
| (mm) | Corrente (A) Ø Elettrodo (mm) Ø Ugello (mm) Flusso Argon (L/min) | ||||
| TIG DC | 0.3 - 3 3 - 75 1 | 6.5 6 - 7 | |||
| 2.4 - 6 60 - 150 | 1.6 8 6 - 7 | ||||
| 4 - 8 100 - 200 | 2 9.5 7 - 8 | ||||
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 | 8 - 9 | |
| 9 - 12 | 225 - 300 | 3.2 | 12.5 | 9 - 10 | |
| TIG AC | 0.5 - 1 .5 5 - 50 1 | 6.5 6 - 7 | |||
| 1.5 - 2 | 50 - 80 | 1.6 | 8 | 6 - 7 | |
| 2 - 3 | 80 - 110 | 2 9.5 7 - 8 | |||
| 3 - 4 | 110 - 150 | 2.4 | 11 | 8 - 10 | |
| 4 - 5 150 - 180 | 3.2 12 | 5 10 - 12 | |||
| 5 - 6 180 - 240 | 4 | 16 | 12 - 16 | ||
| 6 - 10 | 240 - 400 | 4.8 | 19 | 15 - 18 | |
MODALITA DI SALDATURA TIG (GTAW)
COLLEGAMENTO E CONSIGLI
- La saldatura TIG richiede una protezione gas (Argon).
- Collegare il morsetto di massa al connettore di raccordo positivo(+) . Collegare il cavo di potenza della torcia al connettore di
raccordo negativo (-) casi come le connessioni del grilletto della torcia e del gas.
Assicurarsi che la torcia sa ben attrezzata e che i ricambi (pinze, supporto collare, diffusore e porta ugello) non siano usurati. - La scelta dell'elettro è in funzione della corente del processo TIG.
AFFILAMENTO DELL'ELETTRODO
Per un funzionamento ottimale, è consigliato utilizzato un elettrodo affiliato nella maniera seguite :
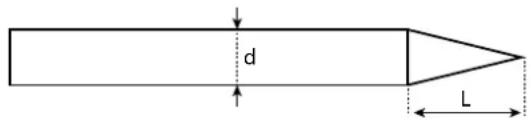
L = 3× d per una corrente debole.
L = d per una corrente forte.
PARAMETRI DEL PROCESSO
| Parametri | Regolazioni | Processi di saldatura | ||||
| Sinergico | DC | AC | Wizard | |||
| - | Standard | - | ✓ | ✓ | - | Corrente liscia |
| Pulsato | - | ✓ | ✓ | - | Corrente pulsata | |
| FastPulse | ✓ | - | - | Corrente pulsata inudibile. | ||
| Spot | - | ✓ | ✓ | - | Puntatura liscia | |
| Tack | - | ✓ | - | - | Puntatura pulsata | |
| Multi-Spot | ✓ | ✓ | - | Puntatura liscia ripetuta | ||
| Multi-Tack | ✓ | - | - | Puntatura pulsata ripetutta | ||
| AC Mix | - | ✓ | Corrente miscelazione AC e DC | |||
| Tipo di materiale | Fe, Al, etc. | ✓ | - | - | - | Scelta del materiale da saldare |
| Diametro dell'elettrodo tungsteno | 1 - 4 mm | ✓ | ✓ | ✓ | ✓ | Scelta del diametro dell'elettrodo. Permette di affinare le correnti d'innesco HF e le sinergie. |
| Tipo di innesco | Lift, HF, Touch. HF | ✓ | ✓ | ✓ | ✓ | Scelta del tipo di innesco. |
| Modalità pulsante | 2T, 4T, 4T LOG | ✓ | ✓ | ✓ | 2T, 4T | Scelta della modalità di gestione della saldatura a pul-sante. |
| E-TIG | OFF-ON | ✓ | ✓ | ✓ | - | Modalità di saldatura a energia costante con correzione di variazione di lunghezza d'arco |
| Energia | Hold Coef. termico | - | ✓ | ✓ | ✓ | Vedere capitolo «Energia» alle pagine seguenti. |
| Parametri avanzato | ✓ | ✓ | ✓ | ✓ | Regolazione dell'innesco HF. | |
L'accesso a certi parametri di saldatura dipende alla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy, Expert, Avanzato. Fare riferimento al manuale dell'IHM.
PROCESSDI SALDATURA
TIG Sinergico
Non funzione più sulla scelta di un tipo di corrente DC e le regolazioni dei parametri del ciclo di saldatura ma integra delle regole/sinergie di saldatura basate sull'esperienza. Questa modalità restringe quando il numero dei parametri a tre regolazioni fondamentali: Tipo di materiale, Spessore da saldare e Posizione di saldatura.
TIG DC
Dedicato alla saldatura dei metalli ferrosi come acciaio, acciaio inossidabile, ma anche rame e sue leghe e titanio.
TIG AC
Dedicata alla saldatura dell'alluminio e le sue leghe ma anche del rame.
TIG Wizard
Wizard Lab :
Vedere capitolo «Wizard Lab» alle pagine seguenti:
Wizard Alu, Inox, Acciaio, Rame :
Questa modalità permette di preassemblare o di saldare dei pezzi in leghe leggere (AlSi/AIMg/Al99), in inox (CrNi), in acciaio (Fe) e in rame (CuZn/Cu). Sotto forma di sinergie, le regolazioni sono lo spessore dei pezzi e la posizione di saldatura (BW - testa a testa, FW -Clin o BP - Angolo interno, Anfolo esterno o filo a filo per l'unione delle estremità). Per passare da una modalità all'altra, premere il pulsante n^4 della tastiera (vedere il manuale HMI).
IMPOSTAZIONI-TIG DC
Standard
Questa modalità permette una saldatura di grande qualità sulla maggiord parte dei materiali ferrosi come l'acciaio, l'acciaio inossidabile, maanche il rame e le sue leghe, il titanio... Le numerous potibilità di gestione della corrente e del gas permettono una perfetta padronanza dell'operazione di saldatura, dall'innesco fino al raffreddamento finale del vostro cordolo di saldatura.
Pulsato
TIG DC Pulsato - PulsatoQuesto modo di saldatura a corrente continua pulsata concateneta degli impulsi di corrente debole (I, impulsione di saldatura), poi delle impulsioni di corrente debole (I_Freddo, impulsione di raffreddamento del pezzo). Questa modalità permette di assemblare i pezzi limitando il rialzo della temperatura e le deformazioni. Idealeanche in posizione.
Esembio:
La corrente di saldatura è regolata a 100A e % (I_Freddo) = 50%, sua una corrente fredda = 50% x 100A = 50A.
F (Hz) è impostato su 10Hz, il periodo del segnale sarea 1 / 10Hz = 100ms ->gni 100ms, un impulso a 100A e un'alto a 50A si susseguiranno.
FastPulse
Questa modalità di saldatura a corrente pulsata ad alta frequenza incatena degli impulsi di forte corrente (I, impulsso di saldatura) più degli impulsi di corrente debole (I_Freddo, impulso di raffreddamento del pezzo). La modalità FastPulse consente di preservare le proprieta di restringimento dell'arco della modalità Pulsata ad alte frequenze, il tutto a frequence meno sgradevoli o addirittura inudibili per il saldatore.
- Spot
Questa modalità di puntatura permette di pre-assemblare i pezza prima della saldatura. La puntatura può essere manualeattraverso il pulsante o cronometrato con un tempo di puntamento predefinito. Questo tempo di puntatura permette una migliorire riproducibilità e la realizzazione di punti non ossidati.
Multi-Spot
E' una modalità di puntatura simile al TIG SPOT, ma incatena puntature e tempi di arresto definiti quando il pulsante è premuto.
Tack
Qesta modalita di punctatura permette anche di preassemblare dei pezzi prima della saldatura, ma esta volta in due fasi: una prima fase DC pulsata che concentra l'arco per una miglior penetrazione, seguita da una seconda in DC standard ampliando l'arco e+dunque il bagno per assicurare il punto. I tempi regolabili delle due fasi permettono una miglior riproducibilità e la realizzazione di punti non ossidati.
Multi-Tack
E' una modalità di puntatura simile al TIG Tack, ma incatena puntature e tempi di arresto definiti quando il pulsante è premuto.
IMPOSTAZIONI - TIG AC
Standard
Metodo di saldatura dedicato alla saldatura dell'alluminio e delle sue leghe (Al, AlSi, AlMg, AlMn...). La corrente alternata permette il decappaggio dell'alluminio indispensableale alla saldatura..
Durante I'onda positiva l'ossidazione e interrotta. d
Modificando il rapporto tra le due alternanze con la regolazione del bilanciamento, sono favoriti sa il decapaggio sua penetrazione (la regolazione predefinita è del 30%).
20% : Penetrazione max. 50% 60% : Decapaggio max.
Pulsato
TIG DC Pulsato - PulsatoQuesto modo di saldatura a corrente continua pulsata concateneta degli impulsi di corrente debole (I, impulsione di saldatura), poi delle impulSIONi di corrente debole (I_Freddo, impulsione di raffreddamento del pezzo). Questa modalità permette di assemblare i pezzi limitando il rialzo della temperatura e le deformazioni. Idealeanche in posizione.
Esemblio:
La corrente di saldatura è regolata a 100A e % (I_Freddo) = 50%, sua una corrente fredda= 50% x 100A = 50A.
F (Hz) è impostato su 10Hz, il periodo del segnale sarea 1 / 10Hz = 100ms -> ogni 100ms, un impulso a 100A e un'alto a 50A si susseguianno.
- SPOT
Questa modalità di puntata permette di pre-assemblare i pezza prima della saldatura. La puntata può essere manuale attraverso il pulsante o cronometrato con un tempo di puntamento predefinito. Questo tempo di puntata permette una migliorie riproducibilità e la realizzazione di punti non ossidati.
Multi-Spot
E' una modalità di puntatura simile al TIG SPOT, ma incatena puntature e tempi di arresto definiti quando il pulsante è premuto.
-AC Mix
Questa modalità di saldatura in corrente alternata è utilizzata per saldare l'alluminio e le sue leghe di grande spessore. Mescola sequenze di DC durante la saldatura AC, quello augmente l'energia apportata al pezzo. L'obiettivo finale è accelerare il lead di lavoro e quando la produttività su assiemi in alluminio. Questa modalità produce meno decapaggio, quando è necessario lavorare su lamiere pulite.
E-TIG
Questa modalità permette una saldatura a poteza costante misurando in tempo reale le variazioni di lunghezza d'arco al fine di assicurare una larghezza del cordone e una penetrazione costante. Nei casi in cui l'assemblaggio richiede il controlo dell'energia di saldatura, la modalità E.TIG garantisce al saldatore di rispetto la potenza di saldatura indipendente delle posizione della torcia rispetto al pezzo.

Standard (corrente costante)

E-TIG (energia costante)


Wizard Lab
Questa modalità di saldatura consente di eseguire cicli di saldatura complessi (non standard) in una successione di Step. Ogni Step è determinato da una rampa e da un passo di corrente e da un tipo di corrente (DC/AC/Pulsato) durante il passo.
La configurazione del Wizard Lab avviene in tre fasi:
- definizione del ciclo di saldatura (Numero di Step, cicli di ripetizione, ecc.)
-regolazione di anni Step (rampa, tipo di corrente...) - regolazione dei parametri avanzati specifici.
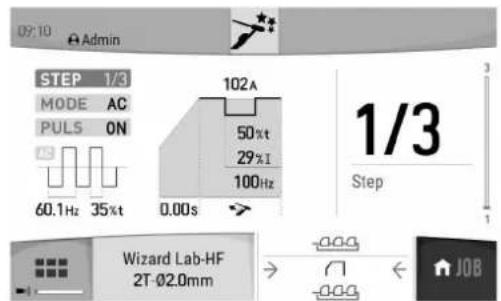
STEP: è possibile personalizzare uno Step (vedere la sezione «Impostazione di uno STEP») con il tipo di corrente (DC o CA), la forma della corrente (standard o pulsata), una rampa fino alla corrente di saldatura impostata. Ogni Step è personalizzabile.
Cic di saldatura: un ciclo di saldatura è composto da un Pegas, di uno o più Step (vedere « Definizione del ciclo di saldatura ») e di un Postgas.
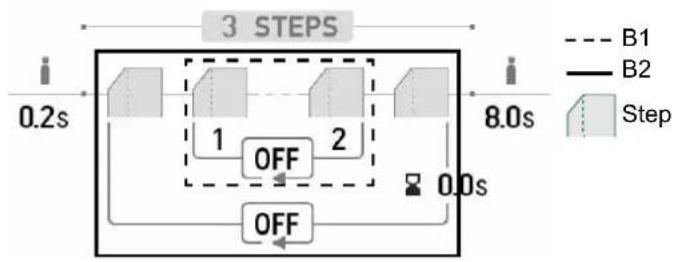
Loop: esistono due loop differenti (vedere « Definizione del ciclo di saldatura »):
- Il loop interno al ciclo (B1): all'interno del ciclo, l'utilizzatore può scegliere di realizzare una, più o un'infinite di loop (ripetizione di due o più step) a seconda della sua applicazione (esempio di saldatura in AC MIX, che ripete due Step DC e AC).
