Titanium 230 ACDC FV - Poste à souder GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Titanium 230 ACDC FV GYS au format PDF.

| Type de produit | Poste à souder TIG AC/DC et MMA |
| Marque | GYS |
| Modèle | Titanium 230 ACDC FV |
| Alimentation électrique | Monophasé 110-240 V, 50-60 Hz (Flexible Voltage) |
| Courant de soudage TIG DC | 5 - 230 A |
| Courant de soudage TIG AC | 10 - 230 A |
| Courant de soudage MMA | 10 - 230 A |
| Modes de soudage TIG | Standard, Pulsé, FastPulse, Spot, Tack, Multi-Spot, Multi-Tack, Synergique, Wizard, AC Mix, E-TIG |
| Modes de soudage MMA | Standard, Pulsé, AC |
| Type d'amorçage | Lift, HF, Touch HF |
| Fonction VRD (Réducteur de tension) | Oui, activable en interne |
| Interface utilisateur | IHM écran couleur avec molettes et boutons poussoirs |
| Connectivité | USB, connecteur commande à distance, connecteur groupe froid |
| Protection thermique | Oui, avec détection automatique |
| Indice de protection | IP23 |
| Normes | CEI 61000-3-11, CEI 61000-3-12 |
| Compatibilité groupe électrogène | Oui (sous conditions de tension et fréquence) |
| Refroidissement | Ventilation intelligente, option groupe froid externe (KOOLWELD 1) |
| Garantie | 2 ans pièces et main-d'œuvre |
| Entretien | Dépoussiérage régulier à la soufflette, vérification des connexions, entretien annuel par personnel qualifié |
| Pièces détachées disponibles | Électrodes, torches, buses, filtre à poussière (réf. 046580), groupe froid (réf. 070820) |
FOIRE AUX QUESTIONS - Titanium 230 ACDC FV GYS
Questions des utilisateurs sur Titanium 230 ACDC FV GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Titanium 230 ACDC FV - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Titanium 230 ACDC FV de la marque GYS.
MODE D'EMPLOI Titanium 230 ACDC FV GYS
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel du à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. En cas de problème ou d'incertitude, veuillez consulter une personne qualifiée pour manier correctement l'installation.
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives. Il en est de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l'air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude
Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
Protection individuelle et des AUTRES
Le soudage à l'arc peut être dangereux et cause des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l'arc, de champs électromagnétiques (ATTENTION au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :

Afin de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolement électrique et thermique.

Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protégez les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l'arc, des projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de ne pas fixer les rayons de l'arc ni les pièces en fusion et de porter les vêtements adéquats pour se protéger.

Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections du carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.

Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’interventions d’entretien sur la torche ou le porte-électrode, il faut s’assurer que celui-ci soit suffisamment froid en attendant au moins 10 minutes avant toute intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau afin d’être sûr que le liquide ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter afin de protéger les personnes et les biens.
Fumées de soudage et gaz

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante ; un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôlant par rapport aux normes de sécurité.
Attention, le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs, le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure, voire du beryllium, peut être particulièrement nocif. Dégraisser également les pièces avant de les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUE de FEU et d'explosion

Protégez entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 mètres. Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d'étincelles car même à travers des fissures, elles peuvent être source d'incendie ou d'explosion. Éloigner les personnes, les objets inflammables et les containers sous pression à une distance de sécurité suffisante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz...).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inflammables.
Bouteilles de gaz

Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l'espace de soudage (bien ventiler). Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. ATTENTION aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une flamme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou d'incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l'ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s'assurer que le gaz utilisé est approprié au procédé de soudage.
Sécurité électrique

Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau signalétique.
Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (torches, pinces, câbles, électrodes) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. Afin que l'ensemble des condensateurs soit déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veiller à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualifiées et habituées. Dimensionner la section des câbles en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, quel que soit le milieu de travail.

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau public d'alimentation BASSE tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité électromagnétique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Sous réserve que l'impédance de réseau public d'alimentation à tension au point de couplage commun soit inférieure à Zmax = 0.173 Ohms, ce matériel est conforme à la CEI 61000-3-11 et peut être connecté aux réseaux publics d'alimentation à tension. Il est de la responsabilité de l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution si nécessaire, que l'impédance de réseau est conforme aux restrictions d'impédance.
Ce matériel est conforme à la CEI 61000-3-11.
TITANIUM 230 ac/dc FV:
Ce matériel est conforme à la CEI 61000-3-12.
Ce matériel n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des réseaux basse tension privés connectés au réseau public d'alimentation seulement au niveau moyen et haute tension. S'il est connecté à un réseau public d'alimentation basse tension, il est de la responsabilité de l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant l'opérateur du réseau de distribution, que le matériel peut être connecté.
Emissions electro-magnetiques

Le courant électrique passant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes afin de minimiser l'exposition aux champs électromagnétiques provenant du circuit de soudage:
- positionner les câbles de soudage ensemble - les fixer avec une attache, si possible;
- Se positionner (torse et tête) aussi loin que possible du circuit de soudage;
- ne jamais enrouler les câbles de soudage autour du corps; ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
- raccorder le câble de return à la pièce mise en œuvre aussi proche que possible à la zone à souder; ne pas travailler à côté de la source de courant de soudage, ne pas s'asseoir dessus ou ne pas s'y adosser;
- ne pas souder lors du transport de la source de courant de soudage ou le déplacer.

Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d'utiliser ce matériel.
L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore.
Généralités
L'utilisateur est responsable de l'installation et de l'utilisation du matériel de soudage à l'arc suivant les instructions du fabricant. Si des perturbations électromagnétiques sont détectées, il doit être de la responsabilité de l'utilisateur du matériel de soudage à l'arc de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la pièce entière avec montage de filtres d'entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu'à ce qu'elles ne soient plus gênantes.
Évaluation de la zone de soudage
Avant d'installer un matériel de soudage à l'arc, l'utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage à l'arc d'autres câbles d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision ; c) des ordinateurs et autres matériels de commande ; d) du matériel critique de sécurité, par exemple, protection de matériel industriel ; e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d'appareils contre la surdité ; f) du matériel utilisé pour l'étalonnage ou la mesure ; g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour où le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s'y déroulent. La zone environnante peut s'étendre au-delà des limites des installations.
Évaluation de l'installation de soudage
Outre l'évaluation de la zone, l'évaluation des installations de soudage à l'arc peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprenne des mesures in situ comme cela est spécifique à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
Recommandations sur les methodes de reduction des emissions electromagnetiques
a. Réseau public d'alimentation: Il convient de raccorder le matériel de soudage à l'arc au réseau public d'alimentation selon les recommandations du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le filtrage du réseau public d'alimentation. Il convient d'envisager de blinder le câble d'alimentation dans un conduit métallique ou équivalent d'un matériel de soudage à l'arc installé à demeure. Il convient d'assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l'arc : Il convient que le matériel de soudage à l'arc soit soumis à l'entretien de routine suivant les recommendations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant. Il convient, en particulier, que l'éclateur d'arc des dispositifs d'amorçage et de stabilisation d'arc soit réglé et entretenu suivant les recommandations du fabricant.
c. Cables de soudage : Il convient que les cables soient aussi courts que possible, placés l'un près de l'autre à proximité du sol ou sur le sol. d. Liaison Equipotentielle : Il convient d'envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
relier la pièce à souder accroissant le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blinding : La protection et le blindage sélectionnent d'autres câbles et matières dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
Transport et transit de la SOURCE de courant de soudage

La source de courant de soudage est équipée d'une poignée supérieure permettant le portage à la main. ATTENTION à ne pas sous-estimer son poids. La poignée n'est pas considérée comme un moyen d'élingage.
Ne pas utiliser les câbles ou torche pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d'objets.
Ne jamais soulever une bouteille de gaz et la source de courant de soudage en même temps. Leurs normes de transport sont distinctes.
Installation du matériel
- Mettre la source de courant de soudage sur un sol dont l'inclinaison maximum est de
- Prévoir une zone suffisante pour aérer la source de courant de soudage et accéder aux commandes.
- Ne pas utiliser dans un environnement responsable des poussières métalliques conductrices. La source de courant de soudage doit être à l'abri de la pluie battante et ne pas être exposée aux rayons du soleil.
- Le matériel est de degré de protection IP23, signifie :
- une protection contre l'accès aux parties dangereuses des corps solides de diamètre >12.5 mm et,
- une protection contre la pluie dirigée à par rapport à la verticale
Ce matériel peut donc être utilisé à l'extérieur en accord avec l'indice de protection IP23.
Les câbles d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
Entretien / conseils