- Il loop dei cicli (B2): l'utilizzatore può scegliere di ripetere il suo ciclo (eccetto Pregas e Postgas) una, più o un'infinità volte e regolare un intervallo tra due ripetizioni se necessario (esempio di saldatura in MULTITACK, che ripete il ciclo di saldatura di puntatura TACK con un intervallo tra due punti tanto che il pulsante torcia resta premuto).
Definizione del ciclo di saldatura:
| Unità | ||
| Numero di Step - Il numero di Step definisce il ciclo di saldatura | ||
| Pre-gas s Tempi di pulizia della forcia e di creazione della protezione gas prima dell'innesco | ||
| Numero di loop degli Step | - Definizione di un loop di ripetizione nel ciclo di saldatura (B1). | |
| Step d'entrata - Step di inizio del loop (B1) di ripetizione nel ciclo | ||
| Step di uscita - Step di fine del loop (B1) di ripetizione nel ciclo | ||
| Numero di loop del ciclo | - Definizione di un loop di ripetizione del ciclo intero di saldatira (B2) | |
| Tempi tra i loop s Definizione dei tempi tra due ripetizioni del ciclo intero di saldatura (B2) | ||
| Post Gas s | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di proteggere il pezzo eanche l'elettrodo contro le ossidazioni | |
Regolazione di uno STEP
| Unità | ||
| STEP 1/x Sezione dello Step da configurare. | ||
| MODALITA' | DC-DC+AC | Sezione del tipo di corrente di saldatura dello Step |
| PULS | OFFON | Utilizzato per pulsare il tipo di corrente impostata |
| Forma dell'onda AC - Forma d'onda in AC. | ||
| Frequenza di saldatura Hz Freqenza di inversionioni di polarità saldatura - decapaggio | ||
| Percentuale di deca-paggio | % Percentuale del periodo di saldatura dedicato al decapaggio | |
| Aumento di corrente | s | Rampa di transizione tra il valore del livello della corrente dello Step anteriore e il valore dello Step in corso |
| Corrente di saldatura | A | Corrente di saldatura |
| Forma d'onda | - Forma d'onda della parte pulsata | |
| Corrente fredda | % Seconda corrente di saldatura della «fredda» | |
| Tempo freddo % Bilanciamento | del tempo di corrente calda (I) della pulsazione | |
| Frequenza della pul-sazione | Hz Frequenza della pulsazione | |
| Durata dello step | min | Durata della corrente di saldatura dello step o in modalità pulsante forcia (*) |

*la regolazione della durata dello Step permette in modalita 2T di gestire la durata dello Step configurato con il rilascio del pulsante torcia, il ciclo terminerà dello Step di uscita fino all'ultimo.

*la regolazione della durata dello Step permette in modalità 4Te con una torcia doppio pulsante di passare di Step solamente premendo erilasciendo il pulsante 2.
Parametri avanzati in modo di visualizzazione «Avanzata» solamente:
| Parametri avanzati Regolazione Descrizione | ||
| Livello HF 1 - 10 Indice di regolazione della tensione da 5 kV a 14 kV | ||
| Durata HF 0.01 - 3 s Tempo HF prima di fermarlo | ||
| Tensione di rottura | OFF, 0 - 50 V | Tensione d'arco superiore prima dell'arresto del generatore di saldatura |
| Tempo prima della rottura | 0 - 10 s Durata della presa in carico della tensione di rottura | |
| Tensione di incollaggio | OFF, 0 - 50 V | Tensione d'arco inferiore prima dell'arresto del generatore di saldatura (anti-sticking) |
| Tempo prima dell'incol-laggio | 0 - 10 s Durata della presa in carico della tensione di incollaggio | |
SCELTA DEL DIAMETRO DELL'ELETTRODO
| Ø Elettrodo (mm) | TIG DC TIG AC | |||
| Tungsteno puro | Tungsteno con ossidi | Tungsteno puro | Tungsteno con ossidi | |
| 1 | 10 > 75 | 10 > 75 | 15 > 55 A | 10 > 70 A |
| 1.6 | 60 > 150 | 60 > 150 | 45 > 90 A | 60 > 125 A |
| 2 | 75 > 180 | 100 > 200 | 65 > 125 A | 85 > 160 A |
| 2.5 | 130 > 230 | 170 > 250 | 80 > 140 A | 120 > 210 A |
| 3.2 | 160 > 310 | 225 > 330 | 150 > 190 A | 150 > 250 A |
| 4 | 275 > 450 | 350 > 480 | 180 > 260 A | 240 > 350 A |
| Circa = 80 A par mm de Ø | Circa = 60 A per mm de Ø | |||
SCELTA DEL TIPO DI INNESCO
Lift: avvio per contatto (per i luoghi sensibili alle perturbazioni HF).
HF: innesco alla frequenza perché contatto dell'elettro lungsteno sul pezzo.
Touch.HF : accensione ad alta frequenza temporizzata dopo il contatto dell'elettrodo di tungsteno con il pezzo
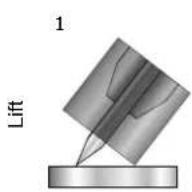
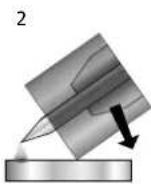

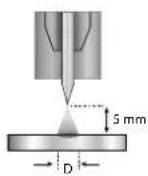
1- Posizione l'uglio della torcia e la punta dell'elettrodo sul pezzo e azionare il pulsante della torcia.
2-Inclinare la torcia fino a quando una distanza di circa 2-3 mm separa la punta dell'elettrodo dal pezzo. L'arco si innesca.
3-Rimettere la torcia in posizione normale per iniziare il ciclo di saldatura.



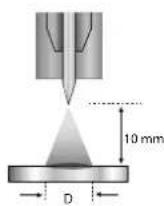
1- Posizione la torcia nella posizione di saldatura sopra il pezzo (circa 2-3 mm di spazio tra la punta dell'elettro do il pezzo).
2- Premere il pulsante torcia (I'arco viene innescatoswana contatto utilizzando impulsi di accensione ad alta tensione HF).
3-La corrente iniziale di saldatura scorre, la saldatura continua secondo il ciclo di saldatura.



1- Posizione are la punta dell'elettro do sul pezzo e azionare il pulsante della torcia.
2-Sollevare I'elettrodo dal pezzo.
3-Dopo un tempo di 0.2s, l'arcoiene innescato perché contatto con l'aiuto degli impulsi di innesco alla tensione HF, la corrente iniziale di saldatura e la saldatura prosegue a seconda del ciclo di saldatura.
Parametri avanzati in modo di visualizzazione «Avanzata» solamente:
| Parametri avanzati Regolazione Descrizione | |
| Durata HF 0.01 - 3 s Temo HF prima di fermarlo | |
| Livello HF 0 - +10 Indice di regolazione della tensione da 5 kV a 14 kV |
TORCE COMPATIBILI E COMPORTAMENTI DEI PULSANTI
| Lamella Doppio Pulsante Doppio Pulsante + Potenziametro Up & Down | |||
| L | DB | P | UP Down |
Per la torcia a un tasting, il tasting è chiamato «tasting principale».
Per la torcia a 2 pulsanti, il primo tasting è chiamato «taste principale» e il secondo è chiamato «taste secondario».
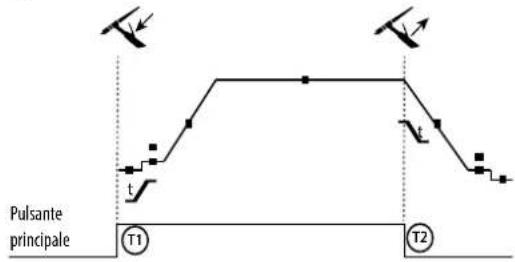
·2T
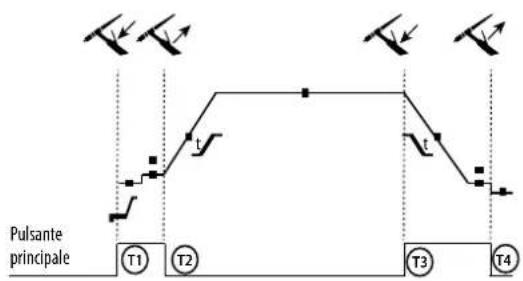
4T
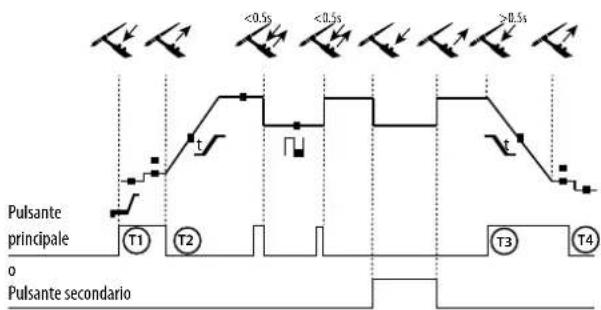
- 4T LOG
T1 - Il tasted principale è premuto, il ciclo di saldatura comincia (Pre-Gaz, I_Start, UpSlope e saldatura).
T2 - Il tasto princioale è rilasciato, il ciclo di saldatura è all'arresto (DownSlope, I_Stop, PostGaz).
Per la torcia a 2 tasti e solo in 2T, il tastingo secondario è gestito come il tastingo principale.
T1 - Il pulsante principale è premuto, il ciclo si avvia a partire dal PreGas e si arrasta nella fase di I_Start.
T2 - Il pulsante principale è rilasciato, il ciclo continua in UpSlope e in saldatura.
T3 - Il tasto principale è premuto, il ciclo passa in DownSlope e si fermà in fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si conclude con il PostGas.
Nb: per le torque, doppio pulsante e doppio pulsante + potenziometro
tasting «alto/corrente di saldatura» e potenziometro attivi, tasting «basso» inattivo.
T1 - Il pulsante principale è premuto, il ciclo si avvia a partire dal PreGas e si arrasta nella fase di I_Start.
T2 - Il pulsante principale è rilasciato, il ciclo continua in UpSlope e in saldatura.
LOG : esta modalità di funzionamento viene utilizzata in fase di saldatura:
-
con una pressione sul pulsante principale (<0.5s), la corrente passa da corrente di I saldatura a I freddo e viceversa.
-
Il pulsante principale si mentiene premuto, la corrente passa da corrente di I saldatura a I freddo
- Il pulsante secondario si mantiene rilasciato, la corrente passa da corrente di I freddo a I saldatura.
T3: Premendo a lungo sul pulsante principale (>0,5 sec.), il ciclo passa in DownSlope e si ferma nella fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato il ciclo termina con il PostGas.
Per le torque a doppio pulsante o doppio pulsante + potenziometro, il pulsante « alto » mantiene la stessa funzione della torcia a pulsante semplice o a « lamella». Il pulsante « basso » permette, quando viene premuto, di passare alla corrente fredda. Il potenziometro della torcia, quando è presente, permette di regolare la corrente di saldatura dal 50% al 100% del valore nominale. Le funzionalità Up & Down permettono la regolazione di corrente della torcia.
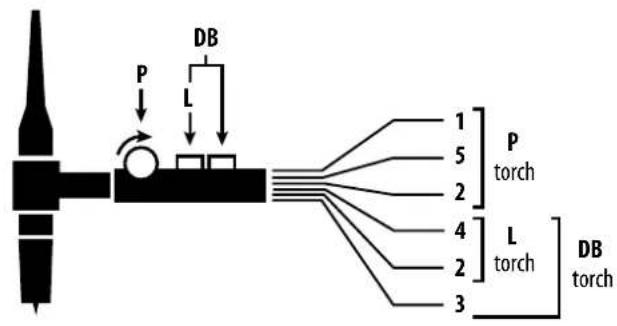
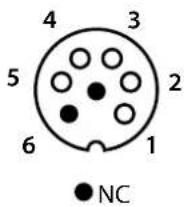
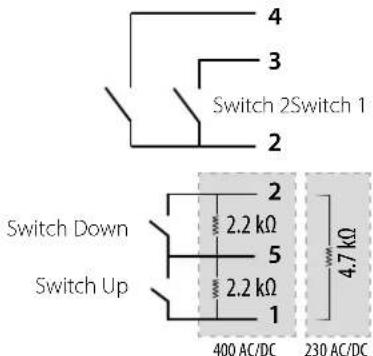
CONNETTORE DI CONTROLLO DEL PULSANTE
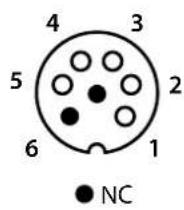
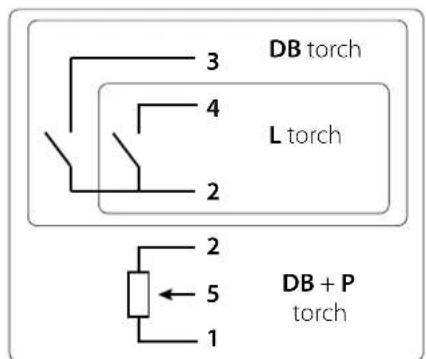
Schema di cabaggio della torcia SRL18 Schema elettrico in funzione del tipo di torcia
| Tipi di torcia Scelta del filo | Pin del connettore associato | |||
| Torcia doppio pulsante + potenziometro. | Torcia doppio pulsante Torcia a lamelle | Comune/Massa 2 | ||
| Pulsante 1 4 | ||||
| Pulsante 2 3 | ||||
| Comune/Massa del potenziometro | 2 | |||
| 10 V 1 | ||||
| Cursore 5 | ||||
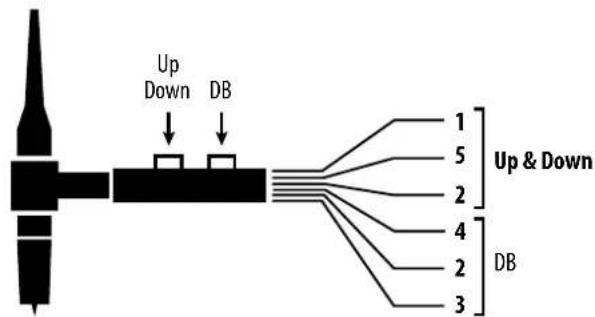
Schema di cablaggio della torcia Up & Down Schema elettrico della torcia Up & Down
| Tipodi torcia Scelta del filo | Pin del connettore associato | |
| Torcia Up & Down | Comune Switch 1 & 2 | 2 |
| Switch 1 4 | ||
| Switch 2 3 | ||
| Comune Switch Up & Down | 5 5 | |
| Switch Up 1 | ||
| Switch Down 2 |
400 AC/DC 230 AC/DC
EPURAZIONDEL GAS MANUALE
La presenza di ossigeno nella torcia può condurre a un calo delle proprieta meccaniche e può causare un calo della resistenza alla corrosione. Per epurare il gas alla torcia, premere a lungo sul pulsante n^1 e seguire la procedura sullo schermo.
DEFINIZIONDELLEREGOLAZIONI
Unità
| Pre-gas s Tempi di pulizia della torcia | e di creazione della protezione gas prima dell'innesco | |
| Corrente di avviamento | %/A | Questa corrente di cuscinnetto all'avviamento è una fase di preriscaldamento prima della rampa di aumento in corrente |
| Tempo di avviamento | s Tempi di cuscinnetto all'avviamento prima della rampa di aumento in corrente | |
| Aumento di corrente s Permette un aumento progressivo della corrente di saldatura | ||
| Corrente di saldatura A Corrente di saldatura | ||
| Evanescenza | s | Evita il cratere alla fine della saldatura e i rischi di fessurazione particolaremente nelle leghe leggere |
| Corrente di arresto | %/A | Questa corrente portante all'arresto è una fase sulla rampa di discesa in corrent |
| Tempo d'arresto s Tempi di cuscinnetto all'arresto è una fase sulla rampa di discesa in corrente | ||
| Spessore mm Spessore del pezzo da saldare. | ||
| Posizione - Posizione di saldatura | ||
| Post gas s | Durata di mantenimento della protezione gas dove l'estinzione dell'arco. Permette di proteggere il pezzoosi come l'elettrodo contro le ossidazioni durante il raffreddamento. | |
| Forma d'onda - Forma d'onda della parte pulsata | ||
| Forma dell'onda AC | - | Forma d'onda in corrente alternata (CA) |
| Corrente fredda | %/A Seconda corrente di saldatura della «fredda» | |
| Tempo freddo | % | Bilanciamento del tempo di corrente fredda della pulsazione |
| Frequenza di pulsazione | Hz | Frequenza di pulsazione tra corrente di saldatura e corrente fredda :CONSIGLI DI REGOLAZIONE:Se si esegue la saldatura con metallo in manuale, alla F (Hz) sincerizzato sul gesto di contributo,Se a spessore sottile sera apporto (<0,8 mm), F (Hz)> 10HzSaldatura in posizione, alla F(Hz) < 100Hz |
| Spot | s Manuale o a tempo determinato | |
| Tempo di saldatura | Manuale /s | Tempo di saldatura |
| Durata del Pulsato | s | Fase di pulsazione manuale o di una durata definita |
| Durata non pulsata | s | Fase a corrente liscia manuale o di una durata definita. |
| Frequenza di saldatura | % | Frequenza di inversioni di polarità saldatura - decapaggio |
| Percentuale di decapaggio | % | Percentuale del periodo di saldatura dedicato al decapaggio (per default 30-35%) |
| Tempo AC | s Durata di saldatura in TIG AC | |
| Tempo DC | s Durata di saldatura in TIG DC | |
| Durata tra due punti | s | Durata tra la fine di un punto (in PostGas) e la ripresa di un nuovo punto (PreGas compreso). |
L'accesso a certi parametri di saldatura dipende dal procedimento di saldatura (Sinergica, AC, DC, ecc...) e alla modalità di visualizzazione selezionata (Easy, Expert, Avanzato). Fare riferimento al manuale dell'IHM. Alcune impostazioni in % o A dipendonso alla modalità di visualizzazione selezionata (Facile, Esperto o Avanzato).
- Collegare i cavi porta elettrodo e morsetto di massa nei connettori di raccordo
Rispettare le polarità e l'intensità di saldatura indicate sulle scatole degli elettrodi - Togliere l'elettro do dal porta elettro do quando il dispositorio non è in uso.
-
Il dispositorio è fornito di 3 funzionalità specifiche agli Inverter:
-
L'Hot Start fornisce una sovracorrente all'inizio della saldatura.
- L'Arc Force libera una sovratensione che evita l'incollaggio quando I'elettro do rientra nel bagno di fusione.
- L'Anti-Sticking vi permette di staccare lavormente il vostro elettro sono farlo diventare incandescente in caso di incollaggio.
PARAMETRI DEL PROCESSO
| Processi di saldatura | |||||
| Parametri | Regolazioni | Standard | Pulsato | AC | |
| Tipo di elettrodo | RutiloBasicoCellulosico | ✓ | ✓ | ✓ | Il tipo di elettrodo determina parametri specifici in base al tipo di elettrodo utilizzato per ottimizzare la sua saldabilità. |
| Anti-sticking | OFF-ON | ✓ | ✓ | ✓ | Si consiglia di rimuovere l'elettrodo in modo sicuro durante l'incollaggio sul pezzo (l'alimentazione viene interrotta automaticamente). |
| Polarità | Diretta (+++ e --)Inversa (++- e --+) | ✓ | ✓ | - | Ilchio degli accessori in caso di passaggio in polarità diretta o inversa viene effettuito a livello del prodotto. |
| Energia | Hold Coef. termico | ✓ | ✓ | ✓ | Vedere capitolo «Energia» alle pagine seguenti. |
L'accesso a certi parametri di saldatura dipende alla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy, Expert, Avanzato. Fare riferimento al manuale dell'IHM.
PROCESSI DI SALDATURA
Standard
Questa modalità di saldatura è adatta alla maggiordi delle applicazioni. Permette la saldatura con tutti i tipi di elettrodi rivestiti, rutili e basici e sui tutti i materiali: acciaio, acciaio inossidabile, ghise.
Pulsato
La modalità di saldatura è adatta ad applicazione in posizione verticale montante (PF). Il pulsato permette di conservare un bagno freddo favorendo il trasferimento di materia. Senza pulsazione la saldatura verticale richiede un movimento «a pino», altrimenti detto spostamento triangolare, difficile. Grazie al MMA Pulsato non è più necessario fare"This movement, a seconda dello spessore del vosto pezzo cui esere sufficiente uno spostamento dritto versusl'alto. Se si vuole, a volte, allargare il vosto bagno di fusione, sare sufficiente un simplice movimento laterale simile alla saldatura a piatto. In quello caso si cui regolare sullo schermo la frequenza della vostra corrente pulsata. Questo procedimento offre inoltre una grande padronanza della saldatura verticale.
AC
Questa modalità di saldatura è utilizzata nei casi specifici in cui l'arco non è stabile o dritto, quando è sottoposto ad un effetto magnetico (pezzo magnetizzato, campi magnetici in prossimità...). La corrente alternata rende insensible l'arco di saldatura all'ambiente elettrico. E' necessario verificare che il vosto elettro rivestito sia utilizzato in corrente alternata.
SCELTA DEGLI ELETTRODIRIVESTITI
- Elettro di Rutili: utilizzo facile in tutte le posizioni.
Elettrodo basico: utilizzo in tutte le posizioni, adattato ai lavori di sicurezza per delle proprieta meccaniche accurate
Elettro Cellulosico: arco molto dinamico con una grande velocità di fusione, il suo utilizzo in tutte le posizioni è specialmente indicato per i lavori di conduuttura
DEFINIZIONDE LELLE REGOLAZIONI
| Unità | ||
| Percentuale Hot Start | % | L'Hot Start è una sovracorrente di innesco che impedisce all'elettrodo di incollarsi al pezzo. è impostato in intensità (% della corrente di saldatura) e tempo (secondi). |
| Durata dell'Hot Start s | ||
| Corrente di saldatura A | La corrente di saldatura viene impostata in base al diametro e al tipo di elettrodo scelti (fare riferimento alla confezione dell'elettrodo). | |
| Corrente fredda % Seconda corrente di saldatura detta « fredda». | ||
| Arc Force % | L'Arc Force è una sovraintensità consegnata al fine di evitare l'incollatura quando l'elettro do la goccia vanno a toccare il bagno di saldatura. | |
| Forma dell'onda AC % Forma d'onda in AC. è preferibile la forma trapezoidale. | ||
| Frequenza di saldatura Hz Frezza delle inversionioni di polarità saldatura + o - | ||
| Frequenza di pulsazione Hz Frezza di pulsazione della modalità pulsata. | ||
L'accesso a certi parametri di saldatura dipende alla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy, Expert, Avanzato. Fare riferimento al manuale dell'IHM.
REGOLAZIONE DELL'INTENSITA DI SALDATURA
Le regolazioni che seguono corrispondono all'intervallo d'intensità utilizzabile in funzione del tipo e del diametro dell'elettrodo. Questi intervalli sono abbastanza ampi perché dipendono dall'applicazione e alla posizione della saldatura.
| Ø dell'elettrodo (mm) Rutilo E6013 (A) Basico E7018 (A) Cellulosico E6010 (A) | |||
| 1.6 30-60 30-55 | - | ||
| 2.0 50-70 50-80 | - | ||
| 2.5 | 60-100 | 80-110 | 60-75 |
| 3.15 80-150 | 90-140 | 85-90 | |
| 4.0 100-200 | 125-210 | 120-160 | |
| 5 | 150-290 | 200-260 | 110-170 |
| 6.3 200-385 | 220-340 - | ||
REGOLAZIONE DELL'ARC FORCE
Si consiglia di posizionare l'arcforce in posizione mediana (0) per iniziare la saldatura e regolarla in funzione dei risultati e delle preferenze di saldatura. Nota: l'intervallo di regolazione dell'Arc Force è specifico al tipo di elettrodo scelto.
REGOLAZIONE DELL'HOT START
Si consiglia di regolare un Hot Start debole per le lamiere fini e un Hot Start elevato per i granidi spessori e metalli difficili (parti sporche o ossidate).
ENERGIA
Questa modalità sviluppata per la saldatura con controllo dell'energia inquadrato da un DMOS consente, nelle alla visualizzazione dell'energia del cordone post saldatura, di regolare:
-
Il coefficiente termico secondo lo standard utilizzato: 1 per gli standard ASME e 0,6 (TIG) o 0,8 (MMA) per gli standard europei. L'energia visualizzata è calculata tenendoiconto di quello coefficente.
-
Lunghezza del cordone di saldatura (OFF - mm): se viene registrata una lunghezza, la visualizzazione dell'energia non è più in joule, ma in joule/ mm (l'unità sul display «J» lampeggia).
MEMORIZZAIONE E RICHIAMO DEI JOB
Accessibilità grazie all'icona «JOB» dello schermo principale.
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva.
Oltre ai parametri in corso, è possibile salvare e richiamare le configurazioni chiamate «JOB»
I JOBS sono 500 per il procedimento TIG, 200 per il procedimento MMA. La memorizzazione si basa sui parametri di processo attuali, sulle impostazioni correnti e sul profilo utente.
Job
Questa modalità JOB permette la creazione, il salvataggio, il richiamo e la cancellazione dei JOB.
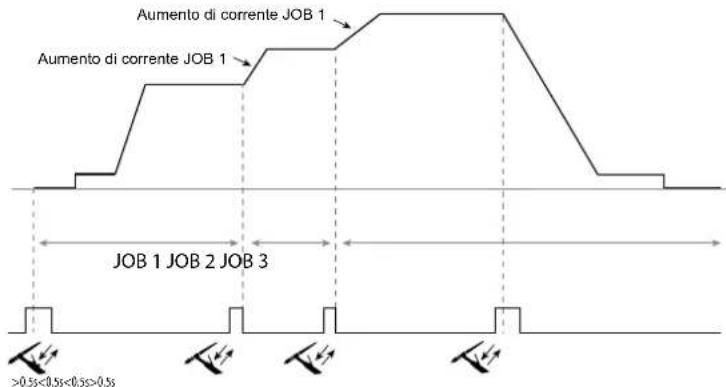
Quick Load - Richiamo dei JOB al pulsante al momento della saldatura.