L'entretien ne doit être effectué que par une personne qualifiée. Un entretien annuel est conseillé. - Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. À l'intérieur, les tensions et intensités sont élevées et dangereuses.
- Régulièrement, enlever le capot et dépoussiérer à la soufflette. En profiter pour faire vérifier la tenue des connexions électriques avec un outil isolé par un personnel qualifié.
- Contrôler régulièrement l'état du cordon d'alimentation. Si le câble d'alimentation est endommagé, il doit être remplacé par le fabricant, son service après-vente ou une personne de qualification similaire, afin d'éviter tout danger. Laisser les ouïes de la source de courant de soudage libres pour l'entrée et la sortie d'air.
- Ne pas utiliser cette source de courant de soudage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des moteurs.
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l'installation. Pendant l'installation, s'assurer que le générateur est déconnecté du réseau. Les connexions en série ou en parallèle de générateurs sont interdites. Il est recommandé d'utiliser les câbles de soudage fournis avec l'appareil afin d'obtenir les réglages optimaux du produit.
Description
Ce matériel est une source de puissance pour le soudage à l'électrode réfractaire (TIG) en courant continu (TIG DC) ou en courant alternatif (TIG AC) et le soudage à électrode enrobée (MMA).
Description du matériau (i)
1- Interface Homme Machine (IHM) 7- Douille de polarité positive 8- Commutateur ON / OFF 3- Connecteur gaz de la torche 9- Cable d'alimentation 4- Connecteur bouton de la torche 10- Connecteur USB 5- Douille de polarité négative 11- Connecteur analogue 6- Raccord gaz bouteille
Trappe pour connecteur kit NUM TIG-1 (option ref. 037960) Trappe pour connecteur kit NUM-1 (option ref. 063938) = 230 AC/DC seulement
12- Connecteur devidoir ou IHM déportée = 400 AC/DC seulement 13- Connecteur d'alimentation et pilotage du groupe de refroidissement
Veuillez lire la notice d'utilisation de l'interface (IHM) qui fait partie de la documentation complète du matériel.
TITANIUM 230 ac/dc FV:
Ce matériel est livré avec une prise monophasée 3 pôles (P+N+PE) 230V 16A de type CEE17. Il est équipé d'un système «Flexible Voltage» et s'alimente sur une installation électrique avec terre comprise entre 110 V et 240 V (50 - 60 Hz).
Ce matériel est livré avec prise 32 A de type EN 60309-1 et ne doit être utilisé que sur une installation électrique triphasée 400V (50-60 Hz) à quatre fils avec un neutre relié à la terre.
Le courant effectif absorbé (11eff) est indiqué sur le matériel, pour les conditions d'utilisation maximales. Vérifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux conditions maximales.
- La source de courant de soudage se met en protection si la tension d'alimentation est inférieure ou supérieure à 15% de ou des tensions spécifiées (un code défaut apparaîtra sur l'affichage de l'écran).
- La mise en marche se fait par rotation du commutateur marche/arrêt (I-8) sur la position I, inversement l'arrêt se fait par une rotation sur la position 0. ATTENTION! Ne jamais couper l'alimentation lorsque le poste est en charge.
- Comportement des ventilateurs : ce matériel est équipés d'une gestion intelligente de la ventilation dans le but de minimiser le bruit du poste. Les ventilateurs adaptent leur vitesse à l'utilisation et à la température ambiantes. En mode MMA, le ventilateur fonctionne en permanence. En mode TIG, le ventilateur fonctionne uniquement en phase de soudage, puis s'arrête après refroidissement.
- Avertissement : Une augmentation de la longueur de la torche ou des câbles de return au-delà de la longueur maximale prescrite par le fabricant augmentera le risque de choc électrique. Le dispositif d'amorçage et de stabilisation de l'arc est conçu pour un fonctionnement manuel et à guidage mécanique.
Branchement sur GROUPE électrogène
Ce matériel peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences suivantes :
- La tension doit être alternative, régée comme spécifiée et de tension crête inférieure à 700 V pour le TITANIUM 400 AC/DC et 400 V pour le TITANIUM 230 AC/DC FV. -La fréquence doit être comprise entre 50 et 60Hz Il est impératif de vérifier ces conditions, car de nombreux groupes électrogènes produit des pics de haute tension pouvant endommager le ma-tériel.
Utilisation de rallonge électrique
Toutes les rallonges doivent avoir une longueur et une section appropriées à la tension du matériel. Utiliser une rallonge conforme aux réglementations nationales.
| Tension d'entrée | Longueur - Section de la ballonne | ||
| < 45m > 45m | |||
| TITANIUM 400 AC/DC 400 V | 6 mm² | ||
| TITANIUM 230 AC/DV FV | 110 V 2.5 mm² 4 mm² | ||
| 230 V 2.5 mm² | |||
Raccordement gaz
Ce matériel est équipé de deux raccords. Un raccord bouteille pour l'entrée du gaz dans le poste, et un connecteur gaz torche pour la sortie du gaz en bout de torche. Nous vous recommandons d'utiliser les adaptateurs livrés d'origine avec votre poste afin d'avoir un raccordement optimal.
Activation de la fonction VRD (voltage reduction DEVICE)
Le dispositif réducteur de tension (ou VRD) est disponible seulement sur le TITANIUM 230 AC/DC.
Ce dispositif permet de protéger le souder. Le courant de soudage est délivré seulement quand l'électrode est en contact avec la pièce (résistance faible). Dès que l'électrode est retirée, la fonction VRD abaisse la tension à une valeur très faible.
Par défaut, le dispositif réducteur de tension est désactivé. Afin de l'activer, l'utilisateur doit ouvrir le produit et suivre la procédure suivante :
- DECONNECTER LE PRODUIT DE L'ALIMENTATION ELECTRIQUE et attendre 5 minutes par sécurité.
- Retirer le flanc du générateur (voir page 89).
- Repérer la carte de contrôle et l'interrupteur VRD (voir page 89).
- Basculer l'interrupteur sur la position ON.
- La fonction VRD est activée.
- Revisser le flanc du générateur.
- Sur l'interface (IHM), le picto VRD est allumé.
COMBINAISONS CONSEILLLEES
| (mm) | Courant (A) Ø Electrode (mm) Ø Buse (mm) Débit | Argon (L/min) | ||
| TIGDC | 0.3 - 3 3 - 75 1 | 6.5 6 - 7 | ||
| 2.4 - 6 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 100 - 200 | 2 9.5 7 - 8 | |||
| 6.8 - 8.8 | 170 - 250 | 2.4 | 11 | |
| 9 - 12 | 225 - 300 3.2 12.5 | 9 - 10 | ||
| TIGAC | 0.5 - 1 .5 5 - 50 1 | 6.5 6 - 7 | ||
| 1.5 - 2 | 50 - 80 | 1.6 | 8 | |
| 2 - 3 | 80 - 110 | 2 9.5 7 - 8 | ||
| 3 - 4 | 110 - 150 | 2.4 | 11 | |
| 4 - 5 150 - 180 | 3.2 12.5 10 - 12 | |||
| 5 - 6 180 - 240 | 4 | 16 12 | - 16 | |
| 6 - 10 | 240 - 400 4.8 19 | 15 - 18 |
Branchements et conseils
- Le soudage TIG requiert une protection gazeuse (Argon).
- Brancher la pince de masse dans le connecteur de raccordement positif (+). Brancher le câble de puissance de la torche dans le connecteur de raccordement négatif (-) ainsi que les connectiques de bouton(s) de la torche et de gaz. S’assurer que la torche est bien équipée et que les consommables (pince-étai, support collet, diffuseur et buse) ne sont pas usés. Le choix de l’électrode est en fonction du courant du procédé TIG.
Affutage de l'électrode
Pour un fonctionnement optimal, il est conseillé d'utiliser une électrode affûtée de la manière suivante :
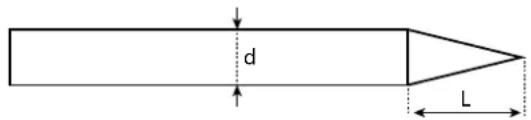
L = 3 × d pour un courant faible. L = d pour un courant fort.
PARAMÈTRES DU PROCESSÉ
| Procedés de soudage | ||||||
| Paramètres | Réglages | Synergique | DC | AC | Wizard | |
| - | Standard | - | ✓ | ✓ | - | Courant lisse |
| Pulsé | - | ✓ | ✓ | - | Courant pulsé | |
| FastPulse | ✓ | - | - | Courant pulsé inaudible | ||
| Spot | - | ✓ | ✓ | - | Pointage lisse | |
| Tack | - | ✓ | - | - | Pointage pulsé | |
| Multi-Spot | ✓ | ✓ | - | Pointage lisse répété | ||
| Multi-Tack | ✓ | - | - | Pointage pulsé répété | ||
| AC Mix | - | ✓ | Courant mixant AC et DC | |||
| Type de matériaux | Fe, Al, etc. | ✓ | - | - | - | Choix de la matière à souder |
| Diamètre de l'élec-trode tungstène | 1 - 4 mm | ✓ | ✓ | ✓ | ✓ | Choix du diamètre de l'électrode. Permet d'affiner les courants d'amortçage HF et les synergies. |
| Type d'amortçage | Lift, HF, Touch. HF | ✓ | ✓ | ✓ | ✓ | Choix du type d'amortçage. |
| Mode de gâchette | 2T, 4T, 4T LOG | ✓ | ✓ | ✓ | 2T, 4T | Choix du mode de gestion du soudage à la gâchette |
| E-TIG | OFF - ON | ✓ | ✓ | ✓ | - | Mode de soudage à énergie constante avec correction des variations de longueur d'arc |
| Énergie | Hold Coef. thermique | - | ✓ | ✓ | ✓ | Voir chapitre «Énergie» aux pages suivantes. |
| Paramètres avancés | ✓ | ✓ | ✓ | ✓ | Réglage de l'amortçage HF. | |
L'accès à certains paramètres de soudage dépend du mode d'affichage sélectionné : Paramètres/Mode d'affichage : Easy, Expert, Avancé. Se reporter à la notice IHM.
TIG Synergique
Ne fonctionne plus sur le besoin d'un type de courant DC et les réglages des paramètres du cycle de soudage mais intègre des règles/synergies de soudage basées sur l'expérience. Ce mode restreint donc le nombre de paramétrages à trois réglages fondamentaux : Type de matière, Épaisseur à souder et Position de soudage.
TIG DC
Destiné au soudage des métaux ferreux tels que l'acier, l'acier inoxydable, mais aussi le cuivre et ses alliages ainsi que le titane.
TIG AC
Dédié au soudage de l'aluminium et ses alliages, mais aussi du cuivre.
TIG wizard
Wizard Lab :
Voir chapitre « Wizard Lab » aux pages suivantes.
Wizard Alu, Inox, Acier, Cuivre:
Ce mode permet de préassembler ou de souder des pièces en alliages légers (AlSi/AlMg/Al99), en inox (CrNi), en acier (Fe) et en cuivre (CuZn/Cu). Sous forme de synergies, les réglages sont l'épaisseur des pièces à souder et le type d'assemblage (Bout à bout (BW), Clin (FW), Angle intérieur (BP), Angle extérieur ou fil à fil pour raboutage). Pour passer d'un mode à l'autre, appuyer sur le bouton n°4 du clavier (voir notice IHM).
Standard
Ce mode de soudage permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l'acier, l'acier inoxydable, mais aussi le cuivre et ses alliages, le titane... Les nombreuses possibilités de gestion du courant et gaz vous permettent la maîtrise parfaite de l'opération de soudage, de l'amorcage jusqu'au refroidissement final de votre cordon de soudure.
Pulsé
Ce mode de soudage à courant pulsé enchaîne des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid, impulsion de refroidissement de la pièce). Ce mode pulsé permet d'assembler les pièces tout en limitant l'élevation en température et les déformations. Idéal aussi en position.
Example:
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms toutes les 100ms, une impulsion à 100A puis une autre à 50A se succéderont.
Ce mode de soudage à courant pulsé très haute fréquence enchaîne des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid, impulsion de refroidissement de la pince). Le mode FastPulse permet de conserver les propriétés de constriction de l'arc du mode Pulsé à haute fréquences mais tout en étant sur des fréquences sonores moins désagréables, voire inaudibles pour le soudeur.
Ce mode de pointage permet le préassemblage des pièces avant soudage. Le pointage peut être manuel par la gachette ou temporisé avec un déclencheur de pointage prédéfini. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de points non oxydés.
Multi-Spot
C'est un mode de pointage semblable au TIG Spot, mais enchaînant temps de pointage et temps d'arrêt définis tant que la gachette est appuyée.
Ce mode de pointage permet aussi de préassembler des pièces avant soudage, mais cette fois-ci en deux phases : une première phase de DC pulsé concentrant l'arc pour une meilleure pénétration, suivie d'une seconde en DC standard élargissant l'arc et donc le bain pour assurer le point. Les temps réglables des deux phases de pointage permettent une meilleure reproductibilité et la réalisation de points non oxydés.
C'est un mode de pointage semblable au TIG Tack, mais enchaînant temps de pointage et temps d'arrêt définis tant que la gachette est appuyée.
Standard
Ce mode de soudage est dédié au soudage de l'aluminium et ses alliages (Al, AlSi, AlMg, AlMn...). Le courant alternatif permet le décapage de l'aluminium indispensable au soudage.
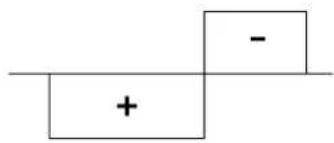
La Balance (%T_AC):
Durant l'onde positive, l'oxydation est brisée. Durant l'onde négative, l'électrode se refroidit et les pièces se soudent, il y a pénétration. En modifiant le ratio entre les deux alternances via le réglage de la balance, soit le décapage est favorisé soit la pénétration (le réglage par défaut est de 30%)
20% : Pénetration max. 50% 60% : Décapage max.
Pulsé
Ce mode de soudage à courant pulsé enchaîne des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid, impulsion de refroidissement de la pièce). Ce mode pulsé permet d'assembler les pièces tout en limitant l'évolution en température et les déformations. Idéal aussi en position.
Example:
Le courant de soudage I est réglé à 100A et % (I Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1 / 10Hz = 100ms toutes les 100ms, une impulsion à 100A puis une autre à 50A se succéderont.
Ce mode de pointage permet le préassemblage des pièces avant soudage. Le pointage peut être manuel par la gachette ou temporisé avec un déclencheur de pointage prédéfini. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de points non oxydés.
Multi-Spot
C'est un mode de pointage semblable au TIG Spot, mais enchaînant temps de pointage et temps d'arrêt définis tant que la gachette est appuyée.
-AC mix
Ce mode de soudage en courant alternatif est utilisé pour souder l'aluminium et ses alliages de forte épaisseur. Il mixe des séquences de DC durant le soudage AC ce qui augmente l'énergie apportée à la pierce. Le but final est d'accélérer l'avance de travail et donc la Productivité sur des assemblages aluminium. Ce mode produit moins de décapage donc il est nécessaire de travailler sur des tôles propres.
Ce mode permet un soudage à puissance constante en mesurant en temps réel les variations de longueur d'arc afin d'assurer une largeur de cordon et une pénétration constantes. Dans les cas où l'assemblage demande la maîtrise de l'énergie de soudage, le mode E.-TIG garantit au soudeur de respecter la puissance de soudage quel que soit la position de sa torche par rapport à la pièce.
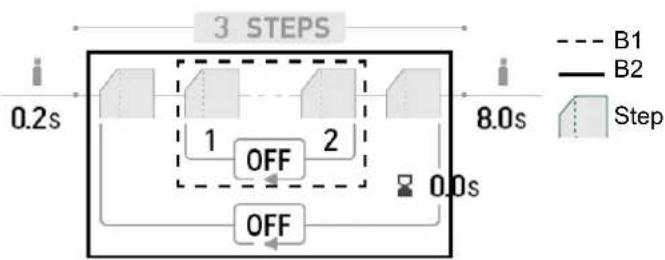
Ce mode de soudage permet la réalisation de cycles de soudage complexes (hors standard) par succession de Steps. Chaque Step est déterminé par une rampe et un palier de courant et un type de courant (DC/AC/Pulse) durant celui-ci.
La configuration du Wizard Lab se fait en trois étapes :
- définition du cycle de soudage (nombre de Steps, boucles de répétition, etc)
- réglement de chaque Step (rampe, type de courant...)
- réglages des paramètres avancés spécifiques
STEP : un Step peut être personnalisé (voir partie « Réglage d'un STEP ») avec le type de courant (DC ou AC), la forme du courant (Standard ou Pulse), une rampe de montée au courant de soudage consigné. Chaque Step est personnalisable.
Cycle de soudage : un cycle de soudage est composé d'un Prégaz, d'un ou de plusieurs Steps (voir « Définition du cycle de soudage ») et d'un Postgaz.
Boucles : il existe deux boucles différentes (voir « Définition du cycle de soudage ») :
- La boucle interne au cycle (B1): au sein du cycle, l'utilisateur peut désir de faire une ou plusieurs voire l'infini de boucles (répétition de deux ou plusieurs steps) en fonction de son application (exemple du soudage en AC MIX, qui repète deux Steps DC et AC).
- La boucle des cycles (B2): l'utilisateur peut avoir de répé délai entre deux répetitions si besoin (exemple du soudage en MULTITACK, qui répète le cycle de soudage de pointage TACK avec un délai entre deux points tant que la gachette reste appuyée).
Définition du cycle de soudage :
| Unité | ||
| Nombre de Steps - Le nombre de Steps définit le cycle de soudage | ||
| Pré-gaz s Temps de purgege de la torche et de création de la protection gazeuse avant amortçage | ||
| Nombre de loop des Steps | - Définition d'une boucle de répétition dans le cycle de soudage (B1) | |
| Step d'entrée - Step de début de la boucle (B1) de répétition dans le cycle | ||
| Step de sortie - Step de fin de la boucle (B1) de répétition dans le cycle | ||
| Nombre de loop du cycle | - Définition d'une boucle de répétition du cycle entier de soudage (B2) | |
| Temps inter loop s Définition du temps entre deux répétitions du cycle entier de soudage (B2) | ||
| Post Gaz s | Durée de maintainien de la protection gazeuse après extinction de l'arc. Il permet de protégger la pièce ainsi que l'électrode contre les oxydations | |
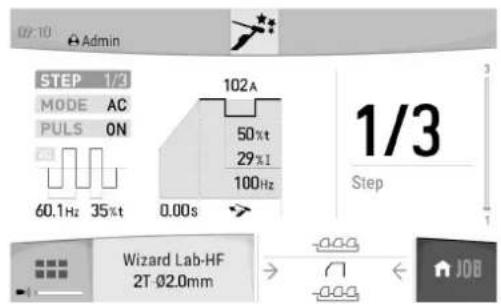
Réglages d'un STEP :
| Unité | ||
| STEP 1/x Sélection du STEP à configurer. | ||
| MODE | DC-DC+AC | Sélection du type de courant de soudage du Step |
| PULS | OFFON | Permet de pulser le type de courant régle |
| Forme d'onde AC - Forme d'onde en AC. | ||
| Fréquence de soudage Hz Fréquence des inversions de polarité soudage - décapage | ||
| Pourcentage de déca-page | % Pourcentage de la période de soudage dédié au décapage | |
| Montée de courant | s | Rampe de transition entre la valeur du palier de courant du Step antérieur et la valeur du Step en cours |
| Courant de soudage | A | Courant de soudage |
| Forme d'onde - Forme d'onde de la partie pulsée | ||
| Courant froid | % Deuxieme courant de soudage dit «froid» | |
| Temps froid | % Balance du temps du courant chaud (I) de la pulsation | |
| Fréquence de pulsa-tion | Hz Fréquence de pulsation | |
| Durée du step | min | Durée du courant de soudage du Step ou mode gâchette* |