Il Quick Load è una modalità di richiamo di JOB (20 max) al momento della saldatura e possibile nel processo TIG.
A partire da una lista costituita da JOB precedentamente creati, i richiami di JOB si fannoattraverso brevi pressioni sul pulsante. Tutte le modalità del pulsante e le modalità di saldatura sono supportati.
MultiJob - Richiamo di JOB al momento dell'attivazione della saldatura.
Da un elenco MultiJOB costituito da JOB creati in precedenza, esta modalità concatenata consente di saldare fino a 20 JOB alla interru-zioni.
All'attivazione della modalità, il JOB N°1 della lista è caricata e visualizzata. La modalità pulsante è forzata in 4T.
Durante la saldatura, esta modalità permette di concatenare i JOB della lista caricata atraverso brevi pressioni sui pulsanti della torcia.
La saldatura si arresta atraverso una pressione lunga dei pulsanti della torcia e una volta terminato il JOB N°1 è caricato per una futura sequenza di saldatura.
All'attivazione della modalità, il JOB N°1 della lista è caricata e visualizzata.
Il richiamo dei JOB della sequenza avviene in loop: quando viene raggiunto l'ultimo JOB della lista, il seguente sare JOB N° 1.
La saldatura è attenuataattraversouna lunga pressione sui pulsanti della torcia.
C5
Da una lista C5 di 5 JOB precedentamente creata, esta simplice modalità di automazione alla connessione Remote Control consente di richiamare JOB tramite un PLC (vedere lanota sul site -https://planet.gys.fr/pdf/spdoc/fr/CONNECT 5.pdf).
COMANDO A DISTANZA IN OPZIONE
Comando a distanza analogico RC-HA1 (rif. 045675 / 066625):
Un commando a distance analogy poe essere raccordato al generatore per mezzo del connettore, presa (I-11).
Questo comando a distanza permette di far variate la corrente dal 50% al 100% dell'intensita regolata. In questa configurazione, tutte le modalità e funzionalità del dispositivo sono accessibili e parametrabili.
Comando a distanza analogico RC-MMA/DEGAUSS (rif. 066496)
Un telecomando analogico cui oessere collegato alla fonte di alimentazione tramite il connettore (1-4).
Solo per il MMA, il dato consente di varie la corrente dal 50% al 100% della corrente impostata tramite un potenziometro, di inverte la polarità di saldatura tramite l'interrottore di polarità e di attivare o disattivare la sorgente di corrente di saldatura per proteggere la saldatrice durante la manipolazione.
Pedale di dato a distanza RC-MMA/TIG-FA1 (rif.045682)
Un pedale di lavoro a distance cui esere collegato al generatore tramite il connettore (I-11).
Il pedale permette di far variate la corrente minima al 100% dell'intensità regolata. In TIG, il generatore funziona solo in modalità 2T. Inoltre, l'au
mento e l'evanescenza della corrente non sono più generati dal disposito (funzioni inattive) ma dall'utente grazie all'uso del pedale.
400 AC/DC: Un commande a distance digitale poue essere raccordato al generatore per mezzo del connettore, presa (I-12).
230 AC/DC FV: è possibile collegare al genereatore un telecomando digitale tramite il kit opzionale NUM-1 (I-7).
Questo commande a distance è destinato ai procedimenti di saldatura MMA e TIG. Permette di regolare a distance il disposito di saldatura. Un pulsante ON/OFF permette di spegnere o accendere il commando a distance digitale. Quando il commando a distance digitale è accesso, l'interfaccia del generatore alla strata la corrente e della tension. Dopo che l'interfacciaiene spento o disattivato, l'interfaccia del generatore viene riattivato.
Connettivita
Il prodotto è dotato di un connettore femmina per lavoro a distance.
La presa maschio specifica 7 punti (opzione rif. 045699) permette di collegarci i diversi tipi di lavoro a distance. Per il cablaggio, seguire lo schema qui in basso.
| TIPI DI COMANDO A DISTANZA Scelta del filo P | Perno del connettore associato | |||
| C5 | Pedale | Comando a distance manuale | 10 V A | |
| Cursore B | ||||
| Comune/Massa C | ||||
| Interruttore D | ||||
| AUTO-DETECT E | ||||
| ARC ON F | ||||
| REG I G | ||||
UNITA'DI RAFFREDDAMENTO IN OPZIONE
| Compatibilità | Riferimento | Denominazione | Potenza di raffreddamento | Capacità | Tensione di alimentazione |
| TITANIUM 230 AC/DC FV | 070820 | KOOLWELD 1 | 1000 W | 3 L | 24 V |
| TITANIUM 400 AC/DC | 013537 | WCU 1KW C | 5.5 L | 400 V +/-15% |
L'unità di raffreddamento è automaticamente rilevata dal prodotto. Per disattivare l'unità di raffreddamento (OFF), consultare il manuale dell'interfaccia.
Le protezioni supportate dall'unità reffreddamento per garantire la protezione della torcia e dell'utilizzatore sono:
- Livello minimo del liquido di raffreddamento.
- Portata minima del liquido di raffreddamento circolante nella torcia.
- Protezione termica del liquido di raffreddamento.

Bisognas assicurarsi che l'unità di raffreddamento sa spenta prima della disconnessione dei tubi d'entrata e di uscita di liquido da la torcia.
Il liquido di raffreddamento è nocivo e irrita gli occhi, le mucose e la pelle. Il liquido caldo può causare delle uszioni.
KIT FILTRO IN OPZIONE
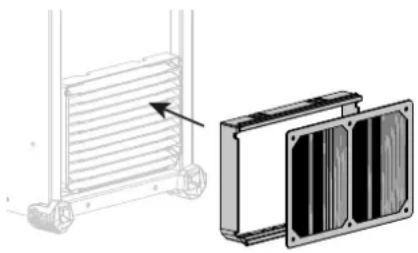
Filtro antipolvere (rif. 046580) con precisione di filtrazione: 630 m (0,63 mm).
Attenzione, l'utilizzo di quello filtering imeditazione il ciclo di lavoro del vostro genatore.
Per evitare il rischio di surriscaldamento dovuto all'intasamento delle bocche di aerazione, il filtrlo della polvere deve essere pulito regolarmente. Sganciare e pulire con aria compressa.
PIU'FUNZIONALITA
Il produttore GYS propone un'ampia gamma di funzionalità compatibili con il vosto prodotto.
Per scopirile, scannerizare il QR code.
CONDITIONI DI GARANZIA
La garanzia copre agli difetto di fabbricazione per 2 anni, a partire alla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
Ogni danno dovuto al trasporto.
- La normale usura dei pezzi (Es.: cavi, morsetti, ecc.).
Gli incidenti causati da uso improperio (errero di alimentazione, cadute, smontaggio).
I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rispedire il dispositivo al vostro distributore, allegando:
- una prova d'acquisto con data (scontrino, fattura...)
- unanota spiegando il guasto.
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE YACTN / RESERVE ONDERDELEN / PEZZI DIRICAMBIO
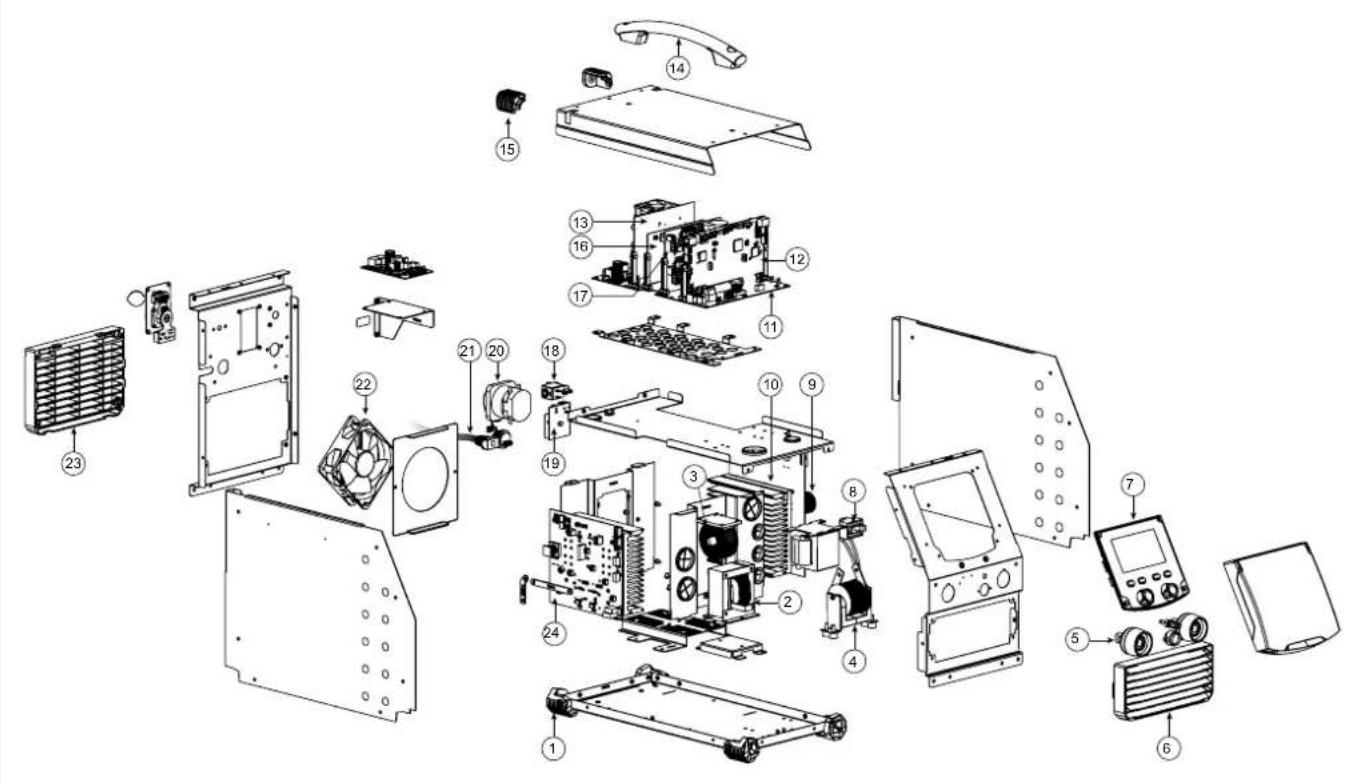
TITANIUM 230 AC/DC FV
| 1 Patin caoutchouc inférieur / Bottom rubber pad 56120 | |
| 2 Self DC / Self DC 63707 | |
| 3 Self PFC / Self PFC 64673 | |
| 4 Transformateur HF / HF transformer 63698 | |
| 5 Embase texas femelle / Female dinse socket 51528 | |
| 6 Gille avant / Front grill 56286 | |
| 7 Circuit IHM / HMI circuit E0092C | |
| 8 Capteur de courant 300A / 300A current sensor 64452 | |
| 9 Transformateur de puissance / Power Transformer 64653 | |
| 10 Circuit primaire / Primary circuit E0094C | |
| 11 Circuit fond de panier / Backplane circuit | E0096C |
| 12 Circuit de contrôle / Control circuit | E0093C |
| 13 Circuit d'alimentation 24 V / 24 V power supply circuit | E0098C |
| 14 Poignée / Handle | 56048 |
| 15 Patin caoutchouc supérieur / Top rubber pad | 56163 |
| 16 Circuit HF / HF circuit | E0099C |
| 17 Circuit CAIP / CAIP circuit | E0097C |
| 18 Electrovanne / Solenoid valve | 70991 |
| 19 Carte alimentation groupe froid / Cooling unit power supply card | E0111C |
| 20 Interrupteur biphasé / Two-phase switch | 51230 |
| 21 Cordon secteur / Power cord | 21480IND2 |
| 22 Ventilateur / Fan | 51290 |
| 23 Grille ventilateur / Fan grill | 56094 |
| 24 Circuit secondaire / Secondary circuit | E0095C |
TITANIUM 400 AC/DC
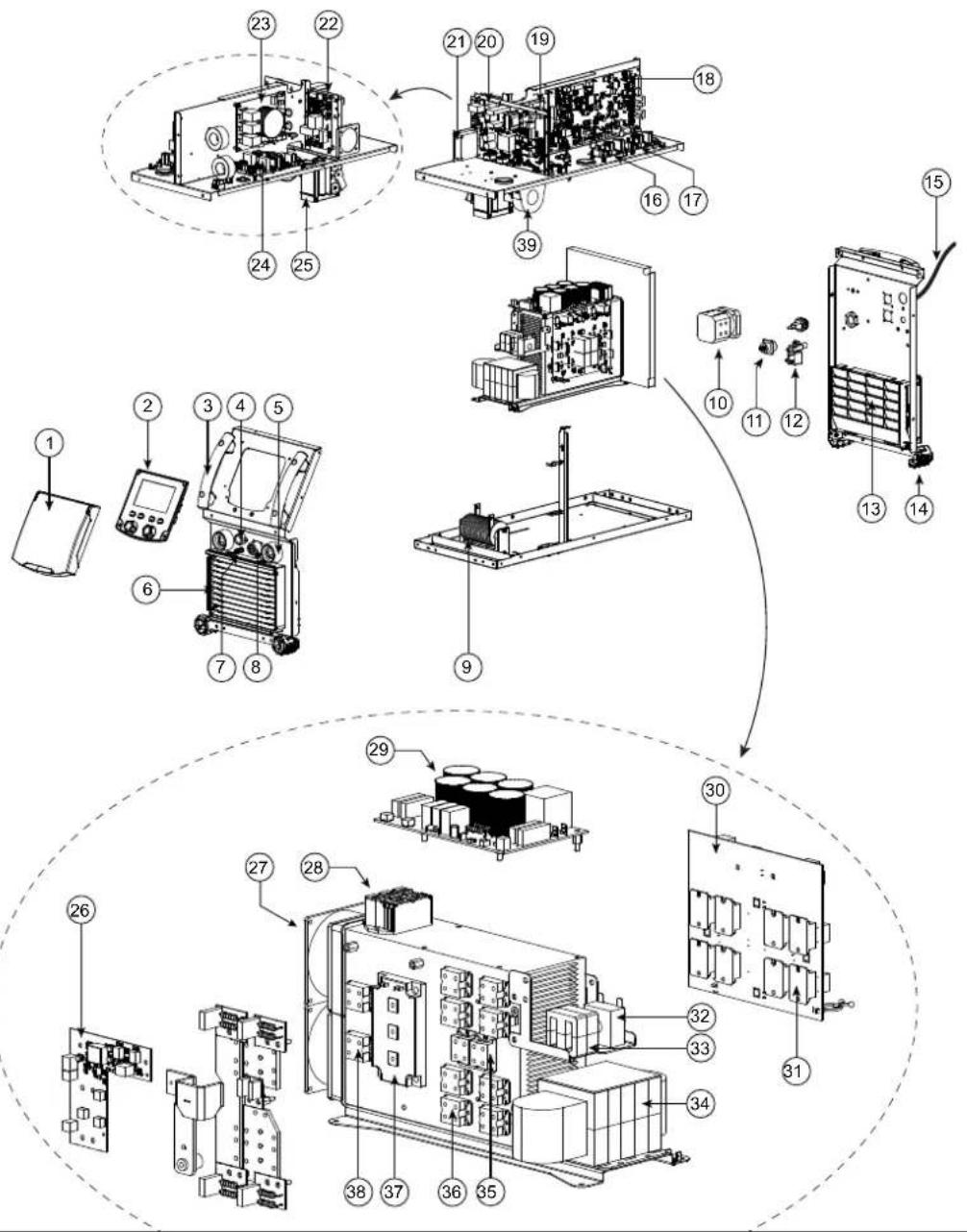
| 1 | Carter plastique / Plastic Crankcase / Carcasa de plástico 56199 | ||
| 2 | Clavier / Keypad / Bedienfeld / Teclado | Si fabrication avant 07/2021If manufactured before 07/2021 | 97746C |
| Si fabrication après 07/2021If manufactured after 07/2021 | 97712C | ||
| Si fabrication pendant 07/2021If manufactured during 07/2021 | S.A.V | ||
| Si fabrication après 07/2023If manufactured during 07/2023 | E0092C | ||
| 3 | Pognée / Handle / Handgriff / Mango 56047 | ||
| 4 | Faisceau Torche / Torch connection cable / Brenner-Schlauchpaket / Cable conexión Antorcha | 91847 | |
| 5 | Embase Texas OF 95.24 HF Femelle / DINS plate OF 95.24 Female / Texas-Anschlussbuchse OF 95.24 HF / Conector Texas OF 95.24 HF Hembra | 51502 | |
| 6 | Grille de protection extérieure / External protection grill / Äußeres Schutzgitter / Rejilla de protección exterior | 56094 | |
| 7 | Coupleur gaz BSP20 / Gas coupler BSP20 / Schutzgaskupplung BSP20 / Acople gas BSP20 | 55090 | |
| 8 | Faisceau connectique dévidoir ou IHM déportée / Wire feeder connector or MMI remote interface / Kabel Anschluss Drahtvorschub oder externes Bedienfeld / Cable conexión devanadora o IHM a distancia | 96000 | |
| 9 | Transformateur HF / HF transformer / Trafo HF / Transformador HF 63716 | ||
| 10 | Commutateur triphasé / Three phase switch / Dreiphasiger Schalter / Comutador trifásico | 51061 | |
| 11 Fasceau CAD / CAD connection cable / CAD Kabelbaum / Cable CAD 71483 | ||
| 12 Electrovanne / Solenoid valve / Schutzgasmagnetventil / Electroválvula 70991 | ||
| 13 Grille de protection interieure / Internal protection grill / Inneres Schutzgitter / Rejilla de protección interior | 56095 | |
| 14 Patin / Pad / Gummifuß / Soporte 56120 | ||
| 15 Cordon secteur 3P+Terre 4mm² / Power supply cable 3P + Earth 4 mm² / Netzkabel 3 ph. + Schutzleiter 4mm² / Cable de red electrica 3P + Tierra 4mm² | 21470 | |
| 16 Circuit filtrage bouton / Filter circuit button / Taste Filter Kreislauf / Circuito de filtrado Botón | 97462C | |
| 17 Circuit filtrage CAD / Filter circuit CAD / gefilterter Stromkreis CAD / Circuito de filtrado CAD | 97463C | |
| 18 Circuit de contrôle / Control circuit / Steuerkreis / Circuito de control 97724C | ||
| 19 Circuit d'alimentation auxiliaire n°2 / Auxiliary supply circuit n°2 / Hilfsversorgungsschaltung Nr.2 / Circuito alimentación auxiliar n°2 | 97288C | |
| 20 Circuit d'alimentation auxiliaire n°1 / Auxiliary supply circuit n°1 / Hilfsversorgungsschaltung Nr.1 / Circuito alimentación auxiliar n°1 | 97289C | |
| 21 Ventilateur 24V (petit) / 24V fan (small) / Lüfter 24V (klein) / Ventilador 24V (pequeño) | 51018 | |
| 22 Circuit HF / HF circuit / HF-Platine / Circuito HF E0062C | ||
| 23 Circuit CEM / CEM circuit / EMV-Platine / Tarjeta CEM 97277C | ||
| 24 Circuit CAIP / CAIP circuit / CAIP-Platine / Circuito CAIP 97741C | ||
| 25 Self DC / Self DC / Self DC / Self DC | 96121 | |
| 26 Circuit Onduleur / Inverter circuit / Wechselrichterplatine / Circuito inversor | 97742C | |
| 27 Ventilateur 24V / 24V fan / Lüfter 24V / Ventilador 24V | 50999 | |
| 28 Pont de diode de puissance / Power relay diode bridge / Leistungsdiodenbrücke / Puente de diodos de potencia | 52196 | |
| 29 Circuit Entrée puissance / Circuit power input / Leistungseingangschaltung / Circuito de entrada de potencia | 97278C | |
| 30 Circuit primaire de puissance / Primary power relay circuit / Primäre Leistungsplatine / Circuito primario de potencia | 97274C | |
| 31 Transistor de puissance / Power relay transistor / Leistungstransistor / Transistor de potencia | 52198 | |
| 32 Transformateur de courant / Current transformer / Leistungstrafo / Transformador de corriente | 64664 | |
| 33 Self primaire / Self primary / Primärspule / Inductancia primaria | 96119 | |
| 34 Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia | 64667 | |
| 35 Résistance de puissance 5R / Power resistor 5R / Leistungsdiode 5R / Resistencia de potencia 5R | 51424 | |
| 36 Diode de puissance / Power relay diode / Leistungsdiode / Diodo de potencia | 2197 | |
| 37 Module IGBT / IGBT module / IGBT-Modul / Módulo IGBT | 52199 | |
| 38 Résistance de puissance 10R / Power resistance 10R / Leistungsdiode 10R / Resistencia de potencia 10R | 52271 | |
| 39 Capteur à effet hall / Hall effect sensor | 4460 | |
INTERRUPTEUR VRD / VRD SWITCH / VRD-EIN-AUS-SCHALTER / INTERRUPTOR VRD / VRD SCHAKELAAR / INTERRUTTORE VRD
TITANIUM 230 AC/DC FV


VRD OFF VRD ON
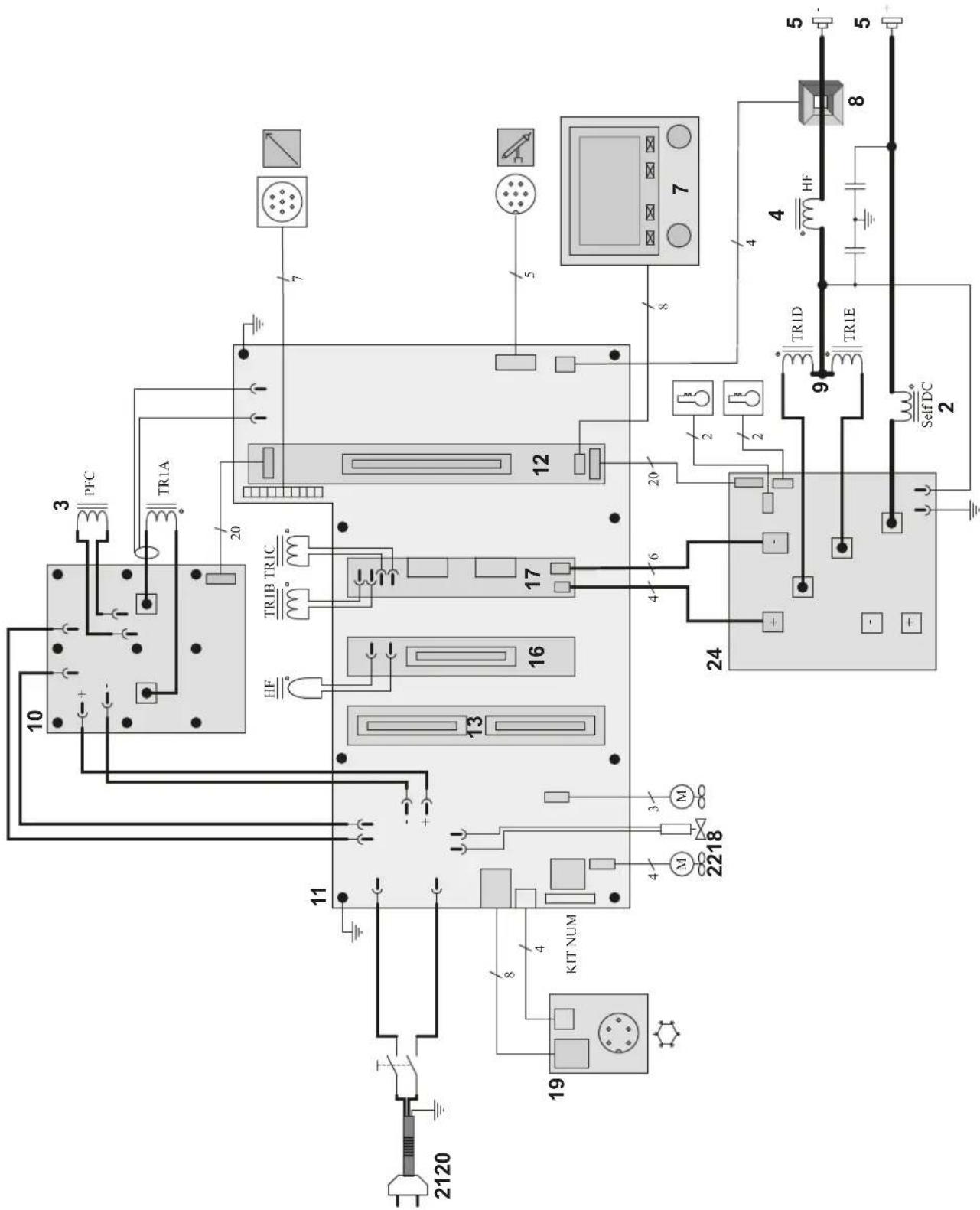
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / 3JIEKTPNUECKAR CXEMA / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
TITANIUM 230 AC/DC FV
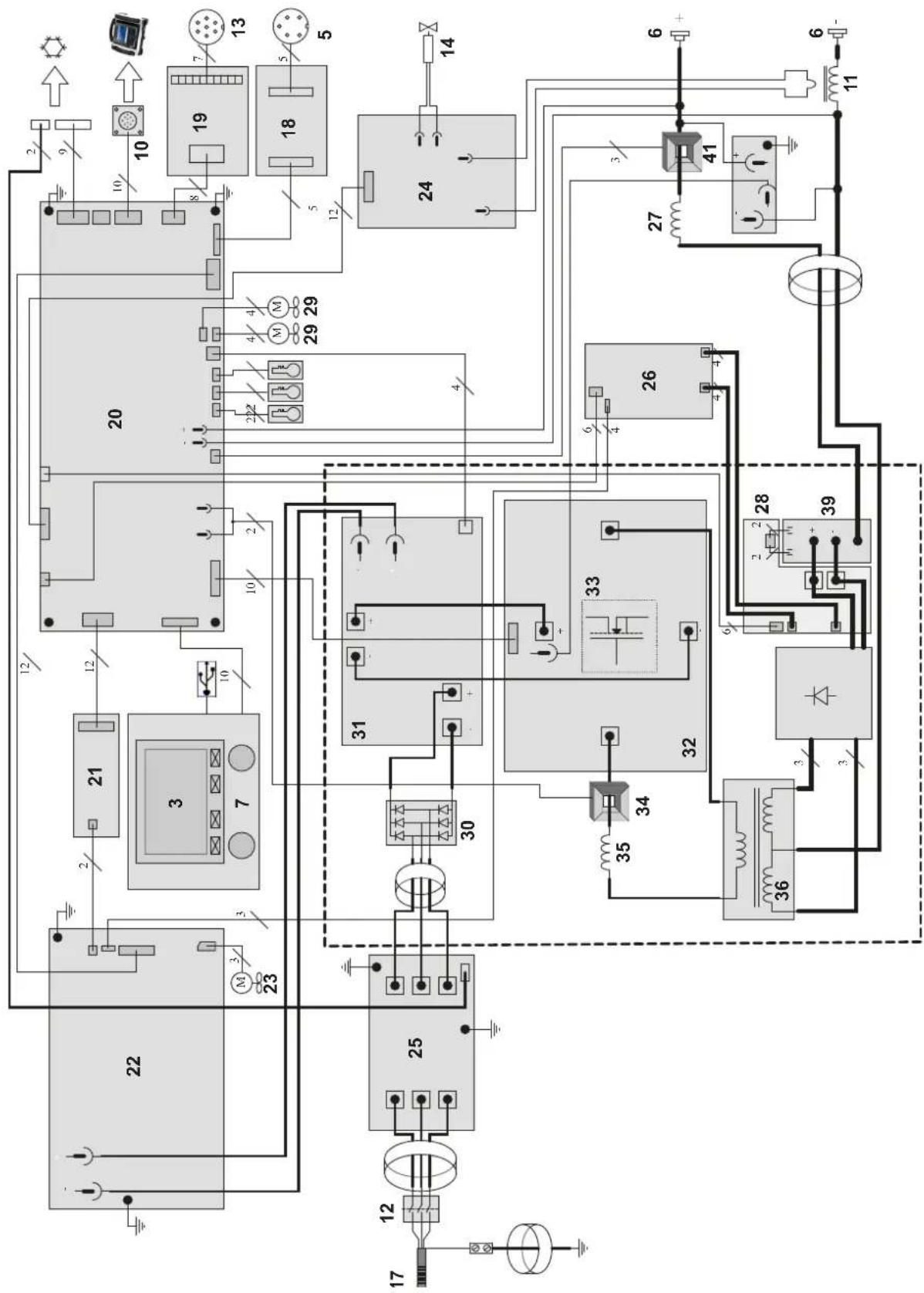
TITANIUM 400 AC/DC
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TECNICAS / TEXHNUECKNE CNEUΦIKAUUNI / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
| TITANIUM 230 AC/DC FV | ||||||
| Primaire / Primary / Primair / Primario / Nepuwa / Primaire / Primario | ||||||
| Tension d'alimentation / Power supply voltage / Versorgungsspannung / Tensión do red ecéctrica / Harnpaximne nytannia / Voedingsspannung / Tensione di alimentazione U1 | 110 V +/- 15% 230 V +/- 15% | |||||
| Fréquence sector / Mains frequency / Netzfrequenz / Frecuencia / Chactora cetera / Frequentie sector / Frecuencia settore | 50 / 60 Hz | |||||
| Nombre de phases / Number of phases / Anzahl der Phasen / Numero de fases / Konvextego qaz / Aantal fases / Numero di fase | 1 | |||||
| Fusible disjonctor / Fuse / Sicherung / Fusible disjuntur / Плесуmpовпсгелунь ретератураху / Zekering hoofdschakelaar / Fusibile disjunture | 32 A 16 A | |||||
| Courant d'alimentation effectif maximal / Maximum effective supply current / Corrente de alimentacion efectiva maxima / Maximale effective voedingsstrom / Corrente di alimentazione effective massima / Maksymalny elektrolynx prad zasiliania | 11eff 32 A 16 A | |||||
| Courant d'alimentation maximal / Maximum supply current / Corrente de alimentacion maxima / Maximale voedingsstrom / Corrente di alimentazione massima / Maksymalny prad zasiliania | 48 A 39.4 A | |||||
| Section du cordon section / Mains cable section / Sectie netsnor / Sezione dei cable de alimentacion / Sezione del cavo di alimentazione / Odoinek przywodu zasilajacego | 3 x 2.5 mm² | |||||
| Puisance active maximaide consommée / Maximum active power consumed / Consumo maximum de energia activa / Maximale acteve verbruike vermogen / Potenza attiva massima consummate / Maksymalny pobor mocy czynne | 8460 W | |||||
| Consummation au ralenti / Idle consumption / Consumo en ralentzado / Stationair verbruik / Consumo al minimo / Zuzycle na biegu jaiowym | 30 W | |||||
| Rendement à l2max / Efficiency at l2max / Eficiency a l2max / Rendement bij l2max / Eficiency a l2max / Sprawnosć przy l2max | 80 % | |||||
| Facteur de puissance à l2max / Power factor at l2max / Facteur de potentia à l2max / Inschakeiduur bij l2max / Ciclo di potenza a l2max / Wspólczynik mocy przy l2max | A | |||||
| Classe CEM / EMC class / Classe CEM / Klasse CEM / Klasse CEM / Klassa EMC A | ||||||
| Seconde / Secondary / Secundär / Secundario / Bropowska / Secondair / Secondario | MMA AC MMA DC | TIG AC TIG DC | MMA AC MMA DC | TIG AC TIG DC | ||
| Tensiona vido / No load voltage / Leoraufspannung / Tensión al vacio / Harnpaximne xenocontróra xopca / Nullastanspanning / UO Tensiona a vuoto (TCO) | 53 V | |||||
| Tensiona vido réduite (Tension VRD) / Reduced open circuit voltage (VRD voltage) / Tensión reducía en vacio (tensión VRD) / Nullast spanning (Spanning VRD) / Tensiona a vuoto ridolfa (Tensione VRD) / Obzone napièce biego jalowe (Napièce VRD) | 26.5 V | |||||
| Nature du courant de souage / Type of welding current / Tipo de corrente de solidadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj pradu spawania | AC / DC | |||||
| Modes de souage / Welding modes / Modos de solidadura / Lasmodules / Modalità di saldatura / Tryby spawania | MMA, TIG | |||||
| Tensione prête du disposifil d'amorapage manuel (EN60974-3) / Manual striking system's maximum voltage (EN60974-3) / Spilzenspannung dos manieliion Startgerata (EN60974-3) / Tensión pico del dispositivo decebado manual (EN60974-3) / Пожавоюnapaximnoху мхимлам pyechoro nachwa (EN60974-3) / Piakspanning van het handmatige startsysystem (EN60974-3) / Tensión di picco del dispositivo di innesco manuale (EN60974-3) / Napièce szczynytoe urzadZenia do rozuchu recznego (EN60974-3) | 12 kV | |||||