*le réglage de la durée du Step permet en mode 2T de gérer la durée du Step configuré au relâché gachette, le cycle se terminera à partir du Step de sortie jusqu'au dernier.

*le réglage de la durée du Step permet en mode 4T et avec une touche double bouton seulement de basculer de Step à l'appui-relâché sur bouton 2.
Paramètres avancés, en mode d'affichage «Avancé» seulement :
| Paramètres avancés | Réglage | Description |
| Niveau HF | 1 - 10 | Index réglant la tension de 5 kV à 14 kV |
| Durée HF | 0.01 - 3 s | Temps de HF avant arrêt de celle-ci |
| Tension de rupture | OFF, 0 - 50 V | Tension d'arc supérieure avant arrêt du générateur de soudage |
| Délai avant rupture | 0 - 10 s | Durée de prise en compte de la tension de rupture |
| Tension de collage | OFF, 0 - 50 V | Tension d'arc inférieure avant arrêt du générateur de soudage (anti-sticking) |
| Délai avant collage | 0 - 10 s | Durée de prise en compte de la tension de collage. |
CHOIX DU DIAMÈTRE DE L'ÉLECTRODE
| Ø Électrode (mm) | TIG DC TIG AC | |||
| Tungstène pure | Tungstène avec oxydes | Tungstène pure | Tungstène avec oxydes | |
| 1 10 > 75 10 | > 75 15 > 55 A 10 > 70 A | |||
| 1.6 60 > 150 | 60 > 150 45 > 90 A 60 > 125 A | |||
| 2 75 > 180 1 | 00 > 200 65 > 125 A | 85 > 160 A | ||
| 2.5 | 130 > 230 | 170 > 250 | 80 > 140 A | 120 > 210 A |
| 3.2 | 160 > 310 | 225 > 330 | 150 > 190 A | 150 > 250 A |
| 4 | 275 > 450 | 350 > 480 | 180 > 260 A | 240 > 350 A |
| Environ = 80 A par mm de Ø | Environ = 60 A par mm de Ø | |||
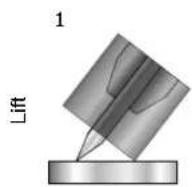
Choix du type d'amorcage
Lift: amorçage par contact (pour les milieux sensibles aux perturbations HF).
HF : amortage haute fréquence sans contact de l'électrode tungstène sur la pièce.
Amorçage HF : amorçage haute fréquence temporisé après contact de l'électrode tungstène sur la pièce
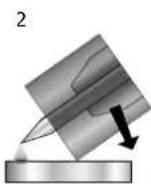

1- Positionner la buse de la torche et la pointe de l'électrode sur la pièce et actionner le bouton de la torche. 2- Incliner la torche jusqu'à ce qu'un écart d'environ 2-3 mm sépare la pointe de l'électrode de la pièce. L'arc s'amorce. 3- Remettre la torche en position normale pour débuter le cycle de soudage.



1- Placer la torche en position de soudage au-dessus de la pièce (écart d'environ 2-3 mm entre la pointe de l'électrode et la pièce). 2- Appuyer sur le bouton de la torche (l'arc est amorcé sans contact à l'aide d'impulsions d'amorçage haute tension HF). 3- Le courant initial de soudage circule, la soudure se poursuit selon le cycle de soudage.