| Courant de souage minimal / Minimum welding current / Corrente minima de solidadura / Minimale lasstroom / Corrente minima di saldatura / Minimaly prad spawania | 3 A | |||||
| Courant de sortie nominal / Rate current output / nominaler Arbeitsstom / Corrente de salida nominal / НомINALBHy baxcodon tox / Nomina de utgangsstrom / Corrente de uscita nominale I2 | 5 → 140 A | 3 → 140 A | 5 → 140 A | 5 → 230 A | 3 → 230 A | 5 → 230 A |
| Tension de sortie conventionnelle / Conventional voltage output / entsprichende Arbeitsstappung / Yocboe hoveckhne napaximna / Tensión de salda convecnional / Conventionalue utgangsspanning / Tensione di uscita convecnionale U2 | 20.2 → 25.6 V | 10.12 → 15.6 V | 10.2 → 15.6 V | 20.2 → 29.2 V | 10.12 → 19.2 V | 10.2 → 19.2 V |
| Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1. Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de工作的 40°C (10 min), Norma EN60974-1/ПВ%Пр气 40°C (10 min), Hôpma EN60974-1 / Inschakeiduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1. | 100 A | 140 A | 140 A | 160 A | 190 A | 190 A |
| 100 A | 140 A | 140 A | 130 A | 160 A | 160 A | |
| Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión maxima del gas / Maxcxmmalbne daimaninra rasa / Maximaia gasdruk / Procssiona massima del gas | 0.5 MPa (5 bar) | |||||
| Température de fonctionnement / Functioning temperature / Betriebstemperatur / Temperatura de fonctionamienio / Pâbochan Tempeytra / Gebruikstepprattur / Temperatura di funzioniamento | -10°C → +40°C | |||||
| Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Tempeytra xapaenha / Bewaartempo rauur / Temperatura di stoccaggio | -20°C → +55°C | |||||
| Degre de protection / Protection level / Schutzart / Grado de protección / CTenncs saumts / Bescharmingsklasse / Grado di protezione | IP23 | |||||
| Classe d'isolation minimale des enroulements / Minimum coil insulation class / Class minima de aslamiamento del bobinado / Minimiale isolatéklasse omwinkollingen / Classo minima di isolamento degli avolmgimenti / Miniminala klasa izolazioni obkablania | B | |||||
| Dimensions (Lxih) / Dimensions (Lxwh) / Abmessungen (Lxbt) / Dimenepb (Dlxlb) / Afmetingen (Lxkh) / Dimensioni (Lxbh) | 49 x 26 x 44 cm | |||||
| Poids / Weight / Gewicht / Bec / Peso / Gewicht / Peso | 22.4 kg | |||||
| TITANUM 400 AC/DC | ||||
| Primaire / Primair / Primair / Primair / Пор�пха / Primair / Primario | ||||
| Tension d'alimentation / Power supply voltage / Versorgungsspannung / Tension de red électrique / Hanpexene mytanhia / Voedingsspanning / Tensione di alimentazione U1 | 400 V +/- 15% | |||
| Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Chacrota cetn / Frequentie sector / Frequenza settore | 50 / 60 Hz | |||
| Nombre de phases / Number of phases / Numbre de fases / Konvectro pfaz / Aantal fases / Numero di fase | 3 | |||
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyntur / Плесьй predecessor / Zekering hoofschakelaar / Fusible disgluntore | 32 A | |||
| Courant d'alimentation effectif maximal / Maximale effective supply current / Corrente de alimentacion efectiva maxima / Maximale effective voedingsroom / Corrente di alimentazione effetiva massima / Maksmalny efektwywny pradj zaslania | 11eff | 29 A | ||
| Courant d'alimentation maximal / Maximum supply current / Corrente de alimentacion maxima / Maximale voodingsstroom / Corrente di alimentazione maxima / Maksmalny pradj zaslania | 11max | 37 A | ||
| Section du cordon secteur / Mains cable section / Seccle netsoer / Secondon del cable de alimentacion / Sezione del cavo di alimentazione / Odcinek przywodu zaslajacego | 4 x 4.0 mm3 | |||
| Puisance active maximale consummée / Maximum active power consumed / Consumo maximum de energia activa / Maximale achieve verbruktete vermogen / Potenza attiva massima consumata / Maksmalny podor mocy czynne | 17 150 W | |||
| Consommation au ralienti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zuzycie na biegu jalowym | 41.4 W | |||
| Rendement à l2max / Effciency at l2max / Eficiencia a l2max / Rendement bij l2max / Efficienza a l2max / Sprawnošć przy l2max | 84 % | |||
| Facteur de puissance à l2max / Power factor at l2max / Factor de potentia à l2max / Inschakelduur bij l2max / Ciclo di potenza à l2max / Wspólczynnik mocy przy l2max | 0.66 | |||
| Classe CEM / EMC class / Classe CEM / Klasse CEM / Klasse CEM / Klasa EMC A | ||||
| Secondaire / Secondary / Sekundär / Secundario / Brotrowka / Secondair / Secondario | MMA | TIG AC | TIG DC | |
| Tension à vide / No load voltage / Leiterlaufspannung / Tension al vacio / Hanpexene xenoctoro xóda / Nullsspanning / Tensione a vuoto (TCO) | 85 V | |||
| Nature du courant de soudage / Type of welding current / Tipo de corrente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj pradu spawania | AC / DC | |||
| Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalitya di saldatura / Tryby spawania | MMA, TIG | |||
| Tension crete du disposifit d'amorage manuel (EN60974-3) / Manual striking system's maximum voltage (EN60974-3) / Spitzenspannung des manuellen Startgerätes (EN60974-3) / Tension pico del disposito decebado manual (EN60974-3) / Плобoe happexene lexhamazma yugnofo podzajna (EN60974-3) / Piekspanning van hot handicapite starsystem (EN60974-3) / Tensione di picco del disposito del innesco manuale (EN60974-3) / Napiècle szcztylowe urzadzenia do rozruchu reçznego (EN60974-3) | 9 KV | |||
| Courant de soudage minimal / Minimum welding current / Corrente minima de soldadura / Minimale lasstroom / Corrente minima di saldatura / Minimaly pradj spawania | 5 A.5 A.3 A | |||
| Courant de sortie nominal / Rate current output / nominaler Arbeitsstroom / Corrente de salida nominal / Nominauxbem blyxodnoi tock / Nominalie uittgangsstroom / Corrente di uscita nominale | 12 | 5 → 400 A | 5 → 400 A | 3 → 400 A |
| Tension de sortie conventionnelle / Conventional voltage output / entsprichende Arbeitsspannung / Ycnohoe blyxodne hapiapexene / Tension de salida convecnional / Conventionele uittgangsspanning / Tensione di uscita convecnionale | U2 | 20.2 → 36 V | 10.2 → 26 V | 10.12 → 26 V |
| Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1. Einschaltauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de lavoro a 40°C (10 min), Norma EN60974-1/FIB% npri 40°C (10 min), Hopma EN60974-1 / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1. | 400 A | |||
| 100 % | 360 A | |||
| Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión maxima del gas / Maximamblonne daupenche rasa / Maximale gasdruk / Pressione maxima del gas | 0.5 MPa (5 bar) | |||
| Temperatures de fonctionnement / Functioning temperature / Betriebsterperaturel / Temperatura de functinamento / Pâbova tmepepatrya / Gebruktstempatuaurl / Temperatura di funzionamento | -10°C → +40°C | |||
| Temperatures de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Temepepatrya xanpenes / Bewaarttemperatuurl / Temperatura di stocagglio | -20°C → +55°C | |||
| Degre de protection / Protection level / Schutzart / Grado de proteccion / Crèmenb sauc subt / Beschemingsklasse / Grado di protezione | IP23 | |||
| Classe d'isoallation minimale des enroulements / Minimale coil insulation class / Clase minimale de aslamiamento del bobinado / Minimale isolatieklasse omwikkelingen / Classe minimale di isolamento degli avvolgimenti / Minimaltha klasa izacaji okablowania | B | |||
| Dimensions (Lxth) / Dimensions (LxWxH) / Abmessungen (Lxth) / Diminiones (Lxth) / Pâmbere (DlxLxB) / Almetingen (Lxth) / Diminioni (Lxth) | 71 x 27 x 48 cm | |||
| Poids / Weight / Gewicht / Bec / Peso / Gewicht / Peso | 39.7 Kg | |||
1 cidi di lavoro sono realizzato alla norma EN60974-1 a 40^ su un cido di 10 min. Duruale l'usc intensivo (> a cido di lavoro) la protezione spece attuava, in thiso caso, Icaro se spagne e la spi a sI illuminata. Lascione il dispositivo collegato per permiettere i raffreddamento fin all'annulamento della protezione. La fonte o corrente di saldatura presenta una coratistica di usciti spovente. In alcuni Passi, UO viene chimaria TCO.