1- Positionner la pointe de l'électrode sur la pièce et actionner le bouton de la torche. 2- Relever l'électrode de la pièce. 3- Après un délai de 0.2s, l'arc est amorcé sans contact à l'aide d'impulsions d'amorçage haute tension HF, le courant initial de soudage circule et la soudure se poursuit selon le cycle de soudage.
Paramètres avancés, en mode d'affichage «Avancé» seulement :
| Paramètres avances | Réglage | Description |
| Durée HF 0.01 - 3 s | Temps de HF avant arrêt de celle-ci | |
| Niveau HF | 0 - +10 | Index régplant la tension de 5 kV à 14 kV |
Torches compatibles et comportements gachettes
| Lamelle | Double Boutons | Double Boutons + Potentiomètre | Up & Down |
| √ | √ | √ | UP Down |
Pour la torche à 1 bouton, le bouton est appelé «Bouton principal». Pour la torche à 2 boutons, le premier bouton est appelé «Bouton principal» et le second appelé «Bouton secondaire».
-2T
-4TLOG
T1 - Le bouton principal est appuyé, le cycle de soudage démarre (PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté (DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secondaire est géré comme le bouton principal.
T1 - Le bouton principal est appuyé, le cycle démarre à partir du PréGaz et s'arrête en phase de l_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope et s'arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le PostGaz.
Nb : pour les torches, double boutons et double bouton + potentiomètre
bouton « haut/courant de soudage » et potentiomètre actifs, bouton « bas » inactif.
T1 - Le bouton principal est appuyé, le cycle démarre à partir du PréGaz et s'arrête en phase de l Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope et en soudage.
LOG: Ce mode de fonctionnement est utilisé en phase de soudage : - un appui bref sur le bouton principal (<0.5s), le courant bascule le courant de I soudage à I froid et vice versa.
- le bouton secondaire est maintenu appuyé, le courant bascule du courant de I soudage à I froid
- le bouton secondaire est maintenu relâché, le courant bascule le courant de I froid à I soudage
T3 - Un appui long sur le bouton principal (>0.5s), le cycleonne DownSlope et s'arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le PostGaz.
Pour les torches double boutons ou double gachettes + potentiomètre, la gachette « haute » garde la même fonctionnalité que la torche simple gachette ou à lamelle. La gachette « basse » permet, lorsqu'elle est maintenue appuyée, de basculer sur le courant froid. Le potentiomètre de la torche, lorsqu'il est présent, permet de régler le courant de soudage de 50% à 100% de la valeur affichée. Les fonctionnalités Up & Down permettent le réglage du courant à la torche.
Connecteur de commande gachette
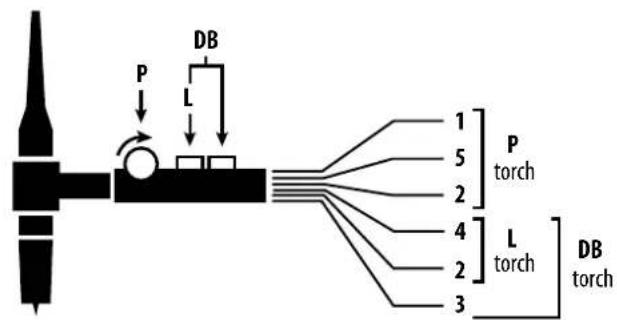
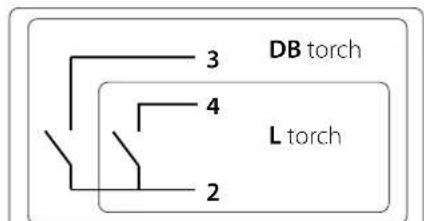
DB + P torch
Schéma de câblage de la torche SRL18 Schéma électrique en fonction du type de torche
| Types de torches Désignation du fil | Pin du connecteur associé | |||
| Torche double boutons + potentiamètre | Torche double boutons Torche à lamelle | Commun/Masse 2 | ||
| Bouton 1 4 | ||||
| Bouton 2 3 | ||||
| Commun/Masse du potentiamètre | 2 | |||
| 10 V 1 | ||||
| Curseur 5 | ||||
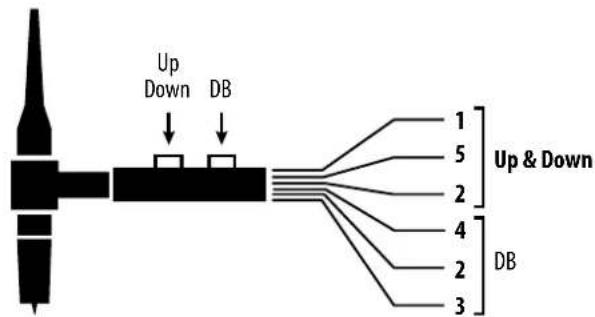
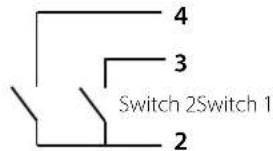
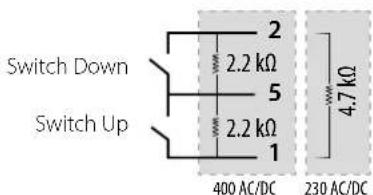
Schéma de câblage de la torche Up & Down Schéma électrique de la torche Up & Down
| Type de torches Désignation du fil | Pin du connecteur associé | |
| Torche Up & Down | Commun Switch 1 & 2 | 2 |
| Switch 1 4 | ||
| Switch 2 3 | ||
| Commun Switch Up & Down | 5 5 | |
| Switch Up 1 | 1 | |
| Switch Down 2 | 2 |
400 AC/DC 230 AC/DC
PURGE gaz manuelle
La présence d'oxygène dans la torche peut conduire à une baisse des propriétés mécaniques et peut entraîner une baisse de la résistance à la corrosion. Pour purger le gaz de la torche, faire un appui long sur le bouton-poussoir n°1 (voir notice IHM) et suivre la procédure à l'écran.
Definition des réglages
| Unité | ||
| Pré-gaz | s | Temps de purge de la torche et de création de la protection gazeuse avant amorçage |
| Courant de démarrage | %/A | Ce courant de palier au démarrage est une phase de préchauffage avant la rampe de montée en courant |
| Temps de démarrage | s | Temps de palier au démarrage avant la rampe de montée en courant |
| Montée de courant | s | Permet une montée progressive du courant de soudage |
| Courant de soudage | A | Courant de soudage |
| Évanouisseur | s | Évite le créature en fin de soudage et les risques de fissuration particulièrement en alliage léger |
| Courant d'accès | %/A | Ce courant de palier à l'accès est une phase après la rampe de descente en courant |
| Temps d'accès | s | Temps de palier à l'accès est une phase après la rampe de descente en courant |
| Épaisseeur | mm | Épaisseeur de la piece à souder |
| Position | - | Position de soudage |
| Post gaz | s | Durée de mainien de la protection gazeuse après extinction de l'arc. Il permet de protégérer la pièce ainsi que l'électrode contre les oxydations lors du refroidissement. |
| Forme d'onde | - | Forme d'onde de la partie pulsée |
| Forme d'onde AC | - | Forme d'onde en courant alternatif (AC) |
Courant froid % Deuxième courant de soudage dit «froid»
Temps froid % Balance du temps du courant froid de la pulsation
Fréquence de pulsation entre le courant de soudage et le courant froid :
CONSEILS DE RÉGLAGE :
Fréquence
de pulsation
- Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d'apport,
- Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
- Soudage en position, alors F(Hz) < 100Hz
Spot s Manuel ou une durée définie
Durée du Pulse s Phase de pulsation manuelle ou d'une durée définie
Durée non pulsée s Phase à courant lisse manuelle ou d'une durée définie
Fréquence de soudage % Fréquence des inversions de polarité soudage - décapage
Pourcentage de % Pourcentage de la période de soudage dédié au décapage (par défaut 30-35%)
Temps AC s Durée du soudage en TIG AC
Temps DC s Durée du soudage en TIG DC
Durée entre 2 points : Durée entre la fin d'un point (hors PostGaz) et la reprise d'un nouveau point (PréGaz compris).
L'accès à certains paramètres de soudage dépend du procédé de soudage (Synergique, AC, DC, etc.) et du mode d'affichage sélectionné (Easy, Expert ou Avancé). Se reporter à la notice IHM. Certains réglages en % ou en A dépendent du mode d'affichage sélectionné (Easy, Expert ou Avancé).
Branchements et conseils
- Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement.
- Respecter les polarités et intensités de soudage indiquées sur les boîtes d'électrodes.
- Enlever l'électrode enrobée du porte-é équipé de 3 fonctionnalités spécifiques aux Inverters :
- Le Hot Start procure une surintensité en début de soudage.
L'Arc Force délivre une surintensité qui évite le collage lorsque l'électrode rentre dans le bain. - L'Anti-Sticking permet de décoller facilement l'électrode sans la faire rougir en cas de collage.
Paramètres du procédé
| Paramètres Régliages | Standard | Pulsé AC | Proçedés de soudage | |
| Type d'électrode | Rutile | Le type d'électrode déterminé des paramètres spécifique en fonction du type d'électrode utilisée afin d'optimiser sa soudabilité. | ||
| Basique | ||||
| Cellulosique | ||||
| Anti-sticking | OFF - ON | L'anti-collage est conseilé pour enlever l'électrode en toute sécurité en cas de collage sur lapiece à souder (le courant est coupé automatiquement). | ||
| Polarité | Directe (+++ et -=) | Le changement des accessoires en cas de passée en polarité directe ou inverse est effectué au niveau du produit. | ||
| Inverse (++- et -=+) | ||||
| Énergie | Hold | Voir chapitre «Énergie» aux pages suivantes. | ||
| Coef. thermique | ||||
L'accès à certains paramètres de soudage dépend du mode d'affichage sélectionné : Paramètres/Mode d'affichage : Easy, Expert, Avancé. Se reporter à la notice IHM.
Standard
Ce mode de soudage convient pour la plupart des applications. Il permet le soudage avec tous les types d'électrodes enrobées, rutiles, basiques, cellulosiques et sur toutes les matières : acier, acier inoxydable et fontes.
Pulsé
Ce mode de soudage convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement triangulaire difficile. Grâce au MMA Pulsé il n'est plus nécessaire de faire ce mouvement, selon l'épaisseur de votre pièce un déplacement droit vers le haut peut suffire. Si toutes pouze élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat suffit. Dans ce cas, vous pouvez régler sur l'écran la fréquence de votre courant pulsé. Ce procédé offre ainsi une plus grande maîtrise de l'opération de soudage vertical.
Ce mode de soudage est utilisé dans des cas très spécifiques où l'arc n'est pas stable ou droit, lorsqu'il est soumis à un soufflage magnétique (pièce magnétisée, champs magnétiques à proximité...). Le courant alternatif rend insensible l'arc de soudage à son environnement électrique. Il est nécessaire de vérifier que l'électrode enrobée est utilisable en courant alternatif.
Choix des électrodes enrobées
- Électrode Rutile : très facile d'emploi en toutes positions.
- Électrode Basique : utilisation en toutes positions, elle est adaptée aux travaux de sécurité par des propriétés mécaniques accrues.
- Électrode Cellulosique : arc très dynamique avec une grande vitesse de fusion, son utilisation en toutes positions la dédie spécialement pour les travaux de pipeline.
Définition des réglages
| Unité | ||
| Pourcentage Hot Start | % | Le Hot Start est une surintensité à l'amorçage évitant le collage de l'électrode sur la piece à souder. Il se règle en intensité (% du courant de soudage) et en temps (seconds). |
| Durée du Hot Start s | ||
| Courant de soudage A | Le courant de soudage est régle en fonction du diamètre et du type d'électrode choisis (se référer à l'emballage des électrodes). | |
| Courant froid % Deuxieme courant de soudage dit «froid». | ||
| Arc Force % | L'Arc Force est une surintensité délivrée afin d'éviter les collages lorsque l'électrode ou la goutte viennent toucher le bain de soudage. | |
| Forme d'onde AC % Forme d'onde en AC. La forme trapèze est privilégiiée. | ||
| Fréquence de soudage Hz Fréquence des inversions de polarité soudage + ou - | ||
| Fréquence de pulsation Hz Fréquence de pulsation du mode pulse. | ||
L'accès à certains paramètres de soudage dépend du mode d'affichage sélectionné : Paramètres/Mode d'affichage : Easy, Expert, Avancé. Se reporter à la notice IHM.
Réglage de l'intensite de soudage
Les réglages qui suivent correspondent à la plage d'intensité utilisable en fonction du type et du diamètre d'électrode. Ces plages sont assez larges car elles dépendent de l'application et de la position de soudure.
| Ø d'électrode (mm) Rutil E6013 (A) Basique E7018 (A) Cellulosique E6010 (A) | |||
| 1.6 30-60 30-55 | - | ||
| 2.0 50-70 50-80 | - | ||
| 2.5 | 60-100 | 80-110 | 60-75 |
| 3.15 80-150 | 90-140 | 85-90 | |
| 4.0 100-200 | 125-210 | 120-160 | |
| 5 | 150-290 | 200-260 | 110-170 |
| 6.3 200-385 | 220-340 - | ||
Réglage de l'arc FORCE
Il est conseillé de positionner l'Arc force en position médiane (0) pour débuter le soudage et l'ajuster en fonction des résultats et des préférences de soudage. Note: la plaque de réglage de l'Arc force est spécifique au type d'électrode choisi.
Réglage du HOT START
Il est conseillé de régler un Hot Start faible pour les tôles fines et un Hot Start élevé pour les fortes épaisseurs et métaux difficiles (pièces sales ou oxydées).
Energie
Ce mode de développement pour le soudage avec contrôle énergétique encadré par un DMOS permet, en plus de l'affichage énergétique du cordon après soudage, de régler :
- Le coefficient thermique selon la norme utilisée : 1 pour les normes ASME et 0.6 (TIG) ou 0.8 (MMA) pour les normes Européennes. L'énergie affichée est calculée en tenant compte ce coefficient.
- La longueur du cordon de soudure (OFF - mm) : si une longueur est enregistrée, alors l'affichage énergétique n'est plus en joule, mais en joule/mm (l'unité à l'afficheur « J » clignote).
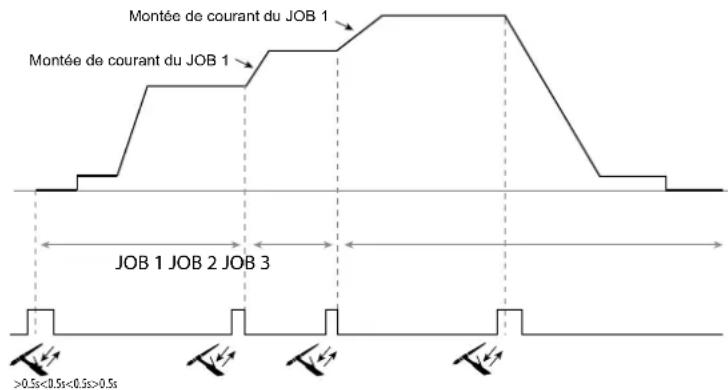
Mémorizations et rappels des JOBS
Accessible grâce à l'icône «JOB» de l'écran principal.
Les paramètres en cours d'utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours, il est possible de sauvegarder et rappeler des configurations dites « JOB »
Les JOBS sont au nombre de 500 pour le procédé TIG, 200 pour le procédé MMA. La mémorisation est basée sur les paramètres du procédé en cours, les réglages en cours et le profil utilisé.
Ce mode JOB permet la création, la sauvegarde, le rappel et la suppression des JOB.
Quick-Load - rappel des jobs à la gachette hors soudage.
Le Quick Load est un mode de rappel de JOB (20 max) hors soudage et possible qu'en procédé TIG.
À partir d'une liste constituée de JOB préalablement créés, les rappels de JOB se font par appuis brefs à la gachette. Tous les modes de gachette et modes de soudage sont supportés.
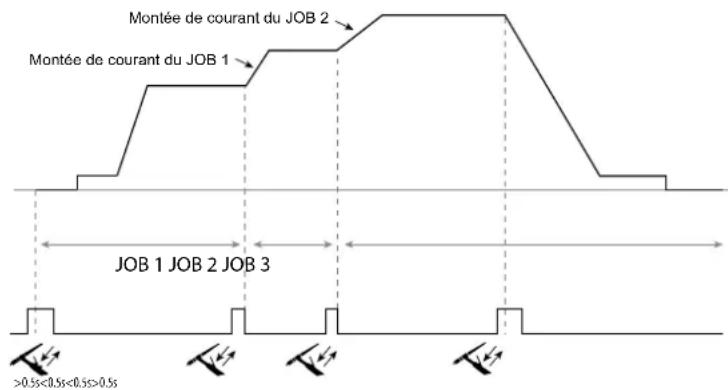
Multijob - Rappel des jobs à la gachette en soudage.
À partir d'une liste MultiJOB constituée de JOB préalablement créés, ce mode de chaînage permet de souder en enchaînant jusqu'à 20 JOB sans interruption.
À l'activation du mode, le JOB N°1 de la liste est chargé et affiché. Le mode gachette est forcé en 4T.
Durant le soudage, ce mode permet d'enchaîner les JOB de la liste chargée par des appuis brefs sur les boutons de la torche.
Le soudage s'arrête par un appui long sur les boutons de la torche et une fois le cycle de soudage terminé, le JOB N°1 est rechargé pour une future séquence de soudage.
À l'activation du mode, le JOB N°1 de la liste est chargé et affiché. Le rappel des JOB de la série est en boucle : lorsque le dernier JOB de la liste est atteint, le suivant sera le JOB N°1.
Le soudage est activé par un appui long sur les boutons de la torche.
À partir d'une liste C5 de 5 JOB préalablement créés, ce mode d'automatisation simple à partir de la connectique Commande à Distance permet de rappeler des JOB via un automate (cf note sur le site internet - https://planet.gys.fr/pdf/spdoc/fr/CONNECT_5.pdf).
Commande à distance en OPTION
Commande à distance analogue RC-HA1 (réf. 045675 / 066625):
Une commande à distance analogue peut être raccordée au générateur par l'intermédiaire du connecteur (L-11).
Cette commande à distance permet de faire varier le courant de 50% à 100% de l'intensité réglée. Dans cette configuration, tous les modes et fonctionnalités du générateur sont accessibles et paramétrables.
Commande à distance analogue RC-MMA/DEGAUSS (réf. 066496) :
Une commande à distance analogue peut être raccordée au générateur par l'intermédiaire du connecteur (1-4).
La commande permet en MMA seulement de faire varier le courant de 50% à 100% de l'intensité réglée via un potentiomètre, d'inverser la polarité de soudage via le switch de polarité et enfin d'activer ou désactiver la source de courant de soudage pour protéger le soudeur lors de manipulation.
- Pédale de commande à distance RC-MMA/TIG-FA1 (réf. 045682):
Une pédale de commande à distance peut être raccordée au générateur par l'intermédiaire du connecteur (I-11).
La pédale permet de faire varier le courant du minimum à 100% de l'intensité réglée. En TIG, le générateur fonctionne uniquement en mode 2T. De plus, la montée et l'évanouissement du courant ne sont plus gérés par le générateur (fonctions inactives) mais par l'utilisateur via la pédale.
- IHM déportée - commande à distance numérique RC-HD2 (ref. 062122) :
400 AC/DC : Une commande à distance numérique peut être raccordée au générateur par l'intermédiaire du connecteur (I-12).
230 AC/DC FV : Une commande à distance numérique peut être raccordée au générateur par l'intermédiaire du kit NUM-1 en option (I-7).
Ce a t i t. n oFF permet d'indrer ou d'allumer la commande à distance numérique. Lorsque la commande à distance numérique est allumée, IHM du générateur affiche les valeurs de courant et de tension. Dès que l'IHM est éteinte ou déconnectée, l'IHM du générateur est réactivée.
Connectique
Le produit est équipé d'une connectique femelle pour commande à distance.
La prise mâle spécifique 7 points (option ref. 045699) permet d'y raccorder les différents types de commande à distance. Pour le câblage, suivez le schéma ci-dessous.
TYPE DE COMMANDE À DISTANCE DÉSIGNATION du fil Pin du connecteur associé
| C5 | Pédale | Commande à distance manuelle | 10 V A | |
| Curseur B | ||||
| Commun/Masse C | ||||
| Switch D | ||||
| AUTO-DETECT E | ||||
| ARC ON F | ||||
| REG I G |
GROUPE FROID EN OPTION
| Compatibilité | Référence | Désignation | Puisance de refroidissement | Capacité | Tension d'alimentation |
| TITANIUM 230 AC/DC FV 070820 KOOLWELD 1 | 1000 W | 3 L | 24 V | ||
| TITANIUM 400 AC/DC | 013537 | WCU 1KW C | 5.5 L | 400 V +/-15% | |
Le groupe froid est automatiquement détecté par le produit. Pour désactiver le groupe froid (OFF), veuillez consulter la notice de l'interface. Les protections supportées par le groupe froid afin d'assurer la protection de la torche et de l'utilisateur sont :
- Niveau minimum de liquide de refroidissement.
- Débit minimal du liquide de refroidissement circulant dans la torche.
- Protection thermique du liquide de refroidissement.