Filiale / Filiale
Vega - Parco Scientifico Tecnologico di Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
ITALIA
www.gys-welding.com +39 041 53 21 565 italia@gys.fr
GYS China
Filiale/子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn +86 6221 4461 contact@gys-china.com.cn
Questo manuale dell'interfaccia (IHM) fa parte della documentazione completa. Un manuale generale è fornito con il prodotto. Leggere e rispetto le istruzioni del manuale generale, in particolare le istruzioni di sicurezza!
Utilizzo e sfruttamente solamente con i seguenti prodotti
TITANIUM

Versione del software
Questo manuale descrive le versioni dei seguenti software: 1.86
La versione software dell'interfaccia viene visualizzata nel menu generale: Sistema / Informazione / MMI
Comando del generatore
Il display principale contiene tutte le informazioni necessarie per il procedimento di saldatura prima, durante e dopo la saldatura (l'interfaccia può leggermente evolverre in funzione del procedimento selezionato).
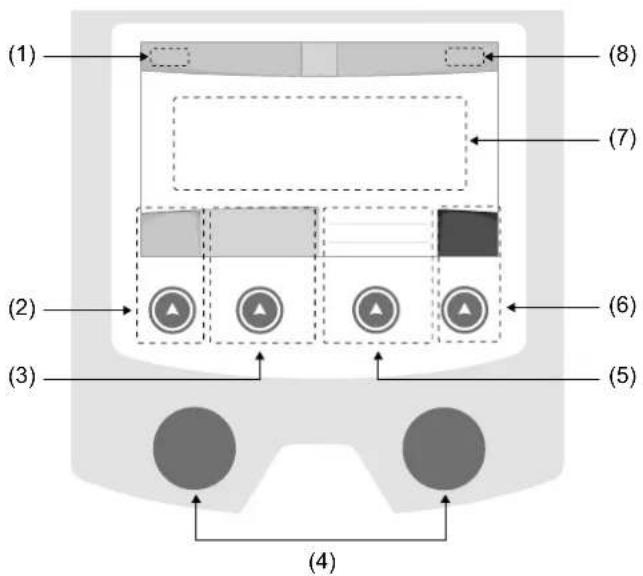
(1) Nome utilizzatore / tracciabilità
(2) Pulsante n°1: Menu generale o Ritorna al menu precedente
(3) Pulsante n^2 : Parametri del processo in corso
(4) Manopole di navigazione
(5) Pulsante n°3 : Regolazioni
(6) Pulsante n^4 : Jobo Validazione
(7) Regolazioni in corso
(8) Misura di Corrente e Energia
Menu generale
Lo schermo del Menu generaleiene visualizzato al primo avviamento del prodotto.
La navigazione tra i diversi blocchi viene effettuata grazie alle manopole e ai pulsanti
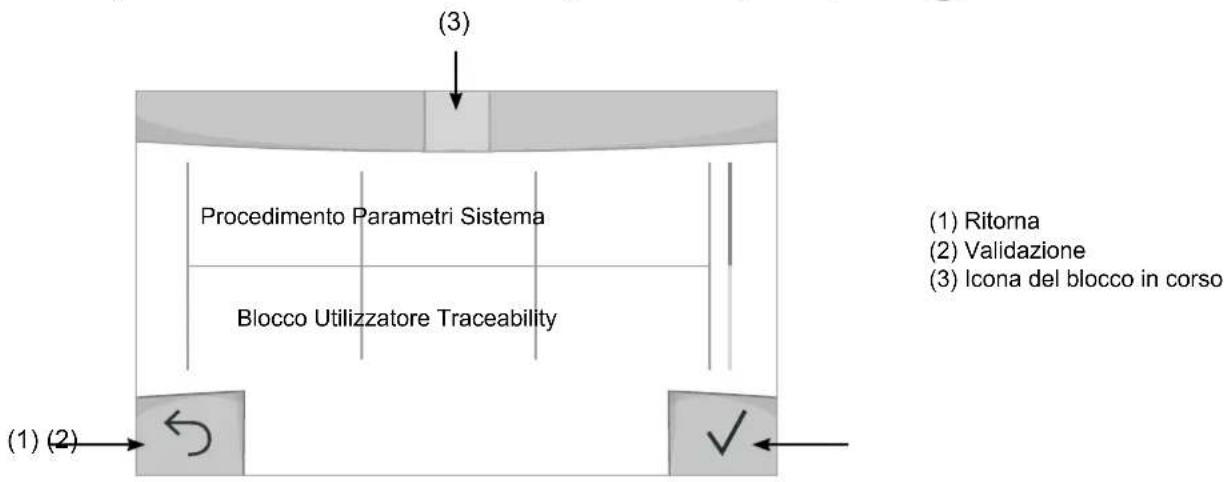
Procedimento
L'accesso a certi processi di saldatura dipende dal prodotto:
TIG (GTAW)
Saldatura ad arco con elettro non fusibile, in atmosfera protetta
MMA(SMAW)
Saldatura ad arco con elettro rivestito
Parametri (utilizzatore)
Visualizzazione
- Facile : display e funzionalità ridotte (non c'é l'acceso al ciclo di saldatura).
- Expert : display completo, consente di regolare la durata e i tempi delle diverse fasi del ciclo di saldatura.
- Avanzato : display integrale, permette di regolare la totalità dei parametri del ciclo di saldatura.
Lingua
Scelta della lingua dell'interfaccia (Francesse, Inglese, Tedesco, ecc...)
Luminosità
Regola la luminosità dello schermo dell'interfaccia (regolazione da 1 (aspetto scuro) a 10 (luminosità molto forte)).
Codice utente
Personalizzazione del codice di accesso dell'utilizzatore per bloccare la sessione (Predefinito 0000).
Tolleranza I (corrente)
Tolleranza della regolazione della corrente:
OFF: regolazione libera, la regolazione della corrente non viene limitata.
± 0A : nessuna tolleranza, bloccaggio della corrente.
± 1A > ± 50A : intervallo di regolazione nel quale l'utilizzatore cui far variate la corrente.
Sistema
Nome del dispositivo
Informazione relativa al nome dell'apparecchio e possibilità di personalizzarlo premendo / nell'interfaccia.
Orologio
Regolazione dell'ora, data e fornato (AM / PM).
Unità di raffreddamento
- OFF: l'unità di raffreddamento è disattivata.
- ON : l'unità di reffreddamento è attiva in modo permanente.
- AUTO : gestione automatica (attivazione alla saldatura e disattivazione dell'unità di raffreddamento 10 minuti nella fine della saldatura)
SCARICO funzione dedicata allo spurgo dell'unità fredda o al riempimento dei fasciocavi, quando le protezioni vengono inibite. (vedere il manuale dell'unità di raffreddamento per purgare in sicurezza il vostro prodotto).
Validation
La validazione di un dispositivo di saldatura è un'azione di verifica delle prestazioni del prodotto in relazione alle sue regolazioni. La valigetta di calibrazione CALIWELD (opzione, rif. 060456)iene utilizzato per emettere una dichiarazione di validazione e controllare i valori di saldatura.
Premere il pulsante n. 3 (per indicare l'ultima data di validazione del prodotto.
E inoltre possibl e indicare il periodo di validità in mesi. Alla scadenza della data di convalida successiva, sullo schermo appeare un messaggio che invita a riconvalidare il prodotto.
Informazione
Dati della configurazione dei componenti sistema del prodotto:
- Modello
-Numero di série - Nome dell'apparecchio
- Versione del software

Premendo il pulsante n. 3 : Esportazione della configurazione macchina alla chiavetta USB (non fornita)
Produittivita
Dati di utilizzo del prodotto :
- Tempo di accensione
- Tempo di saldatura
-ecc
Reset
Reinizializzare i parametri del prodotto :
- Parziale: valore predefinito del processo di saldatura in corso.
- Totale : tutti i dati di configurazione dell'apparecchio saranno ripristinati sulle rgolazioni della fabbrica.
Blocco
Possibilità di bloccare l'interfacchia del prodotto al fine di renderere sicuro il lavoro in corso e di evitare delle modifiche involontarie o accidentali. La finestra delle regolazioni in corso resta modificabile con le tolleranzi selezionate nel menu Parametri (vedere pagina precedente). Tutte le altre funzioni sono inaccessibili.
Per sbloccare l'interfaccia, premere sul pulsante n^1 e inserire il vostro codice utilizzatore a 4 cife (Predefinito 0000).
Utilizzatore
La modalità usizzatore permette di condidere il prodotto con più utilizzatori. Al primo avvio, la macchina è in modalità Admin. L'amministratore può creare degli utilizzatori. Ogni usizzatore ha la sua propria configurazione (modalità, regolazione, procedimento, JOB...) equesta non è modificabile da nessun altro usizzatore. Ogni usizzatore ha bisogno di un codice personale a 4 cître al fine di potersi connettere sul genereatore.
- L'amministratore ha accesso a tutto il menu generale.
L'utilizzatore ha accesso a un interfaccia amplificato. Non ha diritto di sopressione (Tracciabilità, Jobs, Profili utilizzatore, ecc...)
Interfaccia di configurazione degli utilizzatori (riservato all'amministratore).
La parte sinistra del display elenca gli utilizzatori. L'amministratore ha la possibilità di ordinare gli utilizatori per nome o per data premendo brevamente sul secondo pulsante n°2. Premendo a lungo su quello pulsante si può eliminare gli utilizzatori attivi (l'account Admin non può essere eliminato).
La parte destra dello schermo permette di Vedere il dettaglio di tutti gli utilizzatori precedenetamente creati con le seguenti informazioni: Avatar, Nome, N^ di squadra e Tolleranza (%) .
Creazione di un profilo utilizzatoire
Premere a lungo sul piulsante n°3 per creare un utilizzatore.
- User : Personalizzare il nome dell'utilizzatore premendo il pulsante n°3.
- Avatar : Scelta del colore dell'avatar utilizzatore
- Squadra: Attribuzione del numero di squadra (10 max)
Codice utente : codice di accesso personale (Codice predefinito : 0000) - Toleranza della regolazione della corrente I:
OFF: regolazione libera, la regolazione della corrente non viene limitata.
± 0.0A : nessuna tolleranza, bloccaggio della corrente (non raccomandato).
± 0.A > ± 50A : intervallo di regolazione nel quale l'utilizzatore puo far variare la corrente.