Il faut s'assurer que le groupe de refroidissement est éteint avant la déconnexion des tuyaux d'entrée et de sortie de liquide de la torche.
Le liquide de refroidissement est nocif et irrite les yeux, les muqueuses et la peau. Le liquide chaud peut provoquer des brûlures.
Filtre à poussière (ref. 046580) avec finesse de filtration: 630~ m (0,63 mm).
Attention, l'utilisation de ce filtre diminue le facteur de marche de votre générateur.
Pour éviter les risques de surchauffe due au colmatage des orifices d'aération, le filtre à poussière doit être nettoyé régulièrement. Déclipser et nettoyer à l'air comprimé.
AJOUT de fonctionnalités
Le fabricant GYS propose un large choix de fonctionnalités compatibles avec votre produit.
Pour les défaunts, scannez le QR code.
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main-d'œuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport. L'usure normale des pièces (Ex. : câbles, pince, etc.).
- Les incidents dus à un mauvais usage (erreur d'alimentation, chute, démontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, retourner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat daté (ticket de sortie de caisse, facture...)
- une note explicative de la panne.
| Erweiterte Parameter Einstellung Beschreibung | |
| Dauer HF 0.01 - 3 s Tempos de HF avant arrêt | de celle-ci |
| HF-Stufe 0 - +10 Index reglant la tension de 5 | kV à 14 kV |
- Les facteurs de marche sont réalisés selon la norme EN50974-1 à 40°C et sur un cycle de 10 min. Lors d'utilisation intensive (supérieur au facteur de marche) la protection thermique peut s'enclanger, dans ce cas, l'arc s'estilé et le ténor (s)'allume. Laissez l'apparil alimenté pour permettre son refroidissement jusqu'à annuliation de la protection. La source de courant désoit une caractéristique de de type tombante. Dans certains pays, U0 est appelé TCO. 'The duty cycles are measured according to standard EN60874-1 a 41°C and on a 10 min cycle. While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc switches off and the indicator switches on. Keep the machine's power supply on to enable cooling until thermal protection cancellation. The welding power source describes an external cooling characteristic. In some countries, U0 is called TCO.
TIPS yahua hnc HOpoe EN6927-1 4p0Cn 18nn 10-mhnoo nIeep. Pnp HmHcBnKnKoHbOaHn [P]NkOHT BANNTA TENRIN AATTAA B. 8cm Oatryyra dyra noarach 4 aarotirce IHAPKTOP. OctarhAn Anapat npovokHHHn X NAMTH, otoan octin pron HocnHn OTMBAIAB. Anapat onnckBaBnAaDoox xaeBtApCTXy HA bHXe. BnHexpoxr CTBEXU U HADABETTC TOC.
Siège social / Headquarter 1, rue de la Croix des Landes - CS 54159 53941 Saint-Berthevin Cedex France
www.gys.fr +33 2 43 01 23 60 service.client@gys.fr
Cette notice d'utilisation de l'interface (IHM) fait partie de la documentation complète. Une notice générale est fournie avec le produit. Lire et respecter les instructions de la notice générale, en particulier les consignes de sécurité !
Utilisation et exploitation exclusivement avec les produits suivants
TITANIUM