Per l'utilizzatore «Admin», la modifica del nome e dell'avatar admin non è possibile.
Modifica di un profilo utilizzatore
Selectionare nella parte sinistra dello schermo e premere sul pulsnate n^4
Scelta degli utilizzatori
Se un utilizzato (o più) viene创建工作, la finestra utilizzatore della macchina.
Selezionare l'utilizzatore da voi scelto e premere su per validare. Un codice di blocco viene domandato.
La funzione «Spagnere» permette di bloccare la macchina sulla scelta degli utilizzatori, nessun altro parametro è accessible. Questo display è identico quando la macchina è accesa (commutatore OFF -> ON).
Visualizzazione dell'utilizzatore
In alto a sinistra dello schermo, l'avatar e il nome dell'utilizzare attivi vengono nostrati.
Codice di sblocco
Ogni profilo utilizzatore è protteto da un codice personale a 4 cifre. Nell'assenza di una personalizzazione, il codice predefinito è 0000. Dopo 3 inserimenti errati del myistro codice personale, l'interfacciaiene bloccato e domanda un codice di sblocco. Questo codice, composto da 6 cifre e non modificabile è: 314159.
Traceability (Tracciabilità)
Qusto interfaccia di gestione della saldatura permette di tracciere/Registrarare tutte le tappe dell'operazione di saldatura, cordolo per cordolo, durante una fabbricazione industriale. Quito approccio qualitativo garantisce la qualità della saldatura post-production consentendo I'analisi, la valutazione, la reportistica e la documentazione dei parametri di saldatura registrati. Qsta funzionalita permette I'acquisitione precise a rapida ma ancche la salvaguardia dei dati domandati secondo la norma EN ISO 3834. Il recupero di quosti dati è possibile esportandoli su una chiavetta USB.
1-Avvio-Sviluppo della tracciabilità
- Personalizzare il nome del cantiere premendo il pulsante n^3
- Intervallo di campionamento:
- Hold: No salvataggio dei valori della Corrente/Tensione (media sul cordone) durante la saldatura.
- 250 ms, 500 ms, ecc....: Salvataggio dei valori Corrente/Tensione (media sul cordone) con tutti gli «X» milliseconds o secondi durante la saldatura.
- Opzioni - OFF: tracciabilità semplice
- Opzioni - ON: tracciabilità completa Parte (ON/OFF)
Sensore di saldatura (ON/OFF)
Temperatura (ON/OFF) : Temperatura del pezzo da saldare all'inizio del cordone.
Lunghezza (ON/OFF): Lunghezza del cordone (le unità di misura vengono sovrare in funzione della scelta definita dai Parametri/ Unità di misura).
Variabile/i: permette di regolare le informazioni complementari personalizzate (peso, annotazioni, ecc...)
Premere per lanciare la tracciabilita.
Visualizzazione della tracciabilità
In alto a sinistra del display, il nome el cantiere e il n° del cordone vengono visualizzati (il n° del cordone viene incrementato in maniera automatica e non è modificabile)
Identificazione - Opzioni ON
All fine di ogni cordone, una finestra d'identificazione viene mostrata: N° di Passaggio, N° di Saldatura, Temperatura del pezzo e/o la Lunghezza del cordone.
Validazione
La validazione si può effettuire sull'IHM o premendo sul pulsante torcia.
Stop - Arrestare la tracciabilità
Per arrestare la tracciabilità durante una tappa di saldatura, l'utilizzatore deve ritornare nel menu Tracciabilità e selezionare «Stop».
Esportare
Il recupero di queste informazioni si per l'esportazione dei dati sulla chiavetta USB.
I dati .CSV sono esportabili grazie a un software con foglio di calcolo (Microsoft Excel®, Calc OpenOffice®, ecc.).
Il nome della cartella è associato al nome della macchina e al suo numero di seri.
2- Start - Gestione della tracciabilità
La parte sinistra del display elenca i cantieri precedentamente creati.
L'utilizzatore ha la possibilità di ordinare questi cantieri per nome o per data premendo brevamente il pulsanten°2.
Premere a lungo su quello pulsante consente di eliminare il cantiere attivo o tutti i cantieri.
La parte destra dello schermo permette di vedere il dettaglio di tutti i cantieri precedenetamente creati con le seguenti informazioni: frequenza di campionamento, numero di cavi registrati, tempo di saldatura totale, energia di saldatura fornita, configurazione di ciascun cordone (processo, timestamp, tempo di saldatura e U-1 di saldatura).

Creazione di una tracciabilità
(vedere paragrafo precedente)
Rec
Lanciare la tracciabilità del cantiere attivo
Trasportabilità
Import Config.
Caricamento della configurazione macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Config) alla macchina. Premere a lungo permette di eleminare le configurazioni alla chiavetta USB.
Export Config.
Esportazione della configurazione macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Config).
Import Job
Importazione dei Job a seconda dei procedimenti fatto il repertorio Disco mobile\Portability alla chiavetta USB alla macchina.
Export Job
Esportazione dei Job macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Job)
Attenzione, i Job vecchi della chiavetta USB rischiano di essere eliminati.
Per evitare la perdita di dati durante l'importazione o l'esportazione di dati, non rimuoverve la chiavetta USB e non spegnere la macchina. Il nome della cartella è associato al nome della macchina e al suo numero di seriie.
Calibratura
Calib. Cavi
Funzione ugualmente dedicata alla calibratura degli accessori di saldatura come la torcia, cavo + porta-elettro e cavo + pinza di massa. Lo scopo della calibratura è di compensare le variazioni di lunghezza degli accessori al fine di regolare la misura di tensione visualizzata e per perfezionare il calcolo dell'energia. Una volta avviata la procedura, viene spiegata con un'animazione sullo schermo.
Importante : La calibratura cavo è da rifare agli volta che si cambia la torcia, fasciocavi o cavo di massa per assicurarsi una saldatura ottimale.
Memorizzazione e richiamo dei job
Accessibilità grazie all'icona «JOB» dello schermo principale.
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva.
Oltre ai parametri in corso, è possibile salvare e richiamare le configurazioni chiamate «JOB»
I JOBS sono 500 per il procedimento TIG, 200 per il procedimento MMA. La memorizzazione è basata sui parametri del procedimento in corso, le regolazioni in corso e il profilo dell'utilizzatore.
Job
Questa modalità JOB permette la creazione, il salvataggio, il richiamo e la cancellazione dei JOB.
Quick Load - Richiamo dei JOB al pulsante al momento della saluteatura.
Il Quick Load è una modalità di richiamo di JOB (20 max) al momento della saldatura e possibile nel processo TIG.
A partire da una lista costituita da JOB precedentamente creati, i richiami di JOB si fannoattraverso brevi pressioni sul pulsante. Tutte le modalità del pulsante e le modalità di saldatura sono supportati.
MultiJob - Richiamo dei JOB al pulsante al momento della saldatura.
Da un elenco MultiJOB costituito da JOB creati in precedenza, esta modalità concatenata consente di saldare sono a 20 JOB alla interruzioni.
All'attivazione della modalità, il JOB N°1 della lista è caricata e visualizzata. La modalità pulsante è forzata in 4T.
Durante la saldatura, esta modalità permette di concatenare i JOB della lista caricataattraverso brevi pressioni sui pulsanti della torcia.
La saldatura si arresta atraverso una pressione lunga dei pulsanti della torcia e una volta terminato il JOB N°1 è caricato per una futura sequenza di saldatura.
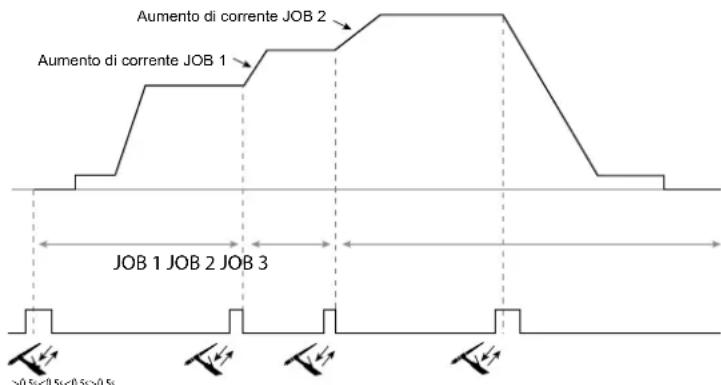
All'attivazione della modalità, il JOB N°1 della lista è caricata e visualizzata.
La chiamata del JOB della sequenza è in loop: quando viene raggiunto l'ultimo LAVORO della lista, il seguente sareà JOB N° 1.
La saldatura è attenuataattraverso una lunga pressione sui pulsanti della torcia.
C5
Da una lista C5 di 5 JOB precedentamente creata, esta simplice modalità di automazione alla connessione Remote Control consente di richiamare
JOB tramite un PLC (vedere lanota sul site Web - https://planet.gys.fr/pdf/spdoc/it/CONNECT_5.pdf).
Codici erre
La seguente tabella presenta una lista non esaustiva del messaggi e codici di erre che possono apparire.
Effettuare queste verifiche e controli prima di ricorrere all'aiuto di un tecnico specializzato GYS autorizzato.

Se l'utilizzatore deve apree il suo prodotto, è obblatorio staccare l'alimentazione scollegando la presa di corrente elettrica e aspettare 2 minuti per sicurezza.
| Codici erre | Messaggi Solutazioni | |
| 001 | DIFETTO SOVRATENSIONE Verificare l'installazione elettrica | Fai controllare il suo impianto elettrico da una persona autorizzata. |
| 002 | DIFETTO SOTTO-TENSIONE Verificare l'installazione elettrica | |
| 006 | Difetto unità di raffreddamento Unità di raffreddamento non rilevata | L'unità di raffreddamento non viene più rilevata. Verificare la connessione tra il genereatore e l'unità di raffreddamento. |
| 007 | Difetto di flusso Circuito di raffreddamento tappato. | Verificare la continuità della circolazione del liquido di raffreddamento della torcia. |
| Controllare il fusibile dell'unità di raffreddamento. | ||
| 008 | Difetto livello d'accua Verificare il livello d'accua | Riempire il serbatoio dell'unità di raffreddamento al massimo (liquido di raffreddamento consigliato: rif. 062511) |
| 009 | UNITÀ DI RAFFREDDAMENTO Protezione termica | Aspettare alcuni minuto per il raffreddamento dell'unità di raffreddamento. Fare attenzione a non superare il ciclo di lavoro raccomandato per la corrente di saldatura utilizzata.Assicurarsi che le entrare e le uscite d'aria non siano ostruite. |
| 010 | GENERATORE Protezione termica | Aspettare alcuni minuto per il raffreddamento del genereatore.Fare attenzione a non superare il ciclo di lavoro raccomandato per la corrente di saldatura utilizzata.Assicurarsi che le entrare e le uscite d'aria non siano ostruite.Installare il filtrlo antipolvere (rif. 046580). Attenzione, il filtrlo antipolverereduce il ciclo di lavoro. |
| 011 | Ventilatore Difetto ventilatore | Togliere l'alimentazione staccando la presa elettrica e verificare che la ventola non sia bloccata. |
| 024 | Sovraccarica USB Scollegare la vostra USB | Cambiare la chiavetta USB. |
| - | Un'erroro di sistemas interno è stato prodotto.Riavviare il prodotto | Attenderere e poi riaccendere il prodotto.Se il problema persistsiste,fare l'aggiornamneto (attraverso Planet GYS) |
| - | Errore al momento della calibratura motore | Rifare una calibratura della velocità del trainafilo (Menu «Calibratura») |
| - | Errore al momento della calibratura | Rifare una calibratura dei cavi di saldatura (Menu «Calibratura») |
| - Memoria della macchina piena Eliminare dei Job per liberare lo spazio di stoccaggio interno. | ||
| - | Scheda %s non supportate Err %d Continuire lo stesso? | I dati della chiavetta USB sono danneggiati. Verificare i vostri dati |
| - Impossibile scrivere sulla chiavetta USB | Liberare spazio nella chiavetta USBSe il problema persistsiste, cancellare chiavetta USB. | |
| - | Numero di tentativi superati.Codice di sblocco richiesto | Scegliere il codice di sblocco: 314159 |
| - Codice utilizzato sbagliato | Il codice personale è sbagliato, inseire il codice corretto.In automatico, il codice è 0000. | |
Se un codice erre non epertoriato appare o nnel caso in cui il problema persista, contattate il vostro distributore.
lcone di alerta (Warning)
Le ione di allerta in alto a destra dello schermo vi danno delleindicazioni sul vosto prodotto.
| Icona di allerta | Significato |
| DEMO | Modalità Dimostrazione. La saldatura è inattiva. Verificare la vostra installmente elettrica (tensione di rete). |
| Circuito di raffreddamento ostruito. Verificare la continutà della circolazione del liquido di raffreddamento della torcia. | |
| Pila di interfaccia a fine vita. Cambiare la pila (CR2032) e aggiornare la data e l'ora nel prodotto (Sistema/Orologic). | |
| Il ventilatore non gira a velocità adeguata. Verificare lo stato della ventola. |