Version du calculi
Cette notice décrit les versions de logiciel suivantes : 1.86
La version logicielle de l'interface est affichée dans le menu général : Système / Information / MMI
Commande du générateur
L'écran principal contient toutes les informations nécessaires pour le procédé de soudage avant, pendant et après le soudage (l'interface peut légèrement évoluer en fonction du procédé sélectionné).
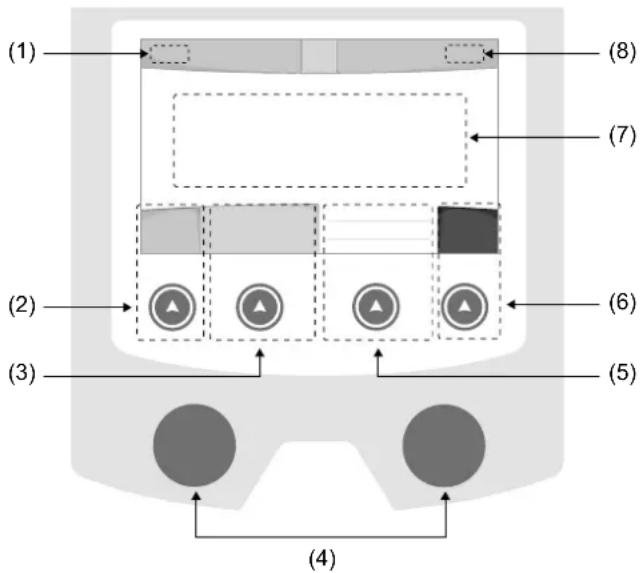
(1) Nom d'utilisateur / traçabilité (2) Bouton poussoir n°1: Menu général ou Retour au menu précédent (3) Bouton poussoir n°2: Paramètres du procédé en cours (4) Molettes de navigation (5) Bouton poussoir n°3: Réglages (6) Bouton poussoir n°4 : Job ou Validation (7) Réglages en cours (8) Mesure de Courant et Énergie
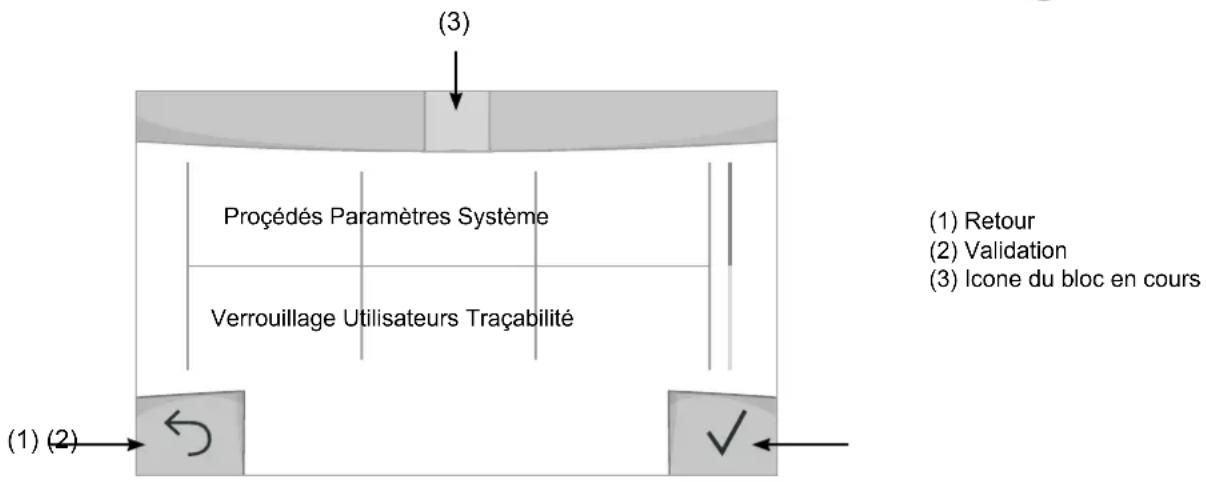
Menu général
L'écran du Menu général s'affiche au premier démarrage du produit.
La navigation entre les différents blocs s'effectue grâce aux molettes et aux boutons poussoirs
Procédés
L'accès à certains procédés de soudage dépend du produit :
TIG (GTAW)
Soudage à l'arc avec électrode non fusible, sous atmosphère protectrice
MMA(SMAW)
Soudage à l'arc avec électrode enrobée
Mode d'affichage
- Easy : affichage et fonctionnalité réduits (pas d'accès au cycle de soudage).
- Expert : affichage complet, permet d'ajuster les durées et temps des différentes phases du cycle de soudage.
- Avancé: affichage intégral, permet d'ajuster la totalité des paramètres du cycle de soudage.
Langue
Choix du langage de l'interface (Français, Anglais, Allemand, etc).
Unités de mesure
Choix d'affichage du système des unités : International (SI) ou Impérial (USA).
Luminosite
Ajustez la luminosité de l’écran de l’interface (réglement de 1 (apparence sombre) à 10 (très forte luminosité)).
Code utiliseur
Personnalisation du code d'accès de l'utilisateur pour verrouiller sa session (Par défaut 0000).
Tolérance de réglage du courant :
OFF : réglage libre, le réglage du courant n'est pas limité. ± 0A : aucune tolérance, bridage du courant. ± 1A > ± 50A : intervalle de réglage pour lequel l'utilisateur peut faire varier son courant.
Système
Nom de l'appareil
Information relative au nom de l'appareil et possibilité de le personnaliser en appuyant sur, de l'interface.
Horloge
Réglage de l'heure, de la date et format (AM / PM).
Groupe froid
- OFF : le groupe de refroidissement est désactivé.
- ON: le groupe de refroidissement est actif en permanence.
- AUTO : gestion automatique (activation au soudage et désactivation 10 minutes après la fin du soudage)
PURGE : fonction dédiée à la purge du groupe froid ou au replissage de faisceaux, les protections sont alors inhibées (voir la notice du groupe de refroidissement pour purger en sécurité votre produit).
Validation
La validation d'un équipement de soudage est une action de vérification des performances du produit par rapport à ses réglages. La valeur d'étalonnage CALIWELD (option, ref. 060456) permet d'émettre un constat de validation et de vérifier les valeurs de soudage.
Appuyer sur le bouton-poussoir n°3 pour indiquer la dernière date de validation du produit.
Appuyez également indiquer la durée de validité en mois. Lorsque la prochaine date de validation arrive à échéance, un message apparait sur l'écran pour repasser le produit en validation.
Information
Données de configuration des composants système du produit :
- Modèle
- Numéro de série
- Nom de l'appareil
- Version logiciel

Appui sur le bouton-poussoir n°3.
Exportation de la configuration machine sur clé USB (non fournie)
Productivité
Données d'utilisation du produit :
- Temps d'allumage - Temps en soudage - etc
Reset
Réinitialise les paramètres du produit :
- Partiel : valeur par défaut du procédé de soudage en cours.
- Total : toutes les données de configuration de l'appareil seront réinitialisées sur les réglages d'usine.
Verrouillage
Possibilité de verrouiller l'interface de produit afin de sécuriser le travail en cours et d'éviter des modifications involontaires ou accidentelles. La fenêtre des réglages en cours reste modifiable avec les tolérances sélectionnées dans le menu Paramètres (voir page précédente). Toutes les autres fonctions sont inaccessibles.
Pour déverrouiller l'interface, appuyer sur le bouton pouvoir n°1 et saisissez votre code utilisé à 4 chiffres (Par défaut 0000).
Utilisateurs
Le mode utilisateur peut de partager le produit avec plusieurs utilisateurs. Au premier démarrage, la machine est en mode Admin. L'administrateur peut créer des utilisateurs. Chaque utilisateur a sa propre configuration (mode, réglage, procédé, JOBS...) et celle-ci n'est pas modifiable par un autre utilisateur. Chaque utilisateur a besoin d'un code personnel à 4 chiffres afin de pouvoir se connecter sur le générateur.
L'administrateur a accès à tout le menu général. L'utilisateur a accès à une interface simplifiée. Il n'a pas les droits de suppression (Tracabilité, Jobs, Profils utilisateur, etc).
Interface de configuration des utilisateurs (réservé à l'administrateur).
La partie gauche de l'écran est les utilisateurs. L'administrateur a la possibilité de trier ces utilisateurs par nom ou par date en faisant un appui bref sur le bouton pouvoir n°2. Un appui long sur ce bouton permet de supprimer le ou les utilisateurs actifs (le compte Admin ne peut pas être supprimé).
La partie droite de l'écran permet de voir le détail de tous les utilisateurs précédemment créés avec les informations suivantes : Avatar, Nom, N° d'équipe et Tolerance (%).
Création d'un profil utilisateur
Appuyer sur le bouton poussoir n°3 pour créer un utilisateur.
- Utilisateur : Personnaliser le nom de l'utilisateur en appuyant sur le bouton pousoir n°3.
- Avatar : Choix de la couleur de l'avatar utilisateur
- Équipe : Attribution du numéro d'équipe (10 max)
- Code utilisé : code d'accès personnel (Par défaut 0000) - Tolérance de réglage du courant I:
OFF: réglage libre, le réglage du courant n'est pas limité. ± 0.0A : aucune tolérance, bridage du courant (non recommandé). ± 0A > ± 50A : intervalle de réglage pour lequel l'utilisateur peut faire varier son courant.
Pour l'utilisateur « Admin », la modification du nom et de l'avatar admin n'est pas possible.
Modification d'un profil utilisateur
Sélectionner l'utilisateur dans la partie gauche de l'écran et appuyer sur le bouton pouvoir n°4.
Choix des utilisateurs
Si un utilisateur (ou plus) est créé, le bloc utilisé affiche tous les utilisateurs de la machine.
Sélectionner l'utilisateur de votre choix et appuyer sur pour valider. Un code de déverrouillage est demandé.
La fonction «Fermer» permet de verrouiller la machine sur le besoin des utilisateurs, aucun autre paramètre n'est accessible. Cet affichage est identique lorsque la machine est allumée (commutateur OFF -> ON).
Affichage de l'utilisateur
En haut à gauche de l'écran, l'avatar et le nom d'utilisateur actifs s'affichent.
Code de déverrouillage
Chaque profil utilisateur est protégé par un code personnel à 4 chiffres. Dans l'absence d'une personnalisation, ce code par défaut est 0000. Après 3 saisies erronées de votre code personnel, l'interface est bloquée et demande un code de déverouillage. Ce code, composé de 6 chiffres et non modifiable, est : 314159.
Traçabilité
Cette interface de gestion de soudage permet de tracer/enregistrer toutes les étapes de l'opération de soudage, cordon par cordon, lors d'une fabrication industrielle. Cette démarche qualitative assure une qualité de soudage post-production permettant l'analyse, l'évaluation, le reporting et la documentation des paramètres de soudage enregistrés. Cette fonctionnalité permet la collecte précise et rapide ainsi que la sauvegarde des données demandées dans le cadre de la norme EN ISO 3834. La récupération de ces données est possible via une exportation sur clé USB.
1- Start - création de la traçabilité
- Personnaliser nom du chantier en appuyant sur le bouton poussoir n°3.
- Intervalle d'échantillonnage :
- Hold: Pas d'enregistrement des valeurs Courant/Tension (moyenne sur le cordon) pendant le soudage.
- 250 ms, 500 ms, etc. : Enregistrement des valeurs Courant/Tension (moyenne sur le cordon) tous les «X» millisecondes ou secondes pendant le soudage.
- Options - OFF: traçabilité simple
- Options - ON: traçabilité complète
Compteur de Passe (ON/OFF)
Compteur de Soudure (ON/OFF)
Température (ON/OFF) : Température de la pierre à souder en début de cordon.
Longueur (ON/OFF) : Longueur du cordon (les unités de mesure s'affichent en fonction du besoin défini dans)
Paramètres/Unités de mesure).
Variable(s) : permet d'ajouter des informations complémentaires personnalisées (poids, annotations, etc.)
Appuyer sur pour lancer la traçabilité.
Affichage de la traçabilité
En haut à gauche de l'écran, le nom du chantier et le n° du cordon s'affichent (le n° de cordon s'incrémente de manière automatique et non modifiable).
À chaque fin de cordon, une fenêtre d'identification apparait : N° de passe, N° de Soudure, Température de la pièce et/ou la longueur du cordon.
Validation
La validation peut s'effectuer sur l'IHM ou par appui sur la gachette de la torche.
Stop - arrête la traçabilité
Pour arrêter la traçabilité lors d'une étape de soudure, l'utilisateur doit retourner dans le bloc Traçabilité et sélectionner «Stop».
Exporter
La récapitulation de ces informations se fait par exportation des données sur clé USB.
Les données CSV sont exploitables grâce à un logiciel de tableur (Microsoft Excel®, Calc OpenOffice®, etc).
Le nom du fichier est associé au nom de la machine et son numéro de série.
2- Start - gestion de la traçabilité
La partie gauche de l'écran est des chantiers précédemment créés.
L'utilisateur a la possibilité de trier ces chantiers par nom ou par date en faisant un appui bref sur le bouton pouvoir n°2.
Un appui long sur ce bouton permet de supprimer le chantier actif ou tous les chantiers.
La partie droite de l'écran permet de voir le détail de chacun des chantiers précédemment créés avec les informations suivantes : fréquence d'échantillonnage, nombre de cordons enregistrés, temps de soudage total, énergie de soudage fournie, configuration de chaque cordon (procédé, horodatage, temps de soudage et U-I de soudage).

Rec
Création d'une tracabilité (voir paragraphe précédent)
Lancer la tracabilité du chantier actif
Import config.
Chargement de la configuration machine depuis la clé USB (répertoire : Disque amovible\PORTABILITY\CONFIG) vers la machine. Un appui long sur impermét de supprimer les configurations de la clé USB.
Export config.
Exportation de la configuration machine vers la clé USB (répertoire : Disque amovible\PORTABILITY\CONFIG).
Importation des Jobs selon les procédés présents sous le répertoire Disque amovible\PORTABILITY de la clé USB vers la machine.
Exportation des Jobs de la machine vers la clé USB selon les procédés (répertoire : Disque amovible\PORTABILITY\JOB)
Attention, les anciens jobs de la clé USB risquent d'être supprimés.
Pour éviter la perte de données durant l'importation ou l'exportation de données, ne pas retirer la clé USB et ne pas éteindre la machine. Le nom du fichier est associé au nom de la machine et son numéro de série.
Calib. cables
Fonction également dédiée à la calibration des accessoires de soudage tels que la torche, câble + porte-électrode et câble + pince de masse. Le but de la calibration est de compenser les variations de longueur des accessoires afin d’ajuster la mesure de tension affichée et d’affiner le calcul d’énergie. La procédure une fois lancée est expliquée avec une animation sur l’écran.
Important : La calibration du câble est à refaire à chaque changement de torche, faisceau ou câble de masse pour assurer un soudage optimal.
Accessible grâce à l'icône «JOB» de l'écran principal.
Les paramètres en cours d'utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours, il est possible de sauvegarder et rappeler des configurations dites « JOB »
Les JOBS sont au nombre de 500 pour le procédé TIG, 200 pour le procédé MMA. La mémorisation est basée sur les paramètres du procédé en cours, les réglages en cours et le profil utilisateur.
Ce mode JOB permet la création, la sauvegarde, le rappel et la suppression des JOB.
Quick-Load - Rappel des JOBs à la gachette hors soudage.
Le Quick Load est un mode de rappel de JOB (20 max) hors soudage et possible qu'en procédé TIG.
À partir d'une liste constituée de JOB préalablement créés, les rappels de JOB se font par appuis brefs à la gachette. Tous les modes de gachette et modes de soudage sont supportés.
MultiJob - Rappel des JOB à la gachette en soudage.
À partir d'une liste MultiJOB constituée de JOB préalablement créés, ce mode de chaînage permet de souder en enchaînant jusqu'à 20 JOB sans interruption.
À l'activation du mode, le JOB N°1 de la liste est chargé et affiché. Le mode gachette est forcé en 4T.
Durant le soudage, ce mode permet d'enchaîner les JOB de la liste chargée par des appuis brefs sur les boutons de la torche.
Le soudage s'arrête par un appui long sur les boutons de la torche et une fois le cycle de soudage terminé le JOB N°1 est rechargé pour une future séquence de soudage.
À l'activation du mode, le JOB N°1 de la liste est chargé et affiché.
Le rappel des JOB de la série est en boucle : lorsque le dernier JOB de la liste est atteint, le suivant sera le JOB N°1.
Le soudage est activé par un appui long sur les boutons de la torche.
À partir d'une liste C5 de 5 JOB préalablement créée, ce mode d'automatisation simple à partir de la connectique Commande à Distance permet de rappeler des JOB via un automate (cf note sur le site internet - https://planet.gys.fr/pdf/spdoc/fr/CONNECT_5.pdf).
Codes erreur
Le tableau suivant présente une liste non exhaustive de messages et codes d'erreur qui peuvent apparaître. Effectuer ces vérifications et contrôles avant de faire appel à un technicien spécialisé GYS/agréé.

Si l'utilisateur doit ouvrir son produit, il est obligatoire de couper l'alimentation en débranchant la prise électrique et d'attendre 2 minutes par sécurité.
| Codes erreur | Messages Solutions | |
| 001 | DéFAUT SURTENSIONVérifier l'installation électrique | Faire contrôle votre installation électrique par une personne habitée. |
| 002 | DéFAUT SOUS-TENSIONVérifier l'installation électrique | |
| 006 | DéFAUT GROUPE FROIDGroupe Froid non déetecté | Le groupe froid n'est plus détecté. Vérifier la connectique entre le groupe froid et le générateur. |
| 007 | DéFAUT DÉBITCircuit de refroidissement bouché | Vérifier la continuité de la circulation du liquide de refroidissement de la torche. |
| Vérifier le fusible du groupe froid. | ||
| 008 | DéFAUT NIVEAU EAUVérifier le niveau d'eau | Remplir le réservoir du groupe froid au maximum (liquide de refroidissement conseilé : ref. 062511) |
| 009 | GROUPE FROIDProtection thermique | Attendre quelques minutes le refroidissement du groupe froid. Veiller à ne pas dépasser le facteur de marche recommendé pour le courant de soudage utilisé.S'assurer que les entrées et sorties d'air ne sont pas obstruées. |
| 010 | GÉNÉRATEURProtection thermique | Attendre quelques minutes le refroidissement du générateur. Veiller à ne pas dépasser le facteur de marche recommendé pour le courant de soudage utilisé.S'assurer que les entrées et sorties d'air ne sont pas obstruées.Installer le filtre antipoussière (ref. 046580). Attention, le filtre anti-poussière réduit le facteur de marche. |
| 011 | VentilateurDéfaut ventilateur | Couper l'alimentation en débranchant la prise électrique et vérifier que le ventilateur n'est pas bloqué. |
| 024 | Surcharge USBDébrancher votre USB | Changer la clé USB. |
| - | Une erreur système interne s'est produit.Veuillez redémarrer votre produit | Éteindre et rallumer le produit.Si le problème persististe, faire une mise à jour (Via Planet GYS) |
| - | Erreur lors de la calibration | Refaire une calibration des cables de soudage (Menu «Calibration») |
| - | Plus de place mémoire dans la machine | Supprimer des Jobs pour libérer l'espace de stockage interne. |
| - | Fichier %s non supportéErr %dContinuer quand même ? | Les données de la clé USB sont corrompues. Vérifier vos données. |
| - Impossiblè d'écrire sur la clé USB | Libérer de l'espace sur la clé USB.Si le problème persististe, changer de clé USB. | |
| - | Nombre de tentatives dépasse.Code de déverrouillage requis | Saisir le code de déverrouillage : 314159 |
| - Code utilisateur erroné | Le code personnel est erroné, saisir le bon code.Par défaut, ce code est 0000. | |
Si un code erreur non repertorié apparait ou que vos problèmes persistent, contacter le propre distributeur.
Icônes d'alertes (warning)
Les icônes d'alertes en haut à droite de l'écran vous donnent des renseignements sur votre produit.
| Icône d'alerte | Signification |
| DEMO | Mode Demonstration. Le soudage est inactif. Vérifier votre installation électrique (tension secteur). |
| * | Circuit de refroidissement obstrué. Vérifier la continuité de la circulation du liquide de refroidissement de la torche. |
| Pile de l'interface en fin de vie. Changer la pile (CR2032) etmettre à jour la date et l'heure du produit (Système / Horloge). | |
| ( | Le ventilateur ne tourne pas à la bonne vitesse. Vérifier l'état du ventilateur. |